
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ОСТ 36-59-81 Контроль неразрушающий. Сварные соединения трубопроводов и конструкций. Радиографический метод.СССР ОТРАСЛЕВОЙ СТАНДАРТ КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ.
СВАРНЫЕ СОЕДИНЕНИЯ Радиографический метод ОСТ 36-59-81 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПРИКАЗОМ Министерства монтажных и специальных строительных работ СССР от 20 июля 1981 г. № 197. ИСПОЛНИТЕЛИ: Ю.B.Попов, канд.техн.наук (руководитель темы), Л.Н. Прокофьева, Л.С. Денисов, Е.Н. Орса, В.Ф. Назаренко, Г.Д. Шкуратовский, B.А. Цечаль. СОГЛАСОВАН: Главное техническое управление Минмонтажспецстроя СССР. Заместитель начальника Г.А. Сукальский. Содержание
ОТРАСЛЕВОЙ СТАНДАРТ
Приказом Министерства монтажных и специальных строительных работ СССР от 20 июля 1981 г. № 197 срок введения установлен с 1 июля 1982 г. Настоящий стандарт распространяется на сварные соединения трубопроводов и конструкций из металлов и сплавов, выполненные сваркой плавлением, и устанавливает требования к неразрушающему контролю радиографическим методом с применением рентгеновского и гамма-излучений, радиографической пленки и электрорадиографических пластин. Стандарт обязателен для организаций и предприятий Министерства монтажных и специальных строительных работ СССР. Необходимость применения метода, объем радиографического контроля и требования к качеству сварных соединений должны быть установлены в нормативно-технической документации на сварные конструкции и трубопроводы. 1. НАЗНАЧЕНИЕ МЕТОДА1.1. Радиографический контроль предназначен для выявления в сварном шве и около шовной зоне трещин, не проваров, пор, металлических (вольфрамовых) и неметаллических (шлаковых) включений, а также недоступных для внешнего осмотра наружных дефектов - смещений кромок, вогнутости корня шва, прожогов, подрезов, превышений проплавов и т.п. 1.2. Виды и размеры дефектов, выявление которых не обеспечивается радиографическим контролем, устанавливаются ГОСТ 7512-75. 1.3. Электрорадиографические пластины допускается применять взамен радиографической пленки при обеспечении требуемой чувствительности контроля. Возможность применения электрорадиографического способа устанавливает ГОСТ 20426-75. 2. ТРЕБОВАНИЯ К АППАРАТУРЕ И МАТЕРИАЛАМ2.1. В качестве источников излучения при радиографическом контроле сварных соединений должны использоваться рентгеновские аппараты и радиоизотопные дефектоскопические источники излучения. Рекомендуемые типы рентгеновских аппаратов, радиоизотопных источников и гамма-дефектоскопов приведены в справочных приложениях 1, 2, 3, 4. Допускается применение аналогичной зарубежной аппаратуры. 2.2. При радиографическом контроле сварных соединений должны использоваться радиографические технические пленки типа РТ. Допускается применение других типов радиографических пленок, обеспечивающих получение требуемой чувствительности контроля. Перед применением каждой новой партии радиографической пленки должна определяться пригодность ее для проведения радиографического контроля. С этой целью проявляется и фиксируется одна из неэкспонированных пленок, подготовленных к применению. При этом величина вуали не должна превышать 0,25 единиц оптической плотности. 2.3. При электрорадиографическом контроле сварных соединений следует применять электрорадиографические аппараты, указанные в справочном приложении 4, и пластины по ГОСТ 22020-76. 2.4. Характеристики отечественных радиографических пленок и электрорадиографических пластин приведены в справочных приложениях 5, 6. 2.5. Электрорадиографические пластины должны иметь чистую гладкую поверхность. Пластина не должна иметь дефектов, которые могут затруднить расшифровку радиограмм. 2.6. Электрорадиографические пластины и радиографические пленки должны быть заряжены в светонепроницаемые кассеты. Рекомендуется использовать кассеты для радиографической пленки по ГОСТ 15843-79. 2.7. Для защиты от рассеянного излучения кассету с пленкой (электрорадиографической пластиной) со стороны, противоположной источнику излучения, следует защищать свинцовыми экранами. В качестве защитных свинцовых экранов следует использовать свинцовую фольгу или листы толщиной от 1,0 до 3,0 мм по ГОСТ 9559-75. 2.8. При просвечивании на пленку следует применять металлические экраны по ГОСТ 15843-79. Допускается применение флуоресцирующих усиливающих экранов, если при этом обеспечивается требуемая чувствительность радиографического контроля. Для электрорадиографических пластин усиливающие экраны не применяются. 2.9. Для маркировки радиограмм следует использовать маркировочные знаки в виде цифр и букв русского и латинского алфавитов, а также дополнительные знаки в виде стрелок, тире и т.п. по ГОСТ 15843-79. 2.10. Размеры маркировочных знаков необходимо выбирать по табл. 1. Таблица 1мм
2.11. Разметку и маркировку сварных соединений следует выполнять быстросохнущей краской или другим способом, обеспечивающим сохранение маркировочных знаков до окончательной приемки сварного соединения. 3. ПОДГОТОВКА К КОНТРОЛЮ3.1. Радиографический контроль сварного соединения следует выполнять по заявке. Образец заявки приведен в рекомендуемом приложении 7. Заявки регистрируются лабораторией в порядке поступления. 3.2. Сварные соединения, подлежащие радиографическому контролю, должны подвергаться внешнему осмотру. При этом должны быть выявлены и устранены наружные дефекты, а также неровности, которые могут затруднить расшифровку радиограмм. Сварные соединения, не принятые по результатам внешнего осмотра к радиографическому контролю не допускаются. 3.3. Разметку и маркировку сварного соединения следует производить после устранения дефектов, выявленных внешним осмотром. 3.3.1. Разметка сварного соединения должна производиться с помощью измерительного инструмента. 3.3.2. Разметку сварного соединения на участки следует производить как со стороны источника излучения, так и со стороны установки кассеты, за исключением сварных соединений трубoпpоводов, для которых разметка ведется по периметру сварного шва по часовой стрелке по ходу продукта. 3.3.3. Плоские сварные соединения следует размечать на участки, длина которых должна быть меньше длины пленки или электрорадиографической пластины на величину, обеспечивающую перекрытие изображения смежных участков, установленную ГОСТ 7512-75. 3.3.4. Сварные соединения трубопроводов диаметром 219 мм и более следует размечать на участки длиной 100 мм каждый. 3.3.5. Сварные соединения трубопроводов диаметром менее 219 мм следует размечать на участки длиной 50 мм каждый. 3.3.6. Последний участок сварного соединения может иметь длину меньшую, чем 100 мм или 50 мм. 3.3.7. При разметке сварных соединений трубопроводов начало первого участка должно находиться на линии, проходящей через центр клейма дефектоскописта перпендикулярно оси сварного шва. 3.3.8. Сварные соединения трубопроводов диаметром менее 150 мм, контролируемые по схемам, приведенным на черт. 1 д, е, за две экспозиции, размечаются на четыре равных участка таким образом, чтобы при просвечивании пучок излучения проходил через середины противолежащих участков. 3.3.9. Маркировка радиограмм знаками должна включать: индекс объекта, дату выполнения контроля, номер клейма дефектоскописта, номер кассеты, номер контролируемого участка сварного соединения, номер клейма сварщика и маркировочные знаки координатного пояса. 3.3.10. При повторном (после исправления дефектного участка сварного соединения) контроле в маркировку радиограммы в конце группы маркировочных знаков добавляется порядковый номер проведения повторного контроля "П1" или "П2". Схемы контроля сварных соединений трубопроводов |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Источник гамма-излучения |
Толщина просвечиваемого материала, мм |
||
|
сплавы на основе железа, меди |
сплавы на основе титана |
сплавы на основе алюминия |
|
|
Тулий-170 |
1-20 |
2-40 |
3-70 |
|
Селен-75 |
5-30 |
7-50 |
20-200 |
|
Иридий-192 |
5-80 |
10-120 |
40-350 |
|
Цезий-137 |
10-120 |
20-150 |
50-350 |
|
Кобальт-60 |
30-200 |
60-300 |
200-500 |
3.5.2. Напряжение на рентгеновской трубке следует выбирать по табл. 3.
Таблица 3
|
Толщина просвечиваемого материала, мм |
Напряжение на рентгеновской трубке, кВ, не более |
||
|
сталь, сплавы на основе меди |
сплавы на основе титана |
сплавы на основе алюминия и магния |
|
|
0,4 |
1 |
5 |
40 |
|
0,7 |
2 |
12 |
50 |
|
1,0 |
3 |
20 |
60 |
|
2,0 |
6 |
38 |
80 |
|
5,0 |
10 |
54 |
100 |
|
7,0 |
18 |
59 |
120 |
|
10,0 |
24 |
67 |
150 |
|
21,0 |
47 |
100 |
200 |
|
27,0 |
57 |
112 |
250 |
|
33,0 |
72 |
132 |
300 |
|
46,0 |
106 |
210 |
400 |
Примечание. При применении электрорадиографических пластин напряжение на рентгеновской трубке допускается увеличивать на 10-15 кВ.
3.5.3. Размеры радиограмм должны выбираться такими, чтобы обеспечивалось получение полных изображений контролируемых участков сварных соединений, маркировочных знаков, эталонов чувствительности и ограничительных меток.
3.5.4. Толщину усиливающих и защитных металлических экранов и схемы зарядки кассет следует выбирать по ГОСТ 7512-75.
