
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
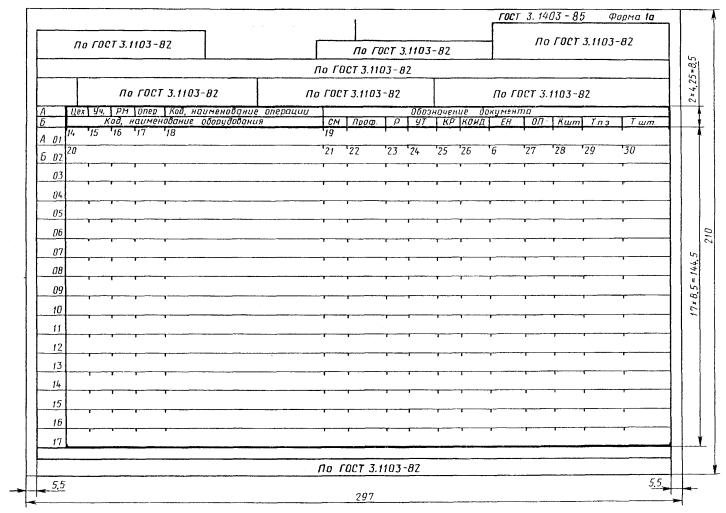
Вернуться в "Каталог СНиП"ГОСТ 3.1403-85 ЕСТД. Формы и правила оформления документов на технологические процессы и операции ковки и штамповки.ГОСТ 3.1403-85 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ЕДИНАЯ СИСТЕМА ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ ФОРМЫ И ПРАВИЛА ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 01.01.87 Настоящий стандарт устанавливает виды и комплектность документов, применяемых при разработке и оформлении комплектов документов на технологические процессы ковки и штамповки, а также формы и правила оформления технологических документов. 1. ВИДЫ И КОМПЛЕКТНОСТЬ ТЕХНОЛОГИЧЕСКИХ ДОКУМЕНТОВ1.1. Виды и назначение технологических документов (далее - документов), разрабатываемых с применением различных методов проектирования на технологические процессы (далее - процессы) ковки и штамповки, приведены в табл. 1. Таблица 1
Примечание. 1.2. Комплектность документов на единичные, типовые и групповые технологические процессы (ЕТП, ТТП и ГТП) устанавливает разработчик документов в соответствии с табл. 2. Таблица 2
Примечания: 1. 2. 3. Применение дополнительных видов документов, не указанных в табл. 2, устанавливают в отраслевых нормативно-технических документах (НТД) или в стандартах предприятий (организаций). 4. В пятом варианте документ МК/ОК следует применять обязательно при операционном описании процесса. 1.3. Комплектность документов на процессы ковки и штамповки следует устанавливать применительно к условиям предприятия (организации). При выборе вариантов ограничительного комплекта документов следует исходить из условий оптимизации документооборота предприятия (организации) в целом, решения необходимого комплекса соответствующих инженерно-технических задач и удобства применения документов на рабочих местах. 2. ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ2.1. КТП следует составлять по формам 1, 1а или 2, 2а. 2.2. Графы форм КТП следует заполнять в соответствии с табл. 3. Таблица 3
2.3. Размеры граф формы КТП следует выбирать в соответствии с табл. 4, исходя из шага печатающих устройств 2,6 мм. Таблица 4
Примечания: 1. В графе «Кол. знаков» указано число знаков, соответствующее ширине данной графы. 2. Максимальное количество знаков, вносимых в графы, на один знак меньше числа знаков, указанных в табл. 4. 3. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа. 4. Допускается графу 8 увеличивать на один знак за счет уменьшения количества знаков граф 32 и 13 в случае, когда КИМ указывают с точностью до третьего знака. 2.4. Разделение граф следует производить вертикальными отрезками прямой линии длиной 0,5-1,5 мм. При автоматизированном проектировании разделение граф по вертикали и разделение строк по горизонтали следует выполнять наборами соответствующих символов по ГОСТ 27464. Количество строк для указанных форм документов следует выбирать исходя из высоты формата документа по ГОСТ 2.004. Примечания: 1. Допускается разделять графы сплошной вертикальной линией на всю высоту строки, при этом допускается разделять графы не на каждой строке, а выборочно. 2. При применении автоматизированных методов проектирования документов допускается выполнять формы с учетом максимальной возможности размещения печатаемых символов на одной строке для различных алфавитно-цифровых печатающих устройств (АЦПУ) ЭВМ без разделения строк. Увеличение ширины формата формы документов выполняют за счет изменения размеров граф: 13, 18, 20, 32, 34, 35. 3. В целях различия бланков для форм документов, применяемых в условиях САПР, следует добавлять дополнительно слово «САПР», например «Форма 1 САПР». 4. При автоматизированной разработке с применением максимальной значности печатающих устройств ЭВМ (128 знаков) допускается в документах не выполнять крайние вертикальные линии, ограничивающие ширину формата. 2.5. Пример построения формы КТП для автоматизированного проектирования документов на АЦПУ вывода ЭВМ с шагом печатающих устройств - 2,6 мм приведен в приложении 1. 2.6. Графы формы КТП следует заполнять построчно с привязкой к соответствующим служебным символам, указанным в табл. 5. Таблица 5
Примечания: 1. Режимы обработки записывают на одной строке с описанием содержания операции (перехода). 2. Допускается записывать на одной строке информацию, относящуюся к служебному символу «А» с информацией под символом «Б». В этом случае строке присваивают служебный символ «А» (см. приложение 3 - пример оформления КТИ). 2.7. При применении форм МК для разработки процессов ковки и штамповки их оформление выполняют в соответствии с требованиями ГОСТ 3.1118. 2.8. Изображение эскиза следует выполнять на карте эскизов или в нижней зоне формы технологического документа. В этом случае нижней зоне поля КТИ, занятой графическим изображением, должен быть присвоен служебный символ «0». Допускается вносить дополнительную информацию, а также производить запись технических требований в свободной части зоны, отведенной для эскиза. 2.9. Правила оформления комплектов документов на ЕТП - по ГОСТ 3.1119. Правила оформления ТТП(ГТП) - по ГОСТ 3.1121. 2.10. Примеры оформления КТП, МК/КТТП, МК/КТИ и МК/ОК приведены в приложениях 2-4. Карта технологического процесса ковки и горячей
штамповки
Карта технологического процесса ковки и горячей штамповки (последующие листы)
Карта технологического
процесса ковки и горячей штамповки
Карта технологического процесса ковки и горячей
штамповки ПРИЛОЖЕНИЕ 1
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 27464-87 |
5. ПЕРЕИЗДАНИЕ. Май 2001 г.
СОДЕРЖАНИЕ
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/11623
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|