
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний.ГОСТ 7564-97 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ПРОКАТ МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ Минск Предисловие 1 РАЗРАБОТАН Российской Федерацией, Межгосударственным техническим комитетом МТК 120 «Чугун, сталь, прокат» ВНЕСЕН Госстандартом России 2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 12 от 21 ноября 1997 г.) За принятие проголосовали:
3 Стандарт соответствует международному стандарту ИСО 377-1-89 «Отбор и подготовка проб и образцов из стали, обработанной давлением. Часть 1. Пробы и образцы для механических испытаний» в части отбора проб и подготовки, образцов для механических испытаний 4 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 13 апреля 1998 г. № 118 Межгосударственный стандарт ГОСТ 7564-97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1999 г. 5 ВЗАМЕН ГОСТ 7564-73 Содержание МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ПРОКАТ Rolled products. General rules of sampling, rough specimens and test pieces selection for mechanical and technological testing Дата введения 1999-01-01 1 ОБЛАСТЬ ПРИМЕНЕНИЯНастоящий стандарт устанавливает общие правила отбора проб, заготовок и образцов для испытаний на растяжение, ударный изгиб, осадку, изгиб в холодном состоянии от сортового, фасонного, листового и широкополосного проката. 2 НОРМАТИВНЫЕ ССЫЛКИВ настоящем стандарте использованы ссылки на следующие стандарты: ГОСТ 1497-84 Металлы. Методы испытания на растяжение ГОСТ 7268-82 Сталь. Метод определения склонности к механическому старению по испытанию на ударный изгиб ГОСТ 8817-82 Металлы. Метод испытания на осадку ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах ГОСТ 9651-84 Металлы. Методы испытаний на растяжение при повышенных температурах ГОСТ 11701-84 Металлы. Методы испытания на растяжение тонких листов и ленты ГОСТ 14019-80 Металлы. Методы испытания на изгиб 3 ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ3.1 Единица проката - изделие, отобранное от партии с целью вырезки проб для изготовления образцов для испытаний. 3.2 Проба - часть изделия, предназначенная для изготовления заготовок образцов для испытаний. В некоторых случаях пробой может быть сама единица проката. 3.3 Заготовка - часть пробы, обработанная или необработанная механически, подвергнутая, в случае необходимости, термической обработке, предназначенная для изготовления образцов для испытаний. 3.4 Образцы для испытаний - часть пробы или заготовки определенного размера, обработанная или необработанная механически и доведенная до состояния, необходимого для конкретного испытания. В некоторых случаях образцом может быть проба или заготовка. 3.5 Контрольное состояние - состояние, при котором проба, заготовка или образец для испытания могут быть подвергнуты термической обработке и (или) механической обработке и отличающееся от состояния поставки. В таких случаях пробу, заготовку или образец для испытания называют контрольной пробой, контрольной заготовкой или контрольным образцом. 3.6 Эквивалентные термины на русском, английском, французском и немецком языках приведены в приложении А. 4 ОБЩИЕ ТРЕБОВАНИЯ К ОТБОРУ ПРОБ, ЗАГОТОВОК И ОБРАЗЦОВ4.1 Пробы, заготовки и образцы для испытания, отбираемые в соответствии с требованиями приложений Б, В и Д, должны характеризовать вид проката. Требования по отбору проб, заготовок и образцов могут быть уточнены в другой нормативной документации на прокат. 4.2 Идентификация проб, заготовок и образцов Пробы, заготовки и образцы для испытания должны быть замаркированы. Если в процессе изготовления пробы, заготовки и (или) образца нельзя избежать удаления маркировки, перенос маркировки выполняют до ее удаления. 4.3 Количество проб и образцов, отбираемых для испытаний, должно устанавливаться в нормативном документе на прокат. 4.4 При отборе проб и заготовок должны быть обеспечены условия, предохраняющие образцы от влияния нагрева и наклепа. Припуски от линии реза до края готового образца должны соответствовать таблице 1. Таблица 1 - Припуски от линии реза до края готового образца
