
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"Приготовление и применение полимерно-битумного вяжущего. Тематическая подборка.ИНФОРМАЦИОННЫЙ
ЦЕНТР ПРИГОТОВЛЕНИЕ
И ПРИМЕНЕНИЕ Тематическая подборка Москва 1997 Автомобильные дороги: СНиП 2.05.02-85. Утв. Госстроем СССР: Введ. 01.01.87. -Изд. офиц. - М.: ЦИТП Госстроя, 1986. - 52 с. Извлечение 7.34. Асфальтобетонные и дегтебетонные смеси и каменные материалы, обработанные органическими вяжущими, для покрытий должны применяться в соответствии с табл. 32. Таблица 32
Примечания: 1. Асфальтобетонные смеси должны отвечать требованиям ГОСТ 9128-84, дегтебетонные - ГОСТ 25877-83. 2. В районах IV и V дорожно-климатических зон не следует предусматривать устройство покрытий из теплых асфальтобетонных смесей. 3. Для однослойных покрытий применяются материалы, указанные для верхнего слоя покрытия. 4. В районах I дорожно-климатической зоны не следует предусматривать устройство покрытий из холодных асфальтобетонных смесей В районах I и V дорожно-климатических зон не следует предусматривать устройство покрытий из дегтебетонных смесей. 5. В населенных пунктах при устройстве покрытий с применением каменноугольных дегтей и смол на них обязательно должен быть устроен защитный слой из асфальтобетонной смеси толщиной не менее 4 см или двойной поверхностной обработки с применением битума. Минстрой России постановлением от 8 июня 1995 г. № 18-57 утвердил и ввел в действие с 1 августа 1995 г. разработанное институтом Союздорнии и представленное Главтехнормированием Минстроя России изменение № 4 введенного в действие на территории Российской Федерации приказом Минстроя России от 4 июля 1992 г. № 135 СНиП 2.05.02-85 «Автомобильные дороги». Изменение № 4 СНиП 2.05.02-85 «Автомобильные дороги» Пункт 7.34 дополнить абзацем следующего содержания: «Для обеспечения повышенной трещиностойкости и продления срока службы асфальтобетонных покрытий при условии низких отрицательных температур в районе строительства следует применять полимерасфальтобетоны с использованием полимерно-битумных вяжущих (ПБВ) на основе блоксополимеров бутадиена и стирола типа СБС (марок ДСТ 30-01 и ДСТ 30Р-01, а также их зарубежных аналогов) с требуемой для данного района строительства температурой хрупкости.» Методические рекомендации по применению полимерно-битумного вяжущего (на основе ДСТ) при строительстве дорожных, мостовых и аэродромных асфальтобетонных покрытий / Союздорнии. - М., 1988. - 39 с. 1. ОБЩИЕ ПОЛОЖЕНИЯ1.1. Дорожные битумы марок БНД, выпускаемые нефтеперерабатывающими заводами в соответствии с ГОСТ 22245-76, значительно повышают качество асфальтобетона и эксплуатационные показатели дорожных покрытий. Однако современное движение на автомобильных дорогах, характеризующееся большой грузонапряженностью и интенсивностью, и значительные динамические воздействия на покрытия мостов и аэродромов предъявляют повышенные требования к асфальтобетону, а следовательно, и к битуму, особенно в районах с резко континентальным климатом. Введение в битум небольших добавок высокополимерных веществ позволяет получить новый вяжущий материал с улучшенными свойствами. 1.2. Для повышения качества дорожных битумов рекомендуется использовать дивинилстирольные термоэластопласты (ДСТ) - блок-сополимеры дивинила и стирола с содержанием связанного стирола 28 - 32 % (ДСТ-30). ДСТ в невулканизированном состоянии характеризуются высокой прочностью при повышенных температурах (до 80 °С) и низкой температурой хрупкости (около минус 80 °С). В этом интервале температур ДСТ находятся в высокоэластическом состоянии. 1.3. ПБВ получают введением небольшого (2 - 4 %) количества ДСТ в битумы: в вязкие - в виде раствора в углеводородных растворителях, а в маловязкие и жидкие - в виде крошки (маловязкими считают битумы, имеющие при 25 °С глубину проникания иглы более 130 - 0,1 мм). Примечание. К углеводородным растворителям относятся дизельное топливо, сырье для производства нефтяных вязких дорожных битумов с вязкостью 20 - 60 с (гудрон), жидкий битум, керосин, топливо для реактивных двигателей (ТС-1), сольвент, ксилол. 1.4. ПБВ характеризуется способностью к большим высокоэластическим деформациям в широком диапазоне температур (от минус 55 до 60 °С), что обусловливает его высокие теплостойкость при повышенных эксплуатационных температурах (50 - 60 °С), эластичность, пластичность и устойчивость к динамическим воздействиям при отрицательных температурах. Введение ДСТ в количестве 2, 3, 4 % в битумы марок БНД позволяет получить температуру хрупкости ПБВ соответственно минус 25, минус 35 и минус 50 °С. При необходимости получения ПБВ с температурой хрупкости минус 60 °С и ниже необходимо увеличить содержание ДСТ в битуме до 6 %. Асфальтобетон на ПБВ отличается повышенными деформативностью при отрицательных температурах и упругостью при положительных (модуль упругости при минус 20 °С в 3 - 6 раз меньше, а при 40 °С - в 1,5 - 2 раза больше, чем асфальтобетона на вязком битуме марок БНД); повышенной устойчивостью к многократным динамическим воздействиям (количество циклов до разрушения образца (балочки) на ПБВ в условиях многократного изгиба выше, чем образца асфальтобетона на битуме более чем в 8 раз). 1.5. ПБВ, приготовленные на основе вязких битумов, относятся к разжиженным вяжущим, густеющим со скоростью, обусловленной фракционным составом растворителя: на сольвенте, ксилоле, ТС-1 - к классу БГ; на керосине и зимнем дизельном топливе - к классу СГ; на летнем дизельном топливе - к классу МГ. ПБВ, приготовленные с применением гудрона или жидкого битума в качестве растворителя ДСТ или путем введения ДСТ в битум в виде крошки, по скорости формирования относятся к классу вязких битумов. Асфальтобетон, приготовленный на основе разжиженных ПБВ и ПБВ вязких марок (с глубиной проникания иглы при 25 °С в пределах ((40 ¸ 130) ∙ 0,1 мм) удовлетворяет требованиям, предъявляемым к горячему асфальтобетону. По температурному режиму приготовления, укладки и уплотнения асфальтобетон на разжиженных ПБВ и ПБВ маловязких марок относится к теплому или холодному. 1.6. Строительство покрытий из асфальтобетонных смесей на ПБВ допускается при пониженных температурах (до минус 15 °С). 1.7. Применение ПБВ позволяет повысить производительность АБЗ за счет снижения температуры нагрева материалов, удлинить строительный сезон благодаря возможности укладывать и уплотнять смеси при пониженных температурах. 1.8. Покрытие из асфальтобетонных смесей на ПБВ обладает повышенным сцеплением с колесом автомобиля. 1.9. ПБВ рекомендуется применять для устройства асфальтобетонных покрытий и поверхностных обработок в первую очередь на наиболее ответственных участках автомобильных дорог, мостах, аэродромах. Особенно эффективно использовать ПБВ в районах с резко континентальным климатом, а также на объектах с повышенными динамическими воздействиями на покрытие (например, на полосах примыкания к трамвайным путям и т.п.) в составе мастик для заполнения швов и трещин в покрытиях. Температура хрупкости ПБВ должна быть близка к минимальной температуре воздуха в районе строительства. 2. МАТЕРИАЛЫ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ. ТЕХНОЛОГИЯ ПРИГОТОВЛЕНИЯ ПБВ2.1. Для приготовления ПБВ используют: битумы марок БНД, отвечающие требованиям ГОСТ 22245-76, или в случае их отсутствия - марок БН; дивинилстирольный термоэластопласт (прил. 1) марок: ДСТ-30-01 по ТУ 38 103267-80; ДСТ-30Б по ТУ 38 40359-85 Миннефтехимпрома (группа I полностью, группа II - с характеристической вязкостью не менее 1,2 дл/г, с содержанием связанного стирола 29 ± 2 %); растворители: дизельное топливо по ГОСТ 305-82 (прил. 2); сырье для производства нефтяных вязких дорожных битумов по ТУ 38 101582-75 Миннефтехимпрома (прил. 3); жидкий битум марок МГО 70/130 и МГО 130/200 по ГОСТ 11955-82; керосин, соответствующий действующим ОСТам (прил. 4, 5); ТС-1 по ГОСТ 10227-86 (прил. 6); ксилол по ГОСТ 9410-78 (прил. 7); сольвент по ГОСТ 10214-78 (прил. 8). Применение таких растворителей, как сольвент, ксилол, ТС-1, дизельное топливо, керосин, допускается только при наличии специального оборудования во взрыво- и пожаробезопасном исполнении. При этом применение ксилола и сольвента должно быть согласовано с органами Госсаннадзора. При необходимости для улучшения сцепления с минеральными материалами применяют поверхностно-активные вещества катионного типа: коллектор АНП-2 по ТУ 6-02-1067-81, остатки кубовые при производстве аминов С17 - С20 по ТУ 6-02-750-87 Минхимпрома (прил. 8). 2.2. ПБВ должно быть однородным и отвечать требованиям ТУ 1669-84 Минтрансстроя, приведенным в табл. 1. Разжиженные ПБВ необходимо предварительно прогреть при 120 °С в слое толщиной 3 мм в течение 7 ч. 2.3. Для приготовления ПБВ асфальтобетонный завод (АБЗ) оборудуют* (см. рисунок) емкостями для хранения растворителя, приготовления и хранения раствора ДСТ, а также битумными котлами для приготовления ПБВ. Емкости и котлы для приготовления раствора ДСТ и ПБВ должны быть снабжены мешалками пропеллерного или лопастного типа. В случае приготовления ПБВ путем введения крошки ДСТ в битум необходимо обеспечить наиболее интенсивное перемешивание компонентов. * Серийное оборудование по приготовлению ПБВ на основе ДСТ с применением в качестве растворителей битумов и гудрона запроектировано ВНИИстройдормашем. Выпуск предполагается начать с 1988 г. Вместимость емкостей для растворителя при условии его поставки по железной дороге должна быть не менее 60 м (т.е. соответствовать вместимости железнодорожной цистерны). Рекомендуемая вместимость емкости для приготовления раствора ДСТ - 20 м3. Площадь горловины каждой емкости должна быть не менее 0,3 м. Крышка емкости должна открываться полностью, чтобы обеспечить загрузку ДСТ, и закрываться герметично. Крышки емкостей следует оборудовать небольшими герметично закрывающимися клапанами, что необходимо для замера уровня раствора с помощью реек и для отбора проб. Расход ДСТ и растворителя в емкостях определяют расходомерами емкостного типа или типа U-образной трубки, а в трубопроводах - расходомерами переменного перепада давления. Таблица 1
