
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 2209-90 Пластины твердосплавные напаиваемые для режущего инструмента. Технические условия.МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 01.07.93 Настоящий стандарт распространяется на твердосплавные пластины напаиваемые на режущий инструмент для обработки резанием металлов и неметаллических материалов. Требования стандарта в части разд. 1, 2, 4, 5 являются обязательными. Содержание 1. КОНСТРУКЦИЯ И РАЗМЕРЫКонструкция и размеры - по ГОСТ 25394 - ГОСТ 25402; ГОСТ 25404 - ГОСТ 25409; ГОСТ 25411; ГОСТ 25412; ГОСТ 25414 - ГОСТ 25416, ГОСТ 25419 - ГОСТ 25426; ГОСТ 17163; ГОСТ 20312. 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ2.1. Пластины должны изготавливаться в соответствии с требованиями настоящего стандарта. 2.2. Пластины должны изготавливаться из твердого сплава по ГОСТ 3882. 2.3. Микроструктура и макроструктура пластин - по ГОСТ 4872. 2.4. Предельные отклонения линейных размеров (l, b, b1, s, r, D, d, h) пластин в мм не должны превышать при величине размера: До 2 мм........................................... ±0,10 Св. 2 » 4 »....................................... ±0,15 « 4 » 6 »....................................... ±0,20 « 6 » 10 »..................................... ±0,25 « 10 » 14 »..................................... ±0,30 « 14 » 18 »..................................... ±0,35 « 18 » 30 »..................................... ±0,40 « 30 » 40 »..................................... ± 0,45 « 40 » 50 »..................................... ± 0,50 « 50 » 80 »..................................... ± 0,75 Примечание. Предельные отклонения для размера l типов 13, 14, 17, размера b типа 21 устанавливаются со знаком «+», размера b типа 39 со знаком «-» при сохранении поля допуска. 2.5. Неуказанные
предельные отклонения линейных размеров до 1 мм - не более ±0,15 мм, свыше 1 мм
- 2.6. Пластины типов 14, 17, 21, 25 и 26, предназначенные для пайки в пазах, должны изготавливаться нормальной и повышенной степени точности. 2.7. Предельные отклонения толщины пластин, предназначенных для пайки в пазах типов 14, 17, 21, 25 и 26, должны соответствовать: повышенной степени точности - 0,1 мм, нормальной степени точности - указанным в табл. 1. Таблица 1 мм
2.8. Предельные отклонения угловых размеров не должны превышать: ±1° для угла до 10° и угла 90°; ±2° для угла свыше 10°. Примечание. Угловые параметры обеспечиваются технологически, 2.9. Допуск плоскостности по широким опорным поверхностям должен соответствовать значениям, указанным в табл. 2. Таблица 2 мм
2.10. Допуск плоскостности по широким опорным поверхностям для пластин повышенной степени точности типов 14, 17, 21, 25 и 26, предназначенных для пайки в пазах, должен соответствовать значениям, указанным в табл. 3, а по другим поверхностям - значениям, указанным в табл. 2. Таблица 3 мм
2.11. Допуск плоскостности по широким опорным поверхностям для пластин нормальной степени точности, предназначенных для пайки в пазах, должен соответствовать значениям, указанным в табл. 2. 2.12. Пластины толщиной 3,0 мм и менее должны изготавливаться без фасок и задних углов. 2.13. Глубина рисок и вмятин не должна превышать следующих значений, мм: 0,1 - при толщине s до 2 0,2 » » s св. 2 до 4 0,3 » » s » 4 2.14. На режущих кромках не допускается фаска более 0,1 s при толщине s £ 6 мм и более 0,6 мм при толщине s > 6 мм, а на остальных кромках - более 0,6 мм. 2.15. На режущих кромках не допускаются округления радиусом более 0,2 мм, а на остальных кромках - более 0,6 мм. 2.16. На вершинах допускается закругление r (см. черт. 1) не более 0,6 мм при номинальной длине до 18 мм и не более 1 мм при номинальной длине свыше 18 мм. Примечание. Допускается вместо закругления фаска, равная радиусу r.
