
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ВСН 416-81 Общие производственные нормы расхода материалов в строительстве. Сборник 30. Сварочные работы.МИНИСТЕРСТВО МОНТАЖНЫХ И
СПЕЦИАЛЬНЫХ СТРОИТЕЛЬНЫХ РАБОТ СССР ОБЩИЕ ПРОИЗВОДСТВЕННЫЕ СБОРНИК 30 СВАРОЧНЫЕ РАБОТЫ
Москва Стройиздат 1990 Разработаны институтами ВПТИмонтажспецстрой (инженеры В.М. Панов, И.П. Никулина, Е.Ю. Глазунова, А.А. Сыроваткин, Ю.М. Чугунов) и ВНИКТИстальконструкция (канд. техн. наук К.А. Илюкович, инж. С.А. Мулярова) Минмонтажспецстроя СССР под методическим руководством ЦНИИЭУС Госстроя СССР. Согласованы с Госстроем СССР и утверждены для применения в системе министерства Минмонтажспецстроя СССР. Введение норм в действие в других министерствах (ведомствах) должно быть оформлено соответствующим приказом без дополнительного согласования с Госстроем СССР. Для инженерно-технических работников строительно-монтажных, комплектующих, нормативно-исследовательских, проектно-технологических и проектных организаций. Замечания и предложения просьба направлять в ЦНИИЭУС Госстроя СССР по адресу: 117943, ГСП, Москва В-331, пр. Вернадского, 29. Редактор - инж. Ю.Ф. Кудрявцев (Госстрой СССР). ОБЩАЯ ЧАСТЬ1. Производственные нормы разработаны в соответствии со СНиП 5.01.18-86, исходя из требований правил производства работ, предусмотренных СНиПом, и рациональной организации труда. Нормы разработаны с учетом применения материалов, качество которых соответствует требованиям ГОСТов и технических условий. 2. Производственные нормы предназначены для определения нормативного количества материалов на стадии подготовки строительно-монтажного производства и при организации производственно-технологической комплектации объектов строительства, контроля за расходом материалов при их списании, анализа производственно-хозяйственной деятельности строительно-монтажных организаций. 3. Производственные нормы определены расчетно-аналитическим методом с помощью ЭВМ, с проверкой величины коэффициентов расхода сварочных материалов лабораторным методом и предусматривают применение прогрессивной технологии и современного сварочного оборудования. 4. Производственными нормами учтен чистый расход материалов и трудноустранимые отходы и потери, образующиеся в процессе производства сварочных работ - огарки электродов, остатки проволоки в бухте, потери на угар, разбрызгивание и шлакообразование. 5. Производственные нормы не учитывают потери сварочных материалов при хранении и транспортировании их от поставщиков до приобъектного склада. 6. В случаях улучшения технологии, повышения уровня организации труда, изменения свойств и видов материалов, позволяющих уменьшить их расход на единицу продукции, производственные нормы подлежат пересмотру. 7. Для удобства пользования нормами, в частности при составлении плановых заданий бригадам рабочих, в таблицах Сборника приводятся параграфы ЕНиР 1979 г. 8. Нумерация Сборника принята в соответствии с системой кодирования видов строительно-монтажных работ для последующего использования электронно-вычислительной техники при определении потребности в материалах. 9. Для кодирования норм при применении ЭВМ вводятся коды видов строительно-монтажных работ (два знака), коды таблиц (три знака) и коды строк и граф таблиц Сборника (по два знака). Структура кода производственной нормы расхода имеет вид XX+XXX+XX+XX, где первые два знака соответствуют коду вида строительно-монтажных работ; третий, четвертый и пятый знаки - номеру таблицы; шестой и седьмой знаки - коду графы таблицы, а последние два знака - коду строки таблицы. Для кодирования вновь разработанных норм, включенных в разделы I и II, введены дополнительные два знака и коды таблиц, представляемые через точку после основных знаков. Структура дополнительных кодов производственной нормы расхода имеет вид ХХ + ХХХ. ХХ + ХХ + ХХ. 10. С введением в действие норм настоящего Сборника утрачивают силу производственные нормы расхода материалов на аналогичные строительно-монтажные процессы, приведенные в сборниках, действующих в системе министерства.
При применении электродов с коэффициентами расхода, отличающимися от приведенных в таблице, нормы расхода следует рассчитывать по формуле:
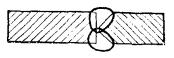
где Н - определяемая норма расхода электрода, кг; HT - норма расхода в таблице сборника, кг; K1 - коэффициент расхода электрода, по которому определяется норма расхода; К2 - коэффициент расхода электрода по таблице. Раздел I. СВАРКА ЛИСТОВЫХ И РЕШЕТЧАТЫХ КОНСТРУКЦИЙТЕХНИЧЕСКАЯ ЧАСТЬ1. Производственными нормами раздела предусмотрена ручная дуговая сварка, механизированная сварка порошковой проволокой, механизированная сварка в углекислом газе, автоматическая сварка под флюсом. 2. Конструктивные размеры и условные обозначения сварных соединений соответствуют ГОСТ 5264-80, ГОСТ 14771-76*, ГОСТ 8713-79*. 3. Производственные нормы расхода электродов даны для нижнего положения шва. При других положениях шва к нормам следует применять поправочные коэффициенты: при вертикальном - 1,12; при горизонтальном - 1,13; при потолочном - 1,26. 4. Производственными нормами табл. 019-031 предусмотрена сварка с подачей углекислого газа с удельным расходом 6 л/мин. При увеличении удельного расхода углекислого газа к нормам расхода необходимо применять поправочные коэффициенты Kу: Удельный расход углекислого газа, л/мин Коэффициент Ку 6.......................................................................... 1 8.......................................................................... 1,3 10........................................................................ 1,6 12........................................................................ 2 5. Нормы расхода нахлесточных соединений H1 и Н2 гл. 1 и 2 определять по таблицам Сборника соответственно: 013, 026 и 014, 027. 6. Производственными нормами табл. 031.17, 031.18, 031.22, 031.25, 031.26 и 031.28 предусмотрено предварительное наложение подварочного шва (сварка корня шва) автоматической сваркой под флюсом. Глава 1. СВАРКА РУЧНАЯ ДУГОВАЯ И МЕХАНИЗИРОВАННАЯ ПОРОШКОВОЙ ПРОВОЛОКОЙ§ 1. Соединения стыковые с отбортовкой двух кромок односторонние С1
Рис. 1. Соединение стыковое с отбортовкой двух кромок одностороннее С1 Таблица 001. Нормы на 1 м шва
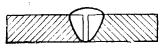
§ 2. Соединения стыковые без скоса кромок односторонние С2
Рис. 2. Соединение стыковое без скоса кромок одностороннее С2 Таблица 002. Нормы на 1 м шва
Привязка к ЕНиР § 22-1. § 3. Соединения стыковые без скоса кромок двусторонние С7
Рис. 3. Соединение стыковое без скоса кромок двустороннее С7 Таблица 003. Нормы на 1 м шва
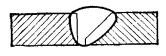
Привязка к ЕНиР § 22-1; § 22-7. § 4. Соединения стыковые со скосом одной кромки односторонние С8
Рис. 4. Соединение стыковое со скосом одной кромки одностороннее С8 Таблица 004. Нормы на 1 м шва
§ 5. Соединения стыковые с двумя симметричными скосами одной кромки двусторонние С15
Рис. 5. Соединение стыковое с двумя симметричными скосами одной кромки двустороннее С15 Таблица 005. Нормы на 1 м шва
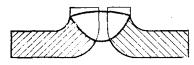
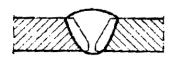
§ 6. Соединения стыковые со скосом двух кромок односторонние С17
Рис. 6. Соединение стыковое со скосом двух кромок одностороннее С17 Таблица 006. Нормы на 1 м шва
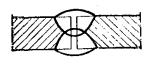
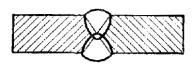
§ 7. Соединения стыковые с двумя симметричными скосами двух кромок двусторонние С25
Рис. 7. Соединение стыковое с двумя симметричными скосами двух кромок двустороннее С25 Таблица 007. Нормы на 1 м шва
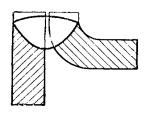
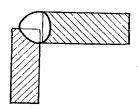
§ 8. Соединения угловые с отбортовкой одной кромки односторонние У1
Рис. 8. Соединение угловое с отбортовкой одной кромки одностороннее У1 Таблица 008. Нормы на 1 м шва
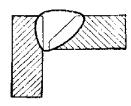
§ 9. Соединения угловые без скоса кромок односторонние У4
Рис. 9. Соединение угловое без скоса кромок одностороннее У4 Таблица 009. Нормы на 1 м шва
Привязка к ЕНиР § 22-6. § 10. Соединения угловые со скосом одной кромки односторонние У6
Рис. 10. Соединение угловое со скосом одном кромки одностороннее У6 Таблица 010. Нормы на 1 м шва
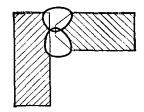
§ 11. Соединения угловые с двумя симметричными скосами одной кромки двусторонние У8
Рис. 11. Соединение угловое с двумя симметричными скосами одной кромки двустороннее У8 Таблица 011. Нормы на 1 м шва
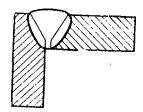
§ 12. Соединения угловые со скосом двух кромок односторонние У9
Рис. 12. Соединение угловое со скосом двух кромок одностороннее У9 Таблица 012. Нормы на 1 м шва
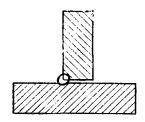
§ 13. Соединения тавровые без скоса кромок односторонние Т1
Рис. 13. Соединение тавровое без скоса кромок одностороннее Т1 Таблица 013. Нормы на 1 м шва
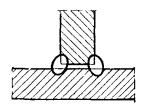
Привязка к ЕНиР § 22-6. § 14. Соединения тавровые без скоса кромок двусторонние Т3
Рис. 14. Соединение тавровое без скоса кромок двустороннее Т3 Таблица 014. Нормы на 1 м шва
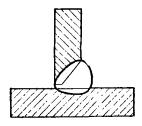
§ 15. Соединения тавровые со скосом одной кромки односторонние Т6
Рис. 15. Соединение со скосом одной кромки одностороннее Т6 Таблица 015. Нормы на 1 м шва
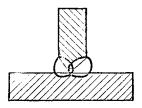
§ 16. Соединения тавровые с двумя симметричными скосами одной кромки двусторонние Т8
Рис. 16. Соединение тавровое с двумя симметричными скосами одной кромки двустороннее Т8 Таблица 016. Нормы на 1 м шва
§ 17. Подварка без удаления корня шваТаблица 017. Нормы на 1 м шва
Привязка к ЕНиР § 22-7. § 18. Подварка с удалением корня шваТаблица 018. Нормы на 1 м шва
Привязка к ЕНиР § 22-7. Глава 2. СВАРКА МЕХАНИЗИРОВАННАЯ ДУГОВАЯ В УГЛЕКИСЛОМ ГАЗЕ§ 19. Соединения стыковые без скоса кромок односторонние С2(см. рис. 2) Таблица 019. Нормы на 1 м шва
Привязка к ЕНиР § 22-1. § 20. Соединения стыковые без скоса кромок двусторонние С7(см. рис. 3) Таблица 020. Нормы на 1 м шва
Привязка к ЕНиР § 22-1; § 22-7. § 21. Соединения стыковые со скосом двух кромок односторонние С17(см. рис. 6) Таблица 021. Нормы на 1 м шва
§ 22. Соединения стыковые с двумя симметричными скосами двух кромок двусторонние С25(см. рис. 7) Таблица 022. Нормы на 1 м шва
§ 23. Соединения угловые без скоса кромок односторонние У4(см. рис. 9) Таблица 023. Нормы на 1 м шва
Привязка к ЕНиР § 22-6. § 24. Соединения угловые со скосом одной кромки
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Толщина деталей, мм |
Проволока сварочная, кг |
Газ углекислый, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Газ углекислый, кг |
Код строки |
|
3 |
0,095 |
0,05 |
01 |
28 |
3,307 |
1,751 |
12 |
|
5 |
0,109 |
0,089 |
02 |
32 |
4,233 |
2,241 |
13 |
|
7 |
0,259 |
0,137 |
03 |
36 |
5,158 |
2,732 |
14 |
|
8 |
0,354 |
0,187 |
04 |
40 |
6,399 |
3,388 |
15 |
|
10 |
0,488 |
0,258 |
05 |
44 |
7,637 |
4,044 |
16 |
|
12 |
0,67 |
0,37 |
06 |
48 |
9,042 |
4,788 |
17 |
|
14 |
0,893 |
0,473 |
07 |
52 |
10,557 |
5,59 |
18 |
|
16 |
1,224 |
0,648 |
08 |
56 |
12,188 |
6,454 |
19 |
|
18 |
1,476 |
0,781 |
09 |
60 |
13,898 |
7,359 |
20 |
|
20 |
1,797 |
0,952 |
10 |
|
|
|
|
|
24 |
2,498 |
1,323 |
11 |
Код графы |
01 |
02 |
- |
§ 25. Соединения угловые со скосом двух кромок односторонние У9
(см. рис. 12)
Таблица 025. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Газ углекислый, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Газ углекислый, кг |
Код строки |
|
3 |
0,093 |
0,049 |
01 |
32 |
3,7 |
1,959 |
12 |
|
5 |
0,174 |
0,092 |
02 |
36 |
4,576 |
2,423 |
13 |
|
8 |
0,302 |
0,16 |
03 |
38 |
5,103 |
2,702 |
14 |
|
10 |
0,458 |
0,243 |
04 |
42 |
6,132 |
3,247 |
15 |
|
12 |
0,603 |
0,319 |
05 |
44 |
6,723 |
3,56 |
16 |
|
14 |
0,833 |
0,441 |
06 |
48 |
7,900 |
4,186 |
17 |
|
16 |
0,989 |
0,524 |
07 |
50 |
8,584 |
4,544 |
18 |
|
20 |
1,484 |
0,786 |
08 |
52 |
9,239 |
4,892 |
19 |
|
24 |
2,175 |
1,512 |
09 |
56 |
10,681 |
5,656 |
20 |
|
26 |
2,538 |
1,344 |
10 |
60 |
12,169 |
6,444 |
21 |
|
30 |
3,261 |
1,727 |
11 |
|
|
|
|
|
|
|
|
|
Код графы |
01 |
02 |
- |
§ 26. Соединения тавровые без скоса кромок односторонние Т1
(см. рис. 13)
Таблица 026. Нормы на 1 м шва
|
Проволока сварочная, кг |
Газ углекислый, кг |
Код строки |
Катет шва, мм |
Проволока сварочная, кг |
Газ углекислый, кг |
Код строки |
|
|
3 |
0,067 |
0,036 |
01 |
26 |
3,191 |
1,69 |
12 |
|
5 |
0,156 |
0,083 |
02 |
28 |
3,681 |
1,949 |
13 |
|
8 |
0,353 |
0,187 |
03 |
30 |
4,207 |
2,228 |
14 |
|
10 |
0,529 |
0,28 |
04 |
32 |
4,767 |
2,524 |
15 |
|
12 |
0,739 |
0,391 |
05 |
34 |
5,049 |
2,673 |
16 |
|
14 |
0,853 |
0,452 |
06 |
36 |
5,991 |
3,172 |
17 |
|
16 |
1,264 |
0,669 |
07 |
38 |
6,393 |
3,385 |
18 |
|
18 |
1,466 |
0,776 |
08 |
40 |
7,355 |
3,895 |
19 |
|
20 |
1,931 |
1,022 |
09 |
Код графы |
01 |
02 |
- |
|
22 |
2,316 |
1,226 |
10 |
||||
|
24 |
2,736 |
1,449 |
11 |
Привязка к ЕНиР § 22-6.
§ 27. Соединения тавровые без скоса кромок двусторонние Т3
(см. рис. 14)
Таблица 027. Нормы на 1 м шва
|
Проволока сварочная, кг |
Газ углекислый, кг |
Код строки |
Катет шва, мм |
Проволока сварочная, кг |
Газ углекислый, кг |
Код строки |
|
|
3 |
0,134 |
0,072 |
01 |
24 |
5,472 |
2,898 |
11 |
|
5 |
0,312 |
0,166 |
02 |
26 |
6,382 |
3,38 |
12 |
|
8 |
0,706 |
0,374 |
03 |
28 |
7,362 |
3,898 |
13 |
|
10 |
1,058 |
0,56 |
04 |
30 |
8,414 |
4,452 |
14 |
|
12 |
1,478 |
0,782 |
05 |
32 |
9,534 |
5,048 |
15 |
|
14 |
1,706 |
0,904 |
06 |
34 |
10,098 |
5,346 |
16 |
|
16 |
2,528 |
1,338 |
07 |
36 |
11,982 |
6,344 |
17 |
|
18 |
2,932 |
1,552 |
08 |
38 |
12,786 |
6,77 |
18 |
|
20 |
3,862 |
2,044 |
09 |
40 |
14,71 |
7,79 |
19 |
|
22 |
4,632 |
2,452 |
10 |
|
|
|
|
|
|
|
|
|
Код графы |
01 |
02 |
- |
§ 28. Соединения тавровые со скосом одной кромки односторонние Т6
(см. рис. 15)
Таблица 028. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Газ углекислый, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Газ углекислый, кг |
Код строки |
|
3 |
0,078 |
0,042 |
01 |
32 |
7,073 |
3,746 |
11 |
|
5 |
0,195 |
0,103 |
02 |
36 |
8,893 |
4,709 |
12 |
|
8 |
0,473 |
0,232 |
03 |
40 |
10,579 |
5,602 |
13 |
|
10 |
0,675 |
0,358 |
04 |
44 |
12,831 |
6,794 |
14 |
|
12 |
1,037 |
0,55 |
05 |
48 |
15,245 |
8,072 |
15 |
|
14 |
1,207 |
0,64 |
06 |
52 |
17,424 |
9,226 |
16 |
|
18 |
2,172 |
1,15 |
07 |
56 |
20,221 |
10,708 |
17 |
|
20 |
2,78 |
1,47 |
08 |
60 |
22,715 |
12,028 |
18 |
|
24 |
3,956 |
2,095 |
09 |
Код графы |
01 |
02 |
- |
|
28 |
5,341 |
2,828 |
10 |
§ 29. Соединения тавровые с двумя симметричными скосами одной кромки двусторонние Т8
(см. рис. 16)
Таблица 029. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Газ углекислый, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Газ углекислый, кг |
Код строки |
|
6 |
0,225 |
0,119 |
01 |
36 |
4,784 |
2,533 |
12 |
|
9 |
0,385 |
0,204 |
02 |
38 |
5,544 |
2,936 |
13 |
|
10 |
0,529 |
0,28 |
03 |
42 |
6,494 |
3,439 |
14 |
|
12 |
0,685 |
0,363 |
04 |
45 |
7,692 |
4,073 |
15 |
|
14 |
0,948 |
0,502 |
05 |
48 |
8,519 |
4,511 |
16 |
|
18 |
1,356 |
0,718 |
06 |
50 |
9,525 |
5,044 |
17 |
|
20 |
1,68 |
0,889 |
07 |
53 |
10,444 |
5,53 |
18 |
|
24 |
2,224 |
1,178 |
08 |
56 |
11,887 |
6,294 |
19 |
|
26 |
2,664 |
1,41 |
09 |
60 |
13,261 |
7,022 |
20 |
|
30 |
3,335 |
1,766 |
10 |
|
|
|
|
|
32 |
3,973 |
2,104 |
11 |
Код графы |
01 |
02 |
- |
§ 30. Подварка без удаления корня шва
Таблица 030. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Газ углекислый, кг |
Код строки |
|
12-14 |
0,118 |
0,059 |
01 |
|
16-18 |
0,12 |
0,071 |
02 |
|
20-24 |
0,144 |
0,085 |
03 |
|
Код графы |
01 |
02 |
- |
Привязка к ЕНиР § 22-7.
§ 31. Подварка с удалением корня шва
Таблица 031. Нормы на 1 м шва
|
Глубина удаления, мм |
Проволока сварочная, кг |
Газ углекислый, кг |
Код строки |
|
|
8-12 |
3 |
0,223 |
0,119 |
01 |
|
12-28 |
4 |
0,355 |
0,19 |
02 |
|
св. 30 |
5 |
0,516 |
0,276 |
03 |
|
Код графы |
- |
01 |
02 |
- |
Привязка к ЕНиР § 22-7.
Глава 3. АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ
§ 32. Соединения стыковые без скоса кромок односторонние С4
А. НА ФЛЮСОВОЙ ПОДУШКЕ
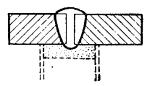
Рис. 17. Соединение стыковое без скоса кромок одностороннее на флюсовой подушке С4
Таблица 031.01. Норма на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
2 |
0,166 |
0,264 |
01 |
8 |
0,479 |
0,714 |
07 |
|
3 |
0,183 |
0,29 |
02 |
9 |
0,496 |
0,74 |
08 |
|
4 |
0,264 |
0,42 |
03 |
10 |
0,512 |
0,763 |
09 |
|
5 |
0,292 |
0,465 |
04 |
|
|
|
|
|
6 |
0,358 |
0,569 |
05 |
Код графы |
01 |
02 |
- |
|
7 |
0,418 |
0,664 |
06 |
Привязка к ЕНиР § 22-9.
Б. НА ФЛЮСОМЕДНОЙ ПОДКЛАДКЕ

Рис. 18. Соединение стыковое без скоса кромок одностороннее на флюсомедной подкладке С4
Таблица 031.02. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
3 |
0,225 |
0,345 |
01 |
9 |
0,514 |
0,716 |
07 |
|
4 |
0,257 |
0,395 |
02 |
10 |
0,535 |
0,72 |
08 |
|
5 |
0,297 |
0,457 |
03 |
12 |
0,791 |
1,035 |
09 |
|
6 |
0,366 |
0,563 |
04 |
|
|
|
|
|
7 |
0,42 |
0,606 |
05 |
Код графы |
01 |
02 |
- |
|
8 |
0,494 |
0,71 |
06 |
Привязка ЕНиР § 22-9.
В. НА МЕДНОМ ПОЛЗУНЕ
(см. рис. 18)
Таблица 031.03. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
5 |
0,506 |
0,795 |
01 |
14 |
1,045 |
1,435 |
08 |
|
6 |
0,538 |
0,848 |
02 |
16 |
1,245 |
1,709 |
09 |
|
7 |
0,741 |
1,124 |
03 |
18 |
1,343 |
1,844 |
10 |
|
8 |
0,781 |
1,153 |
04 |
20 |
1,829 |
2,512 |
11 |
|
9 |
0,827 |
1,165 |
05 |
|
|
|
|
|
10 |
0,862 |
1,184 |
06 |
Код графы |
01 |
02 |
- |
|
12 |
0,964 |
1,306 |
07 |
Привязка к ЕНиР § 22-9.
§ 33. Соединения стыковые без скоса кромок односторонние на остающейся подкладке С5
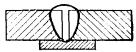
Рис. 19. Соединение стыковое без скоса кромок одностороннее на остающейся подкладке С5
Таблица 031.04. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Подкладка стальная, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Подкладка стальная, кг |
Код строки |
|
2 |
0,162 |
0,256 |
0,409 |
01 |
9 |
0,596 |
0,848 |
0,819 |
08 |
|
3 |
0,219 |
0,316 |
0,409 |
02 |
10 |
0,629 |
0,855 |
0,819 |
09 |
|
4 |
0,274 |
0,431 |
0,409 |
03 |
11 |
0,773 |
1,043 |
0,819 |
10 |
|
5 |
0,289 |
0,456 |
0,546 |
04 |
12 |
0,812 |
1,189 |
0,819 |
11 |
|
6 |
0,397 |
0,626 |
0,546 |
05 |
|
|
|
|
|
|
7 |
0,421 |
0,644 |
0,682 |
06 |
Код графы |
01 |
02 |
03 |
- |
|
8 |
0,498 |
0,739 |
0,682 |
07 |
Привязка к ЕНиР § 22-9.
§ 34. Соединения стыковые без скоса кромок односторонние С47

Рис. 20. Соединение стыковое без скоса кромок одностороннее С47
Таблица 031.05. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
3 |
0,098 |
0,154 |
01 |
9 |
0,238 |
0,323 |
07 |
|
4 |
0,14 |
0,221 |
02 |
10 |
0,242 |
0,329 |
08 |
|
5 |
0,169 |
0,267 |
03 |
11 |
0,268 |
0,362 |
09 |
|
6 |
0,174 |
0,274 |
04 |
12 |
0,272 |
0,364 |
10 |
|
7 |
0,199 |
0,3 |
05 |
|
|
|
|
|
8 |
0,203 |
0,301 |
06 |
Код графы |
01 |
02 |
- |
Привязка к ЕНиР § 22-9.
§ 35. Соединения стыковые без скоса кромок двусторонние С7
(см. рис. 3)
Таблица 031.06. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
2 |
0,158 |
0,243 |
01 |
10 |
0,769 |
1,021 |
09 |
|
3 |
0,181 |
0,29 |
02 |
12 |
0,778 |
1,032 |
10 |
|
4 |
0,268 |
0,413 |
03 |
14 |
0,827 |
1,097 |
11 |
|
5 |
0,318 |
0,49 |
04 |
16 |
1,087 |
1,442 |
12 |
|
6 |
0,428 |
0,659 |
05 |
18 |
1,095 |
1,453 |
13 |
|
7 |
0,491 |
0,731 |
06 |
20 |
1,103 |
1,464 |
14 |
|
8 |
0,495 |
0,737 |
07 |
|
|
|
|
|
9 |
0,499 |
0,74 |
08 |
Код графы |
01 |
02 |
- |
Привязка к ЕНиР § 22-9.
§ 36. Соединения стыковые без скоса кромок двусторонние на флюсовой подушке С29
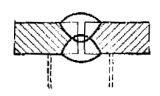
Рис. 21. Соединение стыковое без скоса кромок двустороннее на флюсовой подушке С29
Таблица 031.07. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
2 |
0,163 |
0,251 |
01 |
12 |
0,749 |
1,048 |
10 |
|
3 |
0,207 |
0,318 |
02 |
14 |
0,811 |
1,096 |
11 |
|
4 |
0,288 |
0,443 |
03 |
16 |
1,009 |
1,339 |
12 |
|
5 |
0,296 |
0,456 |
04 |
18 |
1,229 |
1,631 |
13 |
|
6 |
0,453 |
0,697 |
05 |
20 |
1,278 |
1,696 |
14 |
|
7 |
0,518 |
0,772 |
06 |
22 |
1,343 |
1,782 |
15 |
|
8 |
0,535 |
0,781 |
07 |
|
|
|
|
|
9 |
0,55 |
0,794 |
08 |
Код графы |
01 |
02 |
- |
|
10 |
0,6 |
0,808 |
09 |
Привязка к ЕНиР § 22-9.
§ 37. Соединения стыковые со скосом одной кромки односторонние на флюсовой подушке С9
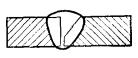
Рис. 22. Соединение стыковое со скосом одной кромки одностороннее на флюсовой подушке С9
Таблица 031.08. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
8 |
0,429 |
0,562 |
01 |
16 |
1,153 |
1,187 |
06 |
|
9 |
0,476 |
0,62 |
02 |
18 |
1,347 |
1,385 |
07 |
|
10 |
0,553 |
0,722 |
03 |
20 |
1,584 |
1,63 |
08 |
|
12 |
0,737 |
0,963 |
04 |
|
|
|
|
|
14 |
0,892 |
1,166 |
05 |
Код графы |
01 |
02 |
- |
§ 38. Соединения стыковые со скосом одной кромки на остающейся подкладке С10
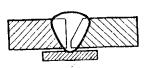
Рис. 23. Соединение стыковое со скосом одной кромки на остающейся подкладке С10
Таблица 031.09. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Подкладка стальная, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Подкладка стальная, кг |
Код строки |
|
8 |
0,436 |
0,569 |
0,585 |
01 |
20 |
1,799 |
1,851 |
1,404 |
08 |
|
9 |
0,502 |
0,657 |
0,585 |
02 |
22 |
2,295 |
2,361 |
1,404 |
09 |
|
10 |
0,555 |
0,748 |
0,585 |
03 |
24 |
2,605 |
2,881 |
1,404 |
10 |
|
12 |
0,739 |
0,99 |
0,585 |
04 |
26 |
2,935 |
3,240 |
1,872 |
11 |
|
14 |
0,992 |
1,148 |
0,78 |
05 |
28 |
3,254 |
3,599 |
1,872 |
12 |
|
16 |
1,231 |
1,42 |
0,78 |
06 |
30 |
3,594 |
3,974 |
1,872 |
13 |
|
18 |
1,57 |
1,616 |
0,936 |
07 |
|
|
|
|
|
|
|
|
|
|
|
Код графы |
01 |
02 |
03 |
- |
§ 39. Соединения стыковые со скосом одной кромки двусторонние С12
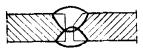
Рис. 24. Соединение стыковое со скосом одной кромки двустороннее С12
Таблица 031.10. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
14 |
0,72 |
1,013 |
01 |
18 |
1,196 |
1,668 |
05 |
|
15 |
0,848 |
1,191 |
02 |
19 |
1,287 |
1,79 |
06 |
|
16 |
0,918 |
1,284 |
03 |
20 |
1,385 |
1,92 |
07 |
|
17 |
1,112 |
1,556 |
04 |
|
|
|
|
|
|
|
|
|
Код графы |
01 |
02 |
- |
§ 40. Соединения стыковые с криволинейным скосом одной кромки односторонние С31
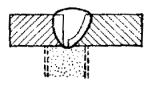
Рис. 25. Соединение стыковое
с криволинейным скосом
одной кромки одностороннее С31
Таблица 031.11. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
16 |
1,15 |
1,183 |
01 |
36 |
3,523 |
3,896 |
11 |
|
18 |
1,335 |
1,374 |
02 |
38 |
3,817 |
4,22 |
12 |
|
20 |
1,524 |
1,568 |
03 |
40 |
4,122 |
4,558 |
13 |
|
22 |
1,741 |
1,791 |
04 |
42 |
4,507 |
4,984 |
14 |
|
24 |
1,952 |
2,159 |
05 |
44 |
4,737 |
5,349 |
15 |
|
26 |
2,193 |
2,425 |
06 |
46 |
5,199 |
5,749 |
16 |
|
28 |
2,428 |
2,685 |
07 |
48 |
5,554 |
6,141 |
17 |
|
30 |
2,675 |
2,958 |
08 |
50 |
5,919 |
6,545 |
18 |
|
32 |
2,948 |
3,26 |
09 |
Код графы |
01 |
02 |
- |
|
34 |
3,223 |
3,564 |
10 |
§ 41. Соединения стыковые с ломаным скосом одной кромки односторонние С32
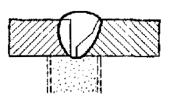
Рис. 26. Соединение стыковое с ломаным скосом одной кромки одностороннее С32
Таблица 031.12. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
16 |
1,191 |
1,225 |
01 |
36 |
3,469 |
3,837 |
11 |
|
18 |
1,391 |
1,43 |
02 |
38 |
3,732 |
4,126 |
12 |
|
20 |
1,585 |
1,631 |
03 |
40 |
4,001 |
4,424 |
13 |
|
22 |
1,798 |
1,842 |
04 |
42 |
4,167 |
4,792 |
14 |
|
24 |
2,008 |
2,221 |
05 |
44 |
4,619 |
5,107 |
15 |
|
26 |
2,238 |
2,475 |
06 |
46 |
4,924 |
5,445 |
16 |
|
28 |
2,463 |
2,722 |
07 |
48 |
5,224 |
5,777 |
17 |
|
30 |
2,695 |
2,98 |
08 |
50 |
5,531 |
6,116 |
18 |
|
32 |
2,946 |
3,258 |
09 |
Код графы |
01 |
02 |
- |
|
34 |
3,193 |
3,531 |
10 |
§ 42. Соединения стыковые с двумя симметричными скосами одной кромки двусторонние С15
(см. рис. 5)
Таблица 031.13. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
20 |
1,143 |
1,176 |
01 |
28 |
1,894 |
2,094 |
05 |
|
22 |
1,273 |
1,31 |
02 |
30 |
2,199 |
2,432 |
06 |
|
24 |
1,42 |
1,57 |
03 |
Код графы |
01 |
02 |
- |
|
26 |
1,714 |
1,895 |
04 |
§ 43. Соединения стыковые со скосом кромок односторонние С18
А. НА ФЛЮСОВОЙ ПОДУШКЕ
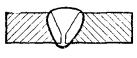
Рис. 27. Соединение стыковое со скосом кромок одностороннее на флюсовой подушке С18
Таблица 031.14. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
8 |
0,631 |
0,825 |
01 |
18 |
1,742 |
1,792 |
07 |
|
9 |
0,706 |
0,922 |
02 |
20 |
1,937 |
1,992 |
08 |
|
10 |
0,804 |
1,051 |
03 |
22 |
2,387 |
2,456 |
09 |
|
12 |
1,051 |
1,082 |
04 |
24 |
2,737 |
2,816 |
10 |
|
14 |
1,188 |
1,222 |
05 |
|
|
|
|
|
16 |
1,372 |
1,411 |
06 |
Код графы |
01 |
02 |
- |
Привязка к ЕНиР § 22-9.
