
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"РД 91.200.00-КТН-119-07 Технология ремонта трубопроводов с применением чопов, патрубков и тройников.
ОТКРЫТОЕ АКЦИОНЕРНОЕ
ОБЩЕСТВО (ОАО "АК "ТРАНСНЕФТЬ")
РУКОВОДЯЩИЙ ДОКУМЕНТ РД-91.200.00-КТН-119-07
Содержание ПРЕДИСЛОВИЕ 1 ДОКУМЕНТ РАЗРАБОТАН ОАО ВНИИСТ 2 ДОКУМЕНТ УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом ОАО "АК "Транснефть" от "11" мая 2007 г. 3 ДАТА ВВЕДЕНИЯ: с "18" мая 2007 г. 4 ВВЕДЕН в дополнение к следующим нормативным документам: РД-23.040.00-КТН-090-07, РД-153-39.4-086-01, РД-23.040.60-КТН-332-06, РД-23.060.30-КТН-572-06. 5 СРОК ДЕЙСТВИЯ - до замены (отмены) 1 Область применения1.1 Настоящий документ определяет порядок устранения дефектов типа отверстий и приварных патрубков на магистральных нефтепроводах ОАО "АК "Транснефть". 1.2 Документ дополняет РД 153-39.4-086-01, РД-23.040.60-КТН-332-06 и РД-23.060.30-КТН-572-06 в части технологии ремонта дефектов магистральных нефтепроводов. 1.3 Документ регламентирует методы ремонта и типы ремонтных конструкций при устранении дефектов типа отверстий и приварных патрубков при температуре окружающего воздуха от минус 30 °C до плюс 40 °C для случаев освобождения нефтепровода до верхней образующей и без прекращения перекачки нефти при соблюдении требований к давлению и скорости потока в соответствии с РД-23.040.60-КТН-332-06 (п. 1.2). 1.4 Документ регламентирует применение разрезных тройников с диаметром патрубка от 325 до 720 мм, а также - использование чопов диаметром до 40 мм. 1.5 Документ дополняет список постоянных ремонтных конструкций чопами и разрезными тройниками заводского изготовления. 1.6 Документ отменяет технологию установки чопов, предусмотренную ОР-13.01-45.21.30-КТН-004-2-02 (приложение Ж.14) и РД 153-39.4-114-01 (п. 5.4.5, приложение Е) в части устранения отверстий в стенке нефтепровода. Документ не распространяется на установку гладких пробок по РД-91.200.00-КТН-107-06 и резьбовых пробок по ТУ 1469-001-01297858-01 на элементах ремонтных конструкций. 1.7 Документ распространяется на магистральные нефтепроводы из труб класса прочности от К42 до К60. 1.8 Документ предназначен для дочерних предприятий ОАО "АК "Транснефть", эксплуатирующих магистральные нефтепроводы, ОАО "ЦУП "Стройнефть", подрядных организаций, изготовителей ремонтных конструкций и технического надзора. 2 НОРМАТИВНЫЕ ССЫЛКИВ настоящем документе использованы ссылки на следующие нормативные документы: ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия ГОСТ 1779-83 Шнуры асбестовые. Технические условия ГОСТ 7798-70 Болты с шестигранной головкой класса точности В. Конструкция и размеры ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы ГОСТ 10330-76 Лен трепаный. Технические условия ГОСТ 17379-2001 Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Заглушки эллиптические. Конструкция ГОСТ 19281-89 Прокат из стали повышенной прочности. Общие технические условия СНиП 3.02.01-87 Земляные сооружения, основания и фундаменты СНиП 12-04-2002 Безопасность труда в строительстве. Часть 2. Строительное производство ВСН 31-81 Инструкция по производству строительных работ в охранных зонах магистральных трубопроводов Министерства нефтяной промышленности ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства РД 03-495-02 Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства РД 03-613-03 Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов РД-05.00-45.21.30-КТН-010-1-04 Табель технической оснащенности лабораторий контроля качества и служб технического надзора РД-08.00-60.30.00-КТН-046-1-05 Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов РД-08.00-60.30.00-КТН-050-1-05 Сварка при строительстве и капитальном ремонте магистральных нефтепроводов РД-23.040.60-КТН-332-06 Инструкция по технологии монтажа, приварки патрубков для вырезки отверстий на нефтепроводах под давлением и порядку их эксплуатации РД-23.040.00-КТН-090-07 Классификация дефектов и методы ремонта дефектов и дефектных секций действующих магистральных нефтепроводов РД-91.200.00-КТН-107-06 Технология замены вантузных задвижек, вантузов и ликвидации несанкционированных врезок РД 39-00147105-015-98 Правила капитального ремонта магистральных нефтепроводов РД-75.180.00-КТН-165-06 Методика на проведение выборочного ремонта трубопроводов композитно-муфтовым методом на основе результатов внутритрубной диагностики РД 153-39.4-056-00 Правила технической эксплуатации магистральных нефтепроводов РД 153-39.4-086-01 Технология сварочно-монтажных работ по установке ремонтных конструкций (муфт и патрубков) на действующие магистральные нефтепроводы РД 153-39.4-114-01 Правила ликвидации аварий и повреждений на магистральных нефтепроводах ОР-07.00-45.25.40-КТН-001-2-01 Положение об аттестации сварщиков и специалистов сварочного производства системы магистральных нефтепроводов ОАО "АК "Транснефть" ОР-13.01-45.21.30-КТН-004-2-02 Регламент по вырезке и врезке катушек, соединительных деталей, заглушек, запорной и регулирующей арматуры и подключению участков магистральных нефтепроводов (РД 153-39.4Р-130-2002) ОР-13.01-60.30.00-КТН-002-3-00 Регламент представления срочных донесений об авариях и отказах на магистральных нефтепроводах, НПС и РП и их учет ОР-13.01-74.30.00-КТН-004-1-03 Регламент и методика проведения дополнительного дефектоскопического контроля дефектов труб магистральных и технологических нефтепроводов ТУ 1469-001-01297858-01 Приварные муфты и патрубки для ремонта действующих магистральных нефтепроводов ТУ 1469-002-01297858-05 Муфтовые и разрезные тройники для врезки и ремонта на действующих нефтепроводах ТУ 102-488-05 Детали соединительные и узлы магистральных трубопроводов на Рр до 10 МПа (100 кгс/см2) Примечание - При пользовании настоящим нормативным документом целесообразно проверить действие ссылочных нормативных документов в соответствии с действующим "Перечнем законодательных актов и основных нормативно-правовых и распорядительных документов, действующих в сфере магистрального нефтепроводного транспорта". Если ссылочный документ заменен (изменен), то при пользовании настоящим нормативным документом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку. 3 ТЕРМИНЫ, ОПРЕДЕЛЕНИЯ И СОКРАЩЕНИЯ3.1 В настоящем документе применены следующие термины с соответствующими определениями: 3.1.1 Межслойная температура: регламентируемая температура сваренного слоя или валика при многослойной или многопроходной сварке, при которой допускается наложение следующего слоя или валика. 3.1.2 Муфтовый тройник: ремонтная конструкция, устанавливаемая без остановки перекачки нефти, на дефекты типа приварных патрубков. Примечание - Тройник комплектуется одной простой полумуфтой, одной полумуфтой с отверстием, также отдельным патрубком, днищем, удлинительным кольцом (при необходимости). Две полумуфты в состыкованном состоянии охватывают трубу в месте установки, свариваются между собой двумя продольными стыковыми швами, а по торцам привариваются к основной трубе двумя кольцевыми угловыми швами. Патрубок приваривается к основной трубе и к полумуфте с отверстием единым сварным швом, выполняемым в два этапа. 3.1.3 Нагреватель (подогреватель): электрический индукционный накладной элемент, предназначенный для подогрева изделия под сварку. 3.1.4 Наплавочный слой: сварной шов, выполняемый при установке приварных ремонтных конструкций в зоне угловых швов (приварка муфты, патрубков к трубе нефтепровода). 3.1.5 Неразрушающий контроль: контроль, при котором не должно быть нарушена пригодность технических устройств, зданий и сооружений к применению и эксплуатации. 3.1.6 Основная труба: труба нефтепровода в месте установки ремонтной конструкции. 3.1.7 Патрубок: трубный элемент, предназначенный для приварки к нефтепроводу или усиливающей муфте (обечайке). 3.1.8 Полумуфта с отверстием: элемент ремонтной конструкции, представляющий половину полого цилиндра, рассеченного плоскостью, проходящей через его ось, с отверстием под патрубок ответвления. Примечание - Полумуфта с отверстием имеет обработанные под сварку торцы, продольные кромки и кромку отверстия. Является деталью заводского изготовления. 3.1.9 Простая полумуфта: элемент ремонтной конструкции, представляющий половину полого цилиндра, рассеченного плоскостью, проходящей через его ось. Примечание - Полумуфта имеет обработанные под сварку торцы и продольные кромки. Является деталью заводского изготовления. 3.1.10 Разрезной тройник: ремонтная конструкция, устанавливаемая без остановки перекачки нефти, на дефекты типа приварных патрубков. Примечание - Разрезной тройник заводского исполнения комплектуется одной простой полумуфтой, одной полумуфтой с отверстием с приваренным патрубком, днищем, удлинительным кольцом (при необходимости). 3.1.11 Температура предварительного подогрева: температура изделия, при которой допускается начинать сварку. 3.1.12 Температура сопутствующего подогрева: температура, до которой следует нагреть сварное соединение, если его температура опустилась ниже минимально допустимой межслойной температуры. 3.1.13 Теплоизолирующий мат: тканный стекловолоконный материал, предназначенный для укрытия нагревательных элементов и частей изделия с целью уменьшения оттока тепла в окружающий воздух. 3.1.14 Чоп: цилиндрическая деталь, служащая для герметизации отверстия в основной трубе, устанавливаемая после остановки перекачки, освобождения нефтепровода до верхней образующей. 3.2 В настоящем документе применены следующие сокращения: ВИК - визуальный и измерительный контроль; ДДК - дополнительный дефектоскопический контроль; КМТ - композитно-муфтовая технология; КСС - контрольное сварное соединение; МН - магистральный нефтепровод; НАКС - национальная ассоциация контроля и сварки; НГДО - нефтегазодобывающее оборудование; ПВ - продолжительность включения; ПВК - капиллярный контроль; ПДВК - предельно-допустимая взрывоопасная концентрация; ПЛВА - план ликвидации возможных аварий; ППР - проект производства работ; САСв - система аттестации сварщиков и специалистов сварочного производства; СО - стандартные образцы; СОЖ - смазывающая охлаждающая жидкость; СОП - стандартные образцы предприятия; РК - радиографический контроль; РНУ - районное нефтепроводное управление; УЗК - ультразвуковой контроль; ЦРС - центральная ремонтная служба. 4 ТИПЫ УСТРАНЯЕМЫХ ДЕФЕКТОВ4.1 Подлежат ремонту дефекты, определяемые РД-23.040.00-КТН-090-07: - отверстие в стенке трубопровода, закрытое приварным патрубком без запорной арматуры (далее патрубок); - отверстие в стенке трубопровода, закрытое приварным патрубком с запорной арматурой (далее патрубок); - отверстие в стенке трубопровода (далее отверстие). 4.2 Ремонт патрубков проводят без остановки перекачки с использованием следующих ремонтных конструкций: - разрезных тройников заводского (П9) в соответствии с подразделами 6.3-6.8 настоящего документа; - муфтовых тройников (П8) в соответствии с РД-23.040.60-КТН-332-06 (подраздел 5.7). 4.3 Ремонт отверстий диаметром не более 40 мм проводят с остановкой перекачки и освобождением нефтепровода до верхней образующей, установкой стального чопа (П10) в отверстие (отверстия) и последующей его (их) обваркой в соответствии с разделом 6 настоящего документа. 5 ИСПОЛНЕНИЕ РЕМОНТНЫХ КОНСТРУКЦИЙ5.1 Исполнение муфтовых тройников 5.1.1 Муфтовые тройники (ремонтная конструкция П8) изготавливают в соответствии с РД-23.040.60-КТН-332-06 (раздел 4) и ТУ 1469-002-01297858-05. 5.2 Исполнение разрезных тройников 5.2.1 Разрезные тройники заводского исполнения (ремонтная конструкция П9) 5.2.1.1 Для ремонта патрубков должны применяться разрезные тройники заводского изготовления по ТУ 1469-002-01297858-05. 5.2.1.2 Схема разрезного тройника заводского исполнения показана на рисунке А.1 (приложение А). 5.2.1.3 Тройники изготавливают из стали 09Г2С категории 12 (13, 14) по ГОСТ 19281. Длина усиливающей муфты тройника LМ должна составлять 730 мм для патрубка диаметром 325 мм, 780 мм для патрубка диаметром 377 мм, 960 мм для патрубка диаметром 530 мм и 1300 мм для патрубка диаметром 720 мм. Высота патрубка HП должна составлять (300±5) мм. 5.2.1.4 Если высота оставляемой части ремонтируемого патрубка превышает высоту патрубка тройника HП, необходимо использовать удлинительные кольца. Минимальная длина удлинительного кольца - 250 мм. При этом минимальное расстояние от поверхности грунта до ремонтной конструкции должно быть не менее 600 мм. 5.2.1.5 Параметры патрубков и усиливающих муфт разрезного тройника заводского исполнения приведены в таблице 5.1. 5.2.1.6 Заглушки и днища должны соответствовать ГОСТ 17379 или ТУ 102-488-05. 5.3 Исполнение герметизирующих чопов 5.3.1 Для ремонта отверстий с освобождением нефтепровода до верхней образующей применяют ремонтную конструкцию П10: гладкие чопы диаметром от 8 до 40 мм и резьбовые чопы диаметром от 8 до 30 мм. Чопы устанавливают на нефтепроводы с толщиной стенки от 8 до 19 мм. Допускается установка чопов диаметром не более: - 15 мм на нефтепровод диаметром 219 мм; - 25 мм на нефтепровод диаметром 325 мм и 377 мм; - 30 мм на нефтепровод диаметром 426 мм; - 40 на нефтепровод диаметром 530 мм и выше. 5.3.2 Гладкие чопы изготавливают из Ст. 3 по ГОСТ 380 или Ст. 10 по ГОСТ 1050. 5.3.3 Конструктивное исполнение гладких чопов представлено на рисунках А.2-А.4 (приложение А). Геометрические параметры усиливающих муфт и патрубков разрезных тройников
5.3.4 Геометрические размеры гладких чопов диаметром от 8 до 12 мм и от 15 до 40 мм приведены в таблицах 5.2 и 5.3 соответственно. 5.3.5 В качестве резьбовых чопов используют болты по ГОСТ 7798 из стали прочностного класса 4.8 (стали 10, 10 кп) или 4.6 (сталь 20) с резьбой по всей длине. 5.3.6 Конструктивное исполнение резьбовых чопов представлено на рисунке А.5 (приложение А). 5.3.7 Геометрические параметры резьбовых чопов приведены в таблице 5.4. Параметры гладких чопов диаметром от 8 до 12 мм
Параметры гладких чопов диаметром от 15 до 40 мм
Параметры резьбовых чопов диаметром от 8 до 30 мм
6 ТЕХНОЛОГИЯ РЕМОНТА ПАТРУБКОВ И ОТВЕРСТИЙ6.1 Последовательность технологических операций Технологические операции по ремонту дефектов типа отверстий и приварных патрубков должны выполняться в следующем порядке: а) подготовительные работы (раздел 6.4); б) обследование дефекта и принятие решения о способе ремонта (раздел 6.5); в) сборочно-сварочные работы и контроль сварных соединений: - врезка катушек в соответствии с ОР-13.01-45.21.30-КТН-004-2-02; - муфтовые тройники в соответствии с РД-23.040.60-КТН-332-06; - разрезные тройники в соответствии с подразделами 6.6-6.8, 6.10 и разделом 7 настоящего документа; - чопы в соответствии с подразделами 6.9, 6.10 и разделом 7 настоящего документа. г) изоляционные работы: - врезка катушек в соответствии с ОР-13.01-45.21.30-КТН-004-2-02; - муфтовые тройники, разрезные тройники и чопы в соответствии с РД-23.040.60-КТН-332-06. д) засыпка котлована и установка ограждений: - врезка катушек в соответствии с ОР-13.01-45.21.30-КТН-004-2-02; - муфтовые тройники, разрезные тройники и чопы в соответствии с РД-23.040.60-КТН-332-06. е) оформление исполнительной документации: - врезка катушек в соответствии с ОР-13.01-45.21.30-КТН-004-2-02; - муфтовые тройники и разрезные тройники в соответствии с РД-23.040.60-КТН-332-06; - чопы в соответствии с приложением Г настоящего документа; - сведения о ликвидации дефекта заносят в паспорт линейной части нефтепровода. 6.2 Требования к применяемому сварочному оборудованию, оборудованию для сборки, подогрева и контроля 6.2.1 Сварочное оборудование6.2.1.1 При установке ремонтных конструкций используют источники сварочного тока, предусмотренные РД-08.00-60.30.00-КТН-050-1-05: - управляемые тиристорные выпрямители; - инверторные сварочные выпрямители; - управляемые сварочные преобразователи. 6.2.1.2 Источники сварочного тока должны быть аттестованы на право применения при монтаже, реконструкции и ремонте НГДО в соответствии с РД 03-614-03, разрешены к применению на объектах ОАО "АК "Транснефть" и отвечать следующим требованиям: - номинальный сварочный ток при ПВ равном 60 % должен составлять не менее 250 А; - устойчивая работа источника при ручной дуговой сварке во всем диапазоне рабочих токов, в том числе при минимальных значениях, начиная с 40 А; - возможность настройки тока короткого замыкания при сварке различных слоев шва и в разных пространственных положениях; - наличие малогабаритных дистанционных регуляторов сварочного тока, обеспечивающих возможность регулирования тока без обрыва дуги при длине кабеля подключения пульта дистанционного управления до 40 метров; - возможность использования источников тока в составе передвижных и самоходных агрегатов питания; - возможность эксплуатации источников в диапазоне температур от минус 40 ºС до плюс 40 ºС. 6.2.2 Сборочное оборудование6.2.2.1 Сборку разрезных тройников на трубе производят с помощью специализированных сборочных приспособлений ПМТ 530-620/720-820/1020-1220 и наружных центраторов типа ЦЗ, ЦЗН, ЦГН или аналогичных им. 6.2.2.2 Для выставления сварочного зазора применяют калибр либо электродную проволоку соответствующего диаметра. Зазор контролируют универсальным шаблоном сварщика УШС-3. 6.2.2.3 Контроль перпендикулярности патрубка и основной трубы производят с помощью металлического угольника. 6.2.2.4 Для подготовки отверстий в основной трубе под установку чопов используют переносные сверлильные машины (фрезеры) на магнитном основании с пневматическим или гидравлическим приводом, снабженные вспомогательной платформой для механического крепления на трубе. 6.2.2.5 Отверстия должны выполняться с точностью до 0,05 мм с применением сверл и корончатых фрез из быстрорежущей стали. 6.2.2.6 Нарезание резьбы должно производиться машинными, машинно-ручными или ручными метчиками. 6.2.2.7 Во избежание искрообразования сверление должно проводиться с обязательным применением охлаждающей жидкости СОЖ. 6.2.2.8 Для забивания гладких чопов должны применяться омедненные молотки массой до 3 кг с рукояткой из лиственных пород дерева. 6.2.2.9 Для установки резьбовых чопов должны использоваться динамометрические ключи с моментом затяжки от 5 до 250 Нм. 6.2.2.10 Для герметизации резьбы применяют шнур асбестовый ШАОН по ГОСТ 1779. Допускается применение льна сантехнического по ГОСТ 10330. 6.2.3 Оборудование для предварительного и сопутствующего подогрева6.2.3.1 При предварительном и сопутствующем подогреве сварных соединений используют следующее оборудование: - многосопловые наружные кольцевые пропанобутановые горелки; - многосопловые внутренние кольцевые пропанобутановые горелки; - многосопловые пропанобутановые кислородные горелки повышенной мощности типа ГСМ-5.3 ТМ; - электрические нагревательные элементы индукционного типа. 6.2.4 Оборудование для неразрушающего контроля6.2.4.1 Для неразрушающего контроля следует применять оборудование, приборы, инструмент и материалы, соответствующие требованиям РД-05.00-45.21.30-КТН-010-1-04. 6.2.4.2 Для визуально-измерительного контроля следует применять: - лупы измерительные; - угольники поверочные 90° лекальные; - штангенциркули; - штангенглубиномеры; - универсальные шаблоны типа УШС; - ультразвуковые толщиномеры; - стальные измерительные линейки, рулетки. 6.2.4.3 Для капиллярного контроля следует применять: - дефектоскопические наборы материалов в аэрозольной упаковке; - рабочие и арбитражные контрольные образцы; - лупы измерительные; - измерительные линейки. 6.2.4.4 Для проведения ультразвукового контроля следует применять следующее оборудование: - эхо-импульсные ультразвуковые дефектоскопы; - раздельно-совмещенные прямые и совмещенные наклонные пьезоэлектрические преобразователи типа П112, П121; - стандартные образцы V2(W-II), СО-2, СО-3; - стандартные образцы предприятия. 6.3 Применяемые сварочные материалы и детали заводского производства 6.3.1 Сварочные материалы6.3.1.1 При проведении сварочных работ должны использоваться сварочные электроды по ГОСТ 9467, AWS A5.1 с основным видом покрытия, аттестованные в установленном порядке в соответствии с требованиями и рекомендациями по применению РД 03-613-03. 6.3.1.2 Допускаемые марки электродов приведены в таблице 6.1. 6.3.1.3 Сварочные электроды должны подвергаться входному контролю, включающему: - проверку сертификатов завода - изготовителя; - проверку сохранности упаковки; - проверку внешнего вида покрытия на отсутствие поверхностных дефектов и следов ржавчины на электродных стержнях. Запрещается использование электродов, не прошедших входной контроль. 6.3.1.4 При хранении электродов необходимо соблюдать требования завода - изготовителя, а при их отсутствии электроды следует хранить в сухих отапливаемых помещениях (при температуре не ниже плюс 15 °С) в условиях, предупреждающих их увлажнение и гарантирующих сохранность и герметичность упаковки. 6.3.1.5 Непосредственно перед сваркой электроды должны быть прокалены в течение 1 часа при температуре 350 °C. Допускается применение электродов, прокаленных в стационарных условиях и доставленных на место производства работ в герметичных контейнерах или термопеналах. Использование этих электродов допускается в течение одной рабочей смены. 6.3.1.6 Электроды в вакуумной упаковке, а также в металлических банках, допускается применять без прокалки при их использовании в течение одной рабочей смены с момента вскрытия упаковки. В противном случае или при нарушении герметичности упаковки, перед использованием электроды необходимо прокалить с последующим помещением в термопенал. Электроды для сварки ремонтных конструкций
6.3.1.7 Неиспользованные в течение двух суток электроды следует повторно прокалить. Допускается повторная прокалка электродов до 5 раз при общем времени прокалки не более 10 часов. 6.3.2 Детали заводского изготовления6.3.2.1 Тройники заводского изготовления поставляются с завода в виде сборочного комплекта, снабженного паспортом изделия. 6.3.2.2 При ремонте используют следующие детали тройников заводского изготовления: - патрубок; - простая полумуфта; - полумуфта с отверстием с приваренным патрубком; - эллиптическое днище; - удлинительное кольцо (в случае необходимости); - подкладные пластины; - выводные планки. 6.3.2.3 Материал и конструктивные размеры тройников должны отвечать требованиям раздела 5. 6.3.2.4 Поступившие детали подвергают входному контролю, в процессе которого проверяют маркировку изделий и соответствие их геометрических параметров данным паспорта изделия и требованиям раздела 5 и п. 6.6 настоящего документа, включая: - толщину стенки полумуфт и патрубка; - длину полумуфт и патрубка; - угол разделки кромок и величину притупления на торцах патрубка; - угол разделки и величину притупления кромок под сварку продольных швов полумуфт; - угол разделки кромок в отверстии полумуфты; - проверку на отсутствие вмятин, трещин, расслоений, закатов, задиров на поверхности патрубка и полумуфт. 6.3.2.5 Царапины, риски и задиры глубиной свыше 0,2 мм, но не более 5 % от толщины стенки на поверхности полумуфт и патрубка удаляют шлифованием. 6.3.2.6 Забоины и задиры фасок глубиной до 5 мм допускается ремонтировать ручной дуговой сваркой электродами типа Э50А (Е7016) с обязательным местным подогревом до 100 ºС независимо от температуры окружающей среды и последующим шлифованием мест ремонта. 6.3.2.7 Свариваемые кромки полумуфт и патрубков, а также прилегающие к ним поверхности шириной не менее 20 мм должны быть зачищены до чистого металла. 6.4 Подготовительные работы 6.4.1 При разливе нефти подготовительные работы по установке ремонтных конструкций для устранения дефектов типа отверстий и приварных патрубков осуществляют в соответствии с ПЛВА. При устранении дефектов типа отверстий и приварных патрубков должны быть выполнены требования ОР-13.01-60.30.00-КТН-002-3-00. 6.4.2 Установка ремонтных конструкций проводится после выполнения мероприятий, предотвращающих непосредственный выход нефти. 6.4.3 Для начала сварочно-монтажных работ необходимо разрешение представителя технического надзора. Разрешение дается при наличии аттестованных в установленном порядке сварочного оборудования, технологии сварки, сварщиков и специалистов сварочного производства. Разрешение дается после завершения подготовительных операций. 6.4.4 До начала земляных работ уточняются ось прохождения нефтепровода, фактическая глубина его заложения, места пересечений с подземными коммуникациями, искусственными и естественными препятствиями. Обозначение трассы производится в границах производства работ опознавательными знаками в виде щитов с надписями- указателями высотой (1,5-2,0) м от поверхности земли с указанием глубины заложения нефтепровода и подземных коммуникаций. 6.4.5 До начала работ по разработке траншеи (котлована) необходимо определить место вскрытия трубопровода, уточнить размеры, произвести разбивку границ траншеи (котлована) по принятым размерам относительно оси трубопровода, определить по исполнительной документации, паспорту на МН, материалам диагностики наличие на участке работ приварных соединений, которые должны быть вскрыты вручную. 6.4.6 Земляные работы должны проводиться в соответствии с проектной документацией, ППР и СНиП 3.02.01, РД 153-39.4-056-00, ВСН 31-81, РД 39-00147105-015-98, ОР-13.01-45.21.30-КТН-004-2-02. 6.4.7 В соответствии с СНиП 12-04 место производства работ должно быть ограждено защитными ограждениями. 