
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"РД 10-577-03 Типовая инструкция по контролю металла и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций.ФЕДЕРАЛЬНЫЙ ГОРНЫЙ И
ПРОМЫШЛЕННЫЙ НАДЗОР РОССИИ СЕРИЯ 10 НОРМАТИВНЫЕ ДОКУМЕНТЫ ПО БЕЗОПАСНОСТИ, ВЫПУСК 30 ТИПОВАЯ ИНСТРУКЦИЯ РД 10-577-03 Москва Государственное унитарное
предприятие 2003 Ответственные разработчики: B.C. Котельников, Н.А. Хапонен, А.А. Шельпяков, И.В. Семенова, Р.А. Стандрик, Е.Г. Ситникова, А.П. Ливинский, В.В. Гусев, В.Ф. Резинских, Е.А. Гринь, В.И. Гладштейн, Ф.А. Хромченко, В.Ф. Злепко, В.А. Богачев, А.В. Федосеенко, Б.Э. Школьникова, Т.А. Швецова, Ю.В. Балашов, Б.Д. Дитяшев, А.Б. Попов, С.В. Лунева, Н.Н. Фалалеева Типовая инструкция по контролю металла и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций регламентирует требования к контролю и определению состояния металла основных элементов теплосилового оборудования действующих энергоустановок в целях обеспечения их надежной и безопасной эксплуатации. Положения Типовой инструкции подлежат обязательному применению независимо от форм собственности и подчинения на предприятиях отрасли «Электроэнергетика» и на предприятиях, в составе (структуре) которых находятся тепловые электростанции. Типовая инструкция распространяется на котлы, турбины и трубопроводы пара и горячей воды энергоустановок, работающих с номинальным давлением пара выше 4,0 МПа. В связи с введением в действие настоящей Типовой инструкции после ее официального опубликования считается утратившей силу Типовая инструкция по контролю металла и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций [РД 10-262-98 (РД 153-34.1-17.421-98)]. СОДЕРЖАНИЕ Утверждена постановлением Госгортехнадзора России от 18.06.03 № 94, зарегистрированным Министерством юстиции Российской Федерации 19.06.03 г., регистрационный № 4748 ТИПОВАЯ ИНСТРУКЦИЯ * Печатается по «Российской газете» от 21 июня 2003 г., № 120/1. РД 10-577-03 ВВЕДЕНИЕТиповая инструкция по контролю металла и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций (далее - ТИ) регламентирует требования к контролю и определению состояния металла основных элементов теплосилового оборудования действующих энергоустановок в целях обеспечения их надежной и безопасной эксплуатации. Положения ТИ подлежат обязательному применению независимо от форм собственности и подчинения на предприятиях отрасли «Электроэнергетика» и на предприятиях, в составе (структуре) которых находятся тепловые электростанции (ТЭС). Контроль за выполнением требований ТИ осуществляет Госгортехнадзор России. Научно-техническое руководство по контролю, диагностированию и созданию информационной системы служебных характеристик металла, а также по прогнозированию и управлению ресурсом оборудования ТЭС осуществляет РАО «ЕЭС России» через отраслевые экспертные организации, которые должны привлекаться к работам, указанным в ТИ. Термины и определения, применяемые в настоящем руководящем документе, приведены в приложении 1. 1. ОБЩИЕ ПОЛОЖЕНИЯ1.1. Настоящая ТИ регламентирует порядок, включая методы, периодичность и объем, эксплуатационного контроля тепломеханического оборудования ТЭС в пределах паркового ресурса, а также устанавливает критерии оценки работоспособности основных элементов этого оборудования и порядок продления сроков его эксплуатации сверхпаркового ресурса. Перечень контролируемых элементов, методы, объемы и сроки проведения контроля приводятся в разд. 3, а критерии оценки состояния металла - в разд. 6. ТИ распространяется на котлы, турбины и трубопроводы пара и горячей воды энергоустановок, работающих с номинальным давлением пара выше 4,0 МПа. 1.2. Контроль и диагностика проводятся в целях оценки состояния и возможности дальнейшей эксплуатации металла элементов и деталей теплоэнергетического оборудования для обеспечения их надежной эксплуатации до момента проведения очередного контроля или замены. Элементы оборудования считаются пригодными к дальнейшей эксплуатации, если по результатам контроля окажется, что состояние основного и наплавленного металла удовлетворяет требованиям настоящей ТИ и другой действующей нормативно-технической документации. 1.3. Контроль металла проводится лабораториями или службами металлов АО-энерго, АО-электростанций, ремонтных организаций или иных привлеченных организаций, аттестованных в установленном порядке. Контроль роторов паровых турбин проводится лабораториями или службами металлов организаций - владельцев оборудования, ремонтными и иными организациями, аттестованными в установленном порядке. 1.4. Контроль проводится в основном во время плановых остановов оборудования. Допускается смещение сроков контроля оборудования в большую или меньшую сторону на 5 % паркового ресурса оборудования, указанного в разд. 3 настоящей ТИ. Решение о смещении сроков контроля для оборудования, не отработавшего парковый ресурс, принимается руководителем организации - владельца оборудования. Решение о смещении сроков контроля в большую сторону для оборудования, отработавшего парковый ресурс, принимается руководителем организации - владельца оборудования и по представлению специализированной организации утверждается РАО «ЕЭС России». 1.5. При достижении паркового ресурса элементы и детали тепломеханического оборудования допускаются к дальнейшей эксплуатации при положительных результатах технического диагностирования. Порядок организации контроля оборудования и продления срока его службы за пределами паркового ресурса приведен в разд. 4 настоящей ТИ, номенклатура и объемы типового контроля - в разд. 3. 1.6. Для проведения контроля в процессе эксплуатации проектными организациями и изготовителями оборудования должны быть предусмотрены площадки, съемная изоляция, реперы и т.д. 1.7. Владелец оборудования должен организовать учет температурного режима работы металла теплоэнергетического оборудования и систематическую обработку суточных графиков температуры пара за каждым котлом и в паропроводах. По всем паропроводам с температурой пара 450 °С и выше должны учитываться продолжительность и значения превышения температуры пара на каждые 5 °С сверх номинальной. Учет продолжительности (в часах) эксплуатации паропроводов следует проводить по каждому участку, в том числе на РОУ, БРОУ и т.д. 1.8. Ответственность за выполнение контроля металла в объеме и сроки, указанные в настоящей ТИ, возлагается на руководителя организации - владельца оборудования. Решение о допуске оборудования электростанций к эксплуатации в пределах паркового ресурса принимает технический руководитель организации-владельца. 1.9. Возможность эксплуатации ответственных элементов и деталей энергооборудования (гибов трубопроводов, барабанов, пароперегревателей, коллекторов котлов, главных паропроводов, корпусов цилиндров, стопорных клапанов, роторов турбин) при неудовлетворительных результатах контроля металла определяется специализированной организацией. Решение о дальнейшей эксплуатации энергооборудования принимается организацией - владельцем оборудования. 