Б. НА ФЛЮСОМЕДНОЙ ПОДКЛАДКЕ
(см. рис. 27)
Таблица 031.15. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
12 |
0,731 |
0,752 |
01 |
24 |
2,341 |
2,409 |
07 |
|
14 |
0,909 |
0,935 |
02 |
26 |
2,674 |
2,957 |
08 |
|
16 |
1,106 |
1,137 |
03 |
28 |
2,954 |
3,206 |
09 |
|
18 |
1,332 |
1,371 |
04 |
30 |
3,332 |
3,685 |
10 |
|
20 |
1,589 |
1,635 |
05 |
|
|
|
|
|
22 |
2,038 |
2,097 |
06 |
Код графы |
01 |
02 |
- |
Привязка к ЕНиР § 22-9.
§ 44. Соединения стыковые со скосом кромок односторонние на остающейся подкладке С19

Рис. 28. Соединение стыковое со скосом кромок одностороннее на остающейся подкладке С19
Таблица 031.16. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Подкладка стальная, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Подкладка стальная, кг |
Код строки |
|
8 |
0,539 |
0,706 |
0,702 |
01 |
22 |
2,928 |
3,012 |
1,872 |
09 |
|
9 |
0,616 |
0,805 |
0,702 |
02 |
24 |
3,354 |
3,451 |
1,872 |
10 |
|
10 |
0,701 |
0,917 |
0,702 |
03 |
26 |
3,812 |
4,215 |
2,34 |
11 |
|
12 |
0,893 |
1,168 |
0,702 |
04 |
28 |
4,299 |
4,754 |
2,34 |
12 |
|
14 |
1,24 |
1,275 |
0,936 |
05 |
30 |
4,817 |
5,327 |
2,34 |
13 |
|
16 |
1,541 |
1,586 |
0,936 |
06 |
Код графы |
01 |
02 |
03 |
- |
|
18 |
1,932 |
1,988 |
1,248 |
07 |
|||||
|
20 |
2,369 |
2,437 |
1,872 |
08 |
Привязка к ЕНиР § 22-9.
§ 45. Соединения стыковые со скосом кромок двусторонние с предварительной подваркой корня шва С21
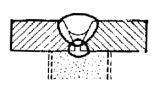
Рис. 29. Соединение стыковое со скосом кромок двустороннее с предварительной подваркой корня шва С21
Таблица 031.17. Нормы на 1 м шва
|
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
|
14 |
1,247 |
1,686 |
01 |
26 |
3,729 |
4,197 |
07 |
|
16 |
1,559 |
1,701 |
02 |
28 |
4,222 |
4,777 |
08 |
|
18 |
1,941 |
2,098 |
03 |
30 |
4,767 |
5,386 |
09 |
|
20 |
2,29 |
2,462 |
04 |
|
|
|
|
|
22 |
2,748 |
2,937 |
05 |
Код графы |
01 |
02 |
- |
|
24 |
3,173 |
3,377 |
06 |
Привязка к ЕНиР § 22-9.
§ 46. Соединения стыковые со скосом двух кромок двусторонние на флюсовой подушке С33
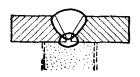
Рис. 30. Соединение стыковое со скосом двух кромок двустороннее на флюсовой подушке С33
Таблица 031.18. Нормы на 1 м шва
|
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
|
14 |
0,937 |
1,298 |
01 |
26 |
2,479 |
2,876 |
07 |
|
16 |
1,105 |
1,306 |
02 |
28 |
2,829 |
3,266 |
08 |
|
18 |
1,301 |
1,486 |
03 |
30 |
3,208 |
3,69 |
09 |
|
20 |
1,551 |
1,745 |
04 |
|
|
|
|
|
22 |
1,809 |
2,013 |
05 |
Код графы |
01 |
02 |
- |
|
24 |
2,097 |
2,45 |
06 |
Привязка к ЕНиР § 22-9.
§ 47. Соединения стыковые с криволинейным скосом кромок односторонние на остающейся подкладке С34
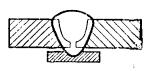
Рис. 31. Соединение стыковое с криволинейным скосом кромок одностороннее на остающейся подкладке С34
Таблица 031.19. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Подкладка стальная, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Подкладка стальная, кг |
Код строки |
|
16 |
1,996 |
2,072 |
0,624 |
01 |
40 |
6,422 |
7,101 |
0,624 |
13 |
|
18 |
2,299 |
2,388 |
0,624 |
02 |
42 |
6,163 |
7,699 |
0,624 |
14 |
|
20 |
2,592 |
2,691 |
0,624 |
03 |
44 |
7,379 |
8,159 |
0,624 |
15 |
|
22 |
2,935 |
3,041 |
0,624 |
04 |
46 |
7,848 |
8,678 |
0,624 |
16 |
|
24 |
3,255 |
3,599 |
0,624 |
05 |
48 |
8,287 |
9,163 |
0,624 |
17 |
|
26 |
3,626 |
4,01 |
0,624 |
06 |
50 |
8,737 |
9,661 |
0,624 |
18 |
|
28 |
3,974 |
4,394 |
0,624 |
07 |
52 |
9,328 |
10,314 |
0,624 |
19 |
|
30 |
4,336 |
4,794 |
0,624 |
08 |
54 |
9,802 |
10,839 |
0,624 |
20 |
|
32 |
4,744 |
5,246 |
0,624 |
09 |
56 |
10,317 |
11,408 |
0,624 |
21 |
|
34 |
5,134 |
5,677 |
0,624 |
10 |
58 |
10,813 |
11,957 |
0,624 |
22 |
|
36 |
5,493 |
6,074 |
0,624 |
11 |
60 |
11,32 |
12,518 |
0,624 |
23 |
|
38 |
5,991 |
6,625 |
0,624 |
12 |
Код графы |
01 |
02 |
03 |
- |
§ 48. Соединения стыковые с ломаным скосом кромок односторонние на флюсовой подушке С36

Рис. 32. Соединение стыковое с ломаным скосом кромок одностороннее на флюсовой подушке С36
Таблица 031.20. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
20 |
2,432 |
2,502 |
01 |
42 |
7,434 |
8,22 |
12 |
|
22 |
2,806 |
2,887 |
02 |
44 |
7,986 |
8,831 |
13 |
|
24 |
3,195 |
3,287 |
03 |
46 |
8,542 |
9,445 |
14 |
|
26 |
3,598 |
3,979 |
04 |
48 |
9,098 |
10,06 |
15 |
|
28 |
4,018 |
4,443 |
05 |
50 |
9,68 |
10,704 |
16 |
|
30 |
4,449 |
4,92 |
06 |
52 |
10,313 |
11,403 |
17 |
|
32 |
4,898 |
5,417 |
07 |
54 |
10,914 |
12,068 |
18 |
|
34 |
5,362 |
5,929 |
08 |
56 |
11,572 |
12,796 |
19 |
|
36 |
5,842 |
6,46 |
09 |
58 |
12,204 |
13,495 |
20 |
|
38 |
6,336 |
7,006 |
10 |
60 |
12,851 |
14,211 |
21 |
|
40 |
6,909 |
7,639 |
11 |
|
|
|
|
|
|
|
|
|
Код графы |
01 |
02 |
- |
§ 49. Соединения стыковые с двумя симметричными скосами кромок двусторонние С25
А. НА ВЕСУ
(см. рис. 7)
Таблица 031.21. Норма на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
18 |
0,989 |
1,017 |
01 |
42 |
3,917 |
4,327 |
13 |
|
20 |
1,102 |
1,134 |
02 |
44 |
4,256 |
4,706 |
14 |
|
22 |
1,235 |
1,27 |
03 |
46 |
4,613 |
5,103 |
15 |
|
24 |
1,385 |
1,532 |
04 |
48 |
4,99 |
5,618 |
16 |
|
26 |
1,556 |
1,72 |
05 |
50 |
5,495 |
6,08 |
17 |
|
28 |
1,744 |
1,928 |
06 |
52 |
5,909 |
6,534 |
18 |
|
30 |
2,068 |
2,286 |
07 |
54 |
6,342 |
7,012 |
19 |
|
32 |
2,293 |
2,535 |
08 |
56 |
6,876 |
7,604 |
20 |
|
34 |
2,539 |
2,807 |
09 |
58 |
7,347 |
8,123 |
21 |
|
36 |
2,802 |
3,098 |
10 |
60 |
7,836 |
8,665 |
22 |
|
38 |
3,085 |
3,411 |
11 |
|
|
|
|
|
40 |
3,586 |
3,977 |
12 |
Код графы |
01 |
02 |
- |
Б. С ПРЕДВАРИТЕЛЬНОЙ ПОДВАРКОЙ КОРНЯ ШВА

Рис. 33. Соединение стыковое с двумя симметричными скосами кромок двустороннее с предварительной подваркой корня шва С25
Таблица 031.22. Нормы на 1 м шва
|
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
|
24 |
1,882 |
2,419 |
01 |
46 |
5,615 |
6,547 |
12 |
|
26 |
2,105 |
2,665 |
02 |
48 |
6,044 |
7,022 |
13 |
|
28 |
2,347 |
2,933 |
03 |
50 |
6,603 |
7,639 |
14 |
|
30 |
2,778 |
3,376 |
04 |
52 |
7,067 |
8,136 |
15 |
|
32 |
3,027 |
3,685 |
05 |
54 |
7,558 |
8,695 |
16 |
|
34 |
3,198 |
3,87 |
06 |
56 |
8,145 |
9,345 |
17 |
|
36 |
3,643 |
4,37 |
07 |
58 |
8,669 |
9,924 |
18 |
|
38 |
3,979 |
4,738 |
08 |
60 |
9,211 |
10,523 |
19 |
|
40 |
4,438 |
5,245 |
09 |
Код графы |
01 |
02 |
- |
|
42 |
4,811 |
5,658 |
10 |
||||
|
44 |
5,204 |
6,092 |
11 |
Привязка к ЕНиР § 22-9.
§ 50. Соединения стыковые с двумя симметричными скосами кромок двусторонние на флюсовой подушке С38
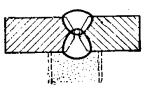
Рис. 34. Соединение стыковое с двумя симметричными скосами кромок двустороннее на флюсовой подушке С38
Таблица 031.23. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
18 |
1,356 |
1,395 |
01 |
42 |
4,878 |
5,395 |
13 |
|
20 |
1,517 |
1,561 |
02 |
44 |
5,266 |
5,822 |
14 |
|
22 |
1,698 |
1,747 |
03 |
46 |
5,67 |
6,271 |
15 |
|
24 |
1,897 |
2,097 |
04 |
48 |
6,096 |
6,741 |
16 |
|
26 |
2,115 |
2,339 |
05 |
50 |
6,54 |
7,231 |
17 |
|
28 |
2,353 |
2,601 |
06 |
52 |
7,124 |
7,877 |
18 |
|
30 |
2,803 |
3,099 |
07 |
54 |
7,606 |
8,41 |
19 |
|
32 |
3,113 |
3,442 |
08 |
56 |
8,106 |
8,963 |
20 |
|
34 |
3,373 |
3,727 |
09 |
58 |
8,625 |
9,537 |
21 |
|
36 |
3,683 |
4,072 |
10 |
60 |
9,161 |
10,13 |
22 |
|
38 |
4,023 |
4,438 |
11 |
|
|
|
|
|
40 |
4,363 |
4,824 |
12 |
Код графы |
01 |
02 |
- |
Привязка к ЕНиР § 22-9.
§ 51. Соединения стыковые с двумя симметричными криволинейными скосами кромок двусторонние С26
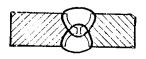
Рис. 35. Соединение стыковое с двумя симметричными криволинейными скосами кромок двустороннее С26
Таблица 031.24. Нормы на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
50 |
5,194 |
5,743 |
01 |
78 |
10,227 |
11,309 |
15 |
|
52 |
5,52 |
6,103 |
02 |
80 |
10,626 |
11,749 |
16 |
|
54 |
5,827 |
6,443 |
03 |
82 |
12,541 |
13,868 |
17 |
|
56 |
6,167 |
6,819 |
04 |
84 |
12,974 |
14,346 |
18 |
|
58 |
6,489 |
7,179 |
05 |
86 |
13,412 |
14,83 |
19 |
|
60 |
6,817 |
7,538 |
06 |
88 |
13,857 |
15,322 |
20 |
|
62 |
7,22 |
7,983 |
07 |
90 |
14,306 |
15,818 |
21 |
|
64 |
7,568 |
8,368 |
08 |
92 |
14,816 |
16,383 |
22 |
|
66 |
7,936 |
8,775 |
09 |
94 |
15,277 |
16,892 |
23 |
|
68 |
8,293 |
9,17 |
10 |
96 |
15,746 |
17,411 |
24 |
|
70 |
8,657 |
9,572 |
11 |
98 |
16,218 |
17,933 |
25 |
|
72 |
9,121 |
10,085 |
12 |
100 |
16,696 |
18,462 |
26 |
|
74 |
9,453 |
10,452 |
13 |
|
|
|
|
|
76 |
9,836 |
10,876 |
14 |
Код графы |
01 |
02 |
- |
§ 52. Соединения угловые без скоса кромок с предварительным наложением подварочного шва У5
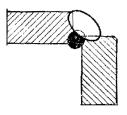
Рис. 36. Соединение угловое без скоса кромок с предварительным наложением подварочного шва У5
Таблица 031.25. Норма на 1 м шва
|
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
|
3 |
0,099 |
0,085 |
01 |
8 |
0,364 |
0,312 |
06 |
|
4 |
0,135 |
0,116 |
02 |
9 |
0,441 |
0,377 |
07 |
|
5 |
0,181 |
0,155 |
03 |
10 |
0,527 |
0,451 |
08 |
|
6 |
0,233 |
0,199 |
04 |
|
|
|
|
|
7 |
0,294 |
0,252 |
05 |
Код графы |
01 |
02 |
- |
Привязка к ЕНиР § 22-9.
§ 53. Соединения угловые со скосом одной кромки двусторонние с предварительным наложением подварочного шва У7
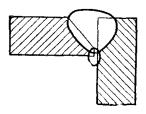
Рис. 37. Соединение угловое со скосом одной кромки двустороннее с предварительным наложением подварочного шва У7
Таблица 031.26. Норма на 1 м шва
|
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
|
8 |
0,473 |
0,589 |
01 |
16 |
1,365 |
1,371 |
06 |
|
9 |
0,531 |
0,666 |
02 |
18 |
1,599 |
1,612 |
07 |
|
10 |
0,658 |
0,81 |
03 |
20 |
1,86 |
1,88 |
08 |
|
12 |
0,809 |
1,007 |
04 |
|
|
|
|
|
14 |
1,048 |
1,319 |
05 |
Код графы |
01 |
02 |
- |
Привязка к ЕНиР § 22-9.
§ 54. Соединения тавровые без скоса кромок двусторонние Т3
(см. рис. 14)
Таблица 031.27. Нормы на 1 м шва
|
Катет шва мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Катет шва мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
3 |
0,124 |
0,107 |
01 |
12 |
1,373 |
1,188 |
09 |
|
4 |
0,198 |
0,171 |
02 |
14 |
1,828 |
1,582 |
10 |
|
5 |
0,288 |
0,249 |
03 |
16 |
2,348 |
2,033 |
11 |
|
6 |
0,394 |
0,341 |
04 |
18 |
2,935 |
2,54 |
12 |
|
7 |
0,517 |
0,447 |
05 |
20 |
3,585 |
3,102 |
13 |
|
8 |
0,655 |
0,567 |
06 |
Код графы |
01 |
02 |
- |
|
9 |
0,81 |
0,701 |
07 |
||||
|
10 |
0,982 |
0,849 |
08 |
Привязка к ЕНиР § 22-9.
Примечание. Норма для соединений тавровых без скоса кромок односторонних Т1 определяется по данной таблице с коэффициентом 0,5.
§ 55. Соединения тавровые (положение «в лодочку») Т7 и Т8
А. СО СКОСОМ ОДНОЙ КРОМКИ ДВУСТОРОННИЕ С ПРЕДВАРИТЕЛЬНЫМ НАЛОЖЕНИЕМ ПОДВАРОЧНОГО ШВА Т7
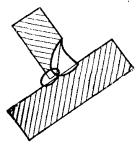
Рис. 38. Соединение тавровое (положение «в лодочку») со скосом одной кромки двустороннее с предварительным наложением подварочного шва Т7
Таблица 031.28. Норма на 1 м шва
|
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей (катет подварочного шва), мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
|
8 (5) |
0,434 |
0,371 |
01 |
22 (10) |
2,767 |
2,235 |
09 |
|
9 (5) |
0,512 |
0,438 |
02 |
24 (10) |
3,209 |
2,592 |
10 |
|
10 (6) |
0,652 |
0,558 |
03 |
26 (11) |
3,784 |
3,056 |
11 |
|
12 (6) |
0,857 |
0,733 |
04 |
28 (11) |
4,304 |
3,476 |
12 |
|
14 (7) |
1,163 |
0,995 |
05 |
30 (12) |
4,965 |
4,011 |
13 |
|
16 (8) |
1,516 |
1,225 |
06 |
Код графы |
01 |
02 |
- |
|
18 (8) |
1,84 |
1,486 |
07 |
||||
|
20 (9) |
2,28 |
1,841 |
08 |
Привязка к ЕНиР § 22-9.
Б. С ДВУМЯ СИММЕТРИЧНЫМИ СКОСАМИ ОДНОЙ КРОМКИ ДВУСТОРОННИЕ Т8
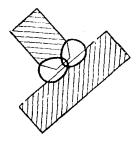
Рис. 39. Соединение тавровое (положение «в лодочку») с двумя симметричными скосами одной кромки двустороннее Т8
Таблица 031.29. Норма на 1 м шва
|
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Толщина деталей, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
16 |
1,721 |
1,435 |
01 |
32 |
6,776 |
5,648 |
09 |
|
18 |
1,86 |
1,551 |
02 |
34 |
7,072 |
5,896 |
10 |
|
20 |
2,59 |
2,159 |
03 |
36 |
7,387 |
6,158 |
11 |
|
22 |
2,767 |
2,307 |
04 |
38 |
8,769 |
7,311 |
12 |
|
24 |
3,695 |
3,08 |
05 |
40 |
9,124 |
7,606 |
13 |
|
26 |
3,912 |
3,261 |
06 |
Код графы |
01 |
02 |
- |
|
28 |
4,862 |
4,053 |
07 |
||||
|
30 |
5,118 |
4,266 |
08 |
Привязка к ЕНиР § 22-9.
§ 56. Соединения нахлесточные без скоса кромок односторонние Н1
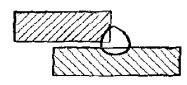
Рис. 40. Соединение нахлесточное без скоса кромок одностороннее H1
Таблица 031.30. Нормы на 1 м шва
|
Катет шва, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
Катет шва, мм |
Проволока сварочная, кг |
Флюс, кг |
Код строки |
|
3 |
0,062 |
0,054 |
01 |
7 |
0,258 |
0,226 |
05 |
|
4 |
0,099 |
0,086 |
02 |
||||
|
5 |
0,144 |
0,125 |
03 |
Код графы |
01 |
02 |
- |
|
6 |
0,197 |
0,172 |
04 |
Привязка к ЕНиР § 22-9.
Примечание. Нормы для соединений нахлесточных без скоса, кромок двусторонних Н2 определяются по данной таблице с коэффициентом 2.
Раздел II. СВАРКА ТРУБОПРОВОДОВ ТЕХНИЧЕСКАЯ ЧАСТЬ
1. Производственными нормами предусмотрена ручная дуговая, газовая, аргонодуговая и комбинированная сварка трубопроводов из углеродистых и легированных сталей.
2. Конструктивные размеры и условные обозначения сварных соединений соответствуют ГОСТ 16037-80.
3. Производственные нормы расхода сварочных материалов даны для неповоротных стыков трубопроводов. Для определения норм расхода материалов при сварке поворотных стыков (при горизонтальном положении оси трубопровода) необходимо применять следующие поправочные коэффициенты:
при ручной дуговой сварке - 0,826;
при ручной аргонодуговой сварке для электрода плавящегося - 0,93;
для аргона на сварку и на поддув - 0,714.
Для определения норм расхода материалов при сварке горизонтальных стыков трубопроводов (при вертикальном расположении оси трубопровода) необходимо пользоваться следующими поправочными коэффициентами:
при ручной дуговой сварке 1,13;
при ручной аргонодуговой сварке для электрода плавящегося 1;
для аргона на сварку и поддув 1,43.
4. Производственными нормами предусмотрена вварка патрубков, расположенных на трубопроводе сверху под углом 90° к его оси.
При положении патрубка на трубопроводе сбоку или снизу к нормам расхода следует применять следующие коэффициенты:
при ручной дуговой сварке соответственно 1,12 и 1,26;
при аргонодуговой сварке на сварочную проволоку 1 и 1,35;
на аргон 1,4 и 2.
При вварке патрубков, расположенных под углом 60 и 45° к оси трубопровода, следует применять поправочные коэффициенты соответственно 1,1 и 1,23.
5. В таблицах раздела приведены нормы расхода материалов на 1 м шва и на 1 стык трубопровода. При отсутствии в таблице трубы необходимого диаметра норма расхода (Нтр) рассчитывается по формуле:
Hтp = HмL, кг,
где Нм - норма расхода материалов на 1 м шва определенной толщины, кг;
L - длина шва трубы необходимого диаметра, м.
6. Нормы расхода аргона определены исходя из следующих условий: при сварке аргон подавался со средним удельным расходом 8 л/мин, при поддуве - 5 л/мин (с учетом применения стационарных или временных заглушек). При подаче аргона на сварку с удельным расходом 10 л/мин, на поддув - 6 л/мин к нормам расхода необходимо применять поправочный коэффициент 1,25.
7. Расход флюс-пасты (Нфп), применяемой при сварке трубопроводов для защити корня шва вместо поддува аргона, следует определять по формуле:
Нфп = 2,7pDвн/1000, кг,
где Dвн - внутренний диаметр трубы, м;
2,7 - расход флюс-пасты на 1 м стыка, г/м.
8. Нормы расхода материалов на комбинированную сварку разработаны из условия сварки корня шва (первого слоя шва) аргонодуговой сваркой, остальных слоев - ручной дуговой сваркой.
Глава 1. СВАРКА РУЧНАЯ ДУГОВАЯ
§ 57. Соединения стыковые без скоса кромок С2
(см. рис. 2)
Таблица 032. Нормы на 1 м шва
|
Толщина стенки, мм |
Электроды по группам, кг |
Код строки |
|||||||
|
I |
II |
III |
IV |
||||||
|
Положение шва |
|||||||||
|
вертикальное |
горизонтальное |
вертикальное |
горизонтальное |
вертикальное |
горизонтальное |
вертикальное |
горизонтальное |
||
|
3 |
0,119 |
0,116 |
0,127 |
0,124 |
0,136 |
0,133 |
0,144 |
0,141 |
01 |
|
4 |
0,162 |
0,158 |
0,174 |
0,17 |
0,186 |
0,181 |
0,197 |
0,192 |
02 |
|
4,5 |
0,171 |
0,167 |
0,184 |
0,18 |
0,196 |
0,192 |
0,209 |
0,204 |
03 |
|
5 |
0,183 |
0,18 |
0,198 |
0,191 |
0,211 |
0,203 |
0,224 |
0,216 |
04 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
08 |
- |
Таблица 033. Нормы на 1 стык
|
Размеры трубы, мм |
Электроды по группам, кг |
Код строки |
|||||||
|
I |
II |
III |
IV |
||||||
|
Положение стыка |
|||||||||
|
вертикальное |
горизонтальное |
вертикальное |
горизонтальное |
вертикальное |
горизонтальное |
вертикальное |
горизонтальное |
||
|
57´3 |
0,021 |
0,02 |
0,022 |
0,022 |
0,024 |
0,023 |
0,025 |
0,025 |
01 |
|
57´4 |
0,028 |
0,028 |
0,031 |
0,03 |
0,033 |
0,032 |
0,035 |
0,034 |
02 |
|
57´4,5 |
0,03 |
0,029 |
0,032 |
0,031 |
0,034 |
0,033 |
0,036 |
0,036 |
03 |
|
57´5 |
0,032 |
0,031 |
0,035 |
0,033 |
0,037 |
0,035 |
0,039 |
0,038 |
04 |
|
76´4 |
0,038 |
0,037 |
0,041 |
0,04 |
0,044 |
0,043 |
0,046 |
0,045 |
05 |
|
76´4,5 |
0,04 |
0,039 |
0,043 |
0,042 |
0,046 |
0,045 |
0,049 |
0,048 |
06 |
|
76´5 |
0,043 |
0,042 |
0,046 |
0,045 |
0,05 |
0,047 |
0,052 |
0,05 |
07 |
|
89´4 |
0,045 |
0,044 |
0,049 |
0,047 |
0,051 |
0,05 |
0,054 |
0,053 |
08 |
|
89´4,5 |
0,047 |
0,046 |
0,051 |
0,05 |
0,054 |
0,053 |
0,058 |
0,056 |
09 |
|
89´5 |
0,05 |
0,049 |
0,054 |
0,052 |
0,058 |
0,056 |
0,061 |
0,059 |
10 |
|
108´4 |
0,054 |
0,053 |
0,058 |
0,057 |
0,062 |
0,061 |
0,07 |
0,068 |
11 |
|
108´4,5 |
0,059 |
0,056 |
0,062 |
0,06 |
0,066 |
0,064 |
0,07 |
0,068 |
12 |
|
108´5 |
0,061 |
0,06 |
0,066 |
0,064 |
0,071 |
0,068 |
0,075 |
0,072 |
13 |
|
114´4 |
0,057 |
0,056 |
0,062 |
0,06 |
0,066 |
0,064 |
0,07 |
0,068 |
14 |
|
114´4,5 |
0,06 |
0,059 |
0,065 |
0,064 |
0,069 |
0,068 |
0,074 |
0,072 |
15 |
|
133´4 |
0,067 |
0,065 |
0,072 |
0,07 |
0,077 |
0,075 |
0,08 |
0,079 |
16 |
|
135´4,5 |
0,071 |
0,069 |
0,076 |
0,074 |
0,081 |
0,079 |
0,086 |
0,084 |
17 |
|
133´5 |
0,075 |
0,074 |
0,082 |
0,079 |
0,087 |
0,084 |
0,092 |
0,089 |
18 |
|
159´4,5 |
0,084 |
0,08 |
0,09 |
0,088 |
0,096 |
0,094 |
0,103 |
0,1 |
19 |
|
168´4,5 |
0,089 |
0,087 |
0,096 |
0,094 |
0,103 |
0,1 |
0,109 |
0,107 |
20 |
|
168´5 |
0,096 |
0,094 |
0,103 |
0,1 |
0,11 |
0,106 |
0,117 |
0,113 |
21 |
|
194´5 |
0,111 |
0,109 |
0,12 |
0,115 |
0,127 |
0,123 |
0,135 |
0,131 |
22 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
08 |
- |
§ 58. Соединения вертикальных стыков со скосом двух кромок С17
(см. рис. 6)
Таблица 034. Нормы на 1 м шва
|
Толщина стенки, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
4 |
0,314 |
0,337 |
0,359 |
0,382 |
01 |
|
5 |
0,422 |
0,452 |
0,482 |
0,513 |
02 |
|
6 |
0,548 |
0,587 |
0,626 |
0,665 |
03 |
|
7 |
0,687 |
0,736 |
0,785 |
0,834 |
04 |
|
8 |
0,905 |
0,97 |
1,034 |
1,099 |
05 |
|
10 |
1,38 |
1,479 |
1,577 |
1,676 |
06 |
|
12 |
1,795 |
1,923 |
2,052 |
2,18 |
07 |
|
14 |
2,294 |
2,458 |
2,621 |
2,785 |
08 |
|
16 |
2,871 |
3,076 |
3,281 |
3,486 |
09 |
|
18 |
3,424 |
3,668 |
3,913 |
4,157 |
10 |
|
20 |
4,075 |
4,366 |
4,657 |
4,948 |
11 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Таблица 035. Нормы на 1 стык
|
Размеры трубы, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
57´6 |
0,095 |
0,102 |
0,108 |
0,115 |
01 |
|
57´8 |
0,155 |
0,166 |
0,177 |
0,188 |
02 |
|
60´6 |
0,1 |
0,107 |
0,114 |
0,121 |
03 |
|
60´8 |
0,163 |
0,175 |
0,186 |
0,198 |
04 |
|
76´6 |
0,127 |
0,136 |
0,145 |
0,154 |
05 |
|
76´8 |
0,208 |
0,223 |
0,238 |
0,253 |
06 |
|
89´6 |
0,15 |
0,16 |
0,171 |
0,182 |
07 |
|
89´8 |
0,245 |
0,263 |
0,28 |
0,298 |
08 |
|
108´6 |
0,183 |
0,196 |
0,209 |
0,221 |
09 |
|
108´8 |
0,3 |
0,321 |
0,342 |
0,364 |
10 |
|
108´10 |
0,545 |
0,487 |
0,519 |
0,551 |
11 |
|
114´6 |
0,193 |
0,207 |
0,22 |
0,234 |
12 |
|
144´8 |
0,317 |
0,34 |
0,362 |
0,385 |
13 |
|
144´10 |
0,479 |
0,513 |
0,547 |
0,582 |
14 |
|
133´6 |
0,225 |
0,241 |
0,257 |
0,273 |
15 |
|
133´8 |
0,37 |
0,397 |
0,423 |
0,45 |
16 |
|
133´10 |
0,562 |
0,602 |
0,642 |
0,682 |
17 |
|
140´6 |
0,237 |
0,254 |
0,271 |
0,288 |
18 |
|
140´8 |
0,39 |
0,418 |
0,446 |
0,474 |
19 |
|
140´10 |
0,592 |
0,635 |
0,676 |
0,719 |
20 |
|
159´6 |
0,27 |
0,289 |
0,309 |
0,328 |
21 |
|
159´8 |
0,444 |
0,476 |
0,508 |
0,54 |
22 |
|
159´10 |
0,675 |
0,723 |
0,771 |
0,82 |
23 |
|
159´12 |
0,874 |
0,937 |
0,999 |
1,062 |
24 |
|
168´6 |
0,286 |
0,306 |
0,326 |
0,347 |
25 |
|
168´8 |
0,47 |
0,503 |
0,537 |
0,57 |
26 |
|
168´10 |
0,714 |
0,765 |
0,815 |
0,867 |
27 |
|
168´12 |
0,924 |
0,99 |
1,057 |
1,123 |
28 |
|
194´6 |
0,33 |
0,354 |
0,378 |
0,401 |
29 |
|
194´8 |
0,544 |
0,583 |
0,621 |
0,661 |
30 |
|
194´10 |
0,827 |
0,889 |
0,948 |
1,007 |
31 |
|
194´12 |
1,072 |
2,208 |
1,225 |
1,302 |
32 |
|
194´14 |
1,363 |
1,46 |
1,343 |
1,654 |
33 |
|
219´6 |
0,373 |
0,4 |
0,426 |
0,453 |
34 |
|
219´8 |
0,615 |
0,659 |
0,702 |
0,746 |
35 |
|
219´10 |
0,934 |
1,001 |
1,068 |
1,135 |
36 |
|
219´12 |
1,212 |
1,298 |
1,385 |
1,472 |
37 |
|
219´14 |
1,544 |
1,654 |
1,764 |
1,874 |
38 |
|
219´16 |
1,926 |
2,064 |
2,202 |
2,339 |
39 |
|
273´6 |
0,466 |
0,5 |
0,533 |
0,566 |
40 |
|
273´8 |
0,768 |
0,824 |
0,878 |
0,933 |
41 |
|
273´10 |
1,169 |
1,253 |
1,336 |
1,42 |
42 |
|
273´12 |
1,517 |
1,625 |
1,734 |
1,842 |
43 |
|
273´14 |
1,934 |
2,072 |
2,21 |
2,348 |
44 |
|
273´16 |
2,412 |
2,584 |
2,756 |
2,928 |
45 |
|
325´6 |
0,556 |
0,595 |
0,635 |
0,674 |
46 |
|
325´8 |
0,916 |
0,982 |
1,046 |
1,112 |
47 |
|
325´10 |
1,394 |
1,494 |
1,593 |
1,693 |
48 |
|
325´12 |
1,809 |
1,938 |
2,068 |
2,197 |
49 |
|
325´14 |
2,308 |
2,473 |
2,637 |
2,802 |
50 |
|
325´16 |
2,883 |
3,088 |
3,294 |
3,5 |
51 |
|
325´18 |
3,431 |
3,675 |
3,921 |
4,165 |
52 |
|
325´20 |
4,071 |
4,362 |
4,652 |
4,943 |
53 |
|
377´8 |
1,063 |
1,14 |
1,215 |
1,291 |
54 |
|
377´10 |
1,619 |
1,735 |
1,85 |
1,966 |
55 |
|
377´12 |
2,102 |
2,252 |
2,403 |
2,553 |
56 |
|
377´14 |
2,682 |
2,873 |
3,064 |
3,256 |
57 |
|
377´16 |
3,351 |
3,59 |
3,829 |
4,068 |
58 |
|
377´18 |
3,989 |
4,273 |
4,559 |
4,843 |
59 |
|
377´20 |
4,739 |
5,078 |
5,416 |
5,755 |
60 |
|
426´6 |
0,729 |
0,781 |
0,833 |
0,885 |
61 |
|
426´8 |
1,203 |
1,289 |
1,374 |
1,461 |
62 |
|
426´10 |
1,831 |
1,963 |
2,093 |
2,224 |
63 |
|
426´12 |
2,378 |
2,548 |
2,719 |
2,889 |
64 |
|
426´14 |
3,035 |
3,252 |
3,468 |
3,685 |
65 |
|
426´16 |
3,793 |
4,063 |
4,334 |
4,605 |
66 |
|
480´6 |
0,823 |
0,881 |
0,94 |
0,998 |
67 |
|
480´8 |
1,357 |
1,454 |
1,55 |
1,647 |
68 |
|
480´10 |
2,066 |
2,214 |
2,361 |
2,509 |
69 |
|
480´12 |
2,684 |
2,875 |
3,068 |
3,259 |
70 |
|
480´14 |
3,423 |
3,667 |
3,911 |
4,155 |
71 |
|
480´16 |
4,278 |
4,583 |
4,889 |
5,194 |
72 |
|
480´18 |
5,095 |
5,458 |
5,823 |
6,186 |
73 |
|
480´20 |
6,056 |
6,488 |
6,92 |
7,353 |
74 |
|
530´6 |
0,909 |
0,973 |
1,038 |
1,103 |
75 |
|
530´8 |
1,499 |
1,606 |
1,712 |
1,82 |
76 |
|
530´10 |
2,283 |
2,446 |
2,608 |
2,772 |
77 |
|
530´12 |
2,965 |
3,177 |
3,39 |
3,601 |
78 |
|
530´14 |
3,783 |
4,053 |
4,322 |
4,593 |
79 |
|
530´16 |
4,729 |
5,066 |
5,404 |
5,741 |
80 |
|
530´18 |
5,633 |
6,034 |
6,437 |
6,838 |
81 |
|
530´20 |
6,695 |
7,173 |
7,652 |
8,13 |
82 |
|
630´6 |
1,081 |
1,158 |
1,235 |
1,311 |
83 |
|
630´8 |
1,783 |
1,911 |
2,037 |
2,165 |
84 |
|
630´10 |
2,716 |
2,911 |
3,104 |
3,294 |
85 |
|
630´12 |
3,529 |
3,781 |
4,034 |
4,286 |
86 |
|
630´14 |
4,503 |
4,825 |
5,145 |
5,467 |
87 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Привязка к ЕНиР § 22-13.
