
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 14918-80* Сталь тонколистовая оцинкованная с непрерывных линий. Технические условия.ГОСТ 14918-80 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ТОНКОЛИСТОВАЯ ОЦИНКОВАННАЯ С НЕПРЕРЫВНЫХ ЛИНИЙ ТЕХНИЧЕСКИЕ УСЛОВИЯ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Постановлением Государственного комитета СССР по стандартам от 31 марта 1980 г. № 1465 дата введения установлена 01.07.81 Ограничение срока действия снято по протоколу № 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93) Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий. Показатели технического уровня, установленные настоящим стандартом, соответствуют требованиям высшей и первой категории качества. 1. КЛАССИФИКАЦИЯ1.1. Сталь тонколистовая оцинкованная (ОЦ) подразделяется: по назначению на группы для холодной штамповки - ХШ, для холодного профилирования - ХП, под окраску (дрессированная) - ПК, общего назначения - ОН; по способности к вытяжке нормальной вытяжки - Н, глубокой вытяжки - Г, весьма глубокой вытяжки - ВГ; по равномерности толщины цинкового покрытия с нормальной разнотолщинностью - HP, с уменьшенной разнотолщинностью - УР. (Измененная редакция, Изм. № 1). 1.2. По согласованию потребителя с изготовителем оцинкованная сталь может изготовляться: с узором кристаллизации - КР, без узора кристаллизации - МТ. 1.3. В зависимости от толщины покрытия оцинкованная сталь делится на три класса в соответствии с указанными в табл. 1. Таблица 1
При изготовлении стали с дифференцированным покрытием толщина его на одной стороне листа должна соответствовать 2-му классу, а на другой стороне классу П (для листов) или классу 1. (Измененная редакция, Изм. № 2). 2. СОРТАМЕНТ2.1. Оцинкованную сталь изготовляют шириной от 710 до 1800 мм включительно, толщиной от 0,5 до 2,5 мм включительно. 2.2. Размеры, предельные отклонения и другие требования к сортаменту должны соответствовать требованиям ГОСТ 19904-90. Оцинкованную сталь высшей категории качества изготовляют: с серповидностью рулонной стали не более 6 мм на 3 м длины; с плоскостностью ПВ и ПУ и допускаемыми отклонениями толщины по нормам повышенной точности прокатки; с телескопичностью рулонов при ширине стали до 1000 мм не более 30 мм. Примеры условных обозначений Оцинкованная сталь толщиной 0,8, шириной 1000, длиной 2000 мм, нормальной точности прокатки Б, нормальной плоскостности ПН, с необрезной кромкой НО группы ОН, с узором кристаллизации КР, первого класса цинкового покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь толщиной 1,2, шириной 1000 мм, повышенной точности прокатки А, с обрезной кромкой О, марки 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, второго класса покрытия по ГОСТ 14918-80:
Оцинкованная рулонная сталь с дифференцированным покрытием толщиной 0,5, шириной 710 мм, повышенной точности прокатки А, с обрезной кромкой О, марки БСт3кп, под окраску ПК, без узора кристаллизации МТ с уменьшенной разнотолщинностью УР, с покрытием на одной стороне первого, а на другой второго класса по ГОСТ 14918-80:
Примечание. Категория стали ХШ в заказе не указывается, а в условных обозначениях проставляется индекс способности к вытяжке (Н, Г или ВГ). Раздел. 2. (Измененная редакция, Изм. № 2). 3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ3.1. Оцинкованная сталь должна изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке. 3.2. Оцинкованную сталь изготовляют из углеродистой холоднокатаной рулонной стали с качеством поверхности по ГОСТ 16523-97. Марки стали должны соответствовать приведенным в табл. 1а. Таблица 1a
