
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 5954.1-91 Кокс. Ситовый анализ класса крупности 20 мм и более.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР КОКС СИТОВЫЙ АНАЛИЗ КЛАССА КРУПНОСТИ ГОСТ 5954.1-91 (ИСО 728-81) КОМИТЕТ СТАНДАРТИЗАЦИИ И МЕТРОЛОГИИ СССР Москва ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Дата введения 01.01.93 1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯНастоящий стандарт устанавливает ситовый метод определения гранулометрического состава кокса класса крупности более 20 мм, а также пекового кокса и термоантрацита. Дополнительные требования, отражающие потребности народного хозяйства, выделены курсивом. 2. ССЫЛКИГОСТ 23083* «Кокс каменноугольный, пековый и термоантрацит. Методы отбора и подготовки проб для испытаний». * Допускается до введения ИСО 2309 в качестве государственного стандарта. 3. СУЩНОСТЬ МЕТОДАМетод определения гранулометрического состава заключается в проведении ситового анализа пробы кокса в соответствии с установленной методикой и вычислении выхода отдельных классов крупности при использовании сит с различными размерами отверстий. 4. АППАРАТУРА4.1. Соответствующий комплект сит из металлической проволочной ткани или перфорированных листов с круглыми или квадратными отверстиями. Форма и размеры отверстий сит в каждом конкретном случае должны соответствовать требованиям стандарта, технических условий на продукцию или метод испытания. Использование сит с круглыми отверстиями, а также сит с размерами, не предусмотренными настоящим стандартом, допускается только по согласованию с потребителем. Контрольные сита для ручного рассева должны быть помещены в рамы с бортами, препятствующими высыпанию кокса во время испытания. Высота бортов должна быть не менее 120 мм, размеры полотна сит - не менее 500´500 мм. 4.2. Весы платформенного типа соответствующей грузоподъемности с погрешностью не более 0,1 % от максимальной массы взятой пробы или 100 г независимо от массы. Допускаются весы платформенного типа с погрешностью взвешивания не более 0,2 кг. 5. ПРОБАПроба кокса должна быть представительной. Минимальная масса пробы зависит от номинального верхнего размера кусков кокса и места отбора пробы. Масса пробы должна быть не менее 40 и не более 500 кг. При повышенном содержании влаги отдельные фракции (классы) кокса будут иметь различное содержание влаги. Это приводит к погрешности при определении гранулометрического состава в результате прилипания мелких частиц к крупным. Поэтому если средняя массовая доля влаги в коксе превышает 5 % или если о ней можно судить по внешнему виду, кокс перед определением подсушивают до содержания влаги не более 5 %. При проведении анализа массовая доля рабочей влаги в коксе должна соответствовать нормам, установленным стандартами на кокс. 6. ПРОВЕДЕНИЕ АНАЛИЗАПодбирают необходимый комплект сит (пп. 9.1 и 9.2). По возможности наибольшая масса фракций не должна превышать 25 % от массы пробы. Сита устанавливают таким образом, чтобы сито с минимальным размером отверстий находилось внизу. Может быть применен неполный набор сит. Пробу кокса взвешивают, если необходимо, в несколько приемов. Технические характеристики механических грохотов для рассева кокса приведены в приложении 1. На верхнее сито помещают часть пробы, не допуская перегрузки, и встряхивают до тех пор, пока большая часть кокса не пройдет через отверстия сита. Оставшийся на сите кокс сортируют вручную (п. 9.3) и надрешетный продукт помещают в соответствующий контейнер. Затем верхнее сито убирают и операцию повторяют на последующих ситах с размерами отверстий до 40 мм включительно. На ситах с размером отверстий менее 40 мм применяют только ручное стряхивание (п. 9.4); весь надрешетный продукт на каждом сите помещают в отдельный контейнер. Можно применять механическое просеивающее устройство, если известно, что оно обеспечивает такую же точность результатов испытаний (п. 9.5). Пустые сита укладывают снова и операцию повторяют на последующих количествах кокса до полной сортировки всей пробы. В конце каждого просеивания остаток на сите должен покрывать не более 75 % поверхности сита. Каждый контейнер с фракцией взвешивают и вычитают массу тары или после взвешивания фракции максимального размера прибавляют последовательно другие фракции и после каждого прибавления регистрируют кумулятивную массу. Второй метод является предпочтительным, так как он снижает погрешность взвешивания для кумулятивных фракций. 7. ОБРАБОТКА РЕЗУЛЬТАТОВМассу каждой фракции регистрируют. Вычисляют кумулятивную массу на каждом сите, начиная с сита с максимальным размером отверстий. Видимые потери, т.е. разность общих масс пробы до и после ситового анализа, также регистрируют. Потеря массы обозначает потерю пробы, что не должно иметь место. Если потеря составляет не более 1 % первоначальной массы пробы, ее прибавляют к массе фракции минимального размера. Если потеря превышает 1 % первоначальной массы, результаты ситового анализа считают недействительными. Каждую кумулятивную массу выражают в процентах от общей массы (таблица). Регистрируют тип применяемого сита (с круглыми или квадратными отверстиями). Результаты выражают в отчете с точностью до 0,1 кг и 0,1 %. Пример 1. Расчет гранулометрического состава кокса