3.5.5. Фокусное расстояние следует определять в зависимости от толщины контролируемого сварного соединения размеров активной части (фокусного пятна) источника излучения по формулам, приведенным в табл. 4.
Таблица 4
Схема просвечивания |
Фокусное расстояние F, мм |
|
черт. 1 б; 2; 3; 4; 5 |
|
|
черт. 1 а |
|
|
черт. 1 в |
|
|
черт. 1 д, в |
|
Примечание.
Ф - максимальный размер активной части источника излучения, мм;
U - максимально допустимая величина геометрической нерезкости изображений дефектов на пленке по ГОСТ 7512-75, мм;
S - максимальная толщина контролируемого сварного соединения в направлении излучения, мм;
Н - расстояние от кассеты до обращенной к ней поверхности участка контролируемого сварного соединения, мм;
R - внешний радиус контролируемого сварного соединения, мм.
3.5.6. При проведении контроля по схемам, приведенным на черт. 1 г, з, и, минимальную величину фокусного расстояния следует определять опытным путем.
3.5.7. При проведении контроля по схеме, приведенной на черт. 1 ж (панорамное просвечивание), максимальный размер фокусного пятна источника излучения должен отвечать следующим условиям:
![]() (1)
(1)
![]() (2)
(2)
где r - внутренний радиус контролируемого сварного соединения, мм.
3.5.8. Методика определения экспозиции приведена в справочном приложении 9.
3.5.9. Длину контролируемого за одну экспозицию участка сварного соединения (прямолинейного и близкого к прямолинейному) при контроле по схемам, приведенным на черт. 1 - 5, следует определять по формуле:
l ≤ 0,8 f (3)
где l - длина контролируемого за одну экспозицию участка сварного соединения, мм;
f - расстояние от источника излучения до поверхности контролируемого сварного соединения, мм.
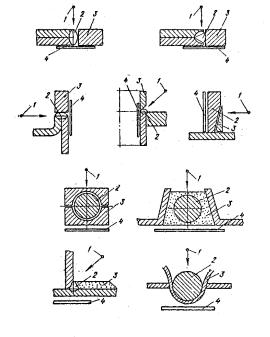
Схемы контроля стыковых сварных соединений
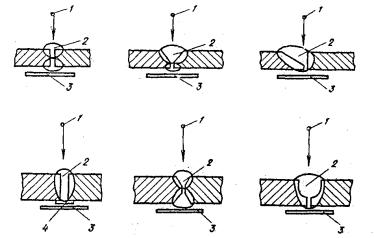
1 - источник излучения; 2 - контролируемый участок; 3 - кассета; подкладная планка
Черт. 2
Схемы контроля, нахлесточных сварочных соединений
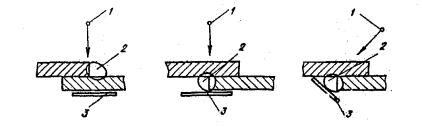
1 - источник излучения; 2 - контролируемый участок; 3 - кассета
Черт. 3
Схемы контроля угловых (а, б, в) и тавровых (г, д, е, ж) сварных соединений
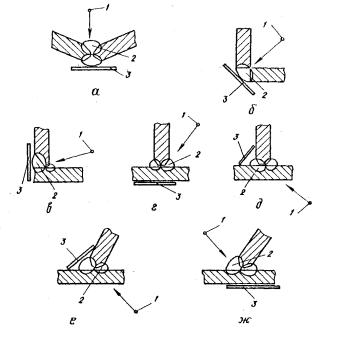
1 - источник излучения; 2 - контролируемый участок; 3 - кассета
Черт. 4
Схема контроля крестообразных сварных соединений
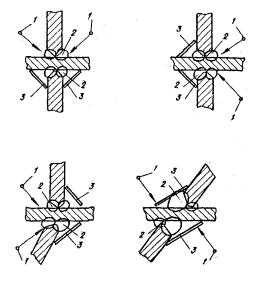
1 - источник излучения; 2 - контролируемый участок; 3 - кассета
Черт. 5
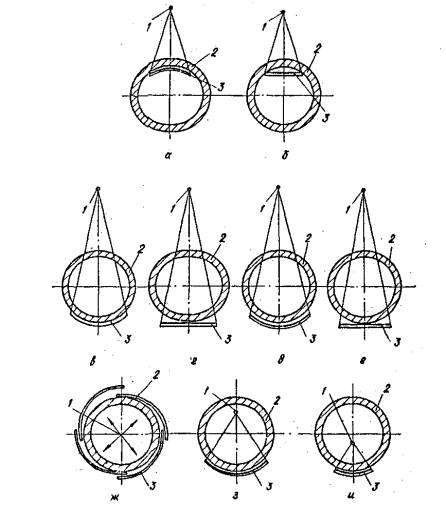
3.5.10. Минимальное число снимков на один стык при контроле кольцевых сварных швов по схемам, приведенным на черт. 1 a, б, д, е, следует определять по табл. 5.
Таблица 5
|
Схема просвечивания |
r/R |
Число снимков, не менee |
|
черт. 1 а |
0,5 |
11 |
|
|
0,6 |
9 |
|
|
0,7 |
8 |
|
|
0,8 |
7 |
|
|
0,9 |
6 |
|
черт. 1 б (l=2r) |
От 0,5 до 0,6 включ. |
6 |
|
|
Св. 0,6 до 0,75 включ. |
5 |
|
|
Св. 0,75 до 0,9 включ. |
4 |
|
|
Св. 0,9 |
3 |
|
черт. 1 д, а |
От 0,5 до 0,6 включ. |
4 |
|
|
Св. 0,6 до 0,7 включ. |
3 |
|
|
Св. 0,7 |
2 |
3.5.11. Минимальное число снимков на один стык при контроле кольцевых швов по схеме, приведенной на черт. 1 в, следует определять по табл. 6.
Таблица 6
|
F/R |
Число снимков, не менее, при r /R |
|
|
до 0,7 включ. |
св. 0,7 |
|
|
Св. 2,0 до 2,5 |
4 |
3 |
|
Св. 2,5 до 5,0 |
5 |
4 |
|
Св. 5,0 до 40,0 |
6 |
5 |
|
Св. 40,0 |
7 |
6 |
3.5.12. Минимальное число снимков на один стык при контроле кольцевых швов по схемам, приведенным на черт. 1 б (при l ≤ 2r ), г, з, и, следует определять опытным путем.
4. ПРОВЕДЕНИЕ КОНТРОЛЯ
4.1. Контроль стыковых сварных соединений следует проводить по схемам, приведенным на черт. 2.
4.2. Контроль нахлесточных сварных соединений следует проводить по схемам, приведенным на черт. 3.
4.3. Контроль угловых и тавровых сварных соединений с различными разделками кромок следует осуществлять по схемам, приведенным на черт. 4.
4.4. Контроль крестообразных сварных соединений следует проводить поэтапно после приварки каждого из элементов крестообразного сварного соединения по схемам контроля тавровых сварных соединений, приведенным на черт. 4 г, д, е, ж.
4.4.1. При невозможности проведения поэтапного контроля крестообразных сварных соединений по схемам, приведенным на черт. 4 г, д, е, ж, контроль указанных сварных соединений следует проводить по схемам, приведенным на черт. 5.
4.4.2. При контроле крестообразных сварных соединений по схемам, приведенным на черт. 5, а также при просвечивании шва элемента, привариваемого последним при поэтапном контроле крестообразных сварных соединений, направление излучения следует выбирать таким, чтобы изображения накрест лежащих швов не накладывались друг на друга.
В случае, если это условие невыполнимо, допускается проводить контроль крестообразных сварных соединений с направлением излучения по биссектрисе угла между элементами соединения.
4.5. Контроль цилиндрических сварных соединений следует проводить по схемам, приведенным на черт. 1.
4.5.1. При контроле сварных соединений по схемам, приведенным на черт. 1а, б, ж, з, и, угол между направлением излучения и плоскостью контролируемого сварного соединения должен быть не более 5°.
4.5.2. При контроле сварных соединений по схемам, приведенным на черт. 1 в, г, д, е, направление излучения следует выбирать таким, чтобы изображения противолежащих участков сварного соединения на радиограмме не накладывались друг на друга.
При этом угол между направлением излучения и плоскостью контролируемого сварного соединения должен быть не более 15°.
4.5.3. При контроле сварных соединений:
по схеме, приведенной на черт. 1 в, за три экспозиции источник излучения следует устанавливать с соблюдением требуемого фокусного расстояния таким образом, чтобы угол между направлениями излучения был равен 120°.
4.5.4. Сварные соединения трубопроводов диаметром свыше 50 мм рекомендуется контролировать по схеме, приведенной на черт. 1 в, с использованием гамма-дефектоскопов, заряженных радиоактивными источниками излучения типа ГИИ-Д-3.
При условии, что допустимая геометрическая нерезкость изображений дефектов на радиограмме составляет не менее 2,5% толщины стенки трубы и толщина стенки трубы находится в пределах значений, приведенных в табл. 7, при стопроцентном контроле рекомендуется контролировать сварные соединения по указанной схеме за три экспозиции, устанавливая гамма-дефектоскоп вплотную к трубе.
Таблица 7
мм
|
Наружный диаметр трубы |
Толщина стенки трубы |
|
От 50 до 100 включ. |
3,0 - 6,0 |
|
Св. 100 до 160 включ. |
3,0 - 15,0 |
|
Св. 160 до 300 включ. |
3,0 - 25,0 |
|
Св. 300 |
4,0 - 40,0 |
При панорамном просвечивании сварных соединений цилиндрических изделий по схеме, приведенной на черт. 1 ж, должны выполняться условия просвечивания, приведенные в п. 3.5.7.