Схема приготовления ПБВ на АБЗ: 1, 3, 5, 7, 12 - насосы; 2, 6 - битумные котлы; 4 - установка для разогрева и обезвоживания битума; 8 - емкость вместимостью 20 м3 для приготовления раствора ДСТ; 9 - бензонасос; 10 - емкость вместимостью 60 м3 для растворителя; 11 - склад для хранения ДСТ; 13 - емкость вместимостью 60 м3 для ПАВ с подогревом 2.4. Технологический процесс приготовления разжиженного ПБВ включает: приготовление раствора ДСТ, приготовление ПБВ. Для приготовления раствора ДСТ (см. рисунок) из емкости (10) по трубопроводу с помощью насоса (9) подают растворитель в емкость (8). В растворитель загружают ДСТ (в виде крошки) и перемешивают. Раствор ДСТ рекомендуется готовить без подогрева только в том случае, если его концентрация не превышает в сольвенте и ксилоле 20 %, дизельном топливе - 5 %. Если концентрация выше указанной, то растворитель необходимо нагревать в емкости (8) системой масло- или пароподогрева. Максимально допустимая температура нагрева растворителя: сольвента, ксилола - 60 °С; ТС-4, керосина - 80 °С; зимнего дизельного топлива - 120 °С; летнего дизельного топлива - 130 °С; гудрона - 180 °С; битума - не выше рабочей температуры, принятой для соответствующей марки. Раствор ДСТ подают насосом (7) по трубопроводу в битумные котлы (2) и (6) и перемешивают с обезвоженным битумом, нагретым до температуры 90 - 160 °С в зависимости от марки битума и вида растворителя. В том случае, если емкости (2) и (6) обеспечены мощными и высокопроизводительными мешалками, рекомендуется приготавливать ПБВ следующим образом. В емкость (6) с обезвоженным битумом, нагретым до 100 - 110 °С, подается растворитель с температурой начала кипения не ниже 120 °С, а затем ДСТ, и смесь перемешивается до однородного состояния. Затем таким же образом приготавливают ПБВ в емкости (2). Необходимое количество компонентов (битума, ДСТ, растворителя и раствора ДСТ) на одну порцию ПБВ устанавливают при подборе состава ПБВ (см. п. 3.4 настоящих Методических рекомендаций) и корректируют в рабочей емкости (см. п. 2.5). При подаче раствора ДСТ в битумный котел обязательно отключают подогрев котла. Смесь перемешивают до однородного состояния, а в случае необходимости добавляют жидкое ПАВ и вновь перемешивают до однородного состояния. Для приготовления вязкого ПБВ крошку ДСТ подают непосредственно в котлы (2) и (6) и перемешивают до однородного состояния при максимальной рабочей температуре исходного битума. 2.5. Время, необходимое для приготовления однородного раствора ДСТ и ПБВ в рабочей емкости, устанавливают до начала работ с ПБВ. Для этого готовят контрольную партию раствора ДСТ в емкости (8) и ПБВ в рабочих котлах (2) и (6). Однородность смеси оценивают в процессе перемешивания. Время, затраченное для получения однородной смеси ДСТ с растворителем, принимают за нормативное при приготовлении последующих партий раствора ДСТ. Время, необходимое для приготовления однородной смеси раствора ДСТ с битумом, принимают за нормативное при получении последующих партий ПБВ. После приготовления ПБВ отбирают пробу для определения его свойств в соответствии с требованиями п. 2.2 настоящих Методических рекомендаций. 2.6. Необходимое количество раствора ДСТ и битума устанавливают с помощью расходомера или по специально оттарированной рейке. 2.7. Продолжительность выдерживания ПБВ при рабочей температуре не должна превышать 6 ч. Не использованный в течение смены запас ПБВ допускается выдерживать в котле при температуре не выше 60 °С в течение 24 ч. Время хранения ПБВ в битумохранилище не ограничивается. 2.8. Все битумопроводы, дозировочные бачки и другие элементы битумных коммуникаций должны быть обеспечены системой паро- и маслоподогрева. Обогрев начинают до начала работ. 3. ПОДБОР СОСТАВА ПБВ3.1. Состав ПБВ в лаборатории подбирают следующим образом: устанавливают концентрацию раствора ДСТ; рассчитывают необходимое количество раствора ДСТ для приготовления ПБВ; определяют свойства ПБВ в соответствии с требованиями п. 2.2 настоящих Методических рекомендаций; устанавливают свойства асфальтобетона в соответствии с требованиями ГОСТ 9128-84, предъявляемыми к горячему асфальтобетону соответствующей марки, и п. 4.3 настоящих Методических рекомендаций. 3.2. Вязкость раствора ДСТ не должна превышать 40 Па ∙ с при нормальной работе битумного насоса типа Д-171. Максимальную концентрацию раствора ДСТ выявляют по его способности свободно стекать со стеклянной палочки при максимально возможной температуре нагрева растворителя (см. п. 2.4). Минимальная концентрация раствора ДСТ определяется прочностью асфальтобетона при высокой положительной температуре; предел прочности образца асфальтобетона при 50 °С должен удовлетворять требованиям, предъявляемым к асфальтобетону на основе ПБВ (см. п. 4.3). 3.3. Определяют условную вязкость С5 раствора ДСТ выбранной концентрации при температуре, соответствующей принятой для закачки его в битум. По полученному значению условной вязкости ДСТ средней пробы контролируют концентрацию раствора ДСТ в рабочей емкости (8). 3.4. Количество раствора, необходимое для приготовления ПБВ, рассчитывают в зависимости от назначенного содержания ДСТ. Пример. Концентрация раствора ДСТ - 20 %. Выбранная концентрация ДСТ - 2 %. Составляем две пропорции и получаем на 1000 г битума: 1) 1000 г - 98 % 2) 20,4 - 20 % х1 - 2 % х2 - 100 % ___________________ _________________ х1 = 20,4 г х2 = 102 г. (х1 - количество ДСТ; х2 - количество 20 %-ного раствора ДСТ). Если ПБВ не удовлетворяет требованиям к сцеплению с каким-либо из применяемых минеральных материалов, то подбирают и рассчитывают необходимое количество добавки ПАВ (например, 1,5 % БП-3). Для этого составляют еще одну пропорцию: 3) (1000 + 102) - 98,5 х3 - 1,5 % _______________________ х3 = 16,8 г (х3 - количество добавки ПАВ). Полученные данные сводят в таблицы, которыми и следует руководствоваться при приготовлении ПБВ на АБЗ. Потребное количество компонентов для приготовления 10 т ПБВ с 2 % ДСТ из 20 %-и 5 %-ного раствора приведено в табл. 2. Таблица 2
3.5. Показатели свойств ПБВ определяют в соответствии с пп. 2.2, 7.9 - 7.14 настоящих Методических рекомендаций. При неудовлетворительном показателе температуры размягчения по КиШ разжиженного ПБВ необходимо повысить концентрацию раствора ДСТ и повторить подбор, а при низкой растяжимости - уменьшить концентрацию раствора ДСТ. В случае несоответствия показателей ПБВ данным табл. 2 необходимо увеличить содержание ДСТ и повторить подбор. 3.6. На основе ПБВ приготавливают асфальтобетонную смесь. Свойства асфальтобетона устанавливают в соответствии с ГОСТ 9128-84. Если асфальтобетон не отвечает предъявляемым к нему требованиям (см. п. 4.3), то необходимо повысить концентрацию раствора ДСТ и повторить испытания. Если полученный материал вновь не удовлетворяет требованиям, то следует увеличить содержание ДСТ и повторить испытания. Если асфальтобетон не удовлетворяет требованиям по коэффициенту длительной водостойкости, то необходимо в ПБВ ввести ПАВ. 4. ОСОБЕННОСТИ ТЕХНОЛОГИИ ПРИГОТОВЛЕНИЯ АСФАЛЬТОБЕТОННОЙ СМЕСИ С ПРИМЕНЕНИЕМ ПБВ И УСТРОЙСТВА ПОКРЫТИЙ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К АСФАЛЬТОБЕТОНУ4.1. Приготовление, укладку и уплотнение асфальтобетонных смесей на ПБВ осуществляют в соответствии с «Руководством по строительству дорожных асфальтобетонных покрытий» (М.; Транспорт, 1978). 4.2. Используемые минеральные материалы (щебень, песок) должны удовлетворять требованиям ГОСТ 9128-84, минеральный порошок - ГОСТ 16557-78, а полимерно-битумное вяжущее (ПБВ) - требованиям п. 2.2 настоящих Методических рекомендаций и ТУ 1669-84 Минтрансстроя. 4.3. Асфальтобетонные смеси и асфальтобетон на ПБВ, подобранные в соответствии с Руководством, должны удовлетворять требованиям ГОСТ 9128-84 для горячих асфальтобетонных смесей соответствующей марки и ТУ 1669-84 Минтрансстроя. Допускается принимать значения предела прочности асфальтобетона при сжатии при 50 °С на 10 % ниже требуемых ГОСТ 9128-84 в связи с повышенной упругостью асфальтобетона при высоких положительных температурах. Рекомендуется назначать такое содержание ПБВ в асфальтобетонной смеси, чтобы водонасыщение образцов составляло 1 - 2,5 %. 4.4. Асфальтобетонные смеси на ПБВ следует приготовлять только в асфальтобетонных смесителях, оборудованных лопастными мешалками принудительного перемешивания (типов Д-325 и Д-597), в соответствии с режимами перемешивания, принятыми для теплых асфальтобетонных смесей. Температуру перемешивания асфальтобетонных смесей для всех вязких марок ПБВ или разжиженных ПБВ марок ПБВ 40/60 и ПБВ 60/90 с минеральными материалами рекомендуется назначать на 5 - 15 °С выше, чем при использовании битума тех же марок. 4.5. Температура нагрева ПБВ в рабочих котлах и асфальтобетонных смесей при выпуске из смесителя должна быть в пределах 110 - 160 °С. 4.6. При строительстве покрытий из асфальтобетонных смесей на ПБВ следует иметь в виду: асфальтобетонные смеси на основе ПБВ имеют более высокий коэффициент уплотнения, поэтому толщину слоя асфальтобетонной смеси при укладке асфальтоукладчиком (с включенным трамбующим брусом) назначают на 30 - 35 % больше проектной; температура теплой и горячей полимерасфальтобетонных смесей с вязкими ПБВ в асфальтоукладчике при укладке в конструктивный слой должна соответствовать ГОСТ 9128-84, а теплой и горячей смесей с разжиженными ПБВ допускается на 20 °С ниже; эффективное уплотнение асфальтобетонной смеси достигается при температурах от 90 до 35 °С. 4.7. Устройство асфальтобетонных покрытий на ПБВ при пониженных температурах следует вести с учетом требований «Руководства по строительству дорожных асфальтобетонных покрытий». Необходимо следить, чтобы смесь уплотняли сразу после укладки в целях достижения лучшей плотности и ровности покрытия, а также хорошего сопряжения укладываемых полос. 4.8. При устройстве покрытий на мостах рекомендуется применять асфальтобетон на основе ПБВ с минимально допустимой остаточной пористостью и водонасыщением образцов, близким к 1 %. Технология устройства покрытий на мостах, рекомендуемые составы асфальтобетонных смесей и их качество должны соответствовать упомянутому выше Руководству. 4.9. При устройстве покрытий на аэродромах из асфальтобетонной смеси на ПБВ следует руководствоваться «Рекомендациями по повышению эксплуатационной надежности аэродромных асфальтобетонных покрытий» (ГПИ и НИИ ГА «Аэропроект». М., 1975). 4.10. При строительстве покрытий из асфальтобетонных смесей на основе ПБВ вязких марок рекомендуется в звено катков включать тяжелый самоходный каток на пневматических шинах. 4.11. Для обеспечения высокого качества продольных стыков покрытия рекомендуется укладываемые полосы асфальтобетонных смесей в месте сопряжения не укатывать (на ширину 15 - 20 см с каждой стороны) до момента уплотнения стыка тяжелым катком. 4.12. Работы по устройству слоев износа способом поверхностной обработки, с применением разжиженного и маловязкого ПБВ следует выполнять в соответствии с требованиями Инструкции по устройству покрытий и оснований из щебеночных, гравийных и песчаных материалов, обработанных органическими вяжущими ВСН 123-71 (М.: Транспорт, 1978). При этом температура розлива ПБВ должна быть на 10 °С выше, чем битума той же марки. 4.13. При использовании ПБВ в виде эмульсии следует руководствоваться «Методическими рекомендациями по технологии устройства поверхностных обработок с применением катионных битумных эмульсий» (Союздорнии. М., 1977). 5. ТЕХНИЧЕСКИЙ КОНТРОЛЬ5.1. До начала работ по приготовлению раствора ДСТ, ПБВ и асфальтобетонных смесей необходимо освидетельствовать качество монтажа технологического оборудования. Особое внимание следует обратить на герметичность емкостей для хранения растворителей, раствора ДСТ и для приготовления ПБВ, а также на исправность предохранительных клапанов. 5.2. При использовании ПБВ необходимо контролировать: качество исходных материалов, раствора ДСТ, ПБВ и асфальтобетона на основе ПБВ; процессы приготовления раствора ДСТ, ПБВ, асфальтобетонной смеси на основе ПБВ и их качество, а также ход устройства покрытия. 5.3. Качество битумов проверяют в соответствии с ГОСТ 22245-76. 