6.4.8 В соответствии с проектом и типовыми чертежами должны быть оборудованы переезды через действующий нефтепровод и другие коммуникации с применением дорожных плит. 6.4.9 Длина участка, вскрытого с подкопом, должна отвечать требованиям РД 39-00147105-015-98. 6.4.10 До начала проведения ремонта должна быть подготовлена горизонтальная ремонтная площадка. Размеры площадки определяются габаритами механизмов, условиями их обслуживания. При этом механизмы должны находиться на расстоянии не менее 1 м от края площадки. 6.4.11 При сооружении ремонтной площадки при необходимости следует выполнить мероприятия по отводу поверхностных вод путем сооружения отводной (обводной) канавы, водосборного котлована или защитной дамбы выше ремонтной площадки. 6.4.12 Для предотвращения разлива и возможности попадания вытекшей нефти в водоемы, водотоки, загрязнения лесных массивов, сельскохозяйственных угодий, населенных пунктов, дорог, животноводческих ферм, с учетом рельефа местности должны быть созданы земляные обвалования и амбары для сбора разлитой нефти. 6.4.13 Для этой цели могут быть использованы существующие защитные сооружения, эластичные резинотканевые резервуары, естественные складки местности, резервуары близлежащих НПС, неповрежденные участки аварийного нефтепровода или параллельно проложенные нефтепроводы. 6.4.14 При сооружении земляных амбаров должны соблюдаться условия - объем сооружаемого амбара должен обеспечивать прием разлитой, откачиваемой и вылившейся самотеком нефти из нефтепровода; - основание и стенки амбаров должны быть уплотнены или покрыты пленками; - уровень заполнения нефтью амбара должен быть ниже верха обвалования на 0,5 м; 6.4.15 Амбар для сбора нефти должен быть устроен в соответствии с требованиями ОР-13.01-45.21.30-КТН-004-2-02 (раздел 2). 6.4.16 В целях предотвращения перелива нефти из амбара необходимо предусмотреть отвод и дренаж ливневых и грунтовых вод. 6.4.17 Для отвода разлитой нефти в амбар или в сторону обвалования должна быть устроена траншея или проложен временный нефтепровод диаметром от 150 до 200 мм. 6.4.18 Работы по вскрытию ремонтного участка нефтепровода и сооружению ремонтной траншеи (котлована) должны выполняться только после определения точного положения дефектов типа отверстий и приварных патрубков. 6.4.19 Разработка траншеи (котлована) должна осуществляться экскаваторами. Для предотвращения повреждения трубопровода ковшом экскаватора минимальное расстояние между образующей трубопровода и ковшом экскаватора должно быть не менее 0,3 м. Разработку оставшегося грунта следует проводить вручную, не допуская ударов по трубе. 6.4.20 Разработка траншеи (котлована) без откосов не допускается. Допустимая крутизна откосов выбирается в соответствии со СНиП 3.02.01. 6.4.21 Ширина котлована определяется из условия монтажа на нефтепроводе ремонтной конструкции. 6.4.22 Расстояние от нижней образующей трубы до дна котлована должно быть не менее 0,6 м. 6.4.23 Отвод поверхностных и подземных вод из котлована выполняется в соответствии со СНиП 3.02.01. 6.4.24 Для возможности спуска и быстрого выхода работающих, котлован должен оснащаться инвентарными приставными лестницами, шириной не менее 75 см и длиной не менее 1,25 глубины траншеи из расчета по три лестницы на участках траншеи в зоне прямых врезок и две лестницы на участке обводной линии, параллельном нефтепроводу. 6.4.25 В ночное время освещение рабочего котлована должно осуществляться прожекторами или светильниками во взрывобезопасном исполнении напряжением не более 12 В. Допускается использовать аккумуляторные фонари, включать и выключать которые следует за пределами взрывоопасной зоны. 6.4.26 При ремонте с остановкой перекачки проводится освобождение до верхней образующей ремонтного участка нефтепровода от нефти. Работы по освобождению выполняют в соответствии с ОР-13.01-45.21.30-КТН-004-2-02 (раздел 6). 6.4.27 После ремонта нефть из земляных амбаров и других емкостей передвижными насосными агрегатами по временному нефтепроводу должна быть закачана в нефтепровод. 6.4.28 После завершения работ по ремонту, уборки нефти, производится засыпка котлована, приямков минеральным грунтом. Засыпка выполняется бульдозерами, допускается использование экскаваторов и других технических средств. 6.4.29 При проведении земляных работ запрещается: - проводить работы без оформления разрешительных документов; - начинать работы без наличия устойчивой двухсторонней связи с диспетчером РНУ; - проводить земляные работы без работника, ответственного за производство работ; - находиться людям ближе 5 м от зоны максимального движения ковша работающего экскаватора; - проводить работы при отсутствии ограждений и знаков безопасности; - при отсутствии световых сигналов в местах перехода людей и проезда транспортных средств в ночное время; - проезд техники по бровке котлована; - выдвигать нож отвала бульдозера за бровку откоса. 6.4.30 Изоляционное покрытие основной трубы удаляют на 0,5 м в каждую сторону от дефекта (отверстия или приварного патрубка). Удаление изоляции проводят механическим способом. Освобожденный от изоляции участок трубы должен быть очищен до чистого металла. 6.4.31 Усиление сварных швов трубопровода на участке установки разрезного тройника и дополнительных участках длиной 50 мм в каждую сторону от него удаляют с помощью шлифовальных машинок. Остаточная высота усиления должна находиться в пределах от 0,5 до 1,0 мм. 6.4.32 Используемый инструмент не должен оставлять на поверхности трубы рисок глубиной более 0,2 мм. 6.4.33 Перед установкой ремонтных патрубков и тройников имеющаяся на ремонтируемом патрубке запорная арматура должна быть приведена в нерабочее состояние: снят штурвал задвижки (маховик крана) и обварен шток задвижки (крана). 6.5 Обследование дефекта и принятие решения о способе ремонта 6.5.1 Участок основной трубы с дефектом подвергают ВИК и неразрушающему контролю физическими методами (см. раздел 7). 6.5.2 Дефект должен устраняться с остановкой перекачки нефти методом замены дефектного участка с помощью врезки катушки в следующих случаях: - если очищенная от изоляции трубная секция содержит недопустимые дефекты по РД-23.040.00-КТН-090-07, или в сварных швах приварки патрубка к основной трубе имеются недопустимые дефекты по РД-08.00-60.30.00-КТН-046-1-05, а также - когда сварные швы приварки патрубка к основной трубе недоступны для контроля (например, при наличии бетонного воротника и т.п.); - если дефект невозможно устранить с применением ремонтных конструкций, описанных в разделе 5. 6.5.3 Без остановки перекачки ремонтируют патрубки с применением следующих ремонтных конструкций: муфтового тройника (П9), разрезных тройников заводского (П10). При этом должны соблюдаться ограничения на установку, накладываемые РД-23.040.00-КТН-090-07. 6.5.4 Сварные швы приварки элементов ремонтных конструкций к основной трубе располагают не ближе 100 мм от швов приварки ремонтируемого патрубка к основной трубе, заводского или (и) монтажного шва основной трубы. Допускается пересечение заводского шва кольцевыми швами приварки усиливающей муфты и технологического кольца разрезных тройников. 6.5.5 Ремонт отверстий проводят с освобождением нефтепровода до верхней образующей с помощью стальных чопов. Сварной шов приварки чопа должен располагаться не ближе 100 мм от сварного шва соседнего чопа, монтажного или(и) заводского шва нефтепровода. 6.6 Требования по температурным режимам сварки ремонтных конструкций 6.6.1 При сварке ремонтных конструкций должны соблюдаться требования к предварительному подогреву и температурным условиям в процессе сварки. 6.6.2 Предварительный и сопутствующий подогрев кромок патрубка и полумуфт, просушка основной трубы осуществляются с помощью внутренних и наружных многосопловых кольцевых пропанобутановых горелок и многосопловых пропанобутановых кислородных горелок повышенной мощности. 6.6.3 Для предварительного и сопутствующего подогрева свариваемых кромок полумуфт при выполнении соединения "полумуфты - основная труба" и при выполнении продольного стыкового шва полумуфт допускается использовать электрические нагреватели индукционного типа. Схемы установки электрических нагревателей приведены на рисунках 6.1, 6.2. Нагреватели устанавливают на расстоянии (20+5) мм от границы разметки сварного шва. При необходимости догрев кромок муфт до требуемой температуры производят пропанобутановой горелкой. 6.6.4 Минимальная температура предварительного подогрева кромки патрубка при сварке швов приварки патрубка к основной трубе и приварки патрубка к основной трубе и муфте должна быть не менее 100 °C при любой температуре окружающей среды. В процессе сварки всех слоев шва необходимо осуществлять контроль температуры кромки патрубка. В случае остывания кромки ниже 50 °C следует произвести подогрев до температуры (100+20) °C. Перед началом сварки необходимо выполнить просушку участков трубы, прилегающих к патрубку, нагревом до (50+20) °C. 6.6.5 Минимальная температура предварительного подогрева кромки полумуфт при сварке кольцевых угловых швов приварки муфты к основной трубе должна быть не менее 100 °C при любой температуре окружающей среды. В процессе сварки всех слоев шва необходимо осуществлять контроль температуры кромки полумуфт. В случае остывания кромки ниже 50 °C следует произвести подогрев до температуры (100+20) °C. 6.6.6 Перед началом сварки необходимо выполнить просушку участков трубы, прилегающих к полумуфтам, нагревом до (50+20) °C. 6.6.7 Минимальная температура предварительного подогрева продольных швов усиливающей муфты и шва приварки патрубка к днищу (удлинительному кольцу) приведена в таблице 6.2. Параметры подогрева выбираются по элементу с большей толщиной стенки. 6.6.8 Межслойная температура должна находиться в пределах от 50 °C до 250 °C. Запрещается использовать способы принудительного охлаждения сварного соединения. В случае падения межслойной температуры ниже минимальной температуры подогрева выполняют сопутствующий подогрев сварного шва до требуемой температуры с помощью нагревательной горелки. 6.6.9 Перед началом сварки необходимо выполнить просушку установленного в отверстие чопа и прилегающих участков основной трубы до (50+20) °C.
Рисунок 6.1 - Схема установки плоских нагревателей для проведения предварительного и сопутствующего подогрева стыковых продольных швов цилиндрической полноохватной муфты
Рисунок 6.2 - Схема установки кольцевых нагревателей для предварительного и сопутствующего подогрева кольцевых угловых сварных швов приварки муфты к основной трубе Температура предварительного подогрева продольных швов усиливающей муфты и шва приварки патрубка, эллиптического днища или удлинительного кольца к патрубку ответвления
6.7 Разделки кромок и типы сварных соединений ремонтных конструкций 6.7.1 Установка разрезного тройника 6.7.1.1 При установке разрезного тройника используют следующие сварные соединения: - угловое сварное соединение - кольцевой шов приварки патрубка к полумуфте (обечайке разрезного тройника). Выполняется в заводских условиях с применением послесварочной термической обработки; - стыковое сварное соединение - продольные швы полумуфт. Шов выполняется на стальной технологической подкладке; - угловое (нахлесточное) сварное соединение - кольцевые швы приварки муфты к основной трубе; - стыковое сварное соединение - кольцевой шов приварки днища или удлинительного кольца к патрубку. 6.7.1.2 При приварке патрубка используют следующую форму разделки кромок: - для сварного соединения "патрубок - труба (обечайка)" - V-образную разделку кромок с переменным углом скоса кромки в диапазоне от (50-5)° до a и притуплением (1,8±0,8) мм согласно рисунку 6.3. Величина угла a для различных комбинаций диаметров патрубка и основной трубы приведены в таблице 6.3. Разбиение патрубка на сектора с различными углами скоса кромок показано на рисунке 6.4; - для сварных соединений "патрубок - днище", "патрубок - удлинительное кольцо" V-образную разделку кромок с углом скоса кромки (30-5)° и притуплением (1,8±0,8) мм. 6.7.1.3 При сварке полумуфт используют следующую форму разделки кромок: - для сварного соединения приварки патрубка к трубе (обечайке) - V-образную разделку кромок с переменным углом скоса кромки в диапазоне от (50-5)° до a и притуплением (1,5±0,5) мм согласно рисунку 6.5. Величина угла a для различных комбинаций диаметров патрубка и основной трубы приведены в таблице 6.3. Разбиение отверстия на сектора с различными углами скоса кромок приведено на рисунке 6.6; - для сварного соединения полумуфт (продольный стыковой шов) - V-образную разделку кромок с углом скоса кромки (25+5)° и притуплением (1,0±0,5) мм; - для сварного соединения муфты и основной трубы - кромка муфты под прямым углом к основной трубе. 6.7.1.4 Разделки кромок собранных сварных соединений приведены на рисунках 6.6, 6.7 и 6.8 соответственно. 6.7.2 Установка чопов 6.7.2.1 Отверстие должно быть рассверлено под необходимый диаметр D гладкого чопа в соответствии с таблицами 5.2 и 5.3 либо под резьбу резьбового чопа d (таблица 5.4). 6.7.2.2 Перед установкой резьбовых чопов нарезают метрическую резьбу диаметра D (см. таблицу 5.4). Величина угла a разделки кромок сварных соединений "патрубок - труба (обечайка)"
а) вид в продольном сечении основной трубы; б) вид в поперечном сечении основной трубы. Рисунок 6.3 - Форма разделки кромок сварного шва приварки патрубка к обечайке
1 - участки патрубка с разделкой кромок (50-5)° 2 - участки патрубка с разделкой кромок а 3 - участки патрубка с разделкой кромок с переменным углом: от а до (50-5)° Рисунок 6.4 - Подготовка разделки кромок патрубка под сварное соединение 6.8 Изготовление, сборка и сварка разрезного тройника заводского исполнения 6.8.1 Последовательность изготовления разрезного тройника в заводских условиях 6.8.1.1 Изготовление разрезного тройника выполняют в следующей последовательности: - вальцовка и сварка обечайки; - визуальный и измерительный контроль стыкового шва обечайки; - подготовка патрубка ответвления / патрубка вантуза; - выбор и разметка места на обечайке под приварку патрубка; - установка патрубка на обечайку и выполнение сварного шва; - предварительный и сопутствующий (в процессе сварки) подогрев свариваемых кромок соединения "патрубок - обечайка"; - визуальный и измерительный контроль, неразрушающий контроль ультразвуковым и рентгенографическим методом углового кольцевого шва "патрубок - обечайка"; - выполнение термообработки сваренного изделия по режиму высокого отпуска; - неразрушающий контроль ультразвуковым методом углового кольцевого шва "патрубок - обечайка"; - разрезка обечайки, прорезка отверстия и подготовка кромок полумуфты разрезного тройника под сварку. 6.8.1.2 Для подготовки патрубка разрезного тройника используют разделки кромок, приведенные на рисунках 6.3 и 6.4. 6.8.1.3 Для изготовления полумуфт вальцуют и сваривают продольным швом обечайку. Листовой прокат, используемый для изготовления обечайки, не должен иметь расслоений и недопустимых поверхностных дефектов. 6.8.1.4 Сборку и сварку выполняют с использованием операционно-технологической карты (приложение Б). 6.8.1.5 Перед началом сборки необходимо выполнить разметку места установки патрубка на обечайке. Место установки выбирают таким образом, чтобы после разрезки обечайки на полумуфте с приваренным патрубком отсутствовал продольный сварной шов. 6.8.1.6 Все операции по сборке и сварке патрубка с обечайкой выполняются в нижнем положении при вертикальной ориентации оси патрубка. 6.8.1.7 Патрубок устанавливают седловидным торцом на обечайку с зазором от 2 до 3 мм. Для установки зазора в соединении "патрубок - обечайка" используют калибр или электродную проволоку соответствующего диаметра. 6.8.1.8 Правильность сборки контролируют с помощью уровня, угольника и линейки. 6.8.1.9 В процессе сборки должны быть обеспечены следующие параметры: - отклонение от перпендикулярности патрубка и обечайки, измеренное по образующей обечайки и поверхностью патрубка, должно быть не более 1°; - отклонение патрубка от вертикали должно быть не более 1°; - смещение патрубка относительно размеченного контура не должно превышать 3 мм. 6.8.1.10 Перед сваркой корневого слоя выполняют подогрев стыка. 6.8.1.11 После контроля температуры выполняют сварку прихваток по режиму сварки корневого слоя, равномерно распределив их по периметру патрубка. Количество прихваток - не менее четырех. Длина каждой прихватки должна быть не менее 60 мм. После выполнения прихваток калибр или проволока должны быть удалены из зазора. 6.8.1.12 Сварку стыка выполняют одновременно двумя сварщиками. Режимы ручной дуговой сварки стыка приведены в таблице 6.4. Таблица 6.4 Режимы сварки шва приварки патрубка к обечайке
6.8.1.13 Сварку выполняют обратноступенчатым способом в последовательности, представленной на рисунке 6.5. 6.8.1.14 Во время сварки корневого слоя шва вышлифовывают начало и конец каждой прихватки. После сварки корневого шва выполнить подварку изнутри по всему периметру стыка. 6.8.1.15 Выполнить сварку заполняющих и облицовочного слоев. По завершении каждого прохода производят зачистку поверхности и вышлифовывают зашлакованные "карманы". Схема заполнения разделки сварного шва приведена на рисунке 6.6. Минимальное количество проходов должно соответствовать таблице 6.5. Минимальное количество проходов для выполнения слоев шва приварки патрубка к обечайке, включая корневой и подварочный
6.8.1.16 После окончательной зачистки выполняют визуальный и измерительный контроль, ультразвуковой и рентгенографический контроль качества сварного соединения. 6.8.1.17 В случае, если в сварном соединении патрубка и обечайки недопустимых дефектов не обнаружено, выполняют термическую обработку конструкции по режимам высокого отпуска в печи. 6.8.1.18 Термообработку сварных стыков следует производить не позднее трех суток после окончания сварки. 6.8.1.19 Скорость нагрева изделия при термообработке не должна превышать 200 °C/ч, в интервале температур от 200 °C до 600 °C. 6.8.1.20 Температура и время выдержки изделия при термообработке должны составлять (605±10) °C в течение полутора часов. 6.8.1.21 Охлаждение изделия после термообработки необходимо выполнять вместе с печью. Скорость охлаждения изделия не должна превышать 200 °C/ч в интервале температур от 600 °C до 300 °C.
а) б) а) сварка нечетных слоев; б) сварка четных слоев; Н - начало сварки; К - конец сварки; I-II - очередность сварки участков стыка каждым сварщиком. Рисунок 6.5 - Схема выполнения слоев шва при приварке патрубка к обечайке разрезного тройника
Amin = dП +2 мм Аmax =1,2dП + 3,5 мм 1, 2, 3, ..., n-1, n - номера проходов; n - общее число проходов. Рисунок 6.6 - Схема заполнения разделки сварного шва приварки патрубка к обечайке разрезного тройника 6.8.1.22 После охлаждения производят зачистку (с наружной и внутренней стороны) места сварки обечайки и патрубка с помощью дисковых проволочных щеток или пескоструйной установки на расстоянии 20 мм в каждую сторону от сварного шва. 6.8.1.23 После зачистки выполняют повторный ультразвуковой контроль качества сварного соединения. 6.8.1.24 В случае отсутствия недопустимых дефектов производят разметку и вырезку из обечайки полумуфты с приваренным патрубком, прорезку отверстия в полумуфте механическим способом (например, с использованием расточного станка), подготовку продольных кромок полумуфты, консервацию свариваемых кромок, окраску и маркировку изделия. 6.8.2 Последовательность сборки и сварки разрезного тройника на трубе 6.8.2.1 Сборка и сварка разрезного тройника должна выполняться в следующем порядке: а) сборка полумуфт на основной трубе и сварка продольного шва, включающая: 1) разметку подготовленного участка основной трубы под установку разрезного тройника; 2) сборку полумуфт на основной трубе с помощью приспособления для монтажа тройников ПМТ 530-620/720-820/1020-1220; 3) установку нагревательных элементов в зоне продольного стыкового шва полумуфт (в случае использования); 4) предварительный и сопутствующий (в процессе сварки) подогрев свариваемых кромок полумуфт; 5) сварку корневого слоя продольных швов полумуфт на подкладных пластинах; 6) сварку заполняющих и облицовочного слоев; 7) остывание сварного соединения; 8) визуальный и измерительный контроль продольных стыковых швов полумуфт. б) приварка муфты к основной трубе, включающая: 1) установку нагревательных элементов на муфту в зоне кольцевых угловых швов приварки муфты к основной трубе (в случае использования); 2) просушку поверхности основной трубы на участке выполнения кольцевых угловых швов; 3) предварительный и сопутствующий (в процессе сварки) подогрев свариваемых кромок муфты; 4) выполнение кольцевых угловых швов приварки муфты к основной трубе; 5) остывание сварного соединения; 6) визуальный и измерительный контроль выполненных кольцевых угловых сварных швов; в) неразрушающий контроль выполненных сварных соединений, включающий контроль методом проникающей цветной дефектоскопии, контроль ультразвуковым методом продольных стыковых швов сварки полумуфт, угловых кольцевых швов "муфта - основная труба". г) сборка и сварка кольцевого стыка "патрубок - днище/удлинительное кольцо", включающая: 1) сборку, предварительный подогрев и сварка кольцевого стыка "патрубок - днище/удлинительное кольцо"; 2) сопутствующий (в процессе сварки) подогрев соединения "патрубок - днище/удлинительное кольцо"; 3) неразрушающий контроль физическими методами (визуальный и измерительный, рентгенографический и ультразвуковой контроль) кольцевого стыкового шва "патрубок - днище/удлинительное кольцо". 6.8.2.2 Все сборочные и сварочные операции по выполнению продольных швов полумуфт разрезного тройника производят в последовательности, приведенной в п. 6.8.3. 6.8.2.3 Все сборочные и сварочные операции по выполнению кольцевых угловых швов приварки разрезного тройника к основной трубе производят в последовательности, приведенной в п. 6.8.4. 6.8.2.4 Все сборочные и сварочные операции по выполнению кольцевого шва приварки днища или удлинительного кольца к патрубку разрезного тройника производят в последовательности, приведенной в п. 6.8.5. 6.8.3 Сборка полумуфт на основной трубе и сварка продольных стыковых швов полумуфт 6.8.3.1 Для монтажа полумуфт используют приспособление для монтажа тройников ПМТ 530-620/720-820/1020-1220. 6.8.3.2 С обеих сторон полумуфты с отверстием устанавливают подкладные пластины, прихватывая их со стороны разделки кромок продольного шва. Шаг установки прихваток 300 мм, длина прихватки от 10 до 15 мм. Схема установки подкладных пластин приведена на рисунке 6.7 (а). 6.8.3.3 Для обеспечения зазора от 2,0 до 4,0 мм между патрубком ответвления и отверстием полумуфты допускается использовать установочные пластинки или проволоку соответствующего размера. 6.8.3.4 Зазор между полумуфтами и основной трубой должен составлять не более 3 мм. Для обеспечения зазора следует использовать наружные звенные центраторы или центраторы с регулируемыми жимками. Центраторы устанавливают одновременно с обоих торцов муфты. Допускаются участки с зазором между полумуфтой и основной трубой до 5 мм. При этом длина таких участка не должна превышать 300 мм. 6.8.3.5 Если после установки полумуфт зазор между кромками полумуфт хотя бы в одном из стыков оказывается меньше 2 мм, следует доработать одну из кромок простой полумуфты шлифовальной машиной. Для доработки кромки допускается использование газопламенной резки с последующей зачисткой с помощью шлифовальной машинки. 6.8.3.6 Для предотвращения образования дефектов в начале и конце стыковых продольных швов полумуфт устанавливают выводные планки согласно рисунку 6.7 (а). Для изготовления планок используют пластины из стали 20 (или аналогичной) толщиной от 3 до 5 мм и шириной, равной толщине стенки свариваемых полумуфт плюс 10 мм. 6.8.3.7 Перед началом сварки на стыки устанавливают электрические подогреватели (в случае использования). Проводят предварительный подогрев. 6.8.3.8 После выполнения предварительного подогрева, одновременно на обоих продольных стыках полумуфт производят сварку трех прихваток длиной не менее 100 мм каждая, равномерно распределив их по длине каждого стыка. Сварку выполняют на режимах, приведенных в таблице 6.6. Перед сваркой прихваток должны быть полностью удалены прихватки, с помощью которых были установлены подкладные пластины. 6.8.3.9 Сварка обоих стыков выполняется одновременно четырьмя сварщиками (по 2 на каждый стык) на режимах, приведенных в таблице 6.5. Сварку корневого и заполняющих слоев шва выполняют обратноступенчатым методом по схеме, приведенной на рисунке 6.7 (б, в). Перед сваркой корневого слоя шва вышлифовать начало и концы прихваток. 6.8.3.10 Во время сварки проводят сопутствующий подогрев. 6.8.3.11 Приспособление ПМТ 530-620/720-820/1020-1220 и наружные центраторы допускается снимать только после завершения сварки корневого и первого заполняющего слоев обоих продольных швов, кроме участков, расположенных под монтажным устройством. 6.8.3.12 После выполнения каждого прохода швы зачищают от шлака и брызг и вышлифовывают зашлакованные "карманы". 6.8.3.13 Минимальное количество выполняемых проходов должно соответствовать таблице 6.7. Схема заполнения разделки сварного шва приведена на рисунке 6.8. 6.8.3.14 Ширина валика, выполняемого за один проход, не должна превышать 15 мм. При сварке заполняющих и облицовочного слоев шва, выполняемых за несколько проходов, взаимное перекрытие валиков по ширине должно быть не менее 2 мм.