4.5.5. Продольные стыки цилиндрических изделий следует контролировать по одной из схем, приведенных на черт. 2.
4.6. Нахлесточные, угловые и тавровые сварные соединения трубопроводов и их сопряжений (стаканы, штуцеры, тройники) следует контролировать в зависимости от конструктивных особенностей свариваемых элементов по одной из схем, приведенных на черт. 1-5.
4.7. Кроме контроля по схемам, приведенным на черт. 1-5, в соответствии с требованиями нормативно-технической документации на изготовление и приемку изделий может также производиться дополнительное просвечивание с направлением пучка излучения по скосам кромок разделки под сварку после заварки корня шва, после частичного заполнения разделки и т.п.
4.8. Если контролируемый участок сварного соединения имеет переменное по толщине сечение, то рекомендуется применять компенсаторы. В зависимости от формы и расположения контролируемого изделия применяют твердые, насыпные или пастообразные компенсаторы.
5. ОБРАБОТКА РЕЗУЛЬТАТОВ КОНТРОЛЯ
5.1. Радиограмма допускается к расшифровке при соответствии ее качества требованиям ГОСТ 7512-75. Расшифровку следует производить в специально предназначенном для этого затемненном помещении после полного высыхания пленки.
5.2. Расшифровку электрорадиограмм следует производить после переноса изображения на бумагу и его фиксирования. Допускается производить расшифровку изображения без переноса его на бумагу.
5.3. Электрорадиограмма не должна иметь пятен, полос, загрязнений и других дефектов изображения, затрудняющих ее расшифровку.
5.4. Чувствительность радиографического контроля, определяемая в миллиметрах по изображению на снимке наименьшего диаметра проволоки проволочного эталона или канавки минимальной глубины канавочного эталона чувствительности, не должна превышать значений, установленных ГОСТ 23055-78.
В случае, если класс сварного соединения по ГОСТ 23055-78 не установлен, значение чувствительности контроля в миллиметрах не, должно превышать половины максимального размера дефекта в направлении излучения, допускаемого нормативно-технической документацией на контроль и приемку сварных соединений.
При контроле сварных соединений трубопроводов через две стенки требуемое по ГОСТ 23055-78 значение чувствительности в миллиметрах следует удваивать.
5.5. Виды дефектов следует определять по ГОСТ 23055-78 Измерение размеров изображений дефектов сварных соединений при расшифровке радиограмм следует производить согласно требованиям ГОСТ 7512-75.
5.6. При контроле сварных соединений, имеющих переменное сечение (тавровые, крестообразные и т.п. сварные соединения), разность плотностей почернения изображений отдельных участков снимка может иметь значения, отличающиеся от указанных ГОСТ 7512-76 при условии, что плотностъ почернения изображения этих участков будет не менее 1,0 и не более 3,0 единиц оптической плотности.
5.7. Для сварных соединений, в которых не допускаются непровары и для которых установлены классы 1-7 по ГОСТ 23055-78, расшифровка радиограмм и документальное оформление результатов контроля должны производиться в соответствии c ГОСТ 23055-78 и с учетом требований настоящего стандарта.
5.8. Для сварных соединений, в которых допускаются непровары, а также в случае, если в нормативно-технической документации не установлен класс сварного соединения по ГОСТ 23055-78 оценка качества сварных соединений проводится в соответствии с требованиями настоящего стандарта, строительных норм и правил (СНиП) или другой нормативной документации.
5.9. По результатам контроля составляется заключение о качестве сварных соединений и справка о результатах радиографического контроля.
Форма заключения о качестве сварных соединений приведена в рекомендуемом приложении 10, форма справки - в рекомендуемом приложении 11.
5.10. Для сокращения записи вида и характера дефектов при расшифровке радиограмм и документальном оформлении результатов контроля следует использовать условные обозначения буквами русского алфавита в соответствии с ГОСТ 23055-78
5.11. В графе "Обнаруженные дефекты" заключения после условного обозначения дефектов указываются их размеры в миллиметрах:
для сферических пор, шлаковых или вольфрамовых включений - диаметр;
для удлиненных пор, шлаковых или вольфрамовых включений, цепочек, скоплений, окисных включений, непроваров и трещин - длина.
5.12. При наличии на радиограмме изображений цепочек и скоплений пор, шлаковых и вольфрамовых включений в заключении после условного обозначения вида дефектов, входящих в цепочку или скопление, указываются максимальные длина или диаметр этих дефектов.
5.13. При наличии на радиограмме изображений одинаковых дефектов (дефектов одного вида и характера с одинаковыми длиной, диаметром, глубиной) в заключении указывается перед условным обозначением этих дефектов их число.
5.14. При наличии на радиограмме изображений одиночных дефектов одного вида и характера, но разных по длине, диаметру или глубине в заключении указываются максимальные длина, диаметр или глубина дефектов.
Если среди дефектов имеются такие, глубина которых превышает максимально допустимые значения, установленные нормативно-технической документацией, то они указываются в заключении отдельно.
5.15. Глубина дефектов указывается (в процентах к наименьшей из толщин свариваемых элементов или в миллиметрах) после длины или диаметра дефектов.
При наличии на радиограмме изображений цепочек и скоплений пор или включений в заключении указывается максимальная глубина дефектов, входящих в цепочку или скопление.
5.16. При определении глубины выявленных дефектов (размера в направлении излучения) рекомендуется пользоваться фотометрами.
При отсутствии фотометра глубину дефектов допускается определять визуально, путем сопоставления плотности почернения изображений дефектов сварного соединения на радиограмме с плотностью почернения канавок канавочного эталона чувствительности при условии, что толщина эталона чувствительности равна высоте усиления участка сварного шва вблизи дефектного места. При несоблюдении этого условия глубину выявленных дефектов следует определять с учетом поправки на разность толщины эталона чувствительности и высоты усиления сварного шва.
Методика определения глубины дефектов изложена в справочном приложении 12.
5.17. При отсутствии на радиограмме изображений дефектов в графе "Обнаруженные дефекты" заключения делается прочерк.
5.18. Примеры сокращенной записи дефектов приведены в справочном приложении 13.
5.19. Оценка качества сварного соединения проводится по каждой радиограмме данного сварного соединения в соответствии с нормативно-техническими документами на контроль качества и приемку сварных соединений.
При положительной оценке качества участка сварного соединения по радиограмме в графе заключения "Оценка участка сварного соединения" производится запись "годен", при отрицательной оценке - "не годен".
При положительной оценке качества всех проконтролированных участков сварного соединения в графе "Общая оценка сварного соединения" заключения следует производить запись "годен".
При выявлении на одном или на нескольких участках сварного соединения дефектов в графе заключения "Общая оценка сварного соединения" следует указывать ремонтопригодность сварного соединения (запись: "вырезка" или "ремонт").
5.20. Заключение о качестве сварных соединений должно быть оформлено в двух экземплярах.
Оба экземпляра заключения должны быть заверены печатью или штампом лаборатории.
5.21. Все выдаваемые лабораторией заключения должны быть зарегистрированы в журнале радиографического контроля.
Форма журнала радиографического контроля приведена в рекомендуемом приложении 14.
5.22. Все заключения (в одном экземпляре) и все журналы радиографического контроля должны храниться в архиве лаборатории в течение 10 лет со времени сдачи объекта контроля в эксплуатацию.
6. ТРЕБОВАНИЯ К ХРАНЕНИЮ И ФОТООБРАБОТКЕ
РАДИОГРАФИЧЕСКОЙ ПЛЕНКИ, ХРАНЕНИЮ
ОБРАБОТАННЫХ РАДИОГРАФИЧЕСКИХ СНИМКОВ, ЭКСПЛУАТАЦИИ И ХРАНЕНИЮ
ЭЛЕКТРОРАДИОГРАФИЧЕСКИХ ПЛАСТИН
6.1. Радиографическая пленка и обработанные радиографические снимки должны храниться при температуре 287-295 К (14-22°С) и относительной влажности воздуха 60-70%. Коробки с пленкой должны устанавливаться на ребро.
6.2. Электрорадиографические пластины должны храниться в светонепроницаемой упаковке при температуре окружающего воздуха 278-293 К (5-20°С) и относительной влажности до 80%. Не допускается хранение пластин в присутствии паров органических растворителей.
6.3. Хранилище радиографической пленки должно быть защищено от воздействия ионизирующего излучения и от проникновения вредных для пленки газов: сероводорода, ацетилена, аммиака, паров ртути.
6.4. Транспортировку пластин рекомендуется производить в закрытых контейнерах или в закрытых транспортных средствах при температуре от 263 до 313 К (от минус 10 до плюс 40°С).
6.5. В помещении, где производится фотообработка радиографических снимков, температура должна быть не ниже 291 К (18°С).
6.6. Подготовку радиографической пленки к экспонированию и фотообработку радиографических снимков следует производить, при неактиничном освещении. Для этого рекомендуется использовать лабораторный фонарь с электролампой мощностью 15-25 Вт, экранированный, защитным темно-красным светофильтром № 107. Допускается использование желто-зеленого светофильтра № 124. Расстояние от рабочего места до источника неактиничного освещения должно быть не менее 0,5 метра. Суммарное время воздействия неактиничного освещения на пленку при использовании светофильтра № 124 - 3 мин.
6.7. Перед проявлением раствор должен быть профильтрован и иметь температуру 291-293 К (18-20°С). Проявление пленок в растворах с температурой менее 289 К (16°С) и выше 294 К (24°С) не разрешается.
