
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 8695-75* Трубы. Метод испытания на сплющивание.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ТРУБЫ МЕТОД ИСПЫТАНИЯ НА СПЛЮЩИВАНИЕ ГОСТ 8695-75 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
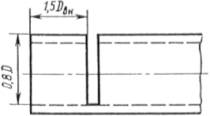
Постановлением Государственного комитета стандартов Совета Министров СССР от 23 декабря 1975 г. № 3981 срок действия установлен с 01.07.1977 г. до 01.07.1982 г. Несоблюдение стандарта преследуется по закону Настоящий стандарт распространяется на металлические бесшовные и сварные трубы с наружным диаметром не более 400 мм и с толщиной стенки не более 15 % от наружного диаметра трубы и устанавливает метод испытания на сплющивание при температуре 20 ± 10 °С. Стандарт соответствует требованиям рекомендации СЭВ по стандартизации PC 68-63 и рекомендации ИСО Р 202. Стандарт полностью соответствует СТ СЭВ 480-77 в части испытания на сплющивание. 1. ОБОЗНАЧЕНИЯ1.1. При испытании на сплющивание предусматриваются следующие обозначения: начальный наружный диаметр образца круглой трубы, мм - D; толщина стенки образца, мм - а; расстояние между параллельными плоскостями в конце испытания, мм - Н; внутренний диаметр образца, мм - Dвн. 2. МЕТОД ОТБОРА ОБРАЗЦОВ2.1. Для испытания труб на сплющивание применяют образцы в виде отрезка трубы длиной 20 - 50 мм, а при разногласиях в оценке качества - длиной 1,5Dвн, но не менее 10 мм и не более 100 мм. 2.2. Испытание может проводиться непосредственно на трубе с предварительным её надрезом перпендикулярно продольной оси на глубину не менее 0,8D (черт.1). 2.3. Плоскость реза должна быть перпендикулярна оси трубы. Заусенцы на кромках образца должны быть удалены. 2.4. На образце допускается снимать поверхностные слои (внутренний и наружный), если это установлено в стандартах на конкретную продукцию.
Черт. 1 3. ПРОВЕДЕНИЕ ИСПЫТАНИЙ3.1. Для испытания образец помещают между двумя гладкими жесткими и параллельными плоскостями и плавно сплющивают его, сближая сжимающие плоскости до заданного расстояния Н (черт. 2 и 3).
3.2. Ширина сжимающих плоскостей всегда должна быть больше, чем ширина образца после сплющивания. 3.3. Сварной шов при испытаниях располагается примерно под углом 90° к оси приложения нагрузки (черт. 4). 3.4. Скорость сплющивания образца при разногласиях в оценке качества испытания должна быть не более 25 мм/мин. 4. ОБРАБОТКА РЕЗУЛЬТАТОВ4.1. Признаком того, что образец выдержал испытание, служит отсутствие после сближения сжимаемых поверхностей до величины Н на внешней и внутренней поверхностях трещин или надрывов с металлическим блеском, определяемых визуально. (Изменённая редакция, Изм. № 1). 5. ПРОТОКОЛ ИСПЫТАНИЯВ протоколе испытания следует указать: материал и размеры трубы; полученные результаты. (Введен дополнительно, Изм. № 1). СОДЕРЖАНИЕ
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/3972
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |


|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|