
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 20868-81* Стойки установочные крепежные. Технические требования.МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Постановлением Государственного комитета СССР
по стандартам от 15 апреля с 01.07.82 Ограничение срока действия снято Постановлением Госстандарта от 10.09.92 № 1166 1. Настоящий стандарт распространяется на металлические крепежные установочные стойки, предназначенные для монтажа радиоэлектронной аппаратуры, и устанавливает технические требования, предъявляемые к ним. 2. Крепежные установочные стойки следует изготовлять в соответствии с требованиями настоящего стандарта по ГОСТ 20862-81 - ГОСТ 20867-81. (Поправка). 3. Резьбы - по ГОСТ
24705-81*, поля допусков для резьбовых концов при шаге Р < 0,8 - 4. Размеры сбегов резьбы, недорезов (недокатов) и фасок на конце резьбы стоек - по ГОСТ 10549-80. * С 1 июля 3, 4. (Измененная редакция, Изм. №1). 5. Неуказанные предельные отклонения размеров: отверстий - Н14, валов - h14,
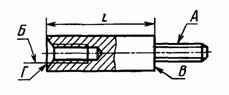
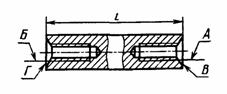
остальных - ± 6. Допуски формы и расположения поверхностей установлены в зависимости от степени точности установочных стоек. 6.1. Допуск соосности оси отверстия Б относительно оси поверхности А (черт. 1) или относительно отверстия А (черт. 2) должен соответствовать приведенной в таблице.
мм
6.2.Допуск
перпендикулярности поверхности В относительно оси отверстия
(поверхности) А для стоек нормальной точности - не более 6.3. Допуск
параллельности поверхности Г
относительно поверхности В для стоек нормальной точности - не более Примечание. Степень точности стоек устанавливается в конструкторской документации в соответствии с техническими требованиями, предъявляемыми к разрабатываемой аппаратуре. 6.4. Неуказанные допуски формы и расположения поверхностей - в пределах поля допуска на соответствующие размеры. (Измененная редакция, Изм. № 1). 7. На поверхности стоек не допускаются острые кромки, трещины, заусенцы, следы от коррозии и другие дефекты. 8. В резьбовых отверстиях не допускаются рваные края и выкрашивание ниток резьбы, если они по глубине выходят за пределы среднего диаметра или их длина превышает половину витка. 9. На резьбовых концах не допускается уменьшение высоты профиля резьбы с уменьшением наружного диаметра резьбы более чем на двух концевых витках.
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/24004
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|