Допускается фотообработка в реактивах, имеющих более высокую температуру, если это предусмотрено технологией обработки и рекомендовано заводом, изготавливающим радиографическую пленку.
6.8. Фотообработку радиографических снимков рекомендуется осуществлять в баках-танках. Допускается фотообработка в кюветах.
6.9. При фотообработке в баках-танках радиографические пленки необходимо располагать вертикально, причем расстояние между пленками должно быть не менее 20 мм, а верхний край пленки должен быть ниже уровня раствора в баке-танке не менее, чем на 30 мм. В процессе фотообработки необходимо обеспечивать перемешивание обрабатывающих растворов. Допускается перемешивание обрабатывающих растворов в результате возвратно-поступательного перемещения пленки во время обработки.
Составы обрабатывающих и восстанавливающих растворов приведены в справочном приложении 15 и в рецептах заводов-изготовителей.
6.10. Для ускорения сушки пленок рекомендуется пользоваться сушильным шкафом с вентиляцией и подогревом воздуха до температуры не более 308 К (35°С). Допускается помещать в сушильный шкаф адсорбенты влаги.
6.11. Порядок фотообработки пленки указан в рекомендуемом приложении 16.
6.12. При электрорадиографическом контроле все операции, за исключением экспонирования, следует осуществлять в предназначенной для этой цели электрорадиографической аппаратуре (см. справочное приложение 4) в соответствии с инструкцией по ее эксплуатации.
6.13. Срски хранения радиограмм, если они не установлены нормативно-технической документацией, должны быть не менее указанных в табл. 8.
Таблица 8
|
Объем контроля сварных соединений согласно нормативно-технической документации на объект контроля, % |
Сроки хранения радиограмм, со времени приемки объекта контроля в эксплуатацию, мес. |
|
До 30 включ. |
12 |
|
Св. 30 до 100 включ. |
24 |
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
7.1. В организациях (на предприятиях), где постоянно проводятся работы по радиографическому контролю, должны быть организованы стационарные или передвижные дефектоскопические лаборатории.
Дефектоскопические лаборатории, выполняющие работы по радиографическому контролю, должны иметь разрешение на право производства данных работ, которое выдается местными органами санитарного надзора.
7.2. Опасными и вредными факторами для персонала при радиографическом контроле являются: воздействие на организм ионизирующего излучения, вредных газов (озона и окислов азота), образующихся в воздухе под воздействием излучения, возможность поражения электрическим током при обслуживании и эксплуатации рентгеновских аппаратов и гамма-установок с электрическим управлением.
7.3. Помещения для радиографического контроля, хранения или перезарядки радиоактивных источников излучения должны бить оборудованы в соответствии с требованиями "Основных санитарных правил работы с радиоактивными веществами и другими источниками ионизирующих излучений" ОСП-72, утвержденных Главным Государственным санитарным врачом СССР 10 апреля 1972 г. и "Санитарных правил по радиоизотопной дефектоскопии" № 1171-74, утвержденных Заместителем Главного Государственного санитарного врача СССР 7 августа 1974 г.
7.4. До начала эксплуатации рентгеновских аппаратов и гамма-дефектоскопов администрация организации (предприятия) обязана на основе требований ОСП-72 и "Норм радиационной безопасности" НРБ-76, утвержденных Главным Государственным санитарным врачом СССР 7 июня 1976 г., разработать инструкции по технической и радиационной безопасности, регламентирующие действия персонала, определяющие порядок проведения работ по радиационной дефектоскопии, учета, хранения и выдачи рентгеновских аппаратов, гамма-дефектоскопов, контейнеров с радиоактивными изотопами, содержания помещений, организацию, объем и порядок проведения работ по контролю радиационной безопасности.
7.5. К выполнению работ по радиографическому контролю, хранению и перезарядке радиоактивных источников излучения допускаются лица, прошедшие специальный медицинский осмотр, инструктаж и сдавшие экзамен по требованиям безопасности в установленном порядке.
7.6. К работам на рентгеновских аппаратах и гамма-дефектоскопах, с электрическим дистанционным управлением, подключенных к промышленной электросети, могут быть допущены лица, прошедшие специальную подготовку и имеющие не менее, чем третью квалификационную группу по технике безопасности при обслуживании электрооборудования.
При эксплуатации подключенных к промышленной электросети стационарных и переносных установок для радиографического контроля должна быть обеспечена безопасность работ в соответствии с требованиями "Правил технической эксплуатации установок потребителей" и "Правил техники безопасности при эксплуатации электроустановок потребителей", утвержденных Госэнергонадзором 12 апреля 1969 г.
7.7. Лица, временно привлекаемые к работам, связанным с использованием рентгеновских аппаратов и гамма-дефектоскопов, должны быть обучены правилам безопасности и должны быть допущены по медицинским показаниям.
7.8. Периодическая проверка знаний персоналом инструкций по технике безопасности и радиационной безопасности должна проводиться не реже одного раза в год одновременно с периодическими проверками квалификации персонала. Результаты этих проверок должны фиксироваться в специальном журнале.
При изменении условий работ, например, типа источника излучения, должен проводиться внеочередной инструктаж персонала и проверка выполнения им правил безопасной работы.
7.9. Радиографический контроль и перезарядка гамма-дефектоскопов должны производиться только с применением серийно выпускаемой, специально предназначенной для этих целей я находящейся в исправном состоянии аппаратуры (рентгеновские аппараты, гамма-дефектоскопы, манипуляторы, технологическая оснастка).
7.10. Рентгеновские аппараты и гамма-дефектоскопы, поступившие на предприятие, должны регистрироваться в соответствии с ОСП-72.
7.11. К моменту получения рентгеновских аппаратов, гамма-дефектоскопов, источников радиоактивного излучения администрация предприятия обязана назначить приказом ответственного за их учет, хранение и выдачу, а также ответственного за радиационную безопасность и электробезопасность.
7.12. На входных дверях рабочих камер и границах радиационно-опасной зоны должны устанавливаться знаки радиационной опасности, выполненные по ГОСТ 17925-72. На границах радиационно-опасной зоны могут быть дополнительно установлены предупреждающие плакаты (надписи), отчетливо видимые с расстояния не менее трех метров.
7.13. Переносные гамма-дефектоскопы разрешается хранить в количестве не более двух штук в колодцах, нишах или сейфах, оборудованных в рабочей камере лаборатории, при условии, что на это имеется разрешение местной санитарно-эпидемиологической станции.
При наличии на предприятии трех и более гамма-дефектоскопов для их хранения должно быть оборудовано специальное помещение-хранилище изотопов.
7.14. Перезарядка гамма-дефектоскопов радиоактивными изотопами должна производиться специализированными организациями в специально оборудованных помещениях (см. п. 7.3).
Разрешение на проведение указанных работ выдается местными органами санитарного надзора.
7.15. Хранение и перезарядка радиоактивных источников излучения вне специально оборудованных мест или помещений не допускается.
7.16. При транспортировании радиоактивных источников излучения должны соблюдаться требования "Правил безопасности при транспортировании радиоактивных веществ" ПБТРВ-73 № 1139-73, утвержденных Главным Государственным санитарным врачом СССР 27 декабря 1973 г.
7.17. Независимо от вида источника излучения и вида защиты предельно допустимая доза облучения в месте нахождения рабочего персонала не должна превышать величин, устанавливаемых НРБ-76.
8. КВАЛИФИКАЦИОННЫЕ ТРЕБОВАНИЯ
8.1. К руководству работами по радиографическому контролю качества сварных соединений допускаются инженерно-технические работники и дефектоскописты не ниже 5 разряда, имеющие стаж работы по данной специальности не менее трех лет и допуск к производству работ по радиографическому контролю качества сварных соединений, расшифровке радиограмм и выдаче по ним заключений о качестве сварных соединений.
8.2. К выполнению работ по радиографическому контролю допускаются лица, имеющие удостоверение на право выполнения работ по радиографическому контролю.
8.3. К работам по расшифровке радиограмм и выдаче по ним заключений о качестве сварных соединений допускаются инженерно-технические работники и дефектоскописты, имеющие удостоверение на право выполнения работ по радиографическому контролю с правом выдачи заключений о качестве сварных соединений по результатам радиографического контроля.
8.4. К работам по фотообработке радиограмм допускаются фотолаборанты, имеющие удостоверение на право выполнения данных работ.
8.5. Проверка квалификации специалистов лаборатории осуществляется квалификационной комиссией, состав которой утверждается приказом руководителя организации (предприятия).
8.6. Периодическая проверка квалификации инженерно-технических работников, дефектоскопистов и фотолаборантов аттестационной комиссией должна производиться не реже одного раза в два года, а также при перерыве в работе по своей специальности сроком свыше шести месяцев и перед допуском к работе после временного отстранения за низкое качество работы.
Результаты периодических проверок квалификации оформляются протоколами, а в удостоверениях указанных специалистов производится запись за подписью председателя аттестационной комиссии о продлении на один год срока действия удостоверения.
8.7. При неудовлетворительных результатах контрольной проверки квалификации дефектоскопистов рентгеногаммаграфирования и фотолаборантов повторную проверку разрешается проводить не ранее, чем через один месяц.
8.8. При повторном (в течение года) нарушении специалистом требований настоящего стандарта и других действующих нормативно-технических документов на контроль и приемку сварных изделий инженерно-технические работники и дефектоскописты должны быть временно отстранены от работы на срок до шести месяцев, но не менее, чем на один месяц.
Право указанных специалистов на самостоятельную работу может быть восстановлено после сдачи ими контрольных испытаний аттестационной комиссии.