1.10. Возможность дальнейшей эксплуатации ответственных элементов и деталей энергооборудования (гибов трубопроводов, барабанов, пароперегревателей, коллекторов котлов, главных паропроводов, корпусов цилиндров, стопорных клапанов, роторов турбин) после выработки ими паркового ресурса определяется специализированными организациями, имеющими лицензию Госгортехнадзора России на экспертизу промышленной безопасности. Заключение экспертизы промышленной безопасности на оборудование, подконтрольное Госгортехнадзору России, утверждается территориальными органами Госгортехнадзора России. Решение о продлении эксплуатации оборудования утверждается РАО «ЕЭС России». 1.11. На основании настоящей ТИ допускается разработка местных производственных инструкций по контролю металла оборудования электростанции, которые в части объема и периодичности контроля могут отличаться от нее. Эти инструкции подлежат пересмотру не реже одного раза в пять лет. Инструкции согласовываются с РАО «ЕЭС России» и Госгортехнадзором России. 1.12. Новые методы и средства контроля, технического диагностирования металла оборудования могут использоваться на электростанциях после рассмотрения РАО «ЕЭС России» и принятия решения об их применении на основании заключения специализированной организации. Решение РАО «ЕЭС России» о допуске новых методов и средств контроля на оборудовании, подконтрольном Госгортехнадзору России, согласовывается с Госгортехнадзором России. 1.13. Решение о порядке контроля и продления срока службы элементов оборудования, изготовленных из новых отечественных сталей или сталей иностранного производства, готовится РАО «ЕЭС России» на основании заключения специализированной организации и согласовывается с Госгортехнадзором России. 1.14. Изменения в настоящую ТИ вносятся совместным решением Госгортехнадзора России и РАО «ЕЭС России» на основании предложений специализированных организаций. 1.15. Допускается корректировка объемов, методов и номенклатуры контроля состояния оборудования при ремонте или техническом перевооружении оборудования ТЭС РАО «ЕЭС России». Решение о корректировке принимается РАО «ЕЭС России» и согласовывается с Госгортехнадзором России. По турбоагрегатам и турбинному оборудованию РАО «ЕЭС России» вносит изменения в номенклатуру и объемы контроля металла и методики продления срока службы без согласования с Госгортехнадзором России. 1.16. Результаты контроля, полученные в соответствии с требованиями предыдущей редакции ТИ, могут использоваться при определении возможности дальнейшей работы оборудования и могут быть оформлены в табличной форме как предыдущей, так и настоящей ТИ (приложения 2 - 7). 2. ПАРКОВЫЙ РЕСУРС ЭЛЕМЕНТОВ ТЕПЛОМЕХАНИЧЕСКОГО ОБОРУДОВАНИЯВ данном разделе приводятся значения паркового ресурса основных элементов энергооборудования. Парковый ресурс - наработка однотипных по конструкции, маркам стали и условиям эксплуатации элементов теплоэнергетического оборудования, в пределах которой обеспечивается их безаварийная работа при соблюдении требований действующей нормативной документации. Парковый ресурс не является предельным сроком эксплуатации. Возможность и условия эксплуатации энергетического оборудования сверхпаркового ресурса устанавливаются РАО «ЕЭС России» на основании заключения специализированной организации. 2.1. Котлы 2.1.1. Значения паркового ресурса коллекторов котлов в зависимости от расчетных параметров эксплуатации и примененных марок стали приведены в табл. 2.1. Таблица 2.1
2.1.2. Парковый ресурс прямых участков и гибов паропроводов и пароперепускных труб в пределах котлов и турбин равен парковому ресурсу прямых участков и гибов станционных паропроводов, эксплуатирующихся при таких же номинальных параметрах пара. 2.1.3. Парковый ресурс труб поверхностей нагрева устанавливается лабораторией или службой металлов владельца оборудования или специализированной организацией. 2.1.4. Парковый ресурс барабанов из стали 22К и 16ГНМА составляет 300 тыс. ч для однобарабанных котлов и 250 тыс. ч для двухбарабанных котлов и барабанов из сталей других марок. Парковый ресурс барабанов, имеющих поврежденность на уровне показателей п. 2.3 Инструкции [1], корректируется в соответствии с табл. 2.1 Инструкции [1]. 2.2. Турбины 2.2.1. Значения паркового ресурса турбин в зависимости от параметров их эксплуатации и мощности, а также завода-изготовителя приведены в табл. 2.2. Таблица 2.2
Турбины с температурой свежего пара на входе менее 450 °С, а также элементы ЦСД турбин без горячего промперегрева паркового ресурса не имеют. Парковый ресурс турбин, элементы которых работают в условиях ползучести, определяется наработкой или количеством пусков турбины; оба параметра действуют независимо. Парковый ресурс турбин, не вошедших в табл. 2.2, приравнивается к значению расчетного ресурса, указанного в паспорте оборудования. При отсутствии этих данных следует обращаться в организацию-изготовитель. 2.3. Крепеж Парковый ресурс крепежа арматуры и разъемов турбин в зависимости от номинальных параметров их эксплуатации и примененных марок стали приведен в табл. 2.3. Таблица 2.3
2.4. Паропроводы В табл. 2.4 приведены значения паркового ресурса паропроводов и их основных элементов в зависимости от типоразмеров паропроводов, номинальных параметров пара и марок стали. Таблица 2.4
Парковый ресурс стыковых сварных соединений приравнивается к парковому ресурсу прямых труб соответствующих паропроводов. Парковый ресурс литых корпусов арматуры, тройников, колен, переходов, работающих при температуре эксплуатации 450 °С и выше, независимо от марки стали устанавливается равным 250 тыс. ч. Парковый ресурс тройниковых сварных, а также стыковых сварных соединений, состоящих из элементов с разной толщиной (например, соединения труб с литыми, коваными деталями и переходами), устанавливается специализированными научно-исследовательскими организациями. Парковый ресурс ЦБЛ труб большинства типоразмеров равен 100 тыс. ч, а труб диаметром 630´25 мм, работающих при температуре 545 °С и давлении 2,5 МПа, - 150 тыс. ч. 3. МЕТОДЫ, ОБЪЕМЫ И СРОКИ ПРОВЕДЕНИЯ КОНТРОЛЯ СОСТОЯНИЯ МЕТАЛЛА И СВАРНЫХ СОЕДИНЕНИЙ ЭНЕРГООБОРУДОВАНИЯПри проведении контроля основного металла и сварных соединений элементов энергооборудования необходимо учитывать следующее: Начало проведения контроля определяется или достижением количества пусков, или наработки (см. разд. 3.1 - 3.4), то есть оба параметра (количество пусков и наработка) действуют независимо. При выявлении повреждений энергооборудования в процессе эксплуатации, а также обнаружении недопустимых дефектов при контроле решение о необходимости и объеме дополнительного контроля принимает организация, проводившая техническое диагностирование. В графе «Метод контроля» приняты следующие сокращения: ВК - визуальный контроль; ЦД - цветной контроль проникающими веществами; УЗК - ультразвуковой контроль; УЗТ - ультразвуковая толщинометрия; МПД - магнитопорошковая дефектоскопия; ТР - химическое травление; ТВК - токовихревой контроль; ТВ - измерение твердости; МР - метод реплик; МК - магнитный контроль; Тип 1 (Тр + Тр) - стыковое сварное соединение трубы с трубой; Тип 2 (ККН) - стыковое сварное соединение трубы с донышком коллектора, литой, кованой и штампованной деталью; продольные швы штампосварных колен, стыковые сварные соединения с конструктивными концентраторами напряжений, тройниковые и штуцерные сварные соединения; РОПС - ревизия опорно-подвесной системы; ПРПС - поверочный расчет на прочность и самокомпенсацию.