8. ТОЧНОСТЬ МЕТОДА
8.1. Сходимость Расхождения результатов двух определений среднего размера куска (п. 9.6), полученных в одной и той же лаборатории, одним и тем же лаборантом, с применением одного и того же оборудования на пробах, составленных из частных проб, взятых из одной грузовой партии кокса, не должны превышать указанных в таблице. 8.2. Воспроизводимость Установить воспроизводимость для определений, проводимых в различных лабораториях, не представляется возможным, так как во время транспортирования возможно измельчение проб кокса и изменение гранулометрического состава. 9. ЗАМЕЧАНИЯ ПО МЕТОДИКЕ ОПРЕДЕЛЕНИЯДля каждого испытания комплект сит следует подбирать в соответствии с приложением 2. Для несортированного кокса используют сита с номинальными размерами отверстий 125, 100, 80, 71, 63, 50, 40, 31,5, 20 и 10 мм. Для крупного кокса используют сита с размером отверстий 200, 180, 160 и 140 мм, В таких случаях удобно применять пластины с одинарными отверстиями. Для сортированного кокса (или «орешка») применяют сита с номинальными размерами отверстий 50, 45, 40, 35, 31,5, 25, 20, 16, 10, 5,6 и 2,8 мм. Допускается превышение номинального размера отдельных отверстий сит до 2 % - для сит с размером отверстий 40 мм и более до 0,5 мм для сит с размером отверстий менее 40 мм. При превышении этих значений для одного или нескольких отверстий последние должны быть заделаны. Сита заменяют, если износ 10 % отверстий превышает допускаемые отклонения. Допускается применять сита с квадратными отверстиями. Метод ручного встряхивания для всех классов крупности применяют при рассеве термоантрацита и при аварийном выходе из строя механических грохотов. 9.5. Механизированный рассев допускается при условии, что результаты определения среднего размера куска не превышают результатов определения при ручном перемещении или ручном встряхивании более чем на 3 % (п. 9.6). 9.6. Для всех методов рассева средний размер вычисляют по результатам ситового анализа кокса. Средний размер вычисляют следующим образом: размер отверстий сита, мм, а, Ь, с, d,..., h, j, k; кумулятивные проценты А, В, С, D,..., Н, J, К. А = 0 % и R = 100 % (т.е. k = 0 мм). Средний размер (dcp) вычисляют по формуле
Другие методы расчета или графические методы могут привести к получению иных результатов, поэтому при сравнении результатов испытания различных образцов следует использовать один и тот же метод расчета. 10. ПРОТОКОЛ ИСПЫТАНИЯПротокол испытания должен содержать следующие данные: идентификацию испытываемого продукта; ссылку на применяемый метод; результаты и способ их выражения; особенности, замеченные в процессе определения; операции, не включенные в настоящий стандарт или являющиеся необязательными. ПРИЛОЖЕНИЕ 1РекомендуемоеТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГРОХОТОВБарабанный грохот 1. Частота вращения барабана, мин-1 ...................................................................... 10 2. Число сит, шт ......................................................................................................... 4 3. Угол наклона барабана ......................................................................................... 5 - 7° 4. Подача кокса на грохот, кг/мин, не более ........................................................... 16 5. Производительность, кг/ч ..................................................................................... 1000 6. Размер отверстий сит по ходу кокса, мм ............................................................. 25´23 40´40 60´60 80´80 Роторный грохот 1. Частота вращения ротора, мин-1 ........................................................................ 7 ± 1 2. Число сит, шт ...................................................................................................... 5 3. Угол наклона сит ................................................................................................ 4° ± 30¢ 4. Подача кокса на сита, кг/мин ............................................................................. 10 - 15 5. Размер отверстий сит, мм 10´10 25´25 40´40 60´60 80´80 Грохот типа 3 1. Число качаний сит в минуту ....................................................................... 