
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 25578-83 Калибры для резьбы Эдисона круглой. Основные размеры.МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
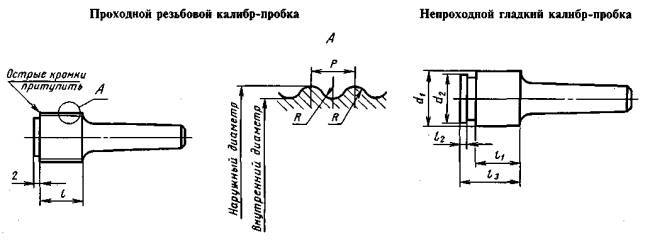
Дата введения 01.01.85 1. Настоящий стандарт распространяется на калибры для контроля внутренней и наружной круглой резьбы Эдисона по ГОСТ 6042. 2. Основные размеры калибров для внутренней резьбы должны соответствовать указанным на черт. 1 и в табл. 1.
Черт. 1 Таблица 1 Размеры в миллиметрах
Примечание. Допуск шага резьбы Р составляет 0,01 мм. Это значение относится к любому числу витков резьбы на длине l. Действительное отклонение может быть со знаком минус или плюс.
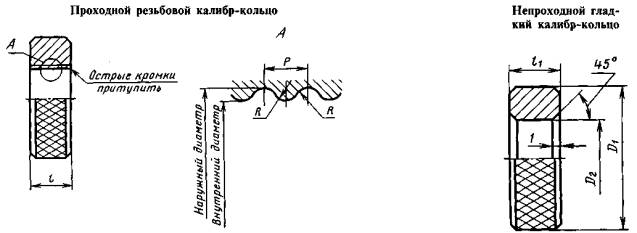
3. Основные размеры калибров для наружной резьбы должны соответствовать указанным на черт 2 и в табл. 2.
Черт. 2 Таблица 2 Размеры в миллиметрах
Примечания: 1. Допуск шага резьбы составляет 0,01 мм. Это значение относится к любому числу витков на длине l1. Действительное отклонение может быть со знаком минус или плюс. 2. Основные размеры калибров для проверки резьбы цоколей в источниках света - по ГОСТ 28108. Пример условного обозначения проходного калибра-пробки для резьбы Е27: Проходной калибр-пробка Е27 ГОСТ 25578-83 То же, непроходного калибра-кольца для резьбы Е14: Непроходной калибр-кольцо Е14 ГОСТ 25578-83 4. Калибры должны быть изготовлены из материала, обеспечивающего постоянную форму и стабильность размеров. При изготовлении калибров из цементируемой стали слой цементации должен быть не менее 0,5 мм. Для уменьшения износа измерительных поверхностей допускается хромирование или оснащение их твердым сплавом. 5. Твердость измерительных поверхностей калибров должна быть не менее 58 HRC. 6. Шероховатость измерительных поверхностей калибров Ra не должна превышать величины 0,32 мкм. 7. На каждом приборе должны быть указаны: 1) обозначение резьбы; 2) обозначение назначения калибра; 3) товарный знак предприятия-изготовителя. 8. Проходной калибр должен свободно ввинчиваться - навинчиваться на всю длину резьбы. Непроходной калибр под влиянием собственной массы не должен проходить через резьбу более чем на один виток. ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 05.01.83 № 8 2. ВЗАМЕН ГОСТ 6042-71 в части разд. 2 и 3 3. Стандарт полностью соответствует СТ СЭВ 3152-81 4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. ПЕРЕИЗДАНИЕ 2003 г.
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/27820
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|