а) Сборка полумуфт
б) Сварка полумуфт
в) Сваренная муфта после удаления выводных планок Рисунок 6.7 - Схема сборки и сварки продольных швов полумуфт Режимы сварки продольных швов полумуфт
Рисунок 6.8 - Схема заполнения разделки продольного сварного шва полумуфт 6.8.3.15 Облицовочный слой должен иметь мелкочешуйчатую поверхность с глубиной волны не более 1,0 мм. Высота усиления сварного шва должна составлять от 1,0 до 3,0 мм. Усиление должно иметь плавный переход к основному металлу и перекрытие от 1,5 до 2,5 мм в каждую сторону. Минимальное количество проходов при сварке продольного стыкового шва
6.8.3.16 После сварки выводные планки с наплавленным на них металлом удаляют с помощью шлифовальной машины. Завершенные швы и прилегающую поверхность муфты зачищают от шлака и брызг. 6.8.3.17 После зачистки выполняют визуальный и измерительный контроль качества сварного соединения. 6.8.4 Сварка стыков "муфта - основная труба" (кольцевой угловой шов) 6.8.4.1 Перед началом сварки на стыки устанавливают электрические подогреватели (в случае использования). 6.8.4.2 Провести предварительный и сопутствующий подогрев кромок. 6.8.4.3 Перед началом сварки выполняют просушку поверхности основной трубы на участке приварки муфты. 6.8.4.4 Каждый шов варится двумя сварщиками одновременно. Режимы сварки приведены в таблице 6.8. 6.8.4.5 Для компенсации зазора между муфтой и основной трубой, а так же для создания благоприятных условий для формирования корневого слоя шва, сварку стыка начинают с выполнения наплавочного слоя шва (рисунок 6.9). Сварку наплавочного слоя выполняют "снизу-вверх". Сварку наплавочного слоя выполняют за два прохода. Таблица 6.8 Режимы сварки швов приварки муфты к основной трубе
6.8.4.6 Сварку корневого и заполняющего валиков выполняют обратноступенчатым методом "снизу-вверх" по схеме, приведенной на рисунке 6.10.
Рисунок 6.9 - Выполнение наплавочного слоя шва "муфта - основная труба" 6.8.4.7 Для обеспечения благоприятного теплового режима сварку слоев выполнять участками ("ступеньками"), на которых один за другим укладываются 2 параллельных валика (рисунок 6.10). Валики выполняются один за другим на длину сжигания электрода.
Рисунок 6.10 - Последовательность сварки слоев шва двумя валиками ступенчатым методом 6.8.4.8 После выполнения каждого прохода шов должен быть зачищен механическим способом с целью удаления шлака, брызг и "карманов". 6.8.4.9 Схема укладки валиков сварного шва "муфта - основная труба" приведена на рисунке 6.11. Минимальное количество выполняемых проходов должно соответствовать таблице 6.9. Таблица 6.9 Количество проходов для выполнения углового шва "муфта - основная труба", включая наплавочные
6.8.4.10 Выполненный угловой шов должен иметь выпуклую форму с плавными переходами к основному металлу. Усиление (выпуклость) сварного шва должна быть не более 3 мм (не более 2 мм для участков, выполненных в нижнем положении). Ослабление (вогнутость) сварного шва должна быть не более 1 мм. Облицовочный слой сварного шва должен иметь мелкочешуйчатую поверхность с глубиной волны не более 1,0 мм.
Kmin = δМ мм Kmax = δМ + 3,0 мм Рисунок 6.11 - Последовательность выполнения проходов сварного шва "муфта - основная труба" 6.8.4.11 После окончания сварки необходимо зачистить шов и прилегающую поверхность усиливающего элемента и основной трубы от шлака и брызг. 6.8.4.12 Произвести визуальный и измерительный контроль качества выполненных сварных соединений. 6.8.5 Сварка стыка "патрубок - днище / удлинительное кольцо" 6.8.5.1 Сборку стыка следует осуществлять с помощью наружного центратора или центрирующих приспособлений. 6.8.5.2 Технологический зазор в собранном стыке должен составлять от 2 до 3 мм, при этом внутреннее смещение кромок не должно превышать 2 мм. Допускаются локальные смещения кромок до 3 мм на длине не более 1/6 периметра стыка. 6.8.5.3 При сборке стыка диаметром 530/720 мм расстояние между продольными заводскими швами стыкуемых элементов должно быть не менее 100 мм. 6.8.5.4 Провести предварительный и сопутствующий подогрев. 6.8.5.5 Свариваемый стык должен быть собран с помощью прихваток, равномерно распределенных по периметру стыка. Количество прихваток должно быть не менее трех длиной не менее 60 мм каждая. 6.8.5.6 Сварку корневого слоя шва выполняют двумя сварщиками одновременно "снизу-вверх". Каждый сварщик выполняет свой полупериметр стыка, расположенный симметрично относительно вертикальной плоскости, проходящей через ось патрубка. Режимы сварки приведены в таблице 6.10. В процессе сварки корневого слоя шва необходимо вышлифовать начало и концы прихваток. 6.8.5.7 Наружный центратор или центрирующее приспособление разрешается снимать после выполнения корневого слоя на 60 % периметра трубы. 6.8.5.8 В случае приварки фланца выполнить подварку изнутри по всему периметру стыка. 6.8.5.9 Сварку заполняющих и облицовочного слоев шва выполняют двумя сварщиками одновременно "снизу-вверх", на режимах, приведенных в таблице 6.10. Каждый сварщик выполняет свой полупериметр стыка, расположенный относительно вертикальной плоскости, проходящей через ось патрубка. Минимальное количество проходов шва приведено в таблице 6.11. После выполнения каждого прохода шов должен быть зачищен механическим способом с целью удаления шлака, брызг и "карманов". 6.8.5.10 Ширина валика, выполняемого за один проход, не должна превышать 15 мм. 6.8.5.11 Сварка заполняющих и облицовочного слоев шва, выполняемых за несколько проходов, производится валиками с взаимным перекрытием не менее 2 мм. Таблица 6.10 Режимы сварки стыковых швов "патрубок - днище", "патрубок - удлинительное кольцо"
Таблица 6.11 Количество проходов для выполнения кольцевых швов "патрубок - днище", "патрубок - удлинительное кольцо"
6.8.5.12 Облицовочный слой сварного шва должен быть мелкочешуйчатым, иметь усиление от 1,0 до 3,0 мм с плавным переходом к основному металлу и перекрывать его на 1,5-2,5 мм в каждую сторону. 6.8.5.13 После окончания сварки зачистить шов и прилегающую поверхность усиливающего элемента и основной трубы от шлака и брызг. 6.8.5.14 Произвести визуальный и измерительный контроль, ультразвуковой и рентгенографический контроль качества сварного соединения. 6.9.1 Сборка и сварка гладких чопов диаметром от 8 до 12 мм 6.9.1.1 При установке чопов используют типовые операционно-технологические карты из приложения Б к настоящему документу. 6.9.1.2 Чоп устанавливают с помощью удлинительного приспособления (приложение А, рисунок А.6) и забивают молотком в отверстие на глубину S, предусмотренную таблицей 5.2. 6.9.1.3 Часть чопа, выступающую над поверхностью, удаляют механическим способом до высоты от 1,0 до 1,5 мм. 6.9.1.4 Сварку допускается проводить только после герметизации всех близкорасположенных отверстий (установки чопов во все отверстия). 6.9.1.5 Перед сваркой проводят просушку места сварки до (50 +20) °C. 6.9.1.6 Первый слой выполняют на токе 90 А обратной полярности электродами типа Э50А (Е7016) диаметром 3,0 или 3,2 мм. Сварку ведут из центра к периферии чопа (наплавка "улиткой") с обязательным проваром границы между чопом и трубой, а также дополнительных (3-5) мм от границы. 6.9.1.7 После выполнения первого слоя проводят зачистку сварного шва и его окрестности на расстоянии (15-20) мм. 6.9.1.8 Перед сваркой второго слоя по обе стороны от чопа на расстоянии 15 мм от его центра соосно устанавливают с помощью прихваток две технологические пластины размером 30×100 мм толщиной от 2 до 3 мм из Ст. 3, стали 10 или стали 20 с ориентацией длинной грани каждой пластины стороны в кольцевом направлении (рисунок 6.12). При необходимости допускается располагать технологические пластины вдоль образующей основной трубы. 6.9.1.9 Выступающая часть чопа, промежуток между технологическими пластинами и пластины на длину до 50 мм должны быть зачищены до металлического блеска. 6.9.1.10 Сварку второго и третьего слоев проводят параллельными валиками шириной от 6 до 10 мм не менее, чем в три слоя. Сварку каждого валика начинают на одной технологической пластине на расстоянии не менее 15 мм от торца, обращенного к чопу, и завершают на другой технологической пластине на том же расстоянии. Перекрытие соседних валиков должно быть не менее 2 мм. 6.9.1.11 Сварку ведут без перерывов электродами типа Э50А (Е7016) диаметром от 3,0 до 3,2 мм на токе от 90 до 120 А обратной полярности. 6.9.1.12 В процессе сварки прихватки должны быть полностью переварены. 6.9.1.13 После сварки каждого валика удаляют шлак с поверхности шва и вышлифовывают "зашлакованные карманы".
а) Сварка первого слоя
б) Сборочные параметры для сварки 2 и 3 слоев
Рисунок 6.12 - Сборка и сварка гладких чопов диаметром от 8 до 12 мм. 6.9.1.14 После завершения сварки делают два поперечных надпила сварного шва до поверхности основного металла на расстоянии 15 мм в обе стороны от центра чопа и удаляют технологические пластины. С помощью шлифовальной машины сварному шву придают форму усеченного конуса с параметрами, указанными на рисунке А.3 (приложение А). Переходы между поверхностями конуса, конуса и основной трубы должны быть гладкими. Поверхность основной трубы вокруг чопа зачищают от металлических брызг. 6.9.1.15 После зачистки поверхности проводят визуальный и измерительный контроль, ультразвуковую и капиллярную дефектоскопию сварного соединения. 6.9.2 Сборка и сварка гладких чопов диаметром от 15 до 40 мм 6.9.2.1 Чоп устанавливают с помощью удлинительного приспособления (приложение А, рисунок А.6) и забивают молотком в отверстие на глубину S, предусмотренную таблицей 5.3. 6.9.2.2 Выступающая часть чопа и основная труба на расстоянии 50 мм от него должны быть зачищены до металлического блеска. 6.9.2.3 Сварку допускается проводить только после герметизации всех близкорасположенных отверстий. 6.9.2.4 Перед сваркой проводят просушку места сварки до (50 +20) °C. 6.9.2.5 Сварку ведут без перерывов электродами типа Э50А (Е7016) диаметром от 3,0 до 3,2 мм на токе от 90 до 120 А обратной полярности. 6.9.2.6 Первый сварщик полностью наплавляет первый слой по схеме "улитки" на головку чопа, не прерывая дугу, одним электродом в соответствии с рисунком А.4 (приложение А). 6.9.2.7 Не обрывая дуги, тем же электродом первый сварщик переходит на сварку корневого валика углового шва согласно рисунку А.4 (приложение А). 6.9.2.8 Одновременно второй сварщик начинает сварку корневого валика углового шва в том же направлении в противоположной точке относительно центра чопа согласно рисунку А.4 (приложение А). 6.9.2.9 Первый слой углового шва формируют одновременно два сварщика. Каждый сварщик выполняет половину валика с перекрытием 6-10 мм начального участка соседа. Каждый новый валик в слое располагают на окружности большего радиуса. Ширина валика должна составлять от 6 до 10 мм, межваликовое перекрытие - от 2 до 6 мм. 6.9.2.10 Точки начала и конца валиков следующего слоя должны быть смещены относительно начала и конца валиков предыдущего слоя на угол 90°. 6.9.2.11 После сварки каждого валика углового шва удаляют шлак с поверхности шва и вышлифовывают "зашлакованные карманы". 6.9.2.12 В результате сварки должен быть сформирован угловой шов с горизонтальным катетом k, соответствующим таблице 5.3 рисунку А.4 (приложение А). Угловой шов должен быть сварен в 3 или 4 слоя без учета первого наплавочного. 6.9.2.13 После завершения сварки первый слой удаляют шлифованием, угловой сварной шов и поверхность основной трубы вокруг чопа зачищают от металлических брызг. 6.9.2.14 После зачистки поверхности проводят ВИК, капиллярную дефектоскопию и УЗК сварного соединения. 6.9.3 Сборка и сварка резьбовых чопов 6.9.3.1 Резьбовые чопы заворачивают в отверстие и затягивают динамометрическим ключом до максимального момента М, указанного в таблице 5.4. Для уплотнения резьбы применяют асбестовый шнур ШАОН или сантехническую паклю. 6.9.3.2 Шестигранная головка чопа и основная труба на расстоянии 50 мм от него должны быть зачищены до металлического блеска. 6.9.3.3 Сварку допускается проводить только после герметизации всех близкорасположенных отверстий. 6.9.3.4 Перед сваркой проводят просушку места сварки до (50 + 20) °C. 6.9.3.5 Чоп приваривается к основной трубе угловым швом в несколько слоев согласно таблице 6.12. 6.9.3.6 Сварку ведут одновременно два сварщика. Каждый сварщик выполняет половину валика с перекрытием 6-10 мм начального участка соседа. Ширина валика должна составлять от 6 до 10 мм, межваликовое перекрытие - от 2 до 6 мм. 6.9.3.7 Точки начала и конца валиков следующего слоя должны быть смещены относительно начала и конца валиков предыдущего слоя на угол, равный 90°. 6.9.3.8 Сварку наплавочного слоя начинают с периферии углового шва к центру. Каждый новый валик в наплавочном слое располагают на окружности меньшего радиуса. Сварку остальных слоев ведут от центра к периферии, располагая каждый новый валик на окружности большего радиуса (рисунок А.5, приложение А). 6.9.3.9 Сварку ведут без перерывов электродами типа Э50А (Е7016) диаметром от 3,0 до 3,2 мм на токе от 90 до 120 А обратной полярности. 6.9.3.10 После сварки каждого валика удаляют шлак с поверхности шва и вышлифовывают "зашлакованные карманы". 6.9.3.11 В результате сварки должен быть сформирован угловой шов с горизонтальным катетом k, соответствующим таблице 5.4 и рисунку А.5 (приложение А). 6.9.3.12 После завершения сварки чоп и поверхность основной трубы вокруг чопа зачищают от металлических брызг. 6.9.3.13 После зачистки поверхности проводят визуальный и измерительный контроль, ультразвуковую и капиллярную дефектоскопию сварного соединения. Таблица 6.12 Количество слоев для выполнения углового шва приварки резьбового чопа к основной трубе
6.10 Технология ремонта недопустимых сварочных дефектов 6.10.1 Ремонт сварных соединений разрезных тройников и патрубков 6.10.1.1 Дефекты, обнаруживаемые визуально в процессе сварки, удаляют с помощью шлифования и последующей заварки. Ремонтная сварка должна проводиться по технологическим картам ремонта, составленным согласно требованиям данного раздела. 6.10.1.2 Ремонт сварных швов тройниковых соединений производится только снаружи трубы. 6.10.1.3 Ремонт снаружи дефектов, расположенных в корневом слое сварных соединений выполняется после подготовки ремонтного участка шва путем выборки металла с углом раскрытия от 50° до 60°C. Выборка металла шва производится до глубины, обеспечивающей полное удаление дефекта. Схемы разделок кромок применительно к различным сварным соединениям приведены на рисунках 6.13-6.15. 6.10.1.4 Ремонт стыка возможен только в том случае, если суммарная протяженность недопустимых дефектов, подлежащих ремонту, не превышает 1/6 периметра или протяженности (для продольного стыкового шва полумуфт) сваренного стыка. 6.10.1.5 Ремонт протяженных дефектов следует производить участками. Максимальная протяженность единовременно ремонтируемого участка не должна превышать 200 мм. 6.10.1.6 Основная последовательность технологических операций и требования при выполнении ремонта следующая: - по результатам неразрушающего контроля определяют тип дефекта и отмечают на стыке его местоположение. Место ремонта и номер ремонтируемого стыка фиксируются дефектоскопистом несмываемой краской; - разметку дефектного участка под вышлифовку производит непосредственно бригадир звена сварочных работ. Длина участка вышлифовки должна превышать фактическую длину наружного или внутреннего дефектов не менее, чем на 30 мм в каждую сторону; - минимальная длина участка вышлифовки 100 мм; - глубина вышлифовки должна обеспечивать полную выборку дефекта; - во всех случаях выборка дефектных участков осуществляется только с помощью шлифовальных кругов; - мастер, руководящий ремонтными работами, должен лично убедиться, что в процессе шлифовки все обнаруженные дефекты вскрыты и удалены.