§ 59. Соединения горизонтальных стыков со скосом одной кромки С8

Рис. 41. Соединение горизонтальных стыков со скосом одной кромки С8
Таблица 036. Нормы на 1 м шва
|
Толщина стенки, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
6 |
0,540 |
0,578 |
0,618 |
0,656 |
01 |
|
7 |
0,676 |
0,725 |
0,773 |
0,821 |
02 |
|
8 |
0,896 |
0,959 |
1,023 |
1,088 |
03 |
|
9 |
1,177 |
1,26 |
1,344 |
1,429 |
04 |
|
10 |
1,383 |
1,481 |
1,58 |
1,679 |
05 |
|
12 |
1,827 |
1,958 |
2,089 |
2,219 |
06 |
|
14 |
2,325 |
2,491 |
2,657 |
2,822 |
07 |
|
16 |
2,886 |
3,092 |
3,298 |
3,504 |
08 |
|
18 |
3,487 |
3,736 |
3,985 |
4,234 |
09 |
|
20 |
4,188 |
4,488 |
4,787 |
5,086 |
10 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Таблица 037. Нормы на 1 стык
|
Размеры трубы, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
57´6 |
0,094 |
0,1 |
0,106 |
0,113 |
01 |
|
57´8 |
0,153 |
0,164 |
0,175 |
0,186 |
02 |
|
60´6 |
0,098 |
0,105 |
0,112 |
0,119 |
03 |
|
60´8 |
0,161 |
0,173 |
0,184 |
0,196 |
04 |
|
76´6 |
0,125 |
0,135 |
0,143 |
0,152 |
05 |
|
76´8 |
0,206 |
0,22 |
0,235 |
0,250 |
06 |
|
89´6 |
0,147 |
0,158 |
0,169 |
0,178 |
07 |
|
89´8 |
0,243 |
0,259 |
0,277 |
0,295 |
08 |
|
108´6 |
0,179 |
0,192 |
0,206 |
0,218 |
09 |
|
108´8 |
0,297 |
0,317 |
0,338 |
0,36 |
10 |
|
108´10 |
0,455 |
0,487 |
0,519 |
0,552 |
11 |
|
114´6 |
0,19 |
0,203 |
0,217 |
0,23 |
12 |
|
114´8 |
0,313 |
0,336 |
0,358 |
0,38 |
13 |
|
114´10 |
0,48 |
0,514 |
0,548 |
0,582 |
14 |
|
133´6 |
0,222 |
0,238 |
0,253 |
0,269 |
15 |
|
133´8 |
0,366 |
0,392 |
0,418 |
0,445 |
16 |
|
133´10 |
0,562 |
0,602 |
0,643 |
0,683 |
17 |
|
140´6 |
0,234 |
0,251 |
0,267 |
0,284 |
18 |
|
140´8 |
0,386 |
0,414 |
0,441 |
0,469 |
19 |
|
140´10 |
0,593 |
0,635 |
0,677 |
0,72 |
20 |
|
159´6 |
0,266 |
0,285 |
0,304 |
0,323 |
21 |
|
159´8 |
0,44 |
0,471 |
0,504 |
0,534 |
22 |
|
159´10 |
0,676 |
0,724 |
0,772 |
0,82 |
23 |
|
159´12 |
0,89 |
0,953 |
1,018 |
1,081 |
24 |
|
168´6 |
0,282 |
0,302 |
0,322 |
0,341 |
25 |
|
168´8 |
0,464 |
0,497 |
0,531 |
0,565 |
26 |
|
168´10 |
0,714 |
0,765 |
0,816 |
0,867 |
27 |
|
168´12 |
0,941 |
1,009 |
1,076 |
1,143 |
28 |
|
194´6 |
0,326 |
0,349 |
0,373 |
0,395 |
29 |
|
194´8 |
0,538 |
0,576 |
0,615 |
0,654 |
30 |
|
194´10 |
0,828 |
0,886 |
0,946 |
1,005 |
31 |
|
194´12 |
1,091 |
1,169 |
1,248 |
1,325 |
32 |
|
194´14 |
1,38 |
1,479 |
1,578 |
1,676 |
33 |
|
219´6 |
0,368 |
0,395 |
0,421 |
0,447 |
34 |
|
219´8 |
0,608 |
0,651 |
0,695 |
0,738 |
35 |
|
219´10 |
0,936 |
1,001 |
1,069 |
1,136 |
36 |
|
219´12 |
1,233 |
1,323 |
1,41 |
1,498 |
37 |
|
219´14 |
1,565 |
1,676 |
1,788 |
1,899 |
38 |
|
219´16 |
1,937 |
2,074 |
2,213 |
2,351 |
39 |
|
273´6 |
0,459 |
0,493 |
0,526 |
0,558 |
40 |
|
273´8 |
0,76 |
0,815 |
0,869 |
0,924 |
41 |
|
273´10 |
1,171 |
1,254 |
1,337 |
1,421 |
42 |
|
273´12 |
1,544 |
1,654 |
1,765 |
1,875 |
43 |
|
273´14 |
1,96 |
2,099 |
2,239 |
2,379 |
44 |
|
273´16 |
2,424 |
2,597 |
2,77 |
2,943 |
45 |
|
273´18 |
2,922 |
3,131 |
3,339 |
3,548 |
46 |
|
325´6 |
0,548 |
0,586 |
0,626 |
0,664 |
47 |
|
325´8 |
0,906 |
0,971 |
1,036 |
1,1 |
48 |
|
325´10 |
1,396 |
1,495 |
1,594 |
1,695 |
49 |
|
325´12 |
1,842 |
1,974 |
2,105 |
2,237 |
50 |
|
325´14 |
2,338 |
2,505 |
2,676 |
2,839 |
51 |
|
325´16 |
2,898 |
3,104 |
3,31 |
3,518 |
52 |
|
325´18 |
3,494 |
3,743 |
3,993 |
4,243 |
53 |
|
325´20 |
4,184 |
4,483 |
4,782 |
5,081 |
54 |
|
377´6 |
0,636 |
0,681 |
0,727 |
0,772 |
55 |
|
377´8 |
1,053 |
1,127 |
1,203 |
1,278 |
56 |
|
377´10 |
1,621 |
1,736 |
1,852 |
1,968 |
57 |
|
377´12 |
2,139 |
2,293 |
2,446 |
2,599 |
58 |
|
377´14 |
2,718 |
2,912 |
3,106 |
3,299 |
59 |
|
377´16 |
3,368 |
3,608 |
3,849 |
4,089 |
60 |
|
377´18 |
4,062 |
4,352 |
4,642 |
4,933 |
61 |
|
377´20 |
4,871 |
5,219 |
5,567 |
5,915 |
62 |
|
426´6 |
0,719 |
0,769 |
0,823 |
0,873 |
63 |
|
426´8 |
1,191 |
1,274 |
1,36 |
1,446 |
64 |
|
426´10 |
1,834 |
1,964 |
2,095 |
2,227 |
65 |
|
426´12 |
2,421 |
2,594 |
2,768 |
2,94 |
66 |
|
426´14 |
3,076 |
3,296 |
3,515 |
3,733 |
67 |
|
426´16 |
3,812 |
4,084 |
4,357 |
4,629 |
68 |
|
426´18 |
4,599 |
4,928 |
5,256 |
5,585 |
69 |
|
426´20 |
5,516 |
5,911 |
6,304 |
6,698 |
70 |
|
480´6 |
0,81 |
0,868 |
0,928 |
0,985 |
71 |
|
480´8 |
1,343 |
1,437 |
1,534 |
1,631 |
72 |
|
480´10 |
2,069 |
2,216 |
2,364 |
2,512 |
73 |
|
480´12 |
2,735 |
2,927 |
3,123 |
3,317 |
74 |
|
480´14 |
3,469 |
3,717 |
3,964 |
4,21 |
75 |
|
480´16 |
4,3 |
4,607 |
4,914 |
5,221 |
76 |
|
480´18 |
5,189 |
5,559 |
5,93 |
6,3 |
77 |
|
480´20 |
6,223 |
6,669 |
7,113 |
7,558 |
78 |
|
530´6 |
0,895 |
0,958 |
1,025 |
1,088 |
79 |
|
530´8 |
1,484 |
1,588 |
1,694 |
1,802 |
80 |
|
530´10 |
2,286 |
2,447 |
2,612 |
2,776 |
81 |
|
530´12 |
3,018 |
3,235 |
3,451 |
3,666 |
82 |
|
550´14 |
3,834 |
4,108 |
4,381 |
4,654 |
83 |
|
530´16 |
4,753 |
5,093 |
5,432 |
5,771 |
84 |
|
530´18 |
5,736 |
6,146 |
6,555 |
6,965 |
85 |
|
530´20 |
6,881 |
7,374 |
7,865 |
8,356 |
86 |
|
630´6 |
1,065 |
1,14 |
1,219 |
1,294 |
87 |
|
630´8 |
1,765 |
1,889 |
2,015 |
2,143 |
88 |
|
630´10 |
2,72 |
2,913 |
3,107 |
3,302 |
89 |
|
630´12 |
3,592 |
3,849 |
4,107 |
4,363 |
90 |
|
630´14 |
4,564 |
4,89 |
5,216 |
5,54 |
91 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Привязка к ЕНиР § 22-13.
§ 60. Соединения вертикальных стыков со скосом кромок на съемной подкладке С18
(см. рис. 27)
Таблица 037.01. Нормы на 1 м шва
|
Толщина стенки, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
3 |
0,281 |
0,366 |
0,390 |
0,415 |
01 |
|
4 |
0,349 |
0,453 |
0,484 |
0,514 |
02 |
|
5 |
0,462 |
0,6 |
0,64 |
0,68 |
03 |
|
6 |
0,664 |
0,861 |
0,918 |
0,975 |
04 |
|
8 |
0,911 |
1,182 |
1,261 |
1,341 |
05 |
|
10 |
1,239 |
1,607 |
1,714 |
1,821 |
06 |
|
12 |
1,632 |
2,116 |
2,257 |
2,398 |
07 |
|
15 |
2,65 |
3,436 |
3,665 |
3,894 |
08 |
|
16 |
2,913 |
3,778 |
4,03 |
4,281 |
09 |
|
18 |
3,496 |
4,532 |
4,834 |
5,136 |
10 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Таблица 037.02. Нормы на 1 стык
|
Размеры трубы, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
45´3 |
0,039 |
0,05 |
0,054 |
0,058 |
01 |
|
45´4 |
0,048 |
0,062 |
0,066 |
0,07 |
02 |
|
57´3 |
0,049 |
0,064 |
0,069 |
0,073 |
03 |
|
57´4 |
0,062 |
0,079 |
0,085 |
0,09 |
04 |
|
76´5 |
0,108 |
0,14 |
0,149 |
0,158 |
05 |
|
89´6 |
0,182 |
0,235 |
0,251 |
0,266 |
06 |
|
108´6 |
0,221 |
0,287 |
0,306 |
0,325 |
07 |
|
133´6 |
0,273 |
0,354 |
0,377 |
0,401 |
08 |
|
133´8 |
0,375 |
0,483 |
0,516 |
0,548 |
09 |
|
159´6 |
0,328 |
0,424 |
0,453 |
0,481 |
10 |
|
159´8 |
0,448 |
0,58 |
0,619 |
0,658 |
11 |
|
219´6 |
0,452 |
0,586 |
0,625 |
0,664 |
12 |
|
219´8 |
0,619 |
0,803 |
0,856 |
0,91 |
13 |
|
219´10 |
0,839 |
1,088 |
1,16 |
1,233 |
14 |
|
219´12 |
1,102 |
1,428 |
1,523 |
1,619 |
15 |
|
273´8 |
0,774 |
1,003 |
1,071 |
1,138 |
16 |
|
273´10 |
1,05 |
1,361 |
1,452 |
1,542 |
17 |
|
273´12 |
1,379 |
1,788 |
1,907 |
2,026 |
18 |
|
273´15 |
2,229 |
2,89 |
3,082 |
3,275 |
19 |
|
325´8 |
0,923 |
1,196 |
1,276 |
1,357 |
20 |
|
325´10 |
1,252 |
1,623 |
1,731 |
1,839 |
21 |
|
325´12 |
1,645 |
2,133 |
2,275 |
2,417 |
22 |
|
325´15 |
2,663 |
3,453 |
3,683 |
3,913 |
23 |
|
377´8 |
1,071 |
1,389 |
1,482 |
1,576 |
24 |
|
377´10 |
1,455 |
1,885 |
2,01 |
2,136 |
25 |
|
377´12 |
1,911 |
2,478 |
2,643 |
2,808 |
26 |
|
377´15 |
3,095 |
4,013 |
4,281 |
4,548 |
27 |
|
426´10 |
1,645 |
2,132 |
2,274 |
2,416 |
28 |
|
426´12 |
2,163 |
2,804 |
2,99 |
3,177 |
29 |
|
426´16 |
3,863 |
4,991 |
5,324 |
5,655 |
30 |
|
465´18 |
5,037 |
6,531 |
6,966 |
7,401 |
31 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Привязка к ЕНиР § 22-13.
§ 61. Соединения вертикальных стыков без скоса кромок на остающейся цилиндрической подкладке С5
(см. рис. 19)
Таблица 037.03. Нормы на 1 м шва
|
Толщина стенки, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
3 |
0,15 |
0,194 |
0,207 |
0,22 |
01 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Таблица 037.04. Нормы на 1 стык
|
Размеры трубы, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
23´3 |
0,011 |
0,014 |
0,015 |
0,016 |
01 |
|
32´3 |
0,015 |
0,019 |
0,020 |
0,021 |
02 |
|
38´3 |
0,017 |
0,022 |
0,024 |
0,025 |
03 |
|
45´3 |
0,021 |
0,027 |
0,029 |
0,03 |
04 |
|
57´3 |
0,027 |
0,034 |
0,036 |
0,039 |
05 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Привязка к ЕНиР § 22-13.
§ 62. Соединения горизонтальных стыков со скосом одной кромки на остающейся цилиндрической подкладке С10
(см. рис. 23)
Таблица 037.05. Нормы на 1 м шва
|
Толщина стенки, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
3 |
0,325 |
0,411 |
0,438 |
0,466 |
01 |
|
4 |
0,419 |
0,529 |
0,564 |
0,599 |
02 |
|
5 |
0,538 |
0,68 |
0,724 |
0,77 |
03 |
|
6 |
0,658 |
0,832 |
0,887 |
0,943 |
04 |
|
8 |
1,165 |
1,474 |
1,573 |
1,671 |
05 |
|
10 |
1,554 |
1,965 |
2,096 |
2,227 |
06 |
|
12 |
2,187 |
2,765 |
2,949 |
3,133 |
07 |
|
15 |
2,992 |
3,782 |
4,034 |
4,287 |
08 |
|
16 |
3,287 |
4,157 |
4,434 |
4,712 |
09 |
|
18 |
3,9 |
4,931 |
5,26 |
5,588 |
10 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Таблица 037.06. Нормы на 1 стык
|
Размеры трубы, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
57´3 |
0,057 |
0,072 |
0,077 |
0,082 |
01 |
|
57´4 |
0,074 |
0,093 |
0,099 |
0,105 |
02 |
|
76´5 |
0,125 |
0,158 |
0,169 |
0,179 |
03 |
|
89´6 |
0,179 |
0,227 |
0,242 |
0,257 |
04 |
|
108´6 |
0,22 |
0,277 |
0,295 |
0,314 |
05 |
|
133´6 |
0,27 |
0,342 |
0,365 |
0,388 |
06 |
|
133´8 |
0,477 |
0,603 |
0,643 |
0,683 |
07 |
|
159´6 |
0,325 |
0,41 |
0,437 |
0,465 |
08 |
|
159´8 |
0,057 |
0,724 |
0,772 |
0,82 |
09 |
|
219´6 |
0,448 |
0,567 |
0,604 |
0,642 |
10 |
|
219´8 |
0,791 |
1,001 |
1,068 |
1,135 |
11 |
|
219´10 |
1,051 |
1,33 |
1,419 |
1,508 |
12 |
|
219´12 |
1,476 |
1,866 |
1,991 |
2,115 |
13 |
|
273´8 |
2,39 |
1,251 |
1,335 |
1,419 |
14 |
|
273´10 |
1,316 |
1,664 |
1,775 |
1,886 |
15 |
|
273´12 |
1,848 |
2,336 |
2,492 |
2,647 |
16 |
|
273´15 |
2,516 |
3,181 |
3,393 |
3,605 |
17 |
|
325´8 |
1,18 |
1,492 |
1,592 |
1,691 |
18 |
|
325´10 |
1,569 |
1,985 |
2,117 |
2,249 |
19 |
|
325´12 |
2,205 |
2,787 |
2,973 |
3,158 |
20 |
|
325´15 |
3,006 |
3,801 |
4,054 |
4,308 |
21 |
|
377´10 |
1,823 |
2,305 |
2,459 |
2,612 |
22 |
|
377´12 |
2,561 |
3,238 |
3,453 |
3,669 |
23 |
|
377´16 |
3,837 |
4,851 |
5,174 |
5,499 |
24 |
|
465´18 |
5,621 |
7,106 |
7,58 |
8,052 |
25 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
§ 63. Соединения вертикальных стыков со скосом кромок на остающейся цилиндрической подкладке С19
(см. рис. 28)
Таблица 037.07. Нормы на 1 м шва
|
Толщина стенки, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
3 |
0,281 |
0,366 |
0,39 |
0,415 |
01 |
|
4 |
0,364 |
0,472 |
0,503 |
0,535 |
02 |
|
5 |
0,461 |
0,599 |
0,639 |
0,679 |
03 |
|
6 |
0,65 |
0,842 |
0,898 |
0,955 |
04 |
|
8 |
0,938 |
1,216 |
1,297 |
1,378 |
05 |
|
10 |
1,364 |
1,768 |
1,885 |
2,004 |
06 |
|
12 |
1,75 |
2,269 |
2,420 |
2,571 |
07 |
|
15 |
2,81 |
3,649 |
3,894 |
4,137 |
08 |
|
16 |
3,086 |
4 |
4,266 |
4,534 |
09 |
|
18 |
3,661 |
4,746 |
5,063 |
5,378 |
10 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Таблица 037.08. Нормы на 1 стык
|
Размеры трубы, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
45´3 |
0,038 |
0,05 |
0,054 |
0,058 |
01 |
|
45´4 |
0,05 |
0,065 |
0,069 |
0,073 |
02 |
|
57´3 |
0,049 |
0,064 |
0,069 |
0,073 |
03 |
|
57´4 |
0,064 |
0,083 |
0,088 |
0,094 |
04 |
|
76´5 |
0,108 |
0,14 |
0,149 |
0,158 |
05 |
|
89´6 |
0,178 |
0,23 |
0,245 |
0,261 |
06 |
|
108´6 |
0,216 |
0,28 |
0,299 |
0,318 |
07 |
|
133´6 |
0,267 |
0,346 |
0,369 |
0,392 |
08 |
|
133´8 |
0,384 |
0,497 |
0,53 |
0,564 |
09 |
|
159´6 |
0,321 |
0,415 |
0,443 |
0,471 |
10 |
|
159´8 |
0,461 |
0,597 |
0,637 |
0,677 |
11 |
|
219´6 |
0,442 |
0,573 |
0,611 |
0,65 |
12 |
|
219´8 |
0,637 |
0,826 |
0,881 |
0,936 |
13 |
|
219´10 |
0,923 |
1,197 |
1,276 |
1,357 |
14 |
|
219´12 |
1,182 |
1,532 |
1,633 |
1,735 |
15 |
|
273´8 |
0,797 |
1,032 |
1,101 |
1,17 |
16 |
|
273´10 |
1,155 |
1,497 |
1,597 |
1,697 |
17 |
|
273´12 |
1,478 |
1,917 |
2,045 |
2,172 |
18 |
|
273´15 |
2,367 |
3,069 |
3,275 |
3,479 |
19 |
|
325´8 |
0,949 |
1,231 |
1,313 |
1,394 |
20 |
|
325´10 |
1,378 |
1,786 |
1,904 |
2,024 |
21 |
|
325´12 |
1,764 |
2,287 |
2,439 |
2,592 |
22 |
|
325´15 |
2,828 |
3,667 |
3,913 |
4,158 |
23 |
|
377´10 |
1,6 |
2,074 |
2,211 |
2,351 |
24 |
|
377´12 |
2,05 |
2,657 |
2,834 |
3,011 |
25 |
|
377´15 |
3,287 |
4,262 |
4,548 |
4,832 |
26 |
|
426´10 |
1,809 |
2,346 |
2,501 |
2,659 |
27 |
|
426´12 |
2,318 |
3,006 |
3,206 |
3,407 |
28 |
|
426´16 |
4,075 |
5,284 |
5,635 |
5,989 |
29 |
|
465´18 |
5,275 |
6,839 |
7,296 |
7,75 |
30 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Привязка к ЕНиР § 22-13.
