
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 10110-87* Круги алмазные отрезные формы 1А1R Технические условия.
государственный стандарт союза ССР КРУГИ
АЛМАЗНЫЕ ОТРЕЗНЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ ГОСТ
10110-87 ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Содержание
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
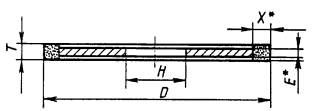
Дата введения 01.07.89 Настоящий стандарт распространяется на алмазные отрезные круги для резки неметаллических материалов, изготовляемые для нужд народного хозяйства и экспорта. Требования стандарта в части разд. 1, 2 (кроме п. 2.4), п. 3.1, разд. 4 и 5 являются обязательными, другие требования стандарта являются рекомендуемыми. Требования по безопасности изложены в п. 2.12. (Измененная редакция, Изм. № 1). 1. РАЗМЕРЫ1.1. Размеры кругов должны соответствовать указанным на чертеже и в табл. 1.
* Размеры для справок. Примечание. По заказу потребителя круги должны изготовляться с прорезями на корпусе. Таблица 1 мм
Примечания: 1. По согласованию изготовителя с потребителем допускается изготовлять крути с другими значениями размеров Т и Н. 2. Размеры, указанные в скобках, применять не рекомендуется. Пример условного обозначения алмазного отрезного круга диаметром D = 100 мм, диаметром посадочного отверстия Н = 20 мм, высотой Т = 0,6 мм, толщиной алмазоносного слоя X = 5 мм из алмазных порошков марки A3 зернистостью 80/63, относительной концентрацией алмазов 50, на металлической связке марки М2-01: 2726-0163 A3 80/63 50 М2-01 ГОСТ 10110-87 (Поправка) (Измененная редакция, Изм. № 1). 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ2.1. Круги должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке. 2.2. (Исключен, Изм. № 1). 2.3. Для изготовления алмазоносного слоя должны применяться алмазные порошки по ГОСТ 9206 или другой НТД. Примечания: 1. Допустимый диапазон зернистостей алмазного порошка в зависимости от высоты круга указан в приложении 1. 2. Масса алмазов в кругах указана в приложении 2. 2.4. Относительная концентрация алмазов в алмазоносном слое должна быть 25, 50, 75 и 100. 2.3, 2.4. (Измененная редакция, Изм. № 1). 2.5. Корпус круга должен изготовляться из холоднокатаной стали марок 08кп по ГОСТ 1050, У10А по ГОСТ 1435 или 65Г по ГОСТ 14959. Сортамент проката из стали марки 08кп для кругов диаметром до 350 мм включ. должен соответствовать ГОСТ 503 (состояние материала - ОМ, точность изготовления - ТШ, вид и качество поверхности - 1-я группа, кромки обрезанные), для кругов диаметром более 350 мм - ГОСТ 19904 (точность проката - А, плоскостность - ПУ, характер кромки - О). Сортамент проката из стали марок У10А и 65Г для кругов диаметром до 450 мм включ. должен соответствовать ГОСТ 2283 (точность изготовления - ТШ, вид поверхности - С, кромки обрезанные, вид обработки - отожженная). Допускается декоративное покрытие поверхности корпусов. Допускается применение стали других марок, по механическим свойствам не уступающих вышеуказанным. 2.6. Алмазные зерна на рабочей поверхности должны быть вскрыты. 2.7. Зазоры и отслаивания в месте соединения алмазоносного слоя с корпусом круга, а также трещины и сколы на поверхности алмазоносного слоя круга не допускаются. На поверхности корпусов допускаются следы рихтовки. 2.8. Допуск симметричности расположения алмазоносного слоя относительно корпуса круга высотой 0,6 мм и более - по 12-й степени точности по ГОСТ 24643. 2.9. Допуски радиального и торцевого биения круга относительно оси отверстия не должны превышать значений, указанных в табл. 2. Таблица 2 мм