3.2. Станционные трубопроводы. Паропроводы с наружным диаметром 100 мм и более; питательные трубопроводы с наружным диаметром 76 мм и более
3.3. Паровые турбины
3.4. Сварные соединения трубопроводов и коллекторов с наружным диаметром 100 мм и более
4. ПОРЯДОК И ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ КОНТРОЛЯ МЕТАЛЛА И ПРОДЛЕНИЯ СРОКА СЛУЖБЫ ОБОРУДОВАНИЯ ПОСЛЕ ВЫРАБОТКИ ПАРКОВОГО РЕСУРСА4.1. Продление срока службы энергетического оборудования за пределы паркового ресурса осуществляется на основании: анализа режимов эксплуатации и результатов контроля металла оборудования за весь предшествующий срок службы; учета ежегодной наработки оборудования, температуры металла и давления пара за котлом, на входе в турбину и в секциях общестанционного коллектора; оценки физико-химических, структурных, механических и жаропрочных свойств длительно работающего металла; поверочного расчета на прочность элементов оборудования; поверочного расчета на прочность паропровода как единой пространственной конструкции (в соответствии с приложением 2 настоящей ТИ) с оценкой состояния опорно-подвесной системы; расчета остаточного ресурса элементов энергооборудования, работающего в условиях ползучести или циклического нагружения. Для оценки температурных режимов эксплуатации элементов оборудования, работающих в условиях ползучести, должен быть организован соответствующий контроль. Выбор места установки измерительных приборов должен быть согласован с лабораторией (группой) металлов и утвержден руководителем ТЭС. 4.2. Исходными данными для определения остаточного ресурса элементов оборудования являются: условия эксплуатации за весь предшествующий срок службы (фактическая температура, наработка за все годы эксплуатации, колебания давления и число пусков из различных тепловых состояний); геометрические размеры элементов энергооборудования и динамика их изменений за предшествующий срок службы; физико-химические, структурные, механические и жаропрочные свойства длительно работающего металла, микроповрежденность на момент продления срока его службы; результаты дефектоскопического контроля; другие дополнительные данные, характерные для конкретного элемента оборудования. 4.3. К эксплуатации сверхпаркового ресурса допускаются элементы оборудования, металл которых удовлетворяет критериям оценки состояния, приведенным в разд. 6 настоящей ТИ, при положительных результатах расчета на прочность и определения остаточного ресурса. 4.4. Специализированная организация проводит на основании исследований и данных владельца оборудования анализ состояния длительно работающего металла и составляет экспертное заключение о возможности и условиях дальнейшей эксплуатации оборудования. Для подготовки заключения специализированные организации используют результаты контроля и другие данные, имеющиеся у владельца оборудования, при получении которых были соблюдены требования действующей НД. Заключение утверждается Госгортехнадзором России. 4.5. При положительной оценке возможности дальнейшей эксплуатации оборудования специализированная организация разрабатывает и вносит в заключение номенклатуру и объемы контроля оборудования, условия его эксплуатации. 4.6. На основании выводов и рекомендаций экспертного заключения специализированной организации владелец составляет Решение АО-энерго (АО-электростанции), содержащее в своей постановляющей части конкретные предложения по условиям и срокам продления эксплуатации оборудования. При отрицательном заключении специализированной организации о возможности дальнейшей эксплуатации энергетического оборудования владелец этого оборудования после проведения ремонтных работ или восстановительной термической обработки представляет его повторно в специализированную организацию, которая дала отрицательное заключение, для рассмотрения и подготовки заключения о возможности и условиях дальнейшей эксплуатации энергетического оборудования. 4.7. Решение АО-энерго (АО-электростанции) о дальнейшей эксплуатации оборудования утверждается (не утверждается, утверждается с ограничениями) РАО «ЕЭС России» и вносится владельцем оборудования в его паспорт. Для утверждения Решения АО-энерго в РАО «ЕЭС России» представляется заключение специализированной организации о состоянии оборудования, возможности его дальнейшей эксплуатации и номенклатуре и объеме контроля в разрешенный период эксплуатации. 5. ПОРЯДОК ПРОВЕДЕНИЯ КОНТРОЛЯ И ИССЛЕДОВАНИЙ МЕТАЛЛАДля оценки состояния основного металла и сварных соединений оборудования и его пригодности к дальнейшей эксплуатации проводятся контроль и исследование металла вырезок его ответственных узлов и элементов в соответствии с требованиями разд. 3 и 4. 5.1. Поверхности нагрева 5.1.1. Оценка остаточного ресурса труб поверхностей нагрева производится по вырезкам. Для выявления зоны повышенного риска преждевременных разрушений проводится ультразвуковая толщинометрия и магнитная диагностика труб поверхностей нагрева, работающих при температуре выше 450 °С, в соответствии с [4], ниже 450 °С - в соответствии с [3] или [4]. Выбор мест вырезки образцов осуществляется в соответствии с результатами этих измерений. 5.1.2. При исследовании металла вырезок труб поверхностей нагрева определяются: толщина стенки и наружный диаметр в двух взаимно перпендикулярных направлениях (лоб - тыл, бок - бок); скорость наружной коррозии в котлах, работающих на агрессивных топливах (сернистом мазуте, экибастузском угле и др.); внутренний диаметр труб; толщина окалины на внутренней поверхности труб с лобовой и тыловой сторон и ее строение по всему периметру, при этом отмечается характер макроповреждений оксидной пленки (трещины, язвы, осыпание пленки и др.); микроструктура металла, а также характер и глубина коррозионных повреждений на кольцевых образцах с наружной и внутренней сторон по всему периметру; для труб, работающих при температуре выше 450 °С, дополнительно определяют: химический и фазовый состав металла; твердость (НВ) металла по поперечному сечению трубы; длительную прочность при необходимости; оценку остаточного ресурса проводят в соответствии с [4]. При выявлении повреждений металла, перечисленных в разд. 6.1, оценка остаточного ресурса не производится. Для труб из стали 12Х1МФ, работающих при температуре ниже 450 °С, и из стали 20, работающих при температуре ниже 400 °С, дополнительно определяются механические свойства при кратковременном разрыве. 5.2. Паропроводы 5.2.1. После отработки паркового ресурса, накопления остаточной деформации отдельными элементами паропровода более половины допустимой, а также при выявлении микроповрежденности структуры (4 балла и более) оценка срока дальнейшей эксплуатации паропровода производится по вырезке. 5.2.2. На паропроводе производится одна вырезка на каждую марку стали из гиба с максимальной остаточной деформацией. При невозможности вырезать весь гиб целиком можно оценить изменение свойств металла в процессе эксплуатации на вырезке из прямого участка гиба с обязательной оценкой в этом случае микроповрежденности растянутой зоны гиба неразрушающими методами. 5.2.3. При необходимости одновременного исследования сварного соединения рекомендуется совместить обе вырезки. 5.2.4. Вырезки рекомендуется производить механическим способом. При использовании для этой цели электродуговой или газовой резки образцы на вырезке должны располагаться на расстоянии не менее 20 мм от места резки. 5.2.5. Длина вырезки должна быть не менее 300 мм. Схема расположения образцов на механические испытания представлена на рис. 1. Образцы на длительную прочность располагаются вдоль трубы.