§ 64. Соединения вертикальных стыков с криволинейным скосом кромок с расточкой на остающейся цилиндрической подкладке С52
![]()
Рис. 42. Соединение вертикальных стыков с криволинейным скосом кромок с расточкой на остающейся цилиндрической подкладке С52
Таблица 037.09. Нормы на 1 м шва
|
Толщина стенки, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
10 |
0,771 |
1,371 |
1,462 |
1,554 |
01 |
|
12 |
1,63 |
2,112 |
2,253 |
2,304 |
02 |
|
15 |
2,248 |
2,915 |
3,109 |
3,303 |
03 |
|
16 |
2,457 |
3,185 |
3,397 |
3,609 |
04 |
|
18 |
2,919 |
3,785 |
4,037 |
4,289 |
05 |
|
20 |
3,373 |
4,373 |
4,664 |
4,956 |
06 |
|
22 |
3,868 |
5,015 |
5,349 |
5,683 |
07 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Таблица 037.10. Нормы на 1 стык
|
Размеры трубы, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
133´10 |
0,434 |
0,562 |
0,599 |
0,637 |
01 |
|
159´10 |
0,518 |
0,672 |
0,716 |
0,762 |
02 |
|
159´12 |
0,798 |
1,035 |
1,104 |
1,173 |
03 |
|
219´10 |
0,72 |
0,932 |
0,994 |
1,057 |
04 |
|
219´12 |
1,107 |
1,436 |
1,532 |
1,628 |
05 |
|
219´16 |
1,646 |
2,134 |
2,276 |
2,418 |
06 |
|
273´10 |
0,899 |
1,165 |
1,248 |
1,321 |
07 |
|
273´12 |
1,385 |
1,795 |
1,915 |
2,035 |
08 |
|
273´15 |
1,889 |
2,449 |
2,612 |
2,775 |
09 |
|
273´20 |
2,834 |
3,673 |
3,918 |
4,163 |
10 |
|
325´10 |
1,068 |
1,385 |
1,477 |
1,57 |
11 |
|
325´12 |
1,645 |
2,133 |
2,276 |
2,418 |
12 |
|
325´15 |
2,271 |
2,944 |
3,14 |
3,336 |
13 |
|
325´18 |
2,219 |
3,785 |
4,037 |
4,289 |
14 |
|
377´10 |
1,247 |
1,618 |
1,725 |
1,834 |
15 |
|
377´12 |
1,905 |
2,471 |
2,636 |
2,881 |
16 |
|
377´15 |
2,631 |
3,411 |
3,638 |
3,865 |
17 |
|
377´18 |
3,416 |
4,429 |
4,723 |
5,018 |
18 |
|
426´10 |
1,406 |
1,823 |
1,945 |
2,067 |
19 |
|
426´12 |
2,167 |
2,809 |
2,997 |
3,184 |
20 |
|
426´16 |
3,242 |
4,204 |
4,484 |
4,764 |
21 |
|
426´20 |
4,452 |
5,772 |
6,157 |
6,542 |
22 |
|
465´18 |
4,204 |
5,45 |
5,813 |
6,176 |
23 |
|
465´22 |
5,571 |
7,222 |
7,703 |
8,184 |
24 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
§ 65. Соединения вертикальных стыков с криволинейным скосом кромок с расточкой на остающейся цилиндрической подкладке С53
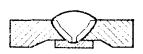
Рис. 43. Соединение вертикального стыка с криволинейным скосом кромок с расточкой на остающейся цилиндрической подкладке С53
Таблица 037.11. Нормы на 1 м шва
|
Толщина стенки, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
16 |
2,192 |
2,843 |
3,032 |
3,221 |
01 |
|
18 |
2,741 |
3,554 |
3,79 |
4,027 |
02 |
|
20 |
3,24 |
4,2 |
4,48 |
4,76 |
03 |
|
22 |
3,753 |
4,866 |
5,19 |
5,515 |
04 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Таблица 037.12. Норма на 1 стык
|
Размеры трубы, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
219´16 |
1,474 |
1,911 |
2,038 |
2,165 |
01 |
|
273´20 |
2,716 |
3,521 |
3,756 |
3,991 |
02 |
|
325´18 |
2,741 |
3,554 |
3,79 |
4,027 |
03 |
|
377´18 |
3,193 |
4,14 |
4,415 |
4,691 |
04 |
|
426´16 |
2,898 |
3,758 |
4,008 |
4,258 |
05 |
|
426´20 |
4,273 |
5,539 |
5,908 |
6,278 |
06 |
|
465´18 |
3,95 |
5,122 |
5,463 |
5,804 |
07 |
|
465´22 |
5,397 |
6,998 |
7,464 |
7,931 |
08 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
§ 66. Соединения угловые со скосом одной кромки (вварка патрубков) У19
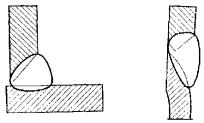
Рис. 44. Соединение со скосом одной кромки (вварка патрубков) У19
Таблица 038. Нормы на 1 м шва
|
Толщина стенки трубы, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
6 |
0,658 |
0,705 |
0,752 |
0,799 |
01 |
|
8 |
0,974 |
1,044 |
1,114 |
1,183 |
02 |
|
10 |
1,305 |
1,398 |
1,491 |
1,584 |
03 |
|
12 |
2,045 |
2,192 |
2,338 |
2,484 |
04 |
|
14 |
2,572 |
2,756 |
2,939 |
3,123 |
05 |
|
16 |
3,104 |
3,326 |
3,547 |
3,769 |
06 |
|
18 |
3,601 |
3,858 |
4,115 |
4,372 |
07 |
|
20 |
3,98 |
4,265 |
4,549 |
4,833 |
08 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Таблица 039. Нормы на 1 патрубок
|
Размеры трубы, мм |
Электроды по группам, кг |
Код строки |
|||||||
|
I |
II |
III |
IV |
||||||
|
Отношение диаметра патрубка и трубы |
|||||||||
|
0,6 |
1 |
0,6 |
1 |
0,6 |
1 |
0,6 |
1 |
||
|
57´6 |
0,07 |
0,145 |
0,075 |
0,189 |
0,08 |
0,201 |
0,085 |
0,214 |
01 |
|
57´8 |
0,108 |
0,214 |
0,116 |
0,229 |
0,124 |
0,244 |
0,132 |
0,259 |
02 |
|
60´6 |
0,078 |
0,152 |
0,083 |
0,163 |
0,089 |
0,174 |
0,095 |
0,185 |
03 |
|
60´8 |
0,116 |
0,225 |
0,124 |
0,241 |
0,132 |
0,257 |
0,14 |
0,273 |
04 |
|
76´6 |
0,099 |
0,193 |
0,106 |
0,207 |
0,113 |
0,221 |
0,12 |
0,235 |
05 |
|
76´8 |
0,147 |
0,286 |
0,158 |
0,306 |
0,169 |
0,326 |
0,18 |
0,346 |
06 |
|
89´6 |
0,116 |
0,226 |
0,124 |
0,242 |
0,132 |
0,258 |
0,14 |
0,274 |
07 |
|
89´8 |
0,172 |
0,335 |
0,184 |
0,359 |
0,196 |
0,383 |
0,208 |
0,407 |
08 |
|
108´6 |
0,141 |
0,275 |
0,151 |
0,295 |
0,161 |
0,315 |
0,171 |
0,335 |
09 |
|
108´8 |
0,208 |
0,406 |
0,229 |
0,435 |
0,244 |
0,464 |
0,259 |
0,493 |
10 |
|
108´10 |
0,279 |
0,544 |
0,299 |
0,583 |
0,319 |
0,622 |
0,339 |
0,661 |
11 |
|
114´6 |
0,148 |
0,29 |
0,159 |
0,311 |
0,17 |
0,332 |
0,181 |
0,353 |
12 |
|
114´8 |
0,32 |
0,429 |
0,236 |
0,46 |
0,252 |
0,491 |
0,268 |
0,522 |
13 |
|
114´10 |
0,294 |
0,575 |
0,315 |
0,616 |
0,336 |
0,657 |
0,357 |
0,698 |
14 |
|
133´6 |
0,173 |
0,338 |
0,185 |
0,362 |
0,197 |
0,386 |
0,209 |
0,41 |
15 |
|
133´8 |
0,256 |
0,5 |
0,274 |
0,536 |
0,292 |
0,572 |
0,31 |
0,608 |
16 |
|
133´10 |
0,343 |
0,67 |
0,368 |
0,718 |
0,393 |
0,766 |
0,418 |
0,814 |
17 |
|
140´6 |
0,182 |
0,356 |
0,195 |
0,381 |
0,208 |
0,406 |
0,221 |
0,431 |
18 |
|
140´8 |
0,27 |
0,526 |
0,289 |
0,564 |
0,308 |
0,602 |
0,327 |
0,64 |
19 |
|
140´10 |
0,362 |
0,706 |
0,388 |
0,756 |
0,414 |
0,806 |
0,44 |
0,856 |
20 |
|
159´6 |
0,207 |
0,404 |
0,222 |
0,343 |
0,237 |
0,366 |
0,252 |
0,389 |
21 |
|
159´8 |
0,306 |
0,598 |
0,328 |
0,641 |
0,35 |
0,684 |
0,372 |
0,727 |
22 |
|
159´10 |
0,411 |
0,801 |
0,443 |
0,858 |
0,472 |
0,915 |
0,502 |
0,972 |
23 |
|
159´12 |
0,643 |
1,256 |
0,689 |
1,346 |
0,735 |
1,436 |
0,781 |
1,526 |
24 |
|
168´6 |
0,219 |
0,427 |
0,235 |
0,458 |
0,245 |
0,489 |
0,26 |
0,52 |
25 |
|
168´8 |
0,324 |
0,632 |
0,347 |
0,677 |
0,37 |
0,722 |
0,393 |
0,767 |
26 |
|
168´10 |
0,434 |
0,847 |
0,465 |
0,908 |
0,496 |
0,969 |
0,527 |
1,030 |
27 |
|
168´12 |
0,68 |
1,325 |
0,729 |
1,42 |
0,778 |
1,515 |
0,827 |
1,61 |
28 |
|
194´6 |
0,253 |
0,493 |
0,271 |
0,528 |
0,289 |
0,563 |
0,307 |
0,598 |
29 |
|
194´8 |
0,374 |
0,73 |
0,401 |
0,728 |
0,428 |
0,777 |
0,455 |
0,826 |
30 |
|
194´10 |
0,501 |
0,978 |
0,537 |
1,078 |
0,573 |
1,15 |
0,609 |
1,222 |
31 |
|
194´12 |
0,785 |
1,532 |
0,841 |
1,641 |
0,897 |
1,75 |
0,953 |
1,859 |
32 |
|
194´14 |
0,987 |
1,927 |
1,058 |
2,065 |
1,129 |
2,203 |
1,2 |
2,341 |
33 |
|
219´6 |
0,285 |
0,557 |
0,305 |
0,597 |
0,325 |
0,637 |
0,345 |
0,677 |
34 |
|
219´8 |
0,422 |
0,824 |
0,452 |
0,883 |
0,482 |
0,942 |
0,512 |
1,001 |
35 |
|
219´10 |
0,565 |
1,104 |
0,605 |
1,183 |
0,645 |
1,262 |
0,685 |
1,341 |
36 |
|
219´12 |
0,886 |
1,73 |
0,949 |
1,854 |
1,012 |
1,978 |
1,075 |
2,102 |
37 |
|
219´14 |
1,114 |
2,176 |
1,194 |
2,331 |
1,274 |
2,486 |
1,354 |
2,641 |
38 |
|
219´16 |
1,345 |
2,626 |
1,441 |
2,814 |
1,537 |
3,002 |
1,633 |
3,19 |
39 |
|
273´6 |
0,355 |
0,694 |
0,38 |
0,744 |
0,405 |
0,794 |
0,43 |
0,844 |
40 |
|
273´8 |
0,526 |
1,027 |
0,564 |
1,1 |
0,602 |
1,173 |
0,64 |
1,246 |
41 |
|
273´10 |
0,705 |
1,376 |
0,755 |
1,474 |
0,805 |
1,572 |
0,855 |
1,67 |
42 |
|
273´12 |
1,104 |
2,156 |
1,183 |
2,31 |
1,262 |
2,464 |
1,341 |
2,618 |
43 |
|
273´14 |
1,389 |
2,712 |
1,488 |
2,906 |
1,587 |
3,1 |
1,686 |
3,294 |
44 |
|
273´16 |
1,676 |
3,273 |
1,796 |
3,507 |
1,916 |
3,741 |
2,036 |
3,975 |
45 |
|
273´18 |
1,945 |
3,797 |
2,084 |
4,068 |
2,223 |
4,339 |
2,362 |
4,61 |
46 |
|
325´6 |
0,423 |
0,826 |
0,453 |
0,885 |
0,482 |
0,944 |
0,512 |
1,003 |
47 |
|
325´8 |
0,626 |
1,223 |
0,671 |
1,31 |
0,716 |
1,397 |
0,761 |
1,484 |
48 |
|
325´10 |
0,839 |
1,299 |
0,899 |
1,392 |
0,959 |
1,485 |
1,019 |
1,578 |
49 |
|
325´12 |
1,315 |
2,567 |
1,409 |
2,75 |
1,503 |
2,933 |
1,597 |
3,116 |
50 |
|
325´14 |
1,654 |
3,228 |
1,772 |
3,459 |
1,89 |
3,69 |
2,008 |
3,921 |
51 |
|
325´16 |
1,996 |
3,896 |
2,139 |
4,174 |
2,282 |
4,452 |
2,425 |
4,73 |
52 |
|
325´18 |
2,315 |
4,52 |
2,48 |
4,843 |
2,645 |
5,166 |
2,81 |
5,489 |
53 |
|
325´20 |
2,559 |
4,996 |
2,742 |
5,353 |
2,925 |
5,71 |
3,108 |
6,067 |
54 |
|
377´6 |
0,491 |
0,958 |
0,526 |
1,026 |
0,561 |
1,094 |
0,596 |
1,162 |
55 |
|
377´8 |
0,726 |
1,418 |
0,778 |
1,519 |
0,83 |
1,62 |
0,882 |
1,721 |
56 |
|
377´10 |
0,973 |
1,9 |
1,043 |
2,036 |
1,253 |
2,172 |
1,331 |
2,308 |
57 |
|
377´12 |
1,525 |
2,978 |
1,634 |
3,191 |
1,743 |
3,404 |
1,852 |
3,617 |
58 |
|
377´14 |
1,918 |
3,745 |
2,055 |
4,013 |
2,192 |
4,281 |
2,329 |
4,549 |
59 |
|
377´16 |
2,315 |
4,52 |
2,48 |
4,843 |
2,645 |
5,166 |
2,81 |
5,489 |
60 |
|
377´18 |
2,686 |
5,243 |
2,878 |
5,618 |
3,07 |
5,992 |
3,262 |
6,367 |
61 |
|
377´20 |
2,968 |
5,795 |
3,18 |
6,209 |
3,392 |
6,623 |
3,604 |
7,037 |
62 |
|
426´6 |
0,555 |
1,083 |
0,595 |
1,160 |
0,635 |
1,237 |
0,675 |
1,314 |
63 |
|
426´8 |
0,821 |
1,602 |
0,88 |
1,716 |
0,939 |
1,83 |
0,998 |
1,944 |
64 |
|
426´10 |
1,1 |
2,147 |
1,179 |
2,3 |
1,258 |
2,453 |
1,337 |
2,606 |
65 |
|
426´12 |
1,723 |
3,364 |
1,846 |
3,604 |
1,969 |
3,844 |
2,092 |
4,084 |
66 |
|
426´14 |
2,167 |
4,232 |
2,322 |
4,534 |
2,477 |
4,836 |
2,632 |
5,138 |
67 |
|
426´16 |
2,616 |
5,107 |
2,803 |
5,472 |
2,99 |
5,837 |
3,177 |
6,202 |
68 |
|
426´18 |
3,035 |
5,924 |
3,252 |
6,347 |
3,469 |
6,77 |
3,687 |
7,193 |
69 |
|
426´20 |
3,354 |
6,548 |
3,594 |
7,016 |
3,834 |
7,484 |
4,074 |
7,952 |
70 |
|
480´6 |
0,625 |
1,22 |
0,67 |
1,307 |
0,715 |
1,394 |
0,76 |
1,481 |
71 |
|
480´8 |
0,925 |
1,806 |
0,991 |
1,935 |
1,057 |
2,064 |
1,123 |
2,193 |
72 |
|
480´10 |
1,239 |
2,419 |
1,328 |
2,592 |
1,417 |
2,765 |
1,506 |
2,938 |
73 |
|
480´12 |
1,942 |
3,791 |
2,081 |
4,062 |
2,22 |
4,333 |
2,359 |
4,604 |
74 |
|
480´14 |
2,442 |
4,768 |
2,616 |
5,109 |
2,79 |
5,449 |
2,964 |
5,79 |
75 |
|
480´16 |
2,947 |
5,755 |
3,158 |
6,166 |
3,369 |
6,577 |
3,58 |
6,988 |
76 |
|
480´18 |
3,419 |
6,676 |
3,663 |
7,153 |
3,907 |
7,63 |
4,151 |
8,107 |
77 |
|
480´20 |
3,779 |
7,379 |
4,049 |
7,906 |
4,319 |
8,433 |
4,589 |
8,96 |
78 |
|
530´6 |
0,69 |
1,347 |
0,739 |
1,443 |
0,788 |
1,539 |
0,837 |
1,635 |
79 |
|
530´8 |
1,021 |
1,994 |
1,094 |
2,136 |
1,167 |
2,278 |
1,24 |
2,42 |
80 |
|
530´10 |
1,368 |
2,671 |
1,466 |
2,862 |
1,564 |
3,053 |
1,662 |
3,244 |
81 |
|
530´12 |
2,144 |
4,186 |
2,297 |
4,485 |
2,45 |
4,784 |
2,603 |
5,083 |
82 |
|
530´14 |
2,697 |
5,265 |
2,89 |
5,641 |
3,083 |
6,017 |
3,276 |
6,393 |
83 |
|
530´16 |
3,254 |
6,354 |
3,486 |
6,808 |
3,718 |
7,269 |
3,95 |
7,722 |
84 |
|
530´18 |
3,775 |
7,371 |
4,328 |
7,898 |
4,617 |
8,425 |
4,906 |
8,952 |
85 |
|
530´20 |
4,173 |
8,147 |
4,471 |
8,729 |
4,769 |
9,311 |
5,067 |
9,893 |
86 |
|
630´6 |
0,82 |
1,601 |
0,879 |
1,715 |
0,938 |
1,829 |
0,997 |
1,943 |
87 |
|
630´8 |
1,214 |
2,37 |
1,301 |
2,54 |
1,388 |
2,709 |
1,475 |
2,878 |
88 |
|
630´10 |
1,626 |
3,175 |
1,742 |
3,402 |
1,858 |
3,629 |
1,974 |
3,856 |
89 |
|
630´12 |
2,459 |
4,976 |
2,635 |
5,331 |
2,811 |
5,686 |
2,987 |
6,041 |
90 |
|
630´14 |
3,205 |
6,258 |
3,434 |
6,705 |
3,663 |
7,152 |
3,893 |
7,599 |
91 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
08 |
- |
§ 67. Соединения угловые без скоса кромок (вварка патрубков) У18
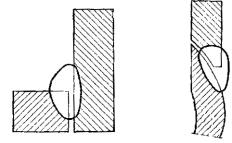
Рис. 45. Соединение угловое без скоса кромок (вварка патрубков) У18
Таблица 040. Нормы на 1 м шва
|
Толщина стенки, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
6 |
0,421 |
0,451 |
0,481 |
0,511 |
01 |
|
8 |
0,71 |
0,76 |
0,811 |
0,862 |
02 |
|
10 |
1,071 |
1,148 |
1,224 |
1,301 |
03 |
|
12 |
1,508 |
1,615 |
1,723 |
1,831 |
04 |
|
14 |
2,017 |
2,161 |
2,306 |
2,45 |
05 |
|
16 |
2,6 |
2,785 |
2,971 |
3,157 |
06 |
|
18 |
3,257 |
3,49 |
3,723 |
3,956 |
07 |
|
20 |
3,989 |
4,273 |
4,558 |
4,843 |
08 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Таблица 041. Нормы на 1 патрубок
|
Размеры трубы, мм |
Электроды по группам, кг |
Код строки |
||||||||||
|
I |
II |
III |
IV |
|||||||||
|
Отношение диаметра патрубка и трубы |
||||||||||||
|
0,6 |
1 |
0,6 |
1 |
0,6 |
1 |
0,6 |
1 |
|||||
|
57´6 |
0,048 |
0,093 |
0,051 |
0,099 |
0,055 |
0,106 |
0,058 |
0,112 |
01 |
|||
|
57´8 |
0,081 |
0,156 |
0,086 |
0,167 |
0,092 |
0,178 |
0,098 |
0,190 |
02 |
|||
|
60´6 |
0,05 |
0,098 |
0,054 |
0,104 |
0,058 |
0,111 |
0,061 |
0,118 |
03 |
|||
|
60´8 |
0,085 |
0,164 |
0,091 |
0,176 |
0,097 |
0,188 |
0,103 |
0,2 |
04 |
|||
|
76´6 |
0,064 |
0,124 |
0,068 |
0,132 |
0,073 |
0,141 |
0,078 |
0,150 |
05 |
|||
|
76´8 |
0,108 |
0,208 |
0,115 |
0,223 |
0,123 |
0,238 |
0,131 |
0,253 |
06 |
|||
|
89´6 |
0,075 |
0,145 |
0,080 |
0,155 |
0,085 |
0,165 |
0,091 |
0,176 |
07 |
|||
|
89´8 |
0,126 |
0,244 |
0,135 |
0,261 |
0,144 |
0,279 |
0,153 |
0,296 |
08 |
|||
|
108´6 |
0,091 |
0,176 |
0,097 |
0,188 |
0,104 |
0,201 |
0,11 |
0,213 |
09 |
|||
|
108´8 |
0,153 |
0,296 |
0,164 |
0,317 |
0,175 |
0,338 |
0,186 |
0,359 |
10 |
|||
|
108´10 |
0,231 |
0,447 |
0,248 |
0,479 |
0,264 |
0,51 |
0,281 |
0,543 |
11 |
|||
|
114´6 |
0,096 |
0,185 |
0,103 |
0,199 |
0,109 |
0,212 |
0,116 |
0,225 |
12 |
|||
|
114´8 |
0,162 |
0,313 |
0,173 |
0,335 |
0,185 |
0,357 |
0,196 |
0,379 |
13 |
|||
|
114´10 |
0,244 |
0,472 |
0,261 |
0,505 |
0,279 |
0,539 |
0,296 |
0,573 |
14 |
|||
|
133´6 |
0,112 |
0,216 |
0,12 |
0,232 |
0,128 |
0,247 |
0,136 |
0,262 |
15 |
|||
|
133´8 |
0,189 |
0,365 |
0,202 |
0,39 |
0,215 |
0,417 |
0,229 |
0,443 |
16 |
|||
|
133´10 |
0,284 |
0,55 |
0,305 |
0,59 |
0,325 |
0,629 |
0,346 |
0,668 |
17 |
|||
|
140´6 |
0,118 |
0,228 |
0,126 |
0,244 |
0,134 |
0,26 |
0,143 |
0,276 |
18 |
|||
|
140´8 |
0,198 |
0,384 |
0,212 |
0,411 |
0,227 |
0,438 |
0,241 |
0,446 |
19 |
|||
|
140´10 |
0,299 |
0,579 |
0,321 |
0,621 |
0,342 |
0,662 |
0,364 |
0,703 |
20 |
|||
|
159´6 |
0,134 |
0,258 |
0,143 |
0,277 |
0,153 |
0,295 |
0,162 |
0,314 |
21 |
|||
|
159´8 |
0,225 |
0,436 |
0,241 |
0,467 |
0,257 |
0,498 |
0,274 |
0,529 |
22 |
|||
|
159´10 |
0,34 |
0,658 |
0,364 |
0,705 |
0,389 |
0,752 |
0,413 |
0,799 |
23 |
|||
|
159´12 |
0,479 |
0,926 |
0,513 |
0,992 |
0,547 |
1,058 |
0,581 |
1,124 |
24 |
|||
|
168´6 |
0,141 |
0,273 |
0,151 |
0,293 |
0,161 |
0,312 |
0,171 |
0,332 |
25 |
|||
|
168´8 |
0,238 |
0,461 |
0,255 |
0,493 |
0,272 |
0,526 |
0,289 |
0,559 |
26 |
|||
|
168´10 |
0,359 |
0,695 |
0,385 |
0,745 |
0,411 |
0,794 |
0,436 |
0,844 |
27 |
|||
|
168´12 |
0,506 |
0,978 |
0,542 |
1,048 |
0,578 |
1,118 |
0,614 |
1,188 |
28 |
|||
|
194´6 |
0,163 |
0,315 |
0,175 |
0,338 |
0,186 |
0,36 |
0,198 |
0,383 |
29 |
|||
|
194´8 |
0,275 |
0,532 |
0,294 |
0,569 |
0,314 |
0,608 |
0,334 |
0,646 |
30 |
|||
|
194´10 |
0,415 |
0,802 |
0,445 |
0,86 |
0,474 |
0,917 |
0,504 |
0,975 |
31 |
|||
|
194´12 |
0,584 |
1,13 |
0,626 |
1,21 |
0,667 |
1,291 |
0,709 |
1,372 |
32 |
|||
|
194´14 |
0,781 |
1,511 |
0,837 |
1,619 |
0,893 |
1,728 |
0,949 |
1,836 |
33 |
|||
|
219´6 |
0,184 |
0,356 |
0,197 |
0,381 |
0,21 |
0,407 |
0,223 |
0,432 |
34 |
|||
|
219´8 |
0,31 |
0,6 |
0,332 |
0,643 |
0,355 |
0,686 |
0,377 |
0,729 |
35 |
|||
|
219´10 |
0,468 |
0,906 |
0,502 |
0,971 |
0,535 |
1,035 |
0,569 |
1,1 |
36 |
|||
|
219´12 |
0,659 |
1,275 |
0,706 |
1,366 |
0,754 |
1,457 |
0,801 |
1,549 |
37 |
|||
|
219´14 |
0,882 |
1,706 |
0,945 |
1,828 |
1,003 |
1,950 |
1,071 |
2,072 |
38 |
|||
|
219´16 |
1,137 |
2,199 |
1,218 |
2,356 |
1,299 |
2,513 |
1,381 |
2,67 |
39 |
|||
|
273´6 |
0,229 |
0,444 |
0,246 |
0,475 |
0,262 |
0,507 |
0,279 |
0,539 |
40 |
|||
|
273´8 |
0,387 |
0,749 |
0,414 |
0,801 |
0,442 |
0,855 |
0,47 |
0,909 |
41 |
|||
|
273´10 |
0,584 |
1,129 |
0,626 |
1,21 |
0,667 |
1,291 |
0,709 |
1,372 |
42 |
|||
|
273´12 |
0,822 |
1,59 |
0,88 |
1,703 |
0,939 |
1,817 |
0,998 |
1,931 |
43 |
|||
|
273´14 |
1,1 |
2,127 |
1,178 |
2,278 |
1,257 |
2,431 |
1,336 |
2,583 |
44 |
|||
|
273´16 |
1,417 |
2,741 |
1,518 |
2,936 |
1,62 |
3,133 |
1,721 |
3,329 |
45 |
|||
|
273´18 |
1,776 |
3,434 |
1,903 |
3,68 |
2,03 |
3,925 |
2,157 |
4,171 |
46 |
|||
|
325´6 |
0,273 |
0,528 |
0,293 |
0,566 |
0,312 |
0,604 |
0,332 |
0,641 |
47 |
|||
|
325´8 |
0,461 |
0,891 |
0,493 |
0,954 |
0,526 |
1,018 |
0,559 |
1,082 |
48 |
|||
|
325´10 |
0,695 |
1,344 |
0,745 |
1,441 |
0,794 |
1,536 |
0,844 |
1,633 |
49 |
|||
|
325´12 |
0,979 |
1,893 |
1,048 |
2,027 |
1,118 |
2,163 |
1,188 |
2,298 |
50 |
|||
|
325´14 |
1,309 |
2,532 |
1,403 |
2,712 |
1,497 |
2,894 |
1,59 |
3,075 |
51 |
|||
|
325´16 |
1,687 |
3,263 |
1,808 |
3,496 |
1,928 |
3,729 |
2,049 |
3,963 |
52 |
|||
|
325´18 |
2,114 |
4,088 |
2,265 |
4,381 |
2,416 |
4,673 |
2,568 |
4,966 |
53 |
|||
|
325´20 |
2,589 |
5,007 |
2,773 |
5,363 |
2,958 |
5,721 |
3,143 |
6,079 |
54 |
|||
|
377´6 |
0,317 |
0,613 |
0,339 |
0,657 |
0,362 |
0,7 |
0,385 |
0,744 |
55 |
|||
|
377´8 |
0,534 |
1,034 |
0,572 |
1,107 |
0,611 |
1,181 |
0,649 |
1,255 |
56 |
|||
|
377´10 |
0,806 |
1,559 |
0,864 |
1,671 |
0,921 |
1,782 |
0,979 |
1,894 |
57 |
|||
|
377´12 |
1,135 |
2,196 |
1,216 |
2,351 |
1,297 |
2,509 |
1,378 |
2,666 |
58 |
|||
|
377´14 |
1,519 |
2,937 |
1,627 |
3,146 |
1,736 |
3,358 |
1,845 |
3,567 |
59 |
|||
|
377´16 |
1,957 |
3,786 |
2,097 |
4,055 |
2,237 |
4,326 |
2,377 |
4,597 |
60 |
|||
|
377´18 |
2,452 |
4,742 |
2,628 |
5,082 |
2,803 |
5,421 |
2,978 |
5,76 |
61 |
|||
|
377´20 |
3,003 |
5,808 |
3,217 |
6,222 |
3,432 |
6,637 |
3,646 |
7,052 |
62 |
|||
|
426´6 |
0,358 |
0,693 |
0,384 |
0,742 |
0,409 |
0,791 |
0,435 |
0,841 |
63 |
|||
|
426´8 |
0,604 |
1,168 |
0,647 |
1,25 |
0,69 |
1,334 |
0,733 |
1,418 |
64 |
|||
|
426´10 |
0,911 |
1,762 |
0,977 |
1,889 |
1,041 |
2,014 |
1,107 |
2,14 |
65 |
|||
|
426´12 |
1,283 |
2,481 |
1,374 |
2,657 |
1,466 |
2,835 |
1,558 |
3,012 |
66 |
|||
|
426´14 |
1,716 |
3,318 |
1,838 |
3,555 |
1,962 |
3,794 |
2,084 |
4,031 |
67 |
|||
|
426´16 |
2,212 |
4,278 |
2,369 |
4,582 |
2,527 |
4,888 |
2,686 |
5,194 |
68 |
|||
|
426´18 |
2,771 |
5,359 |
2,969 |
5,742 |
3,167 |
6,125 |
3,365 |
6,509 |
69 |
|||
|
426´20 |
3,394 |
6,563 |
3,635 |
7,03 |
3,878 |
7,499 |
4,12 |
7,968 |
70 |
|||
|
480´6 |
0,404 |
0,78 |
0,432 |
0,836 |
0,461 |
0,892 |
0,49 |
0,947 |
71 |
|||
|
480´8 |
0,681 |
1,316 |
0,728 |
1,409 |
0,777 |
1,503 |
0,826 |
1,598 |
72 |
|||
|
480´10 |
1,027 |
1,985 |
1,1 |
2,128 |
1,173 |
2,269 |
1,247 |
2,412 |
73 |
|||
|
480´12 |
1,445 |
2,796 |
1,546 |
2,994 |
1,652 |
3,194 |
1,755 |
3,394 |
74 |
|||
|
480´14 |
1,933 |
3,739 |
2,071 |
4,006 |
2,210 |
4,275 |
2,348 |
4,542 |
75 |
|||
|
480´16 |
2,492 |
4,82 |
2,669 |
5,163 |
2,848 |
5,508 |
3,026 |
5,853 |
76 |
|||
|
480´18 |
3,122 |
6,038 |
3,345 |
6,47 |
3,569 |
6,902 |
3,792 |
7,334 |
77 |
|||
|
480´20 |
3,824 |
7,395 |
4,096 |
7,921 |
4,369 |
8,45 |
4,642 |
8,978 |
78 |
|||
|
530´6 |
0,446 |
0,862 |
0,477 |
0,923 |
0,509 |
0,985 |
0,541 |
1,046 |
79 |
|||
|
530´8 |
0,751 |
1,453 |
0,804 |
1,556 |
0,858 |
1,66 |
0,912 |
1,764 |
80 |
|||
|
530´10 |
1,134 |
2,192 |
1,215 |
2,35 |
1,295 |
2,505 |
1,377 |
2,663 |
81 |
|||
|
530´12 |
1,596 |
3,087 |
1,709 |
3,306 |
1,824 |
3,527 |
1,938 |
3,748 |
82 |
|||
|
530´14 |
2,135 |
4,129 |
2,287 |
4,423 |
2,441 |
4,72 |
2,593 |
5,015 |
83 |
|||
|
530´16 |
2,752 |
5,322 |
2,948 |
5,701 |
3,145 |
6,081 |
3,341 |
6,462 |
84 |
|||
|
530´18 |
3,447 |
6,667 |
3,694 |
7,144 |
3,94 |
7,621 |
4,187 |
8,098 |
85 |
|||
|
530´20 |
4,222 |
8,165 |
4,523 |
8,747 |
4,824 |
9,33 |
5,126 |
9,913 |
86 |
|||
|
630´6 |
0,53 |
1,024 |
0,567 |
1,097 |
0,605 |
1,17 |
0,643 |
1,243 |
87 |
|||
|
630´8 |
0,893 |
1,728 |
0,956 |
1,849 |
1,02 |
1,973 |
1,084 |
2,097 |
88 |
|||
|
630´10 |
1,347 |
2,606 |
1,444 |
2,793 |
1,54 |
2,978 |
1,637 |
3,166 |
89 |
|||
|
630´12 |
1,897 |
3,669 |
2,032 |
3,93 |
2,168 |
4,192 |
2,304 |
4,455 |
90 |
|||
|
630´14 |
2,538 |
4,908 |
2,719 |
5,258 |
2,901 |
5,611 |
3,082 |
5,961 |
91 |
|||
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
08 |
- |
|||
Привязка к ЕНиР § 22-15.