(Измененная редакция, Изм. № 2). 3.3. Для цинкования применяют цинк марок Ц0 и Ц1 по ГОСТ 3640-94 с добавлением в ванну алюминия, свинца и других металлов. Допускается легирование свинцом за счет введения цинка марки Ц2. 3.4. Поверхность оцинкованной стали должна быть чистой со сплошным покрытием. 3.4.1. Не допускаются нарушения сплошности покрытия в виде растрескивания на мелких наплывах, расположенных на дефектах стальной основы, классификация и размеры которых предусмотрены ГОСТ 16523-97. 3.4.2. На листах и полосах с необрезной кромкой не допускаются рванины кромок глубиной, превышающей предельные отклонения по ширине. 3.4 - 3.4.2. (Измененная редакция, Изм. № 2). 3.5. Для оцинкованной стали групп ХШ, ХП и ОН допускаются мелкие наплывы (натеки, наслоения), крупинки и неравномерная кристаллизация цинка, следы от перегибов полосы и регулирующих роликов, местная шероховатость покрытия (сыпь), легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерность окраски пассивной пленки. 3.6. Для оцинкованной стали группы ПК допускаются темные точки и дорожка (следы) от деформированных мелких наплывов (натеки, наслоения), крупинок и местной шероховатости покрытия (сыпь), матовый и размытый узор кристаллизации цинка, следы от перегибов полосы, легкие царапины и потертость, не нарушающие сплошность цинкового покрытия, светлые и матовые пятна, неравномерная окраска пассивной пленки. 3.7. По требованию потребителя пассивная пленка должна иметь равномерную окраску. (Измененная редакция, Изм. № 2). 3.8. Уменьшенная разнотолщинность цинкового покрытия УР должна быть для класса П - не более 16, для класса 1 - не более 10, для класса 2 - не более 4 мкм. Оцинкованная сталь нормальной разнотолщинности HP должна иметь толщину покрытия в пределах, указанных в табл. 1. Оцинкованную сталь высшей категории качества изготовляют с разнотолщинностью цинкового покрытия для стали групп ХШ, ХП и ПК класса П - не более 12, класса 1 - не более 8 и класса 2 - не более 3 мкм. (Измененная редакция, Изм. № 1, 2). 3.9. В месте изгиба оцинкованной стали толщиной до 1,0 мм включительно при испытании на прочность сцепления покрытия с основным металлом при изгибе на 180° не должно быть отслоений цинкового покрытия, обнажающего стальную поверхность. Допускаются сетка мелких трещин по всей длине изгиба и отслоения покрытия на расстоянии до 6 мм от краев образца. 3.10. Механические свойства оцинкованной стали должны соответствовать нормам, указанным в табл. 1б.
Примечание. Значения временного сопротивления разрыву и относительного удлинения для оцинкованной стали группы ХШ категорий вытяжки Н и Г, относительного удлинения для стали групп ХП и ПК являлись факультативными до 01.07.89. При расчете временного сопротивления и предела текучести толщину цинкового покрытия не учитывают. 3.10.1. Глубина сферической лунки оцинкованной стали группы ХШ должна соответствовать нормам, приведенным в табл. 1в.
Примечания: 1. Для оцинкованной стали промежуточных толщин значения глубины сферической лунки должны соответствовать нормам, установленным для ближайшей меньшей толщины. 2. Значения глубины сферической лунки для оцинкованной стали толщиной свыше 1,5 мм являлись факультативными до 01.07.89. 3. При испытании на приборах типа МТЛ-10 г нормы глубины сферической лунки уменьшаются на 0,3 мм. 3.10.2. Для оцинкованной стали группы ХШ высшей категории качества величина относительного удлинения должна быть на 1 ед. больше норм табл. 1б, а глубина сферической лунки - на 0,2 мм больше норм табл. 1в. 3.10 - 3.10.2. (Измененная редакция, Изм. № 2). 3.11. Оцинкованную сталь группы ХШ изготовляют с величиной зерна феррита баллов 7, 8, 9, 10 по ГОСТ 5639-82 для категорий вытяжки ВГ и не ниже балла 6 для категории вытяжки Г. Для оцинкованной стали категории вытяжки ВГ допускается неравномерность зерна в пределах двух смежных номеров, для листов категории Г - в пределах трех смежных номеров. 3.12. Для оцинкованной стали группы ХШ категории вытяжки ВГ допускается наличие структурно-свободного цементита в пределах баллов 0, 1, 2 и 4 шкалы 1 по ГОСТ 5640-68. Для категорий вытяжки Г и Н наличие структурно-свободного цементита не нормируется. 3.13. Количество перегибов без излома оцинкованной стали групп ХП, ПК, ОН должно соответствовать нормам, установленным в табл. 1г. Таблица 1г