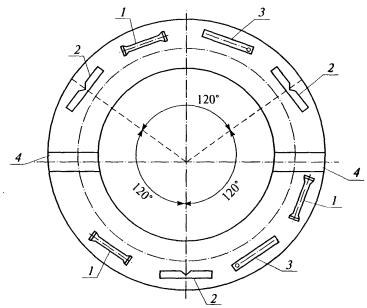
Рис. 1. Схема вырезки образцов из трубы паропровода: 1 и 2 - образцы для испытания на разрыв и удар соответственно; 3 - образец для карбидного анализа; 4 - образец для металлографического анализа 5.2.6. При исследовании металла вырезок из паропроводов определяются: химический состав металла, в том числе содержание легирующих элементов в карбидах (фазовый анализ); твердость (НВ) металла по поперечному сечению; механические свойства металла при комнатной и рабочей температурах; микроструктура металла и наличие неметаллических включений по толщине стенки трубы; микроповрежденность (поры) по толщине стенки трубы; жаропрочность металла; дополнительный ресурс работы паропроводов. 5.2.7. При определении кратковременных механических свойств металла при комнатной и рабочей температурах должно быть испытано не менее двух образцов на растяжение и трех - на ударную вязкость для каждого значения температуры. В случае неудовлетворительных результатов механических испытаний проводятся повторные испытания образцов из той же трубы. При положительных результатах повторных испытаний они считаются окончательными, при отрицательных - элементы могут быть допущены к эксплуатации на основании заключения специализированной организации. 5.2.8. Испытания на длительную прочность и ползучесть проводятся для получения количественных оценок длительной прочности и ползучести. Испытания на длительную прочность и ползучесть проводятся в соответствии с [9]. 5.2.9. Исследование микроповрежденности проводится на образцах из вырезанного участка по всей толщине стенки трубы. Оценку микроповрежденности металла допускается производить методами оптической и электронной микроскопии, прецизионным определением плотности. 5.2.10. Трубы и гибы, работающие в условиях ползучести, при достижении значений остаточной деформации выше указанных в п. 6.2.1 настоящей ТИ (до или после достижения паркового ресурса) разрешается эксплуатировать ограниченный срок при постоянном контроле акустико-эмиссионным методом. 5.2.11. Измерение остаточной деформации ползучести производится на паропроводах, изготовленных из: углеродистых, кремнемарганцевых и хромомолибденовых сталей, работающих при температуре пара 450 °С и выше; хромомолибденованадиевых сталей - при 500 °С и выше; высокохромистых и аустенитных сталей - при 540 °С и выше. Контролю подлежат все действующие паропроводы (в том числе в пределах котлов и турбин), длительность работы которых превышает 3 тыс. ч в год. 5.2.12. Остаточная деформация ползучести труб измеряется микрометром с точностью шкалы до 0,05 мм по реперам, устанавливаемым на прямых трубах длиной 500 мм и более, а также на гнутых отводах, имеющих прямые участки длиной не менее 500 мм. Реперы располагаются по двум взаимно перпендикулярным диаметрам (рис. 2) в средней части каждой прямой трубы, прямого участка каждого гнутого отвода на расстоянии не менее 250 мм от сварного соединения или начала гнутого участка. Конструкция применяемых реперов приведена на рис. 3. При невозможности установки реперов в двух взаимно перпендикулярных направлениях допускается установка только одной пары реперов. Приварка реперов к телу контролируемой трубы должна осуществляться только аргонодуговым способом сварки. Установка реперов на трубы и нанесение на исполнительную схему-формуляр мест их расположения производятся во время монтажа при непосредственном участии представителя лаборатории металлов и цеха - владельца паропровода. Реперы на схеме должны иметь нумерацию, остающуюся постоянной в течение всего периода эксплуатации паропровода. Места расположения реперов должны быть отмечены указателями, выступающими над поверхностью изоляции паропровода. Измерение остаточной деформации ползучести производится при температуре стенки трубы не выше 50 °С.
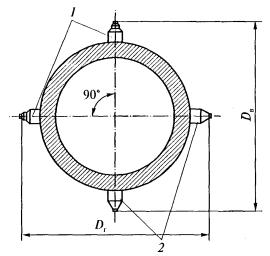
Рис. 2. Схема расположения реперов на трубе паропровода: 1 - реперы с втулкой; 2 - простые реперы
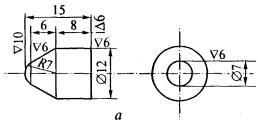
Рис. 3. Эскиз репера (начало): а - простой репер
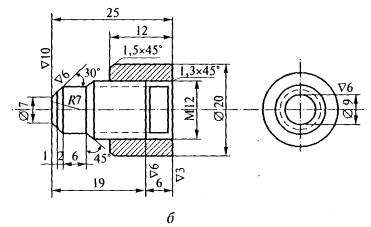
Рис. 3. Окончание: б - репер с резьбовой втулкой для определения первоначального размера (репер выполняется из аустенитной стали; резьбовая втулка - из перлитной стали, аналогичной материалу паропровода) Остаточная деформация ползучести от начала эксплуатации до i-го измерения определяется по формуле
где DЕ - остаточная деформация ползучести, %; Di - диаметр, измеренный по реперам при i-м измерении в двух взаимно перпендикулярных плоскостях (горизонтальной Dг, вертикальной Dв (см. рис. 2), мм;
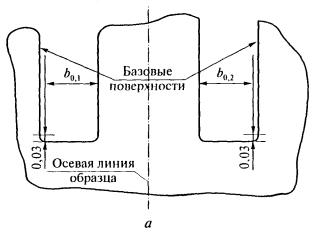
В формулу подставляются значения измерений как в горизонтальной, так и в вертикальной плоскости. Наибольшее полученное значение принимается за расчетное. Сводные результаты измерений остаточной деформации по всем агрегатам, на которых производились измерения, заносятся в формуляр паропровода. 5.3. Барабаны 5.3.1. Методические требования к проведению неразрушающего контроля, а также рекомендации по проведению вырезок металла и технологии восстановления герметичности барабана приведены в приложениях 5, 6 и 7 Инструкции [1]. 5.3.2. Оценка остаточного ресурса барабана выполняется по условиям малоцикловой усталости с учетом термических напряжений и коррозионного фактора в соответствии с рекомендациями приложения 3 Инструкции [1]. 5.4. Корпусы арматуры и другие литые детали паропровода 5.4.1. После отработки паркового ресурса литых деталей оценка срока дальнейшей эксплуатации производится на основании исследования структуры, измерения твердости и расчета на прочность. 5.4.3. Измерение твердости производится в зонах, указанных в п. 5.4.2 настоящей ТИ. 5.4.4. Расчет на прочность производится с учетом фактических условий работы и геометрических размеров детали по допускаемым напряжениям, указанным в нормах расчета на прочность. При отсутствии соответствующих допускаемых напряжений расчет производится специализированными организациями. 5.5.1. Для оценки надежности литого металла из детали, содержащей трещину или имеющей выборку глубиной более 40 % толщины стенки, следует вырезать заготовку, позволяющую изготовить два образца размерами 10´10´55 мм. Вырезку следует делать как можно ближе к трещине по эскизам специализированной организации или организации - изготовителя турбины [8]. 5.5.2. Из заготовки делаются образцы с двойными надрезами для определения критического раскрытия при рабочей температуре и горячей твердости (рис. 4 и 5). Качество поверхности образца и допуски на его размеры должны соответствовать требованиям к ударным образцам по [11]. Два параллельных надреза, расположенные в средней части одной из боковых сторон образца перпендикулярно к его продольной оси, наносятся с помощью фрезы толщиной 0,5±0,1 мм; глубина надрезов 5,0±0,5 мм, расстояние между ними 5,0±0,1 мм (см. рис. 4). Один торец образца должен быть базовым и обработан с чистотой Ra = 0,16. Расстояние до надрезов должно отсчитываться от этого торца. Сторона образца с базовым торцом должна быть отмечена керном. Профиль надрезов прямоугольный, при этом радиусы закругления в месте сопряжения дна надреза и его стенок не должны превышать 0,025 мм. Испытания на удар при рабочей температуре выполняются по [11]. Температура испытания должна быть равна температуре пара на входе в корпус. При испытании на ударный изгиб необходимо образец расположить так, чтобы удар осуществлялся точно посредине образца. На боковой стороне образца строго посреди не между надрезами наносится риска. Положение базового торца относительно опор копра должно фиксироваться упором. Ширина надрезов около их дна измеряется на металлографическом микроскопе при 50 - 70-кратном увеличении с точностью до 0,01 мм. За базовую поверхность при измерении ширины каждого из двух надрезов принимается боковая кромка надреза со стороны соответствующего торца: у левого надреза - кромка со стороны левого торца, у правого - со стороны правого. Эта кромка выставляется строго по вертикали измерительного лимба микроскопа. Вторая точка отсчета для определения ширины надреза устанавливается на его дне и месте перехода от горизонтальной части к радиусу закругления, причем разница высот точки окончания дна надреза и его плоской части не должна превышать 0,03 мм (см. рис. 5). 5.5.3. Измерение раскрытия после испытания осуществляется на полированной и протравленной поверхности половинки ударного образца с неразрушившимся надрезом, травитель - 3 %-ный раствор HNO3 в спирте. При шлифовке должен быть снят слой толщиной 1,5 - 2,0 мм. Правильность проведенного испытания проверяется путем измерения расстояния между риской и краем излома. Оно не должно превышать 0,3 мм. Неудовлетворительная локальная пластичность обычно наблюдается при наличии в микроструктуре 50 % и более участков с бейнитной ориентацией. Измерения производятся инструментальным или металлографическим микроскопом (например, ММУ-3) с точностью до 0,01 мм.