5.4. Дивинилстирольные термоэластопласты и растворители принимают по паспортным данным завода-поставщика, обращая особое внимание на содержание стирола в ДСТ и его характеристическую вязкость (см. п. 2.1). 5.5. Качество минеральных материалов должно соответствовать требованиям ГОСТ 9128-84 и ГОСТ 16557-78. 5.6. Однородность раствора ДСТ и его концентрацию проверяют при приготовлении каждой новой партии, но не реже одного раза в неделю в соответствии с требованиями п. 7.10 настоящих Методических рекомендаций. 5.7. Качество ПБВ (см. п. 2.2) проверяют при приготовлении каждой новой партии. Условную вязкость ПБВ определяют один раз в смену. 5.8. Качество асфальтобетона на основе ПБВ проверяют один раз в смену (ГОСТ 9128-84). 5.9. Процесс приготовления раствора ДСТ и ПБВ необходимо вести в последовательности, приведенной в п. 2.4 настоящих Методических рекомендаций. 5.10. Процесс приготовления асфальтобетонных смесей на основе ПБВ должен соответствовать требованиям «Руководства по строительству дорожных асфальтобетонных покрытий» и разд. 4 настоящих Методических рекомендаций. В процессе приготовления асфальтобетонной смеси контролируют температуру нагрева минеральных материалов, ПБВ в котлах (через каждые 2 - 3 ч) и асфальтобетонной смеси в выгруженных из смесителя замесах. Качество готовой асфальтобетонной смеси проверяют в лаборатории, для чего отбирают одну пробу в смену из каждого смесителя. 5.11. При устройстве покрытия контролируют температуру асфальтобетонной смеси в каждой машине, привозящей смесь на место укладки; толщину уложенного слоя; качество уплотнения и качество швов в местах сопряжений полос. Проверяют также коэффициент сцепления колеса автомобиля с поверхностью готового покрытия и его ровность. 6. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ МАТЕРИАЛОВ6.1. Термоэластопласт (в виде крошки размером не более 5 мм) массой 8 - 20 кг, упакованный в неокрашенную полиэтиленовую пленку толщиной 0,05 мм по ГОСТ 10354-82 (марок М, Т, Н), а затем в четырехслойный бумажный мешок по ГОСТ 2226-75, транспортируют всеми видами транспорта, обеспечивающими защиту ДСТ от загрязнения, действия прямых лучей и атмосферных осадков, в соответствии с правилами, действующими на данном виде транспорта. На территории АБЗ термоэластопласт, упакованный в мешки, хранят в штабелях высотой не более 1,2 м в пожаробезопасном и сухом помещении при температуре не выше 30 °С. Гарантийный срок хранения - 1 год с момента приготовления. 6.2. Растворители транспортируют и хранят в соответствии с требованиями ГОСТ 1510-84. Растворители транспортируют в железнодорожных цистернах, оборудованных верхним сливом или универсальным сливным прибором, а также в автоцистернах. На АБЗ растворители хранят в специально подготовленной емкости. Цистерны и емкость для растворителей должны быть освобождены от ранее находившихся в них продуктов, очищены и подготовлены к заливке. После заливки растворителей цистерны и емкость герметично закрывают, чтобы избежать испарения. 6.3. Раствор ДСТ хранят в емкостях, соответствующих требованиям ГОСТ 1510-84. 6.4. Емкости для приготовления и хранения ДСТ и емкость для растворителя должны быть оборудованы предохранительными клапанами для подсоса воздуха и выпуска скопившихся газов в атмосферу. Емкости сообщаются герметичными трубопроводами. Насосы для перекачки по трубам растворителя и раствора ДСТ устанавливают в бетонированных приямках ниже дна емкостей, а емкостям придают уклон в сторону насосов. 6.5. На мешках, цистернах и емкостях должна быть сделана несмывающейся краской надпись с указанием наименования продукта, даты изготовления, завода-изготовителя, номера партии, номера ГОСТа и т.д. 6.6. Растворители и раствор ДСТ в лабораториях хранят в герметичной таре под вытяжными зонтами. 6.7. Поверхностно-активные добавки транспортируют и хранят в соответствии с «Инструкцией по использованию поверхностно-активных веществ при строительстве дорожных покрытий с применением битума» ВСН 59-68 (М.: Оргтрансстрой, 1968), «Методическими рекомендациями по применению поверхностно-активного вещества БП-3 при устройстве асфальтобетонных покрытий» (Союздорнии. М., 1977), «Методическими рекомендациями по применению ПАВ - коллектора АНП-2 при строительстве асфальтобетонных покрытий» (Союздорнии. М., 1981), «Методическими рекомендациями по применению кубовых остатков метиловых эфиров и аминов, а также полиэтиленовых эмульсий для повышения водо- и морозостойкости асфальтобетонов» (Союздорнии. М., 1984), «Методическими рекомендациями по применению кубовых остатков производства диафена ФП и диэтаноламидов синтетических жирных кислот для повышения водо- и морозостойкости асфальтобетона» (Союздорнии. М., 1984). 7. МЕТОДЫ ИСПЫТАНИЯ7.1. Подготовка к испытаниям в лаборатории при подборе состава ПБВ включает: отбор проб ДСТ, приготовление раствора ДСТ, подготовку битума, приготовление ПБВ. 7.2. Для лабораторных испытаний отбирают среднюю пробу ДСТ из нескольких мешков одной партии. Навески ДСТ из средней пробы помещают в химические стаканы с растворителем для приготовления растворов ДСТ. 7.3. Образец битума перед испытанием обезвоживают осторожным нагреванием (без перегрева). Обезвоженный битум процеживают через металлическое сито с сеткой № 07 (по ГОСТ 3584-73) и тщательно перемешивают до полного удаления пузырьков воздуха. ПБВ готовят в соответствии с п. 2.4 настоящих Методических рекомендаций. 7.4. Асфальтобетонную смесь на основе ПБВ готовят в соответствии с указаниями упомянутого выше Руководства по приготовлению асфальтобетонных смесей в лаборатории. 7.5. Подготовка к испытаниям на АБЗ включает: отбор проб раствора ДСТ, ПБВ и асфальтобетонной смеси на основе ПБВ. 7.6. Пробу раствора ДСТ отбирают металлическим стаканом (вместимостью 1 л), укрепленным на рукоятке длиной 1 - 1,5 м, через специальный клапан, предусмотренный в крышке емкости. Пробу помещают в плотно закрывающийся сосуд такой же вместимости, что и стакан, и оценивают однородность и условную вязкость. 7.7. Пробу ПБВ отбирают металлическим ковшом (вместимостью 1 л) при сливе вяжущего в смеситель (после загрузки в него минеральных материалов). Перед отбором пробы смеситель останавливают и ковш, укрепленный на рукоятке длиной около 1 м, подставляют через специальное окошко, предусмотренное в смесителе типа Д-507, под трубу для слива вяжущего. Затем пробу помещают в сосуд с плотно закрывающейся крышкой и определяют все свойства ПБВ в соответствии с п. 2.2 настоящих Методических рекомендаций. 7.8. Пробу асфальтобетонной смеси отбирают в момент выгрузки смеси из смесителя. Среднюю пробу составляют из отдельных порций смеси, отобранных из 3 - 4 замесов. 7.9. Для определения полного комплекса характеристик ПБВ рекомендуется руководствоваться «Методическими рекомендациями по единым методам испытания полимерно-битумных вяжущих для дорожного строительства» (Союздорнии. М., 1978). Ниже приведены методы испытания стандартных характеристик ПБВ. 7.10. ПБВ и раствор ДСТ считают однородными, если в них не образуются осадок и сгустки. Выпадение осадка и наличие сгустков определяют с помощью стеклянной палочки, которую погружают в испытуемый материал. Если смесь однородна, то она должна стекать с извлеченной палочки равномерно. Комочки или заметные крупинки на поверхности палочки указывают на недостаточную однородность смеси. Однородность ПБВ определяют при рабочей температуре 110 - 160 °С, а раствора ДСТ - при температуре подачи его в битумный котел. 7.11. Условную вязкость ПБВ и раствора ДСТ оценивают по истечению смеси через отверстие 5 мм (ГОСТ 11503-74). Условную вязкость раствора ДСТ определяют при температуре его закачки в битум, а ПБВ - при температуре слива в асфальтосмеситель. 7.12. Для определения свойств разжиженного ПБВ необходимо удалить из него часть растворителя. ПБВ слоем 3 мм наливают в плоскодонные кюветы или чашки. Толщину слоя ПБВ определяют по навеске (на кюветы размером 12 × 32 × 1,5 см требуется 115,2 г). Навеску, взятую с точностью до 0,01 г, при слабом подогреве распределяют равномерным слоем по дну кюветы. Кювету помещают в термостат, нагретый до 120 °С (+ 1 °С), и выдерживают при такой температуре 7 ч, после чего ПБВ вынимают скальпелем из кюветы, заливают в формы (кольца, восьмерки, пенетрационные чашки) и определяют показатели ПБВ в соответствии с требованиями табл. 1 (см. п. 2.2). Для определения всех требуемых показателей необходимо 230 - 250 г ПБВ. 7.13. Следует учитывать, что большинство методов определения свойств ПБВ аналогично методам испытания нефтяных битумов: глубину проникания иглы устанавливают в соответствии с ГОСТ 11501-78; температуру размягчения - по ГОСТ 11506-73; растяжимость при 25 и 0 °С (скорость растяжения 5 см/мин) - по ГОСТ 11505-75; сцепление с мрамором или песком - по ГОСТ 11508-74. 7.14. Эластичность (Э) характеризуется способностью ПБВ к обратимым деформациям и устанавливается по сокращению длины образца, предварительно растянутого до разрыва. Эластичность ПБВ определяют сразу после испытания на растяжимость при 25 °С. После разрыва образцы ПБВ в формах (восьмерках) не снимают со штифтов, доводят температуру воды в ванне дуктилометра до 35 °С и измеряют длину обеих частей образца (температуру воды повышают для ускорения испытания). Каждую часть образца измеряют от свободного конца до зажима. Замеры производят через каждые 5 мин с точностью до 1 мм, пока длина каждой из двух частей образца не перестанет изменяться. Эластичность ПБВ определяют по следующей формуле:
где Д25 - растяжимость, см; l1 - сумма длин двух частей образца (по последнему замеру), см; 3 - константа прибора, см. Расхождения между тремя параллельными определениями не должны превышать наименьший результат на 10 %. 7.15. Коэффициент сцепления покрытия с колесом автомобиля определяют с помощью динамометрической тележки типа ПКРС и по длине тормозного пути в соответствии с «Руководством по строительству дорожных асфальтобетонных покрытий». 8. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ПБВ8.1. При использовании ПБВ необходимо руководствоваться положениями «Правил техники безопасности при строительстве, ремонте и содержании автомобильных дорог» (М.: Транспорт, 1978), «Инструкции по использованию поверхностно-активных веществ при строительстве дорожных покрытий с применением битума», «Правил и норм техники безопасности, пожарной безопасности и промышленной санитарии для окрасочных цехов» (М., 1965), учитывающими специфику работ с растворителями (сольвентом, ксилолом, бензином). При работе с вязкими ПБВ (без применения растворителей) следует руководствоваться правилами техники безопасности, разработанными для вязких битумов. При применении углеводородных растворителей: сольвента, ксилола, ТС-1, дизельного топлива, керосина - оборудование для приготовления раствора ДСТ и ПБВ должно быть изготовлено во взрыво- и пожаробезопасном исполнении и перед началом работ освидетельствовано в установленном порядке Госпожнадзором. 8.2. Не разрешается прием растворителя без надлежащего монтажа необходимого оборудования для его хранения и подачи по трубопроводам. 8.3. Бетонированные приямки с установленными в них насосами следует закрывать металлическим настилом. В приямках должны быть предусмотрены металлические лестницы или скобы. 