(Поправка 3 2002 г.) 5 ОТБОР И ПОДГОТОВКА ПРОБ И ЗАГОТОВОК. МЕСТО ОТБОРА И ОРИЕНТАЦИЯ ОБРАЗЦОВ ДЛЯ МЕХАНИЧЕСКИХ ИСПЫТАНИЙ5.1 Место отбора и размеры пробы Пробу отбирают таким образом, чтобы место отбора и ориентация образцов для испытаний, взятых от нее, по отношению к изделию соответствовали требованиям стандарта на прокат или, при его отсутствии, требованиям приложения В. В случае возникновения разногласий между изготовителем и потребителем пробы отбирают от конца проката на расстоянии, приведенном в приложении Г, если в нормативном документе на прокат не оговорено иное. Размеры пробы должны быть достаточными для отбора образцов, необходимых для проведения конкретного испытания. При необходимости должно быть достаточное количество материала для проведения повторных испытаний. 5.2 Место отбора, размеры и ориентация образцов для испытаний Место отбора образцов (вариант отбора проб) и, при необходимости, размеры образцов, ориентация образца в направлении прокатки (вдоль и поперек) должны оговариваться в нормативном документе на прокат. При отсутствии таких требований используют направления, указанные в приложении В. Примечание - С целью снижения потерь металла и с учетом установившейся практики стандарт на прокат, если это приемлемо с технической точки зрения, может регламентировать возможность применения поперечных образцов вместо продольных (для перекованных проб), чтобы проконтролировать заданные значения для продольных образцов. На образце для испытания на ударный изгиб продольная ось надреза должна быть перпендикулярна к направлению прокатки. 5.3 Отбор и подготовка проб 5.3.1 В нормативном документе на прокат должно быть оговорено, предназначено ли испытание для определения свойств в состоянии поставки (5.3.2) или в контрольном состоянии (5.3.3). 5.3.2 Испытание в состоянии поставки Если в нормативном документе на прокат не оговорено иное, проба должна отбираться от проката, прошедшего все стадии пластической и (или) термической обработки, которым должен быть подвергнут прокат перед поставкой. Если проба не может оставаться прикрепленной к единице проката до конца изготовления (например, листы, разрезаемые перед отжигом, пробы, для испытания которых отбирают из скрапа, образующегося при резке), нормативные документы на прокат должны определять стадию отбора пробы от единицы проката. Режимы обработки, которым затем подвергается проба, должны быть аналогичны режимам обработки самого проката. В частности, термическая обработка должна проводиться в тех же режимах, в каких обрабатывается прокат и, по возможности, одновременно. Отбор проб должен производиться таким образом, чтобы не изменять характеристики той части пробы, из которой изготовляют образцы. При необходимости правки пробы для получения из нее качественных образцов, правка должна быть в холодном состоянии, если не оговорено иное. Правка не считается механической обработкой (5.3.3.2), если она не вызывает деформированного упрочнения, способного изменить механические свойства проката. Примечание - После правки в холодном состоянии заготовок для образцов может потребоваться термическая обработка. В этом случае режимы термической обработки должны определяться по согласованию изготовителя с потребителем. В исключительных случаях, когда правка вызывает существенное изменение формы пробы, метод подготовки проб должен устанавливаться по согласованию изготовителя с потребителем. Проба не должна подвергаться никакой другой механической или термической обработке. 5.3.3 Испытание в контрольном состоянии 5.3.3.1 Проба Проба должна отбираться от изделия на стадии изготовления, определяемой нормативным документом на прокат. Отбор проб может выполняться любым способом, при условии, что он не влечет за собой изменения в металле. Если способ отбора влечет за собой изменения в металле, то в пробе должно быть достаточное количество металла, чтобы исключить это влияние при изготовлении образцов. Перед любой термической обработкой, при необходимости, должна проводиться правка в горячем или холодном состоянии. 