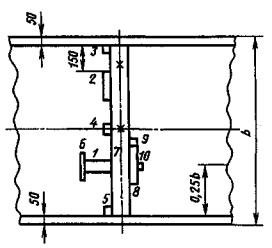
Примечание. Нормы перегибов оцинкованной стали толщиной более 1,5 мм являлись факультативными до 01.07.89. (Измененная редакция, Изм. № 2). 3.14. (Исключен, Изм. № 2). 4. ПРАВИЛА ПРИЕМКИ4.1. Оцинкованную сталь принимают партиями. Партия должна состоять из листов или рулонов одной группы оцинкованной стали, одного размера, одного вида и класса толщины покрытия, вида консервации, одной марки и плавки (сталь групп ХШ, ХП и ПК) и категории вытяжки (сталь группы ХШ), должна быть оформлена и сопровождаться документом о качестве по ГОСТ 7566-94 с дополнением значений факультативных показателей качества. Масса партии не должна превышать сменного производства агрегата. (Измененная редакция, Изм. № 2). 4.2. В документе о качестве результаты испытаний и данные химического состава указываются по требованию потребителя. Для оцинкованной стали, которой присвоен государственный Знак качества, в документе о качестве проставляется обозначение государственного Знака качества. 4.3. Для контроля размеров и качества поверхности отбирают 6 % листов или один рулон от партии. 4.4. Для контроля прочности сцепления покрытия, механических свойств, микроструктуры отбирают один лист или один рулон от партии. 4.5. При получении неудовлетворительных результатов проверки хотя бы по одному из показателей повторную проверку проводят по ГОСТ 7566-94. 5. МЕТОДЫ ИСПЫТАНИЙ5.1. Качество поверхности листов и рулонов проверяют внешним осмотром без применения увеличительных приборов. 5.2. Для проведения испытаний из каждого отобранного листа или рулона вырезают образцы в соответствии с требованиями чертежа и табл. 2. Схема вырезки образцов для испытаний (b - ширина листа)
Примечание. Образцы вырезают с предельными отклонениями по размерам - ± 3 мм. 5.3. Для определения массы цинкового покрытия испытуемый образец обезжиривают, взвешивают, погружают в раствор окиси сурьмы (Sb2O3) или хлористой сурьмы (SbС13)в соляной кислоте и выдерживают до прекращения бурного газовыделения, затем образец вынимают из раствора, тщательно промывают холодной, а затем горячей водой, высушивают фильтровальной бумагой и взвешивают. Обезжиривание производится спиртом этиловым синтетическим техническим. Раствор окиси сурьмы или хлористой сурьмы готовят следующим способом: 20 г окиси сурьмы (или 32 г хлористой сурьмы) растворяют в 1000 мл концентрированной соляной кислоты (ГОСТ 3118-77) для второго и первого классов или 50 г окислов сурьмы класса П. Массу цинкового покрытия, нанесенную с двух сторон листа, в граммах (m) на 1 м2 вычисляют по формуле
где
S - фактическая площадь поверхности образцов с погрешностью 1·10-6 м2, м2. Для определения массы цинкового покрытия допускается применять другие методы, обеспечивающие необходимую точность. Метод, указанный в настоящем стандарте, применяется при разногласиях в оценке. (Измененная редакция, Изм. № 1, 2). 5.4. Разнотолщинность покрытия в поперечном направлении листа определяют как абсолютную разность между максимальным и минимальным значениями толщины покрытия на образцах 3, 4 и 5 по формуле
для чего сначала рассчитывают толщину цинкового покрытия на каждом из образцов по формуле
где
7,13 - плотность цинка, г/см3; S3 - площадь поверхности цинкового покрытия, см2. (Измененная редакция, Изм. № 1). 5.4.1. Среднее значение толщины и разнотолщинность цинкового покрытия поверхности листа с дифференцированным покрытием определяют и рассчитывают для каждой из сторон. Для этого, после обезжиривания образца, одну из сторон покрывают плотным слоем резинового клея или парафина и с противоположной стороны удаляют цинк, как указано выше. После повторного взвешивания клей или парафин снимают механическим путем или в горячей воде. Удаление цинкового покрытия с другой стороны образца проводят аналогично. 5.5. Испытание на перегиб проводят по ГОСТ 13813-68. 