8.4. Все противопожарные мероприятия на АБЗ подлежат согласованию с местным отделением Госпожнадзора. Опасные в пожарном отношении места хранения растворителей и раствора ДСТ, склады горючесмазочных материалов, асфальтобетонные машины, битумоплавильные установки, битумохранилища должны быть оснащены щитами с противопожарным оборудованием, ящиками с сухим чистым песком и огнетушителями. Расстояние от емкостей с растворителями, раствором ДСТ и ПБВ до других сооружений и строений должно быть более 50 м, а между емкостями и битумными котлами - не менее 10 м. Запрещается подогрев кранов и насосов факелами при работе с раствором ДСТ. Для обеспечения работы краны и насосы должны быть снабжены рубашками под паро- или маслоподогрев. Места хранения растворителя и раствора ДСТ должны быть ограждены в радиусе 5 м и снабжены предупредительными надписями: «Курить запрещено», «Сварка запрещена», «Огнеопасно» и т.п. 8.5. При введении раствора ДСТ в нагретый битум запрещается подогрев рабочего битумного котла. Раствор ДСТ разрешается вводить в битум только через шланг, опустив его конец в битум. Запрещается применять обводненный битум. 8.6. Продолжительность работы с ПБВ не должна превышать одной смены в сутки. Оператор асфальтобетонной машины должен находиться в закрытой будке с установкой для кондиционирования воздуха. 8.7. Приготовление ПБВ и асфальтобетонных смесей на основе ПБВ в лабораторных условиях возможно лишь при наличии приточно-вытяжной вентиляции с 10 - 15-кратным воздухообменом. Лабораторное оборудование (гидравлический пресс для формования образцов асфальтобетона, бачок для термостатирования смеси, термостат и др.) должно находиться под вытяжными шкафами или зонтами. 8.8. В случае применения в качестве растворителей ДСТ бензина, сольвента, ксилола к работе с ПБВ допускаются лица, прошедшие медицинский осмотр. Лица моложе 18 лет, беременные женщины и кормящие матери к работе с ПБВ на указанных растворителях не допускаются. Все работающие должны регулярно проходить медицинский осмотр один раз в шесть месяцев. Рабочие и инженерно-технические работники допускаются к работе с ПБВ после инструктажа и проверки знаний по технике безопасности, пожарной безопасности и правил личной гигиены. Повторный инструктаж и контрольную проверку производят через каждые шесть месяцев с соответствующей отметкой в журнале. 8.9. Для защиты кожных покровов от воздействия растворителей необходимо применять защитные средства: биологические перчатки, мазь Салисского, пасту «Миколаи» и пасту ИЭР (состав пасты, мас. ч: мыло нейтральное - 12, глицерин технический - 10, каолин - 40, вода - 38). Применение растворителей для мытья рук запрещено. Приложение 1Технические требования на ДСТ
Примечание. Термоэластопласты ДСТ-30Б группы II по ТУ 38 40359-85 можно применять в дорожном строительстве, если они имеют характеристическую вязкость 1,2 - 1,4 дл/г. Приложение 2Технические требования на автотракторное дизельное топливо (по ГОСТ 305-82)
Приложение 3Технические требования на сырье для производства нефтяных вязких
дорожных битумов
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Наименование показателя |
Норма по маркам |
|
|
СБ высшей категории |
СБ |
|
|
Вязкость условная при 80 °С с диаметром отверстия 5 мм |
20 - 40 |
41 - 60 |
|
Температура вспышки, °С, не ниже |
190 |
200 |
|
Содержание воды Плотность |
Следы 0,97 - 0,99 |
Следы 0,98 - 1,00 |
Приложение 4
Технические требования на керосин для технических целей
|
Наименование показателя |
Норма |
|
Фракционный состав: |
|
|
10 % перегоняется при температуре, °С |
110 - 180 |
|
50 % перегоняется при температуре, °С, не ниже |
190 |
|
90 % перегоняется при температуре, °С |
240 - 275 |
|
98 % перегоняется при температуре, С, не выше |
300 |
|
Кислотность, мг ∙ КОН на 100 мл керосина, не более |
4,5 |
|
Зольность, %, не более |
0,005 |
|
Содержание фактических смол, мг на 100 мл керосина, не более |
40 |
|
Содержание серы, %, не более |
1,0 |
|
Проба на медную пластинку |
Выдерживает |
|
Содержание водорастворимых кислот и щелочей |
Отсутствуют |
|
Содержание механических примесей |
То же |
|
Содержание воды |
Следы |
|
Температура вспышки, определяемая в закрытом тигле, °С, не ниже |
28 |
Примечания: 1. В керосине, поставляемом для пиролиза, температура вспышки не нормируется.
2. В керосине, вырабатываемом из высокосернистых нефтей, допускается содержание серы не более 1,4 %.
Приложение 5
Технические требования на керосин осветительный
|
Наименование показателя |
Норма по маркам |
|||
|
К0-30 |
К0-25 |
К0-22 |
К0-20 |
|
|
Плотность при 20 °С, г/см3, не более |
0,790 |
0,805 |
0,805 |
0,830 |
|
Фракционный состав: до 200 °С перегоняется, %, не менее |
25 |
20 |
25 |
- |
|
до 270 °С перегоняется, %, не менее |
- |
- |
- |
80 |
|
98 % перегоняется при температуре, °С, не выше |
- |
- |
- |
310 |
|
конец кипения, °С, не выше |
280 |
300 |
280 |
- |
|
Цвет в условных марках, не более |
1,0 |
2,0 |
2,2 |
3,0 |
|
Высота некоптящего пламени, мм, не менее |
30 |
25 |
22 |
20 |
|
Температура вспышки, определяемая в закрытом тигле, °С, не ниже |
48 |
40 |
40 |
40 |
|
Температура помутнения, °С, не выше |
-15 |
-15 |
-15 |
-12 |
|
Кислотность, мг ∙ КОН на 100 мл керосина, не более |
1,3 |
1,3 |
1,3 |
1,3 |
|
Зольность, %, не более |
0,003 |
0,003 |
0,003 |
0,005 |
|
Содержание серы, %, не более |
0,1 |
0,05 |
0,05 |
0,1 |
|
Испытание на медной пластинке |
Выдерживает |
|||
|
Содержание водорастворимых кислот и щелочей |
Отсутствуют |
|||
|
Содержание механических примесей и воды |
То же |
|||
Приложение 6
Технические требования на
топливо для реактивных двигателей
(по ГОСТ
10227-86)
|
Наименование показателя |
Норма по марке ТС-1 |
|
Плотность при 20 °С, г/см3, не менее |
0,775 |
|
Фракционный состав: |
|
|
температура начала перегонки, °С, не выше |
150 |
|
10 % перегоняется при температуре, °С, не выше |
165 |
|
50 % перегоняется при температуре, °С, не выше |
195 |
|
90 % перегоняется при температуре, °С, не выше |
230 |
|
98 % перегоняется при температуре, °С, не выше |
250 |
|
Вязкость кинематическая, сСт: |
|
|
при температуре 20 °С, не менее |
1,25 |
|
при температуре 40 °С, не более |
8 |
|
Теплота сгорания низшая, кДж/кг, не менее |
42900 |
|
Высота некоптящего пламени, мм, не менее |
25 |
|
Кислотность, мг ∙ КОН на 100 см3 топлива, не более |
0,7 |
|
Давление насыщенных паров, мм рт. ст., не более |
- |
|
Температура вспышки, определяемая в закрытом тигле, °С, не ниже |
28 |
|
Температура начала кристаллизации, °С, не выше |
-60 |
|
Йодное число, г йода на 100 г топлива, не более |
3,5 |
|
Содержание ароматических углеводородов, %, не более |
22 |
|
Термическая стабильность при 150 °С в течение 4 ч, мг на 100 см3 топлива, не более |
10 |
|
Содержание фактических смол, мг на 100 мл топлива, не более |
5 |
|
Общее содержание серы, %, не более |
0,25 |
|
Содержание меркаптановой серы, %, не более |
0,005 |
|
Содержание сероводорода |
Отсутствует |
|
Испытание на медной пластинке |
Выдерживает |
|
Содержание водорастворимых кислот и щелочей |
Отсутствуют |
|
Зольность, %, не более |
0,003 |
|
Содержание механических примесей и воды |
Отсутствуют |
Приложение 7
Технические условия на нефтяной ксилол (по ГОСТ 9410-78)
|
Наименование показателя |
Норма |
|
Внешний вид |
Бесцветная прозрачная жидкость |
|
Плотность, г/см3 |
0,860 - 0,866 |
|
Фракционный состав: |
|
|
температура начала перегонки, °С, не ниже |
136,5 |
|
температура конца перегонки (98 % отгона), °С, не выше |
141,5 |
|
95 % перегоняется в пределах температуры, °С, не более |
4,5 |
|
Испаряемость |
Испаряется без остатка |
|
Степень очистки: |
|
|
окраска с серной кислотой в номерах образцовой шкалы, не более |
2,0 |
|
бромное число, г брома на 100 мл ксилола, не более |
0,6 |
|
Содержание сероводорода и меркаптанов |
Отсутствуют |
|
Содержание сульфируемых веществ, %, не менее |
99 |
|
Содержание водорастворимых кислот и щелочей |
Отсутствуют |
|
Содержание воды |
Отсутствует |
Примечание. Упаковка и маркировка по ГОСТ 1510-84
Приложение 8
Технические условия на нефтяной сольвент (по ГОСТ 10214-78)
|
Наименование показателя |
Норма |
|
Внешний вид |
Бесцветная или светло-желтая жидкость, прозрачная при 20 ± 5 °С, не содержащая взвешенных и осевших на дно сосуда примесей, в том числе и капелек воды |
|
Плотность при 20 °С, г/см3, не менее |
0,848 |
|
Фракционный состав: температура начала перегонки, °С, не ниже |
120 |
|
90 % перегоняется при температуре, °С, не выше |
160 |
|
Летучесть по ксилолу, не более |
2 |
|
Содержание серы, %, не более |
0,10 |
|
Содержание сульфируемых веществ, %, не менее |
85 |
|
Содержание водорастворимых кислот и щелочей |
Отсутствуют |
|
Температура вспышки, определяемая в открытом тигле, °С, не ниже |
17 |
Примечание. При транспортировании сольвента в цистерне допускается слой воды толщиной не более 5 мм.
Приложение 9
Краткие сведения о ПАВ
|
ПАВ |
Характеристика ПАВ |
Завод-изготовитель |
|
Коллектор АНП-2 (ТУ 6-02-1067-81) |
Жидкость темно-коричневого цвета, растворимая в воде и нефтепродуктах, представляет собой смесь хлоргидратов алкиламинов с содержанием атомов углерода от С12 до С18, получаемых на базе жидкого нефтяного парафина. Средняя молекулярная масса АНП-2 - 261,5; плотность при 20 °С - 0,9 - 1,0 г/см3; температура застывания 4 °С; аминное число - не ниже 10,0; содержание воды - не более 20 %; растворимость в воде - 1 г коллектора должен растворяться в 100 г воды без заметной мути |
Днепродзержинское объединение «Азот» |
|
Остатки кубовые при производстве аминов С17 - С20 |
Кубовые остатки С17 - С20 (отход производства), получаемые при вакуумной дистилляции смеси алифатических аминов С17 - С20. Воскообразная масса от желтого до светло-коричневого цвета с резким, неприятным запахом. С водой не смешивается и практически нерастворима. Хорошо растворяется в спирте и хлороформе. Характеристика: массовая доля углеводородов - не более 40 %; суммарное количество первичных и вторичных аминов - не менее 56 % массы; количество вторичных аминов - не менее 22 % массы; температура плавления - 58 - 66 °С |
Березниковское ПО «Азот» |
Броницкий Е. Грузите вяжущие... кирпичами // Автомоб. дороги. - 1996. - № 12. - С. 42 - 43.
За рубежом для модификации битумов применяется дорогостоящее специальное оборудование, требующее повышенных затрат. Конечно результат оправдывает средства, и было бы куда привычнее идти по зарубежному пути, но специалисты АО «Росдориндустрия» в сотрудничестве с учеными СоюздорНИИ разработали и запатентовали метод приготовления ПБВ с использованием растворителя на специально созданном отечественном оборудовании, которое в несколько раз дешевле аналогичного импортного. Это позволяет ускорить процесс приготовления ПБВ, существенно снизить его стоимость за счет сокращения содержания полимера в битуме, уменьшить энергозатраты и обеспечить уменьшение температуры хрупкости в 2 раза - до минус 60 °С. Кроме того исключается возможность преждевременного старения применяемых в России окисленных битумов за счет снижения температуры приготовления ПБВ до 160 °С.