§ 68. Соединения угловые без скоса кромок двусторонние (приварка плоских фланцев) У5
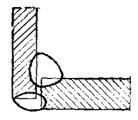
Рис. 46. Соединение угловое без скоса кромок двустороннее (приварка плоских фланцев) У5
Таблица 042. Нормы на 1 м шва
|
Толщина стенки, мм |
Электроды по группам, кг |
Код строки |
|||||||
|
I |
II |
III |
IV |
||||||
|
Dтр |
|||||||||
|
до 194 |
св. 194 |
до 194 |
св. 194 |
до 194 |
св. 194 до 194 |
св. 194 |
|||
|
6 |
0,529 |
0,553 |
0,567 |
0,593 |
0,605 |
0,632 |
0,643 |
0,672 |
01 |
|
7 |
0,643 |
0,669 |
0,689 |
0,717 |
0,734 |
0,765 |
0,78 |
0,813 |
02 |
|
8 |
0,769 |
0,798 |
0,824 |
0,855 |
0,878 |
0,912 |
0,933 |
0,969 |
03 |
|
10 |
1,061 |
1,097 |
1,137 |
1,176 |
1,213 |
1,254 |
1,289 |
1,333 |
04 |
|
12 |
1,406 |
1,448 |
1,506 |
1,553 |
1,606 |
1,656 |
1,707 |
1,76 |
05 |
|
14 |
1,803 |
1,852 |
1,932 |
1,985 |
2,061 |
2,117 |
2,19 |
2,249 |
06 |
|
16 |
2,254 |
2,31 |
2,415 |
2,475 |
2,576 |
2,64 |
2,737 |
2,805 |
07 |
|
18 |
2,757 |
2,82 |
2,955 |
3,021 |
3,152 |
3,222 |
3,349 |
3,424 |
08 |
|
20 |
3,314 |
3,382 |
3,551 |
3,624 |
3,787 |
3,866 |
4,024 |
4,107 |
09 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
08 |
- |
Таблица 043. Нормы на 1 фланец
|
Размеры трубы, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
57´6 |
0,095 |
0,102 |
0,108 |
0,115 |
01 |
|
57´8 |
0,138 |
0,148 |
0,157 |
0,167 |
02 |
|
60´6 |
0,1 |
0,107 |
0,114 |
0,121 |
03 |
|
60´8 |
0,145 |
0,155 |
0,165 |
0,175 |
04 |
|
76´6 |
0,129 |
0,136 |
0,145 |
0,154 |
05 |
|
76´8 |
0,184 |
0,197 |
0,21 |
0,223 |
06 |
|
89´6 |
0,148 |
0,159 |
0,169 |
0,18 |
07 |
|
89´8 |
0,215 |
0,231 |
0,246 |
0,261 |
08 |
|
108´6 |
0,179 |
0,192 |
0,205 |
0,218 |
09 |
|
108´8 |
0,261 |
0,279 |
0,298 |
0,316 |
10 |
|
108´10 |
0,36 |
0,385 |
0,411 |
0,437 |
11 |
|
114´6 |
0,189 |
0,203 |
0,217 |
0,23 |
12 |
|
114´8 |
0,275 |
0,295 |
0,314 |
0,334 |
13 |
|
114´10 |
0,38 |
0,407 |
0,434 |
0,462 |
14 |
|
133´6 |
0,221 |
0,237 |
0,253 |
0,269 |
15 |
|
133´8 |
0,321 |
0,344 |
0,367 |
0,39 |
16 |
|
133´10 |
0,444 |
0,475 |
0,507 |
0,539 |
17 |
|
140´6 |
0,233 |
0,25 |
0,266 |
0,283 |
18 |
|
140´8 |
0,338 |
0,363 |
0,386 |
0,411 |
19 |
|
140´10 |
0,467 |
0,5 |
0,534 |
0,567 |
20 |
|
159´6 |
0,264 |
0,283 |
0,302 |
0,321 |
21 |
|
159´8 |
0,384 |
0,411 |
0,438 |
0,466 |
22 |
|
159´10 |
0,529 |
0,567 |
0,605 |
0,643 |
23 |
|
159´12 |
0,702 |
0,752 |
0,801 |
0,852 |
24 |
|
168´6 |
0,279 |
0,299 |
0,319 |
0,340 |
25 |
|
168´8 |
0,406 |
0,435 |
0,464 |
0,493 |
26 |
|
168´10 |
0,56 |
0,6 |
0,641 |
0,681 |
27 |
|
168´12 |
0,742 |
0,795 |
0,848 |
0,901 |
28 |
|
194´6 |
0,322 |
0,345 |
0,368 |
0,392 |
29 |
|
194´8 |
0,468 |
0,502 |
0,535 |
0,568 |
30 |
|
194´10 |
0,646 |
0,692 |
0,739 |
0,785 |
31 |
|
194´12 |
0,856 |
0,917 |
0,978 |
1,04 |
32 |
|
194´14 |
1,098 |
1,177 |
1,255 |
1,334 |
33 |
|
219´6 |
0,381 |
0,408 |
0,435 |
0,462 |
34 |
|
219´8 |
0,549 |
0,588 |
0,628 |
0,667 |
35 |
|
219´10 |
0,755 |
0,809 |
0,863 |
0,917 |
36 |
|
219´12 |
0,996 |
1,069 |
1,139 |
1,211 |
37 |
|
219´14 |
1,274 |
1,366 |
1,457 |
1,547 |
38 |
|
219´16 |
1,589 |
1,703 |
1,816 |
1,93 |
39 |
|
273´6 |
0,171 |
0,508 |
0,542 |
0,576 |
40 |
|
273´8 |
0,684 |
0,733 |
0,782 |
0,83 |
41 |
|
273´10 |
0,94 |
1,008 |
1,075 |
1,142 |
42 |
|
273´12 |
1,241 |
1,331 |
1,419 |
1,508 |
43 |
|
273´14 |
1,587 |
1,701 |
1,814 |
1,927 |
44 |
|
273´16 |
1,98 |
2,121 |
2,263 |
2,404 |
45 |
|
273´18 |
2,417 |
2,589 |
2,761 |
2,934 |
46 |
|
325´6 |
0,565 |
0,006 |
0,645 |
0,686 |
47 |
|
325´8 |
0,815 |
0,873 |
0,931 |
0,989 |
48 |
|
325´10 |
1,12 |
1,201 |
1,28 |
1,361 |
49 |
|
325´12 |
1,478 |
1,586 |
1,691 |
1,797 |
50 |
|
325´14 |
1,891 |
2,027 |
2,162 |
2,296 |
51 |
|
325´16 |
2,359 |
2,527 |
2,695 |
2,864 |
52 |
|
325´18 |
2,88 |
3,084 |
3,29 |
3,496 |
53 |
|
325´20 |
3,453 |
3,7 |
3,947 |
4,193 |
54 |
|
377´6 |
0,655 |
0,702 |
0,748 |
0,796 |
55 |
|
377´8 |
0,945 |
1,012 |
1,080 |
1,147 |
56 |
|
377´10 |
1,299 |
1,392 |
1,485 |
1,578 |
57 |
|
377´12 |
1,714 |
1,839 |
1,961 |
2,084 |
58 |
|
377´14 |
2,193 |
2,35 |
2,507 |
2,663 |
59 |
|
377´16 |
2,735 |
2,93 |
3,126 |
3,321 |
60 |
|
377´18 |
3,339 |
3,577 |
3,815 |
4,054 |
61 |
|
377´20 |
4,001 |
4,291 |
4,577 |
4,863 |
62 |
|
426´6 |
0,74 |
0,793 |
0,846 |
0,899 |
63 |
|
426´8 |
1,068 |
1,144 |
1,22 |
1,297 |
64 |
|
426´10 |
1,468 |
1,574 |
1,678 |
1,784 |
65 |
|
426´12 |
1,937 |
2,078 |
2,216 |
2,355 |
66 |
|
426´14 |
2,478 |
2,656 |
2,833 |
3,009 |
67 |
|
426´16 |
3,091 |
3,312 |
3,532 |
3,753 |
68 |
|
426´18 |
3,773 |
4,042 |
4,311 |
4,753 |
69 |
|
426´20 |
4,525 |
4,849 |
5,173 |
5,495 |
70 |
|
480´6 |
0,833 |
0,894 |
0,952 |
1,013 |
71 |
|
480´8 |
1,203 |
1,289 |
1,374 |
1,46 |
72 |
|
480´10 |
1,653 |
1,772 |
1,89 |
2,009 |
73 |
|
480´12 |
2,182 |
2,34 |
2,496 |
2,652 |
74 |
|
480´14 |
2,791 |
2,991 |
3,19 |
3,389 |
75 |
|
480´16 |
3,481 |
3,73 |
3,979 |
4,227 |
76 |
|
480´18 |
4,25 |
4,553 |
4,856 |
5,16 |
77 |
|
480´20 |
5,097 |
5,461 |
5,826 |
6,189 |
78 |
|
530´6 |
0,92 |
0,987 |
1,052 |
1,118 |
79 |
|
530´8 |
1,328 |
1,423 |
1,518 |
1,612 |
80 |
|
530´10 |
1,825 |
1,957 |
2,087 |
2,218 |
81 |
|
530´12 |
2,41 |
2,584 |
2,756 |
2,929 |
82 |
|
530´14 |
3,082 |
3,303 |
3,523 |
3,742 |
83 |
|
530´16 |
3,844 |
4,118 |
4,393 |
4,668 |
84 |
|
530´18 |
4,693 |
5,027 |
5,361 |
5,698 |
85 |
|
530´20 |
5,628 |
6,03 |
6,433 |
6,834 |
86 |
|
630´6 |
1,094 |
1,173 |
1,25 |
1,329 |
87 |
|
630´8 |
1,578 |
1,691 |
1,804 |
1,917 |
88 |
|
630´10 |
2,17 |
2,326 |
2,48 |
2,637 |
89 |
|
630´12 |
2,864 |
3,072 |
3,276 |
3,481 |
90 |
|
630´14 |
3,663 |
3,926 |
4,187 |
4,449 |
91 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
§ 69. Соединения угловые со скосом одной кромки двусторонние (приварка плоских фланцев) У7
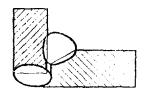
Рис. 47. Соединение угловое со скосом одном кромки двустороннее (приварка плоских фланцев) У7
Таблица 043.01. Нормы на 1 шва
|
Толщина стенки, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
3 |
0,181 |
0,234 |
0,25 |
0,265 |
01 |
|
4 |
0,26 |
0,333 |
0,36 |
0,383 |
02 |
|
5 |
0,381 |
0,494 |
0,527 |
0,559 |
03 |
|
6 |
0,512 |
0,664 |
0,709 |
0,753 |
04 |
|
8 |
0,692 |
0,897 |
0,956 |
1,016 |
05 |
|
10 |
0,876 |
1,136 |
1,212 |
1,288 |
06 |
|
12 |
1,085 |
1,407 |
1,5 |
1,594 |
07 |
|
15 |
1,317 |
1,708 |
1,822 |
1,936 |
08 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Таблица 043.02. Нормы на 1 фланец
|
Размеры трубы, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
25´3 |
0,014 |
0,018 |
0,02 |
0,021 |
01 |
|
32´3 |
0,018 |
0,023 |
0,025 |
0,027 |
02 |
|
38´3 |
0,021 |
0,028 |
0,03 |
0,032 |
03 |
|
45´4 |
0,036 |
0,048 |
0,051 |
0,054 |
04 |
|
57´4 |
0,046 |
0,06 |
0,064 |
0,068 |
05 |
|
76´5 |
0,091 |
0,118 |
0,126 |
0,133 |
06 |
|
89´6 |
0,143 |
0,186 |
0,198 |
0,21 |
07 |
|
108´6 |
0,174 |
0,225 |
0,24 |
0,225 |
08 |
|
133´6 |
0,213 |
0,277 |
0,296 |
0,314 |
09 |
|
133´8 |
0,288 |
0,375 |
0,399 |
0,424 |
10 |
|
159´6 |
0,255 |
0,331 |
0,354 |
0,376 |
11 |
|
159´8 |
0,346 |
0,448 |
0,477 |
0,507 |
12 |
|
219´6 |
0,353 |
0,457 |
0,487 |
0,518 |
13 |
|
219´8 |
0,476 |
0,617 |
0,657 |
0,699 |
14 |
|
219´10 |
0,602 |
0,781 |
0,833 |
0,886 |
15 |
|
219´12 |
0,746 |
0,907 |
1,031 |
1,096 |
16 |
|
273´6 |
0,438 |
0,569 |
0,608 |
0,645 |
17 |
|
273´8 |
0,594 |
0,769 |
0,819 |
0,871 |
18 |
|
273´10 |
0,75 |
0,974 |
1,039 |
1,104 |
19 |
|
273´12 |
0,93 |
1,206 |
1,286 |
1,366 |
20 |
|
325´8 |
0,706 |
0,915 |
0,976 |
1,037 |
21 |
|
325´10 |
0,895 |
1,159 |
1,237 |
1,314 |
22 |
|
325´12 |
1,107 |
1,436 |
1,531 |
1,627 |
23 |
|
325´15 |
1,322 |
1,743 |
1,859 |
1,976 |
24 |
|
377´8 |
0,819 |
1,062 |
1,132 |
1,203 |
25 |
|
377´10 |
1,039 |
1,345 |
1,435 |
1,525 |
26 |
|
377´12 |
1,285 |
1,666 |
1,776 |
1,887 |
27 |
|
377´15 |
1,56 |
2,022 |
2,157 |
2,292 |
28 |
|
426´10 |
1,172 |
1,52 |
1,621 |
1,723 |
29 |
|
426´12 |
1,452 |
1,882 |
2,006 |
2,132 |
30 |
|
426´15 |
1,764 |
2,285 |
2,437 |
2,59 |
31 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Привязка к ЕНиР § 22-14.
§ 70. Соединения угловые с симметричным скосом одной кромки двусторонние (приварка плоских фланцев) У8
(см. рис. 11)
Таблица 043.03. Нормы на 1 м шва
|
Толщина стенки, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
3 |
0,120 |
0,163 |
0,174 |
0,185 |
01 |
|
4 |
0,231 |
0,299 |
0,319 |
0,339 |
02 |
|
5 |
0,399 |
0,517 |
0,552 |
0,586 |
03 |
|
6 |
0,575 |
0,746 |
0,796 |
0,845 |
04 |
|
8 |
0,83 |
1,076 |
1,148 |
1,22 |
05 |
|
10 |
1,078 |
1,398 |
1,491 |
1,584 |
06 |
|
12 |
1,358 |
1,761 |
1,878 |
1,995 |
07 |
|
15 |
1,669 |
2,163 |
2,308 |
2,452 |
08 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Таблица 043.04. Нормы на 1 фланец
|
Размеры трубы, мм |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
||
|
25´3 |
0,01 |
0,013 |
0,014 |
0,014 |
01 |
|
32´3 |
0,013 |
0,016 |
0,017 |
0,019 |
02 |
|
38´3 |
0,014 |
0,019 |
0,021 |
0,022 |
03 |
|
45´4 |
0,032 |
0,042 |
0,045 |
0,048 |
04 |
|
57´4 |
0,041 |
0,053 |
0,057 |
0,061 |
05 |
|
76´5 |
0,095 |
0,123 |
0,132 |
0,14 |
06 |
|
89´6 |
0,16 |
0,208 |
0,222 |
0,236 |
07 |
|
108´6 |
0,195 |
0,253 |
0,27 |
0,287 |
08 |
|
133´6 |
0,239 |
0,311 |
0,332 |
0,353 |
09 |
|
133´8 |
0,346 |
0,449 |
0,479 |
0,509 |
10 |
|
159´6 |
0,287 |
0,372 |
0,397 |
0,422 |
11 |
|
159´8 |
0,364 |
0,537 |
0,573 |
0,609 |
12 |
|
219´6 |
0,396 |
0,513 |
0,547 |
0,581 |
13 |
|
219´8 |
0,57 |
0,74 |
0,789 |
0,839 |
14 |
|
219´10 |
0,741 |
0,961 |
1,025 |
1,089 |
15 |
|
219´12 |
0,934 |
1,211 |
1,291 |
1,372 |
16 |
|
273´6 |
0,493 |
0,639 |
0,682 |
0,724 |
17 |
|
273´8 |
0,711 |
0,922 |
0,984 |
1,046 |
18 |
|
273´10 |
0,924 |
1,198 |
1,278 |
1,358 |
19 |
|
273´12 |
1,165 |
1,51 |
1,61 |
1,71 |
20 |
|
325´8 |
0,847 |
1,098 |
1,171 |
1,245 |
21 |
|
325´10 |
1,1 |
1,427 |
1,522 |
1,616 |
22 |
|
325´12 |
1,386 |
1,797 |
1,916 |
2,036 |
23 |
|
325´15 |
1,702 |
2,207 |
2,355 |
2,502 |
24 |
|
377´8 |
0,983 |
1,274 |
1,359 |
1,444 |
25 |
|
377´10 |
1,278 |
1,655 |
1,765 |
1,875 |
26 |
|
377´12 |
1,609 |
2,085 |
2,223 |
2,362 |
27 |
|
377´15 |
1,974 |
2,50 |
2,732 |
2,903 |
28 |
|
426´10 |
1,442 |
1,87 |
1,994 |
2,119 |
29 |
|
426´12 |
1,817 |
2,356 |
2,512 |
2,669 |
30 |
|
426´15 |
2,232 |
2,893 |
3,087 |
3,28 |
31 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Привязка к ЕНиР § 22-14.
Глава 2. СВАРКА ГАЗОВАЯ
§ 71. Соединения вертикальных стыков со скосом двух кромок С17
(см. рис. 6)
Таблица 044. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Ацетилен, л |
Кислород, л |
Код строки |
|
3 |
0,186 |
85,31 |
99,12 |
01 |
|
4 |
0,244 |
112,53 |
130,76 |
02 |
|
Код графы |
01 |
02 |
03 |
- |
Таблица 045. Нормы на 10 стыков
|
Размеры трубы, мм |
Проволока сварочная, кг |
Ацетилен, л |
Кислород, л |
Код строки |
|
18´3 |
0,099 |
45,55 |
52,93 |
01 |
|
25´3 |
0,14 |
65,28 |
74,7 |
02 |
|
32´3 |
0,182 |
83 |
96,15 |
03 |
|
38´3 |
0,217 |
99,12 |
115,18 |
04 |
|
38´4 |
0,283 |
129,52 |
150,5 |
05 |
|
45´3 |
0,258 |
117,89 |
136,99 |
06 |
|
45´4 |
0,335 |
154,28 |
179,27 |
07 |
|
57´3 |
0,33 |
149,96 |
174,26 |
08 |
|
57´4 |
0,428 |
196,93 |
228,83 |
09 |
|
Код графы |
01 |
02 |
03 |
- |
§ 72. Соединения угловые без скоса кромок (вварка патрубков) У18
(см. рис. 45)
Таблица 046. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Ацетилен, л |
Кислород, л |
Код строки |
|
1,6 |
0,044 |
24,2 |
28,12 |
01 |
|
2 |
0,061 |
33,88 |
39,37 |
02 |
|
2,5 |
0,085 |
47,19 |
54,83 |
03 |
|
3 |
0,112 |
62,32 |
72,41 |
04 |
|
4 |
0,178 |
99,22 |
115,29 |
05 |
|
Код графы |
01 |
02 |
03 |
- |
Таблица 047. Нормы на 10 патрубков
|
Размеры трубы, мм |
Величина отношения Dпатр/Dтр |
Проволока сварочная, кг |
Ацетилен, л |
Кислород, л |
Код строки |
|
18´1,6 |
0,6 |
0,016 |
8,62 |
10,02 |
01 |
|
18´1,6 |
1 |
0,031 |
16,82 |
19,54 |
02 |
|
18´2 |
0,6 |
0,022 |
12,06 |
14,02 |
03 |
|
18´2 |
1 |
0,042 |
23,55 |
27,36 |
04 |
|
18´3 |
0,6 |
0,04 |
22,19 |
25,78 |
05 |
|
18´3 |
1 |
0,078 |
43,31 |
50,33 |
06 |
|
25´1,6 |
0,6 |
0,022 |
11,98 |
13,92 |
07 |
|
25´1,6 |
1 |
0,043 |
23,38 |
27,16 |
08 |
|
25´2 |
0,6 |
0,03 |
16,77 |
19,49 |
09 |
|
25´2 |
1 |
0,059 |
32,73 |
38,03 |
10 |
|
25´2,5 |
0,6 |
0,042 |
23,36 |
27,14 |
11 |
|
25´2,5 |
1 |
0,082 |
45,59 |
52,97 |
12 |
|
25´3 |
0,6 |
0,055 |
30,85 |
35,84 |
13 |
|
25´3 |
1 |
0,108 |
60,2 |
69,95 |
14 |
|
32´2 |
0,6 |
0,039 |
21,45 |
24,92 |
15 |
|
32´2 |
1 |
0,075 |
41,88 |
48,66 |
16 |
|
32´2,5 |
0,6 |
0,054 |
29,87 |
34,71 |
17 |
|
32´2,5 |
1 |
0,105 |
58,33 |
67,77 |
18 |
|
32´3 |
0,6 |
0,071 |
39,45 |
45,84 |
19 |
|
32´3 |
1 |
0,138 |
77,03 |
89,5 |
20 |
|
38´2 |
0,6 |
0,016 |
25,48 |
29,61 |
21 |
|
38´2 |
1 |
0,09 |
49,74 |
57,8 |
22 |
|
38´2,5 |
0,6 |
0,064 |
35,49 |
41,23 |
23 |
|
38´2,5 |
1 |
0,125 |
69,27 |
80,49 |
24 |
|
38´3 |
0,6 |
0,084 |
46,86 |
54,45 |
25 |
|
38´3 |
1 |
0,164 |
91,49 |
106,3 |
26 |
|
38´4 |
0,6 |
0,134 |
74,61 |
86,7 |
27 |
|
38´4 |
1 |
0,261 |
145,66 |
169,25 |
28 |
|
45´2 |
0,6 |
0,054 |
30,15 |
35,04 |
29 |
|
45´2 |
1 |
0,106 |
58,88 |
68,43 |
30 |
|
45´2,5 |
0,6 |
0,076 |
42 |
48,8 |
31 |
|
45´2,5 |
1 |
0,148 |
82,02 |
95,29 |
32 |
|
45´3 |
0,6 |
0,1 |
55,46 |
64,44 |
33 |
|
45´3 |
1 |
0,195 |
108,31 |
125,85 |
34 |
|
45´4 |
0,6 |
0,158 |
88,31 |
102,61 |
35 |
|
45´4 |
1 |
0,309 |
172,44 |
200,37 |
36 |
|
57´2,5 |
0,6 |
0,096 |
53,23 |
61,85 |
37 |
|
57´2,5 |
1 |
0,187 |
103,91 |
120,74 |
38 |
|
57´3 |
0,6 |
0,126 |
70,3 |
81,68 |
39 |
|
57´3 |
1 |
0,247 |
137,23 |
159,45 |
40 |
|
57´4 |
0,6 |
0,201 |
111,92 |
130,05 |
41 |
|
57´4 |
1 |
0,392 |
218,48 |
253,48 |
42 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Глава 3. СВАРКА РУЧНАЯ АРГОНОДУГОВАЯ
§ 73. Соединения вертикальных стыков без скоса кромок С2
(см. рис. 2)
Таблица 048. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Код строки |
|
|
на сварку |
на поддув |
||||
|
2 |
0,054 |
1,064 |
107 |
70,4 |
01 |
|
3 |
0,056 |
1,103 |
110 |
72 |
02 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Таблица 049. Нормы на 1 стык
|
Размеры трубы, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Код строки |
|
|
на сварку |
на поддув |
||||
|
25´2 |
0,004 |
0,08 |
7,3 |
4,8 |
01 |
|
25´3 |
0,004 |
0,082 |
7,3 |
4,8 |
02 |
|
32´2 |
0,005 |
0,103 |
9,8 |
6,4 |
03 |
|
32´3 |
0,005 |
0,107 |
10 |
6,5 |
04 |
|
38´2 |
0,006 |
0,123 |
12,2 |
8 |
05 |
|
38´3 |
0,007 |
0,128 |
14,6 |
9,6 |
06 |
|
45´2 |
0,008 |
0,147 |
17,1 |
11,2 |
07 |
|
45´3 |
0,008 |
0,152 |
17,1 |
11,2 |
08 |
|
57´3 |
0,01 |
0,194 |
19,5 |
12,8 |
09 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
§ 74. Соединения вертикальных стыков со скосом двух кромок С17
(см. рис. 6)
Таблица 050. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Код строки |
|
|
на сварку |
на поддув |
||||
|
3 |
0,145 |
2,305 |
285,5 |
18,7 |
01 |
|
4 |
0,191 |
3,034 |
37,57 |
18,7 |
02 |
|
5 |
0,236 |
3,743 |
463,4 |
48 |
03 |
|
6 |
0,314 |
4,984 |
617,3 |
48 |
04 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Таблица 051. Нормы на 1 стык
|
Размеры трубы, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Код строки |
|
|
на сварку |
на поддув |
||||
|
25´3 |
0,011 |
0,173 |
22 |
1,5 |
01 |
|
32´3 |
0,014 |
0,224 |
26,8 |
1,8 |
02 |
|
38´3 |
0,017 |
0,267 |
34,2 |
2,3 |
03 |
|
45´4 |
0,026 |
0,416 |
51,2 |
2,7 |
04 |
|
57´4 |
0,033 |
0,531 |
65,9 |
3,5 |
05 |
|
76´5 |
0,055 |
0,872 |
107,4 |
8,6 |
06 |
|
89´6 |
0,086 |
1,366 |
168,4 |
13,4 |
07 |
|
108´6 |
0,105 |
1,66 |
205 |
16,3 |
08 |
|
133´6 |
0,129 |
2,048 |
253,8 |
20 |
09 |
|
159´6 |
0,155 |
2,457 |
305 |
24 |
10 |
|
219´6 |
0,214 |
3,394 |
419,7 |
33 |
11 |
|
273´6 |
0,267 |
4,241 |
524,6 |
41,2 |
12 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
§ 75. Соединения вертикальных стыков со скосом кромок на съемной подкладке С18
(см. рис. 27)
Таблица 052. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Код строки |
|
на сварку |
||||
|
2 |
0,182 |
2,896 |
356,2 |
01 |
|
3 |
0,247 |
3,92 |
485,6 |
02 |
|
4 |
0,31 |
4,93 |
610 |
03 |
|
5 |
0,409 |
6,501 |
805,2 |
04 |
|
6 |
0,588 |
9,338 |
1154,1 |
05 |
|
Код графы |
01 |
02 |
03 |
- |
Таблица 053. Нормы на 1 стык
|
Размеры трубы, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Код строки |
|
на сварку |
||||
|
25´2 |
0,014 |
0,217 |
26,8 |
01 |
|
25´3 |
0,019 |
0,291 |
36,6 |
02 |
|
32´2 |
0,018 |
0,181 |
34,2 |
03 |
|
32´3 |
0,024 |
0,38 |
46,4 |
04 |
|
38´2 |
0,021 |
0,336 |
41,5 |
05 |
|
38´3 |
0,029 |
0,455 |
57,1 |
06 |
|
45´2 |
0,025 |
0,4 |
51,2 |
07 |
|
45´4 |
0,043 |
0,675 |
85,4 |
08 |
|
57´4 |
0,054 |
0,863 |
107,4 |
09 |
|
76´5 |
0,095 |
1,515 |
150,4 |
10 |
|
89´6 |
0,161 |
2,549 |
317,2 |
11 |
|
108´6 |
0,196 |
3,11 |
385,5 |
12 |
|
133´6 |
0,242 |
3,838 |
475,8 |
13 |
|
159´5 |
0,29 |
4,604 |
568,5 |
14 |
|
219´6 |
0,4 |
6,359 |
785,7 |
15 |
|
273´6 |
0,5 |
7,947 |
980,9 |
16 |
|
Код графы |
01 |
02 |
03 |
- |
§ 76. Соединения вертикальных стыков без скоса кромок на остающейся цилиндрической подкладке С5
(см. рис. 19)
Таблица 054. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Код строки |
|
на сварку |
||||
|
2 |
0,108 |
1,714 |
212,3 |
01 |
|
3 |
0,132 |
2,11 |
258,6 |
02 |
|
Код графы |
01 |
02 |
03 |
|
Таблица 055. Нормы на 1 стык
|
Размеры трубы, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Код строки |
|
на сварку |
||||
|
25´2 |
0,008 |
0,129 |
14,6 |
01 |
|
25´3 |
0,01 |
0,18 |
19,5 |
02 |
|
32´2 |
0,011 |
0,166 |
22 |
03 |
|
32´3 |
0,013 |
0,233 |
24,4 |
04 |
|
38´2 |
0,013 |
0,233 |
24,4 |
05 |
|
38´3 |
0,015 |
0,278 |
29,3 |
06 |
|
45´2 |
0,015 |
0,278 |
29,3 |
07 |
|
45´3 |
0,018 |
0,331 |
34,2 |
08 |
|
57´3 |
0,023 |
0,422 |
56,1 |
09 |
|
Код графы |
01 |
02 |
03 |
- |
§ 77. Соединения вертикальных стыков со скосом кромок на остающейся цилиндрической подкладке С19
(см. рис. 28)
Таблица 056. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Код строки |
|
на сварку |
||||
|
2 |
0,182 |
2,896 |
356,2 |
01 |
|
3 |
0,247 |
3,92 |
485,6 |
02 |
|
4 |
0,322 |
5,122 |
632 |
03 |
|
5 |
0,409 |
6,501 |
802,8 |
04 |
|
6 |
0,575 |
9,141 |
1129,7 |
05 |
|
Код графы |
01 |
02 |
03 |
- |
Таблица 057. Нормы на 1 стык
|
Размеры трубы, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Код строки |
|
на сварку |
||||
|
25´2 |
0,014 |
0,217 |
26,8 |
01 |
|
25´3 |
0,010 |
0,294 |
36,6 |
02 |
|
32´2 |
0,018 |
0,281 |
34,2 |
03 |
|
32´3 |
0,024 |
0,38 |
46,4 |
04 |
|
38´2 |
0,021 |
0,336 |
41,5 |
05 |
|
38´3 |
0,029 |
0,455 |
56,1 |
06 |
|
45´2 |
0,025 |
0,4 |
48,8 |
07 |
|
45´4 |
0,044 |
0,537 |
85,4 |
08 |
|
57´4 |
0,056 |
0,896 |
109,8 |
09 |
|
76´5 |
0,095 |
1,515 |
185,4 |
10 |
|
89´6 |
0,157 |
2,495 |
307,4 |
11 |
|
108´6 |
0,192 |
3,044 |
378,2 |
12 |
|
133´6 |
0,236 |
3,757 |
463,6 |
13 |
|
159´6 |
0,284 |
4,507 |
558,8 |
14 |
|
219´6 |
0,392 |
6,225 |
768,6 |
15 |
|
273´6 |
0,489 |
7,779 |
961,4 |
16 |
|
Код графы |
01 |
02 |
03 |
- |
§ 78. Соединения угловые со скосом одной кромки (вварка патрубков) У19
(см. рис. 44)
Таблица 058. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Код строки |
|
на сварку |
||||
|
4 |
0,35 |
5,989 |
529 |
01 |
|
5 |
0,455 |
7,801 |
689 |
02 |
|
6 |
0,541 |
9,259 |
817,8 |
03 |
|
Код графы |
01 |
02 |
03 |
- |
Таблица 059. Нормы на 1 патрубок
|
Размеры трубы, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Код строки |
|
|
на сварку |
на поддув |
||||
|
45´4 |
0,061 |
1,042 |
92,2 |
5,3 |
01 |
|
57´4 |
0,077 |
1,318 |
116,6 |
8,5 |
02 |
|
76´5 |
0,134 |
2,294 |
201,8 |
18,9 |
03 |
|
89´6 |
0,180 |
3,185 |
281,9 |
22,4 |
04 |
|
108´6 |
0,226 |
3,861 |
341 |
27,6 |
05 |
|
133´6 |
0,278 |
4,759 |
421,1 |
36 |
06 |
|
159´6 |
0,332 |
5,685 |
502,9 |
44,6 |
07 |
|
219´6 |
0,458 |
7,833 |
692,5 |
66,5 |
08 |
|
273´6 |
0,566 |
2,694 |
856,1 |
88,7 |
09 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
§ 79. Соединения угловые без скоса кромок (вварка патрубков) У18
(см. рис. 45)
Таблица 060. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Код строки |
|
на сварку |
||||
|
2 |
0,065 |
0,946 |
85,3 |
01 |
|
3 |
0,105 |
1,793 |
158,3 |
02 |
|
4 |
0,17 |
2,916 |
257,5 |
03 |
|
5 |
0,251 |
4,295 |
379,3 |
04 |
|
6 |
0,346 |
5,93 |
523,7 |
05 |
|
Код графы |
01 |
02 |
03 |
- |
Таблица 061. Нормы на 1 патрубок
|
Размеры трубы, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Код строки |
|
|
на сварку |
на поддув |
||||
|
25´2 |
0,005 |
0,092 |
7,0 |
5,4 |
01 |
|
25´3 |
0,01 |
0,174 |
15,6 |
11,1 |
02 |
|
32´2 |
0,005 |
0,092 |
7 |
5,4 |
03 |
|
32´3 |
0,013 |
0,222 |
19 |
13,3 |
04 |
|
38´2 |
0,006 |
0,11 |
8,7 |
6,5 |
05 |
|
38´3 |
0,015 |
0,264 |
22,6 |
15,6 |
06 |
|
45´2 |
0,008 |
0,131 |
12,2 |
8,8 |
07 |
|
45´4 |
0,03 |
0,507 |
45,2 |
