
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
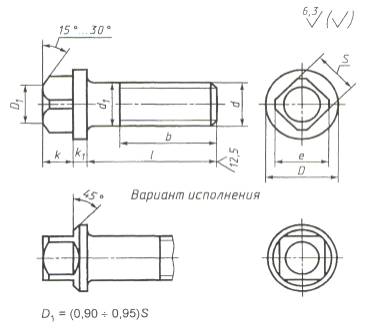
Вернуться в "Каталог СНиП"ГОСТ 1488-84* Винты установочные с квадратной головкой и буртиком классов точности А и В. Конструкция и размеры.
Дата введения 01.01.86 1. Настоящий стандарт
распространяется на винты с номинальным диаметром резьбы от 5 до 2. Конструкция и размеры винтов должны соответствовать указанным на чертеже и в таблице.
Примечание. Знаком × отмечены винты с резьбой до головки. Пример условного
обозначения винта класса точности В,
диаметром резьбы d = Винт В. 10-6g×25.14H ГОСТ 1488-84 Тоже, класса точности А, класса прочности 45Н, из стали 40Х с химическим окисным покрытием, пропитанным маслом: Винт A.M10-6g×25.45H.40X.05 ГОСТ 1488-84 То же, из латуни ЛС 59-1, без покрытия: Винт A.M10-6g×25.32 ГОСТ 1488-84 1, 2. (Измененная редакция, Изм. № 1). 3. Резьба - по ГОСТ 24705, шаг резьбы - крупный. Сбег и недорез резьбы - нормальные по ГОСТ 10549. 4. Радиус под головкой - по ГОСТ 24670. 5. Конец винта - плоский по ГОСТ 12414. 6. Допуски и методы контроля размеров, отклонений формы и расположения поверхностей - по ГОСТ 1759.1. 7. Дефекты поверхности и методы контроля - по ГОСТ 1759.2. 8. Механические свойства и методы испытаний винтов: из углеродистой и легированной стали - по ГОСТ 25556, из коррозионно-стойкой, жаропрочной, теплоустойчивой стали и из цветных сплавов - по ГОСТ 1759.1, ГОСТ 1759.2, ГОСТ 1759.4. (Измененная редакция, Изм. № 1). 9. Винты должны изготовляться с покрытиями: цинковым хроматированным, кадмиевым хроматированным, никелевым, окисным, пропитанным маслом, фосфатным, пропитанным маслом, или без покрытия. 10. Остальные технические требования - по ГОСТ 1759.0. (Измененная редакция, Изм. № 1). 11. Теоретическая масса винтов указана в приложении. ПРИЛОЖЕНИЕ Теоретическая масса 1000 шт. стальных винтов, кг
Примечание. Для определения массы винтов, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициент: 0,356 - для алюминиевого сплава, 0,97 - для бронзы, 1,08 - для латуни. ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. № 1). ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР РАЗРАБОТЧИКИ В.Г. Серегин, А.М. Свиридов, Н.И. Антонова, Н.И. Денисова 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 08.05.84 № 1590 3. ВЗАМЕН ГОСТ 1488-75 4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. ИЗДАНИЕ с Изменением №
1, утвержденным в июле
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/19826
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|