Принципиально новым решением для модификации битумов является разработанная технология приготовления концентрированных растворов в виде твердых брикетов, которые легко растворяются в битуме при температуре 150 - 160 °С. Брикеты представляют собой студнеобразную массу, достаточно твердую, чтобы быть удобной в складировании и перевозке. Масса брикетов 30 - 40 кг, размеры зависят от желания заказчика. Наиболее удобными считаются габариты 40 × 40 × 10 (см) в полиэтиленовой упаковке.
Недавно из подмосковного п. Бужениново для строительства федеральной дороги Южно-Сахалинск - Оха было отправлено 30 т таких брикетов. Еще 20 т ушло к строителям дороги Владивосток - Хабаровск. Вести такую продукцию за многие тысячи километров оказалось выгоднее, чем производить ее на месте. Применение брикетов из охлажденного раствора блоксополимера позволяет по новому решать новые вопросы, связанные с модификацией дорожных битумов.
В частности, не требуется специальных хранилищ. Брикеты могут без ущерба для качества храниться в неотапливаемых складах или помещениях в течение года. Это позволяет организовать производство модифицированного битума без специального оборудования и в любое время по мере необходимости. Кроме того, снижается потребность в денежных средствах для закупки готовых модифицированных битумов.
Занимается поставкой брикетов раствора блоксополимера фирма ООО «АППОС-БП», созданная АО «Росдориндустрия». Сегодня уже функционируют ее производственные базы в городах Асбесте, Вышнем Волочке, п. Бужениново Московской области, Москве, Саранске, Туле и Элисте. Наряду с обычным раствором блоксополимера они могут выпускать и брикеты. Производительность каждой - 1000-2000 т раствора в год. Ведутся работы по созданию баз в городах Ельце, Ачинске, Грозном. Дело лишь за заказчиками.
Броницкий Е. И., Лапшин В. А. Применение полимерно-битумных вяжущих - кардинальный путь увеличения долговечности асфальтобетонных покрытий // Автомоб. дороги: Информ. сб. / Информавтодор. - 1996. - Вып. 5. - С. 7 - 10.
Одним из основных и радикальных способов повышения сроков службы асфальтобетонных покрытий является изменение структуры и свойств органических вяжущих материалов, входящих в его состав.
Применяемые в настоящее время для приготовления асфальтобетонной смеси дорожные битумы не отвечают современным требованиям, в частности:
по своей природе они являются термопластами, в то время как в условиях современного грузонапряженного и интенсивного движения автомобилей органические вяжущие должны быть эластомерами, т.е. характеризоваться способностью к большим обратимым деформациям во всем диапазоне эксплуатационных температур;
недостаточно трещиностойки для условий России, где средняя минимальная температура в зимний период на большей части территории ниже минус 20 °С;
имеют недостаточный температурный интервал работоспособности. При необходимой теплостойкости покрытий (температура размягчения 50 °С) они не обладают даже минимально требуемой температурой хрупкости минус 20 °С, в то время как для многих регионов России она ниже минус 40 °С.
Указанные выше недостатки дорожных битумов компенсируются при применении полимерно-битумных вяжущих (ПБВ), которые относятся к классу эластомеров, обладающих достаточным температурным интервалом работоспособности с показателем эластичности не менее 75 %.
Температура хрупкости ПБВ должна соответствовать средним минимальным зимним температурам района строительства с тем, чтобы при достижении этих температур вяжущее сохраняло работоспособность и способствовало релаксации напряжений, возникающих в них от совместного воздействия изменения температур и многократных динамических нагрузок от прохода колес автомобилей. Температура размягчения ПБВ должна быть не ниже 51 °С по методу «кольцо и шар», чтобы обеспечить требуемую теплостойкость покрытий.
В процессе эксплуатации асфальтобетонных покрытий на них появляются температурные и усталостные трещины. Трещины и микротрещины являются очагами разрушения покрытия, так как открывают доступ большому количеству воды в асфальтобетон, где под воздействием многократного замораживания и оттаивания, а также проходящих колес автомобилей образуются вначале микро, а затем и макродефекты, такие как шелушение, выкрашивание и выбоины.
Применение асфальтобетонных смесей на основе ПБВ, подобранных с минимальным показателем водонасыщения, который должен обеспечиваться при применении соответствующей техники и технологии в процессе устройства покрытия, позволяет избежать указанных выше дефектов.
В настоящее время ТУ 35-1669-88 и ТУ 2294-007-01393697-95 в качестве полимерной добавки предусматривают блоксополимеры бутадиена и стирола типа СБС, сочетающие в себе ряд преимуществ по сравнению с полимерами других классов.
К ним относятся:
создание пространственной эластичной структурной решетки в битуме при минимальном их содержании. При этом блоки трехблочных молекул полистирола расположены по краям и образуют настолько прочные (более 20 МПа) связи между разными макромолекулами при температурах ниже 80 °С, что пространственная решетка в битуме обладает тоже достаточно высокой прочностью, а следовательно, придает ПБВ высокую теплостойкость;
блоксополимеры типа СБС очень хорошо совмещаются с битумами, так как характеризуются оптимальной молекулярной массой порядка 100000 - 200000, вместо 500000 - 1000000 для других полимеров, а также потому, что полистирол и бутадиен хорошо растворяются в углеводородах битума;
эти полимеры сочетают в себе высокие прочность и эластичность и очень низкую (до минус 100 °С) температуру стеклования. Они характеризуются развитой трехмерной пространственной структурой без вулканизаторов и отвердителей лишь за счет физических связей между макромолекулами, что позволяет обеспечить требуемую эластичность и трещиностойкость ПБВ.
На основе многолетних исследований Союздорнии для приготовления ПБВ рекомендует целый ряд марок блоксополимеров бутадиена и стирола типа СБС (в виде крошки или порошка) как отечественного (ДСТ-30Р-01), так и импортного производства (Финапрен 411, Карифлекс ТР 1101, Кратон Д-1101 и др.).
В зарубежной практике для получения ПБВ с оптимальными свойствами в остаточные битумы вводится как минимум 5 % полимера по массе при температуре до 180 °С.
При этом вязкость получаемого вяжущего существенно выше вязкости битумов, что может привести к технологическим затруднениям при приготовлении асфальтобетонных смесей на АБЗ. Кроме того, в России, где применяются окисленные битумы, повышать их температуру выше 160 °С не следует, так как при более высокой температуре они подвержены интенсивному старению.
Для получения однородного ПБВ за рубежом применяют дорогостоящее и энергоемкое оборудование типа «Сифер».
Для модификации используемых в России битумов, с целью получения ряда технологических преимуществ, предложен метод* с использованием пластификатора, что позволяет значительно ускорить процесс приготовления ПБВ, снизить его стоимость за счет сокращения содержания полимера до 3 % по массе битума, уменьшить энергозатраты на его приготовление и обеспечить требуемую температуру хрупкости до минус 60 °С.
* Пат. 2038360 РФ, МПК6 С 08 L 95/00. Битумное вяжущее для дорожного покрытия и способ его получения/ В. Г. Лейтланд, В. М. Юмашев, Л. М. Гохман и др.; ТОО «АППОС-Асфальт», - № 94035647/33; Заявл. 12.10.94; Опубл. 27.06.95, Бюл. № 18.
Полимерно-битумное вяжущее приготавливают путем введения растворов блоксополимера типа СБС 15 - 20 %-ной концентрации непосредственно в битум при температуре 150 - 160 °С. Концентрированные растворы блоксополимеров приготовляются на специально разработанном и изготовленном на отечественных заводах оборудовании, которое в несколько раз дешевле аналогичного импортного.
Созданная в 1995 г. АО «Росдориндустрия» специализированная фирма ООО «АППОС-БП» осуществляет на территории России проектирование и строительство баз по производству концентрированных растворов блоксополимеров. Дочерними предприятиями ООО «АППОС-БП» в настоящее время организованы выпуск таких растворов и их поставка дорожным организациям с производственных баз в гг. Асбесте, Вышнем Волочке, Загорске, Москве, Саранске, Туле и Элисте. Ежегодная мощность этих баз 1000 - 2000 т раствора.
Ведутся работы по созданию баз в гг. Ельце Липецкой области, Ачинске Красноярского края и Чеченской республике.
Большим достижением явилась разработанная ООО «АППОС-БП» технология приготовления концентрированных растворов блоксополимеров в виде твердых брикетов, которые легко растворяются в битуме при температуре 150 - 160 °С.
Производство брикетов из раствора блоксополимера позволяет по-новому решать ряд организационно-финансовых вопросов, связанных с применением ПБВ, в частности:
организовать производство концентрированных растворов блоксополимеров в зимний период;
обеспечить доставку брикетов во все регионы России любым видом транспорта;
более рационально использовать имеющиеся в распоряжении дорожных организаций финансовые ресурсы в течение года для своевременной заготовки брикетов раствора блоксополимера, хранение которых на АБЗ не требует особых складских помещений.
Производственный опыт применения ПБВ при строительстве ряда объектов в России подтверждает, что долговечность асфальтобетонных покрытий возрастает в 2 - 3 раза.
Гохман Л. М., Басурманова И. В., Радовский Б. С., Мозговой В. В. Применение полимерно-битумного вяжущего на основе ДСТ // Автомоб. дороги. - 1989. - № 7. - С. 12 - 14.
Полимерно-битумное вяжущее (ПБВ) на основе ДСТ отличается от битума наличием пространственной эластичной структурной сетки из макромолекул полимера класса термоэластопластов, которая как бы армирует его, придавая ему высокую прочность и одновременно эластичность (способность к большим обратимым деформациям). Это обеспечивает возможность повысить деформационную устойчивость асфальтобетона (полимерасфальтобетона) во всем диапазоне эксплуатационных температур, существенно повысить долговечность покрытий, особенно в условиях с резко континентальным климатом, на объектах с высоким уровнем воздействия транспортных нагрузок.
Сравнение температурной трещиностойкости и деформативности по методике [1] полимерасфальтобетона и асфальтобетона свидетельствует (рис. 1)* о том, что условная температура хрупкости для полимерасфальтобетона смещается (-40 °С) по сравнению с асфальтобетоном (-8 °С). Ранее было показано [2], что при применении ПБВ с 2 и 5 % ДСТ это смещение составляет соответственно 21 и 27 °С. Поэтому при более низкой температуре в полимерасфальтобетоне начинают проявляться и внутренние температурные напряжения, возникающие из-за разности коэффициентов линейного температурного деформирования вяжущего и минеральных материалов. Эти напряжения, вероятно, способствуют уменьшению прочности на растяжение асфальтобетона при отрицательной температуре, которая меньше условной температуры хрупкости (см. рис. 1).
* Экспериментальные данные получены канд. техн. наук Г. Н. Кирюхиным в 1987 г.
Рис. 1. Зависимость прочности асфальтобетона на растяжение при изгибе от температуры (скорость деформирования 50 мм/мин):
1 - асфальтобетон на битуме марки БНД 60/90; 2 - полимерасфальтобетон на ПБВ-6 (битум марки БНД 60/90 + 6 % ДСТ из 25 %-ного раствора в дизельном топливе)
Для количественной оценки влияния ПБВ на температурную трещиностойкость был выполнен теоретический анализ сравнения температурных напряжений, возникающих из-за понижения температуры покрытия на бетонном основании (как наиболее неблагоприятный вариант для работы покрытия), с прочностью асфальтобетона на растяжение. Определяя толщину полимерасфальтобетонного покрытия, эквивалентную по температурной трещиностойкости толщине покрытия из асфальтобетона на битуме, рассматривали задачу, когда асфальтобетонное покрытие уложено на бетонное основание, разделенное поперечными швами (покрытие и основание связаны друг с другом). При этом растягивающие напряжения в асфальтобетонном покрытии над швами (трещинами) бетонного основания при понижении температуры определяются по следующей формуле:
![]() (1)
(1)
где σа - напряжения, возникающие непосредственно в асфальтобетоне, МПа; σ′а - напряжения в асфальтобетоне, вызванные перемещением плит бетонного основания, МПа; σP - напряжения, возникающие от нагрузки транспортных средств, МПа; Ea, Еб - модули упругости соответственно асфальто- и цементобетона, МПа; aа, aб - коэффициенты температурного расширения асфальто- и цементобетона, град.-1; DТа, DТб - перепад температуры по толщине слоев асфальто- и цементобетона, °С; hа, hб - толщина асфальто- и цементобетона, см; Миз - изгибающий момент плиты на упругом основании; Н - приведенная толщина цементобетонного покрытия, удовлетворяющего требованию к прочности.
