
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР КОНТАКТНАЯ СВАРКА СОЕДИНЕНИЯ СВАРНЫЕ КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ГОСТ 15878-79 ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
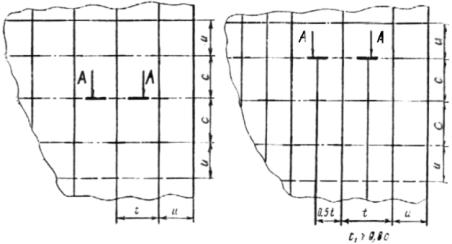
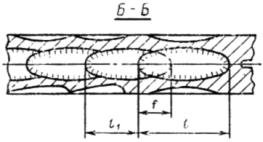
Постановлением Государственного комитета СССР по стандартам от 28 мая 1979 г. № 1926 срок действия установлен с 01.07.80 до 01.07.85 Несоблюдение стандарта преследуется по закону 1. Настоящий стандарт устанавливает конструктивные элементы и размеры расчетных сварных соединений из сталей, сплавов на железоникелевой и никелевой основах, титановых, алюминиевых, магниевых и медных сплавов, выполняемых контактной точечной, рельефной и шовной сваркой. Стандарт не распространяется на сварные соединения, выполняемые контактной сваркой без расплавления металла. 2. В стандарте приняты следующие обозначения способов контактной сварки: Кт - точечная; Кр - рельефная; Kш - шовная. Для конструктивных элементов сварных соединений приняты следующие обозначения: s и s1 - толщина детали; d - расчетный диаметр литого ядра точки или ширина литой зоны шва; h и h1 - величина проплавления; g и g1 - глубина вмятины; t - расстояние между центрами соседних точек в ряду; с - расстояние между осями соседних рядов точек при цепном расположении; с1 - расстояние между осями соседних рядов точек при шахматном расположении; l - длина литии зоны шва; f - величина перекрытия литых зон шва; l1 - длина не перекрытой части литой зоны шва; В - величина нахлестки; и - расстояние от центра точки или оси шва до края нахлестки; п - число рядов точек. 3. Конструктивные элементы сварных соединений, их размеры должны соответствовать указанным на черт. 1, 2, 3 и в табл. 1, 3, 5 для соединений группы А и в табл. 2, 4, 6 - для соединений группы Б. Группа соединения должна быть установлена при проектировании в зависимости от требований к сварной конструкции и особенностей технологического процесса сварки. 4. Величина нахлестки В для многорядных швов при цепном расположении точек В = 2и + с (п - 1); при шахматном расположении точек B = 2u + с1 (п - 1). 5. В зависимости от вида нахлестки сварного соединения величину нахлестки В следует определять в соответствии с черт. 4. 6. Расстояние от центра точки или оси шва до края нахлестки и должно быть не менее половины минимальной величины нахлестки. 7. Допускается сварка деталей неодинаковой толщины; при этом размеры конструктивных элементов следует выбирать по детали меньшей толщины. В случае 8. При сварке трех и более деталей расчетный диаметр литого ядра точки d следует устанавливать раздельно для каждой пары сопрягаемых деталей. Допускается сквозное проплавление средних деталей. 9. Величина проплавления h, h1 должна быть для магниевых сплавов от 20 до 70 %, титановых - от 20 до 95 % и остальных металлов и сплавов - от 20 до 80 % толщины деталей. 10. При шовной контактной сварке величина перекрытия литых зон герметичного шва f должна быть не менее 25 % длины литой зоны шва l. При шовной контактной сварке деталей толщиной менее 0,6 мм допускается уменьшение величины перекрытия литых зон шва до значений, гарантирующих герметичность сварного шва. 11. Глубина
вмятины g,
g1 не должна быть более 20 % толщины детали. При сварке деталей с
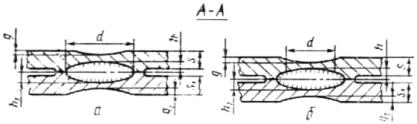
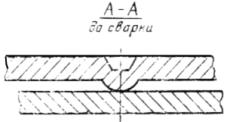
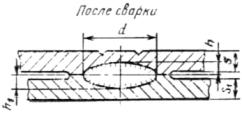
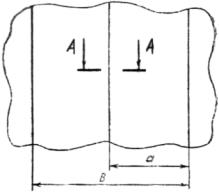
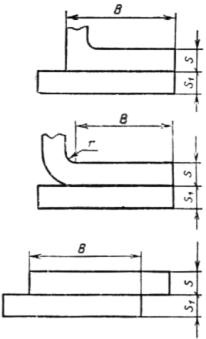
отношением Конструктивные элементы сварных соединений, выполненных контактной точечной сваркой
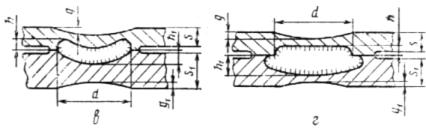
а - неплакированные металлы; б - плакированные металлы; в - детали неравной толщины; г - разноименные металлы Черт. 1 Конструктивные элементы сварных соединений, выполненных контактной рельефной сваркой
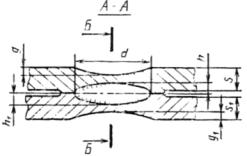
Черт. 2 Конструктивные элементы сварных соединений, выполненных контактной шовной сваркой
Черт. 3 Таблица 1 мм
Примечание. Допускается уменьшение размеров t и с, при этом размер d должен соответствовать указанным в таблице. Таблица 2 мм
Примечание. Допускается уменьшение размеров t и с, при этом размер d должен соответствовать указанным в таблице. Таблица 3 мм
Таблица 4 мм
Таблица 5 мм
Таблица 6 мм
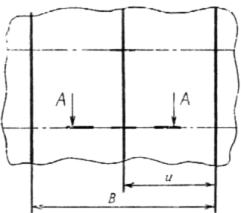
Виды нахлестки сварных соединений, выполняемых контактной точечной рельефной и шовной сваркой
Черт. 4
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/4031
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|