
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 10450-78* Шайбы уменьшенные. Классы точности А и С. Технические условия.ГОСТ 10450-78 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ШАЙБЫ УМЕНЬШЕННЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
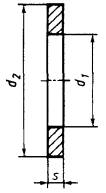
Постановлением Государственного комитета стандартов Совета Министров СССР от 26.06.78 № 76 дата введения установлена 01.01.79 Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93) Настоящий стандарт распространяется на уменьшенные шайбы классов точности А и С для крепежных деталей диаметром резьбы от 1 до 48 мм. (Измененная редакция, Изм. № 1, 2). 1. КОНСТРУКЦИЯ И РАЗМЕРЫ1.1. Конструкция и размеры шайб должны соответствовать указанным на чертеже и в таблице.
Пример условного обозначения уменьшенной шайбы для крепежной детали с диаметром резьбы 12 мм с толщиной, установленной в стандарте, из стали марки 08кп, с цинковым покрытием толщиной 6 мкм хроматированным: Шайба 12.01.08кп. 016 ГОСТ 10450-78 1.2. По согласованию между изготовителем и потребителем допускается: - изготовлять шайбы с другими толщинами; - изготовлять шайбы с внутренними диаметрами 12,5; 14,5 и 16,5 мм. 1.1, 1.2. (Измененная редакция, Изм. № 1). 1.3. Теоретическая масса шайб приведена в приложении. (Введен дополнительно, Изм. № 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ2.1. Технические требования - по ГОСТ 18123-82. (Измененная редакция, Изм. № 1). 2.2, 2.3. (Исключены, Изм. № 1). 2.4. Временная противокоррозионная защита, упаковка и маркировка тары - по ГОСТ 18160-72. (Введен дополнительно, Изм. № 2). 3. ПРАВИЛА ПРИЕМКИ3.1. Правила приемки шайб - по ГОСТ 17769-83. (Измененная редакция, Изм. № 1). 4. МЕТОДЫ КОНТРОЛЯ4.1. Методы контроля шайб - по ГОСТ 18123-82. Разд. 5. (Исключен, Изм. № 2). ПРИЛОЖЕНИЕСправочное Масса стальных шайб
Примечание. Для определения массы шайб, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициенты: 0,356 - для алюминиевого сплава; 0,970 - для бронзы; 1,080 - для латуни. СОДЕРЖАНИЕ
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/16424
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|