
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 24071-97 Основные нормы взаимозаменяемости. Сегментные шпонки и шпоночные пазы.ГОСТ 24071-97 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ Основные нормы взаимозаменяемости СЕГМЕНТНЫЕ ШПОНКИ МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ Минск Предисловие 1 РАЗРАБОТАН Техническим комитетом ТК 258 «Зубчатые передачи и конструктивные элементы деталей машин» ВНЕСЕН Госстандартом России 2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 12-97 от 21 ноября 1997 г.) За принятие проголосовали:
3 Настоящий стандарт представляет собой полный аутентичный текст ИСО 3912-77 «Сегментные шпонки и шпоночные пазы» и содержит дополнительные требования, отражающие потребности экономики страны 4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 17 ноября 1999 г. № 409-ст межгосударственный стандарт ГОСТ 24071-97 (ИСО 3912-77) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г. 5 ВЗАМЕН ГОСТ 24071-80 СОДЕРЖАНИЕ ГОСТ 24071-97 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ Основные нормы взаимозаменяемости СЕГМЕНТНЫЕ ШПОНКИ И ШПОНОЧНЫЕ ПАЗЫ Basic norms of
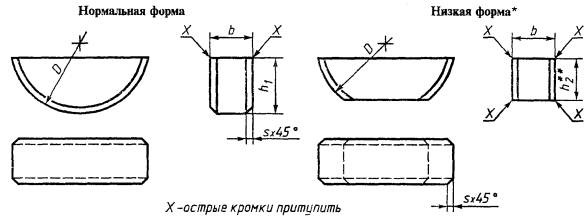
interchangeability. Дата введения 2000-07-01 1 НазначениеНастоящий стандарт устанавливает размеры и предельные отклонения размеров сегментных шпонок и соответствующих им шпоночных пазов на валу и во втулке, а также устанавливает зависимость между диаметром вала и сечением шпонки, возникающую при передаче крутящего момента и фиксации положения. Дополнительные требования, отражающие потребности народного хозяйства, приведены в приложениях А, Б, В и Г. Требования настоящего стандарта и приложения А являются обязательными. 2 Область примененияНастоящий стандарт предназначен для цилиндрических валов и цилиндрических концов валов общего назначения. 3 Размеры и допуски шпонокРазмеры и предельные отклонения размеров шпонок указаны на рисунке 1 и в таблице 1.
* Применяется по согласованию заинтересованных сторон. ** h2 = 0,8h1 (значение можно округлить до 0,1 мм). Рисунок 1 Таблица 1 мм
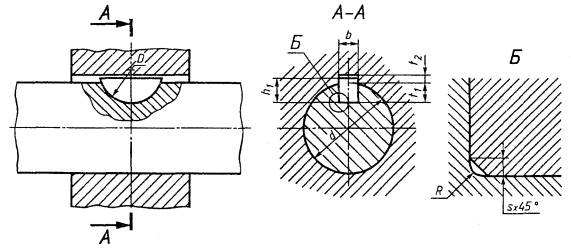
4 МатериалМатериал - сталь с временным сопротивлением разрыву не ниже 590 Н/мм2 после окончательной обработки (если не будет другой договоренности между заинтересованными сторонами). 5 Форма, размеры и допуски шпоночных пазовРазмеры и допуски шпоночных пазов указаны на рисунке 2 и в таблице 2.
Рисунок 2 Таблица 2 мм
6 Зависимость между диаметром вала и размерами шпонкиВ таблице 3 даны две серии взаимосвязи между диаметром вала и размером шпонки: серия 1 - для передачи крутящего момента, серия 2 - для фиксации детали (в случае неподвижной посадки, когда передача момента осуществляется за счет трения). Таблица 3 - Зависимость диаметра вала от размера шпонки
7 ОбозначениеВ обозначении шпонки должны указываться ее ширина и высота и обозначение стандарта. Примеры Обозначение шпонки нормальной формы и сечением b ´ h1 = 5 ´ 6,5 мм: Шпонка 5 ´ 6,5 ГОСТ 24071-97 Обозначение низкой шпонки с сечением b ´ h2 = 5 ´ 5,2: Шпонка 5 ´ 5,2 ГОСТ 24071-97 ПРИЛОЖЕНИЕ А(обязательное) Дополнительные требования, отражающие потребности экономики страныА.2 Материал шпонок - чистотянутая сталь для сегментных шпонок по ГОСТ 8786-68 или по разделу 4. A.3 Допускается в технически обоснованных случаях (пустотелые и ступенчатые валы, передача пониженных крутящих моментов и т.п.) применять меньшие, чем указано в таблице 2, размеры сечений шпонок на валах больших диаметров, за исключением выходных концов валов. А.4 Допускается для неответственных соединений сопряжение дна паза с боковыми стенками выполнять с фаской под углом 45°, равной радиусу R. А.5 Допускается свободное соединение шпонки с валом и втулкой. Предельные отклонения при свободном соединении ширины паза b должны соответствовать полям допусков для вала - Н9, для втулки - D10. А.6 Допускаются для ширины паза b вала и втулки любые сочетания полей допусков, указанные в таблице 2. А.7 Для термообработанных деталей допускаются предельные отклонения размера ширины паза вала, соответствующие полю допуска Н11, размера ширины паза втулки - D10. А.8 Контроль размеров шпоночных пазов и их расположения относительно соответствующих цилиндрических поверхностей - по ГОСТ 24109 - ГОСТ 24111; ГОСТ 24115 - ГОСТ 24117; ГОСТ 24119; ГОСТ 24120. А.9 Серия 2 (таблица 3) может применяться также для неответственных соединений (при передаче малых крутящих моментов с небольшой частотой вращения, не влияющих на долговечность деталей; при кратковременной работе соединения и т.д.). А.10 Допускается в зависимости от принятой базы обработки и измерения указывать вместо t1 на рабочем чертеже номинальный размер для вала d - t1 с предельным отклонением для t1 по таблице 2 и для втулки вместо t2 размер d - t2 с предельным отклонением для t2 по таблице 2. А.11 Масса шпонок указана в приложении Б. А.12 Для изделий, спроектированных до 01.01.80, допускаются предельные отклонения размеров шпоночных соединений, приведенные в приложении В. А.13 Параметры шероховатости поверхности элементов шпоночных соединений приведены в приложении Г. ПРИЛОЖЕНИЕ Б(справочное) Теоретическая масса 1000 шпонок нормальной формыТаблица Б.1
ПРИЛОЖЕНИЕ В(справочное) Предельные отклонения размеров шпоночных соединений изделий, спроектированных до 01.01.80B.1 Допуски на размеры шпонок и пазов: для высоты шпонки h1 - B4 ОСТ 1024; для глубины паза вала t1 и втулки t2 - A5 - ОСТ 1015; для диаметра сегментной шпонки D - В5 ОСТ 1025; для диаметра паза вала под сегментную шпонку с отклонением в плюс от номинала - не более 8 % от диаметра шпонки. B.2 Предельные отклонения размеров шпонок, пазов на валах и во втулках по ширине b должны соответствовать указанным в таблицах В.1 и В.2. Таблица В.1
Таблица В.2
ПРИЛОЖЕНИЕ Г(справочное) Зависимость параметров шероховатости поверхности от допуска размераТаблица Г.1
ИНФОРМАЦИОННЫЕ ДАННЫЕ ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Ключевые слова: соединения шпоночные, сегментные шпонки, сечения шпонок и пазов, допуски и посадки
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/26579
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|