Рис. 4. Ударный образец с двумя надрезами
Рис. 5. Схема измерения критического раскрытия: а - до испытания
б - после испытания Величина критического раскрытия определяется по неразрушенному надрезу как разность между шириной дна надреза после испытания и его начальной шириной. Возможно, что после испытания в дне надреза не будет трещин. Тогда измерение конечной ширины надреза идентично измерению в исходном состоянии. Если же по надрезу произошло частичное разрушение образца, при измерении важно не включать в ширину надреза зазоры, образующиеся при распространении трещины. Это облегчается тем, что благодаря прямоугольному профилю надрезов надрывы локализуются в углах сопряжения дна и стенок надреза. Для облегчения обнаружения надрывов по дну надреза следует использовать различие в цвете у деформированного дна надреза и у поверхности распространения трещин, измеряя только темные участки, то есть только дно надреза. Значение критического раскрытия определяется по формуле dс = bк - b0, где b0 - начальная ширина неразрушающего надреза, мм; bк - ширина того же надреза после испытания, мм,
где h - горизонталь, мм (см. рис. 5). При выполнении всех требований точность определения раскрытия составляет не менее ±15 %. Измерение ширины дна надреза после испытания включает определение угла поворота дна надреза относительно горизонтали a и значения проекции дна надреза на горизонталь h (см. рис. 5). 5.5.4. Твердость по Бринеллю при рабочей температуре измеряется твердомером. При проведении испытаний нагрузка 7500 Н, шарик диаметром 5 мм, выдержка 30 с. Измерения производятся на половинках ударных образцов. Наносится не менее трех отпечатков на каждом образце. 5.5.5. Допустимые размеры трещин определяются для недоступных зон деталей в соответствии с требованиями [7], а для остальных зон - по [8]. 5.6. Детали проточной части турбин 5.6.1. Методики проведения контроля состояния металла цельнокованых роторов паровых турбин приведены в [12] и [13]. 5.6.2. Методики проведения контроля состояния металла насадных дисков и рабочих лопаток, работающих в зоне фазового перехода паровых турбин, приведены в [14] и [15]. 5.6.3. При контроле дисков фиксируется наличие общей и язвенной коррозии, коррозионного растрескивания, эрозии, следов задевания и других механических повреждений. 5.6.4. При контроле диафрагм и направляющих лопаток фиксируется наличие задеваний и других механических повреждений ободов и лопаток, трещин, общей и язвенной коррозии, эрозии, остаточной деформации диафрагм. 5.6.5. При контроле рабочих лопаток фиксируется наличие трещин, следов задеваний и других механических повреждений, коррозии, эрозии, остаточной деформации (удлинение, разворот, выход из ряда); проверяется качество крепления лопаток, состояние заклепок. Для лопаток последних ступеней турбин производства ПО ЛМЗ и ПО ТМЗ фиксируется наличие противоэрозионных пластин. 5.6.6. При контроле бандажей (покрывных и проволочных) фиксируется наличие трещин, следов задевания, коррозии, механических повреждений. 5.7. Крепеж 5.7.1. Измерение твердости производится на торце шпильки или гайки. Количество отпечатков не менее трех. 5.7.2. Для исследования механических свойств (при необходимости) отбирается одна шпилька с минимальной, а другая - с максимальной твердостью. 5.8. Сварные соединения 5.8.1. После выработки паркового ресурса оценка срока дальнейшей эксплуатации сварных соединений производится по вырезке. 5.8.2. Представительными считаются сварные соединения, вырезаемые из паропроводов с наибольшей наработкой с учетом результатов контроля. 5.8.3. Стыковое сварное соединение вырезается из паропровода с помощью газовой резки. Длина вырезаемого сварного трубного элемента с кольцевым швом посредине должна быть не менее 250 мм. Вырезку сварного соединения желательно совместить с вырезкой основной металла. В этом случае длина вырезаемого участка должна быть не менее 500 мм. 5.8.4. Вырезанный сварной трубный элемент должен быть отторцован на токарном станке до длины 210 мм со швом посредине. 5.8.5. Разрезка сварного трубного элемента на погоны и изготовление образцов для испытаний и исследований производятся только механическим способом. 5.8.6. При исследовании сварных соединений определяются: твердость основного и наплавленного металла; механические свойства сварного соединения по результатам испытаний образцов на растяжение и ударный изгиб при комнатной и рабочей температурах; статическая трещиностойкость зон сварного соединения по результатам испытания образцов на однократный трехточечный изгиб; химический состав металла шва и основного металла; фазовый состав металла шва и основного металла по результатам карбидного анализа (при необходимости); макроструктура сварного соединения на трех макрошлифах поперечного сечения; микроструктура металла зон сварного соединения по результатам металлографического анализа микрошлифов или реплик; микроповрежденность металла зон сварного соединения по результатам металлографического анализа микрошлифов или реплик; жаропрочность сварного соединения паропровода. 6. КРИТЕРИИ ОЦЕНКИ СОСТОЯНИЯ МЕТАЛЛА6.1. Трубы поверхностей нагрева 6.1.1. Не допускается выход труб поверхностей нагрева из ранжира на величину диаметра трубы. 6.1.2. На трубах не должно быть отдулин. 6.1.3. Допускается увеличение наружного диаметра не более чем на 2,5 % для труб из легированных марок сталей и 3,5 % для труб из углеродистых сталей. Измерение диаметра труб производится на вырезках. 6.1.4. Не допускается наличие на внутренней поверхности труб продольных борозд глубиной 1 мм и более (выявленных при исследовании вырезок). 6.1.5. При металлографическом анализе вырезок в металле не допускаются: трещины; наличие водородного и водородно-кислородного охрупчивания, определенного последующим признакам: обезуглероженный слой; участки внутреннего окисления; развитие коррозионных повреждений параллельно поверхности трубы. 6.2. Прямые трубы и гибы, работающие в условиях ползучести 6.2.1. Остаточная деформация не должна превышать: для прямых труб из стали 12X1МФ - 1,5 % диаметра; для прямых труб из сталей других марок - 1,0 % диаметра; для прямых участков гнутых труб независимо от марки стали - 0,8 % диаметра. 