5.3.3.2 Заготовка (проба), при необходимости, подвергается: а) обработке давлением, при этом нормативные документы на прокат должны определять условия любой обработки давлением (например, ковки, прокатки), которой должна подвергаться проба, и указывать, в частности, исходные и конечные размеры пробы; б) предварительной обточке перед термической обработкой. Если проба должна быть уменьшена для термической обработки, то стандарт на прокат должен определять размеры, до которых должна быть уменьшена проба. При необходимости стандарт на прокат должен оговаривать также способ уменьшения пробы; в) термической обработке в среде с гарантированной стабильностью температуры, измеряемой прибором, прошедшим метрологическое освидетельствование. Вид термической обработки должен соответствовать требованиям нормативного документа на металлопрокат. Заготовка не должна подвергаться заданной термической обработке более одного раза, за исключением отпуска, который может быть повторен в заданном диапазоне температур. Для любого повторного испытания должна отбираться новая заготовка. Для стали с пределом прочности 1270 Н/мм2 (130 кгс/мм2) и более термической обработке подвергают образцы, изготовленные с припуском под шлифовку. 5.4 Отбор и подготовка образцов для испытания механических свойств 5.4.1 Вырезка и механическая обработка Вырезка образцов должна выполняться холодным способом и с принятием мер предосторожности, позволяющих избежать поверхностного упрочнения и перегрева проката, которые могут изменить его механические свойства. Следы, оставленные инструментом после механической обработки, которые могут повлиять на результаты испытания, должны устраняться шлифовкой (при обильной подаче охлаждающей жидкости) или полировкой при условии, что выбранный метод отделки поверхности сохраняет размеры и форму образца в пределах допусков, регламентированных стандартом на соответствующее испытание. 5.4.2 Форма, размеры и допускаемые отклонения по размерам образцов должны соответствовать ГОСТ 1497, ГОСТ 7268, ГОСТ 9454, ГОСТ 9651 и ГОСТ 11701. 5.4.3 Для испытания на растяжение сортового проката круглого, квадратного и шестигранного профиля применяют цилиндрические образцы. 5.4.4 Для испытания на растяжение полосового и листового проката толщиной до 25 мм включительно применяют плоские образцы, свыше 25 мм - цилиндрические образцы. Испытание проката толщиной 7 - 25 мм можно проводить как на плоских, так и на цилиндрических образцах. В документе о качестве указывают вид образца. 5.4.5 Для испытания фасонного проката толщиной до 25 мм включительно применяют плоские образцы с сохранением на них поверхностных слоев проката, а при непараллельных сторонах полки - с сохранением поверхностных слоев проката на одной стороне; при толщине проката более 25 мм допускается обработка плоского образца до толщины 25 мм с сохранением на одной стороне образца поверхности проката или изготовление цилиндрических образцов. Примечание - При толщине полки фасонного профиля от 7 до 25 мм испытание может производиться как на плоских, так и на цилиндрических образцах. 5.4.6 Прокат круглого, квадратного и шестигранного профиля, для которых отбор заготовок и образцов производится по варианту 1, диаметром или стороной квадрата до 25 мм, полосовой прокат толщиной до 25 мм и шириной до 50 мм, фасонные профили с толщиной полки до 4 мм могут испытываться на растяжение на образцах, не подвергаемых механической обработке. 5.4.7 Для испытания на ударный изгиб проката диаметром до 16 мм включительно, квадратного со стороной квадрата до 10 мм включительно и полосового и листового проката толщиной до 10 мм включительно применяют образцы размером 5´10´55 мм, для проката диаметром более 16 мм и толщиной более 10 мм - образцы размером 10´10´55 мм. 5.4.8 Образцы для испытания на ударный изгиб от фасонного проката вырезают таким образом, чтобы одна из боковых граней совпадала с поверхностью проката. Ось надреза должна быть перпендикулярна к поверхности проката. 