Рисунок 6.13 - Схема разделки кромок под ремонт дефекта, расположенного в корне сварного соединения "патрубок - обечайка" или "патрубок - основная труба"
Рисунок 6.14 - Схема разделки кромок под ремонт дефекта, расположенного в продольном стыковом шве сварки полумуфт
Рисунок 6.15 - Схема разделки кромок под ремонт дефекта, расположенного в угловом шве нахлесточного сварного соединения "усиливающая муфта - основная труба 6.10.1.7 При выборке внутренних дефектов снаружи трубы ширина раскрытия "новых" кромок должна быть на 2-4 мм меньше ширины облицовочного слоя. 6.10.1.8 При ремонте необходимо проводить просушку или предварительный подогрев, а также сопутствующий подогрев ремонтного участка. 6.10.1.9 Для ремонта корневого слоя шва применяют электроды типа Э50А (Е7016) диаметром от 2,5 до 2,6 мм. 6.10.1.10 Для ремонта заполняющих и облицовочного слоев шва применяют электроды типа Э50А (Е7016) диаметром от 2,5 до 3,2 мм. 6.10.1.11 Высота (толщина) каждого слоя при заварке дефектного участка не должна превышать 3,0 мм. 6.10.1.12 Ремонт подрезов в облицовочном слое шва или недостаточного перекрытия кромок трубы облицовочным слоем следует выполнять ниточными швами. При этом допустимое увеличение ширины облицовочного слоя в зоне ремонта не должно превышать 2,0 мм в сравнении с нормируемыми габаритами шва. 6.10.1.13 Ремонт дефектного участка разными сварщиками не допускается. Ремонт должен быть выполнен полностью без перерывов. 6.12.2 Ремонт сварных соединений чопов 6.10.1.1 Ремонт сварных швов чопов производится в соответствии с операционными технологическими картами ремонта (приложение Б). 6.10.1.2 Дефекты, обнаруживаемые визуально в процессе сварки, удаляют с помощью шлифования и последующей заварки. 6.10.1.3 При ремонте должна соблюдаться следующая последовательность технологических операций: - по результатам неразрушающего контроля определяют тип дефекта и отмечают его местоположение; - разметку дефектного участка под вышлифовку производит непосредственно бригадир звена сварочных работ. Длина участка вышлифовки должна превышать фактическую длину наружного или внутреннего дефектов не менее, чем на 1-3 мм в каждую сторону; - глубина выборки должна обеспечивать полное удаление дефекта; - во всех случаях выборка дефектных участков осуществляется только с помощью шлифовальных кругов; - мастер, руководящий ремонтными работами, должен лично убедиться, что в процессе шлифовки все обнаруженные дефекты вскрыты и удалены. 6.10.1.4 При ремонте необходимо проводить просушку ремонтного участка. 6.10.1.5 Для ремонта применяют электроды типа Э50А (Е7016) диаметром от 2,6 до 3,2 мм. Сварку электродами 2,6 мм ведут на токе от 70 до 90 А обратной полярности. Сварку электродами от 3,0 до 3,2 мм ведут на токе от 90 до 120 А обратной полярности. 6.10.1.6 Заполнение глубокой выборки проводят послойным наложением сварочных валиков. Высота (толщина) каждого слоя при заварке дефектного участка не должна превышать 3,0 мм. 6.10.1.7 Наложение ремонтных валиков при исправлении шва приварки гладких чопов диаметром от 8 до 12 мм должно начинаться и заканчиваться на технологических пластинах. Прихватки должны быть полностью переварены при сварке ремонтного шва. 6.10.1.8 Ремонт подрезов в облицовочном слое углового шва следует выполнять ниточными швами. Увеличение ширины облицовочного слоя в зоне ремонта не должно превышать 2,0 мм в сравнении с нормируемыми габаритами шва. 6.11 Аттестация сварщиков и технологии сварки 6.11.1 Сварщики, допускаемые к выполнению монтажных сварных соединений, должны быть аттестованы в соответствии с требованиями ПБ 03-273-99, РД 03-495-02, РД-08.00-60.30.00-КТН-050-1-05, ОР-07.00-45.25.40-КТН-001-2-01 и ознакомлены с настоящим документом. 6.11.2 Аттестация технологии приварки патрубков без усиливающей накладки, технологии сварки разрезных тройников заводского исполнения, технологии приварки патрубков тройников полевого исполнения проводится согласно РД-23.040.60-КТН-332-06 (приложение Д) с учетом требований разделов 6.8, 6.9, 6.10 соответственно, а также раздела 6.12 настоящего документа. 6.11.3 Аттестация технологии сварки усиливающих муфт разрезных тройников полевого исполнения (в том числе технологических колец) проводится в соответствии с требованиями РД 153-39.4-086-01. 6.11.4 Аттестация технологии сварки чопов проводится в соответствии с настоящим документом (приложение В) с учетом требований разделов 6.11 и 6.12 настоящего документа. 7 НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ КАЧЕСТВА УЧАСТКОВ ОСНОВНОЙ ТРУБЫ И СВАРНЫХ СОЕДИНЕНИЙ РЕМОНТНЫХ КОНСТРУКЦИЙ7.1 Методы и объемы неразрушающего контроля 7.1.1 В качестве обязательных методов неразрушающего контроля участков трубопровода для монтажа ремонтных конструкций: визуальный и измерительный, капиллярный, ультразвуковой и радиографический. 7.1.2 Визуальный и измерительный методы применяются: - для выявления и измерения поверхностных дефектов участков нефтепровода под врезку; - проверки соответствия геометрических параметров сварных соединений требованиям настоящего документ; - обнаружения поверхностных (выходящих на поверхность) и сквозных дефектов сварных соединений типа трещин, подрезов, несплавлений, незаваренных кратеров, прожогов, неметаллических включений, расслоений и т.п. и определения их расположения, размеров и ориентации по поверхности. 7.1.3 Капиллярный контроль проводится на тех участках трубопровода, сварных соединениях, которые признаны годными по результатам визуального и измерительного контроля. Капиллярный метод применяется для обнаружения поверхностных (выходящих на поверхность) и сквозных дефектов типа трещин, свищей, подрезов, несплавлений, незаваренных кратеров, прожогов, неметаллических включений, расслоений и определения их расположения, протяженности и ориентации по поверхности. 7.1.4 Ультразвуковой контроль проводится на тех участках трубопровода и сварных соединениях, которые признаны годными по результатам визуального и измерительного контроля. Ультразвуковой контроль применяется для: - измерения толщины стенки трубы; - выявления внутренних и выходящих на поверхность протяженных (ими могут быть: трещины, расслоения, непровары, несплавления, подрезы, цепочки скопления пор и включений) и не протяженных (ими могут быть: одиночные газовые поры, шлаковые включения) дефектов. 7.1.5 Радиографический контроль проводится на тех сварных соединениях приварки днища/удлинительного кольца к патрубку, которые признаны годными по результатам визуального и измерительного контроля. Радиографический контроль применяется для выявления внутренних и выходящих на поверхность дефектов, таких как: газовые поры, шлаковые включения, непровары, несплавления, трещины, подрезы. 7.1.6 Неразрушающий контроль металла трубы и сварных соединений врезки следует выполнять в соответствии с требованиями ОР-13.01-74.30.00-КТН-004-1-03 и РД-08.00-60.30.00-КТН-046-1-05. Требования к оборудованию и подробное руководство по технологии визуального и измерительного, капиллярного, ультразвукового и радиографического контроля, операционные технологические карты неразрушающего контроля, а также формы Заключений по результатам контроля приведены в РД-23.040.60-КТН-332-06 (приложение В). 7.1.7 Участки трубопровода для установки ремонтной конструкции, все сварные соединения (включая сварной шов приварки ремонтируемого патрубка) подвергаются неразрушающему контролю в объемах, приведенных в таблице 7.1. Таблица 7.1 Методы и объемы неразрушающего контроля металла трубы и сварных соединений приварки патрубков
7.2 Последовательность контроля участков трубы и сварных соединений 7.2.1 При предварительном обследовании и установке ремонтных конструкций неразрушающий контроль проводят в соответствии с РД-23.040.60-КТН-332-06 (приложение В). 7.3.1 Участок трубопровода под установку ремонтной конструкции7.3.1.1 По результатам ВИК и ПВК на участке трубопровода, выбранного под врезку, не должно быть наружных (поверхностных) и выходящих на поверхность дефектов, подлежащих ремонту согласно РД-23.040.00-КТН-090-07. 7.3.1.2 По результатам УЗК потеря металла и уменьшение толщины стенки не должны превышать допустимых значений согласно РД-23.040.00-КТН-090-07. 7.3.1.3 По результатам УЗК в зоне расположения сварных соединений ремонтной конструкции не должно быть: - протяженных и непротяженных дефектов, оцениваемых как трещины, любого размера и направления; - расслоений, размер которых в любом направлении превышает 80 мм; - двух и более расслоений, расстояние между границами контуров которых не менее 500 мм; - цепочек расслоений, суммарная длина которых превышает 80 мм. Цепочкой считают расслоения размером менее 30 мм в любом направлении, находящиеся рядом друг с другом на расстоянии менее толщины стенки трубы. 7.3.2 Угловые швы приварки патрубков и чопов7.3.2.1 По результатам ВИК шов углового сварного соединения считают "годным", если: - в нем отсутствуют: трещины, выходящие на поверхность несплавления, поры и включения, незаваренные кратеры, прожоги, наплывы, свищи, усадочные раковины; - глубина подрезов не превышает 0,5 мм при длине подреза не более 50 мм, или (кроме чопов) если суммарная длина подрезов на любые 300 мм шва не превышает 100 мм; - геометрические параметры шва соответствуют требованиям: для разрезных тройников - требованиям п. 6.8.3 и рисунка 6.6; для чопов - требованиям таблиц 5.3, 5.4. Для ремонтируемых патрубков катет шва должен быть не меньше толщины стенки патрубка, но не меньше 4 мм. 7.3.2.2 По результатам ПВК шов углового сварного соединения считают "годным", если отсутствуют: - протяженные индикации, оцененные как трещины или выходящие на поверхность несплавления по кромкам; - округлые индикации, размер которых более 3,2 мм. 7.3.2.3 По результатам УЗК шов углового сварного соединения считают "годным", если в нем отсутствуют: - непротяженные дефекты, амплитуда эхо-сигнала от которых, превышает амплитуду эхо-сигнала от искусственного отражателя в СОП или суммарная условная протяженность которых в шве превышает 1/6 периметра этого шва; - цепочки и скопления, для которых амплитуда эхо-сигнала от любого дефекта, входящего в цепочку (скопление), превышает амплитуду эхо-сигнала от искусственного отражателя в СОП или суммарная условная протяженность дефектов, входящих в цепочку (скопление), более 30 мм на любые 300 мм шва (кроме чопов); - протяженные дефекты в сечении шва, амплитуда эхо-сигналов от которых превышает амплитуду эхо-сигнала от искусственного отражателя в СОП или суммарная условная протяженность которых более 50 мм или суммарная условная протяженность которых более 50 мм на любые 300 мм шва (кроме чопов); - протяженные дефекты в корне шва, амплитуда эхо-сигналов от которых превышает амплитуду эхо-сигнала от искусственного отражателя в СОП или условная протяженность такого дефекта превышает 1/6 периметра шва; - суммарная протяженность дефектов в шве превышает 1/6 его периметра. 7.3.3 Продольные сварные соединения полумуфт и сварные соединения гладких чопов диаметром от 8 до 12 мм.7.3.3.1 По результатам ВИК продольное сварное соединение считают "годным", если: - в нем отсутствуют поверхностные и/или выходящие на поверхность дефекты согласно п. 7.3.2.1; - геометрические параметры шва муфты соответствуют требованиям п. 6.8.4. - геометрические параметры шва приварки гладких чопов диаметром от 8 до 12 мм соответствуют требованиям рисунка А.3 (приложение А). 7.3.3.2 По результатам УЗК продольное сварное соединение считают "годным", если в нем отсутствуют: - непротяженные дефекты, амплитуда эхо-сигнала от которых превышает амплитуду эхо- сигнала от искусственного отражателя в СОП или условная протяженность которых превышает 12 мм на участке шва муфты длиной в 150 мм; - два или более дефектов с условной протяженностью 6 мм, находящихся друг от друга на условном расстоянии менее 75 мм на участке шва муфты длиной в 150 мм; - протяженные дефекты любых размеров; - суммарная протяженность дефектов в шве муфты превышает 1/6 его длины. 7.3.4 Угловые сварные швы нахлесточного соединения приварки муфты к основной трубе7.3.4.1 По результатам ВИК угловой сварной шов нахлесточного соединения считают "годным", если: - в нем отсутствуют поверхностные и/или выходящие на поверхность дефекты согласно п. 7.3.2.1; - геометрические параметры шва отвечают требованиям п. 6.8.6.1.9 и рисунка 6.16. 7.3.4.2 По результатам УЗК угловые сварные швы нахлесточного соединения считают "годным", если в них отсутствуют: - непротяженные дефекты, амплитуда эхо-сигнала от которых превышает амплитуду эхо-сигнала от искусственного отражателя в СОП или суммарная условная протяженность которых в шве превышает 1/6 периметра этого шва; - непротяженные и протяженные дефекты, находящиеся на линии сплавления углового шва с металлом трубы (патрубка), цилиндрической муфты; - любые протяженные дефекты в корне шва не допускаются; - протяженные дефекты в сечении шва, амплитуда эхо - сигнала от которых превышает амплитуду эхо-сигнала от искусственного отражателя в СОП; - суммарная протяженность дефектов в шве превышает 1/6 его периметра. 7.3.5 Стыковые кольцевые сварные соединения приварки днища/удлинительного кольца к патрубку.7.3.5.1 По результатам ВИК шов стыкового кольцевого сварного соединения считают "годным", если: - в нем отсутствуют поверхностные и/или выходящие на поверхность дефекты согласно п. 7.3.2.1; - геометрические параметры шва соответствуют требованиям п. 6.8.5. 7.3.5.2 По результатам УЗК шов стыкового кольцевого сварного соединения считают "годным", если в нем отсутствуют дефекты согласно п. 7.3.2.3. 7.3.5.3 По результатам РК шов стыкового кольцевого сварного соединения считают "годным", если он удовлетворяет требованиям РД-08.00-60.30.00-КТН-046-1-05 (подраздел 3.2, таблица 11 графа 5). 7.3.6 Контроль внутренней выступающей части чоповДля определения высоты внутренней выступающей части чопа необходимо: - подготовить площадку для установки датчика ультразвукового дефектоскопа или толщиномера на наружной выступающей поверхности чопа; - измерить выступание чопа на наружную поверхность с помощью глубиномера микрометрического с опорной планкой; - измерить ультразвуковым дефектоскопом или толщиномером высоту чопа и толщину стенки трубы; - вычислить высоту внутренней выступающей части чопа. Высота внутренней выступающей части чопа не должна превышать 5 мм. 8 ТРЕБОВАНИЯ К ИЗОЛЯЦИИ И ИЗОЛЯЦИОННЫМ МАТЕРИАЛАМ8.1 Подготовка поверхности под изоляцию, изоляционные материалы, технология нанесения и контроль качества изоляции в соответствии с РД-23.040.60-КТН-332-06 (раздел 7). 9 ТЕХНИКА БЕЗОПАСНОСТИ. ПОЖАРНАЯ БЕЗОПАСНОСТЬ. ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ9.1 Особые меры при организации и проведение ремонтных работ, техника безопасности и пожарная безопасность должны соответствовать РД-23.040.60-КТН-332-06 (раздел 8). Охрана окружающей среды в соответствии с ОР 13.01-45.21.30-КТН-004-2-02 (подраздел "Экологическая безопасность"). 10 ПОРЯДОК ЭКСПЛУАТАЦИИ РЕМОНТНЫХ КОНСТРУКЦИЙ10.1 В течение срока эксплуатации проводят диагностику патрубков и разрезных тройников заводского исполнения с периодичностью, определенной РД-23.040.00-КТН-090-07 10.2 Если в процессе диагностики ремонтной конструкции в ней выявлены дефекты, не отвечающие требованиям раздела 7, то ремонтная конструкция должна быть удалена до истечения срока эксплуатации в течение времени, определенного РД-23.040.00-КТН-090-07. Приложение А
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



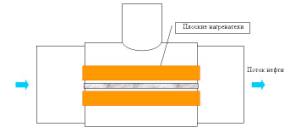
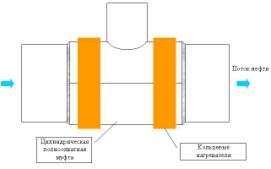
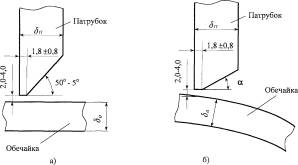

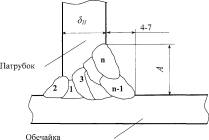
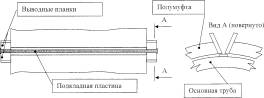
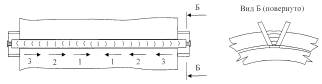

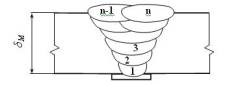

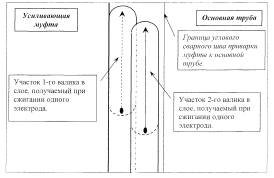
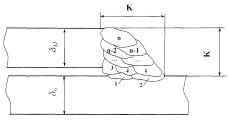
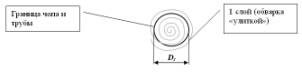
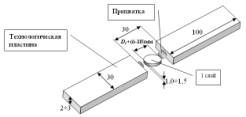



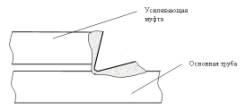
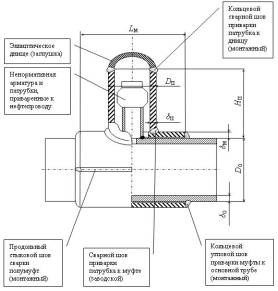
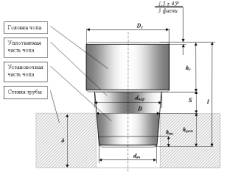
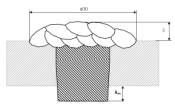
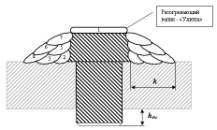
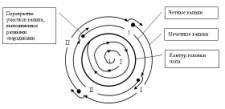
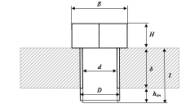
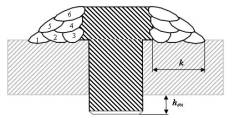
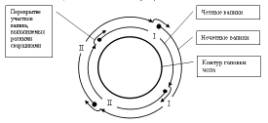
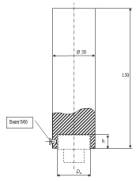
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
|
|
УТВЕРЖДАЮ _________________________ должность _________/______________ Подпись Ф.И.О "___" _____________ 200__ г.
|
|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА СБОРКИ И СВАРКИ ТРУБЫ (ОБЕЧАЙКИ) С ПАТРУБКОМ ТРУБА (ОБЕЧАЙКА) Ø530 мм, Ø630 мм, Ø720 мм, Ø820 мм, Ø1020 мм, Ø1220 мм ПАТРУБОК Ø325 мм, Ø377 мм, Ø426 мм, Ø530 мм, Ø720 мм
|
||
Карта разработана: _____________ / _____________ / _____________ "___"________200_ г.Должность подпись Ф. И. О. |
||
|
Данная операционная технологическая карта предназначена для сборки и сварки трубы (обечайки) с патрубком. После завершения сборки-сварки трубы (обечайки) с патрубком необходимо выполнить весь объем неразрушающего контроля, предусмотренного данной операционно-технологической картой. |
|||||||||||||
Изделие |
Диаметр |
Стыкуемые элементы |
|||||||||||
|
Комплект разрезного тройника |
Обечайка: от Æ 530 мм до Æ 1220 мм. Патрубок: отÆ 325 мм до Æ 720 мм. |
Патрубок+труба (обечайка) |
|||||||||||
Характеристика труб и деталей конструкции |
|||||||||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
|||||||
|
Труба (Обечайка) |
от Æ530 мм до Æ1220 мм |
8 -16 мм (16-26 мм) |
- (09Г2С) |
К48-К60 (К48) |
470-588 (470) |
£ 0,40 |
|||||||
|
Патрубок (Патрубок заводского исполнения) |
от Æ325 мм до Æ720 мм |
10-16мм (10-29 мм) |
- (09Г2С) |
К48-К60 (К48) |
470-588 (470) |
£ 0,40 |
|||||||
Последовательность выполнения сборочно-сварочных операций |
|||||||||||||
1. Вальцовка обечайки. Сварка продольного шва обечайки (технологический шов) - только для тройника заводского исполнения.2. Сборка и приварка патрубка к трубе (обечайке).3. Выполнение термической обработки обечайки с приваренным патрубком - только для тройника заводского исполнения. |
|||||||||||||
Сварочные материалы и режимы сварки |
|||||||||||||
|
№ |
Свариваемые элементы |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Полярность |
|||||||
|
1. |
Патрубок - труба (обечайка) |
МТГ-01К, ЛБ-52У,ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой (1) |
3,0/3,2 (2,5) |
90-120 (70-80) |
обратная |
|||||||
|
Подварочный (2) |
3,0/3,2 (2,5) |
90-120 (70-80) |
обратная |
||||||||||
МТГ-01К, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие слои |
3,0/3,2 |
100-130 |
обратная |
|||||||||
|
Облицовочный слой |
3,0/3,2 |
100-120 |
обратная |
||||||||||
Форма разделки кромок и сварного шва "труба (обечайка) - патрубок". |
|
|
|
|
|
|
|
1 - корневой слой шва; 2 - подварочный слой; 3 - n - заполняющие и облицовочный слои шва.I - сечение вдоль образующей основной трубы. II - сечение поперек образующей основной трубы.Рисунок 1 - Форма разделки кромок и последовательность выполнения проходов при сварке шва "труба (обечайка) - патрубок" |
|
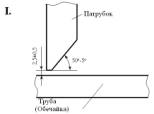
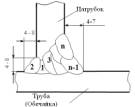
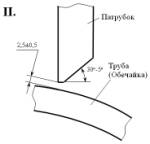

|
|
|
|
а) |
б) |
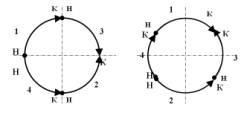
Перечень и последовательность операций сборки и сварки |
|||
№№ |
Операции |
Содержание операций и требования к поверхности обечайки и патрубка |
Оборудование и инструмент |
|
1. |
Очистка элементов сварной конструкции |
Внутреннюю и внешнюю поверхность трубы (обечайки) и патрубка очистить от загрязнений. |
Скребок, металлическая щетка |
|
2. |
Разметка места приварки патрубка к обечайке |
Разметить место приварки патрубка и границы шва на теле трубы (обечайки). Место установки выбирают таким образом, чтобы после разрезки обечайки на полумуфте с приваренным патрубком отсутствовал продольный сварной шов. |
Линейка, рулетка, штангенциркуль, уровень, несмываемая краска или маркер. |
|
3. |
Подготовка свариваемых кромок патрубка и обечайки |
Осмотреть поверхность трубы (обечайки) и патрубка, свариваемые кромки; Царапины, риски, задиры на теле трубы (обечайки) и патрубка свыше 0,2 мм, но не более 0,5 мм, устранить шлифованием; Забоины и задиры фасок глубиной до 5 мм отремонтировать сваркой электродами типа Э50 (Е7016) с обязательным местным подогревом до температуры 100-120 °C независимо от температуры окружающей среды. Зашлифовать отремонтированные участки поверхности кромок. При этом должна быть восстановлена их первоначальная форма. Свариваемую кромку патрубка и прилегающие к ней внутреннюю и наружную поверхности зачистить до чистого металла на ширину не менее 20 мм; Зачистить поверхность трубы (обечайки) до чистого металла на ширину не менее 20 мм в каждую сторону от предполагаемого сварного шва. |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, шлифмашинка, дисковая проволочная щетка, абразивные круги, односопловая газовая горелка. |
|
Сборка и сварка стыка "патрубок - труба (обечайка)". |
|||
|
4. |
Сборка сварного соединения "патрубок - обечайка". |
Установить патрубок на трубу (обечайку) с зазором (2,5±0,5) мм (рис. 1). Для обеспечения зазора использовать калибр или электродную проволоку соответствующего диаметра. В процессе регулирования зазора необходимо обеспечить следующие параметры: - отклонение от перпендикулярности патрубка и трубы (обечайки), измеренное по образующей трубы (обечайки) и поверхностью патрубка, должно быть не более 1°; - отклонение патрубка от вертикали должно быть не более 1°; - смещение патрубка относительно размеченного контура не должно превышать 3 мм. |
Шаблон УШС-3, штангенциркуль, линейка, угольник, уровень, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов. |
|
5. |
Подогрев свариваемых кромок. |
Выполнить просушку свариваемых кромок и прилегающей поверхности с температурой нагрева 50 °C. В случае, если толщина обечайки превышает 20 мм, выполнить предварительный подогрев до температуры 100-120 °C - только для тройников заводского изготовления. Ширина зоны просушки/подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, односопловая газовая горелка. |
|
6. |
Выполнение сварки стыка "патрубок - труба (обечайка)". |
Выполнить сварку прихваток по режиму сварки корневого слоя шва, равномерно распределив их по периметру патрубка. Количество прихваток - не менее четырех. Длина каждой прихватки должна быть не менее 60 мм. После выполнения прихваток калибр или проволока должны быть удалены из зазора. Выполнить сварку корневого слоя шва обратноступенчатым методом (рис. 2). В процессе сварки корневого слоя шва вышлифовать начало и конец прихваток; В процессе сварки осуществлять контроль температуры свариваемых кромок, которая должна быть в диапазоне 50 - 250 °C. В случае остывания стыка ниже 50 °C следует произвести подогрев до температуры 50-70 °C (100-120 °C для толщины стенки более 20мм). Зачистить корневой слой шва от шлака и брызг; Выполнить сварку подварочного слоя шва; Зачистить подварочный слой от шлака и брызг; Выполнить сварку заполняющих и облицовочного слоев шва (рис. 2); После выполнения каждого слоя выполнять их зачистку от шлака и брызг. Выполнить визуальный и измерительный контроль, контроль радиографический и ультразвуковой контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр, многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, односопловая газовая горелка. |
|
Примечания: 1. Электроды прокаливать 1 час при температуре 350 °C. 2. Все операции по сборке и сварке патрубка с трубой (обечайкой) выполняются в нижнем положении при вертикальной ориентации оси патрубка ответвления. 3. Запрещается оставлять незаконченными сварные соединения. 4. Замки смежных слоев должны быть расположены на расстоянии не менее 100 мм друг от друга. 5. Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 "Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов". |
|||
|
Термическая обработка стыка "патрубок - обечайка" - только для тройников заводского исполнения. |
|||
№№ |
Операции |
Содержание операций и требования к поверхности трубы и элементов тройника |
Оборудование и инструмент |
|
1. |
Нагрев и выдержка по заданному режиму |
Скорость нагрева изделия при термообработке не должна превышать 200 °C/ч, в интервале температур от 200 до 600 °C. Температура выдержки (605±10) °C в течение 1,5 часов. |
Печь для термообработки: устройство программного управления и контроля температуры. |
|
2. |
Охлаждение по заданному режиму |
Скорость охлаждения стыка не должна превышать 200 °C/ч, в интервале температур от 600 до 300 °C. |
|
|
3. |
Неразрушающий контроль сварного соединения |
Произвести зачистку, с наружной и внутренней стороны, места сварки основной трубы с патрубком, с помощью дисковых проволочных щеток или пескоструйной установки, на расстоянии 20 мм в каждую сторону от сварного шва. Выполнить ультразвуковой контроль сварного соединения. |
Дисковые проволочные щетки, пескоструйная установка. |
|
Примечания: 1. При необходимости ремонта сварного стыка, подлежащего термообработке по заключению неразрушающего контроля, термообработка проводится после ремонта и повторного контроля. 2. В результате термообработки изделие не должно подвергнуться деформации, чтобы не препятствовать последующей сборки разрезного тройника. 3. Не допускается использование для послесварочной термической обработки неспециализированного оборудования. 4. Во избежание замедленного образования трещин термообработку сварных стыков следует производить не позднее трех суток после окончания сварки. 5. Контроль качества сварных швов после термической обработки должен выполняться по РД-08.00-60.30.00-КТН-046-1-05. |
|||
Б.1.2 Операционная технологическая карта сборки и сварки разрезного тройника для выполнения ремонтных работ на нефтепроводах Ду 500/220