(Измененная редакция, Изм. № 1). 2.10. Разновысотность круга не должна превышать 0,02 мм для Т = 0,15 мм; 0,03 мм - для Т ≤ 0,8 мм; 0,06 мм - для Т > 0,8 мм. 2.11. Удельный расход алмазов, режущая способность кругов из алмазного порошка марок А, АС50, АС65 должны соответствовать указанным в табл. 3 и 3а. Резание листового стекла микротвердостью 5400-6200 МПа Таблица 3
Резание технического ситалла микротвердостью 8000-12000 МПа Таблица 3а
2.12. Механическая прочность соединения корпуса круга с алмазоносным слоем должна обеспечивать его работу с рабочей скоростью 25 м/с для кругов диаметром до 200 мм и 35 м/с - более 200 мм. Требования безопасности работы с кругами - по ГОСТ 12.3.023. 2.11, 2.12. (Измененная редакция, Изм. № 1). 2.13. На корпусе кругов диаметром 125 мм и более, высотой 0,8 мм и более должна быть нанесена следующая маркировка: - товарный знак предприятия-изготовителя; - условное обозначение круга; - номер круга по системе нумерации предприятия-изготовителя; - год изготовления (две последние цифры). 2.14. На корпусе кругов диаметром менее 125 мм, высотой менее 0,8 мм наносят следующую маркировку: - товарный знак предприятия-изготовителя; - марку и зернистость алмазного порошка; - год изготовления (две последние цифры). Маркировку по п. 2.13 наносят на этикетку или ярлык. 2.15. (Исключен, Изм. № 1). 2.16. Знаки маркировки на кругах должны быть выполнены шрифтом Пр3 высотой не менее 2,5 мм по ГОСТ 26.020. 2.17. Каждый крут или партия кругов должны сопровождаться документом, содержащим: - товарный знак предприятия-изготовителя; - условное обозначение круга; - массу алмазов в граммах (каратах); - номер круга по системе нумерации предприятия-изготовителя; - дату изготовления; - штамп ОТК. (Измененная редакция, Изм. № 1). 2.18. (Исключен, Изм. № 1). 2.19. Вариант защиты - ВЗ-1, вариант упаковки - ВУ-1 по ГОСТ 9.014. 2.20. Круги должны быть упакованы в ящики по ГОСТ 5959. (Измененная редакция, Изм. № 1). 2.21. Масса брутто - не более 8 кг. 2.22. Остальные требования к маркировке и упаковке - по ГОСТ 18088. (Измененная редакция, Изм. № 1). 3. ПРАВИЛА ПРИЕМКИ3.1. Для проверки соответствия кругов требованиям настоящего стандарта проводят приемочный контроль и периодические испытания. 3.2. Приемочному контролю на соответствие требованиям п. 2.7 подвергают каждый круг, на соответствие требованиям пп. 1.1, 2.6, 2.8, 2.9 и 2.10 - 5 % кругов от партии, но не менее 5 шт. 3.3. Партия должна состоять из кругов, изготовленных при одном технологическом режиме и одновременно предъявленных к приемке по одному документу. 3.4. Если при приемочном контроле установлено несоответствие требованиям стандарта более чем по одному контролируемому показателю, то партию не принимают. Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве кругов по всем показателям. При наличии дефектов в повторной выборке партию не принимают. 3.5. Периодическим испытаниям на соответствие требованиям п. 2.11 подвергают не менее трех кругов одной характеристики не реже одного раза в 6 мес. Допускается проведение испытаний у потребителя в производственных условиях. 