ПРИЛОЖЕНИЕ 1
Справочное
Таблица 1
Рентгеновские аппараты непрерывного действия
|
Тип аппарата |
Конструктивное исполнение аппарата |
Анодное напряжение, кВ |
Максимальный анодный ток, мА |
Форма и размер фокусного пятна, мм |
Масса, кг |
|
РУП-120-5-1 |
Переносной, моноблочный |
50-120 |
5 |
Прямоугольная, 2,0×2,0 |
Пульт управления |
|
|
|
|
|
|
Блок-трансформатор-45 |
|
РАП-150-7 |
Портативный, кабельный |
20-150 |
7 |
Прямоугольная. 1,5×1,5 |
Излучатель-7,5 |
|
PAП-150-03 |
Передвижной, кабельный |
35-150 |
10 |
Круглая, диаметр 3,0 |
Излучатель-42 |
|
РАП-160-6П |
Переносной, моноблочный |
50-160 |
5 |
Прямоугольная, 2,0×2,0 |
Излучатель-45 |
|
РУП-200-5-2 |
То же |
70-200 |
6 |
То же
|
Излучатель-85 |
|
|
|
|
|
Круглая, диаметр 5 |
Общая-1000 |
|
|
|
|
|
То же, диаметр 0,3 |
|
|
РАП-150/300 |
То же |
20-300 |
10 |
Прямоугольная, 1,5×1,5; 4,0×4,0 |
|
|
РУП-220-5П (Н) |
Переносной, моноблочный |
220 |
5 |
Прямоугольная, 1,6×1,6 |
Излучатель-50 |
|
РУП-400-5/1 |
Передвижной, моноблочный |
250-400 |
5 |
Круглая, диаметр 5-7 |
Моноблок-350 |
Таблица 2
Импульсные рентгеновские аппараты
|
Тип аппарата |
Напряжение на аноде, кВ |
Потребляемая мощность, В·А |
Частота следования импульсов Гц |
Срок службы трубки, импульс |
Масса аппарата, кг |
Максимальная толщина просвечивания (по стали), мм |
Примечание |
|
РИНА-1Д |
100 |
250 |
15-20 |
2·105 |
7 |
20 |
С флуоресцирующими экранами |
|
РИНА-2Д |
150 |
350 |
10-15 |
2·105 |
12 |
40 |
|
|
МИРА-1Д |
100 |
300 |
20-25 |
5·106 |
10 |
5 |
Со свинцовыми экранами* |
|
МИРА-2Д |
150 |
400 |
10-15 |
5·106 |
15 |
10 |
|
|
МИРА-3Д |
200 |
600 |
4-5 |
1·106 |
22 |
20 |
|
*При использовании флуоресцирующих экранов максимальная толщина стали, доступная для просвечивания, удваивается.
ПРИЛОЖЕНИЕ 2
Справочное
Характеристики радиоизотопных источников излучение
|
Изотоп |
Тип источника |
Размеры источника, мм |
Мощность экспозиционной дозы излучения на расстоянии 1 м, А/кг |
Средняя эффективная энергия излучения, МэВ |
Период полураспада |
Обозначение нормативно-технической документации |
|
|
активная часть |
ампула |
||||||
|
|
ТУ-0 (ИГИ-ТУ-0) |
2,0´2,0 |
4,5´5,0 |
2,40·10-10 |
|
|
ТУ 95.7159-76 |
|
Тулий-170 |
TУ-1 (ИГИ-ТУ-1) |
5,0´5,0 |
7,5´8,0 |
1,20·10-9 |
0,084 |
129 дней |
|
|
|
ТУ-3 (ИГИ-Т7-3) |
9,0´7,0 |
12,0´10,0 |
3,00·10-8 |
|
|
|
|
|
ИГИ-Се-2 |
5,0´6,0 |
7,5´9,5 |
6,00·10-9 |
|
|
|
|
Селен-75 |
ИГИ-Се-4 |
7,5´7,0 |
12,5´12,5 |
3,10·10-8 |
0,267 |
120,4 дня |
ТУ 95.7159-76 |
|
|
ИГИ-Се-5 |
11,5´11,0 |
16,5´16,5 |
1,20·10-7 |
|
|
|
|
|
ГИИ-Д-1 |
0,5´0,5 |
4,0´5,0 |
3,85·10-8 |
|
|
|
|
|
ГИИ-Д-2 |
1,0´1,0 |
4,0´5,0 |
1,30·10-7 |
|
|
|
|
|
ГИИ-Д-3 |
1,5´1,5 |
4,0´5,0 |
3,85·10-7 |
|
|
ГОСТ 16003-76 |
|
Иридий-192 |
ГИИ-Д-4 |
2,0´2,0 |
4,0´5,0 |
6,50·10-7 |
0,420 |
74,4 дня |
ТУ 95.7149-76 |
|
|
ГИИ-Д-5 |
3,0´3,0 |
5,0´6,0 |
1,30·10-6 |
|
|
|
|
|
ГИИ-Д-6 |
4,0´4,0 |
6,0´7,0 |
3,85·10-6 |
|
|
|
|
|
ГИИ-Д-7 |
6,0´6,0 |
8,0´9,0 |
6,50·10-6 |
|
|
|
|
|
ГИЦ-Д-1 (ГИД-Ц-1) |
3,0´3,0 |
6,0´10,0 |
3,1·10-8 |
|
|
|
|
|
ГИЦ-Д-2 (ГИД-Ц-2) |
5,0´5,0 |
8,0´12,0 |
1,3·10-7 |
|
|
|
|
Цезий-137 |
ГИЦ-Д-3 (ГИД-Ц-3) |
6,0´6,0 |
10,0´13,0 |
3,1·10-7 |
0,661 |
21,61 года |
ГОСТ 16002-76 |
|
|
ГИЦ-Д-4 (ГИД-Ц-4) |
10,0´11,0 |
14,0´19,0 |
1,3·10-6 |
|
|
ТУ 95.7204-76 |
|
|
ГИЦ-Д-5 (ГИД-Ц-5) |
18,´18,0 |
22,0´26,0 |
6,5·10-6 |
|
|
|
|
|
ГИЦ-Д-6 (ГИД-Ц-6) |
23,0´23,0 |
27,0´31,0 |
1,3·10-5 |
|
|
|
Примечание: при заказе источников в В/О "Изотоп" необходимо указывать тип источника по техническим условиям.
ПРИЛОЖЕНИЕ 3
Справочное
Технические характеристики гамма-дефектоскопов
|
Тип гамма-дефектоскопа |
Толщина просвечиваемого металла, мм |
Масса радиационной головки, кг |
Привод |
Максимальное удаление источника от радиационной головки, м |
|
|
стали |
сплавов легких металлов |
||||
|
Гаммарид-192/40Т переносной |
1-60 |
1,5-120 |
13 |
Ручной |
0,25 |
|
Гаммарид-192/40 переносной, шланговый |
1-40 |
1-100 |
6 |
Ручной |
5 |
|
Гаммарид-192/120 переносной, шланговый |
1-80 |
1,5-250 |
16 |
Ручной |
12 |
|
Гаммарид-192/120Э передвижной |
1-80 |
1,5-250 |
17 |
Электромеханический и ручной |
12 |
|
Гаммарид-192/120М переносной |
1-80 |
1,5-250 |
17 |
Ручной |
0,25 |
|
Гаммарид-60/40 передвижной, шланговый |
До 200 |
- |
145 |
Электромеханический и ручной |
12 |
|
Гаммарид-170/400 переносной |
1-40 |
5-100 |
8 |
Ручной |
0,08 |
|
Стапель-5М |
6-60 |
16-160 |
8 |
Ручной |
- |
ПРИЛОЖЕНИЕ 4
Справочное
Основные характеристики электрорадиографических аппаратов
|
Тип аппарата |
Размеры пластин, мм |
Время получения радиограммы, мин |
Напряжение источника питания, В |
Потребляемая мощность, Вт |
Габариты блоков, мм |
Масса блоков, кг |
Общая, масса аппарата, кг |
|
ЭРГА-ПС блочный |
120´420 |
2,5 |
127, 220, |
200 |
473´412´214 |
22,5 |
|
|
|
|
230 |
|
473´412´244 |
26,5 |
53,6 |
|
|
|
|
|
|
|
473´412´70 |
4,6 |
|
|
ЭРЕНГ |
120´420 |
2,0 |
220 |
600 |
650´510´330 |
|
40,0 |
|
ЭРГА-П2 |
120´420 |
2,0 |
127, 220 |
200 |
473´414´445 |
35,0 |
39,6 |
|
|
320´420 |
|
|
|
473´06´68 |
4,6 |
|
|
АРЕКС-2 |
120´320 |
2,0 |
12 |
5 |
210´160´380 |
|
6,5 |
ПРИЛОЖЕНИЕ 5
Справочное
Технические характеристики радиографических пленок
|
Тип пленки |
Чувствительность, р-1 |
Коэффициент контрастности |
Разрешающая способность линий, мм |
Количество серебра, мг/м (при ширине пленки 35 мм) |
|
PT-1 (РТ-1Д, РНТМ-1Д) |
25 |
3,0 |
68-73 |
874,4-910,0 |
|
РТ-4М |
5 |
3,5 |
- |
840,0 |
|
РТ-5 (РТ-5Д) |
3 |
4,0 |
178 |
770,2 |
|
РТ-2 без экрана |
15 |
2,5 |
73-78 |
699,9 |
|
РТ-2 с люминесцентным экраном |
450 |
3,0 |
- |
699,9 |
|
PM-1 с флуоресцирующим экраном |
300 |
3,0 |
- |
413,0-420,0 |
Примечания:
1. В скобках указаны радиографические пленки, фотообработку которых допускается производить в устройствах для автоматического проявления.
