
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 10753-86 Шлицы крестообразные для винтов и шурупов. Размеры и методы контроля.МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
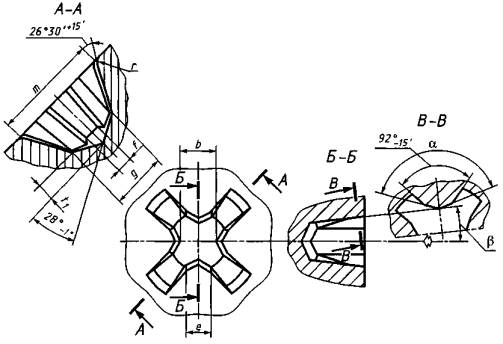
Дата введения 01.01.88 Настоящий стандарт распространяется на крестообразные шлицы типов H и Z для головок винтов и шурупов и устанавливает размеры шлицев, метод измерения глубины вхождения калибра в шлиц и размеры калибра для контроля шлицев. 1. РАЗМЕРЫ 1.1. Размеры крестообразных шлицев типа H должны соответствовать указанным на черт. 1 и в табл. 1.
Значения m устанавливают в стандартах на изделия конкретного типа мм
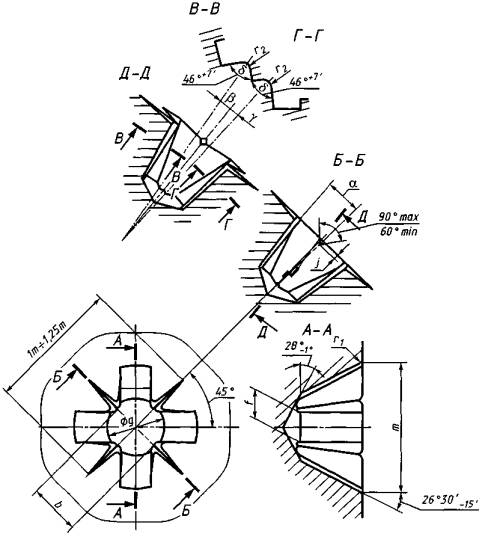
Примечание. Для шлица с номером 0 вместо угла α должно быть скругление радиусом не менее 0,25 и не более 0,36 мм. 1.2. Размеры крестообразных шлицев типа Z должны соответствовать указанным на черт. 2 и в табл. 2.
Значения m устанавливают в стандартах на изделия конкретного типа мм
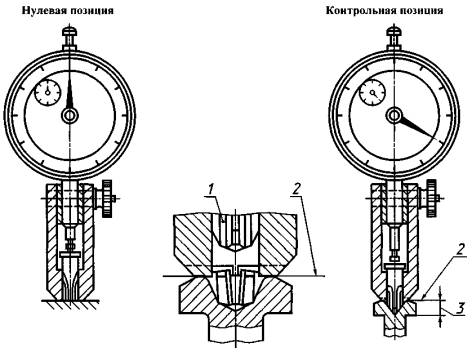
2. МЕТОДЫ КОНТРОЛЯ 2.1. Размеры шлицев контролируют комплексным калибром путем измерения глубины вхождения калибра в шлиц. Глубину вхождения калибра в шлиц указывают в стандартах на крепежные изделия конкретного типа. Глубину вхождения калибра в шлиц измеряют при помощи глубиномера (черт. 3). Конец калибра идентичен концу соответствующей отвертки. Втулка служит для направления калибра и для фиксации соответствующей контрольной плоскости. Контрольная плоскость проходит через точки пересечения выступов шлица с верхней поверхностью головки. Опорную плоскость фиксируют при помощи опорных выступов втулки.
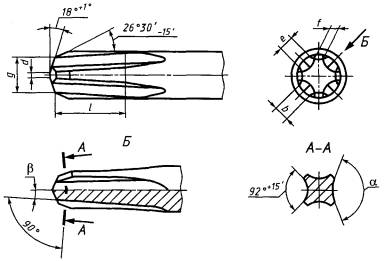
1 - калибр; 2 - контрольная плоскость; 3 - глубина вхождения калибра в шлиц Глубину вхождения калибра в шлиц измеряют от контрольной плоскости при помощи измерительного прибора с круговой шкалой. Нулевая позиция глубиномера может быть установлена на плоской поверхности. 2.2. Размеры конца калибра для контроля крестообразного шлица типа H должны соответствовать указанным на черт. 4 и в табл. 3.
1 - минимальная длина правильной формы мм
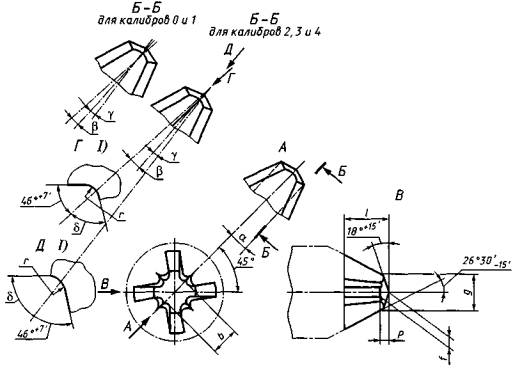
Примечание. Для калибра с номером 0 вместо угла а должно быть скругление радиусом r = (0,25 ± 0,025) мм. 2.3. Размеры конца калибра для контроля крестообразного шлица типа Z должны соответствовать указанным на черт. 5 и в табл. 4.
l - минимальная длина правильной формы
ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Всесоюзным Научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ) 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 19.12.86 № 4115 3. Стандарт полностью соответствует СТ СЭВ 1017-86 4. Стандарт полностью соответствует международному стандарту ИСО 4757-83 5. ВЗАМЕН ГОСТ 10753-80 6. ПЕРЕИЗДАНИЕ
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/16631
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|