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
|
|
УТВЕРЖДАЮ _________________________ должность _________/______________ Подпись Ф.И.О "___" _____________ 200__ г. |
|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА СБОРКИ И СВАРКИ РАЗРЕЗНОГО ТРОЙНИКА ДЛЯ ВЫПОЛНЕНИЯ РЕМОНТНЫХ РАБОТ НА НЕФТЕПРОВОДАХ
|
||
Карта разработана: _____________ / _____________ / _____________ "___"________200_ г.должность подпись Ф. И. О. |
||
|
Данная операционная технологическая карта предназначена для сборки и сварки разрезного тройника. После завершения сборки-сварки разрезного тройника необходимо выполнить весь объем неразрушающего контроля, предусмотренного данной операционно-технологической карты. |
|||||||
Изделие |
Диаметр стыкуемых элементов |
||||||
|
РАЗРЕЗНОЙ ТРОЙНИК |
Основная труба - Æ 530/1220 мм, патрубок - Æ 325/720 мм |
||||||
Характеристика труб и деталей конструкции |
|||||||
|
Элемент |
Диаметр, мм |
Толщина стенки, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
|
|
Основная труба |
530-1220 |
8-16 |
- |
до К60 |
470-590 |
£ 0,46 |
|
|
Патрубок, ГОСТ 19281-89 |
325-720 |
16-26 |
09Г2С |
К48 |
470 |
£ 0,40 |
|
|
Полумуфта с патрубком, простая полумуфта, ГОСТ 19281-89 |
530-1220 |
14-29 |
09Г2С |
К48 |
470 |
£ 0,40 |
|
|
Подкладные пластины, ГОСТ 19904-90 |
- |
1,5 |
20 |
- |
- |
£ 0,40 |
|
|
Выводные планки ГОСТ 19903-74 |
- |
4,0 |
20 |
- |
- |
£ 0,40 |
|
|
Детали конструкции, используемые для выполнения ремонтных работ |
|||||||
|
Заглушка |
325-720 |
- |
09Г2С |
К48 |
470 |
£ 0,40 |
|
|
Удлинительное кольцо (наличие и длина удлинительного кольца определяется заказчиком) |
325-720 |
до 20,0 |
09Г2С |
К48 |
470 |
£ 0,40 |
|
Последовательность выполнения сборочно-сварочных операций |
|||||||
|
1. Установка полумуфт на трубу и их сварка друг с другом продольными стыковыми швами. 2. Сварка кольцевых нахлесточных швов "основная труба - усиливающая муфта". 3. Сборка и сварка стыков “патрубок - удлинительное кольцо", “патрубок - днище". |
|||||||
Сварочные материалы и режимы сварки |
||||||
|
№ |
Свариваемые элементы |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Полярность |
1. |
Полумуфты |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой (1) |
3,0/3,2 |
90-120 |
обратная |
МТГ-01К, МТГ-02, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие и облицовочный слои (2-n) |
3,0/3,2 4,0 |
100-130 120-180 |
обратная |
||
|
2. |
Муфта - основная труба |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Наплавочные слои (1,2) |
3,0/3,2 (2,5) |
90-120 (70-80) |
обратная |
|
Корневой (3) |
3,0/3,2 (2,5) |
90-120 (70-80) |
обратная |
|||
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие и облицовочный слои (4-n) |
3,0/3,2 |
100-130 |
обратная |
||
|
3. |
Патрубок - удлинительное кольцо, патрубок- днище |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой(1) |
3,0/3,2 (2,5) |
90-120 (70-80) |
прямая/ обратная |
МТГ-01К, МТГ-02, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Заполняющие и облицовочный слои (2-n) |
3,0/3,2 4,0 |
100-130 120-180 |
обратная |
||
Форма разделки кромок и сварного шва |
||||
|
|
|
S2, мм |
E, мм |
n, не менее |
До 15 вкл. |
17-27 |
5 |
||
Св. 15-18 вкл. |
20-30 |
6 |
||
Св. 18-22 вкл. |
21-31 |
7 |
||
Св. 22-25 вкл. |
24-35 |
9 |
||
Более 25 |
30-40 |
11 |
||
|
Рисунок 1 - Форма разделки кромок и последовательность выполнения проходов при сварке продольных стыковых швов полумуфт |
||||
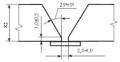
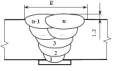
|
1, 2, 3 - последовательность выполнения сварки участков продольных стыковых швов. Рисунок 2 - Схема сварки продольных стыковых швов полумуфт обратноступенчатым способом |
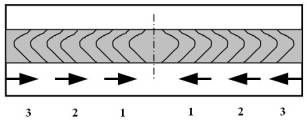
|
|
S2, мм |
К, мм |
n, не менее |
До 15 вкл. |
16-19 |
6 |
|
Св. 15-19 вкл. |
19-22 |
7 |
|
Св. 19-22 вкл. |
20-23 |
8 |
|
Более 22 |
23-26 |
9 |
|
|
1, 2 - наплавочные слои шва, 3 - корневой слой шва; 4-n - заполняющие и облицовочный слои шва. Рисунок 3 - Последовательность выполнения проходов при приварке усиливающей муфты к основной трубе (по торцам муфты) кольцевыми угловыми швами |
|||
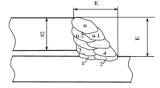
|
|
|
а) сварка корневого и заполняющих слоев шва; б) сварка наплавочных и облицовочного слоя шва; 1-6 - последовательность наложения участков слоя. Рисунок 4 - Схема выполнения швов обратноступенчатым способом при приварке усиливающей муфты к основной трубе |
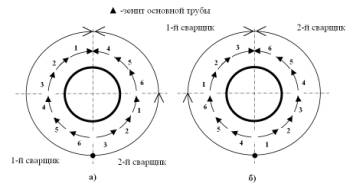
|
|
|
Рисунок 5 - Последовательность сварки слоев шва двумя валиками ступенчатым методом |
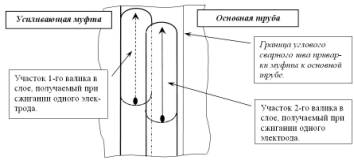
|
|
|
S1, мм |
E, мм |
n, не менее |
До 12 вкл. |
14-22 |
4 |
||
Св. 12-15 вкл. |
16-25 |
5 |
||
Св. 15-19 вкл. |
18-27 |
5 |
||
Св. 19-22 вкл. |
19-28 |
7 |
||
Св. 22-25 вкл. |
21-30 |
9 |
||
Более 25 |
23-33 |
11 |
||
|
Рисунок 6 - Схема разделки кромок и порядок выполнения проходов при выполнении стыков “патрубок - удлинительное кольцо", “патрубок - днище" |
||||
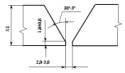
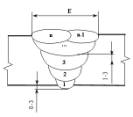
Перечень и последовательность операций сборки и сварки |
||||||||||||||||||||||||||||||||
№№ |
Операции |
Содержание операций и требования по подготовке поверхности основной трубы и элементов тройника |
Оборудование и инструмент |
|||||||||||||||||||||||||||||
|
1. |
Очистка элементов сварной конструкции |
Внутреннюю и внешнюю поверхность основной трубы и деталей тройника очистить от земли, снега и других загрязнений. |
Скребок, металлическая щетка |
|||||||||||||||||||||||||||||
|
2. |
Разметка места приварки усиливающих полумуфт |
Разметить на теле основной трубы границы кольцевых сварных швов приварки усиливающих полумуфт к основной трубе. |
Линейка, рулетка, штангенциркуль, уровень, несмываемая краска или маркер. |
|||||||||||||||||||||||||||||
|
3. |
Подготовка свариваемых кромок патрубка, усиливающих полумуфт и поверхности основной трубы под сварку |
Осмотреть поверхность основной трубы, поверхность и кромки свариваемых деталей. Царапины, риски, задиры на теле трубы и свариваемых элементов глубиной свыше 0,2 мм, но не более 0,5 мм, устранить шлифованием. Забоины и задиры фасок глубиной до 5 мм отремонтировать сваркой электродами типа Э50 (Е7016) с обязательным местным подогревом до температуры 100-120 °C независимо от температуры окружающей среды. Зашлифовать отремонтированные участки поверхности кромок. При этом должна быть восстановлена их первоначальная форма. Снять усиление заводского шва основной трубы на участке установки муфты плюс 50 мм в каждую сторону от нее и усиление заводского шва патрубка на ширине 10-15 мм от торца с помощью шлифовальных машинок. Остаточная высота усиления должна находиться в пределах 0,5 ¸ 1,0 мм. Кромки и прилегающие к ним внутреннюю и наружную поверхности свариваемых элементов зачистить до чистого металла на ширину не менее 20 мм. Зачистить поверхность основной трубы до чистого металла на ширину не менее 20 мм в каждую сторону от предполагаемых сварных швов. |
Шаблон сварщика УШС-3, линейка, рулетка, штангенциркуль, шлифмашинка, дисковая проволочная щетка, абразивные круги, газовая горелка. |
|||||||||||||||||||||||||||||
Сборка и сварка полумуфт. |
||||||||||||||||||||||||||||||||
|
4. |
Установка полумуфт на основную трубу |
Прихватить 2 подкладные пластины к продольным кромкам полумуфты с патрубком. Количество прихваток - не менее 3 длиной 20-30 мм каждая. Прихватки выполнять со стороны разделки кромок полумуфты, равномерно распределив их по длине стыка. Установить обе полумуфты на основную трубу одновременно с помощью приспособление для монтажа тройников ПМТ. Зазор между полумуфтами и поверхностью трубы не должен превышать 3,0 мм. Допускается превышение зазора между полумуфтой и основной трубой до 5 мм на длине не более 300 мм. Зазор в стыках продольных швов полумуфт при затянутых центраторах должен находится в диапазоне 2-4 мм. В случае, если зазор в одном из стыков меньше 2 мм, снять полумуфты с основной трубы и выполнить подработку одной из кромок простой полумуфты с помощью шлифмашинки. Для доработки кромки допускается использование газопламенной резки с последующей зачисткой с помощью шлифмашинки. Произвести замеры смещений кромок. Максимальная величина равномерно распределенного по длине смещения кромок не должна превышать 2 мм. Допускается локальное смещение кромок полумуфт не более 3 мм на длине не более 200 мм. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, центраторы звенные ЦЗ-530 / ЦЗ-630 (2 шт.), приспособление для монтажа тройников ПМТ для соответствующего диапазона диаметров трубы: 530-620/720-820/1020-1220, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов, газовый резак. |
|||||||||||||||||||||||||||||
|
5. |
Подогрев и сварка продольных швов полумуфт. |
Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности. Температура подогрева приведена в таблице 1. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. Таблица 1
К торцам полумуфт приварить выводные планки. Выполнить одновременно сварку прихваток обоих продольных стыков по режиму сварки корневого слоя шва. Количество прихваток - 3 длиной не менее 100 мм каждая. Прихватки расположить равномерно по длине стыка. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, центраторы звенные ЦЗ-530 / ЦЗ-630 (2 шт.), шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов. Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|||||||||||||||||||||||||||||
|
5. |
Подогрев и сварка продольных швов полумуфт. (продолжение) |
Разделка кромок, образуемая выводными планками, должна соответствовать разделке кромок продольного стыка собираемой муфты. Сварку каждого продольного шва выполнять одновременно 2-мя сварщиками. Выполнить сварку корневого слоя шва обратноступенчатым способом в направлении от середины к краям в соответствии со схемой, приведенной на рис. 2. В процессе сварки вышлифовывать начало и концы прихваток. В процессе сварки осуществлять контроль температуры свариваемых кромок, которая должна быть в диапазоне от 50 °C до 250 °C. В случае остывания стыков ниже 50 °C следует произвести подогрев кромок до температуры в соответствии с таблицей 1. Приспособление ПМТ и наружные центраторы допускается снимать только после завершения сварки корневого и 1-го заполняющего слоев обоих швов, кроме участков, расположенных под монтажным устройством. Выполнить сварку заполняющих и облицовочного слоев швов в соответствии с рис. 1 обратноступенчатым способом в направлении от середины к краям (рис. 2). После выполнения каждого слоя осуществлять зачистку металла от шлака и брызг. После завершения сварки удалить выходные пластины с наплавленным на них металлом с помощью шлифмашинки. Выполнить визуальный и измерительный контроль сварного соединения. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, центраторы звенные ЦЗ-530 / ЦЗ-630 (2 шт.), шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов. Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ. |
|||||||||||||||||||||||||||||
|
Сварка стыков "усиливающая муфта - основная труба". |
||||||||||||||||||||||||||||||||
|
6. |
Подогрев основной трубы |
Выполнить просушку участка трубы, прилегающего к муфте, нагревом до 50 °C. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр. |
|||||||||||||||||||||||||||||
|
7. |
Выполнение наплавочных слоев шва |
Выполнить сварку наплавочных слоев шва в соответствии с рис. 3, 4. Наплавочные слои выполняются “снизу-вверх" участками (“ступеньками"), на которых один за другим укладываются 2 параллельных валика (рис. 5). Валики выполняются один за другим на длину сжигания электрода. Зачистить наплавленный слой с помощью шлифмашинки. |
||||||||||||||||||||||||||||||
|
8. |
Подогрев основной трубы и кромок полумуфт |
Выполнить просушку участка трубы, прилегающего к муфте. Выполнить подогрев свариваемой кромки муфты до температуры 100 °C - 120 °C. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. |
||||||||||||||||||||||||||||||
|
9. |
Приварка торцов муфты к основной трубе |
Выполнить сварку корневого, заполняющих и облицовочного слоев шва в направлении “снизу-вверх" в соответствии с рис. 3, 4. Корневой и заполняющие слои шва следует выполнять “снизу-вверх" участками (“ступеньками"), на которых один за другим укладываются 2 параллельных валика (рис. 5). Валики выполняются один за другим на длину сжигания электрода. В процессе сварки всех слоев шва осуществлять контроль температуры кромок со стороны муфты, которая должна быть в диапазоне от 50 °C до 250 °C. В случае остывания кромки ниже 50 °C следует произвести подогрев до температуры 100-120 °C. После выполнения каждого валика выполнять зачистку металла от шлака и брызг. Выполнить визуальный и измерительный контроль выполненных сварных швов. |
Многосопловая пропан-бутан кислородная горелка ГСМ-5.3ТМ, внутренняя кольцевая пропановая горелка. Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, контактный термометр. |
|||||||||||||||||||||||||||||
|
10. |
Неразрушающий контроль сварных соединений разрезного тройника |
Выполнить контроль методом проникающей цветной дефектоскопии и ультразвуковой контроль следующих сварных швов: продольные стыковые швы полумуфт, угловые кольцевые швы приварки усиливающей муфты к основной трубе. |
|
|||||||||||||||||||||||||||||
|
Сборка и сварка стыков "патрубок - удлинительное кольцо", "патрубок - днище" |
||||||||||||||||||||||||||||||||
|
11. |
Сборка соединения |
Сборку осуществлять на наружном центраторе (центрирующем приспособлении) в соответствии с приведенной на рис. 6 схемой сварного соединения. Собрать стык с зазором 2,0 - 3,0мм (2,5 - 3,5 мм- при использовании для сварки корневого слоя электродов Æ3,2 мм). Произвести замеры смещений кромок. Величина внутреннего смещения свариваемых кромок не должна превышать 3 мм. Выполнить предварительный подогрев свариваемых кромок и прилегающей поверхности. Температура подогрева приведена в таблице 1. Ширина зоны подогрева должна быть не менее 80 мм от оси шва. Контроль температуры осуществлять на расстоянии 15 мм от свариваемых кромок. Выполнить сварку прихваток по режиму сварки корневого слоя, равномерно распределив их по периметру трубы. Количество прихваток - не менее 3-х. Длина каждой прихватки должна быть не менее 100 мм. |
Шаблон УШС-3, штангенциркуль, линейка, шаблон для измерения внутреннего смещения кромок, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, прибор для замера температуры (ТП-1 или подобный) или термокарандаши, печь для прокалки электродов типа СНО, термопеналы, газовая горелка, наружный центратор. |
|||||||||||||||||||||||||||||
|
12. |
Сварка соединения |
Выполнить сварку корневого слоя шва (рис. 6). В процессе сварки корневого слоя шва вышлифовать начало и концы прихваток. В процессе сварки осуществлять контроль температуры свариваемых кромок, которая должна быть в диапазоне от 50 °C до 250 °C. В случае остывания стыка ниже 50 °C следует произвести подогрев кромок до температуры в соответствии с таблицей 1. Допускается снимать центратор только после завершения сварки 60 % корневого слоя шва. Зачистить корневой слой шва от шлака и брызг. В случае приварки фланца выполнить подварку изнутри по всему периметру стыка. Выполнить сварку заполняющих и облицовочного слоев шва. Сварку слоев шва выполнять в соответствии с рис. 6. После выполнения каждого слоя выполнять их зачистку от шлака и брызг. Выполнить визуальный и измерительный контроль, радиографический и ультразвуковой контроль выполненного сварного шва. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, газовая горелка, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, контактный термометр, печь для прокалки электродов |
|||||||||||||||||||||||||||||
|
Примечания: 1. Электроды прокаливать 1 час при температуре 350 °C. 2. В случае использования разрезного тройника для врезки, минимальное расстояние между продольным или спиральным швом основной трубы и контуром отверстия в полумуфте с патрубком должно быть не менее 100 мм. 3. Минимальное расстояние между продольным швом полумуфт и продольным швом основной трубы должно быть не менее 100 мм. 4. Минимальное расстояние между продольным швом патрубка и продольным швом удлинительного кольца должно быть не менее 100 мм. 5. Запрещается оставлять сварные соединения незаконченными. 6. Сварка швов выполняется в направлении "снизу-вверх" основными электродами. 7. Замки смежных слоев должны быть расположены на расстоянии не менее 100 мм друг от друга. 8. Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05 "Неразрушающий контроль сварных соединений при строительстве и ремонте магистральных нефтепроводов". |
||||||||||||||||||||||||||||||||
Б.2.1 Операционная технологическая карта установки гладких чопов диаметром от 8 до 12 мм при ремонте отверстий на магистральных нефтепроводах
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
|
|
УТВЕРЖДАЮ _________________________ должность _________/______________ Подпись Ф.И.О "___" _____________ 200__ г.
|
|
ОПЕРАЦИОННАЯ
ТЕХНОЛОГИЧЕСКАЯ КАРТА |
||
Карта разработана: _____________ / _____________ / _____________ "___"________200_ г.должность подпись Ф. И. О. |
||
|
Данная операционная технологическая карта предназначена для установки гладких чопов диаметром 8-12 мм при ремонте отверстий на магистральных нефтепроводах. После завершения сборочно-сварочных работ необходимо выполнить весь объем неразрушающего контроля, предусмотренный данной операционной технологической картой. |
|||||||
Изделие |
Диаметр |
||||||
|
Гладкий чоп |
8-12 мм |
||||||
Характеристика труб и деталей конструкции |
|||||||
|
Элемент |
Размер, мм |
Толщина, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
|
|
Основная труба |
Ø 530-1220 |
8,0-16,0 |
- |
до К60 |
420-590 |
£ 0,46 |
|
|
Чоп |
Ø 8,0-12,0 |
- |
Ст.3 по |
- |
- |
£ 0,46 |
|
|
Сталь 10 по ГОСТ 1050-88 |
- |
||||||
|
Технологические пластины |
30×100 |
2,0-3,0 |
Ст.3,10,20 |
- |
- |
£ 0,46 |
|
Эскиз гладкого чопа |
|||||||
|
|
|||||||
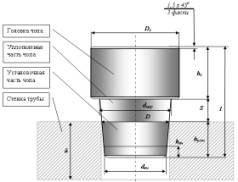
Геометрические параметры гладких чопов диаметром от 8 до 12 мм
|
Толщина стенки трубы, мм |
Диаметр герметизируемого отверстия, мм |
Диаметр головки чопа, мм |
Глубина уплотнения чопа (перемещение), мм |
Длина чопа. мм |
Внутренний диаметр чопа, мм |
Наружный диаметр чопа, мм |
Внутренняя высота чопа (не более), мм |
Высота головки чопа, мм |
Установочная длина чопа, мм |
Конусность |
* Уклон. градус |
|
d |
D |
Dг |
S |
l |
dвн |
dнар |
hвн |
hг |
hуст |
L |
|
|
8-19 |
8 |
16 |
8 |
34 |
1 |
9 |
не более 10 |
16 |
10,0 |
0,13 |
3,58 |
|
10 |
16 |
8 |
34 |
9 |
11 |
16 |
10,0 |
0,13 |
3,58 |
||
|
12 |
16 |
8 |
34 |
11 |
13 |
16 |
10,0 |
0,13 |
3,58 |
||
|
* Справочная информация |
|||||||||||
Сварочные материалы и режимы сварки |
||||||
|
№ |
Сварное соединение |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Полярность |
|
1 |
Чоп - основная труба |
МТГ-01К, ЛБ-52У,ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Наплавочные |
3,0/3,2 |
90-120 |
обратная |
|
Облицовочный |
3,0/3,2 |
90-120 |
обратная |
|||
|
2 |
Ремонт в процессе сварки |
Корневая часть шва |
2,6 |
70-90 |
обратная |
|
|
Заполнение и облицовка |
3,0/3,2 |
90-120 |
обратная |
|||
|
Схема сварки
а) Сварка первого слоя
б) Сборочные параметры для сварки 2 и 3 слоев
в) После сварки |
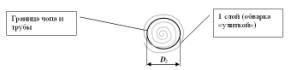
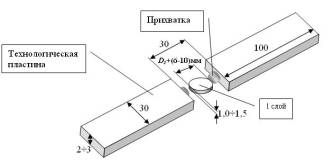
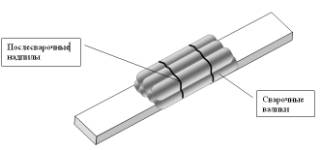
|
Схема удлинительного приспособления для установки чопов |
|
|
|
|
|
Платформа с цепным механизмом |
Пневматическая сверлильная машина на магнитном основании |
|
|
|
|
Параметры гладкого чопа после сварки и механической обработки |
|
|
|
|
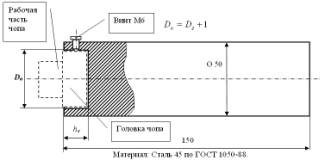
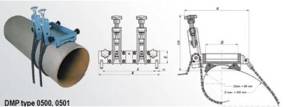

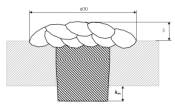
Перечень и последовательность операций сборки и сварки |
||||
№ |
Операции |
Содержание операций |
Оборудование и инструмент |
|
|
1 |
Очистка основной трубы |
Внешнюю поверхность основной трубы в месте установки чопа очистить по периметру от изоляции и грязи на ширину не менее 300 мм в каждую сторону. |
Скребок, металлическая щетка |
|
|
2 |
Подготовка отверстия для герметизации |
Механическим способом удалить патрубок несанкционированной врезки заподлицо с поверхностью трубы. Удалить остатки сварного шва приварки патрубка и зачистить до металлического блеска окрестность отверстия несанкционированной врезки в радиусе от 150 до 200 мм. Измерить толщину стенки трубы и максимальный размер отверстия несанкционированной врезки. По таблице геометрических параметров выбрать отверстие под чоп и чоп необходимых диаметра и длины. Установить сверлильную машину и выполнить рассверловку отверстия под чоп. Для охлаждения сверла и предотвращения искрообразования использовать охлаждающую жидкость СОЖ. |
Линейка, рулетка, штангенциркуль, ножовка, шлифмашинка, пневматическая сверлильная машина типа AirBor или HidroBor на магнитном основании с набором корончатых сверл HSS-XE, платформа с цепным механизмом крепления сверлильной машины на трубе. |
|
|
3 |
Герметизация отверстия чопом |
Вставить головку чопа в удлинительное приспособление и затянуть вспомогательным винтом. Установить рабочую часть чопа в отверстие в основной трубе. Ударами молотком умеренной силы по тыльной части удлинительного приспособления забить чоп до соприкосновения лицевой части удлинительного приспособления с поверхностью трубы. Ослабить вспомогательный винт и снять удлинительное приспособление с чопа. |
Удлинительное приспособление, молоток массой 0,3 кг с ручкой из лиственных пород дерева, строительный уровень. |
|
|
4 |
Подготовка к сварке |
Головку чопа срезают шлифмашинкой до высоты от 1,0 до 1,5 мм. По обе стороны от чопа (на расстоянии 15 мм от его центра) устанавливают с помощью точечных прихваток две технологические пластины размером 30×100 мм толщиной от 2 до 3 мм из Ст. 3, стали 10 или стали 20 с ориентацией длинной стороны в кольцевом направлении. При необходимости допускается располагать технологические пластины вдоль образующей основной трубы. Выступающая часть чопа, промежуток между технологическими пластинами и пластины на длину до 50 мм должны быть зачищены до металлического блеска. |
Шаблон УШС-3, штангенциркуль, линейка, угольник, уровень, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов. |
|
|
5 |
Просушка |
Просушку допускается проводить только после герметизации всех отверстий несанкционированной врезки (В случае кратной несанкционированной врезки в основной трубе располагаются несколько патрубков на небольшом расстоянии друг от друга). Выполнить просушку участка трубы, прилегающего к чопу до (50+20) °C. |
Пропановая горелка, контактный (бесконтактный) термометр. |
|
|
6 |
Сварка |
Сварку чопа проводят параллельными валиками шириной от 6 до 10 мм не менее, чем в три слоя. Первый слой выполняют электродами типа Э50А (Е7016) диаметром от 3,0 до 3,2 мм на токе 90 А обратной полярности. Сварку ведут из центра к периферии чопа (наплавка "улиткой") с обязательным проваром границы между чопом и трубой плюс (3-5) мм от границы. Перед сваркой второго слоя по обе стороны от чопа на расстоянии 15 мм от его центра соосно устанавливают с помощью прихваток две технологические пластины размером 30×100 мм толщиной от 2 до 3 мм из Ст. 3, стали 10 или стали 20 с ориентацией длинной грани каждой пластины стороны в кольцевом направлении. При необходимости допускается располагать технологические пластины вдоль образующей основной трубы. Выступающая часть чопа, промежуток между технологическими пластинами и пластины на длину до 50 мм должны быть зачищены до металлического блеска. Сварку второго и третьего слоев проводят параллельными валиками шириной от 6 до10 мм не менее, чем в три слоя. Сварку каждого валика начинают на одной технологической пластине на расстоянии не менее 15 мм от торца, обращенного к чопу, и завершают на другой технологической пластине на том же расстоянии. Перекрытие соседних валиков должно быть не менее 2 мм. Сварку ведут электродами типа Э50А (Е7016) диаметром 3,0/3,2 мм на токе от 90 до120 А обратной полярности. В процессе сварки прихватки должны быть полностью переварены. После сварки каждого валика удаляют шлак с поверхности шва и вышлифовывают "зашлакованные карманы". Дефекты, обнаруживаемые в процессе сварки удаляют шлифованием и заваривают в соответствии с технологией сварки. После завершения сварки делают два поперечных надпила сварного шва на расстоянии 15 мм в обе стороны от центра чопа и удаляют технологические пластины. С помощью шлифовальной машины сварному шву придают форму усеченного конуса диаметром 30 мм и высотой 3 мм. Поверхность основной трубы вокруг чопа зачищают от металлических брызг. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, пропановая горелка, пост ручной дуговой сварки ВД-506. |
|
|
7 |
Неразрушающий Контроль |
После зачистки поверхности проводят визуальный и измерительный контроль, ультразвуковую и капиллярную дефектоскопию сварного соединения. |
|
|
|
Примечания: 1. Электроды прокаливать 1 час при температуре 350 °C. 2. Минимальное расстояние сварного шва чопа от заводского или монтажного шва нефтепровода должно быть не менее 100 мм. 3. Запрещается оставлять сварные соединения незаконченными. 4. Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05. 5. В работы необходимо выполнять требования по безопасности и охране труда при проведении работ, приведенные в ОР-13.01-45.21.30-КТН-004-2-02, ОР-15.00-45.21.30-КТН-004-1-03, РД-13.100.00-КТН-196-06. |
||||
Б.2.2 Операционная технологическая карта установки гладких чопов диаметром от 15 до 40 мм при ремонте отверстий на магистральных нефтепроводах
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
|
|
УТВЕРЖДАЮ _________________________ должность _________/______________ Подпись Ф.И.О "___" _____________ 200 __г.