4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ4.1. Размеры кругов, допуски форм и расположения поверхностей контролируют средствами измерения, обеспечивающими точность измерения по ГОСТ 8.051. 4.2. Вскрытие алмазов, наличие дефектов на круге и внешний вид кругов контролируют сравнением с контрольным образцом, утвержденным в установленном порядке. 4.3. Радиальное биение кругов контролируют по алмазоносному слою. Торцевое биение контролируют по корпусу круга на расстоянии 5 мм от алмазоносного слоя по методике, утвержденной в установленном порядке. Круг должен быть закреплен во фланцах на оправке. Биение оправки не должно превышать 0,01 мм. Диаметр прижимных фланцев должен быть 0,5 наружного диаметра. 4.4. Разновысотность кругов контролируют в четырех диаметрально противоположных точках. 4.5. Контроль показателей кругов по п. 2.11 должен производиться по методике, утвержденной в установленном порядке. 5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕТранспортирование и хранение кругов - по ГОСТ 18088. (Измененная редакция, Изм. № 1). 6. УКАЗАНИЕ ПО ЭКСПЛУАТАЦИИКруги диаметром 150 мм и более с фланцами должны быть статически отбалансированы потребителем. Для дальнейшей работы круги должны использоваться с фланцами, на которых производилась балансировка. Для кругов диаметром до 100 мм с размером h до 0,2 мм диаметр прижимных фланцев должен быть равен 0,8 наружного диаметра круга, для остальных кругов - 0,5. ПРИЛОЖЕНИЕ 1
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
Высота круга Т, мм |
Зернистость алмазного порошка |
|
0,15 |
50/40-63/50 |
|
0,25; 0,30 |
63/50-80/63 |
|
0,45; 0,50 |
80/63-125/100 |
|
0,60; 0,80 |
100/80-160/125 |
|
1,00; 1,20 |
125/100-250/200 |
|
1,50; 1,90; 2,00 |
250/200-315/250 |
|
2,20; 2,40 |
250/200-400/315 |
ПРИЛОЖЕНИЕ 2
Справочное
МАССА АЛМАЗОВ В КРУГАХ
Таблица 5
|
Обозначение круга |
Масса алмазов в каратах при относительной концентрации |
|||
|
25 |
50 |
75 |
100 |
|
|
2726-0121 |
0,06 |
0,12 |
0,18 |
0,24 |
|
2726-0671 |
0,20 |
0,40 |
0,60 |
0,80 |
|
2726-0125 |
0,40 |
0,80 |
1,20 |
1,60 |
|
2726-0127 |
0,80 |
1,50 |
2,30 |
3,00 |
|
2726-0672 |
1,20 |
2,30 |
3,50 |
4,60 |
|
2726-0136 |
0,30 |
0,60 |
0,90 |
1,20 |
|
2726-0138 |
0,73 |
1,45 |
2,20 |
2,90 |
|
2726-0141 |
0,95 |
1,90 |
2,90 |
3,80 |
|
2726-0143 |
0,44 |
0,88 |
1,30 |
1,75 |
|
2726-0145 |
0,65 |
1,30 |
1,95 |
2,60 |
|
2726-0158 |
0,50 |
1,00 |
1,50 |
2,00 |
|
2726-0161 |
0,73 |
1,45 |
2,20 |
2,90 |
|
2726-0163 |
0,98 |
1,95 |
2,95 |
3,90 |
|
2726-0165 |
1,30 |
2,60 |
3,90 |
5,20 |
|
2726-0167 |
1,60 |
3,20 |
4,80 |
6,50 |
|
2726-0181 |
0,92 |
1,85 |
2,80 |
3,70 |
|
2726-0183 |
1,25 |
2,50 |
3,70 |
5,00 |
|
2726-0185 |
1,65 |
3,30 |
5,00 |
6,60 |
|
2726-0187 |
2,10 |
4,20 |
6,30 |
8,40 |
|
2726-0189 |
2,50 |
5,00 |
7,50 |
10,00 |
|
2726-0205 |
1,12 |
2,25 |
3,40 |
4,50 |
|
2726-0207 |
1,50 |
3,00 |
4,50 |
6,00 |
|
2726-0209 |
2,00 |
4,00 |
6,00 |
8,00 |
|
2726-0212 |
2,50 |
5,00 |
7,50 |
10,00 |
|
2726-0214 |
3,00 |
6,00 |
9,00 |
12,00 |
|
2726-0216 |
3,70 |
7,50 |
11,30 |
15,00 |
|
2726-0673 |
3,90 |
7,70 |
11,60 |
15,50 |
|
2726-0674 |
4,80 |
9,70 |
14,60 |
19,40 |
|
2726-0675 |
7,30 |
14,50 |
21,80 |
29,00 |
|
2726-0218 |
1,75 |
3,50 |
5,30 |
7,00 |
|
2726-0221 |
2,35 |
4,70 |
7,10 |
9,40 |
|
2726-0223 |
2,95 |
5,90 |
8,80 |
11,70 |
|
2726-0225 |
