
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 2591-88 Прокат стальной горячекатанный квадратный. Сортамент.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ПРОКАТ СТАЛЬНОЙ ГОРЯЧЕКАТАНЫЙ КВАДРАТНЫЙ СОРТАМЕНТ ГОСТ 2591-88(СТ СЭВ 3899-82) ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
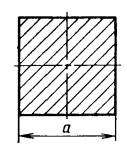
Срок действия с 01.01.90 до 01.01.95 1. Настоящий стандарт распространяется на стальной горячекатаный прокат квадратного сечения с размером сторон от 6 до 200 мм включительно. Прокат размером более 200 мм изготовляют по согласованию изготовителя с потребителем. 2. По точности прокат изготовляют: Б - повышенной точности; В - обычной точности. 3. Стороны квадратного проката, предельные отклонения по ним, площадь поперечного сечения и масса 1 м проката должны соответствовать указанным на чертеже и в табл. 1.
Таблица 1
Примечания: 1. Площадь поперечного сечения и масса 1 м длины профилей вычислены по номинальным размерам. При вычислении массы 1 м проката плотность стали принята равной 7,85 г/см3. Масса 1 м проката является справочной величиной. 2. По требованию потребителя допускается изготовление проката промежуточных размеров с предельными отклонениями по ближайшему меньшему размеру. 4. По требованию потребителя прокат квадратного сечения изготовляют с плюсовыми отклонениями, указанными в табл. 2. Таблица 2 мм
5. По требованию потребителя прокат изготовляют в соответствии с табл. 3. Таблица 3 мм
6. Разность диагоналей в одном сечении не должна превышать удвоенной суммы предельных отклонений по стороне квадрата до 20 мм включительно, свыше 20 мм - суммы предельных отклонений по стороне квадрата. По согласованию изготовителя с потребителем разность диагоналей не должна превышать 70 % суммы предельных отклонений по стороне квадрата высокой точности прокатки до 35 мм включительно, обычной точности - до 60 мм включительно. 7. Прокат изготовляют в прутках. По согласованию изготовителя с потребителем прокат со стороной квадрата до 14 мм включительно изготовляют в мотках. 8. В соответствии с заказом прутки изготовляют: мерной длины; кратной мерной длины; немерной длины. 9. Прокат изготовляют длиной: от 2 до 12 м - из углеродистой обыкновенного качества и низколегированной стали; от 2 до 6 м - из качественной углеродистой и легированной стали; от 1,5 до 6 м - из высоколегированной стали. 10. Предельные отклонения по длине проката мерной длины или кратной мерной длины не должны превышать: +30 мм - при длине до 4 м включ.; +50 мм - при длине св. 4 до 6 м включ; +70 мм - при длине свыше 6 м. По требованию потребителя предельные отклонения не должны превышать: +40 мм - для проката длиной св. 4 до 7 м; +5 мм на каждый метр длины - свыше 7 м. 11. Притупление углов квадратного проката не должно превышать значений, указанных в табл. 4. Таблица 4 мм
По требованию потребителя притупление углов квадратного проката со стороной свыше 50 до 100 мм не должно превышать 3 мм, свыше 100 до 150 мм - 4 мм. Для проката со стороной квадрата до 50 мм из легированных и высоколегированных марок стали притупление углов не должно превышать 0,15 стороны квадрата. 12. Кривизна прутков квадратного проката не должна превышать значений, указанных в табл. 5. Таблица 4 мм
13. По требованию потребителя кривизна прутков квадратного проката не должна превышать 0,2 % длины. 14. Кривизну проката измеряют на длине не менее 1 м на расстоянии не менее 150 мм от концов. 15. Скручивание квадратного проката не должно превышать произведения 4 град/м на длину профиля в метрах, но не более 24 град при стороне до 14 мм; свыше 14 мм до 50 мм включительно - 3 град/м на длину профиля в метрах, но не более 18 град, свыше 50 мм - 3 град/м на длину профиля в метрах, но не более 15 град. 16. Стороны и разность диагоналей, притупление углов измеряют на расстоянии не менее 150 мм от конца прутка и не менее 1,5 м от конца мотка при массе до 250 кг и на расстоянии не менее 3,0 м при массе мотка свыше 250 кг. ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам ИСПОЛНИТЕЛИ К.Ф. Перетятько, Г.И. Снимщикова (руководители темы); С.И. Рудюк, канд. техн. наук; В.Ф. Коваленко, канд. техн. наук; Х.М. Сапрыгин, канд. техн. наук; В.А. Ена, канд. техн. наук; Е.И. Булгаков; Ж.М. Роева, канд. эконом. наук; В.И. Краснова, И.Е. Пацека, канд. техн. наук. 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.06.88 № 2518 3. Стандарт полностью соответствует СТ СЭВ 3899-82 4. Взамен ГОСТ 2591-71
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/3907
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|