8,8 |
08 |
|
57´4 |
0,037 |
0,642 |
55,7 |
10,3 |
09 |
|
76´5 |
0,074 |
1,263 |
111,4 |
21,8 |
10 |
|
89´6 |
0,119 |
2,04 |
179,2 |
25 |
11 |
|
108´6 |
0,144 |
2,473 |
217,5 |
30,6 |
12 |
|
133´6 |
0,178 |
3,048 |
269,7 |
37,5 |
13 |
|
159´6 |
0,212 |
3,641 |
320,2 |
45,8 |
14 |
|
219´6 |
0,293 |
5,017 |
443,7 |
63,9 |
15 |
|
273´6 |
0,362 |
6,209 |
548,1 |
80,6 |
16 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Глава 4. СВАРКА КОМБИНИРОВАННАЯ
§ 80. Соединения вертикальных стыков со скосом двух кромок С17
(см. рис. 6)
Таблица 062. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Электроды по группам, кг |
Код строки |
||||
|
на сварку |
на поддув |
I |
II |
III |
IV |
||||
|
4 |
0,034 |
0,67 |
65,9 |
43,2 |
0,221 |
0,287 |
0,306 |
0,325 |
01 |
|
5 |
0,076 |
1,2 |
148,8 |
97,6 |
0,263 |
0,342 |
0,365 |
0,388 |
02 |
|
6 |
0,076 |
1,2 |
148,8 |
126,4 |
0,367 |
0,476 |
0,507 |
0,539 |
03 |
|
8 |
0,098 |
1,556 |
192,8 |
126,4 |
0,777 |
0,827 |
0,882 |
0,937 |
04 |
|
10 |
0,098 |
1,556 |
192,8 |
126,4 |
1,03 |
1,337 |
1,426 |
1,515 |
05 |
|
12 |
0,098 |
1,556 |
192,8 |
126,4 |
1,372 |
1,781 |
1,899 |
2,018 |
06 |
|
15 |
0,098 |
1,556 |
192,8 |
126,4 |
1,975 |
2,577 |
2,749 |
2,921 |
07 |
|
16 |
0,098 |
1,556 |
192,8 |
126,4 |
2,262 |
2,933 |
3,128 |
3,324 |
08 |
|
18 |
0,098 |
1,556 |
192,8 |
126,4 |
2,775 |
3,325 |
3,76 |
3,935 |
09 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
08 |
- |
Таблица 063. Нормы на 1 стык
|
Размеры трубы, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Электроды по группам, кг |
Код строки |
||||
|
на сварку |
на поддув |
I |
II |
III |
IV |
||||
|
45´4 |
0,005 |
0,091 |
9,8 |
6,4 |
0,029 |
0,039 |
0,041 |
0,045 |
01 |
|
57´4 |
0,006 |
0,117 |
12,2 |
8,0 |
0,039 |
0,05 |
0,054 |
0,057 |
02 |
|
76´5 |
0,018 |
0,28 |
34,2 |
22,4 |
0,063 |
0,08 |
0,085 |
0,09 |
03 |
|
89´6 |
0,021 |
0,328 |
41,5 |
27,2 |
0,101 |
0,13 |
0,138 |
0,147 |
04 |
|
108´6 |
0,025 |
0,4 |
48,8 |
32 |
0,123 |
0,159 |
0,169 |
0,18 |
05 |
|
133´6 |
0,031 |
0,493 |
61 |
40 |
0,151 |
0,196 |
0,208 |
0,222 |
06 |
|
133´8 |
0,04 |
0,636 |
78,1 |
51,2 |
0,246 |
0,338 |
0,361 |
0,383 |
07 |
|
159´6 |
0,038 |
0,592 |
75,6 |
49,6 |
0,182 |
0,235 |
0,25 |
0,266 |
08 |
|
159´8 |
0,048 |
0,764 |
146,4 |
96 |
0,314 |
0,406 |
0,433 |
0,46 |
09 |
|
219´6 |
0,052 |
0,817 |
102,5 |
67,2 |
0,252 |
0,324 |
0,345 |
0,367 |
10 |
|
219´8 |
0,067 |
1,057 |
131,8 |
86,4 |
0,434 |
0,562 |
0,599 |
0,636 |
11 |
|
219´10 |
0,066 |
1,053 |
129,3 |
84,8 |
0,7 |
0,905 |
0,965 |
1,026 |
12 |
|
219´12 |
0,066 |
1,05 |
129,3 |
84,8 |
0,927 |
1,202 |
1,282 |
1,362 |
13 |
|
273´8 |
0,083 |
1,321 |
163,5 |
107,2 |
0,546 |
0,702 |
0,749 |
0,796 |
14 |
|
273´10 |
0,083 |
1,318 |
163,5 |
107,2 |
0,868 |
1,132 |
1,208 |
1,283 |
15 |
|
273´12 |
0,083 |
1,315 |
163,5 |
107,2 |
1,155 |
1,505 |
1,605 |
1,705 |
16 |
|
273´15 |
0,082 |
1,309 |
163,5 |
105,6 |
1,68 |
2,167 |
2,312 |
2,457 |
17 |
|
325´8 |
0,099 |
1,575 |
195,2 |
128 |
0,644 |
0,837 |
0,893 |
0,948 |
18 |
|
325´10 |
0,099 |
1,572 |
195,2 |
128 |
1,036 |
1,35 |
1,44 |
1,53 |
19 |
|
325´12 |
0,099 |
1,568 |
195,2 |
128 |
1,372 |
1,795 |
1,914 |
2,034 |
20 |
|
325´15 |
0,099 |
1,564 |
195,2 |
128 |
1,998 |
2,59 |
2,763 |
2,936 |
21 |
|
377´10 |
0,155 |
1,825 |
226,9 |
148,8 |
1,218 |
1,568 |
1,673 |
1,777 |
22 |
|
377´12 |
0,115 |
1,822 |
226,9 |
148,8 |
1,603 |
2,086 |
2,224 |
2,363 |
23 |
|
377´15 |
0,115 |
1,817 |
226,9 |
148,8 |
2,321 |
3,01 |
3,211 |
3,412 |
24 |
|
426´10 |
0,13 |
2,065 |
256,2 |
168 |
1,379 |
1,774 |
1,892 |
2,01 |
25 |
|
426´12 |
0,13 |
2,062 |
256,2 |
168 |
1,82 |
2,36 |
2,516 |
2,674 |
26 |
|
426´16 |
0,13 |
2,056 |
256,2 |
168 |
2,989 |
3,875 |
4,132 |
4,391 |
27 |
|
465´18 |
0,141 |
2,242 |
275,7 |
180,8 |
3,92 |
5,08 |
5,418 |
5,757 |
28 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
08 |
- |
§ 81. Соединения вертикальных стыков со скосом кромок на съемной подкладке С18
(см. рис. 27)
Таблица 064. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон на сварку, л |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
|||||
|
4 |
0,071 |
1,123 |
139,1 |
0,329 |
0,352 |
0,374 |
0,398 |
01 |
|
5 |
0,123 |
1,95 |
241,6 |
0,392 |
0,42 |
0,448 |
0,476 |
02 |
|
6 |
0,145 |
2,305 |
285,5 |
0,605 |
0,648 |
0,691 |
0,734 |
03 |
|
8 |
0,145 |
2,305 |
285,5 |
0,906 |
0,971 |
1,035 |
1,1 |
04 |
|
10 |
0,145 |
2,305 |
285,5 |
1,301 |
1,394 |
1,486 |
1,579 |
05 |
|
12 |
0,145 |
2,305 |
285,5 |
1,777 |
1,904 |
2,03 |
2,157 |
06 |
|
15 |
0,181 |
2,876 |
356,2 |
2,96 |
3,171 |
3,362 |
3,594 |
07 |
|
16 |
0,181 |
2,876 |
356,2 |
3,278 |
3,512 |
3,746 |
3,98 |
08 |
|
18 |
0,181 |
2,876 |
356,2 |
3,936 |
4,217 |
4,498 |
4,779 |
09 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
- |
Таблица 065. Нормы на 1 стык
|
Размеры трубы, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон на сварку, л |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
|||||
|
45´4 |
0,01 |
0,154 |
19,5 |
0,045 |
0,048 |
0,051 |
0,055 |
01 |
|
57´4 |
0,012 |
0,197 |
24,4 |
0,053 |
0,057 |
0,066 |
0,07 |
02 |
|
76´5 |
0,029 |
0,454 |
56,2 |
0,091 |
0,098 |
0,104 |
0,111 |
03 |
|
89´6 |
0,04 |
0,629 |
78,1 |
0,165 |
0,177 |
0,189 |
0,2 |
04 |
|
108´6 |
0,048 |
0,768 |
95,2 |
0,202 |
0,216 |
0,23 |
0,244 |
05 |
|
133´6 |
0,06 |
0,947 |
117,1 |
0,248 |
0,266 |
0,284 |
0,302 |
06 |
|
133´8 |
0,059 |
0,943 |
117,1 |
0,371 |
0,397 |
0,423 |
0,45 |
07 |
|
159´6 |
0,072 |
1,136 |
141,5 |
0,299 |
0,32 |
0,341 |
0,362 |
08 |
|
159´8 |
0,072 |
1,132 |
141,5 |
0,445 |
0,477 |
0,508 |
0,54 |
09 |
|
219´6 |
0,099 |
1,57 |
195,2 |
0,412 |
0,441 |
0,471 |
0,5 |
10 |
|
219´8 |
0,099 |
1,565 |
195,2 |
0,615 |
0,659 |
0,703 |
0,747 |
11 |
|
219´10 |
0,098 |
1,561 |
192,8 |
0,881 |
0,944 |
1,006 |
1,069 |
12 |
|
219´12 |
0,098 |
1,556 |
192,8 |
1,199 |
1,285 |
1,37 |
1,456 |
13 |
|
273´8 |
0,123 |
1,957 |
241,6 |
0,769 |
0,824 |
0,779 |
0,934 |
14 |
|
273´10 |
0,123 |
1,952 |
241,6 |
1,102 |
1,181 |
1,259 |
1,337 |
15 |
|
273´12 |
0,123 |
1,948 |
241,6 |
1,502 |
1,609 |
1,715 |
1,823 |
16 |
|
273´15 |
0,123 |
1,948 |
241,6 |
2,489 |
2,667 |
2,844 |
3,023 |
17 |
|
325´8 |
0,147 |
2,333 |
287,2 |
0,917 |
0,983 |
1,047 |
1,113 |
18 |
|
325´10 |
0,147 |
2,328 |
287,2 |
1,314 |
1,408 |
1,501 |
1,595 |
19 |
|
325´12 |
0,146 |
2,323 |
285,5 |
1,791 |
1,919 |
2,046 |
2,174 |
20 |
|
325´15 |
0,182 |
2,89 |
326,2 |
2,974 |
3,187 |
3,398 |
3,612 |
21 |
|
377´10 |
0,17 |
2,704 |
334,3 |
1,526 |
1,635 |
1,743 |
1,852 |
22 |
|
377´12 |
0,17 |
2,7 |
334,3 |
2,081 |
2,23 |
2,377 |
2,526 |
23 |
|
377´15 |
0,211 |
3,359 |
414,8 |
3,457 |
3,704 |
3,95 |
4,198 |
24 |
|
426´10 |
0,192 |
3,059 |
375,8 |
1,727 |
1,85 |
1,972 |
2,095 |
25 |
|
426´12 |
0,192 |
3,054 |
375,8 |
2,355 |
2,523 |
2,69 |
2,858 |
26 |
|
426´16 |
0,239 |
3,799 |
468,5 |
4,329 |
4,639 |
4,949 |
5,258 |
27 |
|
465´18 |
0,261 |
4,144 |
512,4 |
5,672 |
6,077 |
6,482 |
6,887 |
28 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
- |
§ 82. Соединения вертикальных стыков со скосом кромок на остающейся цилиндрической подкладке С19
(см. рис. 28)
Таблица 066. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон на сварку, л |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
|||||
|
4 |
0,071 |
1,123 |
139,1 |
0,328 |
0,352 |
0,374 |
0,398 |
01 |
|
5 |
0,123 |
1,95 |
241,6 |
0,392 |
0,42 |
0,448 |
0,476 |
02 |
|
6 |
0,145 |
2,305 |
285,5 |
0,588 |
0,63 |
0,672 |
0,714 |
03 |
|
8 |
0,145 |
2,305 |
285,5 |
0,937 |
1,004 |
1,07 |
1,137 |
04 |
|
10 |
0,145 |
2,305 |
285,5 |
1,452 |
1,556 |
1,659 |
1,763 |
05 |
|
12 |
0,145 |
2,305 |
285,5 |
1,919 |
2,057 |
2,194 |
2,331 |
06 |
|
15 |
0,196 |
3,113 |
385,5 |
3,139 |
3,363 |
3,587 |
3,811 |
07 |
|
16 |
0,196 |
3,113 |
385,5 |
3,466 |
3,714 |
3,962 |
4,209 |
08 |
|
18 |
0,196 |
3,113 |
385,5 |
4,163 |
4,46 |
4,757 |
5,054 |
09 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
- |
Таблица 067. Нормы на 1 стык
|
Размеры трубы, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон на сварку, л |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
|||||
|
57´4 |
0,012 |
0,197 |
24,4 |
0,053 |
0,057 |
0,065 |
0,07 |
01 |
|
76´5 |
0,020 |
0,454 |
56,1 |
0,092 |
0,098 |
0,104 |
0,111 |
02 |
|
89´6 |
0,04 |
0,629 |
78,1 |
0,161 |
0,172 |
0,184 |
0,195 |
03 |
|
108´6 |
0,048 |
0,768 |
95,2 |
0,196 |
0,21 |
0,224 |
0,238 |
04 |
|
133´6 |
0,06 |
0,947 |
117,1 |
0,242 |
0,259 |
0,276 |
0,294 |
05 |
|
133´8 |
0,06 |
0,947 |
117,1 |
0,384 |
0,411 |
0,438 |
0,465 |
06 |
|
159´6 |
0,072 |
1,136 |
141,5 |
0,29 |
0,311 |
0,331 |
0,352 |
07 |
|
159´8 |
0,072 |
1,136 |
141,5 |
0,46 |
0,493 |
0,525 |
0,558 |
08 |
|
219´6 |
0,099 |
1,57 |
195,2 |
0,4 |
0,429 |
0,458 |
0,486 |
09 |
|
219´8 |
0,099 |
1,565 |
195,2 |
0,636 |
0,682 |
0,727 |
0,772 |
10 |
|
219´10 |
0,098 |
1,561 |
192,8 |
0,983 |
1,053 |
1,123 |
1,194 |
11 |
|
219´12 |
0,098 |
1,556 |
192,8 |
1,296 |
1,389 |
1,481 |
1,573 |
12 |
|
273´8 |
0,123 |
1,957 |
241,6 |
0,795 |
0,852 |
0,908 |
0,965 |
13 |
|
273´10 |
0,123 |
1,952 |
241,6 |
1,23 |
1,318 |
1,405 |
1,493 |
14 |
|
273´12 |
0,123 |
1,948 |
241,6 |
1,622 |
1,738 |
1,854 |
1,97 |
15 |
|
273´15 |
0,165 |
2,618 |
324,5 |
2,639 |
2,828 |
3,017 |
3,205 |
16 |
|
325´8 |
0,147 |
2,333 |
287,9 |
0,948 |
1,016 |
1,083 |
1,151 |
17 |
|
325´10 |
0,147 |
2,328 |
287,9 |
1,467 |
1,572 |
1,676 |
1,781 |
18 |
|
325´12 |
0,146 |
2,323 |
285,5 |
1,936 |
2,074 |
2,212 |
2,35 |
19 |
|
325´15 |
0,197 |
3,129 |
385,5 |
3,154 |
3,380 |
3,605 |
3,830 |
20 |
|
377´10 |
0,17 |
2,704 |
334,3 |
1,703 |
1,825 |
1,946 |
2,068 |
21 |
|
377´12 |
0,17 |
2,699 |
334,3 |
2,248 |
2,409 |
2,569 |
2,73 |
22 |
|
377´15 |
0,229 |
3,630 |
448,9 |
3,666 |
3,928 |
4,19 |
4,451 |
23 |
|
426´10 |
0,192 |
3,059 |
375,8 |
1,927 |
2,065 |
2,202 |
2,34 |
24 |
|
426´12 |
0,192 |
3,054 |
375,8 |
2,544 |
2,726 |
2,907 |
3,089 |
25 |
|
426´16 |
0,259 |
4,112 |
507,5 |
4,579 |
4,906 |
5,234 |
5,56 |
26 |
|
465´18 |
0,282 |
4,486 |
553,9 |
5,998 |
6,427 |
6,855 |
7,283 |
27 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
- |
§ 83. Соединения вертикальных стыков с криволинейным скосом кромок с расточкой на остающейся цилиндрической подкладке С52
(см. рис. 42)
Таблица 068. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон на сварку, л |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
|||||
|
10 |
0,248 |
3,94 |
488 |
0,941 |
1,008 |
1,075 |
1,142 |
01 |
|
12 |
0,268 |
4,26 |
527 |
1,605 |
1,72 |
1,838 |
1,950 |
02 |
|
15 |
0,268 |
4,26 |
527 |
2,355 |
2,523 |
2,621 |
2,859 |
03 |
|
16 |
0,268 |
4,20 |
527 |
2,606 |
2,792 |
2,976 |
3,164 |
04 |
|
18 |
0,268 |
4,26 |
527 |
3,167 |
3,393 |
3,619 |
3,854 |
05 |
|
20 |
0,268 |
4,26 |
527 |
3,715 |
3,981 |
4,246 |
4,512 |
06 |
|
22 |
0,268 |
4,26 |
527 |
4,315 |
4,623 |
4,931 |
5,239 |
07 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
- |
Таблица 069. Нормы на 1 стык
|
Размеры трубы, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон на сварку, л |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
|||||
|
133´10 |
0,102 |
1,615 |
200,1 |
0,385 |
0,413 |
0,441 |
0,468 |
01 |
|
159´10 |
0,123 |
1,932 |
241,6 |
0,461 |
0,494 |
0,562 |
0,56 |
02 |
|
159´12 |
0,131 |
2,087 |
256,2 |
0,786 |
0,842 |
0,9 |
0,956 |
03 |
|
219´10 |
0,168 |
2,679 |
329,4 |
0,639 |
0,685 |
0,732 |
0,777 |
04 |
|
219´12 |
0,182 |
2,89 |
3,562 |
1,091 |
1,169 |
1,25 |
1,326 |
05 |
|
219´16 |
0,182 |
2,89 |
356,2 |
1,746 |
1,871 |
1,994 |
2,12 |
06 |
|
273´10 |
0,211 |
3,349 |
414,8 |
0,799 |
0,856 |
0,914 |
0,971 |
07 |
|
273´12 |
0,229 |
3,62 |
448,9 |
1,365 |
1,462 |
1,563 |
1,675 |
08 |
|
273´15 |
0,229 |
3,62 |
448,9 |
1,978 |
2,119 |
2,26 |
2,402 |
09 |
|
273´20 |
0,229 |
3,62 |
448,9 |
3,121 |
3,344 |
3,566 |
3,79 |
10 |
|
325´10 |
0,25 |
3,98 |
490,4 |
0,95 |
1,018 |
1,086 |
1,153 |
11 |
|
325´12 |
0,271 |
4,3 |
680,8 |
1,621 |
1,737 |
1,857 |
1,97 |
12 |
|
325´15 |
0,271 |
4,3 |
680,8 |
2,355 |
2,523 |
2,691 |
2,859 |
13 |
|
325´18 |
0,271 |
4,3 |
680,8 |
3,167 |
3,393 |
3,619 |
3,854 |
14 |
|
377´10 |
0,292 |
4,649 |
734,4 |
1,109 |
1,189 |
1,268 |
1,348 |
15 |
|
377´12 |
0,314 |
4,984 |
617,3 |
1,878 |
2,012 |
2,150 |
2,282 |
16 |
|
377´15 |
0,314 |
4,984 |
617,3 |
2,755 |
2,952 |
3,149 |
3,345 |
17 |
|
377´18 |
0,314 |
4,984 |
617,3 |
3,715 |
3,98 |
4,234 |
4,509 |
18 |
|
426´10 |
0,33 |
5,24 |
649 |
1,252 |
1,341 |
1,429 |
1,519 |
19 |
|
426´12 |
0,356 |
5,666 |
649 |
2,134 |
2,287 |
2,444 |
2,594 |
20 |
|
426´16 |
0,356 |
5,666 |
649 |
3,439 |
3,085 |
3,928 |
4,176 |
21 |
|
426´20 |
0,356 |
5,666 |
649 |
4,901 |
5,255 |
5,605 |
5,956 |
22 |
|
465´18 |
0,386 |
6,134 |
758,8 |
4,561 |
4,887 |
5,211 |
5,550 |
23 |
|
465´20 |
0,386 |
6,134 |
758,8 |
6,213 |
6,657 |
7,101 |
7,544 |
24 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
- |
§ 84. Соединения угловые без скоса кромок односторонние (вварка патрубков) У18
(см. рис. 45)
Таблица 070. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон на сварку, л |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
|||||
|
4 |
0,037 |
0,63 |
55,7 |
0,102 |
0,174 |
0,186 |
0,198 |
01 |
|
5 |
0,069 |
1,182 |
104,4 |
0,221 |
0,237 |
0,253 |
0,269 |
02 |
|
6 |
0,069 |
1,182 |
104,4 |
0,338 |
0,362 |
0,380 |
0,41 |
03 |
|
8 |
0,069 |
1,182 |
101,4 |
0,026 |
0,671 |
0,715 |
0,76 |
04 |
|
10 |
0,069 |
1,182 |
104,4 |
0,987 |
1,058 |
1,128 |
1,199 |
05 |
|
12 |
0,069 |
1,182 |
104,4 |
1,422 |
1,524 |
1,626 |
1,727 |
06 |
|
15 |
0,069 |
1,182 |
104,4 |
2,215 |
2,373 |
2,531 |
2,689 |
07 |
|
16 |
0,069 |
1,182 |
104,4 |
2,516 |
2,696 |
2,875 |
3,055 |
08 |
|
18 |
0,069 |
1,182 |
104,4 |
3,174 |
3,401 |
3,622 |
3,849 |
09 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
- |
Примечание. Нормы параграфа даны для соотношения Dпатр/Dтр = 1. При соотношении, равном 0,6, необходимо применять поправочный коэффициент 0,51.
Таблица 071. Нормы на 1 патрубок
|
Размеры трубы, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Электроды по группам, кг |
Код строки |
||||
|
на сварку |
на поддув |
I |
II |
III |
IV |
||||
|
45´4 |
0,006 |
0,11 |
8,7 |
6,9 |
0,028 |
0,03 |
0,032 |
0,035 |
01 |
|
57´4 |
0,008 |
0,139 |
12,2 |
9,6 |
0,035 |
0,038 |
0,041 |
0,044 |
02 |
|
76´5 |
0,02 |
0,348 |
29,6 |
22,2 |
0,065 |
0,07 |
0,074 |
0,079 |
03 |
|
89´6 |
0,024 |
0,407 |
36,5 |
27,5 |
0,117 |
0,125 |
0,133 |
0,141 |
04 |
|
108´6 |
0,029 |
0,493 |
43,5 |
33,9 |
0,141 |
0,151 |
0,161 |
0,171 |
05 |
|
133´6 |
0,036 |
0,608 |
53,9 |
44,5 |
0,174 |
0,186 |
0,198 |
0,211 |
06 |
|
133´8 |
0,036 |
0,608 |
53,9 |
48,7 |
0,322 |
0,345 |
0,368 |
0,391 |
07 |
|
159´6 |
0,042 |
0,726 |
62,6 |
54,6 |
0,207 |
0,222 |
0,237 |
0,252 |
08 |
|
159´8 |
0,042 |
0,726 |
62,6 |
54,2 |
0,386 |
0,412 |
0,439 |
0,467 |
09 |
|
219´6 |
0,058 |
0,1 |
87 |
83,8 |
0,286 |
0,306 |
0,327 |
0,347 |
10 |
|
219´8 |
0,058 |
0,1 |
87 |
83,8 |
0,53 |
0,568 |
0,605 |
0,643 |
11 |
|
219´10 |
0,058 |
0,1 |
87 |
83,8 |
0,835 |
0,895 |
0,954 |
1,014 |
12 |
|
219´12 |
0,058 |
0,1 |
87 |
83,8 |
1,203 |
1,289 |
1,376 |
1,461 |
13 |
|
273´8 |
0,073 |
1,253 |
109,6 |
112,5 |
0,659 |
0,707 |
0,754 |
0,801 |
14 |
|
273´10 |
0,073 |
1,253 |
109,6 |
112,5 |
1,041 |
1,115 |
1,189 |
1,264 |
15 |
|
273´12 |
0,073 |
1,253 |
109,6 |
112,5 |
1,499 |
1,606 |
1,714 |
1,82 |
16 |
|
273´15 |
0,073 |
1,253 |
109,6 |
112,5 |
2,334 |
2,501 |
2,668 |
2,834 |
17 |
|
325´8 |
0,087 |
1,492 |
132,2 |
146,6 |
0,786 |
0,842 |
0,897 |
0,954 |
18 |
|
325´10 |
0,087 |
1,492 |
132,2 |
146,6 |
1,239 |
1,328 |
1,416 |
1,505 |
19 |
|
325´12 |
0,087 |
1,492 |
132,2 |
146,6 |
1,785 |
1,913 |
2,041 |
2,167 |
20 |
|
325´15 |
0,087 |
1,492 |
132,2 |
146,6 |
2,779 |
2,978 |
3,176 |
3,375 |
21 |
|
377´10 |
0,101 |
1,721 |
153,1 |
181 |
1,438 |
1,541 |
1,642 |
1,746 |
22 |
|
377´12 |
0,101 |
1,721 |
153,1 |
181 |
2,071 |
2,219 |
2,368 |
2,515 |
23 |
|
377´15 |
0,101 |
1,721 |
153,1 |
181 |
3,224 |
3,455 |
3,685 |
3,915 |
24 |
|
426´10 |
0,114 |
1,944 |
172,3 |
212,9 |
1,624 |
1,74 |
1,856 |
1,972 |
25 |
|
426´12 |
0,114 |
1,944 |
172,3 |
212,9 |
2,339 |
2,507 |
2,675 |
2,841 |
26 |
|
426´16 |
0,114 |
1,944 |
172,3 |
212,9 |
3,644 |
3,904 |
4,164 |
4,423 |
27 |
|
465´18 |
0,124 |
2,123 |
187,9 |
245,9 |
5,701 |
6,108 |
6,505 |
6,913 |
28 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
08 |
- |
§ 85. Соединения угловые со скосом одной кромки односторонние (вварка патрубков) У19
(см. рис. 44)
Таблица 072. Нормы на 1 м шва
|
Толщина стенки, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон на сварку, л |
Электроды по группам, кг |
Код строки |
|||
|
I |
II |
III |
IV |
|||||
|
4 |
0,03 |
0,512 |
45,2 |
0,393 |
0,421 |
0,448 |
0,476 |
01 |
|
5 |
0,059 |
1,005 |
88,7 |
0,437 |
0,468 |
0,499 |
0,530 |
02 |
|
6 |
0,059 |
1,005 |
88,7 |
0,587 |
0,629 |
0,67 |
0,712 |
03 |
|
8 |
0,059 |
1,005 |
88,7 |
0,903 |
0,968 |
1,032 |
1,097 |
04 |
|
10 |
0,059 |
1,005 |
88,7 |
1,234 |
1,322 |
1,41 |
1,498 |
05 |
|
12 |
0,059 |
1,005 |
88,7 |
1,974 |
2,115 |
2,256 |
2,397 |
06 |
|
15 |
0,059 |
1,005 |
88,7 |
2,766 |
2,964 |
3,162 |
3,359 |
07 |
|
16 |
0,059 |
1,005 |
88,7 |
3,032 |
3,249 |
3,466 |
3,682 |
08 |
|
18 |
0,059 |
1,005 |
88,7 |
3,53 |
3,782 |
4,034 |
4,286 |
09 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
- |
Примечание. Нормы параграфа даны для соотношения Dпатр/Dтр = 1. При соотношении, равном 0,6, необходимо применять поправочный коэффициент 0,51.
Таблица 073. Нормы на 1 патрубок
|
Размеры трубы, мм |
Проволока сварочная, кг |
Электрод вольфрамовый неплавящийся, г |
Аргон, л |
Электроды по группам, кг |
Код строки |
||||
|
на сварку |
на поддув |
I |
II |
III |
IV |
||||
|
45´4 |
0,005 |
0,089 |
7 |
5,4 |
0,068 |
0,073 |
0,078 |
0,083 |
01 |
|
57´4 |
0,007 |
0,113 |
10,4 |
8,4 |
0,087 |
0,093 |
0,105 |
0,105 |
02 |
|
76´5 |
0,017 |
0,296 |
26,1 |
19,9 |
0,129 |
0,138 |
0,147 |
0,156 |
03 |
|
89´6 |
0,02 |
0,346 |
29,6 |
23 |
0,202 |
0,216 |
0,231 |
0,245 |
04 |
|
108´6 |
0,025 |
0,419 |
38,3 |
30,5 |
0,245 |
0,262 |
0,279 |
0,297 |
05 |
|
133´6 |
0,03 |
0,517 |
45,2 |
38,5 |
0,301 |
0,323 |
0,344 |
0,366 |
06 |
|
133´8 |
0,03 |
0,517 |
45,2 |
38,5 |
0,465 |
0,498 |
0,531 |
0,564 |
07 |
|
159´6 |
0,036 |
0,617 |
53,9 |
48,9 |
0,36 |
0,386 |
0,411 |
0,437 |
08 |
|
159´8 |
0,036 |
0,617 |
53,9 |
48,9 |
0,554 |
0,594 |
0,634 |
0,674 |
09 |
|
219´6 |
0,05 |
0,85 |
74,8 |
75,6 |
0,497 |
0,532 |
0,567 |
0,602 |
10 |
|
219´8 |
0,05 |
0,85 |
74,8 |
75,6 |
0,764 |
0,819 |
0,873 |
0,928 |
11 |
|
219´10 |
0,05 |
0,85 |
74,8 |
75,6 |
1,043 |
1,118 |
1,193 |
1,267 |
12 |
|
219´12 |
0,05 |
0,85 |
74,8 |
75,6 |
1,670 |
1,789 |
1,909 |
2,028 |
13 |
|
273´8 |
0,062 |
1,059 |
94 |
101,6 |
0,952 |
1,02 |
1,088 |
1,156 |
14 |
|
273´10 |
0,062 |
1,059 |
94 |
101,6 |
1,3 |
1,393 |
1,486 |
1,579 |
15 |
|
273´12 |
0,062 |
1,059 |
94 |
101,6 |
2,08 |
2,229 |
2,378 |
2,526 |
16 |
|
273´15 |
0,062 |
1,059 |
94 |
101,6 |
2,916 |
3,124 |
3,333 |
3,54 |
17 |
|
325´8 |
0,074 |
1,262 |
111,4 |
131 |
1,135 |
1,216 |
1,296 |
1,378 |
18 |
|
325´10 |
0,074 |
1,262 |
111,4 |
131 |
1,549 |
1,66 |
1,771 |
1,882 |
19 |
|
325´12 |
0,074 |
1,262 |
111,4 |
131 |
2,479 |
2,656 |
2,834 |
3,011 |
20 |
|
325´15 |
0,074 |
1,262 |
111,4 |
131 |
3,475 |
3,723 |
3,972 |
4,219 |
21 |
|
377´10 |
0,086 |
1,463 |
130,5 |
165,5 |
1,797 |
1,925 |
2,053 |
2,181 |
22 |
|
377´12 |
0,086 |
1,463 |
130,5 |
165,5 |
2,874 |
3,079 |
3,285 |
3,49 |
23 |
|
377´15 |
0,086 |
1,463 |
130,5 |
165,5 |
4,028 |
4,316 |
4,604 |
4,891 |
24 |
|
426´10 |
0,097 |
1,653 |
146,2 |
195,8 |
2,03 |
2,175 |
2,320 |
2,464 |
25 |
|
426´12 |
0,097 |
1,653 |
146,2 |
195,8 |
3,247 |
3,479 |
3,711 |
3,943 |
26 |
|
426´16 |
0,097 |
1,653 |
146,2 |
195,8 |
4,988 |
5,345 |
5,702 |
6,057 |
27 |
|
465´18 |
0,106 |
1,905 |
160,1 |
220,9 |
6,34 |
6,793 |
7,245 |
7,698 |
28 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
07 |
08 |
- |
Раздел III. СВАРКА СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ДЕТАЛЕЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ТЕХНИЧЕСКАЯ ЧАСТЬ
1. Производственные нормы расхода сварочных материалов разработаны на дуговые методы сварки соединений.
2. Нормами раздела предусмотрено применение электродов по IV группе с коэффициентом расхода 1,7. При применении электродов с другим коэффициентом расхода следует пользоваться формулой, приведенной в п. 11 Общей части настоящего Сборника.
3. Нормы расхода сварочных материалов в таблицах раздела приведены для равных диаметров свариваемых стержней.
При сварке стержней неравных диаметров, при соотношении их 0,8-0,9 необходимо к нормам применять поправочный коэффициент 0,9.