2. Пленки типа PT-1, РТ-2, РТ-5, РТ-4М выпускаются по ТУ 6-17-898-77, РТ-1Д, РТ-5Д, РНТМ-1Д - по ТУ 6-17-649-74.
ПРИЛОЖЕНИЕ 6
Справочное
Техническая характеристика электрорадиографических пластин типа ПЭР2-3-П
|
Фоточувствительность, Р-1………………………………………………. |
160-250 |
|
Относительный спад потенциала в темноте, %, не более……………... |
7 |
|
Неравномерность потенциала слоя после экспонирования, % не более……………………………………………………………………….. |
20 |
|
Усталость, циклы, не менее……………………………………………… |
4 |
|
Интервал рабочих температур, К (°С)…………………………………... |
274-313 (1-40) |
|
Холодоустойчивость, К (°С)…………………………………….……….. |
263 (-10) |
|
Срок хранения, мес……………………………………………………….. |
12 |
|
Количество снимков, получаемых с одной пластины…………………… |
2000 |
|
Размер пластин, мм……………….……………………………………… |
120´320 |
|
|
120´420 |
ПРИЛОЖЕНИЕ 7
Рекомендуемое
Трест (наименование)
Монтажное управление (наименование)
Город
ЗАЯВКА
№
на выполнение радиографического контроля качества сварных соединений
Наименование объекта
Номер заказа
Наименование конструкции или номер линии трубопровода
Номер сварного шва, участка или стыка
Материал
Толщина материала, мм
Диаметр трубопровода, мм
Общая длина швов (м) или количество стыков (шт.), подвергающихся контролю
Фамилия и клеймо сварщика
Дата сварки
Вид сварного соединения (стыковое, угловое и др.)
Вид контроля
Класс сварного соединения (по ГОСT 23055-78)
Сварное соединение проверено внешним осмотром и измерениями,
обнаруженные дефекты исправлены
Исполнительная схема указывается на обороте
Заявка подана «____» ____________________ 19____ г.
Срок исполнения «____» ____________________ 19____ г.
Подпись лица, подавшего заявку
ПРИЛОЖЕНИЕ 8
Справочное
Пример расположения изображений маркировочных знаков на радиограмме
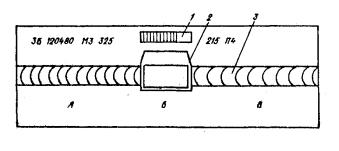
1 - место расположения канавочного эталона; 2 - то же, проволочного: 3 - изображение сварного шва; 3Б - индекс объекта; 120480 - дата выполнения контроля; М3 - клеймо дефектоскописта; 325 - номер кассеты с пленкой; 215 -номер контролируемого сварного соединения; П4 - клеймо сварщика; А, Б, В - маркировочные знаки координатного пояса
ПРИЛОЖЕНИЕ 9
Справочное
Определение экспозиции при радиографическом контроле
Время просвечивания материала t определяется по формуле
где t0 - время просвечивания, найденное по номограмме экспозиции для пленки PT-1 с металлическими усиливающими экранами;
![]() - переходной коэффициент.
- переходной коэффициент.
При использовании в качестве источников излучения рентгеновских аппаратов экспозиция определяется по номограммам, приведенным на чертежах 1, 2, 3, 4.
При использовании в качестве источников излучения радиоактивных изотопов время просвечивания следует определять по универсальным номограммам, приведенным на черт. 5, 6, 7.
Значения переходных коэффициентов К для различных типов радиографических пленок, электрорадиографических пластин и способов зарядки кассет приведены в таблице.
|
Схема зарядки кассет |
Переходной коэффициент К для типов |
|||||
|
пленок |
пластин |
|||||
|
PT-1 |
РТ-2 |
PT-3 |
РТ-4 |
PT-5 |
ПЭР2-ЗП |
|
|
С металлическими усиливающими экранами |
1 |
2 |
1,8 |
5 |
15 |
- |
|
Без усиливающих экранов |
2 |
4 |
3,5 |
10 |
30 |
0,5 |
|
С флуоресцирующими усиливающими экранами типов ЭУ-В2 ("Стандарт") |
1,5 |
0,29 |
1,2 |
2,9 |
14 |
- |
|
УФД-П/2 |
0,77 |
0,14 |
0,58 |
1,4 |
6,8 |
- |
|
УФД-П/3 |
0,51 |
0,09 |
0,39 |
0,95 |
4,5 |
- |
|
СБ |
0,91 |
0,17 |
0,70 |
1,7 |
8,1 |
- |
Примечание. При определении переходных коэффициентов К использованы данные по чувствительности радиографических пленок при напряжении на рентгеновской трубке 80 кВ и оптической плотности, равной 1,5. Значения этих коэффициентов меняются в зависимости от качества применяемой радиографической пленки, времени ее хранения, состава проявителя, режимов просвечивания, энергии излучения и т.д.
Если просвечивание материалов производится с фокусными расстояниями, отличными от фокусных расстояний, приведенных на номограммах, то время просвечивания определяется по формуле:
![]()
где ![]() - время просвечивания
при выбранном фокусном расстоянии, см;
- время просвечивания
при выбранном фокусном расстоянии, см;
![]() - время просвечивания при фокусном
расстоянии, см.
- время просвечивания при фокусном
расстоянии, см.
При просвечивании
материала под углом к его поверхности экспозицию
следует определять по толщине ![]() , рассчитанной по формуле:
, рассчитанной по формуле:
![]()
где S - толщина контролируемого материала;
φ - угол между центральным лучом и перпендикуляром к поверхности материала.
При использовании источников излучения, в паспортах которых приведены только гамма-эквиваленты, необходимо перейти к мощности экспозиционной дозы излучения источника. В соответствии с ГОСТ 8848-63 переход от гамма-эквивалента источника в грамм-эквивалентах радия к мощности экспозиционной дозы в рентгенах в секунду на расстоянии 1 м производится по соотношению 1 г-экв Rα = 2,33×10-4 на расстоянии 1 м.
При определении экспозиции следует учитывать изменение активности источника (черт. 8).
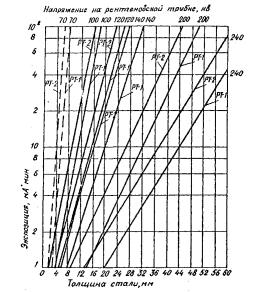
Номограммы для определения экспозиции просвечивания сплавов на основе железа рентгеновским излучением на пленку РТ-1 с оловянисто-свинцовыми фольгами толщиной 0,05 мм (F=75 см, Dопт=1,3÷1,5)
Напряжение на рентгеновской трубке , квч
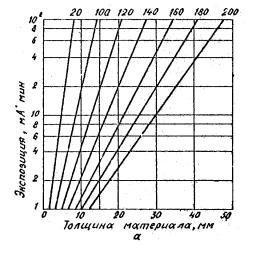
Номограммы для определения экспозиции просвечивания сплавов на основе железа рентгеновским излучением на пленку РТ-1 с оловянисто-снинцовыми фольгами толщиной 0,05 мм (F=75 см, Dопт=1,3÷1,5)
Напряжение на рентгеновской трубке, квч
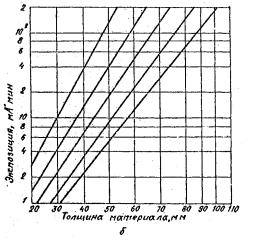
а - просвечивание аппаратами РУП-200-20-5, И=80÷200 кВ; б - просвечивание аппаратами РУП-400-5-1, И=200÷400 кВ
Черт. 1
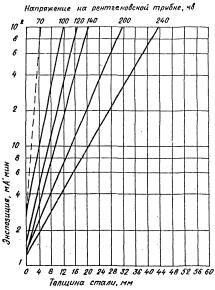
Номограмма для определения экспозиции просвечивания сплавов на основе железа аппаратом РУП-150/300-10 с трубкой 2,5 БПМ4-250 на пленки типа PТ-1 и РТ-2 при F=75 см и Dопт=1,3÷1,5
Сплошные линии - просвечивание с оловянисто-свинцовой фольгой толщиной 0,05 мм; штриховые линии - просвечивание без усиливающих экранов
Черт. 2
Номограмма для определения экспозиции просвечивания сплавов на основе железа аппаратом РУП-150/300-10 с трубкой 2,5 БПМ4-250 на пленки типа РТ-5 при F=75 см и Dопт=1,3÷1,5
Сплошные линии - просвечивание с оловянисто-свинцовой фольгой толщиной 0,05 мм; штриховые линии - просвечивание без усиливающих экранов
Черт. 3
Зависимость экспозиции от толщины просвечиваемой стали при просвечивании на пленку РТ-1с металлическими экранами аппаратами серии "МИРА"
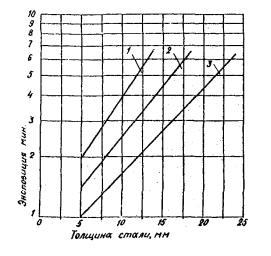
1 - МИРА-1Д; 2 - МИРА-2Д; 3 - МИРА-3Д
Черт. 4
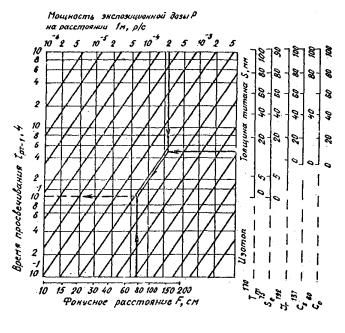
Универсальная номограмма для определения времени просвечивания на пленку РТ-1 (при Dопт=1,5)
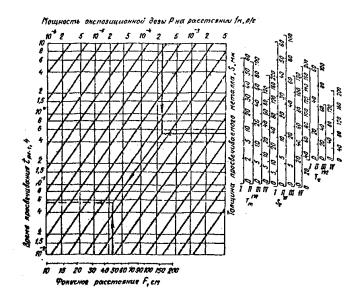
Сплавы на основе: I -
железа; II - титана; III -
алюминия; IV - магния; γ -
излучение от источников: Tm170 свинцовые фольги толщиной (dpb=0,05/0,05 мм); Se75 (dpb=0,1/0,2 мм); Jr192 (dpb=0,1/0,2 мм) по заданной мощности экспозиционной дозы ![]() излучения источника и
толщине просвечиваемого металла. Ключ номограммы Pδn, nFt.