Расчет напряженного состояния асфальтобетонного покрытия на бетонном основании был проведен при использовании следующих значений параметров: hа = 18 см; aа = 3 ∙ 10-5 град.-1; hб = 16 см; Еб = 30000 МПа; aб = 1 × 10-5 град.-1; Р = 50 кН; r = 17 см; Eо = 1000 МПа (модуль упругости основания под бетонным основанием).
Экспериментальные значения модуля упругости асфальтобетона Еа приведены в табл. 1*.
* Экспериментальные данные получены при участии инж. И. И. Капанадзе.
Таблица 1
|
Модуль упругости Еа, МПа, при температуре, ºС |
||||
|
-40 |
-30 |
-20 |
-0 |
|
|
На битуме марки БНД 60/90 |
30900 |
16000 |
3930 |
- |
|
На ПБВ (БНД 60/90 + 3 % ДСТ) |
22300 |
6350 |
2030 |
250 |
|
На ПБВ (БНД 60/90 + 5 % ДСТ) |
3610 |
2500 |
1600 |
- |
|
Литой асфальтобетон (ПБВ + 3 % ДСТ) |
6730 |
3930 |
- |
1000 |
|
На ПБВ (БНД 60/90 + 6 % ДСТ) |
2900 |
1500 |
100 |
- |
Предварительные результаты, полученные для температуры -40 °С, показали, что при заданных величинах параметров применение полимерасфальтобетона позволит уменьшить толщину покрытия не менее чем на 30 %, при -30 °С на 50 - 75, при -20 °С на 60 - 70, при -10 °С на 70 - 80 % при содержании ДСТ в ПБВ 2 - 6 %. Для расчетов использованы равновесные модули упругости асфальтобетона, полученные в условиях ползучести при изгибе под действием постоянной нагрузки, приложенной в центре пролета и градиенте скорости ползучести 1 ∙ 10-6 с-1.
Дальнейший анализ выполнялся для уточнения предварительных результатов путем более детального учета факторов, влияющих на температурную трещиностойкость покрытия, прежде всего, способности асфальтобетона к релаксации напряжений. С этой целью формула (1) была уточнена с учетом податливости асфальтобетонного покрытия при совместном деформировании с бетонными плитами во время суточных колебаний температуры на поверхности покрытия с амплитудой Ап и периодом tп [3].
Температурное напряжение в покрытии при охлаждении определяется по формуле
 . (2)
. (2)
Здесь

lпл - длина плиты бетонного основания; δ - зазор между плитами; аа, аб - коэффициенты температуропроводности соответственно асфальто- и цементобетона.
Для учета реологических свойств асфальтобетона при вычислении температурных напряжений на основании термоупругого решения (2) применяли метод квазиупругой аппроксимации [4]. В качестве показателей термовязкоупругих свойств асфальтобетона использовали функции релаксации Е(t) и температурно-временной аналогии аТ(Т) (рис. 2). Температурные напряжения вычисляли с учетом зависимости коэффициента линейного температурного деформирования асфальтобетона от температуры (табл. 2) при следующих значениях остальных параметров, входящих в формулу (2): аа = 10 см2/ч; аб = 30 см2/ч; lпл = 500 см; δ = 1 см.
Влияние ПБВ на температурную трещиностойкость в первом приближении оценивали по уменьшению толщины покрытия по сравнению с асфальтобетоном на битуме БНД 60/90 исходя из равенства отношений температурных напряжений к прочности на растяжение. Температурные напряжения в покрытии, как следует из формулы (2), зависят не только от конструкции дорожной одежды, но и от термомеханических свойств асфальтобетона, которые, в свою очередь, зависят от температуры по различным закономерностям для разных составов материала (см. рис. 2) и прочности асфальтобетона (см. рис. 1). Эти свойства, определяющие температурную трещиностойкость, изменяются как монотонно, так и по закономерностям, имеющим экстремум. Поэтому при разной расчетной температуре могут быть различные сочетания показателей свойств, что определяет произвольную закономерность изменения температурной трещиностойкости материала.
Рис. 2. Обобщенная функция релаксации Е(t) при -10 ºС и функция температурно-временного смещения аТ (Т):
1 - асфальтобетон на битуме БНД 60/90; 2 - асфальтобетон на ПБВ-6
Обобщая экспериментальные данные и результаты расчета можно заключить, что с запасом на температурную трещиностойкость толщину слоя полимерасфальтобетона на ПБВ-6 можно уменьшать в диапазоне температур от -60 до -35 °С не менее чем на 30 %, от -35 до -10 ºС не менее чем на 50 %.
Величина напряжений зависит от многих факторов, которые учесть в реальных условиях в полном объеме трудно, поэтому наряду с теоретическими расчетами большое значение имеют результаты наблюдений за поведением дорожных покрытий с применением ПБВ.
На основе проведенных в 1968 - 1988 гг. Союздорнии исследований были построены покрытия автомобильных дорог практически во всех климатических зонах.
На АБЗ ПБВ готовили путем введения в битум предварительно растворенного в дизельном топливе и других растворителях термоэластопласта марки ДСТ-30 и механического перемешивания в битумных котлах, дооборудованных мешалками, до однородного состояния. При этом производительность АБЗ повышается на 20 - 30 %, смеси отличаются лучшей удобоукладываемостью при 50 - 60 °С и уплотняемостью при 30 - 40 °С, работы можно выполнять при температуре воздуха до -10...-15 °С, а следовательно, продлить строительный сезон. Разработаны Методические рекомендации по применению ПБВ и ТУ 35 1669-88 «Вяжущие полимерно-битумные на основе ДСТ и полимерасфальтобетон» Минтрансстроя СССР.
ПБВ внедрено при строительстве и ремонте дорожных, мостовых и аэродромных покрытий, в том числе на ВПП ряда аэропортов.
При строительстве полимерасфальтобетонного покрытия на стальной ортотропной плите пролетного строения вантового моста через р. Днепр в г. Киеве применили ПБВ с 3 % ДСТ. После 12 лет эксплуатации состояние покрытия толщиной 7 см удовлетворительное. Температурных трещин нет.
В соответствии с народнохозяйственной программой 0.55.11 намечено внедрение ПБВ на объектах Минтрансстроя СССР и дорожных министерств РСФСР, Молдавии, Казахстана, Туркмении, Азербайджана, Армении, а также Госагропрома и Министерства гражданской авиации. Экономический эффект от применения ПБВ может составить более 10 млн. руб. в год.
Эффективно применение ПБВ на основе ДСТ для устройства поверхностных обработок. Их долговечность более чем в 2 раза выше, что особенно ярко проявляется при низкой отрицательной температуре.
В 1988 г. успешно прошли приемочные испытания оборудования для приготовления ПБВ на основе ДСТ, разработанные НПО ВНИИстройдормаш по техтребованиям Союздорнии. Это оборудование будет изготавливать завод дорожных машин ПО Дормашина (г. Кременчуг) по заявкам потребителей.
Таблица 2
|
a, 1 ∙ 10-5 град-1, при Т, ºС |
|||||||
|
-60 |
-50 |
-40 |
-30 |
-20 |
-10 |
0 |
|
|
Асфальтобетон на битуме БНД 60/90 |
0,95 |
1,20 |
1,40 |
1,70 |
2,05 |
2,75 |
4,20 |
|
Полимер-асфальтобетон на ПБВ с 6 % ДСТ |
0,95 |
1,50 |
2,35 |
3,1 |
3,25 |
2,95 |
2,70 |
Основным фактором, сдерживающим широкое внедрение ПБВ на основе ДСТ, является его высокая стоимость. Однако анализ данных 10 лет наблюдений за покрытием из полимерасфальтобетона на основе ПБВ с 4 % ДСТ на бетонном основании (плиты ПАГ-14) в жестких условиях эксплуатации (ВПП в г. Усинске) при температуре зимой до -60 °С и толщине слоя покрытия в два раза меньше проектной (9 см вместо 18) позволяет предполагать возможность снижения толщины слоя полимерасфальтобетона (трещины образовались через год только над швами расширения через 18 и 24 м). Это существенно повысило бы экономический эффект от применения ПБВ на стадии строительства при обеспечении требуемой долговечности конструкции.
Снижение толщины полимерасфальтобетонного покрытия по сравнению с асфальтобетоном позволит получить экономический эффект, например, для ВПП шириной 35 м и длиной 2500 м 5 - 80 тыс. руб. и существенно снизить материальные, энергетические и трудовые затраты.
Гохман Л. М. Подбор состава полимернобитумного вяжущего (ПБВ) // Автомоб. дороги. - 1995. - № 10 - 11. - С. 22 - 24.
Обоснование необходимости применения ПБВ и требований к нему
Один из основных и радикальных способов повышения сроков службы асфальтобетонных покрытий в силу физической природы и структурных особенностей асфальтобетона - изменение структуры и свойств органических материалов, используемых для его приготовления.
Повсеместно применяемые органические вяжущие - дорожные битумы по ГОСТ 22245-90, на наш взгляд, не отвечают современным требованиям дорожного строительства России по следующим причинам:
1. Битумы, как правило, не эластичны, а в условиях современного грузонапряженного и интенсивного движения автомобилей органические вяжущие должны обладать способностью к большим обратимым деформациям во всем диапазоне эксплуатационных температур.
2. Битумы, как правило, недостаточно трещиностойки для условий России, так как более 85 % ее территории характеризуются средними минимальными зимними температурами ниже - 20 °С, особенно районы Сибири и Севера.
3. Битумы, как правило, имеют недостаточный температурный интервал работоспособности, т.е. при требуемой для обеспечения необходимой теплостойкости покрытий температуре размягчения (порядка 50 °С) они не обладают даже минимально требуемой температурой хрупкости - минус 20 °С, не говоря уже о районах Сибири (так в Кемеровской области этот показатель должен быть не выше минус 35 °С, в Благовещенске не выше минус 40 °С).
В связи с вышесказанным считаем необходимым и целесообразным вместо битумов повсеместно применять полимерно-битумные вяжущие, которые относятся к классу эластомеров.
Чтобы быть уверенным, что вяжущее относится к классу эластомеров, необходимо чтобы его показатель эластичности был не менее 75 % (см. ТУ 35 1669-88).
Температура хрупкости ПБВ должна соответствовать средним минимальным зимним температурам района строительства с тем, чтобы при достижении этих температур вяжущее сохраняло работоспособность и способствовало релаксации напряжений, возникающих в них от комплексного воздействия изменения температур и многократного воздействия от колес автомобилей.
В соответствии с пожеланиями заказчика, основанными на многолетних наблюдениях, наиболее низкой зимней температурой в последние годы в районах предполагаемого строительства следует считать -25 °С.
Температура размягчения ПБВ должна быть не ниже, чем для наиболее вязкого дорожного битума, и должна составлять не ниже 51 ºС по методу «Кольцо и Шар», чтобы обеспечить требуемую теплостойкость покрытий.
Следует отметить особую роль температурных и усталостных трещин на дорожных асфальтобетонных покрытиях. Эти трещины, как правило, сопровождаются образованиями микротрещин в теле асфальтобетона. Трещины и микротрещины являются очагами разрушения покрытия, так как открывают доступ большому количеству воды в асфальтобетон, в котором под действием многократного замораживания и оттаивания и одновременного многократного динамического воздействия колес автомобилей, образуются сначала микро-, а потом макродефекты, в том числе и отслоение от нижележащего слоя, что ведет к шелушению, выкрашиванию и выбоинам на покрытии. Очевидно, что аналогичные результаты, в конечном счете, могут иметь место при недоуплотнении покрытий даже при условии применения ПБВ требуемого качества. Поэтому, по нашему мнению, применяемые полимерасфальтобетонные смеси следует подбирать с минимально возможным показателем водонасыщения, который должен обязательно обеспечиваться соответствующей техникой и технологией в готовом покрытии.
Обоснование выбора компонентов приготовления ПБВ
Битумы. ПБВ предлагается готовить на основе битумов марок БНД по ГОСТ 22245-90, так как по сравнению с битумами марок БН они характеризуются более низкой температурой хрупкости в связи с более высоким содержанием парафино-нафтеновых и ароматических углеводородов, и следовательно, полимер значительно быстрее распределяется в битуме БНД, а его количество, необходимое для образования пространственной структурной сетки, требуется меньше.