5.6. Испытание на вытяжку сферической лунки проводят по ГОСТ 10510-80. Делают два измерения в зоне испытаний и определяют среднее арифметическое значение. 5.7. Испытание на растяжение проводят по ГОСТ 11701-84. 5.8. Определение величины зерна феррита проводят по ГОСТ 5639-82 и структурно-свободного цементита - по ГОСТ 5640-68. 5.9. Испытание на изгиб оцинкованной стали толщиной до 1 мм включительно на угол 180° проводят по ГОСТ 14019-80. Образец оцинкованной стали испытывают на оправке, равной толщине проката. Оцинкованная сталь высшей категории качества должна выдерживать испытания на изгиб на 180° без оправки до соприкосновения сторон. По согласованию потребителя с изготовителем испытание на изгиб может быть заменено испытанием на двойной кровельный замок по ОСТ 1411-196-86, а для оцинкованной стали группы ПК испытанием на приборе У-1А по ГОСТ 4765-73. Оцинкованную сталь толщиной свыше 1,0 мм испытывают по требованию потребителя по методике, согласованной в установленном порядке. 5.10. Для контроля качества оцинкованной стали допускается применять неразрушающие методы контроля. 6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ6.1. Маркировка, упаковка, транспортирование и хранение - по ГОСТ 7566-94 с дополнениями. 6.2. Для защиты поверхности оцинкованной стали от коррозии производится консервация: пассивирование, промасливание или пассивирование и промасливание. По требованию потребителя оцинкованную сталь не консервируют. При отгрузке в районы Крайнего Севера и труднодоступные районы консервации обязательна. 6.3. Листы оцинкованной стали формируют в пачку, укладывая один лист на другой. У листов с дифференцированным покрытием сторона со 2-м классом толщины покрытия должна быть обращена к низу пачки. Торцовые и боковые поверхности пачки обкладывают швеллерами, изготовленными из отожженного стального листа толщиной не менее 0,4 мм по нормативно-технической документации. К пачке снизу должны быть прикреплены деревянные бруски по ГОСТ 2695-83 и ГОСТ 8486-86 сечением не менее 80´80 мм или металлические бруски по нормативно-технической документации. Количество деревянных и металлических брусков при ширине пачки до 1200 мм - 2 шт.; свыше 1200 мм - соответственно 3 шт. и 2 шт. 6.4. Рулоны из оцинкованной стали с дифференциальным покрытием свертывают так, что сторона со 2-м классом толщины цинкового покрытия располагается внутри рулона. 6.5. Пачки и рулоны должны быть прочно обвязаны. Количество обвязок должно соответствовать требованиям ГОСТ 7566-94. При отгрузке в районы Крайнего Севера и труднодоступные районы минимальное количество обвязок должно быть на единицу больше норм, установленных по ГОСТ 7566-94. Для обвязки применяют металлическую ленту толщиной 1,2 - 2,0 мм, шириной от 30 до 40 мм по ГОСТ 3560-73, ГОСТ 6009-74 или другой нормативно-технической документации. Наружный диаметр и ширина рулонов не должны превышать 2 мм, длина, ширина и высота пачек соответственно - 6,2 и 1 м. 6.6. Масса одного грузового места должна быть не менее 3 т и не должна превышать 10 т. До 01.01.88 по требованию потребителя масса пачки листов оцинкованной стали не должна превышать 5 т. 6.7. Транспортная маркировка грузовых мест должна наноситься по ГОСТ 14192-96 краской темного цвета на торцовой поверхности пачки и боковой поверхности рулона и содержать основные, дополнительные и информационные надписи. 6.8. Транспортирование оцинкованной стали железнодорожным транспортом осуществляют открытым подвижным составом в соответствии с правилами перевозки грузов, действующими на транспорте данного вида и условиями погрузки и крепления грузов, утвержденными МПС. 6.9. Хранение оцинкованной стали должно соответствовать условиям ЖЗ по ГОСТ 15150-69, исключающим совместное нахождение с химически активными веществами. Разд. 6. (Измененная редакция, Изм. № 2).
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/4030
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|