6.2.2. Механические свойства сталей должны удовлетворять требованиям технических условий на поставку. После 100 тыс. ч эксплуатации допускается снижение прочностных характеристик (предел прочности sв и предел текучести - s0,2) на 30 МПа (3,0 кгс/мм2) и ударной вязкости на 15 кДж/м2 (1,5 кгс×м/см2) по сравнению с нижним пределом на поставку. 6.2.3. Предел текучести s0,2 должен быть не ниже 180 МПа для стали 12X1МФ и 200 МПа для стали 15Х1М1Ф при температуре 550 °С, 200 МПа для сталей 12МХ и 15ХМ при температуре 510 °С. 6.2.4. Длительная прочность для конкретной марки стали на базе 105 и 2×105 часов не должна отклоняться более чем на 20 % в меньшую сторону по сравнению со средними значениями данной характеристики, приведенными в табл. 15 ТУ 14-3Р-55-2001. Минимальный уровень длительной пластичности должен быть не ниже 5 % по результатам испытаний образцов до разрушения на базе, условно соответствующей периоду продления срока эксплуатации паропровода. 6.2.5. При исследовании на оптическом микроскопе при 500-кратном увеличении микроповрежденность должна быть не выше 4-го балла по стандартной шкале микроповрежденности согласно [19]. 6.2.6. Снижение плотности металла вблизи наружной поверхности по сравнению с исходным состоянием не должно превышать 0,3 %. 6.2.7. Овальность гибов должна быть не ниже 1,5 % (за исключением гибов, изготовленных нагревом ТВЧ с осевым поджатием). 6.2.8. Трещины любого вида на гибах паропроводов не допускаются. 6.3. Гибы, работающие при температурах ниже 450 °С Характеристики гибов должны удовлетворять требованиям [5] и [16]. Не допускается наличие дефектов на поверхности гибов с глубиной более 10 % толщины стенки или более 2 мм. 6.4.1. Твердость металла по данным измерений переносными приборами должна находиться в следующих пределах: для сталей 20Б, 20, 15М, 16М, 15К, 20К, 22К - 120 - 180 НВ; для сталей марок 16ГНМ и 16ГНМА - 130 - 200 НВ. 6.4.2. В основном металле и сварных соединениях барабана не допускаются дефекты типа трещин всех видов и направлений. Порядок выборки дефектов, контроля мест выборок и технология ремонта основных элементов барабанов должны соответствовать требованиям [23]. Возможность эксплуатации барабана с дефектами типа трещин определяется специализированными научно-исследовательскими организациями. 6.4.3. При обнаружении расслоения в обечайке или днище возможность и условия дальнейшей эксплуатации барабана определяются специальным расчетом на прочность. 6.4.4. Допускаются одиночные коррозионные язвы, эрозионные повреждения, раковины и другие подобные дефекты пологого профиля глубиной не более 10 % от толщины стенки, но не более 8 мм с максимальным размером на поверхности не более 400 мм2, отстоящие от кромки ближайшего отверстия или сварного шва на расстоянии не менее 300 мм. В зонах отверстий (включая кромки) и сварных соединений, то есть на расстоянии от них менее 300 мм, допускаются одиночные дефекты (кроме трещин) глубиной не более 5 мм и максимальным диаметром не более 10 мм. Допускается оставлять в эксплуатации скопления коррозионных язв, а также одиночные коррозионно-эрозионные дефекты на кромках отверстий глубиной не более 3 мм. В случае допуска в эксплуатацию барабанов с перечисленными в настоящем пункте дефектами требуется подтвердить отсутствие трещин в местах этих дефектов дополнительным контролем методом МПД или ЦД, или ТР, или ТВК. 6.4.5. Структура металла по результатам металлографических исследований (на репликах, сколах или вырезках) не должна иметь микротрещин и (или) графитизации 2-го балла и более. 6.4.6. Свойства металла, определенные при комнатной температуре на образцах из вырезок (пробок) основных элементов барабана, должны удовлетворять следующим требованиям: прочностные характеристики металла (временное сопротивление разрыву и условный предел текучести) не должны отличаться более чем на 5 % в меньшую сторону от значений, регламентированных соответствующими ТУ на поставку; отношение предела текучести к временному сопротивлению разрыву не должно превышать 0,7 для углеродистых сталей и 0,8 - для легированных; относительное удлинение должно быть не менее 16 %; ударная вязкость на образцах с надрезом типа 11 (Шарпи) должна составлять не менее 25 кДж/м2 (2,5 кгс×м/см2). 6.5. Питательные трубопроводы 6.5.1. Утонение прямых участков трубопровода и гибов в нейтральных зонах не должно превышать 10 % номинальной толщины, а гибов в растянутых зонах (на наружном обводе) - 15%. На крутоизогнутых гибах допускается утонение стенки по наружному обводу до 20 % номинальной толщины. 6.5.2. Овальность гибов труб не должна превышать 8 %. 6.5.3. На внутреннем обводе гибов допускается плавная волнистость с наибольшей высотой не более половины номинальном толщины стенки трубы, но не более 10 мм. При этом шаг волн должен быть не менее утроенной их высоты. 6.5.4. Допускается оставлять
в эксплуатации элементы с одиночными коррозионными язвами, эрозионными
повреждениями или раковинами глубиной не более 10 % номинальной толщины стенки
элемента, но не более 3 мм и протяженностью не более Допускается оставлять скопление коррозионных язв глубиной не более 0,5 мм. Продольные цепочки язв, а также трещины всех видов и направлений не допускаются. 6.5.5. Механические свойства, определенные при комнатной температуре на образцах вырезок металла из прямых участков трубопровода, должны удовлетворять следующим требованиям: прочностные характеристики металла (временное сопротивление разрыву и условный предел текучести) не должны отличаться более чем на 5 % в меньшую сторону от значений, регламентированных соответствующими ТУ на поставку; отношение предела текучести к временному сопротивлению разрыву не должно превышать 0,65 для углеродистых сталей и 0,75 для легированных; минимальное значение ударной вязкости на образцах с надрезом типа 11 (Шарпи) должно быть не менее 25 кДж/м2 (2,5 кгс×м/см2). 6.6. Корпусы арматуры и другие литые детали паропровода 6.6.1. Качество поверхности литых деталей оценивается в соответствии с требованиями [17]. 6.6.2. Твердость литого металла должна удовлетворять требованиям технических условий на поставку. После 250 тыс. ч эксплуатации допускается снижение твердости на 20 % по сравнению с нижним пределом на поставку. 6.6.3. При исследовании микроструктуры на оптическом микроскопе поры размером более 5 мкм не допускаются. 6.7.1. Требования по характеристикам металла приведены в таблице.