Полимеры. В качестве полимерной добавки, создающей пространственную эластичную структурную сетку в битуме, выбрали полимеры класса термоэластопластов (например, блокополимеры бутадиена и стирола типа СБС), так как они сочетают в себе несколько необходимых для нашей цели преимуществ по сравнению с полимерами других классов (эластомеры, пластмассы, реактопласты).
Преимущества термоэластопластов заключаются в следующем:
1. Они позволяют получить пространственную эластичную сетку в битуме при минимальном своем содержании, так как характеризуются способностью к специфическим взаимодействиям. Дело в том, что блоки трехблочных макромолекул полистирола расположены по краям и образуют очень прочные связи между разными макромолекулами при температурах ниже 80 °С. При этом образующиеся связи настолько прочные, что полимер характеризуется высокой прочностью на растяжение более 20 МПа, т.е. приближается по этому показателю к чистому полистиролу. Поэтому, пространственная сетка, образующаяся в битуме, тоже обладает достаточно высокой прочностью, а следовательно, придает ПБВ высокую теплостойкость. При высокой стоимости полимера минимальное его содержание в битуме имеет большое значение.
2. Эти полимеры очень хорошо совмещаются с битумами, так как характеризуются оптимальными для наших целей свойствами при минимальной молекулярной массе - 80000 - 100000, вместо 500000 - 1000000 для других полимеров, а также потому, что полистирол и полибутадиен хорошо растворяются в углеводородах битума.
3. Эти полимеры сочетают в себе высокую прочность, присущую пластмассам, и одновременно высокую эластичность, и очень низкую (до минус 80 - 100 ºС) температуру стеклования, присущую эластомерам. Они характеризуются развитой трехмерной пространственной структурой до температуры 80 - 90 ºС без вулканизаторов и отвердителей лишь за счет физических связей между макромолекулами (по блокам полистирола). Именно эти качества позволяют нам обеспечить требуемую эластичность и трещиностойкость ПБВ.
На основе многолетних исследований, проведенных в лаборатории органических вяжущих материалов Союздорнии, установлен оптимальный для приготовления ПБВ состав термоэластопласта и его молекулярная масса. В результате рекомендуются для применения марки ДСТ-30Р-01 (ТУ 38.40327-90) и ДСТ-30-01 (ТУ 38.103267-80) в виде крошки размером 2 - 6 мм, которые выпускаются Воронежским заводом СК в промышленных масштабах.
Пластификаторы. Известно из многочисленных зарубежных данных, а также наших исследований, что при введении термоэластопластов в битум без пластификаторов для получения ПБВ с оптимальными свойствами, требуется минимум 5 % полимера от массы. При этом вязкость получаемого вяжущего существенно выше вязкости битумов, что может привести к технологическим затруднениям при приготовлении асфальтобетонных смесей на АБЗ. Повышать же температуру приготовления выше 160 ºС, как поступают за рубежом, очевидно не следует, так как в России применяются окисленные битумы, которые подвержены интенсивному старению при температурах выше 160 ºС, в то время как остаточные битумы, применяемые за рубежом, выдерживают и температуру 180 °С.
Кроме того, для получения однородного ПБВ необходимо применять дорогостоящие коллоидные мельницы типа «Сифер», влекущие за собой повышенные энергозатраты.
Введение пластификатора позволяет обеспечить требуемый температурный режим не выше 160 °С, а также существенно повысить эффективность вводимого полимера, т.е. получить ПБВ с требуемым комплексом свойств минимум при 2 % полимера, а также исключить из необходимого комплекта оборудования коллоидную мельницу. Отметим, что температура начала деструкции полимеров типа СБС около 180 - 195 °С.
В связи с вышесказанным, а также с целью получения ряда технологических преимуществ, в России предлагается при приготовлении ПБВ использовать пластификатор.
Во-первых, применение пластификатора позволяет существенно ускорить процесс приготовления ПБВ, во-вторых, существенно снизить стоимость ПБВ, уменьшить энергозатраты на его изготовление, в-третьих, легко обеспечить требуемую температуру хрупкости вплоть до -60 °С.
Применение ПБВ с пластификатором позволяет повысить производительность АБЗ при приготовлении смеси, снизить содержание вяжущего в ней, повысить удобоукладываемость и уплотняемость смесей.
В последние годы был найден пластификатор, который имеет температуру вспышки выше 200 °С, но вместе с тем не хуже дизтоплива позволяет регулировать температуру хрупкости ПБВ. Этот пластификатор - индустриальное масло по ГОСТ 20799-88 марок И-20А, И-30А, И-40А, И-50А. С применением этого пластификатора настолько повысилась однородность ПБВ, что температура хрупкости (важнейший эксплуатационный показатель) даёт однозначный показатель (одну трещину вместо множества мелких на первом этапе и крупной в конце испытания), что позволяет включить этот показатель в технические требования. Этот пластификатор выпускается в промышленном масштабе в России на Костовском, Уфимском, Волгоградском, Новокуйбышевском, Ярославском, Ново-Уфимском, Пермском и Омском НПЗ.
В данном случае мы рекомендуем масло марки И-40А, исходя из его большей пожаробезопасности (температура вспышки выше 215 °С), чем у масла марки И-20А (температура вспышки выше 200 °С). Масло марки И-50А целесообразно применять для приготовления раствора ДСТ с концентрацией не более 15 % ввиду его высокой вязкости.
Определение требуемого содержания компонентов в ПБВ
В результате проведенных исследований нами получены зависимости основных эксплуатационных показателей ПБВ - температур размягчения и хрупкости от содержания ДСТ и индустриального масла в ПБВ на основе битума марки БНД 60/90 (рис. 1). Ориентируясь на эти данные и полученные ранее сведения о влиянии полимера и пластификатора на свойства ПБВ, предлагается следующий состав ПБВ: битум - 86,5 %; полимер марки ДСТ-30Р-01 или ДСТ-30-01 - 3,5 %; пластификатор - масло индустриальное марки И-40А - 10 %.
Окончательные результаты испытаний исходных битумов и ПБВ на их основе показали, что ПБВ с 3,5 % ДСТ и 10 % масла, удовлетворяют основным требованиям. Однако, учитывая повышенные интенсивность и грузонапряженность движения автомобилей в последние годы, считаем целесообразным ужесточить требования к ПБВ по сравнению с приведенными в ТУ 35 1669-88. Так, считаем необходимым ужесточить требования к эластичности, деформативности, растяжимости при 0 °С и теплостойкости.
Неизбежно с увеличением эластичности повышается прочность системы, ее структурированность, становится более ярко выраженным эластичный характер разрыва, поэтому показатель растяжимости при 25 °С приходится снижать до 30 см. При этом требования по однородности сохраняются, и повышаются требования по эластичности. Так, введен показатель эластичности при 0 ºС - 70 %, увеличен показатель пенетрации при 0 °С с 40 до 60, растяжимости при 0 °С с 15 до 20 см, температуры размягчения с 47 до 55 °С.
В случае изменения показателей свойств исходного битума можно провести корректировку состава ПБВ. Это естественно может быть сделано и в целях экономии в том случае, если по всему комплексу показателей качества ПБВ будет наблюдаться значительный запас.
Необходимо отметить, что анализ многолетних данных по исследованию физико-механических свойств ПБВ показывает, что для образования пространственной структурной сетки в ПБВ в битумах типа БНД необходимо минимум 2 - 2,5 % ДСТ-30. В битумах марок БНД по ГОСТ 22245-90 или в остаточных битумах, которые получают методом глубокой вакуумной дистилляции за рубежом, минимальное содержание ДСТ-30 или других блоксополимеров типа СБС составляет 3,5 - 4 %. При этом факт образования пространственной структурной сетки характеризуется перегибом (изменением наклона) концентрационной зависимости показателя эластичности при 25 °С, что происходит, как правило, при величине этого показателя около 75 %. Увеличение содержания полимера выше указанного минимума оказывается необходимым в следующих случаях: для увеличения показателей температуры размягчения, эластичности и растяжимости при 0 °С; при работе с маловязкими битумами; при работе с битумами типа БН и 1-го структурного типа (растяжимость при 25 °С ниже нормы для битумов типа БНД).
Увеличение содержания пластификатора - индустриального масла, оказывается, как правило, необходимым в следующих случаях: для снижения температуры хрупкости; для повышения эластичности; при работе с высоковязкими битумами; при работе с битумами марок БН и 1-го структурного типа; для повышения растяжимости при 0 ºС; для повышения однородности ПБВ и производительности труда при приготовлении ПБВ.
Следует отметить, что в тех случаях, когда исходный битум характеризуется температурой хрупкости, соответствующей минимальной зимней температуре района строительства (например, IV и V дорожно-климатические зоны) можно не использовать пластификатор, если удается получить однородное ПБВ, и производительность работ при приготовлении ПБВ не снижает темпов строительства.
Технологические режимы приготовления ПБВ
Для приготовления ПБВ в обезвоженный битум, нагретый до 150 - 160 ºС, добавляют необходимое количество раствора ДСТ в масле, нагретого до температуры 130 - 150 ºС, и перемешивают с помощью механического воздействия до однородного состояния. ПБВ перемешивают с минеральными материалами после нагрева до 155 - 160 °С.
Зависимость температур размягчения и хрупкости систем, содержащих битум БНД 60/90, индустриальное масло и ДСТ
Приемлема и другая схема приготовления ПБВ данного состава. В обезвоженный битум, нагретый до 150 - 160 °С, добавляется 10 % масла и перемешивается до однородного состояния, а затем постепенно добавляется крошка ДСТ в количестве 3,5 % и снова перемешивается до однородного состояния с помощью механического воздействия. По этой схеме время приготовления ПБВ заметно больше, но она также имеет право на существование, когда концентрация раствора очень высока или есть мощный смеситель Сифер.
Союздорнии на паритетных началах с АО «Мосавтодор и Партнеры» владеет чертежами на оборудование для приготовления ПБВ в условиях АБЗ.
В том случае, когда в данной организации имеются несколько АБЗ, есть смысл на одном из них или в отдельном месте готовить базу по приготовлению растворов ДСТ с тем, чтобы развозить их на разные АБЗ и там перемешивать с помощью специальных механических мешалок с битумом в рабочих битумных котлах. Проект такой базы может быть разработан ТОО «АППОС-АСФАЛЬТ», которое обеспечивает необходимым оборудованием для реализации этой схемы приготовления ПБВ.
В данном случае на битумной базе Нижегородавтодора смонтировано специальное оборудование для приготовления ПБВ с помощью фирм Павименталь ЭСТ и Джакини-битум.
Эта установка может обеспечить производительность приготовления ПБВ 30 т/ч и более, включает два реактора с вертикальными мешалками и специальный смеситель - коллоидная мельница типа Сифер. При этом механические вертикальные мешалки обеспечивают предварительное перемешивание, а Сифер окончательное.
Сложность технологии получения ПБВ на данном объекте заключается в том, что ПБВ предполагается готовить на битуме, который изготавливается на этой же базе, а температура готового битума 230 - 250 °С. Следовательно, необходимо предусмотреть специальные охлаждающие устройства для битума, чтобы перед приготовлением ПБВ его температура не превышала 160 - 170 °С.
Учитывая этот факт, может оказаться наиболее рациональным второй способ приготовления ПБВ, в соответствии с которым холодное индустриальное масло подается в битум, являясь охлаждающим агентом, а затем в пластифицированный битум вводится ДСТ. Важно отметить, что если ПБВ готовится при температуре выше 160 °С, то качество его заметно ухудшается: пластичность при 25 °С и устойчивость к старению. Это связано с деструкцией ДСТ, у которого она начинает резко интенсифицироваться при 180 - 195 °С.
После начала работ по применению ПБВ на основе ДСТ в Нижегородавтодоре предполагается оказать необходимую помощь всем его подразделениям при подборе состава асфальтобетонных смесей.
Подробные сведении о технологии приготовления и применения ПБВ изложены в ТУ 35 1669-88 «Вяжущие полимерно-битумные на основе ДСТ и полимерасфальтобетон» и в «Методических рекомендациях по применению полимерно-битумного вяжущего (на основе ДСТ) при строительстве дорожных мостовых и аэродромных асфальтобетонных покрытий». Союздорнии. 1988 г.