5.4.9 В случае проведения термической обработки образцов требования должны быть такими же, как для заготовок (5.3.3.2, подпункт в). 6 ОТБОР ПРОБ И ПОДГОТОВКА ОБРАЗЦОВ ДЛЯ ИСПЫТАНИЯ НА ОСАДКУ6.1 Пробы для испытаний на осадку отбирают от любого конца прутка или полосы. Для проката, поставляемого в мотках, пробу отбирают на расстоянии не менее 1,5 мот конца при массе мотка до 250 кг и на расстоянии не менее 3,0 м - при массе мотка более 250 кг. 6.2 Условия испытания, состояние поверхности образцов и порядок оценки результатов должны соответствовать требованиям ГОСТ 8817. 7 ОТБОР ПРОБ И ПОДГОТОВКА ОБРАЗЦОВ ДЛЯ ИСПЫТАНИЯ НА ИЗГИБ В ХОЛОДНОМ СОСТОЯНИИ7.1 Место вырезки проб по отношению к направлению прокатки и длине проката - в соответствии с приложением Б. 7.2 При отборе проб и заготовок должны быть обеспечены условия, предохраняющие образцы от влияния нагрева и наклепа, изложенные в 4.4 настоящего стандарта. 7.3 Минимальное расстояние от конца изделия для отбора проб или образцов для испытания в случае возникновения разногласий - в соответствии с приложением Г. 7.4 Схема отбора проб для испытаний на холодный изгиб - в соответствии с приложением Д. 7.5 Методы отбора образцов, виды образцов и другие требования к испытанию на изгиб в холодном состоянии должны отвечать требованиям ГОСТ 14019. ПРИЛОЖЕНИЕ А
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Обозначение |
ТЕРМИН |
Пункт стандарта |
|||
|
русский |
английский |
французский |
немецкий |
||
|
А |
Единица проката |
Sample product |
Produit echantillon |
Probestuck |
3.1 |
|
В |
Проба |
Sample |
Echantillon |
Probenabschnitt |
3.2 |
|
С |
Заготовка |
Rough specimen |
Ebauche |
Probestab |
3.3 |
|
D |
Образец для испытаний |
Test piece |
Eprouvette |
Probe |
3.4 |
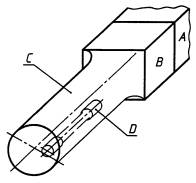
Рисунок А.1
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
МЕСТО ВЫРЕЗКИ ПРОБ, ЗАГОТОВОК И ОБРАЗЦОВ ПО ОТНОШЕНИЮ К НАПРАВЛЕНИЮ ПРОКАТКИ И ДЛИНЕ ПРОКАТА
Таблица Б.1 - Место вырезки проб, заготовок и образцов
|
Вид проката |
Положение продольной оси образца по отношению к направлению прокатки |
Место вырезки проб, заготовок и образцов по длине |
|
Сортовой круглого, квадратного, шестигранного и прямоугольного сечений |
Вдоль |
От любого конца прутка или мотка. Для проката в мотках пробы отбираются на расстоянии не менее 1,5 м от конца при массе мотка до 250 кг и на расстоянии не менее 3,0 м при массе мотка более 250 кг |
|
Фасонный (швеллеры, тавры, угловой, зетовый, двутавровые, широкополочные балки, специальный взаимозаменяемый профиль для крепи горных выработок - СВП) |
Вдоль |
От любого конца |
|
Листовой, рулонный, широкополосный шириной до 600 мм, в т.ч. после продольного роспуска |
Вдоль |
От любого конца листового и широкополосного проката. Для рулонного проката на расстоянии не менее 1 м от конца рулона |
|
Листовой, рулонный, широкополосный шириной 600 мм и более |
Поперек |
От любого конца листового и широкополосного проката. Для рулонного проката на расстоянии не менее 1 м от конца рулона |
|
Примечание - Для широкополосного проката шириной 600-1000 мм по согласованию изготовителя с потребителем допускается использовать продольные образцы. |
||
ПРИЛОЖЕНИЕ В
(рекомендуемое)
СХЕМА ОТБОРА ЗАГОТОВОК ИЗ ПРОБ ДЛЯ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ ПРОКАТА
В.1 Схема отбора заготовок из проб для определения механических свойств проката в состоянии поставки (вариант 1)
В.1.1 Отбор заготовок из проб от сортового проката
Прокат круглого и многоугольного сечений
__________
* Разрешается производить отбор до 01.01.2001.
Рисунок B.1 - Схемы отбора заготовок из проб от проката круглого и многоугольного сечений
Прокат квадратного и прямоугольного сечений
__________
* Разрешается производить отбор до 01.01.2001.
Рисунок В.2 - Схемы отбора заготовок из проб от проката квадратного и прямоугольного сечений
(Поправка 3 2002 г.)
Полоса со скошенными кромками
Рисунок В.3 - Схемы отбора заготовок из проб от полосы со скошенными кромками
В.1.2 Отбор заготовок из проб от фасонного проката*
_____________
* У неравнополочных уголков заготовка вырезается из большей полки.