излучения источника и
толщине просвечиваемого металла. Ключ номограммы Pδn, nFt.
Черт. 5
Универсальная номограмма для определения времени просвечивания сплавов на основе титана на пленку РТ-1 при Dопт =1,5
Источники: Tm170 (dpb=0,05/0,05 мм); Se75 (dpb=0,1/0,2 мм); Jr192 (dpb=0,1/0,2 мм); Eu152,154 (dpb=0,1/0,2 мм); Cs137(dpb=0,1/0,2 мм); C060 (dpb=0,2/0,2 мм). Ключ номограммы Pδn, nFt.
Черт. 6
Универсальная номограмма для определения времени просвечивания сплавов на основе железа на пленку РТ-1 при Dопт=1,5
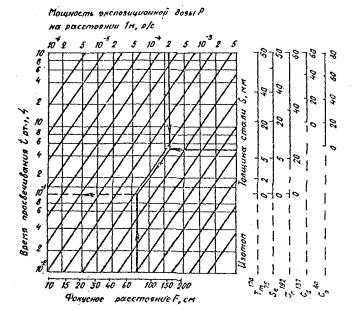
Источники: Tm170 (dpb=0,05/0,05 мм); Se75 (dpb=0,1/0,2 мм); Jr192 (dpb=0,1/0,2 мм); Eu152,154 (dpb=0,1/0,2 мм); Cs137(dpb=0,1/0,2 мм); C060 (dpb=0,2/0,2 мм). Ключ номограммы Pδn, nFt.
Черт. 7
Относительное изменение активности радиоактивных источников излучения со временем
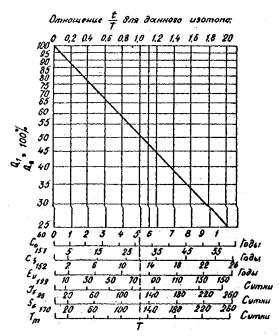
![]() - начальная активность источника излучения;
- начальная активность источника излучения; ![]() - активность того же
источника спустя время
- активность того же
источника спустя время ![]() ;
; ![]() - период полураспада
изотопа.
- период полураспада
изотопа.
Черт. 8
ПРИЛОЖЕНИЕ 10
Справочное
Примеры применения компенсаторов
1 - источник излучения; 2 - контролируемый объект; 3- компенсатор; 4 - кассета
ПРИЛОЖЕНИЕ
10
Рекомендуемое
Наименование организации, осуществляющей контроль
ЗАКЛЮЧЕНИЕ №
о результатах радиографического контроля
Заключение составлено согласно ГОСТ 7512-75, ГОСТ 23055-78, ОСТ 36-69-81 (нужное подчеркнуть)
|
(наименование, адрес объекта контроля) |
||||||||
|
Номер заявки |
Номер чертежа |
Номер сварного соединения |
Номер участка сварного соединения |
Номер радиограммы |
Обнаруженные дефекты |
Оценка участка сварного соединения |
Общая оценка сварного соединения |
Примечание |
Контроль произведен ________________________________
(должность, подпись, фамилия)
Заключение выдано __________________________________
(должность, подпись, фамилия)
Заключение проверено _______________________________
(должность, подпись, фамилия)
Начальник лаборатории _______________________________
(должность, подпись, фамилия)
М.П.
Дата проведения контроля «_____» ________________________ 19_____ г.
Дача выдачи заключения «______» _______________________ 19_____ г.
ПРИЛОЖЕНИЕ
11
Рекомендуемое
Наименование организации,
проводившей контроль
СПРАВКА
о результатах радиографического контроля
качества сварных соединений
по заявке №.______ от «______»_______________19___г.
|
Номер радиограммы |
Номер шва, участка |
Номер заключения |
Заключение о качестве (годен, не годен) |
Дефекты подлежащие исправлению (сокращенная запись) |
|
|
|
|
|
|
|
|
|
|
|
|
Процент брака по заявке ___________________________
Начальник лаборатории ____________________________
(подпись, фамилия)
ПРИЛОЖЕНИЕ
12
Справочное
Определение глубины дефектов сварных соединений в направлении излучения
1. Первый метод.
Метод основан на связи между относительной глубиной дефекта и распределением оптической плотности радиограммы в местах, соответствующих сечениям сварного шва с дефектом и без дефекта.
Плотность почернения радиограммы определяется по результатам ее фотометрирования.
Глубина дефекта lx определяется по формуле:
![]() (1)
(1)
где l0 - толщина основного металла, мм;
Допт - плотность почернения радиограммы основного металла;
Допт.x - плотность почернения изображения дефекта на радиограмме;
![]() -
коэффициент пропорциональности, зависящий от плотности вещества, заполняющего дефект.
-
коэффициент пропорциональности, зависящий от плотности вещества, заполняющего дефект.
Для дефектов,
заполненных воздухом, ![]() »1,3.
»1,3.
Для дефектов, ширина которых меньше ширины канавки эталона чувствительности, ![]() »2,5.
»2,5.
2. Второй метод.
2.1. Глубина дефекта определяется путем визуального сравнения плотности почернения изображения дефекта на радиограмме с плотностью почернения изображений канавок канавочного эталона чувствительности, глубина которых известна.
Дня оценки глубины дефекта выбирается эталон, толщина которого равна высоте усиления сварного шва. При соблюдении этого условия плотности почернения изображений эталона и сварного шва на радиограмме равны.
При одинаковой плотности почернения канавки эталона и дефекта глубина принимается равной глубине данной канавки эталона. Для дефектов, ширина которых меньше ширины канавки эталона чувствительности, полученную глубину дефекта следует удваивать.
2.2. При неравенстве толщины эталона и высоты усиления сварного шва глубина дефекта определяется по формуле:
![]()
![]() (2)
(2)
где μ1 - линейный коэффициент ослабления излучения для стали;
μ2 - линейный коэффициент ослабления излучения для вещества, заполняющего дефект;
b - глубина канавки эталона, плотность почернения которой равна плотности почернения изображения дефекта на радиограмме;
h - высота усиления шва;
a - толщина эталона.
2.3. Для дефекта, заполненного газом, μ2=0, поэтому из формулы (2) следует:
l=b+h-a (3)
2.4. Если толщина эталона больше высоты усиления сварного шва (a>h), то из формулы (3) следует:
l=b-c, (4)
где c=(a-h) - глубина канавки эталона, плотность почернения которой равна плотности почернения изображения сварного шва в непосредственной близости от дефекта.
Из формулы (4) следует: если толщина эталона больше высоты усиления сварного шва, то глубина дефекта (для дефектов, заполненных газом) равна разности глубины канавки эталона, плотность почернения которой равна плотности почернения изображения дефекта на радиограмме, и глубины канавки эталона, плотность почернения которой равна плотности почернения изображения сварного шва на радиограмме вблизи дефекта.
Примечание. Если ![]() >
>![]() и
плотность почернения дефекта на радиограмме больше плотности почернения
самой глубокой канавки эталона, то определить глубину дефекта указанным
методом невозможно.
и
плотность почернения дефекта на радиограмме больше плотности почернения
самой глубокой канавки эталона, то определить глубину дефекта указанным
методом невозможно.
В данном случае для определения глубины дефекта следует произвести повторный контроль дефектного участка сварного шва, установив предварительно другой эталон, толщина которого равна высоте усиления дефектного участка шва.
2.5.
Если толщина эталона меньше высоты усиления сварного шва, то согласно формуле
(3) глубина дефекта (для дефектов, заполненных газом) больше глубины канавки
эталона, плотность почернения которой равна плотности почернения изображения
дефекта на радиограмме, на величину разности высоты усиления сварного шва и
толщины эталона (h-![]() ).
).
Величина (h-![]() ) может быть определена только путем измерения мерительным
инструментом высоты усиления сварного шва. Поэтому в данном случае во избежание
ошибок при определении глубины дефекта по радиограмме эталон при контроле
следует устанавливать на металлическую прокладку, компенсирующую величину (h-
) может быть определена только путем измерения мерительным
инструментом высоты усиления сварного шва. Поэтому в данном случае во избежание
ошибок при определении глубины дефекта по радиограмме эталон при контроле
следует устанавливать на металлическую прокладку, компенсирующую величину (h-![]() ).
).
2.6. Глубина дефекта может быть определена с наибольшей достоверностью путем непосредственного измерения ее на макрошлифе дефектного участка сварного шва. Поэтому рекомендуется для приобретения навыков и опыта в определении глубины дефектов по радиограммам выполнять макрошлифы дефектных участков сварного шва.