|
|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА УСТАНОВКИ ГЛАДКИХ ЧОПОВ ДИАМЕТРОМ ОТ 15 ДО 40 мм ПРИ РЕМОНТЕ ОТВЕРСТИЙ НА МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДАХ
|
||
Карта разработана: _____________ / _____________ / _____________ "___"________200_ г.должность подпись Ф. И. О. |
||
|
Данная операционная технологическая карта предназначена для установки гладких чопов диаметром от 15 до 40 мм при ремонте отверстий на магистральных нефтепроводах. После завершения сборочно-сварочных работ необходимо выполнить весь объем неразрушающего контроля, предусмотренный данной операционной технологической картой. |
|||||||
|
Изделие |
Диаметр |
||||||
|
Гладкий чоп |
15-40 мм |
||||||
Характеристика труб и деталей конструкции |
|||||||
|
Элемент |
Размер, мм |
Толщина, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
|
|
Основная труба |
Ø 530-1220 |
8,0-16,0 |
- |
до К60 |
420-590 |
£ 0,46 |
|
|
Чоп |
Ø 15,0-40,0 |
- |
Ст.3 по ГОСТ 380-94 |
- |
- |
£ 0,46 |
|
|
Сталь 10 по ГОСТ 1050-88 |
- |
||||||
|
Эскиз гладкого чопа |
|||||||
|
d - толщина стенки трубы, hуст - установочная глубина чопа, hг - высота головки чопа, hвн - высота внутренней выступающей части чопа, S - глубина уплотнения чопа (глубина забивания чопа), dвн - внутренний диаметр чопа, dнар - наружный диаметр чопа, D - диаметр отверстия, Dг - диаметр головки чопа, l - длина чопа Для чопа, устанавливаемого в отверстие 40 мм, dнар > Dг и нет фаски на нижней части головки чопа. |
|||||||
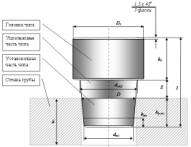
Геометрические параметры гладких чопов диаметром от 15 до 40 мм
|
Толщина стенки трубы, мм |
Диаметр герметизируемого отверстия, мм |
Диаметр головки чопа, мм |
Глубина уплотнения чопа (перемещение), мм |
Длина чопа. мм |
Внутренний диаметр чопа, мм |
Наружный диаметр чопа, мм |
Внутренняя высота чопа, мм |
Высота головки чопа, мм |
Установочная длина чопа, мм |
Горизонтальный катет шва, мм |
Конусность |
Уклон*. градус |
|
d |
D |
Dг |
S |
l |
dвн |
dнар |
hвн |
hг |
hуст |
k |
L |
|
|
8-19 |
15 |
40 |
8 |
34 |
14 |
16 |
не более 10 |
16 |
10,0 |
16 |
0,13 |
3,58 |
|
20 |
40 |
8 |
34 |
19 |
21 |
16 |
10,0 |
16 |
0,13 |
3,58 |
||
|
25 |
40 |
8 |
34 |
24 |
26 |
16 |
10,0 |
16 |
0,13 |
3,58 |
||
|
30 |
40 |
8 |
34 |
29 |
31 |
16 |
10,0 |
16 |
0,13 |
3,58 |
||
|
35 |
40 |
8 |
34 |
34 |
36 |
16 |
10,0 |
16 |
0,13 |
3,58 |
||
|
40 |
40 |
8 |
34 |
39 |
41 |
16 |
10,0 |
16 |
0,13 |
3,58 |
||
|
* Справочная информация |
||||||||||||
Сварочные материалы и режимы сварки |
||||||
|
№ |
Сварное соединение |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Полярность |
|
1 |
Чоп - основная труба |
МТГ-01К, ЛБ-52У,ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой, наплавочные |
3,0/3,2 |
90-120 |
Обратная |
|
Облицовочный |
3,0/3,2 |
90-120 |
обратная |
|||
|
2 |
Ремонт в процессе сварки |
Корневая часть шва |
2,6 |
70-90 |
обратная |
|
|
Заполнение и облицовка |
3,0/3,2 |
90-120 |
обратная |
|||
|
Схема удлинительного приспособления для установки чопов |
|
|
|
|
|
Платформа с цепным механизмом |
Пневматическая сверлильная машина на магнитном основании |
|
|
|
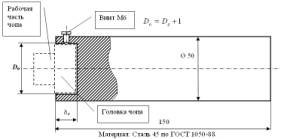


|
Параметры
гладких чопов диаметром от 15 до 40 мм |
|
hвн - высота внутренней выступающей части чопа; k- катет углового сварного шва; арабские цифры - порядковые номера сварочных валиков; римские цифры - порядковые номера сварщиков |
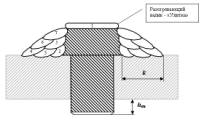
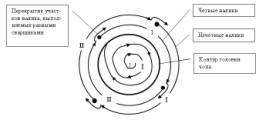
|
Перечень и последовательность операций сборки и сварки |
|||
№ |
Операции |
Содержание операций |
Оборудование иинструмент |
|
1 |
Очистка основной трубы |
Внешнюю поверхность основной трубы в месте установки чопа очистить по периметру от изоляции и грязи на ширину не менее 300 мм в каждую сторону. |
Скребок, металлическая щетка |
|
2 |
Подготовка отверстия для герметизации |
Механическим способом удалить патрубок несанкционированной врезки заподлицо с поверхностью трубы. Удалить остатки сварного шва приварки патрубка и зачистить до металлического блеска окрестность отверстия несанкционированной врезки в радиусе от 150 до 200 мм. Измерить толщину стенки трубы и максимальный размер отверстия несанкционированной врезки. По таблице геометрических параметров выбрать отверстие под чоп и чоп необходимых диаметра и длины. Установить сверлильную машину и выполнить рассверловку отверстия под чоп. Для охлаждения сверла и предотвращения искрообразования использовать охлаждающую жидкость СОЖ. |
Линейка, рулетка, штангенциркуль, ножовка, шлифмашинка, пневматическая сверлильная машина типа AirBor или HidroBor на магнитном основании с набором корончатых сверл HSS-XE, платформа с цепным механизмом крепления сверлильной машины на трубе, СОЖ. |
|
3 |
Герметизация отверстия чопом |
Вставить головку чопа в удлинительное приспособление и затянуть вспомогательным винтом. Установить рабочую часть чопа в отверстие в основной трубе. Ударами молотком умеренной силы по тыльной части удлинительного приспособления забить чоп до соприкосновения лицевой части удлинительного приспособления с поверхностью трубы. Ослабить вспомогательный винт и снять удлинительное приспособление с чопа. |
Удлинительное приспособление, молоток массой 0,3 кг с ручкой из лиственных пород дерева, строительный уровень. |
|
4 |
Просушка |
Просушку допускается проводить только после герметизации всех отверстий несанкционированной врезки (В случае кратной несанкционированной врезки в основной трубе располагаются несколько патрубков на небольшом расстоянии друг от друга). Выполнить просушку участка трубы, прилегающего к чопу до (50+20) °C. |
Пропановая горелка, контактный (бесконтактный) термометр. |
|
5 |
Сварка |
Сварку ведут без перерывов электродами типа Э50А (Е7016) диаметром от 3,0 до 3,2 мм на токе от 90 до 120 А обратной полярности. Сварку выполняют одновременно два сварщика. Первый сварщик полностью наплавляет первый слой по схеме "улитки" на головку чопа, не прерывая дугу, одним электродом. Не обрывая дуги, тем же электродом первый сварщик переходит на сварку корневого валика углового шва. Одновременно второй сварщик начинает сварку корневого валика углового шва в том же направлении в противоположной точке относительно центра чопа. Первый слой углового шва формируют одновременно два сварщика. Каждый сварщик выполняет половину валика с перекрытием 6-10 мм начального участка соседа. Каждый новый валик в слое располагают на окружности большего радиуса. Ширина валика должна составлять от 6 до10 мм, межваликовое перекрытие - от 2 до 6 мм. Точки начала и конца валиков следующего слоя должны быть смещены относительно начала и конца валиков предыдущего слоя на угол 90о. После сварки каждого валика удаляют шлак с поверхности шва и вышлифовывают "зашлакованные карманы". В результате сварки горизонтальный должен быть сформирован угловой шов с горизонтальным катетом k. Угловой шов должен быть сварен в (3-4) слоя без учета первого наплавочного. После завершения сварки первый слой удаляют шлифованием, угловой сварной шов и поверхность основной трубы вокруг чопа зачищают от металлических брызг. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, пропановая горелка, пост ручной дуговой сварки ВД-506. |
|
6 |
Неразрушающий контроль |
После зачистки поверхности проводят визуальный и измерительный контроль, ультразвуковую и капиллярную дефектоскопию сварного соединения. |
|
|
Примечания: 1. Электроды прокаливать 1 час при температуре 350 °C. 2. Минимальное расстояние сварного шва чопа от заводского или монтажного шва нефтепровода должно быть не менее 100 мм. 3. Запрещается оставлять сварные соединения незаконченными. 4. Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05. 5. В работы необходимо выполнять требования по безопасности и охране труда при проведении работ, приведенные в ОР-13.01-45.21.30-КТН-004-2-02, ОР-15.00-45.21.30-КТН-004-1-03, РД-13.100.00-КТН-196-06. |
|||
Б.2.3 Операционная технологическая карта установки резьбовых чопов диаметром от 8 до 30 мм при ремонте отверстий на магистральных нефтепроводах
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
|
|
УТВЕРЖДАЮ _________________________ должность _________/______________ Подпись Ф.И.О "___" _____________ 200 __г.
|
|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА УСТАНОВКИ РЕЗЬБОВЫХ ЧОПОВ ДИАМЕТРОМ ОТ 8 ДО 30 мм ПРИ РЕМОНТЕ ОТВЕРСТИЙ НА МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДАХ
|
||
Карта разработана: _____________ / _____________ / _____________ "___"________200_ г.должность подпись Ф. И. О. |
||
|
Данная операционная технологическая карта предназначена для установки резьбовых чопов диаметром от 8 до 30 мм при ремонте отверстий на магистральных нефтепроводах. После завершения сборочно-сварочных работ необходимо выполнить весь объем неразрушающего контроля, предусмотренный данной операционной технологической картой. |
|||||||
|
Изделие |
Диаметр |
||||||
|
Резьбовой чоп |
8-30 мм |
||||||
|
Характеристика труб и деталей конструкции |
|||||||
|
Элемент |
Размер, мм |
Толщина, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
|
|
Основная труба |
Ø 530-1220 |
8,0-16,0 |
- |
до К60 |
420-590 |
£ 0,46 |
|
|
Болт с шестигранной головкой с резьбой по всей длине по ГОСТ 7798-70 |
Ø 8,0-30,0 |
- |
Сталь 10 |
4.8 |
- |
£ 0,46 |
|
|
Сталь 20 |
4.6 |
||||||
Сварочные материалы и режимы сварки |
||||||
|
№ |
Сварное соединение |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Полярность |
|
1 |
Чоп - основная труба |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп. |
Корневой, наплавочные |
3,0/3,2 |
90-120 |
Обратная |
|
Облицовочный |
3,0/3,2 |
90-120 |
обратная |
|||
|
2 |
Ремонт в процессе сварки |
Корневая часть шва |
2,6 |
70-90 |
обратная |
|
|
Заполнение и облицовка |
3,0/3,2 |
90-120 |
обратная |
|||
|
Платформа с цепным механизмом |
Пневматическая сверлильная машина на магнитном основании |
|
|
|


|
Эскиз резьбового чопа
а) - состояние до выполнения углового шва
б) - состояние после сварки углового шва
δ- толщина стенки трубы, d - диаметр отверстия под резьбу, D - диаметр резьбы, H - высота шестигранной головки, B - размер под ключ, hвн - высота внутренней выступающей части чопа, k- катет углового сварного шва, арабские цифры - порядковые номера сварочных валиков; римские цифры - порядковые номера сварщиков Рисунок А.5 - Геометрические параметры резьбового чопа |
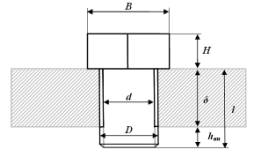
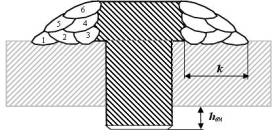
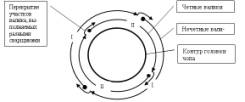
Геометрические параметры резьбовых чопов диаметром от 8 до 30 мм
|
Толщина стенки**, мм |
Диаметр метрической резьбы, |
Диаметр отверстия, мм |
Шаг резьбы, мм |
Длина чопа*, мм |
Размер под ключ, мм |
Высота шестигранной головки, |
Максимальный момент затяжки. Нм |
Горизонтальный катет шва, мм |
|
d |
D |
d |
P |
l |
B |
H |
M |
k |
|
8 |
8 |
7 |
1,25 |
8+5 |
13 |
5,5 |
5,9 |
6 |
|
8 |
10 |
8 |
1,50 |
8+5 |
17 |
7,0 |
11,3 |
7 |
|
8 |
12 |
10 |
1,75 |
8+5 |
19 |
8,0 |
16,0 |
8 |
|
8 |
16 |
14 |
2,00 |
8+5 |
24 |
10,0 |
29,2 |
10 |
|
10 |
8 |
7 |
1,25 |
10+5 |
13 |
5,5 |
5,9 |
7 |
|
10 |
10 |
8 |
1,50 |
10+5 |
17 |
7,0 |
12,0 |
7 |
|
10 |
12 |
10 |
1,75 |
10+5 |
19 |
8,0 |
20,0 |
8 |
|
10 |
16 |
14 |
2,00 |
10+5 |
24 |
10,0 |
36,4 |
10 |
|
10 |
20 |
17 |
2,50 |
10+5 |
30 |
13,0 |
56,9 |
13 |
|
12 |
8 |
7 |
1,25 |
12+5 |
13 |
5,5 |
5,9 |
9 |
|
12 |
10 |
8 |
1,50 |
12+5 |
17 |
7,0 |
12,0 |
9 |
|
12 |
12 |
10 |
1,75 |
12+5 |
19 |
8.0 |
20,8 |
9 |
|
12 |
16 |
14 |
2,00 |
12+5 |
24 |
10,0 |
43,7 |
10 |
|
12 |
20 |
17 |
2,50 |
12+5 |
30 |
13,0 |
68,3 |
13 |
|
12 |
24 |
21 |
3,00 |
12+5 |
36 |
15,0 |
98,4 |
15 |
|
12 |
30 |
26 |
3,50 |
12+5 |
46 |
19,0 |
157,1 |
19 |
|
14 |
8 |
7 |
1,25 |
14+5 |
13 |
5,5 |
5,9 |
10 |
|
14 |
10 |
8 |
1,50 |
14+5 |
17 |
7,0 |
12,0 |
10 |
|
14 |
12 |
10 |
1,75 |
14+5 |
19 |
8,0 |
20,8 |
11 |
|
14 |
16 |
14 |
2,00 |
14+5 |
24 |
10,0 |
51,0 |
11 |
|
14 |
20 |
17 |
2,50 |
14+5 |
30 |
13,0 |
79,7 |
13 |
|
14 |
24 |
21 |
3,00 |
14+5 |
36 |
15,0 |
114,8 |
15 |
|
14 |
30 |
26 |
3,50 |
14+5 |
46 |
19,0 |
183,3 |
19 |
|
16 |
8 |
7 |
1,25 |
16+5 |
13 |
5,5 |
5,9 |
12 |
|
16 |
10 |
8 |
1,50 |
16+5 |
17 |
7,0 |
12,0 |
11 |
|
16 |
12 |
10 |
1,75 |
16+5 |
19 |
8,0 |
20,8 |
12 |
|
16 |
16 |
14 |
2,00 |
16+5 |
24 |
10,0 |
53,4 |
13 |
|
16 |
20 |
17 |
2,50 |
16+5 |
30 |
13,0 |
91,1 |
13 |
|
16 |
24 |
21 |
3,00 |
16+5 |
36 |
15,0 |
131,2 |
15 |
|
16 |
30 |
26 |
3,50 |
16+5 |
46 |
19,0 |
209,5 |
19 |
|
* Допускается обрезание болта до необходимой длины; ** При толщине стенки более 16 мм используют чопы, предназначенные для стенки 16 мм. |
||||||||
Перечень и последовательность операций сборки и сварки |
|||||||||
№ |
Операции |
Содержание операций |
Оборудование и инструмент |
||||||
|
1 |
Очистка основной трубы |
Внешнюю поверхность основной трубы в месте установки чопа очистить по периметру от изоляции и грязи на ширину не менее 300 мм в каждую сторону. |
Скребок, металлическая щетка |
||||||
|
2 |
Подготовка отверстия для герметизации |
Механическим способом удалить патрубок несанкционированной врезки заподлицо с поверхностью трубы. Удалить остатки сварного шва приварки патрубка и зачистить до металлического блеска окрестность отверстия несанкционированной врезки в радиусе от 150 до 200 мм. Измерить толщину стенки трубы и максимальный размер отверстия несанкционированной врезки. По таблице геометрических параметров выбрать отверстие под чоп и чоп необходимых диаметра и длины. Установить сверлильную машину и выполнить рассверловку отверстия под нарезание резьбы. Для охлаждения сверла и предотвращения искрообразования использовать охлаждающую жидкость СОЖ. Нанести метчиком резьбу с использованием сверлильной машины |
Линейка, рулетка, штангенциркуль, ножовка, шлифмашинка, пневматическая сверлильная машина типа Air-2 (AirBor) на магнитном основании с набором корончатых сверл HSS-XE, машинные метчики метрической резьбы, платформа с цепным механизмом крепления сверлильной машины на трубе. |
||||||
|
3 |
Герметизация отверстия чопом |
Завернуть чоп в отверстие и затянуть динамометрическим ключом до максимального момента М, указанного в таблице геометрических параметров. Для уплотнения резьбы применяют асбестовый шнур ШАОН или сантехническую паклю. Шестигранная головка чопа и основная труба на расстоянии 50 мм от него должны быть зачищены до металлического блеска. |
Динамометрический ключ с набором головок под болт, шлифмашика, металлическая щетка, асбестовый шнур ШАОН. |
||||||
|
4 |
Просушка |
Просушку допускается проводить только после герметизации всех отверстий несанкционированной врезки (В случае кратной несанкционированной врезки в основной трубе располагаются несколько патрубков на небольшом расстоянии друг от друга). Выполнить просушку участка трубы, прилегающего к чопу до (50+20) °C. |
Пропановая горелка, контактный (бесконтактный) термометр. |
||||||
|
5 |
Сварка |
Чоп приваривается к основной трубе угловым швом. Количество слоев должно соответствовать следующей таблице.
Сварку ведут одновременно два сварщика. Каждый сварщик выполняет половину валика с перекрытием 6-10 мм начального участка соседа. Ширина валика должна составлять от 6 до10 мм, межваликовое перекрытие - от 2 до 6 мм Точки начала и конца валиков следующего слоя должны быть смещены относительно начала и конца валиков предыдущего слоя на угол, равный 90°. Сварку наплавочного слоя начинают с периферии углового шва к центру. Каждый новый валик в наплавочном слое располагают на окружности меньшего радиуса. Сварку остальных слоев ведут от центра к периферии, располагая каждый новый валик на окружности большего радиуса. Сварку ведут без перерывов электродами типа Э50А (Е7016) диаметром 3,0/3,2 мм на токе от 90 до 120 А обратной полярности. После сварки каждого валика удаляют шлак с поверхности шва и вышлифовывают "зашлакованные карманы". В результате сварки горизонтальный должен быть сформирован угловой шов с горизонтальным катетом k, соответствующим таблице геометрических параметров чопов. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, пропановая горелка, пост ручной дуговой сварки ВД-506. |
||||||
|
6 |
Неразрушающий Контроль |
После зачистки поверхности проводят визуальный и измерительный контроль, ультразвуковую и капиллярную дефектоскопию сварного соединения. |
|
||||||
|
Примечания: 1. Электроды прокаливать 1 час при температуре 350 °C. 2. Минимальное расстояние сварного шва чопа от заводского или монтажного шва нефтепровода должно быть не менее 100 мм. 3. Запрещается оставлять сварные соединения незаконченными. 4. Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05. 5. В работы необходимо выполнять требования по безопасности и охране труда при проведении работ, приведенные в ОР-13.01-45.21.30-КТН-004-2-02, ОР-15.00-45.21.30-КТН-004-1-03, РД-13.100.00-КТН-196-06. |
|||||||||
Б.2.4 Операционная технологическая карта исправления дефектов при установке гладких чопов диаметром от 8 до 12 мм при ремонте отверстий на магистральных нефтепроводах
|
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
|
|
УТВЕРЖДАЮ _________________________ должность _________/______________ Подпись Ф.И.О "___" _____________ 200__ г.
|
|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА ИСПРАВЛЕНИЯ ДЕФЕКТОВ ПРИ УСТАНОВКЕ ГЛАДКИХ ЧОПОВ ДИАМЕТРОМ ОТ 8 ДО 12 мм ПРИ РЕМОНТЕ ОТВЕРСТИЙ НА МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДАХ
|
||
Карта разработана: _____________ / _____________ / _____________ "___"________200_ г.должность подпись Ф. И. О. |
||
|
Данная операционная технологическая карта предназначена для исправления дефектов при установке гладких чопов диаметром от 8 до 12 мм при ремонте отверстий на магистральных нефтепроводах. После завершения сборочно-сварочных работ необходимо выполнить весь объем неразрушающего контроля, предусмотренный данной операционной технологической картой. |
|
Изделие |
Диаметр |
|
Гладкий чоп |
8-12 мм |
Характеристика труб и деталей конструкции |
||||||
|
Элемент |
Размер, мм |
Толщина, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
|
Основная труба |
Ø 530-1220 |
8,0-16,0 |
- |
до К60 |
420-590 |
£ 0,46 |
|
Чоп |
Ø 8,0-12,0 |
- |
Ст.3 по ГОСТ 380-94 |
- |
- |
£ 0,46 |
|
Сталь 10 по ГОСТ 1050-88 |
- |
|||||
|
Технологические пластины |
30×100 |
2,0-3,0 |
Ст.3, 10, 20 |
- |
- |
£ 0,46 |
Сварочные материалы и режимы сварки |
||||||
|
№ |
Сварное соединение |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Полярность |
|
1 |
Ремонтное |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп |
Корневая часть шва |
2,6 |
70-90 |
обратная |
|
Заполнение и облицовка |
3,0/3,2 |
90-120 |
обратная |
|||
|
Параметры гладкого чопа после сварки и механической обработки |
|
hнар - высота наружной части чопа, hвн - высота внутренней выступающей части чопа |
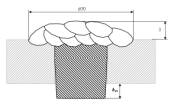
|
Схема сварки |
|
а) Подготовка под сварку
б) После сварки |
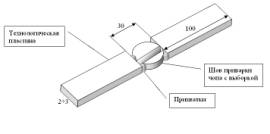
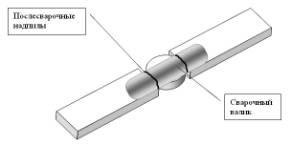
Перечень и последовательность операций сборки и сварки |
|||
№ |
Операции |
Содержание операций |
Оборудование и инструмент |
|
1 |
Очистка основной трубы |
Внешнюю поверхность основной трубы в месте установки чопа очистить в радиусе от 150 до 200 мм. |
Скребок, металлическая щетка |
|
2 |
Подготовка к сварке |
Дефект выбирают шлифмашинкой. Направление выборки должно совпадать с ориентацией устанавливаемых затем технологических пластин. По обе стороны от чопа (на расстоянии 15 мм от его центра) устанавливают с помощью прихваток две технологические пластины размером 30х100 мм толщиной от 2 до 3 мм из Ст.3, стали 10 или стали 20 с ориентацией длинной стороны в кольцевом направлении. Прихватки располагают в зоне сварного шва. При необходимости допускается располагать технологические пластины вдоль образующей основной трубы. Сварной шов чопа и пластины на длину до 50 мм должны быть зачищены до металлического блеска. |
Шаблон УШС-3, штангенциркуль, линейка, угольник, уровень, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов. |
|
3 |
Просушка |
Просушку допускается проводить только после герметизации всех отверстий несанкционированной врезки (В случае кратной несанкционированной врезки в основной трубе располагаются несколько патрубков на небольшом расстоянии друг от друга). Выполнить просушку участка трубы, прилегающего к чопу до 50 °C. |
Пропановая горелка, контактный (бесконтактный) термометр. |
|
4 |
Сварка |
Заварку выборки проводят не менее, чем в три слоя. Сварку каждого валика начинают на одной технологической пластине на расстоянии не менее 15 мм от торца, обращенного к чопу, и завершают на другой технологической пластине на том же расстоянии. Перекрытие соседних валиков должно быть не менее 2 мм. Сварку ведут электродами типа Э50А (Е7016). В процессе сварки прихватки должны быть полностью переварены. После сварки каждого валика удаляют шлак с поверхности шва и вышлифовывают "зашлакованные карманы". Дефекты, обнаруживаемые в процессе сварки удаляют шлифованием и заваривают в соответствии с технологией сварки. После завершения сварки делают два поперечных надпила сварного шва на расстоянии 15 мм в обе стороны от центра чопа. Затем спиливают точечные прихватки и удаляют технологические пластины. С помощью шлифовальной машины сварному шву придают форму усеченного конуса с диаметром при основании 30 мм и высотой 3 мм. Поверхность основной трубы вокруг чопа зачищают от шлака и металлических брызг. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, пропановая горелка. |
|
5 |
Неразрушающий Контроль |
После зачистки поверхности проводят визуальный и измерительный контроль, ультразвуковую и капиллярную дефектоскопию сварного соединения. |
|
|
Примечания: 1. Электроды прокаливать 1 час при температуре 350 °C. 2. Минимальное расстояние сварного шва чопа от заводского или монтажного шва нефтепровода должно быть не менее 100 мм. 3. Запрещается оставлять сварные соединения незаконченными. 4. Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05. 5. В работы необходимо выполнять требования по безопасности и охране труда при проведении работ, приведенные в ОР-13.01-45.21.30-КТН-004-2-02, ОР-15.00-45.21.30-КТН-004-1-03, РД-13.100.00-КТН-196-06. |
|||
Б.2.5 Операционная технологическая карта исправления дефектов при установке гладких чопов диаметром от 15 до 40 мм и резьбовых чопов диаметром от 8 до 30 мм при ремонте отверстий на магистральных нефтепроводах
Объект строительства |
Генподрядчик |
Субподрядчик |
|
|
|
|
|
|
|
УТВЕРЖДАЮ _________________________ должность _________/______________ Подпись Ф.И.О "___" _____________ 200 __г.