Рисунок В.4 - Схемы отбора заготовок из проб от фасонного проката
В.1.3 Отбор проб от листового и широкополосного проката
b - ширина проката; А и В - место отбора проб
Рисунок В.5 - Схемы отбора проб от листового и широкополосного проката
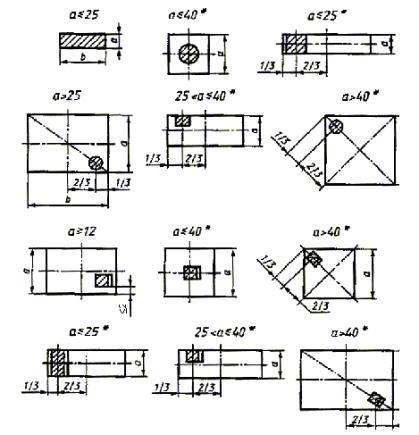
Таблица B.1 - Положение образца относительно поверхности проката
|
Вид испытания |
Толщина проката, мм |
Положение продольной оси образца по отношению к направлению прокатки при ширине проката, мм |
Положение образца относительно поверхности, мм |
|
|
150 <b < 600 |
b ³ 600 |
|||
|
На растяжение при нормальной температуре |
£ 30 |
Вдоль |
Поперек |
|
|
> 30 |
|
|||
|
Контроль предела текучести при повышенных температурах проката для изделий, работающих под давлением |
От 3 до 10 |
Вдоль |
Поперек, рядом с образцом для испытания на растяжение при нормальной температуре |
|
|
>10 £ 30 |
|
|||
|
>30 |
|
|||
|
На ударный изгиб |
От 5 до 10 |
Вдоль |
Поперек |
|
|
> 10 £ 40 |
Вдоль |
Поперек или вдоль в соответствии со стандартом или ТУ на прокат |
|
|
|
а - толщина проката |
> 40 |
|
||
|
Примечание - По согласованию изготовителя с потребителем допускается использовать: - поперечные образцы при испытании на растяжение широкополосного проката шириной 400-600 мм; - продольные образцы при испытании на растяжение и ударный изгиб проката шириной 600-1000 мм. |
||||




B.2 Схема отбора заготовок из проб для определения механических свойств проката из улучшаемой стали в состоянии поставки (нормализованном или улучшенном) или в контрольном состоянии (вариант 2)
B.2.1 Отбор заготовок из проб от сортового проката
Прокат круглого и многоугольного сечений
Рисунок В.6 - Схемы отбора заготовок из проб от проката круглого и многоугольного сечений
Прокат квадратного и прямоугольного сечений
Рисунок В.7 - Схемы отбора заготовок из проб от проката квадратного и прямоугольного сечений
В.2.2 Отбор заготовок из проб от полосы со скошенными кромками листового и широкополосного проката аналогично варианту 1
ПРИЛОЖЕНИЕ Г
(рекомендуемое)
МИНИМАЛЬНОЕ РАССТОЯНИЕ ОТ КОНЦА ИЗДЕЛИЯ ДЛЯ ОТБОРА ПРОБ, ЗАГОТОВОК И ОБРАЗЦОВ ДЛЯ ИСПЫТАНИЙ В СЛУЧАЕ ВОЗНИКНОВЕНИЯ РАЗНОГЛАСИЙ
Таблица Г. 1 - Минимальное расстояние от конца изделия для отбора проб, заготовок и образцов
|
Вид проката |
Минимальное расстояние от конца изделия |
|
Прокат в мотках с катаными концами диаметром*, мм: |
|
|
От 5 до 7 включ. |
5 м |
|
Св. 7 » 13 » |
4 м |
|
» 13 » 18 « |
3 м |
|
» 18 »23 » |
2 м |
|
» 23 » 28 » |
1,5 м |
|
» 28 » 30 » |
1 м |
|
Прокат в прутках |
150 мм |
|
Прокат в рулонах с катаными концами |
1 виток, но не более 2 витков от наружного конца рулона |
|
Прокат в рулонах с закаленными и отпущенными концами |
0,5´диаметр рулона, но не менее 160 мм |
|
Листовой прокат с концами огневой или холодной резки |
15 мм |
|
* Для проката квадратного и шестигранного сечений берется диаметр круга, площадь поперечного сечения которого эквивалентна площади поперечного сечения квадрата или шестигранника. |
|
ПРИЛОЖЕНИЕ Д
(рекомендуемое)
СХЕМА ОТБОРА ПРОБ ДЛЯ ИСПЫТАНИЙ НА ИЗГИБ В ХОЛОДНОМ СОСТОЯНИИ
Д. 1 Отбор проб от сортового проката
Прокат круглого и многоугольного сечений
Рисунок Д.1 - Схемы отбора проб от проката круглого и многоугольного сечений
Прокат квадратного сечения
Рисунок Д.2 - Схема отбора проб от проката квадратного сечения
Прокат прямоугольного сечения
Рисунок Д.3 - Схемы отбора проб от проката прямоугольного сечения
Д.2 Отбор проб от фасонного проката*
_____________
* У неравнополочных уголков отбор проб производят из большей полки.
Рисунок Д.4 - Схемы отбора проб от фасонного проката
Д.3 Отбор проб от листового и широкополосного проката - в любом месте по ширине для проката толщиной:
Рисунок Д.3 - Схемы отбора проб от листового и широкополосного проката
__________________________________________________________________________
Ключевые слова: прокат, общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/3956
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|