6.7.2. Фактическая средняя скорость роста трещины за межремонтный период не должна превышать 10-3 мм/ч. 6.7.3. В случае невозможности удаления имеющейся трещины, а также при прочих неудовлетворительных результатах контроля металла возможность и условия дальнейшей эксплуатации определяются для корпусов с трещинами в недоступных зонах детали в соответствии с требованиями [7], в других зонах - в соответствии с [8]. 6.8. Роторы турбин 6.8.1. На наружной поверхности ротора (концевых частях валов, ободе, гребнях, полотне, галтелях дисков, полумуфтах, тепловых канавках) не допускаются дефекты, превышающие требования [18]. Кроме этого на всей поверхности не допускаются трещины глубиной более 1 мм, коррозионные язвы, следы эрозионного износа, задеваний и механических повреждений, грубые риски и следы электроэрозии на поверхности шеек в местах посадки подшипников; грубые риски на призонных поверхностях отверстий под болты на полумуфтах, превышающих нормы организации - изготовителя турбины. 6.8.2. Нормы оценки качества металла в районе осевого канала: остаточная деформация, измеренная со стороны осевого канала, не должна превышать 1 % диаметра осевого канала для роторов из сталей Р2 и Р2МА и 0,8 % для роторов из сталей других марок; скорость ползучести не должна превышать 0,5×10-5 %/ч для роторов из сталей Р2 и Р2МА и 0,4×10-5 %/ч для роторов из сталей других марок; в зоне с рабочей температурой металла 400 °С и более не должно быть одиночных равноосных металлургических дефектов с диаметром 3 мм и более и скоплений более мелких равноосных дефектов в количестве более 10 шт. на площади 60 см2. Точечные дефекты размером менее 1,5 мм не учитываются; не должно быть коррозионных повреждений глубиной более 2 мм; не допускается наличие протяженных трещиноподобных дефектов глубиной более 1 мм; 6.8.3. В объеме поковки не допускаются дефекты, размер которых по сопоставлению с плоским отражателем, а также их количество превосходят следующие нормы: общее количество дефектов эквивалентным диаметром от 2 до 4 мм включительно - 30 шт., в том числе в районе бочки - 10 шт.; расстояние между дефектами в районе бочки должно быть более 50 мм; расстояние между расположенными в обоих концах ротора отдельными дефектами эквивалентным диаметром от 2 до 4 мм включительно - 50 мм; при расположении их на одной прямой, параллельной оси ротора, - 30 мм, в одном радиальном направлении - 15 мм; общее количество дефектов эквивалентным диаметром от 4 до 6 мм включительно - 10 шт., расстояние между ними должно быть более 50 мм; дефекты эквивалентным диаметром более 6 мм. Отдельные дефекты эквивалентным диаметром до 2 мм не учитываются. 6.8.4. Степень сфероидизации (дифференциации) второй структурной составляющей в металле высокотемпературных ступеней ротора не должна превышать 3-го балла по шкале [19]. 6.8.5. Твердость металла роторов из сталей 34ХМА, Р2, Р2МА должна быть не ниже 180 НВ, а роторов из стали ЭИ415 - 200 НВ. 6.8.6. При неудовлетворительных результатах контроля возможность и условия дальнейшей эксплуатации ротора определяют специализированные организации. 6.9. Крепеж Критериями оценки надежности металла крепежных деталей являются твердость и механические свойства, которые приведены в [20]. 6.10. Лопатки 6.10.1. Рабочие и направляющие лопатки должны удовлетворять требованиям [21]. 6.10.2. Коррозионные повреждения рабочих лопаток, работающих в зоне фазового перехода турбин, не должны превышать требований [15]. 6.10.3. Величина эрозионного износа лопаток не должна превышать допускаемую заводом-изготовителем турбины и [22]. 6.11. Диски 6.11.1. На наружной поверхности дисков (ободе, гребне, полотне, ступичной части, шпоночном пазу) не допускаются дефекты, превышающие требования [18]. Кроме этого не допускаются следы эрозионного износа, превышающие нормы завода-изготовителя турбины. 6.11.2. Нормы коррозионной поврежденности дисков, работающих в зоне фазового перехода турбин, определены в [15]. 6.12. Сварные соединения 6.12.1. Качество и форма наружной поверхности сварных соединений должны удовлетворять требованиям [23]. 6.12.2. Нормы кратковременных механических свойств металла сварных соединений при измерении твердости и испытании образцов на растяжение и ударный изгиб регламентированы в [23]. 6.12.3. Химический состав наплавленного металла сварных швов должен удовлетворять нормам [23]. 6.12.4. Нормы оценки качества сварных швов при макроанализе регламентированы [23]. При оценке микроповрежденности металла зон сварного соединении браковочным при знаком является наличие цепочек пор ползучести по границам зерен, наличие микротрещин любых размеров, для стали 20 - графитизация 2-го балла и более. 6.12.5. При оценке вязкости разрушения металла шва и зоны сплавления по результатам испытаний образцов с надрезом типа Менаже на статический изгиб браковочным признаком являются значения удельной энергии на зарождение трещины (Аз) и развитие разрушения (Ар): Аз < 0,8 МДж/м2 при температуре 20 °С; Ар < 0,3 МДж/м2 при температуре 20 °С; Аз < 0,4 МДж/м2 при температуре 510 - 560 °С; Ар < 0,7 МДж/м2 при температуре 510 - 560 °С. 6.12.6. Длительная прочность сварных соединений и коэффициент запаса прочности должны удовлетворять требованиям [9]. Допустимый минимальный уровень длительной пластичности должен быть не менее 10 % относительного сужения в месте разрушения образцов при испытании на длительную прочность. Приложение 1Термины и определения
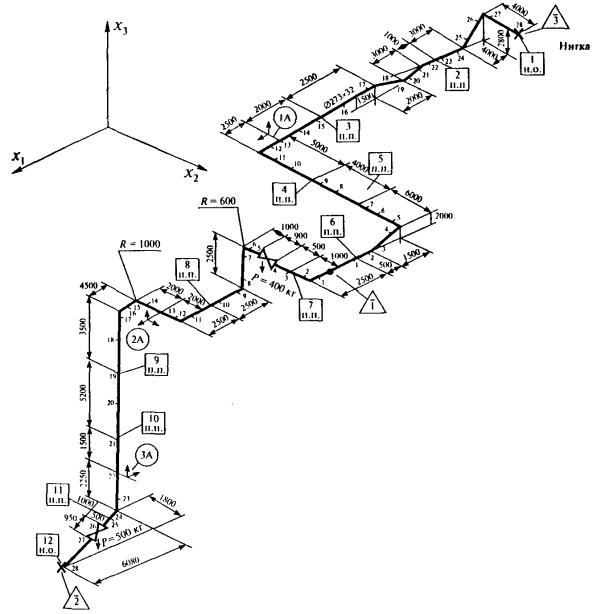
Приложение 2Методика определения деталей и элементов трубопроводов, работающих с наибольшими напряжениями, для включения их в контрольную группу элементовЦелью данной работы является выявление деталей и элементов трубопроводов (рис. 2.1), работающих с наибольшими напряжениями. Работа включает в себя следующие этапы: 1.2. Измерение геометрических характеристик установленных пружин: количества витков, диаметров прутков и диаметров навивки пружин, а также высот пружин при рабочем состоянии трубопроводов. Кроме того, в месте установки каждой пружинной подвески измеряется расстояние по прямой от узла закрепления на строительных конструкциях до оси трубопровода в месте крепления подвески. 1.4. Составление ведомостей дефектов трубопроводов (приложение 2.3) на основании данных пп. 1.1 - 1.3, в которых указываются необходимые мероприятия по устранению дефектов и сроки выполнения этой работы. 1.5. Разработка расчетных схем трубопроводов (приложение 2.4), на которых также указываются препятствия для свободного расширения трубопроводов (если они имеются). Расчетная схема является основным исходным материалом для выполнения расчетов трубопроводов на прочность с учетом состояния опорно-подвесной системы.