Глава 1. СОЕДИНЕНИЯ КРЕСТООБРАЗНЫЕ СТЕРЖНЕЙ АРМАТУРЫ
§ 86. Сварка точечная прихватками (горизонтальное и вертикальное положение стержней)
ТИП СОЕДИНЕНИЯ 2
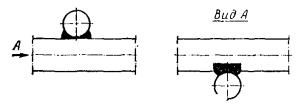
Рис. 48. Соединение крестообразное. Тип 2
Таблица 074. Нормы на 1 соединение
|
Диаметр стержней, мм |
Электроды для ручной дуговой сварки, кг |
Код строки |
Диаметр стержней, мм |
Электроды для ручной дуговой сварки, кг |
Код строки |
|
10 |
0,005 |
01 |
25 |
0,012 |
08 |
|
12 |
0,005 |
02 |
28 |
0,016 |
09 |
|
14 |
0,005 |
03 |
32 |
0,024 |
10 |
|
16 |
0,005 |
04 |
36 |
0,033 |
11 |
|
18 |
0,005 |
05 |
40 |
0,049 |
12 |
|
20 |
0,006 |
06 |
|
|
|
|
22 |
0,008 |
07 |
|
|
|
|
|
|
|
Код графы |
01 |
- |
Область применения
|
Класс арматуры |
A-I - A-III |
|
Диаметр стержней, мм |
10-40 |
§ 87. Сварка с принудительным формированием шва (вертикальное положение стержней)
ТИП СОЕДИНЕНИЯ 3
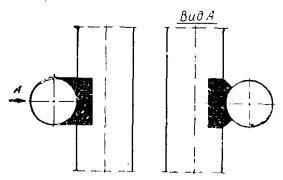
Рис. 49. Соединение крестообразное. Тип 3
Таблица 075. Нормы на 1 соединение
|
Диаметр стержней, мм |
Электроды для ручной дуговой сварки, кг |
Код строки |
Диаметр стержней, мм |
Электроды для ручной дуговой сварки, кг |
Код строки |
|
14 |
0,039 |
01 |
28 |
0,139 |
07 |
|
16 |
0,048 |
02 |
32 |
0,179 |
08 |
|
18 |
0,056 |
03 |
36 |
0,236 |
09 |
|
20 |
0,065 |
04 |
40 |
0,291 |
10 |
|
22 |
0,075 |
05 |
|
|
|
|
25 |
0,111 |
06 |
Код графы |
01 |
- |
Область применения
|
Класс арматуры |
A-I - A-III |
|
Диаметр стержней, мм |
14-40 |
Глава 2. СТЫКОВЫЕ СОЕДИНЕНИЯ СТЕРЖНЕЙ АРМАТУРЫ
§ 88. Сварка в инвентарных формах
ТИП СОЕДИНЕНИЯ 5
А. БЕЗ СКОСА КРОМОК
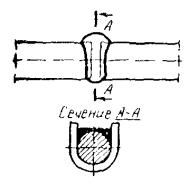
Рис. 50. Соединение стыковое без скоса кромок. Тип 5
Таблица 076. Нормы на 1 соединение
|
Диаметр стержней, мм |
Материалы по видам сварки, кг |
Код строки |
|||
|
Проволока сварочная для ванной механизированной под флюсом |
Проволока порошковая для механизированной |
Электроды для ванной ручной |
|||
|
20 |
0,055 |
0,08 |
0,069 |
0,09 |
01 |
|
22 |
0,073 |
0,08 |
0,091 |
0,119 |
02 |
|
25 |
0,089 |
0,08 |
0,113 |
0,147 |
03 |
|
28 |
0,115 |
0,08 |
0,146 |
0,189 |
04 |
|
32 |
0,157 |
0,08 |
0,197 |
0,256 |
05 |
|
36 |
0,206 |
0,1 |
0,259 |
0,336 |
06 |
|
40 |
0,262 |
0,1 |
0,33 |
0,428 |
07 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Область применения
|
Класс арматуры |
А-I - А-III |
|
Диаметр стержней, мм |
20-40 |
Б. С ДВУСТОРОННИМ СКОСОМ КРОМОК
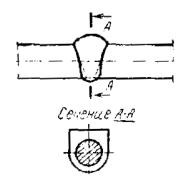
Рис. 51. Соединение стыковое с двусторонним скосом кромок. Тип 5
Таблица 077. Нормы на 1 соединение
|
Диаметр стержней, мм |
Материалы по видам сварки, кг |
Код строки |
||
|
ванная механизированная под флюсом |
проволока порошковая для механизированной |
|||
|
проволока сварочная |
флюс |
|||
|
20 |
0,063 |
0,08 |
0,08 |
01 |
|
22 |
0,08 |
0,08 |
0,1 |
02 |
|
25 |
0,108 |
0,08 |
0,136 |
03 |
|
28 |
0,141 |
0,08 |
0,179 |
04 |
|
32 |
0,198 |
0,08 |
0,248 |
05 |
|
36 |
0,259 |
0,1 |
0,326 |
06 |
|
40 |
0,336 |
0,1 |
0,423 |
07 |
|
Код графы |
01 |
02 |
03 |
- |
Область применения
|
Класс арматуры |
A-I - A-III |
|
Диаметр стержней, мм |
20-40 |
ТИП СОЕДИНЕНИЯ 6
А. СО СКОСОМ ВЕРХНЕГО СТЕРЖНЯ
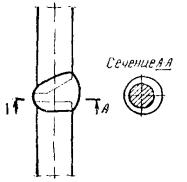
Рис. 52. Соединение стыковое со скосом верхнего стержня. Тип 6
Таблица 078. Нормы на 1 соединение
|
Толщина металла, мм |
Материалы по видам сварки, кг |
Код строки |
|||
|
ванная механизированная под флюсом |
проволока порошковая для механизированной |
электроды для ванной ручной |
|||
|
проволока сварочная |
флюс |
||||
|
20 |
0,146 |
0,08 |
0,183 |
0,102 |
01 |
|
22 |
0,168 |
0,08 |
0,212 |
0,121 |
02 |
|
25 |
0,207 |
0,08 |
0,261 |
0,158 |
03 |
|
28 |
0,265 |
0,08 |
0,334 |
0,219 |
04 |
|
32 |
0,332 |
0,08 |
0,418 |
0,294 |
05 |
|
36 |
0,418 |
0,1 |
0,526 |
0,408 |
06 |
|
40 |
0,497 |
0,1 |
0,638 |
0,515 |
07 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Область применения
|
Класс арматуры |
A-I - A-III |
|
Диаметр стержней, мм |
20-40 |
Б. СО СКОСОМ ВЕРХНЕГО И НИЖНЕГО СТЕРЖНЕЙ
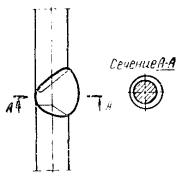
Рис. 53. Соединение стыковое со скосом верхнего и нижнего стержней. Тип 6
Таблица 079. Нормы на 1 соединение
|
Диаметр стержней, мм |
Сварка |
Код строки |
Диаметр стержней, мм |
Сварка |
Код строки |
|
||
|
ванная механизированная под флюсом, кг |
ванная механизированная под флюсом, кг |
|||||||
|
проволока сварочная |
флюс |
проволока сварочная |
флюс |
|
||||
|
20 |
0,208 |
0,08 |
01 |
32 |
0,447 |
0,08 |
05 |
|
|
22 |
0,243 |
0,08 |
02 |
36 |
0,567 |
0,1 |
06 |
|
|
25 |
0,296 |
0,08 |
03 |
40 |
0,673 |
0,1 |
07 |
|
|
28 |
0,368 |
0,08 |
04 |
|
|
|
|
|
|
|
|
|
|
Код графы |
01 |
02 |
- |
|
Область применения
|
Класс арматуры |
A-I - A-III |
|
Диаметр стержней, мм |
20-40 |
В. СО СКОСОМ ВЕРХНЕГО И ОБРАТНЫМ СКОСОМ НИЖНЕГО СТЕРЖНЕЙ
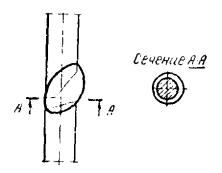
Рис. 54. Соединение стыковое со скосом верхнего и обратным скосом нижнего стержней. Тип 6
Таблица 080. Нормы на 1 соединение
|
Диаметр стержней, мм |
Сварка |
Код строки |
|
|
ванная механизированная под флюсом, кг |
|||
|
проволока сварочная |
флюс |
||
|
32 |
0,478 |
0,1 |
01 |
|
36 |
0,613 |
0,1 |
02 |
|
40 |
0,733 |
0,1 |
03 |
|
Код графы |
01 |
02 |
- |
Область применения
|
Класс арматуры |
A-I - A-III |
|
Диаметр стержней, мм |
32-40 |
ТИП СОЕДИНЕНИЯ 7
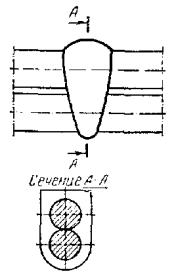
Рис. 55. Соединение стыковое. Тип 7
Таблица 081. Нормы на 1 соединение
|
Диаметр стержней, мм |
Материалы по видам сварки, кг |
Код строки |
|||
|
ванная механизированная под флюсом |
проволока порошковая для механизированной |
электроды для ванной ручной |
|||
|
проволока сварочная |
флюс |
||||
|
32 |
0,203 |
0,1 |
0,250 |
0,332 |
01 |
|
36 |
0,264 |
0,1 |
0,333 |
0,432 |
02 |
|
40 |
0,335 |
0,1 |
0,422 |
0,547 |
03 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Область применения
|
Класс арматуры |
А-III |
|
Диаметр стержней, мм |
32-40 |
§ 89. Сварка на стальной скобе-подкладке
ТИП СОЕДИНЕНИЯ 9
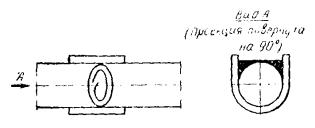
Рис. 56. Соединение стыковое на стальной скобе-подкладке. Тип 9
Таблица 082. Нормы на 1 соединение
|
Диаметр стержней, мм |
Материалы по видам сварки, кг |
Подкладка стальная |
Код строки |
|
|
проволока порошковая для механизированной |
электроды для ручной ванной |
|||
|
20 |
0,041 |
0,078 |
0,083 |
01 |
|
22 |
0,051 |
0,097 |
0,098 |
02 |
|
25 |
0,050 |
0,126 |
0,123 |
03 |
|
28 |
0,092 |
0,175 |
0,189 |
04 |
|
32 |
0,122 |
0,236 |
0,239 |
05 |
|
36 |
0,173 |
- |
0,301 |
06 |
|
40 |
0,227 |
- |
0,363 |
07 |
|
Код графы |
01 |
02 |
03 |
- |
Область применения
|
Класс арматуры |
A-I - A-III |
|
Диаметр стержней, мм |
20-40 |
§ 90. Сварка на стальной скобе-накладке
ТИП СОЕДИНЕНИЯ 9
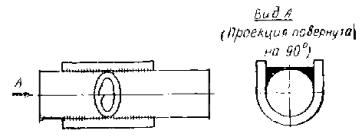
Рис. 57. Соединение стыковое на стальной скобе-накладке. Тип 9
Таблица 083. Нормы на 1 соединение
|
Диаметр стержней, мм |
Материалы по видам сварки, кг |
Накладка стальная |
Код строки |
|
|
электроды для ручной ванной шовной |
проволока легированная для механизированной |
|||
|
36 |
0,300 |
0,207 |
0,585 |
01 |
|
40 |
0,411 |
0,278 |
0,711 |
02 |
|
45 |
0,598 |
0,405 |
1,147 |
03 |
|
50 |
0,765 |
0,518 |
1,37 |
04 |
|
55 |
1,025 |
0,734 |
2,041 |
05 |
|
60 |
1,365 |
0,924 |
2,354 |
06 |
|
70 |
2,038 |
1,379 |
3,931 |
07 |
|
80 |
3,036 |
2,054 |
5,329 |
08 |
|
Код графы |
01 |
02 |
03 |
- |
Область применения
|
Класс арматуры |
A-I - A-III |
|
Диаметр стержней, мм |
36-80 |
ТИП СОЕДИНЕНИЯ 10

Рис. 58. Соединение стыковое на стальной скобе-накладке. Тип 10
Таблица 084. Нормы на 1 соединение
|
Диаметр стержней, мм |
Материалы по видам сварки, кг |
Подкладка (накладка) стальная |
Код строки |
|
|
проволока порошковая для механизированной |
электроды для ручной дуговой многослойными швами |
|||
|
20 |
0,072 |
0,094 |
0,151 |
01 |
|
22 |
0,088 |
0,114 |
0,155 |
02 |
|
25 |
0,117 |
0,151 |
0,161 |
03 |
|
28 |
0,164 |
0,213 |
0,253 |
04 |
|
32 |
0,221 |
0,287 |
0,264 |
05 |
|
36 |
0,311 |
0,403 |
0,342 |
06 |
|
40 |
0,397 |
0,515 |
0,353 |
07 |
|
45 |
0,567 |
0,736 |
(1,037) |
08 |
|
50 |
0,694 |
0,901 |
(1,248) |
09 |
|
55 |
0,916 |
1,188 |
(1,847) |
10 |
|
60 |
1,179 |
1,53 |
(2,143) |
11 |
|
70 |
1,723 |
2,236 |
(3,547) |
12 |
|
80 |
2,566 |
3,33 |
(4,556) |
13 |
|
Код графы |
01 |
02 |
03 |
- |
Область применения
|
Класс арматуры |
A-I |
А-II |
A-III |
|
Диаметр стержней, мм |
20-40 |
20-80 |
20-40 |
§ 91. Сварка многослойными швами без формирующих
элементов
(положение стержней вертикальное)
ТИП СОЕДИНЕНИЯ 11
А. С ДВУСТОРОННЕЙ РАЗДЕЛКОЙ

Рис. 59. Соединение стыковое вертикальных стержней с двусторонней разделкой. Тип 11
Таблица 085. Нормы на 1 соединение
|
Диаметр стержней, мм |
Электроды для ручной дуговой сварки, кг |
Код строки |
Диаметр стержней, мм |
Электроды для ручной дуговой сварки, кг |
Код строки |
|
20 |
0,059 |
01 |
45 |
0,534 |
08 |
|
22 |
0,072 |
02 |
50 |
0,722 |
09 |
|
25 |
0,103 |
03 |
55 |
0,948 |
10 |
|
28 |
0,141 |
04 |
60 |
1,218 |
11 |
|
32 |
0,203 |
05 |
70 |
1,9 |
12 |
|
36 |
0,285 |
06 |
80 |
2,799 |
13 |
|
40 |
0,382 |
07 |
|
|
|
|
|
|
|
Код графы |
01 |
- |
Область применения
|
Класс арматуры |
A-I |
А-II |
A-III |
|
Диаметр стержней, мм |
20-40 |
20-80 |
20-40 |
Б. С ОДНОСТОРОННЕЙ РАЗДЕЛКОЙ

Рис. 60. Соединение стыковое вертикальных стержней с односторонней разделкой. Тип 11
Таблица 086. Нормы на 1 соединение
|
Диаметр стержней, мм |
Электроды для ручной дуговой сварки, кг |
Код строки |
Диаметр стержней, мм |
Электроды для ручной дуговой сварки, кг |
Код строки |
|
20 |
0,055 |
01 |
45 |
0,53 |
08 |
|
22 |
0,072 |
02 |
50 |
1,077 |
09 |
|
25 |
0,103 |
03 |
55 |
1,421 |
10 |
|
28 |
0,111 |
04 |
60 |
1,834 |
11 |
|
32 |
0,203 |
05 |
70 |
2,877 |
12 |
|
36 |
0,281 |
06 |
80 |
4,258 |
13 |
|
40 |
0,38 |
07 |
|
|
|
|
|
|
|
Код графы |
01 |
- |
Область применения
|
Класс арматуры |
А-I |
А-II |
A-III |
|
Диаметр стержней, мм |
20-40 |
20-80 |
20-40 |
§ 92. Сварка протяженными швами с нахлесткой
ТИП СОЕДИНЕНИЯ 12
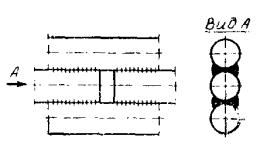
Рис. 61. Соединение нахлесточное. Тип 12
Таблица 087. Нормы на 1 соединение
|
Диаметр стержней, мм |
Электроды для |
Код строки |
Диаметр стержней, мм |
Электроды для |
Код строки |
||
|
ручной дуговой сварки горизонтальных стержней, шт. |
ручной дуговой сварки вертикальных стержней, шт. |
ручной дуговой сварки горизонтальных стержней, шт. |
ручной дуговой сварки вертикальных стержней, шт. |
||||
|
10 |
0,041 |
0,046 |
01 |
36 |
0,724 |
0,805 |
11 |
|
12 |
0,054 |
0,061 |
02 |
40 |
0,974 |
1,089 |
12 |
|
14 |
0,064 |
0,072 |
03 |
45 |
1,477 |
1,651 |
13 |
|
16 |
0,075 |
0,084 |
04 |
50 |
1,926 |
2,153 |
14 |
|
18 |
0,107 |
0,119 |
05 |
55 |
2,518 |
3,954 |
15 |
|
20 |
0,143 |
0,159 |
06 |
60 |
3,435 |
4,84 |
16 |
|
22 |
0,185 |
0,207 |
07 |
70 |
4,995 |
5,582 |
17 |
|
25 |
0,264 |
0,295 |
08 |
80 |
7,322 |
8,183 |
18 |
|
28 |
0,36 |
0,403 |
09 |
Код графы |
01 |
02 |
- |
|
32 |
0,522 |
0,583 |
10 |
||||
Область применения
|
Класс арматуры |
А-I |
А-II |
A-IV - A-V |
|
Диаметр стержней, мм |
10-40 |
10-80 |
10-22 |
Примечание. При сварке стержней арматуры класса A-I к нормам расхода применять поправочный коэффициент 0,75; для арматуры класса A-IV и A-V применять поправочный коэффициент 1,25.
ТИП СОЕДИНЕНИЯ 13
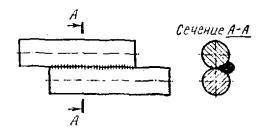
Рис. 62. Соединение нахлесточное. Тип 13
Таблица 088. Нормы на 10 соединений
|
Диаметр стержней, мм |
Электроды для |
Код строки |
Диаметр стержней, мм |
Электроды для |
Код строки |
||
|
ручной дуговой сварки горизонтальных стержней, шт. |
ручной дуговой сварки вертикальных стержней, шт. |
ручной дуговой сварки горизонтальных стержней, шт. |
ручной дуговой сварки вертикальных стержней, шт. |
||||
|
10 |
0,017 |
0,019 |
01 |
25 |
0,096 |
0,108 |
08 |
|
12 |
0,02 |
0,023 |
02 |
28 |
0,133 |
0,148 |
09 |
|
14 |
0,024 |
0,027 |
03 |
32 |
0,194 |
0,217 |
10 |
|
16 |
0,029 |
0,032 |
04 |
36 |
0,271 |
0,302 |
11 |
|
18 |
0,039 |
0,044 |
05 |
40 |
0,366 |
0,409 |
12 |
|
20 |
0,052 |
0,057 |
06 |
Код графы |
01 |
02 |
- |
|
22 |
0,067 |
0,076 |
07 |
||||
Область применения
|
Класс арматуры |
A-I |
А-II |
A-III |
|
Диаметр стержней, мм |
10-40 |
10-25 |
10-18 |
Примечание. При сварке стержней арматуры класса А-II и А-III к нормам расхода применять поправочный коэффициент 1,33.
ТИП СОЕДИНЕНИЯ 14
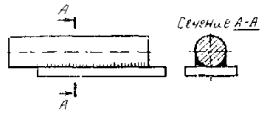
Рис. 63. Соединение нахлесточное. Тип 14
Таблица 089. Нормы на 1 соединение
|
Диаметр стержней, мм |
Электроды для |
Код строки |
Диаметр стержней, мм |
Электроды для |
Код строки |
||
|
ручной дуговой сварки горизонтальных стержней, шт. |
ручной дуговой сварки вертикальных стержней, шт. |
ручной дуговой сварки горизонтальных стержней, шт. |
ручной дуговой сварки вертикальных стержней, шт. |
||||
|
10 |
0,015 |
0,017 |
01 |
25 |
0,088 |
0,1 |
08 |
|
12 |
0,019 |
0,021 |
02 |
28 |
0,119 |
0,133 |
09 |
|
14 |
0,02 |
0,023 |
03 |
32 |
0,17 |
0,19 |
10 |
|
16 |
0,024 |
0,027 |
04 |
36 |
0,231 |
0,258 |
11 |
|
18 |
0,032 |
0,036 |
05 |
40 |
0,308 |
0,344 |
12 |
|
20 |
0,043 |
0,048 |
06 |
Код графы |
01 |
02 |
- |
|
22 |
0,055 |
0,061 |
07 |
||||
Область применения
|
Класс арматуры |
A-I |
А-II, A-III |
A-III |
A-IV - A-V |
|
Диаметр стержней, мм |
10-40 |
10-10 |
10-18 |
10-22 |
Примечание. При сварке стержней арматуры класса A-I к нормам применять поправочный коэффициент 0,75; для арматуры класса A-IV - A-V - коэффициент 1,25.
Глава 3. ТАВРОВЫЕ СОЕДИНЕНИЯ ЗАКЛАДНЫХ ДЕТАЛЕЙ
§ 93. Сварка в инвентарных формах (положение стержней горизонтальное)
ТИП СОЕДИНЕНИЯ 18
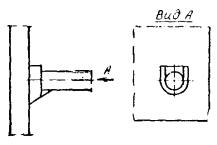
Рис. 64. Соединение тавровое горизонтальных стержней. Тип 18
Таблица 090. Нормы на 1 соединение
|
Диаметр стержней, мм |
Электроды для ванной ручной сварки, кг |
Код строки |
Диаметр стержней, мм |
Электроды для ванной ручной сварки, кг |
Код строки |
|
16 |
0,078 |
01 |
28 |
0,253 |
06 |
|
18 |
0,105 |
02 |
32 |
0,289 |
07 |
|
21 |
0,134 |
03 |
36 |
0,325 |
08 |
|
22 |
0,141 |
04 |
40 |
0,427 |
09 |
|
25 |
0,184 |
05 |
|
|
|
|
|
|
|
Код графы |
01 |
- |
Область применения
|
Класс арматуры |
A-I - A-III |
|
Диаметр стержней, мм |
16-40 |
ТИП СОЕДИНЕНИЯ 19
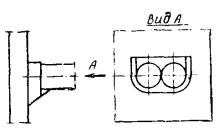
Рис. 65. Соединение тавровое горизонтальных стержней. Тип 19
Таблица 091. Нормы на 1 соединение
|
Диаметр стержней, мм |
Электроды для ванной ручной дуговой сварки многослойными швами |
Код строки |
|
32 |
0,592 |
01 |
|
36 |
0,831 |
02 |
|
40 |
1,129 |
03 |
|
Код графы |
01 |
- |
Область применения.
|
Класс арматуры |
А-III |
|
Диаметр стержней, мм |
32-40 |
§ 94. Сварка без формирующих элементов
ТИП СОЕДИНЕНИЯ 20
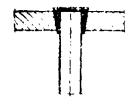
Рис. 66. Соединение тавровое. Тип 20
Таблица 092. Нормы на 1 соединение
|
Диаметр стержней, мм |
Материалы для механизированной сварки в углекислом газе |
Код строки |
Диаметр стержней, мм |
Материалы для механизированной сварки в углекислом газе |
Код строки |
||
|
проволока сварочная, кг |
углекислый газ, л |
проволока сварочная, кг |
углекислый газ, л |
||||
|
12 |
0,008 |
2,0 |
01 |
20 |
0,037 |
10 |
05 |
|
14 |
0,011 |
3,0 |
02 |
22 |
0,04 |
11 |
06 |
|
16 |
0,016 |
4,2 |
03 |
25 |
0,056 |
15 |
07 |
|
18 |
0,023 |
6 |
04 |
|
|
|
|
|
|
|
|
|
Код графы |
01 |
02 |
- |
Область применения
|
Класс арматуры |
А-I - А-III |
|
Диаметр стержней, мм |
12-25 |
ТИП СОЕДИНЕНИЯ 21

Рис. 67. Соединение тавровое. Тип 21
Таблица 093. Нормы на 1 соединение
|
Диаметр стержней, мм |
Электроды для ручной дуговой сварки валиковыми швами |
Код строки |
Диаметр стержней, мм |
Электроды для ручной дуговой сварки валиковыми швами |
Код строки |
|
8 |
0,016 |
01 |
22 |
0,223 |
08 |
|
10 |
0,026 |
02 |
25 |
0,329 |
09 |
|
12 |
0,045 |
03 |
28 |
0,44 |
10 |
|
14 |
0,067 |
04 |
32 |
0,644 |
11 |
|
16 |
0,097 |
05 |
36 |
0,818 |
12 |
|
18 |
0,128 |
06 |
40 |
0,88 |
13 |
|
20 |
0,173 |
07 |
|
|
|
|
|
|
|
Код графы |
01 |
- |
Область применения
|
Класс арматуры |
A-I |
А-II |
А-III |
|
Диаметр стержней, мм |
8-40 |
10-40 |
8-40 |
Раздел IV. ГАЗОВАЯ РЕЗКА
ТЕХНИЧЕСКАЯ ЧАСТЬ
1. Производственными нормами раздела предусмотрена ручная и механизированная резка.
2. Нормы даны для резки листовой стали в нижнем положении, труб - в неповоротном положении.
3. Нормы разработаны для резки с применением кислорода чистотой 99,5 %. При применении кислорода другой чистоты нормы необходимо умножить на поправочные коэффициенты.
Чистота кислорода, % Поправочный коэффициент
99,8 0,9
99,5 1
99 1,1
98,5 1,2
98 1,25
4. При резке одним резаком со снятием кромки за толщину стали принимать ширину кромки, кроме случаев, оговоренных в примечаниях к таблицам.
5. При резке листовой стали с радиусом кривизны менее 300 мм к нормам применять поправочный коэффициент 1,1.
6. В табл. 103 и 104 представлены нормы на вырезку отверстий под патрубки или обрезку концов патрубков, вварка которых производится под углом 90° к оси трубы. При вырезке косых патрубков, расположение которых к оси трубы будет составлять 45 и 60°, необходимо применять к нормам поправочные коэффициенты соответственно 1,23 и 1,16.
7. В таблицах раздела нормы расхода газов приведены в литрах. При необходимости пересчета нормы расхода газов в килограммы к данным таблиц необходимо применять следующие поправочные коэффициенты: для кислорода 0,00133; для ацетилена 0,00109; для пропан-бутановой смеси 0,00194; для природного газа 0,008.
Глава 1. РУЧНАЯ РЕЗКА
§ 95. Резка листовой стали
Таблица 094. Нормы на 1 перерез
|
Толщина металла, мм |
Расход материалов по видам резки, л, с использованием |
Код строки |
|||||
|
ацетилена |
пропан-бутановой смеси |
природного газа |
|||||
|
ацетилен |
кислород |
пропан-бутан |
кислород |
природный газ |
кислород |
||
|
5 |
12 |
56,25 |
9,45 |
75 |
21 |
75 |
01 |
|
6 |
14,4 |
67,5 |
11,34 |
90 |
25,2 |
90 |
02 |
|
8 |
18 |
93,72 |
13,52 |
120 |
30,4 |
120 |
03 |
|
10 |
18,3 |
117,15 |
14,25 |
150 |
31,5 |
150 |
04 |
|
12 |
21,93 |
140,58 |
16,74 |
180 |
36 |
180 |
05 |
|
14 |
25,62 |
164,01 |
19,53 |
210 |
42 |
210 |
06 |
|
16 |
26,88 |
194,4 |
20,16 |
240 |
43,2 |
240 |
07 |
|
18 |
30,24 |
218,7 |
21,06 |
270 |
45,9 |
270 |
08 |
|
20 |
33,6 |
243 |
23,4 |
300 |
51 |
300 |
09 |
|
25 |
42 |
303,75 |
29,25 |
375 |
63,75 |
375 |
10 |
|
30 |
50,4 |
364,5 |
35,1 |
450 |
76,5 |
450 |
11 |
|
40 |
52,2 |
462 |
36,2 |
600 |
78 |
600 |
12 |
|
50 |
57 |
660 |
39 |
750 |
82,5 |
750 |
13 |
|
60 |
58,5 |
801 |
42,3 |
900 |
90 |
900 |
14 |
|
70 |
61,22 |
838,31 |
44,27 |
941,92 |
94,2 |
941,92 |
15 |
|
80 |
71,05 |
972,9 |
49,19 |
1093,15 |
109,32 |
1093,15 |
16 |
|
90 |
73,53 |
1006,76 |
53,17 |
1131,2 |
113,12 |
1131,2 |
17 |
|
100 |
80,12 |
1096,97 |
57,93 |
1232,56 |
123,25 |
1232,56 |
18 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
00 |
- |
Привязка к ЕНиР § 22-11.
§ 96. Резка прокатной угловой стали
Таблица 095. Нормы на 1 перерез
|
Размеры профиля, мм |
Расход материалов по видам резки, л, с использованием |
Код строки |
|||||
|
ацетилена |
пропан-бутановой смеси |
природного газа |
|||||
|
ацетилен |
кислород |
пропан-бутан |
кислород |
природный газ |
кислород |
||
|
36´4 |
1,01 |
4,74 |
0,08 |
6,32 |
1,78 |
6,32 |
01 |
|
50´5 |
1,77 |
8,28 |
1,39 |
11,04 |
3,11 |
11,04 |
02 |
|
63´6 |
2,68 |
12,56 |
2,11 |
16,74 |
4,72 |
16,74 |
03 |
|
70´6 |
3 |
14,05 |
2,36 |
18,74 |
5,28 |
18,74 |
04 |
|
70´8 |
3,91 |
18,45 |
3,1 |
24,61 |
6,94 |
24,61 |
05 |
|
75´6 |
3,23 |
15,14 |
2,54 |
20,19 |
5,69 |
20,19 |
06 |
|
75´9 |
3,45 |
22,98 |
2,74 |
29,44 |
6,2 |
29,44 |
07 |
|
80´6 |
3,74 |
16,85 |
2,72 |
21,57 |
6,08 |
21,57 |
08 |
|
80´8 |
4,9 |
22,09 |
3,56 |
28,29 |
7,98 |
28,29 |
09 |
|
90´6 |
4,23 |
19,04 |
3,07 |
24,38 |
6,88 |
24,38 |
10 |
|
90´9 |
4,37 |
28,02 |
3,34 |
35,88 |
7,53 |
35,88 |
11 |
|
100´6,5 |
5,1 |
22,99 |
3,71 |
29,44 |
8,3 |
29,41 |
12 |
|
100´10 |
5,38 |
34,49 |
4,11 |
44,16 |
9,27 |
44,16 |
13 |
|
100´12 |
6,39 |
40,96 |
4,88 |
52,44 |
11,01 |
52,44 |
14 |
|
100´14 |
7,37 |
47,24 |
5,62 |
60,49 |
12,09 |
60,49 |
15 |
|
100´16 |
7,65 |
55,33 |
5,74 |
68,31 |
12,98 |
68,31 |
16 |
|
125´8 |
6,25 |
33,98 |
5,48 |
45,31 |
12,23 |
45,31 |
17 |
|
125´10 |
6,82 |
43,65 |
5,59 |
55,89 |
12,3 |
55,89 |
18 |
|
125´12 |
8,1 |
51,91 |
6,18 |
66,47 |
13,96 |
66,47 |
19 |
|
125´14 |
9,36 |
60 |
7,14 |
76,82 |
15,36 |
76,82 |
20 |
|
125´16 |
9,74 |
70,12 |
7,3 |
86,94 |
16,52 |
86,94 |
21 |
|
160´10 |
8,8 |
56,4 |
6,72 |
72,22 |
15,17 |
72,22 |
22 |
|
160´12 |
10,48 |
67,18 |
8 |
86,02 |
18,06 |
86,02 |
23 |
|
160´14 |
12,13 |
77,7 |
9,26 |
99,59 |
19,91 |
09,59 |
24 |
|
160´16 |
12,65 |
91,47 |
9,49 |
112,93 |
21,46 |
112,93 |
25 |
|
160´18 |
14,12 |
102,09 |
9,83 |
126,04 |
22,44 |
126,04 |
26 |
|
160´20 |
15,56 |
112,53 |
10,84 |
138,92 |
24,73 |
138,92 |
27 |
|
200´12 |
13,19 |
84,61 |
10,07 |
108,33 |
22,75 |
108,33 |
28 |
|
200´14 |
15,3 |
98,08 |
11,68 |
125,58 |
25,12 |
125,58 |
29 |
|
200´16 |
15,97 |
115,51 |
11,98 |
112,6 |
25,38 |
142,6 |
30 |
|
200´20 |
19,71 |
142,52 |
13,72 |
175,95 |
31,32 |
175,95 |
31 |
|
200´25 |
24,29 |
175,68 |
16,92 |
216,89 |
38,61 |
216,89 |
32 |
|
200´30 |
28,72 |
207,72 |
20 |
256,45 |
45,65 |
256,45 |
33 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
- |
Привязка к ЕНиР § 22-11.
§ 97. Резка двутавровых балок
Таблица 096. Нормы на 1 перерез
|
Номер балки |
Расход материалов по видам резки, л, с использованием |
Код строки |
|||||
|
ацетилена |
пропан-бутановой смеси |
природного газа |
|||||
|
ацетилен |
кислород |
пропан-бутан |
кислород |
природный газ |
кислород |
||
|
10 |
4,79 |
21,50 |
3,48 |
27,6 |
7,78 |
27,6 |
01 |
|
12 |
5,87 |
26,41 |
4,26 |
33,81 |
9,53 |
33,81 |
02 |
|
14 |
6,94 |
31,26 |
5,04 |
40,02 |
11,29 |
40,02 |
03 |
|
16 |
8,06 |
36,29 |
5,85 |
46,46 |
13,1 |
46,46 |
04 |
|
18 |
10,14 |
45,63 |
7,36 |
58,42 |
16,47 |
58,42 |
05 |
|
20 |
11,53 |
51,91 |
8,38 |
66,47 |
18,74 |
66,47 |
06 |
|
22 |
13,09 |
58,92 |
9,51 |
75,44 |
21,27 |
75,44 |
07 |
|
24 |
14,96 |
67,36 |
10,87 |
86,25 |
24,32 |
86,25 |
08 |
|
27 |
17,24 |
77,6 |
12,52 |
99,30 |
28,02 |
99,36 |
09 |
|
30 |
19,91 |
89,64 |
14,46 |
114,77 |
32,37 |
114,77 |
10 |
|
33 |
21,47 |
90,64 |
15,59 |
123,74 |
34,89 |
123,74 |
11 |
|
36 |
24,7 |
111,19 |
17,94 |
142,37 |
40,15 |
142,37 |
12 |
|
40 |
28,07 |
130,41 |
21,04 |
166,98 |
17,09 |
166,98 |
13 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
- |
Привязка к ЕНиР § 22-11.
§ 98. Резка швеллеров
Таблица 097. Нормы на 1 перерез
|
Номер балки |
Расход материалов по видам резки, л, с использованием |
Код строки |
|||||
|
ацетилена |
пропан-бутановой смеси |
природного газа |
|||||
|
ацетилен |
кислород |
пропан-бутан |
кислород |
природный газ |
кислород |
||
|
5 |
2,46 |
11,06 |
1,78 |
14,16 |
3,99 |
14,10 |
1 |
|
6,5 |
3 |
13,5 |
2,18 |
17,28 |
4,87 |
17,28 |
2 |
|
8 |
3,58 |
16,13 |
2,6 |
20,65 |
5,82 |
20,65 |
3 |
|
10 |
4,35 |
19,58 |
3,16 |
25,07 |
7,07 |
25,07 |
4 |
|
12 |
5,31 |
23,89 |
3,7 |
30,59 |
8,25 |
30,59 |
5 |
|
14 |
4,82 |
30,9 |
3,96 |
39,56 |
8,59 |
39,56 |
6 |
|
16 |
5,46 |
35,03 |
4,17 |
44,85 |
9,42 |
44,85 |
7 |
|
18 |
6,22 |
39,88 |
4,75 |
51,06 |
10,72 |
51,06 |
8 |
|
20 |
7,06 |
45,27 |
5,39 |
57,96 |
12,17 |
57,96 |
9 |
|
22 |
8,07 |
51,73 |
6,16 |
66,24 |
13,91 |
66,24 |
10 |
|
24 |
9,22 |
59,1 |
7,04 |
75,67 |
15,89 |
75,67 |
11 |
|
27 |
9,86 |
63,23 |
7,53 |
80,96 |
17 |
80,96 |
12 |
|
30 |
11,35 |
72,75 |
8,66 |
93,15 |
19,56 |
93,15 |
13 |
|
33 |
13,03 |
83,53 |
9,95 |
106,95 |
22,46 |
106,95 |
14 |
|
30 |
11,96 |
95,92 |
11,42 |
122,82 |
25,79 |
122,82 |
15 |
|
40 |
17,23 |
110,47 |
13,15 |
141,45 |
29,7 |
141,45 |
16 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
- |
Привязка к ЕНиР § 22-11.