ПРИЛОЖЕНИЕ
13
Справочное
Примеры сокращенной записи дефектов при расшифровке радиограмм и документальном оформлении результатов радиографического контроля
В соответствии с ГОСТ 23055-78
1. На радиограмме обнаружены изображения пяти пор диаметром по 3 мм, цепочки пор длиной 30 мм с максимальными длиной и шириной пор в цепочке 5 и 3 мм и шлакового включения длиной 15 мм и шириной 2 мм. Максимальная суммарная длина дефектов на участке радиограммы длиной 100 мм составляет 20 мм.
Запись в документации: 5П3; Ц30П5 ´ 3; Ш15 ´ 2; Σ20.
2. На радиограмме обнаружены изображения двух скоплений пор (длина каждого скопления 10 мм, максимальный диаметр пор - 0,5 мм) и скопления шлаковых включений (длина скоплений 3 мм, максимальная длина и ширина включений 2. и 1 мм, соответственно). Максимальная суммарная длина дефектов на участке радиограммы длиной 100 мм составляет 18 мм.
Запись в документации: 2С10П0,5; С8Ш2´1; Σ18.
3. На радиограмме обнаружены изображения двух непроваров длиной по 15 мм и трещины длиной 40 мм.
Запись в документации: 2H15; Т40.
На радиограмме обнаружены изображения пяти пор диаметром по 4 мм и одного непровара длиной 20 мм. Максимальная суммарная длина пор на участке радиограммы длиной 100 мм составляет 12 мм.
Запись в документации: 5П4; Σ12; Н20.
В соответствии с настоящим отраслевым стандартом
1. На радиограмме выявлены изображения пяти пор средним диаметром 3 мм и глубиной 20% каждая, цепочки пор длиной 30 мм и максимальными длиной пор в цепочке 2 мм и глубиной 15%, шлакового включения длиной 8 мм глубиной 10% толщины свариваемых элементов соединения.
Запись в заключении: 5П3-20%; Ц30П2-15%; Ш8-I0%.
2. На радиограмме выявлены изображения скопления пор (длина скопления 15 мм, максимальные диаметр пор 2,5 мм и глубина 20%), скопления пор (длина скопления 25 мм, максимальные диаметр пор 2,5 мм и глубина 20%), скопления шлаковых включений (длина скопления 20 мм, максимальные длина включений 5 мм и глубина 8%).
Запись в заключении: С15П2, 5-20%; С25П2, 5-20%; С20Ш5-8%.
3. На радиограмме выявлены изображения двух непроваров в корне шва длиной 25 мм и глубиной 15% каждый и трещины вдоль шва длиной 50 мм.
Запись в заключении: 2Нк25-15%, Тв50.
ПРИЛОЖЕНИЕ
14
Рекомендуемое
Журнал радиографического контроля
|
Номер заявки |
Дата проведения контроля |
Сведения об объекте |
Источник излучения |
Номер радиограммы |
Чувствительность, мм |
Класс сварного соединения по ГОСТ 23055-78 |
Обнаруженные дефекты |
Фамилия, клеймо и подпись дефектоскописта |
Заключение о качестве сварного соединения (годен, не годен) |
Фамилия и подпись лица, давшего заключение |
Примечание |
||||||
|
Наименование, номер чертежа |
Номер сварного соединения |
Номер контролируемого участка |
Материал сварного соединения |
Контролируемая толщина, диаметр трубопровода, мм |
Фамилия и клеймо сварщика |
Установленный нормативно-технической документацией |
По результатам контроля |
||||||||||
ПРИЛОЖЕНИЕ
15
Рекомендуемое
Составы обрабатывающих растворов. Режимы танковой фотообработки экспонированных радиографических пленок
1. Танковую фотообработку экспонированных радиографических пленок (PT-1, РТ-1Д, РНТМ-1Д, РТ-4М, РТ-5, РТ-5Д, РТ-2, PM-1, РМ-6) следует производить в проявителе "Рентген-2" и фиксаже "БКФ-2", составы которых приведены в табл. 1 и 2 соответственно. Для приготовления растворов необходимо применять дистиллированную воду по ГОСТ 6709-72.
Таблица1
|
|
Применяемые химикаты |
Масса вещества на 1 л проявителя |
|
1. |
Метол (пapa-метиламинофенолсульфат) по ГОСТ 5.1177-71 |
2,2 |
|
2. |
Сульфит натрия безводный (натрий сернистокислый безводный) по ГОСТ 5644-75 и ГОСТ 195-77 |
72,0 |
|
3. |
Гидрохинон (парадиоксибензол) по ГОСТ 19627-74 |
8,8 |
|
4. |
Натрий углекислый безводный по ГОСТ 86-63 или сода кальцинированная (синтетическая), по ГОСТ 5100-73 |
48,0 |
|
5. |
Калий бромистый по ГОСТ 4160-74 |
4,0 |
Таблица 2
Применяемые химикаты |
Масса вещества на 1 л фиксажа, г |
|
|
1. |
Тиосульфат натрия кристаллический (гипосульфит) по ГОСТ 244-76 |
260,0 |
|
2. |
Аммоний хлористый по ГОСТ 3773-72 |
50,0 |
|
3 |
Метабисульфит натрия (натрий сернистокислый пиро) по ГОСТ 10575-76 |
17,0 |
|
Таблица 3 |
||
|
Применяемые химикаты |
Масса вещества на 1 л проявителя, г |
|
|
1. |
Вода дистиллированная по ГОСТ 6709-72 |
800,0 |
|
2. |
Динатриевая соль этилендиаминтетрауксусной кислоты, 2-водная, (трилон-Б) по ГОСТ 10652-73 |
2,0 |
|
3. |
Метол (пара-метиламинофенолсульфат) по ГОСТ 5.1177-71 |
4,0-4,5 |
|
4. |
Сульфит натрия безводный (натрий сернистокислый безводный) по ГОСТ 5644-75 или по ГОСТ 195-77 |
72,0 |
|
5. |
Гидрохинон (парадиоксибензол) ГОСТ 19627-74 |
16,0-17,5 |
|
6. |
Натрий углекислый безводный по ГОСТ 83-63 или сода кальцинированная (синтетическая) по ГОСТ 5100-73 |
48,0 |
|
7. |
Гидроокись натрия по ГОСТ 4328-77 |
7,5 |
2. В 1,0 л проявителя "Рентген-2" допускается обработать не более 1,0 и радиографической пленки без применения восстанавливающего раствора.
3. Для восстановления свойств проявителя "Рентген-2", утрачиваемых по мере увеличения количества проявленной пленки, следует применять восстанавливающий раствор, состав которого приведен в табл. 3.
4. Восстанавливающий раствор следует вводить в проявитель "Рентген-2" из расчета 25 мл на 0,02 м2 обработанной радиографической пленки. В 1,0 л основного раствора проявителя "Рентген-2" при введении восстанавливающего раствора допускается обрабатывать не более 2,5 м2 пленки.
ПРИЛОЖЕНИЕ
16
Рекомендуемое
Порядок фотообработки снимков
Фотообработку радиографических снимков следует производить в следующей последовательности: проявление, промежуточная промывка, фиксирование, предварительная промывка, окончательная промывка, обработка в смачивателе.
Количество растворов проявителя и фиксажа, наливаемых в кюветы, приведено в табл. 1.
Таблица 1
|
Размеры кюветы, см |
Количество проявителя, см3 |
Количество закрепителя (фиксажа), см3 |
|
9×12 |
200 |
250 |
|
13×18 |
300 |
350 |
|
18×24 |
500 |
500 |
|
24×30 |
600 |
600 |
|
30×40 |
1000 |
1000 |
В зависимости от истощенности проявителя время проявления следует увеличивать в соответствии с табл. 2.
Таблица 2
|
Размеры пленок, см |
Количество пленок, проявляемых в 1 л, шт. |
|||
|
всего |
при времени проявления, мин |
|||
|
5 |
6 |
7 |
||
|
13×18 |
46 |
25 |
12 |
9 |
|
18×24 |
25 |
14 |
6 |
5 |
|
24×30 |
15 |
8 |
4 |
3 |
|
30×40 |
9 |
5 |
2 |
2 |
Примечание. Всего в 1 л проявителя можно проявить 1 м2 пленки.
Промывку снимков после проявления (промежуточную промывку) следует производить в течение не менее 1 мин. в двух-трех-процентном водном растворе уксусной кислоты при температуре 288-293 К (15-20°С).
После фиксирования радиографические снимки следует подвергнуть предварительной промывке в воде при температуре 288-293 К (15-20°С) в течение 1-2 мин. для сохранения серебра.
Окончательную промывку радиографических снимков следует производить в проточной воде при температуре 288-293 К (15-20°С) в течение 30-45 мин.
После окончательной промывки радиографические снимки рекомендуется обработать в 0,03-0,05-процентном водном растворе смачивателя ОП-7 или ОП-10 в течение 30-60 с.
В случаях, когда требуется осуществить быструю просушку, пленку перед просушкой опускают на 3 мин в раствор следующего состава:
Метиловый спирт 1000 см3
Вода 400 см3
Формалин 50 г
Пленка, обработанная таким раствором, просыхает в течение 4-5 мин.
В ряде случаев плотные (передержанные) негативы могут быть исправлены в специальных ослабляющих растворах.
Рекомендуется применять ослабитель следующего состава:
|
Раствор "а" вода |
100 см3 |
|
гипосульфит |
10 г |
|
раствор "б" вода |
100 см3 |
|
железосинеродистый калий - (красная кровяная соль) |
5 г |
Для приготовления ослабителя смешивают 10 частей раствора "а" и 1 часть раствора "б".
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/10231/
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|