Схема паропровода
Примечание. Схема приведена в качестве типовой, составляется эксплуатационным персоналом. Кроме указанных данных должны быть приложены сертификаты на металл и данные по контролю в объеме требований технических условий на поставку. Рис. 2.1. Схема трубопровода 2.1. Расчеты трубопроводов проводятся по программе. 2.2. Расчеты выполняются для двух вариантов: 2.2.1. Вариант 1. Определение деталей и элементов трубопроводов, работающих с наибольшими напряжениями. 2.2.1.1. Расчет выполняется с учетом: моделирования препятствий для свободного расширения трубопроводов (если таковые имеются); фактического состояния трасс и ОПС трубопроводов; фактической нагрузки пружинных опор и подвесок; фактических длин тяг пружинных подвесок; фактического веса деталей и элементов трубопровода и тепловой изоляции, смонтированной на трубопроводе до проведения ремонта; фактических типоразмеров труб, овальности и толщины стенок в растянутой зоне гибов (данные предоставляются лабораторией металлов), жесткости установленных скользящих опор и жестких подвесок. 2.2.2. Вариант 2. Определение предполагаемого расчетного ресурса трубопроводов. 2.2.2.1. Расчет выполняется: с учетом жесткости установленных (или замененных по результатам обследования) пружин опор и подвесок; для состояния трубопроводов, отвечающих принятым в НТД требованиям; в частности, дефекты трубопроводов и их ОПС, а также препятствия для свободного температурного расширения должны быть устранены; для веса тепловой изоляции, которая будет смонтирована на трубопроводе в процессе ремонта. 2.2.2.2. Результаты расчета в дальнейшем используются: для определения индивидуального ресурса трубопровода (таблица напряжений в сечениях трубопроводов); для проведения наладки ОПС крепления (таблица нагрузок на опоры и подвески); для контроля за тепловыми перемещениями трубопроводов (перемещения сечений трубопроводов). 3. По результатам проведенной по пп. 1, 2 работы оформляется следующая техническая документация (приложение 2.2), которая представляется на рассмотрение экспертно-технической комиссии: 3.1. Ведомость дефектов трубопроводов (приложение 2.3) и ОПС с отметками об устранении дефектов. 3.2. Расчетная схема трубопровода (приложение 2.4). 3.3. Напряжения в сечениях трубопроводов (приложение 2.5). 3.4. Нагрузки на опоры и подвески трубопроводов (приложение 2.6). 3.5. Результаты контроля за температурными перемещениями трубопровода (приложение 2.7). 4. Последовательность выполнения работ и ответственные ее исполнители. Проверку ОПС и ПРПС рекомендуется начинать не менее чем за два месяца до капитального ремонта оборудования. Измерение высот пружин в упругих подвесках и опорах, а также работы по п. 1.3 должны быть выполнены в рабочем состоянии трубопровода. Работы по пп. 1 - 3 (за исключением пп. 2.2.1.2, 2.2.2.2) могут выполняться как ответственными за состояние ОПС данного объекта, так и специализированными организациями. Работы по пп. 2.2.1.2, 2.2.2.2 должны выполняться только специализированными организациями, имеющими соответствующие лицензии. Приложение 2.1
Приложение 2.2
Приложение 2.3
Приложение 2.4Расчетная схема трубопровода, представлена в качестве типовой (приводятся типоразмер и материал труб, радиусы гибов, а также расчетные параметры пара)
Условные обозначения
п.н. - номер опоры по схеме н.о. - неподвижная опора с.о. - скользящая опора ш.о. - шариковая опора п.п. - пружинная подвеска Рис. 2.2. Расчетная схема трубопровода
Приложение 2.5Напряжения в сечениях трубопроводов
Приложение 2.6
Приложение 2.7Результаты контроля за температурными перемещениями трубопровода
Приложение 3Данные по наработкам и среднегодовым температурам пара за все годы эксплуатации
Приложение 4
Приложение 5
Приложение 6Общие сведения по котлу
Приложение 6.1КОЛЛЕКТОРЫ КОТЛА(для барабанных котлов, начиная от барабана, для прямоточных с Т ³ 400 °С)
Приложение 6.2ПЕРЕПУСКНЫЕ ТРУБЫ КОТЛА(для барабанных котлов, начиная от барабана, для прямоточных с Т ³ 400 °С)
Приложение 7Общие сведения по турбине
Приложение 7.1
Приложение 7.2Результаты контроля металла роторов турбин
Приложение 7.3Результаты контроля литых деталей
Приложение 7.4Результаты контроля металла насадных дисков
Приложение 7.5Результаты контроля металла рабочих лопаток
Приложение 7.6Результаты контроля металла диафрагм
Приложение 7.7
Приложение 8
Приложение 9
СПИСОК РЕКОМЕНДУЕМЫХ НОРМАТИВНЫХ ДОКУМЕНТОВ2. Методические указания по техническому диагностированию труб поверхностей нагрева паровых и водогрейных котлов с использованием магнитной памяти металла (РД 34.17.446-97). М.: НПО «Энергодиагностика», 1997. 3. Методические указания по магнитному контролю металла труб поверхностей нагрева котлов теплоэлектростанций (РД 34.17.451-98). М., 1998. 4. Методические указания о порядке проведения работ при оценке остаточного ресурса пароперегревателей котлов электростанций (РД 34.17.452-98). М., 1998. 5. РД 34.17.417. Положения об оценке ресурса, порядке контроля и замены гибов необогреваемых труб котлов с рабочим давлением 10 и 14 МПа (П 34-70-005-85). М.: СПО Союзтехэнерго, 1985. 7. Методические указания. Индивидуальный контроль корпусных деталей паровых турбин тепловых электростанций (РД 34.17.436-92). М.: ВТИ, 1995. 8. Методика определения возможности эксплуатации с трещинами и выборками литых корпусных деталей турбин с давлением пара более 9 МПа (РД 153-34.1-17.458-98). 9. Нормы расчета на прочность стационарных котлов и трубопроводов пара и горячей воды (РД 10-249-98). 10. ОСТ 108.901.102-78. Котлы, турбины и трубопроводы. Методы определения жаропрочности металлов. 11. ГОСТ 9454-78. Металлы. Методы испытания на ударный изгиб при пониженных, комнатных и повышенных температурах. 12. Методические указания о порядке проведения работ при оценке индивидуального ресурса паровых турбин и продление срока их эксплуатации сверхпаркового ресурса (РД 34.17.440-96)-М.: АООТ «ВТИ», 1996. 13. Методические указания по проведению акустико-эмиссионного контроля цельнокованых роторов паровых турбин ТЭС (РД 153-34.1-17.457-99). М.: ВТИ, 1999. 14. Методика вихретокового контроля лопаток паровых турбин тепловых электрических станций дефектоскопом «Зонд ВД-96» (РД 34.17.449-97). М.: ВТИ, 1997. 18. ТУ 108.1029-81. Заготовки валов и роторов паровых турбин. 20. ГОСТ 20700-75. Болты, шпильки, гайки и шайбы для фланцевых и анкерных соединений, пробки и хомуты с температурой среды от 0 до 650 °С. Технические условия. 22. Методические указания о порядке оценки работоспособности рабочих лопаток паровых турбин в процессе изготовления, эксплуатации и ремонта (РД 153-34.1-17.462-00). М.: ВТИ, 2000. 23. Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте оборудования электростанций (РД 153-34.1-003-01) (PTM-1c).
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/39921
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|