4,40 |
8,80 |
13,20 |
17,60 |
|
2726-0676 |
4,60 |
9,10 |
13,70 |
18,30 |
|
2726-0677 |
5,70 |
11,40 |
17,10 |
22,80 |
|
2726-0678 |
8,60 |
17,10 |
25,60 |
34,00 |
|
2726-0227 |
2,70 |
5,40 |
8,10 |
10,80 |
|
2726-0229 |
3,40 |
6,70 |
10,10 |
13,50 |
|
2726-0232 |
4,00 |
8,10 |
12,10 |
16,20 |
|
2726-0234 |
5,00 |
10,00 |
15,00 |
20,00 |
|
2726-0236 |
6,70 |
13,50 |
20,20 |
27,00 |
|
2726-0238 |
7,40 |
14,80 |
22,20 |
29,60 |
|
2726-0679 |
5,30 |
10,50 |
15,80 |
21,00 |
|
2726-0681 |
6,60 |
13,10 |
19,70 |
26,30 |
|
2726-0682 |
8,00 |
16,00 |
24,00 |
32,00 |
|
2726-0683 |
9,90 |
19,70 |
28,00 |
39,00 |
|
2726-0684 |
14,50 |
29,00 |
43,00 |
58,00 |
|
2726-0241 |
6,30 |
12,70 |
19,00 |
25,40 |
|
2726-0243 |
8,50 |
17,00 |
25,50 |
34,00 |
|
2726-0245 |
9,30 |
18,60 |
27,90 |
37,00 |
|
2726-0685 |
12,40 |
24,90 |
37,00 |
50,00 |
|
2726-0686 |
16,60 |
33,00 |
50,00 |
66,00 |
|
2726-0687 |
18,30 |
36,00 |
55,00 |
73,00 |
|
2726-0695; 2726-0688 |
7,50 |
15,00 |
22,50 |
30,00 |
|
2726-0696; 2726-0689 |
10,00 |
20,00 |
30,00 |
40,00 |
|
2726-0697; 2726-0691 |
11,20 |
22,50 |
34,00 |
45,00 |
|
2726-0698; 2726-0692 |
15,10 |
30,00 |
45,00 |
60,00 |
|
2726-0699; 2726-0693 |
19,00 |
38,00 |
57,00 |
76,00 |
|
2726-0701; 2726-0694 |
22,00 |
44,00 |
66,00 |
88,00 |
|
2726-0706; 2726-0702 |
9,00 |
18,00 |
27,00 |
36,00 |
|
2726-0707; 2726-0703 |
13,00 |
26,00 |
39,00 |
52,00 |
|
2726-0708; 2726-0704 |
17,60 |
35,00 |
53,00 |
70,00 |
|
2726-0709; 2726-0705 |
25,80 |
52,00 |
78,00 |
103,00 |
|
2726-0265; 2726-0711 |
13,00 |
26,00 |
39,00 |
52,00 |
|
2726-0267; 2726-0712 |
15,00 |
30,00 |
45,00 |
60,00 |
|
2726-0715; 2726-0713 |
25,60 |
51,00 |
77,00 |
102,00 |
|
2726-0716; 2726-0714 |
29,60 |
59,00 |
89,00 |
118,00 |
|
2726-0272; 2726-0717 |
18,00 |
36,00 |
54,00 |
72,00 |
|
2726-0719; 2726-0718 |
36,00 |
73,00 |
110,00 |
146,00 |
|
2726-0276; 2726-0721 |
20,50 |
41,00 |
62,00 |
82,00 |
|
2726-0723; 2726-0722 |
41,00 |
81,00 |
122,00 |
162,00 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной инструментальной промышленности СССР
РАЗРАБОТЧИКИ
В.А. Климов, канд. техн. наук, Р.Ф. Кохан, канд. техн. наук (руководитель темы), А.Е. Горбунов, канд. техн. наук, Ю.С. Сире, канд. техн. наук, СБ. Белявская, И.П. Даньковская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.10.87 № 4047
Изменение № 1. Принято Межгосударственным Советом по стандартизации, метрологии и сертификации 15.04.94 (отчет Технического секретариата № 2)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Белоруссия |
Белстандарт |
|
Республика Грузия |
Грузстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Киргизская Республика |
Киргизстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3. Стандарт полностью соответствует СТ СЭВ 5906-87
4. ВЗАМЕН ГОСТ 10110-78
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер раздела, пункта |
Обозначение НТД, на который дана ссылка |
Номер раздела, пункта |
|
ГОСТ 8.051-81 |
ГОСТ 2283-79 |
||
|
ГОСТ 5959-80 |
|||
|
ГОСТ 12.3.023-80 |
ГОСТ 9206-80 |
||
|
ГОСТ 18088-83 |
|||
|
ГОСТ 1435-90 |
ГОСТ 24643-81 |
6. Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ПЕРЕИЗДАНИЕ (январь 1998 г.) с Изменением № 1, утвержденным в марте 1995 г. (ИУС 6-95)
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/16196
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|