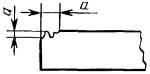
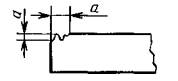
Черт. 1 2.17. Размеры выкрашиваний на рабочих режущих кромках не должны превышать 0,2 мм, без ограничения протяженности. Размеры выкрашиваний а на нерабочих кромках (см. черт 2) не должны превышать следующих значений, мм: 0,3 - при толщине s до 2 0,6 » » s св. 2 до 6 0,8 » » s св. 6 до 10 1,0 » » s св. 10
Черт. 2 2.18. На поверхностях всех пластин не должно быть вздутий, расслоений, трещин. 2.19. Ширина или высота заусенцев на режущих кромках не должна превышать 0,3 мм при номинальной длине до 30 мм и 0,5 мм при номинальной длине более 30 мм. Ширина или высота заусенцев на кромках, ограничивающих опорную поверхность, не должна превышать 0,15 мм при толщине до 6 мм и 0,20 мм при толщине более 6 мм, а для пластин повышенной степени точности типа 14 и 17 не должна превышать 0,07 мм. 2.20. Маркировка, упаковка - по ГОСТ 4872. 3. ПРИЕМКА3.1. Для проверки соответствия пластин требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль. 3.2. Контроль на соответствие требованиям пп. 2.2 и 2.3 - по ГОСТ 20559. 3.3. Контроль на соответствие требованиям пп. 2.4, 2.5, 2.7-2.11, 2.13-2.17, 2.19 - выборочный по ГОСТ 18242*. * На территории Российской Федерации действует ГОСТ Р 50779.71-99. 3.4. Контроль на соответствие требованиям п. 2.18 - сплошной. Пластины предъявляют к приемке партиями. Партия должна состоять из пластин одного типоразмера, одной марки твердого сплава, изготовленных по одному технологическому процессу и одновременно предъявленных к приемке по одному документу. Метод отбора пластин в выборку - случайный по ГОСТ 18321. 3.5. Дефекты разделяют на критические, значительные и малозначительные. К критическим относятся дефекты, указанные в п. 2.18. Критические дефекты не допускаются. К значительным дефектам относят отклонения параметров более указанных в пп. 2.4, 2.7, 2.9-2.11, 2.17. К малозначительным дефектам относят отклонения параметров более указанных в пп. 2.5, 2.8, 2.13-2.16, 2.19. 3.6. Объем выборок, приемочные числа в зависимости от объема партии приведены в табл. 4. Таблица 4 шт.
3.7. Партию принимают, если количество дефектных пластин в выборке меньше или равно приемочному числу. 3.8. Партию не принимают или подвергают сплошному контролю, если количество дефектных пластин в выборке больше приемочного числа. 3.9. Партию пластин типов 14, 17, 21, 25 и 26 принимают, если количество дефектных пластин в выборке меньше или равно приемочному числу и обнаруженные у дефектных пластин значения предельных отклонений параметров не превышают 50 % допуска. 3.10. Партию пластин типов 14, 17, 21, 25 и 26 не принимают, если значения предельных отклонений параметров у дефектных пластин превышают 50 % допуска. 4. МЕТОДЫ ИСПЫТАНИЙМетоды испытаний - по ГОСТ 4872. 5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕТранспортирование и хранение - по ГОСТ 4872. ИНФОРМАЦИОННЫЕ ДАННЫЕ1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 31.10.90 № 2765 3. ВЗАМЕН ГОСТ 2209-82 4. Стандарт полностью соответствует СТ СЭВ 676-77 5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. Ограничение срока действия снято по протоколу № 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95) 7. ПЕРЕИЗДАНИЕ 2006 г.
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/25047
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|