|
|
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА ИСПРАВЛЕНИЯ ДЕФЕКТОВ ПРИ УСТАНОВКЕ ГЛАДКИХ ЧОПОВ ДИАМЕТРОМ ОТ 15 ДО 40 мм И РЕЗЬБОВЫХ ЧОПОВ ДИАМЕТРОМ ОТ 8 ДО 30 ММ ПРИ РЕМОНТЕ ОТВЕРСТИЙ НА МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДАХ
|
||
Карта разработана: _____________ / _____________ / _____________ "___"________200_ г.должность подпись Ф. И. О. |
||
|
Данная операционная технологическая карта предназначена для исправления дефектов при установке гладких чопов диаметром от 15 до 40 мм и резьбовых чопов диаметром от 8 до 30 мм при ремонте отверстий на магистральных нефтепроводах. После завершения сборочно-сварочных работ необходимо выполнить весь объем неразрушающего контроля, предусмотренный данной операционной технологической картой. |
||||||
|
Характеристика труб и деталей конструкции |
||||||
|
Элемент |
Размер, мм |
Толщина, мм |
Марка стали |
Класс прочности стали |
Временное сопротивление, МПа |
Эквивалент углерода, % |
|
Основная труба |
Ø 530-1220 |
8,0-16,0 |
- |
до К60 |
420-590 |
£ 0,46 |
|
Чоп гладкий |
Ø 15,0-40,0 |
- |
Ст.3 по ГОСТ 380-94 |
- |
- |
£ 0,46 |
|
Сталь 10 по ГОСТ 1050-88 |
- |
|||||
|
Чоп резьбовой (болт с шестигранной головкой с резьбой по всей длине по ГОСТ 7798-70) |
Ø 8,0-30,0 |
- |
Сталь 10 |
4.8 |
- |
£ 0,46 |
|
Сталь 20 |
4.6 |
|||||
Сварочные материалы и режимы сварки |
||||||
|
№ |
Сварное соединение |
Марка электрода (тип электрода Э50А по ГОСТ 9467 (Е7016 по AWS A5.1)). |
Слои шва |
Диаметр электрода, мм |
Сварочный ток, А |
Полярность |
|
1 |
Ремонтное |
МТГ-01К, ЛБ-52У, ОК 53.70, Феникс К50Р Мод, Фокс ЕВ Пайп |
Корневая часть шва |
2,6 |
70-90 |
обратная |
|
Заполнение и облицовка |
3,0/3,2 |
90-120 |
обратная |
|||
|
Геометрические параметры углового шва |
|
|
|
Подготовка выборки внутреннего дефекта углового шва |
|
|
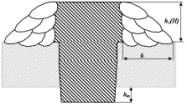
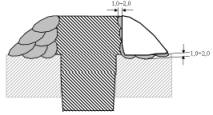
|
Параметры ремонтного шва при исправлении внутреннего дефекта углового шва |
|
|
|
Параметры ремонтного шва при исправлении подреза углового шва |
|
|
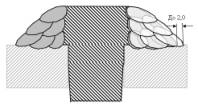
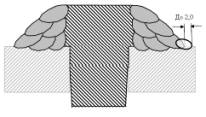
Перечень и последовательность операций сборки и сварки |
|||
№ |
Операции |
Содержание операций |
Оборудование и инструмент |
|
1 |
Очистка основной трубы |
Внешнюю поверхность основной трубы в месте установки чопа очистить в радиусе от 150 до 200 мм. |
Скребок, металлическая щетка |
|
2 |
Подготовка к сварке |
Разметку дефектного участка под исправление производит непосредственно бригадир звена сварочных работ. Длина участка вышлифовки должна превышать фактическую длину наружного или внутреннего дефектов от 1 до 3 мм в каждую сторону. Внутренние дефекты выбирают шлифмашинкой. Глубина выборки должна обеспечивать полное удаление дефекта. мастер, руководящий ремонтными работами, должен лично убедиться, что в процессе шлифовки все обнаруженные дефекты вскрыты и удалены. |
Мел (маркер по металлу), шлифмашинка. |
|
3 |
Просушка |
Просушку допускается проводить только после герметизации всех отверстий несанкционированной врезки (В случае кратной несанкционированной врезки в основной трубе располагаются несколько патрубков на небольшом расстоянии друг от друга). Выполнить просушку участка трубы, прилегающего к чопу до 50 °C. |
Пропановая горелка, контактный (бесконтактный) термометр. |
|
4 |
Сварка |
Для ремонта применяют электроды типа Э50А (Е7016) диаметром от 2,6 до 3,2 мм. Сварку электродами 2,6 мм ведут на токе от 70 до 90 А обратной полярности. Сварку электродами 3,0/3,2 мм ведут на токе от 90 до120 А обратной полярности Заполнение глубокой выборки проводят послойным наложением сварочных валиков. Высота (толщина) каждого слоя при заварке дефектного участка не должна превышать 4,0 мм. Ремонт подрезов в облицовочном слое углового шва следует выполнять ниточными швами (без предварительной выборки). Увеличение ширины облицовочного слоя в зоне ремонта не должно превышать 2,0 мм в сравнении с нормируемыми габаритами шва. |
Шаблон УШС-3, штангенциркуль, линейка, сварочный пост, шлифмашинка, дисковые проволочные щетки, абразивные круги, зубило, печь для прокалки электродов, пропановая горелка. |
|
5 |
Неразрушающий Контроль |
После зачистки поверхности проводят визуальный и измерительный контроль, ультразвуковую и капиллярную дефектоскопию сварного соединения. |
|
|
Примечания: 1. Электроды прокаливать 1 час при температуре 350 °C. 2. Минимальное расстояние сварного шва чопа от заводского или монтажного шва нефтепровода должно быть не менее 100 мм. 3. Запрещается оставлять сварные соединения незаконченными. 4. Контроль качества сварных швов должен выполняться по РД-08.00-60.30.00-КТН-046-1-05. 5. В работы необходимо выполнять требования по безопасности и охране труда при проведении работ, приведенные в ОР-13.01-45.21.30-КТН-004-2-02, ОР-15.00-45.21.30-КТН-004-1-03, РД-13.100.00-КТН-196-06. |
|||
Приложение В
(обязательное)
ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ К АТТЕСТАЦИИ ТЕХНОЛОГИИ СВАРКИ ЧОПОВ ПРИ РЕМОНТЕ ОТВЕРСТИЙ НА МН
В.1 Общие положения
В.1.1 Технологии сварки, применяемые при установке чопов на эксплуатирующихся магистральных нефтепроводах ОАО "АК "Транснефть", подлежат аттестации согласно требованиям, изложенным в настоящем приложении, разработанном с учетом РД 03-615-03 и рекомендаций НАКС по применению РД 03-615-03 и дополнительными требованиями, приведенными в настоящем РД. Аттестации подлежат также технологии сварки, применяемые для исправления дефектов (ремонта) сварных соединений.
В.1.2 Аттестация технологии сварки при установке чопов, подразделяется на исследовательскую и производственную.
В.2 Исследовательская аттестация
В.2.1 Исследовательская аттестация проводится в следующих случаях:
- при подготовке к применению новых технологий (технологических вариантов) сварки при установке чопов;
- в случае применения новых типов сварочных материалов, не регламентированных настоящим РД;
- при установке чопов на трубах иных типоразмеров или из сталей, ранее не применявшихся на объектах ОАО "АК "Транснефть".
В.2.2 Исследовательскую аттестацию выполняет ООО "Институт ВНИИСТ" по заявке организации-разработчика технологии или организации, планирующей ее использование.
В.2.3 Исследовательская аттестация проводится в соответствии с программой аттестационных испытаний, в которой должны быть указаны:
- наименование и область применения аттестуемой технологии;
- применяемые технологии сварки, области режимов сварки, виды сварных швов и типы сварных соединений;
- условия выполнения сварных соединений при установке чопов;
- методы неразрушающего контроля сварных соединений;
- виды и объемы испытаний сварных соединений методами разрушающего контроля;
- методики проведения контроля и испытаний;
- требования к количественным характеристикам показателей качества сварных соединений.
В.2.4 На основании результатов исследовательской аттестации разрабатывается технологическая документация для проведения производственной аттестации.
В.3 Производственная аттестация
В.3.1 Производственная аттестация технологии сварки выполняется аттестационными центрами системы аттестации сварочных технологий на основании заявок организаций-подрядчиков (подразделений ОАО МН), выполняющих сварочные работы при ремонте магистральных нефтепроводов ОАО "АК "Транснефть".
В.3.2 Производственная аттестация подтверждает наличие у организации-подрядчика технических, организационных возможностей и квалифицированных кадров для выполнения сварки по выбранной технологии, устанавливает соответствие механических свойств и качества сварных соединений нормативным требованиям.
В.3.3 ОАО "АК "Транснефть" формирует по согласованию с НАКС перечень аттестационных центров САСв, которым поручается проведение аттестации сварочных технологий, и осуществляет контроль их деятельности в рамках настоящего документа.
В.3.4 Первичная производственная аттестация технологии сварки выполняется в следующих случаях:
- организация-подрядчик впервые использует технологию на магистральных нефтепроводах ОАО "АК "Транснефть";
- возникла производственная необходимость внесения изменений в используемую технологию сварки, выводящих ее за пределы установленной области распространения аттестации.
В.3.5 Периодическая производственная аттестация должна проводиться через каждые 4 года при условии, что организация-подрядчик постоянно применяет технологию при установке чопов. Если перерыв в применении технологии превышает 6 месяцев, то перед возобновлением производства работ организация-подрядчик должна подтвердить возможность выполнения аттестованной технологии сварки.
В.3.6 Внеочередную аттестацию технологии сварки проводят по требованию главного сварщика АО МН в случаях, когда организация-подрядчик выполняет сварочные работы при установке чопов с систематическим неудовлетворительным качеством сварных соединений и/или нарушением требований операционных технологических карт по сварке.
В.4 Порядок подготовки и проведения производственной аттестации технологии сварки чопов
В.4.1 Основные этапы работ, связанные с организацией и проведением производственной аттестации технологии сварки, представлены в таблице В.1.
В.4.2 Заявителем производственной аттестации является организация-подрядчик, уполномоченная выполнять сварочно-монтажные работы при установке чопов на магистральных нефтепроводах. Заявка, оформленная согласно рекомендациям по применению РД 03-615-03, с приложением требуемой производственно-технологической документации направляется для рассмотрения в аттестационный центр. Для проведения внеочередной аттестации помимо заявки в аттестационный центр должно быть направлено письмо главного инженера (главного сварщика) ОАО МН с указанием установленных фактов нарушений или отклонений в применении организацией-подрядчиком ранее аттестованной технологии. К письму может быть приложена копия предписания независимого технического надзора.
В.4.3 До проведения производственной аттестации технологии сварки должны быть разработаны операционные технологические карты сборки и сварки чопов. Операционные технологические карты разрабатываются подрядчиком или уполномоченной специализированной организацией согласно требованиям настоящего документа и на основе типовых операционных технологических карт сборки и сварки чопов. Операционные технологические карты по каждой аттестуемой технологии сварки должны быть согласованы с главным сварщиком ОАО МН и представлены заявителем в аттестационный центр для разработки программы аттестации и определения параметров контрольных сварных соединений (КСС).
В.4.4 Перед проведением аттестации аттестационный центр создает комиссию. В аттестационную комиссию для проведения первичной и внеочередной аттестации технологии входят:
- специалисты аттестационного центра (не менее трех человек), аттестованные НАКСом на право участия в работе комиссий по аттестации технологии сварки;
- представитель регионального управления Ростехнадзора (по согласованию).
Дополнительно в состав комиссии могут быть включены:
- представитель Заказчика - главный сварщик АО МН (или замещающий его специалист сварочного производства III-IV уровня);
- представитель организации-подрядчика (главный сварщик или руководитель сварочных работ);
- представитель службы независимого технического надзора.
В.4.5 В аттестационную комиссию для проведения периодической аттестации технологии входят:
- специалисты аттестационного центра (не менее трех человек), аттестованные НАКСом на право участия в работе комиссий по аттестации технологии сварки;
- представитель регионального управления Ростехнадзора (по согласованию).
Дополнительно в состав комиссии могут быть включены:
- представитель организации-подрядчика (главный сварщик или руководитель сварочных работ);
- представитель службы независимого технического надзора.
Состав комиссии, программа и сроки проведения производственной аттестации должны быть утверждены приказом АЦ. Одновременно приказом организации-заявителя формируется состав специалистов из инженерно-технических работников и рабочих основных специальностей, назначается ответственный за организацию работ, утверждаются сроки работ. В приказе (или в приложении к приказу) организации-заявителя должен быть указан ответственный за регистрацию фактических параметров режима сварки контрольных соединений, а также определен единый порядок маркировки КСС для проведения неразрушающего и разрушающего контроля.
Этапы проведения производственной аттестации технологии сварки
|
Наименование этапа |
Исполнитель |
|
Разработка и согласование с ОАО МН операционных технологических карт по выполняемым технологиям сварки |
Подрядчик, специализированная организация, ОАО МН |
|
Подготовка заявки на проведение аттестации |
Подрядчик |
|
Передача заявки, копии операционных технологических карт в АЦ |
Подрядчик |
|
Определение групп однотипных производственных сварных соединений и параметров контрольных сварных соединений |
АЦ |
|
Разработка, согласование и утверждение программы аттестации |
АЦ, подрядчик |
|
Утверждение состава аттестационной комиссии |
АЦ |
|
Назначение специалистов, ответственных за организационно-технические мероприятия проведения аттестации |
Подрядчик |
|
Сварка контрольных сварных соединений |
Подрядчик |
|
Оформление карты технологического процесса сварки КСС |
АЦ, подрядчик |
|
Проведение неразрушающего и разрушающего контроля (механических испытаний) контрольных сварных соединений |
Уполномоченная лаборатория контроля качества |
|
Оформление акта производственной аттестации |
АЦ, подрядчик, ОАО МН |
|
Корректировка (при необходимости) операционных технологических карт по результатам аттестации. Согласование документов с ОАО МН |
Подрядчик, ОАО МН |
|
Подготовка и передача в НАКС заключения о готовности организации-заявителя к использованию аттестованной технологии |
АЦ |
|
Оформление и передача в АЦ свидетельства о готовности организации-заявителя к использованию аттестованной технологии |
НАКС |
|
Передача подрядчику свидетельства о готовности к использованию аттестованной технологии |
АЦ |
|
Оформление в установленном порядке в ОАО МН разрешения на начало производства сварочно-монтажных работ |
Подрядчик, ОАО МН |
В.4.6 На основании поступившей заявки аттестационная комиссия с привлечением уполномоченных специалистов организации-подрядчика разрабатывает программу производственной аттестации. Форма программы должна соответствовать рекомендациям по применению РД 03-615-03. Программа должна быть согласована с руководителем организации-подрядчика и утверждена руководителем аттестационного центра. В случае проведения внеочередной аттестации программа должна быть дополнительно согласована с ООО "Институт ВНИИСТ" как разработчиком технологии сварки и ремонта.
В.4.7 Производственную аттестацию технологии сварки следует начинать с проверки наличия у организации-подрядчика технических и организационных возможностей, а также квалифицированных кадров для выполнения сварочных работ по заявляемой технологии. Проверке подлежит правильность оформления производственно-технологической документации по сварке, ее соответствие требованиям настоящего РД, аттестационные документы специалистов сварочного производства и сварщиков, аттестационные документы специалистов по неразрушающему контролю качества, наличие сертификатов на основные и сварочные материалы, условия их хранения и подготовки к сварке, аттестационные документы на сварочное оборудование, соответствие марок и типов сварочного и вспомогательного оборудования указанным в операционных технологических картах маркам и типам, исправность сварочного оборудования и т.п.
В.4.8 Если в результате проверки установлено, что по каким-либо признакам организация-подрядчик не удовлетворяет требованиям, необходимым для производственной аттестации технологии сварки и не имеет возможности исправить выявленные недостатки за короткий период времени, АЦ оформляет соответствующее отрицательное заключение с указанием причин. В дальнейшем организация-заявитель может претендовать на аттестацию технологии сварки только после устранения выявленных несоответствий и получения разрешения в ОАО "АК "Транснефть".
В.4.9 Сварку контрольных сварных соединений следует выполнять в условиях, тождественных производственным, при обязательном присутствии представителя аттестационного центра, организации-подрядчика и представителя службы независимого технического надзора. Другие члены аттестационной комиссии могут присутствовать при сварке КСС по согласованию.
В.4.10 В процессе аттестации осуществляется регистрация всех параметров процесса.
В.4.11 В процессе сварки КСС членами аттестационной комиссии должно быть установлено соответствие содержания и последовательности выполняемых работ требованиям операционной технологической карты и настоящего РД. По результатам сварки каждого контрольного сварного соединения оформляется карта технологического процесса сварки КСС и акт производственной аттестации технологии сварки (кроме аттестации технологии сварки для ремонта сварных швов - см. п. В.6.5). Допускается оформление одного акта производственной аттестации для всех контрольных соединений, выполняемых по одной технологии сварки, при условии, что каждое КСС будет представлено в виде отдельного раздела акта.
В.4.12 Карта технологического процесса сварки КСС должна содержать следующую информацию:
- технология сварки, предъявляемая к аттестации;
- наименование конструктивного элемента нефтепровода;
- номер операционной технологической карты организации-подрядчика по сварке соответствующего производственного соединения;
- вид соединения;
- тип шва;
- идентификатор (шифр) однотипности сварных соединений*;
_____________
* Состав идентификатора однотипности сварных соединений:
|
1 |
- |
2 |
3 |
4 |
/ |
5 |
1 - обозначение способа сварки;
2 - индекс однотипности по диаметру чопа (1; 2);
3 - индекс однотипности по толщине стенки основной трубы (2; 3);
4 - индекс типа сварного соединения (С; У);
5 - обозначение вида чопа (ЧГ, ЧР).
- марка и группы основного материала, ОТТ, ГОСТ или ТУ;
- размеры и конструкция КСС;
- требования к подготовке отверстий и чопов (способ обработки, требования к зачистке);
- положение КСС в процессе сварки;
- требования к сборке стыков (тип применяемых сборочных приспособлений, параметры сборки, количество, расположение и размеры прихваток);
- применяемые сварочные материалы (марки, типы и диаметры), а также стандарт или ТУ на их поставку;
- применяемое сварочное оборудование (тип, марка);
- перечень и последовательность технологических операций, выполняемых в процессе сварки КСС;
- зарегистрированные параметры режима сварки КСС (по перечню, представленному в соответствующей технологической карте) последовательность наложения слоев шва и их количество и др.;
- наличие предварительного, средства и условия контроля температуры;
- геометрические параметры контрольного сварного соединения;
- методы и объемы неразрушающего и разрушающего контроля КСС;
- дополнительные параметры и характеристики, являющиеся существенными для выполнения КСС по аттестуемой технологии;
- дата и место сварки КСС;
- погодные условия при сварке КСС;
- Ф.И.О. сварщиков (операторов), номера и срок действия аттестационных удостоверений.
В.4.13 В заключительной части карты технологического процесса сварки КСС члены комиссии должны подтвердить соответствие или несоответствие содержания и последовательности работ требованиям операционной технологической карты и настоящего РД.
В.4.14 Типовые карты сварки чопов приведены в приложении Б настоящего документа. Карта технологического процесса сварки КСС должна быть подписана членом аттестационной комиссии и представителем организации-подрядчика, присутствовавшими при сварке. К карте технологического процесса сварки КСС должны быть приложены операционная технологическая карта сборки и сварки соответствующего производственного соединения, копии сертификатов на основные и сварочные материалы.
В.4.15 Типовая форма акта производственной аттестации представлена в РД-08.00-60.30.00-КТН-050-1-05 (приложение В). Акт производственной аттестации технологии должен быть подписан всеми членами аттестационной комиссии при условии положительных результатов неразрушающего и разрушающего контроля КСС. Акт производственной аттестации технологии сварки является основанием для окончательной корректировки (редактирования) технологической документации организацией-подрядчиком, ее утверждения и согласования с АО МН.
В.4.16 Для выполнения контрольных сварных соединений следует применять аттестованное и готовое к работе сварочное и вспомогательное оборудование и приспособления, обеспечивающие соблюдение требований операционной технологической карты, а также контроль режимов сварки в пределах устанавливаемых диапазонов. Контрольно-измерительные приборы сварочного оборудования и установок должны быть поверенными в установленные сроки. Сварочные материалы - аттестованы и подготовлены к сварке в соответствии с требованиями действующих НД и ПТД.
В.4.17 Специалисты организации-заявителя, участвующие в аттестации технологии, а также сварщики, выполняющие контрольные сварные соединения, должны быть аттестованы в соответствии с требованиями ПБ 03-273-99, РД 03-495-02 и ОР-07.00-45.25.40-КТН-001-2-01. Количество сварщиков (операторов), выполняющих сварку КСС, должно соответствовать требованиям операционной технологической карты.
В.4.18 После выполнения контроля всех КСС в объеме, предусмотренном программой производственной аттестации, организация-заявитель на основании соответствующих заключений (протоколов, актов) лаборатории контроля качества оформляет сводные таблицы результатов контроля. Сводные таблицы с приложением заверенных копий заключений (протоколов, актов) должны быть переданы в АЦ для оформления заключения о готовности организации-заявителя к использованию аттестованной технологии сварки.
В.4.19 При положительных результатах первичной аттестации в операционные технологические карты вносятся все изменения параметров сварки, зафиксированные в процессе аттестации, а также производится корректировка разделов по сборке и сварке.
В.4.20 Если по каким-либо видам механических испытаний в процессе первичной аттестации получены неудовлетворительные результаты, то по решению комиссии могут быть проведены испытания дополнительных образцов или повторная сварка и испытания дополнительных стыков (соединений).
Если неудовлетворительные показатели получены по результатам неразрушающего контроля из-за недопустимых дефектов сварки, то по согласованию с АЦ может быть проведена сварка и испытание одного дополнительного стыка (соединения).
Если при повторных испытаниях вновь будут получены отрицательные результаты, решение о новых аттестационных испытаниях данной технологии сварки может быть принято АЦ совместно с МН после выявления и устранения организацией-подрядчиком причин неудовлетворительных результатов испытаний.
В.5 Определение основных параметров однотипности сварных соединений при проведении производственной аттестации технологий сварки чопов
В.5.1 В состав основных параметров, определяющих однотипность производственных сварных соединений, выполняемых при установке чопов на нефтепроводах, входят:
- способ сварки;
- диаметр чопа;
- толщина стенки основной трубы;
- тип сварного соединения;
- вид сварного шва
- типа чопа.
Кроме того, при объединении в одну группу однотипных сварных соединений принимается во внимание:
- тип (марка) сварочных материалов;
- вид покрытия электродов;
- положение при сварке;
- тип сборочного приспособления и дополнительной оснастки;
- вид ремонта.
Изменение любого из вышеперечисленных параметров (или выход его численных значений за групповые рамки) делает необходимым проведение новой производственной аттестации.
В.5.2 Способ сварки. Для сварки чопов применяется ручная дуговая сварка покрытыми электродами. Обозначение - РД.
В.5.3 Вне зависимости от прочностного класса основной трубы для герметизации отверстий применяют чопы класса прочности не выше К46 (группа прочности М01).
В.5.4 Диаметр чопа. Чопы для герметизации отверстий имеют диаметр рабочей части от 8 мм до 40 мм. Группы диаметров чопов приведены в таблице В.3.
Таблица В.3
Диапазоны диаметров головок чопов, обвариваемых угловым швом
|
Диапазон номинальных диаметров чопов |
Номер группы (индекс однотипности по диаметру) |
|
До 12 мм включительно |
1 |
|
Свыше 12 до 40 мм включительно |
2 |
В.5.5 Толщина стенки основной трубы. Чопы для устранения несанкционированных врезок устанавливают на трубопроводах с толщиной стенки 8 мм до 19 мм включительно. Группы однотипности по толщине приведены в таблице В.4.