§ 99. Резка стали квадратного профиля
Таблица 098. Нормы на 1 перерез
|
Сторона квадрата, мм |
Расход материалов по видам резки, л, с использованием |
Код строки |
|||||
|
ацетилена |
пропан-бутановой смеси |
природного газа |
|||||
|
ацетилен |
кислород |
пропан-бутан |
кислород |
природный газ |
кислород |
||
|
16 |
0,43 |
3,11 |
0,3 |
3,84 |
0,68 |
3,84 |
01 |
|
20 |
0,67 |
4,86 |
0,47 |
6 |
1,07 |
6 |
02 |
|
24 |
0,97 |
7 |
0,67 |
8,64 |
1,54 |
8,64 |
03 |
|
28 |
1,32 |
9,52 |
0,82 |
11,75 |
1,99 |
11,75 |
04 |
|
32 |
1,34 |
13,52 |
0,87 |
15,36 |
2 |
15,36 |
05 |
|
36 |
1,69 |
17,11 |
1,01 |
19,41 |
2,33 |
19,44 |
06 |
|
40 |
2,09 |
21,11 |
1,25 |
23,99 |
2,88 |
23,99 |
07 |
|
45 |
2,64 |
26,73 |
1,58 |
30,38 |
3,65 |
30,38 |
08 |
|
50 |
2,9 |
33 |
1,95 |
37,5 |
4,31 |
37,5 |
09 |
|
55 |
2,95 |
40,39 |
2,22 |
45,38 |
4,54 |
45,38 |
10 |
|
60 |
3,51 |
48,05 |
2,27 |
53,99 |
5,18 |
53,99 |
11 |
|
65 |
4,12 |
56,41 |
2,66 |
63,38 |
6,08 |
63,38 |
12 |
|
70 |
4,41 |
60,38 |
2,85 |
67,83 |
6,51 |
67,83 |
13 |
|
75 |
5,06 |
69,31 |
3,27 |
77,88 |
7,48 |
77,88 |
14 |
|
80 |
5,76 |
78,86 |
3,72 |
88,61 |
8,51 |
88,61 |
15 |
|
90 |
6,68 |
91,49 |
4,32 |
102,8 |
9,87 |
102,8 |
16 |
|
100 |
8,25 |
112,96 |
5,33 |
126,92 |
12,18 |
126,92 |
17 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
- |
Привязка к ЕНиР § 22-11.
§ 100. Резка круглой стали
Таблица 099. Нормы на 1 перерез
|
Диаметр стали, мм |
Расход материалов по видам резки, л, с использованием |
Код строки |
|||||
|
ацетилена |
пропан-бутановой смеси |
природного газа |
|||||
|
ацетилен |
кислород |
пропан-бутан |
кислород |
природный газ |
кислород |
||
|
20 |
0,67 |
4,86 |
0,46 |
6 |
1,07 |
6 |
01 |
|
30 |
0,82 |
5,95 |
0,57 |
7,35 |
1,31 |
7,35 |
02 |
|
25 |
1,18 |
8,52 |
0,82 |
10,52 |
1,87 |
10,52 |
03 |
|
35 |
1,25 |
12,69 |
0,75 |
14,42 |
1,73 |
14,42 |
04 |
|
40 |
1,64 |
16,57 |
0,98 |
18,83 |
2,26 |
18,83 |
05 |
|
45 |
2,07 |
20,97 |
1,24 |
23,83 |
2,86 |
23,83 |
06 |
|
50 |
2,21 |
22,38 |
1,32 |
29,43 |
3,05 |
29,43 |
07 |
|
55 |
2,31 |
31,69 |
1,5 |
35,61 |
3,42 |
35,61 |
08 |
|
60 |
2,76 |
37,73 |
1,78 |
42,39 |
4,07 |
42,39 |
09 |
|
65 |
3,23 |
41,28 |
2,09 |
49,75 |
4,78 |
49,75 |
10 |
|
70 |
3,75 |
51,34 |
2,42 |
57,69 |
5,54 |
57,69 |
11 |
|
75 |
3,97 |
54,41 |
2,57 |
61,13 |
5,87 |
61,13 |
12 |
|
80 |
4,26 |
58,35 |
2,75 |
65,56 |
6,29 |
65,56 |
13 |
|
85 |
5,1 |
69,88 |
3,3 |
78,52 |
7,54 |
78,52 |
14 |
|
90 |
5,24 |
71,81 |
3,39 |
80,69 |
7,75 |
80,69 |
15 |
|
95 |
5,85 |
80,02 |
3,78 |
89,91 |
8,63 |
89,91 |
16 |
|
100 |
6,48 |
88,67 |
4,18 |
99,63 |
9,56 |
99,63 |
17 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
- |
Привязка к ЕНиР § 22-11.
§ 101. Резка рельсов
Таблица 100. Нормы на 1 перерез
|
Тип рельсов |
Расход материалов по видам резки, л, с использованием |
Код строки |
|||||
|
ацетилена |
пропан-бутановой смеси |
природного газа |
|||||
|
ацетилен |
кислород |
пропан-бутан |
кислород |
природный газ |
кислород |
||
|
Кр 70 |
10,05 |
137,59 |
6,49 |
154,65 |
14,84 |
154,65 |
01 |
|
Кр 80 |
12,23 |
167,52 |
7,91 |
188,23 |
18,07 |
188,23 |
02 |
|
Кр 100 |
16,00 |
232,21 |
10,96 |
260,91 |
25,05 |
260,91 |
03 |
|
Кр 120 |
22,53 |
308,46 |
14,50 |
316,58 |
33,27 |
316,58 |
04 |
|
Кр 140 |
27,84 |
381,23 |
17,99 |
428,35 |
41,12 |
428,35 |
05 |
|
Р5 |
1,52 |
11,02 |
1,06 |
13,6 |
2,42 |
13,0 |
06 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
- |
Привязка к ЕНиР § 22-11.
§ 102. Резка труб
Таблица 101. Нормы на 1 м реза
|
Толщина стенки, мм |
Расход материалов по видам резки, л, с использованием |
Код строки |
|||||
|
ацетилена |
пропан-бутановой смеси |
природного газа |
|||||
|
ацетилен |
кислород |
пропан-бутан |
кислород |
природный газ |
кислород |
||
|
3 |
11,98 |
53,92 |
8,72 |
69,08 |
19,49 |
69,08 |
01 |
|
4 |
15,93 |
71,85 |
11,57 |
92,04 |
25,94 |
92,04 |
02 |
|
5 |
19,96 |
89,84 |
14,49 |
115,05 |
32,43 |
115,05 |
03 |
|
6 |
23,95 |
107,81 |
17,39 |
138,03 |
38,93 |
138,03 |
04 |
|
8 |
27,92 |
143,69 |
22,26 |
184 |
49,68 |
184 |
05 |
|
10 |
28,07 |
180,77 |
23 |
230,08 |
50,62 |
230,08 |
06 |
|
12 |
33,62 |
215,55 |
25,66 |
275,98 |
55,95 |
275,98 |
07 |
|
15 |
45,94 |
294,66 |
35,08 |
377,29 |
79,23 |
377,29 |
08 |
|
18 |
40,37 |
335,33 |
36 |
413,99 |
79,69 |
413,99 |
09 |
|
20 |
51,52 |
372,6 |
36,1 |
460 |
81,88 |
460 |
10 |
|
25 |
64,39 |
465,75 |
44,85 |
575 |
102,35 |
575 |
11 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
- |
Таблица 102. Нормы на 1 перерез
|
Размеры трубы, мм |
Расход материалов по видам резки, л, с использованием |
Код строки |
|||||
|
ацетилена |
пропан-бутановой смеси |
природного газа |
|||||
|
ацетилен |
кислород |
пропан-бутан |
кислород |
природный газ |
кислород |
||
|
45´3 |
1,58 |
7,11 |
1,15 |
9,11 |
2,57 |
9,11 |
01 |
|
45´4 |
2,05 |
9,25 |
1,49 |
11,85 |
3,34 |
11,85 |
02 |
|
57´3 |
2,03 |
9,14 |
1,48 |
11,71 |
3,3 |
11,71 |
03 |
|
57´4 |
2,66 |
11,96 |
1,93 |
15,32 |
4,32 |
15,32 |
04 |
|
76´5 |
4,45 |
20,03 |
3,23 |
25,65 |
7,23 |
25,65 |
05 |
|
89´5 |
5,26 |
23,69 |
3,82 |
30,34 |
8,55 |
30,34 |
06 |
|
108´6 |
7,67 |
34,53 |
5,57 |
44,21 |
12,47 |
44,21 |
07 |
|
133´6 |
9,55 |
42,97 |
6,93 |
55,04 |
15,52 |
55,04 |
08 |
|
133´8 |
12,53 |
56,4 |
9,09 |
72,22 |
20,37 |
72,22 |
09 |
|
159´8 |
15,14 |
68,13 |
10,99 |
87,24 |
24,6 |
87,24 |
10 |
|
219´6 |
16,01 |
72,1 |
11,63 |
92,33 |
26,03 |
92,33 |
11 |
|
219´8 |
18 |
91,46 |
14,75 |
121,95 |
32,92 |
121,95 |
12 |
|
219´10 |
18,42 |
118,63 |
15,1 |
150,99 |
33,22 |
150,99 |
13 |
|
219´12 |
21,86 |
140,99 |
16,69 |
179,53 |
37,69 |
179,53 |
14 |
|
273´8 |
23 |
119,58 |
18,52 |
153,11 |
41,34 |
153,11 |
15 |
|
273´10 |
23,17 |
148,33 |
18,99 |
189,93 |
41,79 |
189,93 |
16 |
|
273´12 |
27,55 |
176,65 |
21,03 |
226,18 |
47,5 |
226,18 |
17 |
|
273´15 |
37,22 |
238,71 |
28,42 |
305,65 |
64,19 |
305,65 |
18 |
|
325´8 |
27 |
143,04 |
22,16 |
183,15 |
49,45 |
183,15 |
19 |
|
325´10 |
27,75 |
177,67 |
22,75 |
227,49 |
50,05 |
227,49 |
20 |
|
325´12 |
33,04 |
211,85 |
25,23 |
271,26 |
56,96 |
271,26 |
21 |
|
325´15 |
40,9 |
262,27 |
31,23 |
335,82 |
70,52 |
335,82 |
22 |
|
377´8 |
31,99 |
166,5 |
25,79 |
213,18 |
57,55 |
213,18 |
23 |
|
377´10 |
32,34 |
207 |
26,5 |
265,05 |
58,31 |
265,05 |
24 |
|
377´12 |
38,53 |
247,04 |
29,42 |
316,32 |
66,43 |
316,32 |
25 |
|
377´15 |
47,76 |
306,27 |
36,47 |
392,15 |
82,35 |
392,15 |
26 |
|
426´10 |
36,59 |
234,63 |
27,94 |
300,43 |
63,09 |
300,43 |
27 |
|
426´12 |
43,69 |
280,21 |
33,36 |
358,78 |
75,34 |
358,78 |
28 |
|
426´15 |
54,23 |
347,72 |
41,41 |
445,23 |
93,5 |
445,23 |
29 |
|
465´8 |
39,81 |
206,21 |
31,94 |
264,04 |
71,29 |
264,04 |
30 |
|
465´10 |
40,11 |
256,64 |
32,86 |
328,6 |
72,29 |
328,6 |
31 |
|
465´12 |
47,82 |
306,61 |
36,51 |
392,59 |
82,44 |
392,59 |
32 |
|
465´15 |
59,38 |
380,73 |
45,34 |
487,49 |
102,37 |
487,49 |
33 |
|
465´18 |
65,08 |
470,67 |
46,32 |
581,07 |
103,43 |
581,07 |
34 |
|
465´20 |
71,99 |
520,63 |
50,18 |
642,76 |
114,41 |
642,76 |
35 |
|
465´25 |
88,97 |
643,48 |
61,96 |
794,42 |
141,41 |
794,41 |
36 |
|
530´6 |
39,39 |
177,33 |
28,61 |
227,06 |
64,03 |
227,01 |
37 |
|
530´8 |
45,33 |
235,55 |
36,49 |
301,6 |
81,43 |
301,6 |
38 |
|
530´10 |
45,82 |
293,29 |
37,55 |
375,54 |
82,62 |
375,54 |
39 |
|
530´12 |
54,68 |
350,6 |
41,75 |
448,91 |
94,27 |
448,91 |
40 |
|
530´15 |
67,95 |
435,73 |
51,88 |
557,91 |
117,16 |
557,91 |
41 |
|
630´6 |
46,91 |
211,17 |
34,07 |
270,39 |
76,25 |
270,39 |
42 |
|
630´8 |
54,35 |
280,67 |
43,49 |
359,38 |
97,03 |
359,38 |
43 |
|
630´10 |
54,63 |
349,7 |
44,77 |
447,76 |
98,51 |
447,76 |
44 |
|
630´12 |
65,23 |
418,29 |
49,81 |
535,58 |
112,47 |
535,58 |
45 |
|
630´15 |
81,15 |
520,33 |
61,96 |
666,24 |
139,91 |
666,24 |
46 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
- |
Привязка к ЕНиР § 22-18.
Примечание. При резке со скосом кромок под углом 50 и 30° нормы необходимо увеличивать соответственно в 1,55 и 1,16 раза.
§ 103. Вырезка отверстий под патрубки или обрезка концов патрубков
А. ПРИ СООТНОШЕНИИ Dпaтp/Dтp = 1
Таблица 103. Нормы на 1 перерез
|
Расход материалов по видам резки, л, с использованием |
Код строки |
||||||
|
ацетилена |
пропан-бутановой смеси |
природного газа |
|||||
|
ацетилен |
кислород |
пропан-бутан |
кислород |
природный газ |
кислород |
||
|
45´3 |
1,94 |
8,75 |
1,41 |
11,2 |
3,16 |
11,2 |
01 |
|
45´4 |
2,53 |
11,38 |
1,84 |
14,57 |
4,11 |
14,57 |
02 |
|
57´3 |
2,5 |
12,25 |
1,81 |
14,4 |
4,06 |
14,4 |
03 |
|
57´4 |
3,27 |
14,71 |
2,37 |
18,84 |
5,31 |
18,84 |
04 |
|
76´5 |
5,47 |
24,63 |
3,97 |
31,54 |
8,89 |
31,54 |
05 |
|
89´5 |
6,47 |
29,14 |
4,7 |
37,31 |
10,52 |
37,31 |
06 |
|
108´6 |
9,43 |
42,46 |
6,85 |
54,37 |
15,33 |
54,37 |
07 |
|
133´6 |
11,75 |
52,87 |
8,53 |
67,7 |
19,09 |
67,7 |
08 |
|
133´8 |
15,41 |
69,38 |
11,19 |
88,83 |
25,05 |
88,83 |
09 |
|
159´8 |
18,62 |
83,8 |
13,52 |
107,3 |
30,26 |
107,3 |
10 |
|
219´6 |
19,7 |
88,69 |
14,31 |
113,56 |
32,02 |
113,56 |
11 |
|
219´8 |
22,14 |
112,5 |
18,14 |
150 |
40,49 |
150 |
12 |
|
219´10 |
22,66 |
145,91 |
18,57 |
185,67 |
40,86 |
185,67 |
13 |
|
219´12 |
26,88 |
172,34 |
20,52 |
220,66 |
46,36 |
220,66 |
14 |
|
273´8 |
28,29 |
147,08 |
22,78 |
188,32 |
50,85 |
188,32 |
15 |
|
273´10 |
28,5 |
182,46 |
23,36 |
233,62 |
51,4 |
233,62 |
16 |
|
273´12 |
33,88 |
217,27 |
25,87 |
278,2 |
58,42 |
278,2 |
17 |
|
273´15 |
45,79 |
293,61 |
34,96 |
375,94 |
78,95 |
375,94 |
18 |
|
325´8 |
33,21 |
175,94 |
27,26 |
225,27 |
60,82 |
225,27 |
19 |
|
325´10 |
34,13 |
218,54 |
27,98 |
279,82 |
61,56 |
279,82 |
20 |
|
325´12 |
40,64 |
260,58 |
31,03 |
333,65 |
70,07 |
333,65 |
21 |
|
325´15 |
50,31 |
322,6 |
38,41 |
413,06 |
86,74 |
413,06 |
22 |
|
377´8 |
39,35 |
204,79 |
31,72 |
262,22 |
70,79 |
262,22 |
23 |
|
377´10 |
39,78 |
254,61 |
32,6 |
326,01 |
71,72 |
326,01 |
24 |
|
377´12 |
47,39 |
303,86 |
36,18 |
389,07 |
81,70 |
389,07 |
25 |
|
377´15 |
58,75 |
376,71 |
44,86 |
482,34 |
101,29 |
482,34 |
26 |
|
426´10 |
45,02 |
288,61 |
34,37 |
369,62 |
77,62 |
369,62 |
27 |
|
426´12 |
53,75 |
344,65 |
41,04 |
441,29 |
92,67 |
441,29 |
28 |
|
426´15 |
66,7 |
427,71 |
50,93 |
547,64 |
115 |
547,64 |
29 |
|
465´8 |
48,97 |
253,64 |
39,29 |
324,76 |
87,69 |
324,76 |
30 |
|
465´10 |
49,34 |
315,66 |
40,42 |
404,18 |
88,92 |
404,18 |
31 |
|
465´12 |
58,81 |
377,13 |
44,91 |
482,88 |
101,4 |
482,88 |
32 |
|
465´15 |
73,03 |
468,3 |
55,76 |
599,61 |
125,92 |
599,61 |
33 |
|
465´18 |
80,05 |
578,92 |
56,96 |
714,72 |
127,22 |
714,72 |
34 |
|
465´20 |
88,55 |
639,98 |
61,69 |
790,59 |
140,73 |
790,59 |
35 |
|
465´25 |
109,44 |
791,48 |
76,22 |
977,14 |
173,93 |
977,14 |
36 |
|
530´6 |
48,46 |
218,12 |
35,19 |
279,28 |
78,76 |
279,28 |
37 |
|
530´8 |
55,76 |
289,73 |
44,88 |
370,97 |
100,16 |
370,97 |
38 |
|
530´10 |
56,36 |
360,76 |
46,19 |
461,92 |
101,62 |
461,92 |
39 |
|
530´12 |
67,25 |
431,24 |
51,35 |
552,16 |
115,95 |
552,16 |
40 |
|
530´15 |
83,58 |
535,95 |
63,82 |
686,23 |
144,11 |
686,23 |
41 |
|
630´6 |
57,7 |
259,74 |
41,91 |
332,58 |
93,79 |
332,58 |
42 |
|
630´8 |
66,85 |
345,23 |
53,4 |
442,03 |
119,35 |
442,03 |
43 |
|
630´10 |
67,19 |
430,14 |
55,07 |
550,75 |
121,17 |
550,75 |
44 |
|
630´12 |
80,24 |
514,49 |
61,26 |
658,76 |
138,34 |
658,76 |
45 |
|
630´15 |
99,81 |
640,01 |
76,21 |
819,48 |
172,09 |
819,48 |
46 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
- |
Привязка к ЕНиР § 22-18.
Б. ПРИ СООТНОШЕНИИ Dпатр/Dтр = 0,6
Таблица 104. Нормы на 1 перерез
|
Расход материалов по видам резки, л, с использованием |
Код строки |
||||||
|
ацетилена |
пропан-бутановой смеси |
природного газа |
|||||
|
ацетилен |
кислород |
пропан-бутан |
кислород |
природный газ |
кислород |
||
|
45´3 |
1,66 |
7,47 |
1,2 |
9,56 |
2,69 |
9,56 |
01 |
|
45´4 |
2,16 |
9,72 |
1,57 |
12,44 |
3,51 |
12,44 |
02 |
|
57´3 |
2,13 |
9,6 |
1,55 |
12,29 |
3,47 |
12,29 |
03 |
|
57´4 |
2,79 |
12,56 |
2,03 |
16,08 |
4,53 |
16,08 |
04 |
|
76´5 |
4,67 |
21,03 |
3,39 |
26,93 |
7,59 |
26,93 |
05 |
|
89´5 |
5,52 |
24,87 |
4,01 |
31,84 |
8,98 |
31,84 |
06 |
|
108´6 |
8,05 |
36,25 |
5,85 |
46,41 |
12,81 |
46,41 |
07 |
|
133´6 |
10,03 |
45,13 |
7,29 |
57,79 |
16,3 |
57,79 |
08 |
|
133´8 |
13,16 |
59,22 |
9,55 |
75,83 |
21,38 |
75,83 |
09 |
|
159´8 |
15,89 |
71,54 |
11,54 |
91,6 |
25,83 |
91,6 |
10 |
|
219´6 |
16,81 |
75,69 |
12,21 |
96,91 |
27,33 |
96,91 |
11 |
|
219´8 |
18,9 |
96,03 |
15,49 |
128 |
34,57 |
128 |
12 |
|
219´10 |
19,34 |
123,79 |
15,86 |
158,5 |
34,88 |
158,50 |
13 |
|
219´12 |
22,94 |
147,12 |
17,52 |
188,37 |
39,56 |
188,37 |
14 |
|
273´8 |
24,15 |
125,51 |
19,45 |
160,7 |
43,41 |
160,7 |
15 |
|
273´10 |
24,33 |
155,75 |
19,94 |
199,43 |
43,88 |
199,43 |
16 |
|
273´12 |
28,93 |
185,48 |
22,09 |
237,49 |
49,87 |
237,49 |
17 |
|
273´15 |
39,09 |
250,65 |
29,85 |
320,93 |
67,4 |
320,93 |
18 |
|
325´8 |
28,35 |
150,19 |
23,27 |
192,31 |
51,92 |
192,31 |
19 |
|
325´10 |
29,14 |
186,56 |
23,89 |
238,87 |
52,55 |
238,87 |
20 |
|
325´12 |
34,69 |
222,45 |
26,49 |
284,83 |
59,81 |
284,83 |
21 |
|
325´15 |
42,95 |
275,39 |
32,79 |
352,61 |
74,05 |
352,61 |
22 |
|
377´8 |
33,59 |
174,83 |
27,08 |
223,85 |
60,43 |
23,85 |
23 |
|
377´10 |
33,96 |
217,35 |
27,83 |
278,3 |
61,23 |
278,3 |
24 |
|
377´12 |
40,45 |
259,39 |
30,89 |
332,13 |
69,75 |
332,13 |
25 |
|
377´15 |
50,15 |
321,58 |
38,29 |
411,76 |
86,47 |
411,76 |
26 |
|
426´10 |
38,42 |
246,37 |
29,31 |
315,45 |
66,24 |
315,45 |
27 |
|
426´12 |
45,88 |
294,22 |
35,03 |
376,72 |
79,11 |
376,72 |
28 |
|
426´15 |
56,94 |
365,12 |
43,48 |
467,5 |
98,18 |
467,5 |
29 |
|
465´8 |
41,8 |
216,52 |
33,54 |
277,24 |
74,85 |
277,24 |
30 |
|
465´10 |
42,12 |
269,47 |
34,5 |
315,03 |
75,9 |
345,03 |
31 |
|
465´12 |
50,21 |
321,94 |
38,34 |
412,22 |
86,56 |
412,22 |
32 |
|
465´15 |
62,34 |
399,76 |
47,6 |
511,86 |
107,49 |
511,86 |
33 |
|
465´18 |
68,33 |
494,21 |
47,69 |
610,13 |
108,6 |
610,13 |
34 |
|
465´20 |
75,59 |
546,67 |
52,64 |
674,9 |
120,13 |
674,9 |
35 |
|
465´25 |
93,42 |
675,65 |
65,06 |
834,14 |
148,48 |
834,14 |
36 |
|
530´6 |
41,36 |
186,2 |
30,04 |
238,41 |
67,23 |
238,41 |
37 |
|
530´8 |
47,6 |
247,33 |
38,31 |
316,68 |
85,50 |
316,68 |
38 |
|
530´10 |
48,11 |
307,96 |
39,43 |
394,32 |
86,75 |
394,32 |
39 |
|
530´12 |
57,41 |
368,13 |
43,84 |
471,36 |
98,99 |
471,36 |
40 |
|
530´15 |
71,35 |
457,52 |
54,48 |
585,81 |
132,02 |
585,81 |
41 |
|
630´6 |
49,26 |
221,73 |
35,77 |
283,91 |
80,06 |
283,91 |
42 |
|
630´8 |
57,07 |
294,7 |
45,66 |
377,34 |
101,88 |
377,34 |
43 |
|
630´10 |
57,36 |
367,19 |
47,01 |
470,15 |
103,44 |
470,15 |
44 |
|
630´12 |
68,5 |
439,2 |
52,3 |
562,36 |
48,1 |
562,36 |
45 |
|
630´15 |
85,21 |
546,35 |
65,06 |
099,55 |
146,91 |
699,55 |
46 |
|
Код графы |
01 |
02 |
03 |
04 |
05 |
06 |
- |
Привязка к ЕНиР § 22-18.
Глава 2. МЕХАНИЗИРОВАННАЯ РЕЗКА
§ 104. Резка листовой стали
А. ОДНИМ РЕЗАКОМ БЕЗ СНЯТИЯ КРОМКИ
Таблица 105. Нормы на 1 м реза
|
Толщина металла, мм |
Расход материалов по видам резки, л, с использованием |
Код строки |
|||
|
ацетилена |
пропан-бутановой смеси |
||||
|
ацетилен |
кислород |
пропан-бутан |
кислород |
||
|
5 |
9,72 |
45,56 |
7,65 |
60,75 |
01 |
|
6 |
11,66 |
54,67 |
9,18 |
72,9 |
02 |
|
8 |
14,58 |
75,91 |
10,95 |
97,2 |
03 |
|
10 |
14,82 |
94,89 |
11,54 |
121,5 |
04 |
|
12 |
17,76 |
113,87 |
13,56 |
145,8 |
05 |
|
14 |
20,75 |
132,85 |
15,82 |
170,1 |
06 |
|
16 |
21,77 |
157,46 |
16,33 |
194,4 |
07 |
|
18 |
24,49 |
177,15 |
17,06 |
218,7 |
08 |
|
20 |
27,22 |
196,83 |
18,95 |
243 |
09 |
|
25 |
34,02 |
246,04 |
23,69 |
303,75 |
10 |
|
30 |
40,82 |
295,24 |
28,43 |
364,5 |
11 |
|
40 |
42,28 |
374,22 |
28,51 |
486 |
12 |
|
50 |
46,17 |
534,6 |
31,59 |
607,5 |
13 |
|
60 |
47,39 |
648,81 |
34,26 |
720 |
14 |
|
70 |
49,59 |
679,03 |
35,86 |
762,96 |
15 |
|
80 |
57,55 |
788,05 |
39,84 |
885,45 |
16 |
|
90 |
59,56 |
815,48 |
43,07 |
916,27 |
17 |
|
100 |
64,9 |
888,55 |
46,92 |
998,37 |
18 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Привязка к ЕНиР § 22-12.
Б. ДВУМЯ РЕЗАКАМИ СО СНЯТИЕМ КРОМКИ С ОДНОЙ СТОРОНЫ ПОД УГЛОМ 45°
Таблица 106. Нормы на 1 м реза
|
Толщина металла, мм |
Расход материалов по видам резки, л, с использованием |
Код строки |
|||
|
ацетилена |
пропан-бутановой смеси |
||||
|
ацетилен |
кислород |
пропан-бутан |
кислород |
||
|
10 |
35,72 |
228,68 |
27,81 |
292,82 |
01 |
|
12 |
42,8 |
274,43 |
32,68 |
351,38 |
02 |
|
14 |
50,01 |
320,17 |
38,13 |
409,94 |
03 |
|
16 |
52,47 |
379,48 |
39,36 |
468,5 |
04 |
|
18 |
59,02 |
426,93 |
41,11 |
368,18 |
05 |
|
20 |
65,6 |
474,36 |
45,67 |
585,63 |
06 |
|
25 |
81,99 |
592,96 |
57,09 |
732,04 |
07 |
|
30 |
98,38 |
711,53 |
68,59 |
878,45 |
08 |
|
40 |
101,89 |
901,87 |
68,71 |
1171,26 |
09 |
|
50 |
111,27 |
1288,39 |
76,13 |
1464,08 |
10 |
|
60 |
114,21 |
1563,63 |
82,57 |
1756,89 |
11 |
|
70 |
119,51 |
1630,46 |
86,42 |
1824,63 |
12 |
|
80 |
138,7 |
1899,2 |
96,01 |
2133,93 |
13 |
|
90 |
143,54 |
1965,31 |
103,8 |
2208,21 |
14 |
|
100 |
150,41 |
2141,41 |
113,08 |
2406,07 |
15 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
§ 105. Резка труб
Таблица 107. Нормы на 1 перерез
|
Размеры трубы, мм |
Расход материалов по видам резки, л, с использованием |
Код строки |
|||
|
ацетилена |
пропан-бутановой смеси |
||||
|
ацетилен |
кислород |
пропан-бутан |
кислород |
||
|
45´3 |
1,28 |
5,76 |
0,93 |
7,38 |
01 |
|
45´4 |
1,66 |
7,49 |
1,21 |
9,6 |
02 |
|
57´3 |
1,64 |
7,4 |
1,2 |
9,49 |
03 |
|
57´4 |
2,15 |
9,69 |
1,56 |
12,41 |
04 |
|
76´5 |
3,60 |
16,22 |
2,62 |
20,78 |
05 |
|
89´5 |
4,26 |
19,19 |
3,09 |
24,58 |
06 |
|
108´6 |
6,21 |
27,97 |
4,51 |
35,81 |
07 |
|
133´6 |
7,74 |
34,81 |
5,61 |
44,58 |
08 |
|
133´8 |
10,15 |
45,68 |
7,36 |
58,50 |
09 |
|
159´8 |
12,26 |
55,19 |
8,9 |
70,66 |
10 |
|
219´6 |
12,97 |
58,4 |
9,42 |
74,79 |
11 |
|
219´8 |
14,14 |
77,14 |
10,44 |
98,78 |
12 |
|
219´10 |
14,9 |
96,09 |
11,37 |
122,3 |
13 |
|
219´12 |
17,71 |
114,2 |
13,52 |
145,4 |
14 |
|
273´8 |
21,51 |
96,86 |
11,53 |
124,02 |
15 |
|
273´10 |
21,74 |
120,33 |
14,3 |
153,84 |
16 |
|
273´12 |
22,32 |
143,09 |
17,03 |
183,21 |
17 |
|
273´15 |
30,15 |
193,36 |
23,02 |
247,58 |
18 |
|
325´8 |
23,74 |
115,86 |
18,69 |
148,35 |
19 |
|
325´10 |
25,45 |
143,91 |
19,14 |
184,27 |
20 |
|
325´12 |
26,76 |
171,6 |
20,44 |
219,72 |
21 |
|
325´15 |
33,13 |
212,44 |
25,3 |
272,01 |
22 |
|
377´8 |
26,96 |
134,87 |
20,76 |
172,68 |
23 |
|
377´10 |
29,15 |
167,67 |
22,97 |
214,69 |
24 |
|
377´12 |
31,21 |
200,1 |
23,83 |
256,22 |
25 |
|
377´15 |
38,69 |
248,08 |
29,54 |
317,64 |
26 |
|
426´10 |
29,64 |
190,05 |
22,63 |
243,35 |
27 |
|
426´12 |
35,39 |
226,97 |
27,02 |
290,61 |
28 |
|
426´15 |
43,93 |
281,65 |
33,54 |
360,64 |
29 |
|
465´8 |
34,11 |
167,03 |
24,95 |
213,87 |
30 |
|
465´10 |
36,42 |
207,88 |
26,75 |
266,17 |
31 |
|
465´12 |
38,73 |
248,35 |
29,57 |
318 |
32 |
|
465´15 |
48,1 |
308,39 |
36,73 |
394,86 |
33 |
|
465´18 |
52,71 |
381,24 |
36,71 |
470,67 |
34 |
|
465´20 |
58,31 |
421,71 |
40,65 |
520,64 |
35 |
|
465´25 |
72,07 |
521,22 |
50,19 |
613,48 |
36 |
|
530´6 |
31,91 |
143,64 |
23,17 |
183,92 |
37 |
|
530´8 |
37,39 |
190,8 |
28,78 |
244,3 |
38 |
|
530´10 |
42,05 |
237,56 |
30,29 |
304,19 |
39 |
|
530´12 |
44,29 |
283,99 |
33,82 |
363,62 |
40 |
|
530´15 |
55,04 |
352,94 |
42,02 |
451,91 |
41 |
|
630´6 |
38 |
171,05 |
27,6 |
219,02 |
42 |
|
630´8 |
45,5 |
227,34 |
33,68 |
291,1 |
43 |
|
630´10 |
50,18 |
283,73 |
36,73 |
362,69 |
44 |
|
630´12 |
52,84 |
338,81 |
40,35 |
433,82 |
45 |
|
630´15 |
65,73 |
421,47 |
50,19 |
539,65 |
46 |
|
Код графы |
01 |
02 |
03 |
04 |
- |
Примечание. При резке со скосом кромки под углом 50 и 30° нормы необходимо увеличивать соответственно в 1,55 и 1,16 раза.
СОДЕРЖАНИЕ
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/10452
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|