
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР СВАРКА ЛАЗЕРНАЯ
ИМПУЛЬСНАЯ. ОСНОВНЫЕ ТИПЫ,
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ГОСТ 28915-91 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
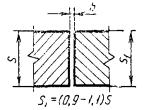
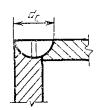
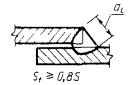
Срок действия с 01.01.92 до 01.01.97 1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры точечных сварных швов соединений из сталей, железоникелевых, никелевых и титановых сплавов, выполняемых импульсной лазерной сваркой твердотельными лазерами. Требования настоящего стандарта являются обязательными. 2. Для конструктивных элементов сварных соединений приняты обозначения: S и S1 - толщина кромок свариваемых деталей; dc - диаметр сварной точки; b - зазор между кромками свариваемых деталей; С и С1 - ширина буртика; l - высота буртика или отбортовки кромок. 3. Основные типы сварных соединений должны соответствовать приведенным в табл. 1. 4. Конструктивные элементы и их размеры должны соответствовать приведенным в табл. 2 - 15. Таблица 1
Таблица 2 Размеры, мм
Таблица 3 Размеры, мм
Таблица 4 Размеры, мм
Таблица 5 Размеры, мм
Таблица 6 Размеры, мм
Таблица 7 Размеры, мм
Таблица 8 Размеры, мм
Таблица 9 Размеры, мм
Таблица 10 Размеры, мм
Таблица 11 Размеры, мм
Таблица 12 Размеры, мм
Таблица 13 Размеры, мм
Таблица 14 Размеры, мм
Таблица 15 Размеры, мм
5. Выпуклость или вогнутость сварных точек не должны превышать 20 % от толщины более тонкой детали, но не более 0,1 мм. 6. Смещение свариваемых кромок по высоте друг относительно друга до 20 % от толщины более тонкой детали, но не более 0,1 мм. 7. Кромки деталей под сварку не притуплять. Для толщин свариваемых деталей более 0,4 мм допускается притупление свариваемых кромок радиусом до 0,1 мм, связанное с удалением заусенцев на этих кромках. 8. При сварке деталей из однородных материалов смещение сварной точки относительно линии стыка деталей не должно превышать 0,2 dc. Для неоднородных материалов значение смещения устанавливается в технической документации, утверждаемой в установленном порядке. ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнической промышленности и приборостроения СССР РАЗРАБОТЧИКИ: И. Ю. Ходыревская (руководитель темы), Е. С. Баткин 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.02.91 № 162 3. Срок первой проверки - 1996 г. Периодичность проверки - 5 лет 4. ВВЕДЕН ВПЕРВЫЕ
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/30893
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




















|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|