Таблица В.4
Диапазоны номинальных толщин основной трубы
|
Диапазон номинальных толщин |
Номер группы (индекс однотипности по толщине) |
|
От 8 до 12 мм включительно |
2 |
|
Свыше 12 до 19 мм включительно |
3 |
В.5.6 Тип сварного соединения. Для сварки гладких чопов диаметром от 8 до 12 мм применяется условно стыковое сварное соединение. Индекс однотипности - С. Для сварки гладких чопов диаметром от 15 до 40 мм и резьбовых чопов диаметром от 8 до 30 мм применяется угловое сварное соединение. Индекс однотипности - У.
В.5.7 Вне зависимости от температуры окружающего воздуха при установке чопов используют предварительный подогрев до (50+20) °C (просушку).
В.5.8 Вид сварного шва. Для сварки гладких чопов диаметром от 8 до 12 мм применяется условно стыковой сварной шов. Индекс однотипности - СШ. Для сварки гладких чопов диаметром от 15 до 40 мм и резьбовых чопов диаметром от 8 до 30 мм применяется угловой сварной шов. Индекс однотипности - УШ.
В.5.9 Тип чопа. Для герметизации отверстий используют два вида чопов: чоп гладкий (индекс однотипности - ЧГ) и чоп резьбовой (индекс однотипности - ЧР).
В.5.10 Вид покрытия электродов. Для сварки чопов применяют электроды с основным видом покрытия. Индекс однотипности - Б.
В.5.11 Положение при сварке. Сварку гладких чопов диаметром 8÷12 мм производят в нижнем стыковом положении. Индекс однотипности - Н1. Сварку гладких чопов диаметром от 15 до 40 мм и резьбовых чопов диаметром от 8 до 30 мм производят в нижем тавровом положении. Индекс однотипности - Н2.
В.5.12 Тип сборочного приспособления и дополнительной оснастки. Для изготовления отверстий под чопы используют пневматические сверлильные машины на магнитном основании, устанавливаемые на платформу, закрепляемую на трубе цепным механизмом.
В.5.13 Для установки гладких чопов применяют специальное удлинительное приспособление (приложение А настоящего документа).
В.5.14 Для сварки гладких чопов диаметром от 8 до 12 мм используют технологические пластины размером 100´30 толщиной от 2 до 3 мм из Ст. 3, стали 10, 20.
В.5.15 Для нарезания резьбы для установки резьбовых чопов применяют машинные метчики. Для затягивания резьбовых чопов применяют динамометрический ключ с набором насадок под шестигранную головку.
В.5.16 Вид ремонта. В состав основных параметров однотипности производственных сварных соединений, выполняемых при исправлении (ремонте) выявленных по результатам неразрушающего контроля дефектов сварного шва, следует включать следующие виды ремонта:
- Вид 1 - ремонт внутренних дефектов заполняющих и облицовочного слоя (кроме подрезов) с частичной выборкой шва снаружи трубы;
- Вид 2 - ремонт подрезов в облицовочном слое.
В.6 Контрольные сварные соединения
В.6.1 Для каждой группы однотипных сварных соединений необходимо выполнить одно или несколько контрольных сварных соединений. Виды контрольных сварных соединений, выполняемых в процессе аттестации технологий сварки при установке чопов, представлены в таблице В.5.
Таблица В.5
Виды контрольных сварных соединений
|
Номер и наименование специальных сварных соединений |
Вид контрольного сварного соединения |
|
1. Сварка гладких чопов диаметром от 8 до12 мм включительно |
Условно стыковое сварное соединение приварки чопа к основной трубе |
|
2. Сварка гладких чопов диаметром от 15 до 40 мм включительно |
Угловое (тавровое) сварное соединение приварки чопа к основной трубе |
|
3. Сварка резьбовых чопов диаметром от 8 до 30 мм включительно |
Угловое (тавровое) сварное соединение приварки чопа к основной трубе |
В.6.2 Перед сваркой КСС внутри сосуда с установленным (забитым или завернутым чопом) должно быть создано избыточное гидростатическое давление воды 0,01-0,03 МПа. Сварку начинают только при отсутствии выхода воды вместе установки чопа. Указанный уровень давления должен поддерживаться до окончания сварки.
В.6.3 Число КСС для каждой группы соединений должно быть достаточным для регистрации параметров процесса, проведения сопутствующего, визуального и измерительного, неразрушающего контроля физическими методами, а также разрушающего контроля - механических испытаний сварных соединений. Количество и размеры КСС должны отражаться в программе аттестационных испытаний.
В.6.4 Сварку следует производить с использованием труб, материалов и оборудования, которые указаны в технологической карте.
В.6.5 Аттестацию технологии сварки, применяемой для исправления дефектов (ремонта) сварных швов, следует проводить путем выборки механическим способом дефектного (условно) участка с последующей заваркой и контролем. Аттестация технологии сварки для всех видов ремонта, представленных в операционной технологической карте организации-заявителя, производится единовременно.
В.7 Контроль качества контрольных сварных соединений
В.7.1 Контроль качества КСС должен выполняться уполномоченной и аттестованной в установленном порядке лабораторией контроля качества, имеющей в штате аттестованных специалистов по соответствующим методам контроля.
В.7.2 При сварке проводят сопутствующий контроль. Результат контроля положителен, если в месте сварки КСС отсутствует выход воды или пара.
В.7.3 Неразрушающий контроль качества КСС производят методами, предусмотренными РД-08.00-60.30.00-КТН-046-1-05 в объемах раздела 7 настоящего РД.
В.7.4 В процессе производственной аттестации должны быть проведены следующие механические испытания и замеры:
- испытания образцов на излом с надрезом (Nick Break);
- оценка качества установки чопа на макрошлифах.
Схема вырезки и образцы из сварных соединений приведены на рисунках В.1-В.3. Необходимое число образцов представлено в таблице В.6.
В.7.5 При испытании на излом с надрезом результат считается положительным, если на поверхности излома сварного шва:
- отсутствуют несплавления по кромкам и между слоями сварного шва;
- нет трещин;
- максимальный размер обнаруженных пор не превышает 2,0 мм;
- суммарная площадь обнаруженных пор не превышает 2 % от площади излома шва;
- ширина шлаковых включений не превышает 0,8 мм, а длина - 3,0 мм;
- расстояние между соседними шлаковыми включениями не менее 12,0 мм.
В.7.6 При оценке качества установки чопа по макрошлифу испытание считается положительным, если
- сварной шов удовлетворяет требованиям п. В.7.4;
- гладкий чоп забит без перекоса и глубина уплотнения соответствует требованиям таблиц 5.2 и 5.3 настоящего документа;
- резьбовой чоп завернут на всю толщину стенки трубы. Выступы резьбы чопа и отверстия плотно прилегают друг к другу по всей длине чопа. Резьба не сорвана.
В.7.7 По результатам производственной аттестации Аттестационный центр составляет заключение о готовности организации - заявителя к использованию аттестованной технологии. Заключение должно быть подписано председателем и членами аттестационной комиссии с указанием фамилий и должностей. Заключение должно быть согласовано с руководителем организации-заявителя и утверждено руководителем Аттестационного центра, выполнявшего производственную аттестацию.
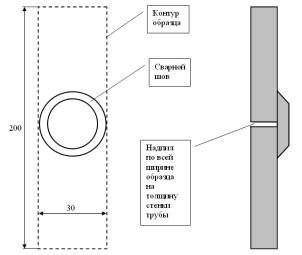
Рисунок В.1 - Схема вырезки и образец для испытаний на излом при аттестации технологии сварки гладких чопов диаметром от 8 до 12 мм
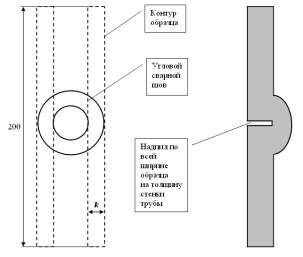
Рисунок В.2 - Схема вырезки и образцы для испытаний на излом углового сварного шва при аттестации технологии сварки гладких чопов диаметром от 15 до 40 мм и резьбовых чопов диаметром от 8 до 30 мм
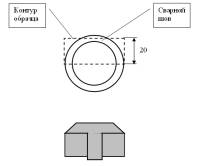
Рисунок В.3 - Схема вырезки и образец для макрошлифа
Типы и количество образцов для механических испытаний при аттестации технологии сварки
|
Вид чопа |
Тип сварного шва |
Испытание на излом с надрезом (Nick Break) |
Оценка макрошлифов |
|
Гладкие чопы диаметром 8÷12 мм |
Условно стыковой |
2 образца |
2 образца |
|
Гладкие чопы диаметром 15÷40 мм |
Угловой |
4 образца |
2 образца |
|
Резьбовые чопы диаметром 8÷30 мм |
Угловой |
4 образца |
2 образца |
В.8 Область распространения результатов производственной аттестации технологии сварки
В.8.1 Область распространения результатов производственной аттестации определяет диапазон допустимых изменений конструктивных и технологических параметров в рамках заявленных условий, исходя из характеристик выполненных контрольных сварных соединений.
В.8.2 Область распространения результатов аттестации может быть сокращена по сравнению с интервалами однотипности сварных соединений.
В.8.3 Область распространения результатов производственной аттестации не должна выходить за пределы технологических возможностей применяемого специализированного оборудования.
В.8.4 Результаты аттестации технологий и сварки чопов на нефтепроводах из конкретной марки стали распространяются на другие марки сталей, входящих в одну группу с материалом КСС при условии использования одних марок сварочных материалов в соответствии с таблицей В.7.
Таблица В.7
Область распространения результатов аттестации в зависимости от группы основных материалов КСС
|
Группа сталей контрольного сварного соединения (основная труба) |
Область распространения |
|
М01 (1) |
М03 (2), М01 (1) |
|
М03 (2) |
М03 (2), М01 (1) |
В.8.5 Область распространения результатов аттестации технологии сварки чопов в зависимости от толщин стенок основной трубы приведена в таблице В.8.
Таблица В.8
Область распространения результатов аттестации в зависимости от толщины стенки основной трубы КСС
В.8.6 Область распространения по режимам сварки (сварочный ток, напряжение на дуге, скорость сварки, скорость подачи проволоки и т.п.) устанавливают в рамках операционных технологических карт по сварке, представляемых организацией-заявителем и скорректированных по результатам аттестации. При изменении состава параметров режима сварки, а также изменении их значений за пределы установленной области интервалов, указанных в обновленной редакции операционных технологических картах, требуется проведение новой аттестации.
В.8.7 В область распространения результатов аттестации технологий сварки, выполняемых при исправлении дефектов (ремонте) сварного шва должна включать вид ремонта.
В.8.8 По результатам аттестации технологии сварки чопов в установленную область распространения производственной аттестации технологии (приложение к заключению аттестационного центра) следует включать параметры согласно следующему перечню:
- способ сварки;
- характер выполняемых работ;
- конструктивный элемент нефтепровода;
- группы основных материалов (сталей);
- сварочные материалы;
- вид покрытия электродов (для способа РД);
- тип шва;
- тип соединения;
- вид соединения;
- тип чопа;
- диапазон диаметров свариваемых деталей, мм;
- диапазон толщин свариваемых деталей, мм;
- вид ремонта (для технологий сварки, применяемых при исправлении дефектов сварных швов);
- положение при сварке;
- необходимость подогрева;
- вид, тип (марка) сварочного оборудования;
Помимо указанных параметров должны быть также приведены обозначение настоящего РД и шифры операционных технологических карт, скорректированных и утвержденных организацией-подрядчиком по результатам аттестации.
В.9 Оформление документации по результатам производственной аттестации технологий сварки чопов
В.9.1 По результатам производственной аттестации технологии сварки аттестационная комиссия составляет заключение о готовности организации-заявителя к использованию аттестованных технологий. Заключение составляют в двух экземплярах на основании первичных документов - операционных технологических карт, технологической инструкции по сварке, сертификатов на основные и сварочные материалы, протоколов (карт технологических процессов) сварки КСС, актов, протоколов и заключений по контролю качества КСС.
В.9.2 Заключение оформляется на один способ сварки по результатам контроля КСС с учетом области распространения результатов аттестации и заявленных условий.
В.9.3 Если аттестационной комиссией установлено, что организация-заявитель по каким-либо признакам не удовлетворяет требованиям, необходимым для производственной аттестации технологии, а также в случае получения итоговых отрицательных результатов контроля КСС, АЦ оформляет соответствующее отрицательное заключение с указанием мотивированной причины отказа в оформлении положительного заключения. Организация-заявитель должна выявить и устранить причины отрицательных результатов аттестации. Для выявления причин могут быть привлечены специалисты аттестационного центра (по согласованию). Допускается повторное проведение аттестации после письменного уведомления аттестационного центра со стороны организации-заявителя об устранении выявленных недостатков. Сроки повторной аттестации устанавливает аттестационная комиссия АЦ совместно с организацией-заявителем. В том случае если повторная аттестация проводится по причине неудовлетворительного качества КСС, то должна быть выполнена сварка и контроль удвоенного количества КСС.
В.9.4 Аттестационные центр направляет заключение аттестационной комиссии с приложениями в НАКС. На основании проведенной экспертизы представленных АЦ документов в НАКС оформляется свидетельство о готовности организации-заявителя к использованию аттестованной технологии.
В.9.5 Аттестационные центр передает оформленное свидетельство организации-заявителю для получения в АО МН разрешения на начало производства сварочно-монтажных работ при установке чопов на нефтепроводах ОАО "АК Транснефть" с применением аттестованной технологии сварки.
В.10 Требования к квалификации и допускные испытания сварщиков
В.10.1 К сварке чопов на нефтепроводах допускаются сварщики, аттестованные в соответствии с требованиями ОР-07.00-45.25.40-КТН-001-2-01, ПБ 03-273-99 и РД 03-495-02 и имеющие соответствующее удостоверение.
В.10.2 Перед началом работ по сварке чопов сварщики должны пройти допускные испытания в соответствии с требованиями настоящего раздела.
В.10.3 Целью допускных испытаний сварщиков является определение их способности выполнить качественное сварное соединение по технологии, прошедшей производственную аттестацию.
В.10.4 Сварщик может проходить допускные испытания на выполнение сварных соединений, выполняемых при установке чопов одного или нескольких типов.
В.10.5 Сварщик, выполнивший сварку контрольного соединения при аттестации технологии сварки, считается прошедшим допускные испытания и может не выполнять сварку допускных стыков. Данное положение действительно при условии, что с даты сварки КСС при аттестации технологии сварки прошло не более 3 месяцев.
В.10.6 Для допускных испытаний сварщиков рекомендуется использовать сварные соединения чопов, аналогичные видам контрольных сварных соединений, выполняемых при аттестации технологии.
В.10.7 Катушки труб, подготовленные для сварки допускных соединений, должны обеспечивать возможность проведения всего комплекса сборочно-сварочных работ, предусмотренной настоящим документом для установки чопов (в том числе п. В.6.2).
В.10.8 В процессе допускных испытаний сварщик должен выполнять все требования операционной технологической карты, использовать оборудование, соблюдать технику сварки.
В.10.9 Допускное сварное соединение должно выполняться в присутствии представителя службы независимого технического надзора при обеспечении непрерывного пооперационного контроля и последовательной оценки качества операций.
В.10.10 Каждый сварщик в процессе допускных испытаний должен выполнить не менее одного сварного соединения по аттестованной и утвержденной технологии.
В.10.11 Допускные сварные соединения подвергают:
- пооперационному (сопутствующему) контролю в процессе сварки;
- визуально-измерительному контролю;
- неразрушающим методам контроля, регламентированным настоящим РД;
- испытаниям на излом с надрезом;
- оценке правильности установки чопа на макрошлифах.
В.10.12 Для каждого вида испытаний допускных сварных соединений устанавливается минимальное количество образцов:
- испытание условно стыкового шва на излом с надрезом - по 1 образцу из допускного сварного соединения.
- испытание углового шва на излом с надрезом - по 2 образца из допускного сварного соединения.
- оценка установки чопа по макрошлифу - по 1 образцу из допускного сварного соединения.
В.10.13 Вырезка темплетов для изготовления образцов для разрушающего контроля допускных сварных соединений должна проводиться по аналогии с процедурой аттестации технологии сварки.
В.10.14 Сварной шов считается годным, если он отвечает требованиям по всем методам контроля, регламентированным для оценки качества данного допускного соединения. В этом случае сварщик признается выдержавшим испытания, что должно быть подтверждено Протоколом допускных испытаний, и получает допуск к работам по сварке чопов при устранении несанкционированных врезок на магистральных нефтепроводах. Если по какому-либо виду контроля получены отрицательные результаты, разрешается выполнить сварку и контроль двух других допускных соединений. В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из соединений, сварщик признается не выдержавшим допускные испытания. К повторным испытаниям сварщик может быть допущен только после дополнительного обучения.
В.10.15 По результатам допускных испытаний на каждого сварщика оформляется Допускной лист, а также составляется список сварщиков для выполнения работ на объекте. Допускной лист подписывается главным сварщиком организации-подрядчика и представителем службы технического надзора. Руководитель (главный инженер) организации-подрядчика утверждает допускной лист.
В.10.16 Срок действия Допускного листа определяется на время выполнения сварщиком работы, по которой он прошел допускные испытания.
В.10.17 Повторные допускные испытания сварщика назначают в следующих случаях:
- если он имел перерыв в работе более трех месяцев;
- если вследствие производственной необходимости в содержание операционной технологической карты внесены изменения, требующие проведения производственной аттестации технологии сварки.
Приложение Г
(обязательное)
ФОРМЫ ИСПОЛНИТЕЛЬНОЙ ДОКУМЕНТАЦИИ НА УСТАНОВКУ ЧОПОВ ПРИ РЕМОНТЕ ОТВЕРСТИЙ НА МН
Г.1 Пример заполнения типовой формы акта на сварку чопов
|
РУМН ________________________ Несанкционированная врезка в МН РСУ ________________________ А-Судженск - Красноярск Ø1220 мм, 119,026 км Участок ________________________ на сварку стыков, выполненных при установке чопов при ликвидации несанкционированной врезки на МН от "____"________________ ______г. Мы, нижеподписавшиеся, производитель работ _________________________________ должность, организация, ФИО представитель технадзора_____________________________________________________ должность, организация, ФИО и представитель лаборатории неразрушающего контроля качества ___________________________________________________________ должность, организация, ФИО составили настоящий акт в том, что в нашем присутствии произведена установка гладкого чопа в нефтепровод диаметром 1220´15 мм, освобожденный от нефти до верхней образующей. Тип чопа - гладкий чоп (ЧГ) Диаметр чопа - 40 мм. Материал трубы сталь 17Г1СУ. Чоп изготовлен из Ст.3. Место установки чопа было проконтролировано ВИК, ПВК и УЗК и признано годным. При сварке использовались электроды марки ОК 53.70. Сварка осуществлялась в соответствии с технологической картой №…. Сварные швы проконтролированы ВИК, ПВК, УЗК. Заключение ВИК № ……….. от "______"______________ 200_ г. Заключение ПВК № ……… от "______"______________ 200_ г. Заключение УЗК № ……….. от "______"______________ 200_ г. и признаны годными. Производитель работ ___________________________ подпись Представитель Технадзора ______________________ подпись Представитель лаборатории Неразрушающего контроля качества ______________ подпись
|
Г.2 Типовая форма допускного листа сварщика
|
ДОПУСКНОЙ ЛИСТ СВАРЩИКА от "______" ________________________ г. __________________________________________________________________________________________ (фамилия, инициалы сварщика) Удостоверение, №, выдано когда, кем, действительно до __________________________ ____________________________________________________________________________ Разряд, шифр, клеймо ________________________________________________________ Стаж работы _______________________________________________________________ (лет) Теоретическая подготовка (Дополнительные требования к аттестации сварщиков и специалистов сварочного производства, допускаемых к работам на объектах системы магистральных нефтепроводов ОАО "АК "Транснефть") _____________________________ (удовлетворительно) Допущен к ручной дуговой сварке электродами с покрытием основного вида углового шва приварки головки чопа к основной трубе в нижнем (тавровом) пространственном положении. Тип электродов: Э50 (Е7016) Допускные сварные соединения сварены __________ в дата соответствии с технологической картой №……. Заключения по контролю качества допускного стыка (контрольных сварных соединений): Визуально-измерительный контроль №_________ от "______"_______20_______г. Цветная дефектоскопия №_________ от "______"_______20 _______г. Ультразвуковой контроль №_________ от "______"_______20 _______г. Механические испытания №_________ от "_____" ________20 _______г. Практическая подготовка_____________________________________________________ (удовлетворительно) Допускной лист выдан на основании заключений по неразрушающему контролю качества сварных соединений и по результатам механических испытаний сварных соединений. №№ _________________ от "________" ____________________20 _________г.
_____________ * Подписывается при сварке допускных сварных соединений в АУЦ. ** Подписывается при сварке допускных сварных соединений на месте производства работ.
|
Г.3 Пример заполнения схемы сварных соединений при установке чопов на МН
|
РУМН __________ РСУ _________Н/п А-Судженск - Красноярск Ø1220 мм, 119,026 км Участок _________ Схема
сварных соединений при установке чопов на МН 1. Нефтепровод 1220×12 мм, ТУ (ГОСТ) 2. Марка стали 17Г1СУ, (Сэкв - 0,40) 3. Нормативный предел прочности 540 МПа 4. Ремонтная конструкция - гладкий чоп (ЧГ) 5. Последовательность сварки чопа приведена на рисунке 1. 6. Технологическая карта №…… 7. Температура предварительного подогрева +50 °C (просушка). 8. Межслойная температура в процессе сварки 50 - 70 °C. 9. Температура окружающего воздуха - минус 10 °C. 10. Сведения по сварному стыку приведены в табл. 1
|
|
|
|
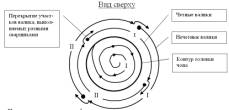
Таблица 1
Сведения по свариваемым ремонтным конструкциям
|
Порядковый номер стыка по сварочному журналу/ схеме |
Диаметр и толщина стенки привариваемых к трубе элементов или свариваемых между собой, мм |
Марка стали привариваемых элементов, Сэкв. |
Способ и пространственное положение в процессе сварки |
Клейма сварщиков |
Приемка стыка после сварки |
Приемка стыка после ремонта |
||||||
|
ВИК, номер заключения, дата |
ПВК, номер заключения, дата |
УЗК, номер заключения, дата |
РД, номер заключения |
Дата ремонта |
ВИК, номер заключения, дата |
ПВК, номер заключения, дата |
УЗК, номер заключения, дата |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
|
1 |
ЧГ Ø 40×16 |
Ст. 3 |
РД, Н2 |
1; 2; |
№ 6ВК, 15.02.06 |
№ 6ЦД, 15.02.06 |
№ 6УК, 15.02.06 |
- |
- |
- |
- |
- |
|
Производитель работ _________________________ Должность, организация, ФИО
|
Представитель Технадзора _______________________ Должность, организация, ФИО
|
Представитель лаборатории НК ________________________ Должность, организация, ФИО |
Г.4 Типовая форма журнала изоляционно-укладочных работ и ремонта изоляции
РУМН __________
РСУ _________
Участок _________
Журнал
изоляционно-укладочных работ и ремонта изоляции нефтепровода ____________
диаметром ______мм на участке км/ПК
(Изоляция участка установки чопа на действующий нефтепровод)
|
Дата проведения работ |
Температура окружающего воздуха, °C |
Изоляция участка установки чопа и прилегающих участков трубопровода |
Результаты проверки качества (адгезии, толщины, сплошности, температуры размягчения битумного покрытия) Заключение о качестве изоляционного покрытия |
|||
|
Степень очистки поверхности трубы перед нанесением изоляции |
Конструкция, типы, марки применяемых материалов |
Фактическая температура подогрева перед изоляцией, °C |
||||
|
Поверхности трубы |
Битумной мастики |
|||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
|
|
|
|
|
|
Производитель работ ___________________________
Должность, организация, ФИО
Представитель
технадзора ___________________________
Должность, организация, ФИО
Представитель лаборатории
неразрушающего контроля ___________________________
Должность, организация, ФИО
Г.5 Типовая форма списка сварщиков, выполнявших работы при устранении несанкционированной врезки
|
МН |
Объект |
|
|
Нефтепровод |
|
|
км/ ПК |
|
|
Ремонт несанкционированной врезки |
Список сварщиков, выполнявших работы при установке чопов
|
№ п/п |
Ф.И.О. |
Клеймо сварщика |
Шифр аттестационного удостоверения НАКС, срок действия |
Метод сварки |
Шифр техкарты, перечень сварных соединений * |
Основание для допуска ** |
|
1 |
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
_____________
* Перечень выполняемых сварных соединений при установке чопа на действующий нефтепровод:
1 - условно стыковое; 2 - угловое (тавровое)
** Основанием для допуска к выполнению работ является допускной лист сварщика.
Производитель работ ____________________ _____________ ________________
ФИО подпись дата
Представитель технадзора ________________ _____________ ________________
ФИО подпись дата
Начальник лаборатории
неразрушающего контроля ________________ _____________ ________________
ФИО подпись дата
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/58284/
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|