285 ± 5 2. Ход качаний сит, мм .................................................................................... 40 3. Число сит, шт ................................................................................................ 4 - 5 4. Угол наклона: верхний ярус ..................................................................................................... 4 - 5° нижний ярус ..................................................................................................... 4°30¢ - 5°30¢ 5. Подача кокса на грохот, кг/мин, но более .................................................. 10 6. Производительность, кг/ч ............................................................................ 600 7. Размеры отверстий сиг по ходу кокса, мм ................................................. 25´25 80´80 40´40 60´60 Примечания: 1. Грохот типа 3 и его модификации разрешается использовать только на тех предприятиях, где они уже установлены. При реконструкции предприятий грохот типа 3 необходимо заменить грохотами других типов. 2. Режим работы грохотов может варьироваться при условии обязательного выполнения требований п. 9.5 настоящего стандарта. 3. Допускается применять грохоты других конструкций, обеспечивающих расхождение результатов определения среднего размера кусков кокса (п. 9.6), полученных при механизированном рассеве, от результатов, полученных при рассеве методом ручного перемещения или встряхивания, не более чем на ± 3 %. Пример расчета расхождений результатов определения среднего размера кусков кокса
Расхождение между результатами расчета составляет 1,6 мм (59,9 мм - 58,3 мм). Следовательно, ошибка
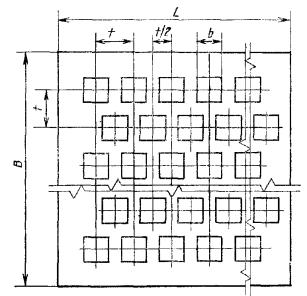
определения при рассеве механизированным способом составит 2,7 % 4. При применении автоматизированных агрегатов, в которых предусмотрено поступление пробы непосредственно в бункер грохота, допускается за массу объединенной пробы, взятой для рассева, принимать сумму масс полученных классов крупности. ПРИЛОЖЕНИЕ 2ОбязательноеХАРАКТЕРИСТИКА СИТПрименяют контрольные сита с квадратными отверстиями размером (120´120), (100´100), 80´80, 60´60, (63´63), 40´40, (31,5´31,5), 30´30, 25´25, (20´20), 10´10 и (8´8) мм. Указанные в скобках размеры отверстий сит соответствуют основному параметрическому ряду. Контрольные сита для ручного рассева должны быть помещены в рамы с бортами, препятствующими высыпанию кокса во время испытания. Высота бортов должна быть не менее 120 мм, размеры полотна сит не менее 500´500 мм. Разовая нагрузка на 1 м2 контрольного сита не должна превышать 35 кг кокса. Контрольные сита могут изготовляться с квадратными либо с круглыми отверстиями, расположенными в шахматном порядке по ходу кокса (чертеж). Стороны квадратных отверстий в свету и диаметры круглых отверстий, а также шага отверстий должны соответствовать размерам, указанным на чертеже и в таблице.
Примечания: 1. Сита с круглыми отверстиями имеют те же межцентровые расстояния t и t/2, что и квадратные отверстия. 2. Допускаемое отклонение шага квадратных и круглых отверстий для всех размеров должно составлять ± 1 мм. Площадь живого сечения сита (F0) в процентах вычисляют но формулам: для сит с квадратными отверстиями:
для сит с круглыми отверстиями:
где b - размер квадратного отверстия в свету, мм; d - диаметр круглого отверстия, мм; t - шаг между отверстиями, мм. Сита должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке, из листовой стали марки Ст3 по ГОСТ 380 толщиной 4 - 6 мм для сит с размерами отверстий 40 мм и более и толщиной 2 - 4 мм - для сит с размерами отверстий менее 40 мм. Для контроля качества поступивших сит должно быть отобрано 10 % сит, но не менее 2 шт., у которых проверяют размеры отверстий в свету, толщину сита, ширину и длину сита, шаг отверстий. Линейные размеры полотна сит, шаг отверстий, высоту бортов сит, находящихся в эксплуатации, проверяют измерительными инструментами с погрешностью измерения не более 1 мм, а толщину сит и размеры отверстий - не более 0,1 мм. ИНФОРМАЦИОННЫЕ ДАННЫЕ1. РАЗРАБОТАН И ВНЕСЕН Техническим комитетом 10 «Кокс» 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 11.12.91 № 1925 Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 728-81 «Кокс класса крупности 20 мм и более. Ситовый состав» с дополнительными требованиями, отражающими потребности народного хозяйства 3. Срок первой проверки - 1998 г. Периодичность проверки - 5 лет 4. ВЗАМЕН ГОСТ 5954-81 5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
СОДЕРЖАНИЕ
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/33400
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|