Гришенков В. К новой технологии / Автомоб. дороги. - 1996. - № 1. - С. 26 - 27.
Известно, что решить проблему повышения качества строительства, ремонта и содержания автодорог можно лишь при использовании новых технологий и материалов. Выпускаемый ныне большинством нефтеперегонных заводов страны битум, увы, не соответствует требованиям прочности, эластичности, теплостойкости. А дорожное покрытие - сроку службы. Поэтому дирекцией федеральной автодороги Москва - Санкт-Петербург в тесном контакте с научными организациями уже не первый год отрабатывается технология улучшения битумов. По рекомендации ученых в качестве добавок был испытан ряд компонентов: каменноугольные дегти, кубовые остатки синтетических жирных смол, ортофосфорная кислота, второй жировой гудрон и т.д. Однако все эти добавки, улучшая качество битума, к сожалению, не повышали до необходимого уровня эластичность, теплостойкость, не улучшили других основных характеристик, определяющих срок службы покрытий.
Дело сдвинулось с «мертвой точки», когда в дирекции федеральной автодороги, совместно с СоюздорНИИ, при поддержке Федерального дорожного департамента и при участии АО «Росдориндустрия», началось применение полимерно-битумного вяжущего (ПБВ). Отсчет первых километров дорожного покрытия с ПБВ начался с середины июня 1995 года.
Каким был путь к новой технологии? Прежде всего была разработана специальная программа, максимально учитывающая реальные возможности и условия действующих в каждом ДРСУ асфальтобетонных заводов. Ее стержнем стало строительство специальной базы по приготовлению полимерного раствора, откуда он должен доставляться битумовозами по всем заводам.
Для строительства базы был выбран АБЗ «Академический» ДРСУ-6, расположенный примерно посередине дороги, что прямым образом влияет на рентабельность перевозок, максимальное использование имеющегося технологического оборудования и емкостей битумохранилищ. Производительность самой базы мы рассчитывали исходя из потребностей всех предприятий автодороги, а также с учетом заявок дорожных организаций из других областей. В общей сложности она составляет 20 - 30 тонн в сутки и до 3 тысяч тонн в сезон, что позволяет приготовить до 25 тысяч тонн ПБВ. Для приготовления полимерных растворов используются различные компоненты. Они доставляются на базу автотранспортом и по железной дороге с Воронежского завода синтетического каучука, со складов бельгийской фирмы «Петрофина» и с других предприятий. Подробную информацию о составах растворов, их доставке и особенностях хранения можно получить в дирекции автодороги. Отмечу лишь, что раствор готовится в количестве 10 тонн с таким расчетом, чтобы полностью загрузить битумовоз. Доставленный на асфальтобетонные заводы полимерный раствор сливается в расходный котел (БКУ), имеющий электроподогрев. По мере необходимости раствор подается через дозатор для непосредственного приготовления полимерно-битумного вяжущего. Перемешивание полимерного раствора с битумом осуществляется с помощью уже упоминавшейся установки ДС-134А в течение 3 - 4 часов. Готовое ПБВ перекачивается в битумные котлы.
Приготовление и укладка новых асфальтобетонных смесей мало чем отличается от привычной технологической схемы, на основе обычных битумов. Поэтому нам удалось достаточно быстро перестроиться. Новая технология была запущена в начале минувшего лета, а уже к сентябрю подведомственные федеральной дирекции организации получили 230 тонн полимерных растворов, которые использованы для приготовления более чем двух тысяч тонн ПБВ марки 130/200. И еще один показательный результат: только за этот период произведено 50 км поверхностной обработки и на 15 км усилено покрытие проезжей части с использованием ПБВ.
О преимуществе новой технологии наглядно свидетельствуют сравнительные результаты испытаний дорожных покрытий, приведенные в таблице. Из нее видно, что ПБВ марки 130/200 имеет более низкую температуру хрупкости и более высокую температуру размягчения, что обеспечивает прочность, эластичность, теплостойкость, то есть те критерии, от которых зависит долговечность дорожных покрытий. Новая одежда имеет и целый ряд других преимуществ. Например, при устройстве шероховатых поверхностей, так называемая «приживаемость» щебня у новых покрытий происходит в течение суток, тогда как при использовании обычного битума процесс затягивается минимум до 3 - 4 суток.
Окончательно рассеялись сомнения и опасения, касающиеся возможной закупорки битумопроводов на заводах и у автогудромоторов. При строгом соблюдении температурного режима вся технологическая цепочка работает надежно.
Слив (при начальной температуре в 160 градусов по С), даже при максимальных по расстоянию перевозках (380 километров) осуществляется нормально, с помощью битумной установки ДС-134А, причем без дополнительного обогрева. Пожалуй, единственным, хотя и понятным недостатком полимерно-битумного вяжущего является высокая стоимость нового дорожного покрытия по сравнению с обычными битумами. Но как показывают предварительные расчеты, все затраты, связанные с внедрением новой технологии, с лихвой окупятся за счет значительного увеличения срока службы покрытий и их качества. А значит, появился ключ к решению одной из главных проблем дорожного строительства.
ТАБЛИЦА
сравнительных характеристик дорожных покрытий
|
|
Битум с Киришского НПЗ |
ПБВ |
|
Глубина проникновения иглы 0,1 мм при 25 °С |
112 |
180 |
|
Растяжимость при 25 °С |
81 |
42 |
|
Температура размягчения по КиШ, °С |
45 |
53 |
|
Температура хрупкости по Фраасу, °С |
-23 |
-30 |
|
Эластичность (в %) при t 25 °С |
- |
93 |
|
Температура вспышки, °С |
- |
234 |
Кирюхин Г. Н., Юмашев В. М. Повышение сдвигоустойчивости асфальтобетона добавками полимеров // Автомоб. дороги. - 1992. - № 7 - 8.
Проблема сдвигоустойчивости асфальтобетонных покрытий при повышенной температуре связана с ростом транспортных нагрузок и интенсивности движения на дорогах. Образование пластических деформаций покрытия в виде волн, наплывов и колей влечет за собой рост транспортных и эксплуатационных затрат, а также снижает безопасность движения. Поэтому решение этой проблемы является актуальным.
В высокоразвитых странах для повышения сдвигоустойчивости асфальтобетонных покрытий применяют различные полимерные добавки, несмотря на существенное удорожание смесей. При этом номенклатура используемых полимеров разнообразна и состоит в основном из хорошо совмещающихся с битумом термоэластопластов и термопластов. Очевидно, что степень повышения сдвигоустойчивости асфальтобетонов добавками полимеров разного вида будет различной.
Экономическая целесообразность их применения в смесях различного зернового состава и в зависимости от условий эксплуатации покрытий также требует обоснования. Поэтому целью настоящей работы является сравнительная оценка эффективности повышения сдвигоустойчивости асфальтобетона добавками полимеров, наиболее часто применяющихся в дорожном строительстве.
Исследования проводили на песчаном асфальтобетоне, состоящем из 80 % природного песка, 20 % известнякового минерального порошка и 7,4 % вяжущего, который включал битум марки БНД 60/90. В качестве добавок в битум были приняты следующие полимеры:
термоэластопласт SBS - трехблочный сополимер бутадиена и стирола, предоставленный датской фирмой TARCO;
термопласт EVA 150/18 - сополимер этилена и винилацетата с 18 %-ным содержанием винилацетата, также применяемый фирмой TARCO;
дивинилстирольный термоэластопласт ДСТ - блоксополимер дивинила (бутадиена) и стирола с содержанием 28 - 32 % связанного стирола, полученный на Воронежском заводе синтетического каучука;
термопласт РВЕ (пропилен-бутилен-этилен) с товарным наименованием вестопласт, предоставленный германской фирмой Hüls.

Рис. 1. Зависимость показателя сцепления асфальтобетона при сдвиге от вида и содержания добавок полимеров:
1 - термоэластопласт SBS; 2 - термопласт EVA 150/18; 3 - ДСТ; 4 - термопласт РВЕ (вестопласт)
Вестопласт характеризуется Тр = 100 °С по КиШ, глубиной проникания иглы при 25 °С 18 ∙ 0,1 мм, Тхр = -30 °С по Фраасу и вязкостью при 190 °С около 10 ∙ Па ∙ с, поэтому легко объединяется с битумом при технологических температурах 140 - 160 °С. Это позволяет вводить его непосредственно в смеситель на нагретый минеральный материал перед дозированием битума и исключить технологическую операцию приготовления полимерно-битумного вяжущего. Однако для сравнимости было принято готовить в лаборатории на основе перечисленных полимеров вяжущие путем добавления их к исходному битуму в количестве 3 и 6 % и перемешивания до гомогенного состояния при температуре 180 °С.
Приготовленные полимерно-битумные вяжущие были испытаны по ГОСТ 11501-78 и по ГОСТ 11506-73. Показатели свойств вяжущих приведены ниже.
|
Состав вяжущих |
Глубина проникания иглы при 25 ºС, 0,1 мм |
Температура размягчения по КиШ, ºС |
|
Исходный битум БНД 60/90 |
66 |
49,0 |
|
100 % БНД 60/90 + 3 % SBS |
30 |
86,6 |
|
100 % БМД 60/90 + 6 % SBS |
28 |
92,2 |
|
100 % БНД 60/90 + 3 % EVA |
43 |
67,0 |
|
100 % БНД 60/90 + 6 % EVA |
40 |
71,0 |
|
100 % БНД 60/90 + 3 % РВЕ |
45 |
56,0 |
|
100 % БНД 60/90 + 6 % РВЕ |
43 |
64,0 |
|
100 % БНД 60/90 + 3 % ДСТ |
48 |
53,0 |
|
100 % БНД 60/90 + 6 % ДСТ |
32 |
87,0 |
Из приведенных данных видно, что все полимерные добавки повышают условную вязкость и температуру размягчения вяжущих. Однако степень их влияния на показатели свойств разная. Наибольшее изменение свойств вяжущих получено при использовании добавки SBS. Так, при добавке 3 % SBS температура размягчения вяжущего повысилась на 37 ºС, а глубина проникания иглы снизилась с 66 до 30 ∙ 0,1 мм, что не достигается в случае применения других полимеров. Соответственные данные были получены также при исследовании сдвигоустойчивости асфальтобетонов при 50 °С в зависимости от свойств полимерно-битумных вяжущих.
Сопротивление асфальтобетона сдвиговым деформациям в покрытии обычно рассматривают в виде суммы двух составляющих, обусловленных внутренним трением и сцеплением материала. Первая составляющая определяется зерновым составом смеси и не зависит от температуры и времени нагружения асфальтобетона. Показатель сцепления асфальтобетона (активная составляющая сопротивления сдвигу) зависит от температуры и времени нагружения и в основном определяется вязкостью асфальтового вяжущего. Поэтому при введении полимерных добавок в смесь показатель сцепления асфальтобетона повышается (рис. 1).
Примечательно, что добавка SBS в большей степени увеличивает показатель сцепления асфальтобетона по сравнению с другими полимерами, как и в случае ее влияния на свойства полимерно-битумных вяжущих. Более высокая эффективность действия добавки SBS по отношению к другим полимерам, очевидно, связана с особенностями ее структуры.
Для обоснования технико-экономической целесообразности применения полимеров при строительстве асфальтобетонных покрытий важно установить соразмерность их влияния на сдвигоустойчивость асфальтобетона по сравнению с другими факторами. Так, показатель сцепления асфальтобетона можно повысить, применяя более вязкие битумы. Результаты испытаний песчаных асфальтобетонов на битумах разных марок и на полимерно-битумных вяжущих согласуются между собой. Существует общая линейная корреляционная зависимость показателя сцепления песчаного асфальтобетона от температуры размягчения битумов и полимерно-битумных вяжущих. Из этой зависимости следует, что увеличение температуры размягчения вяжущего на 1 °С позволяет повысить показатель сцепления асфальтобетона в среднем на 7,6 кПа.
Исключением является случай, когда температура размягчения битумов оказывается выше температуры испытания асфальтобетона. В этом случае показатель сцепления асфальтобетона увеличивается в значительно большей степени. Однако на это ориентироваться не следует, так как на практике сдвигоустойчивость покрытий нарушается при температуре, превышающей температуру размягчения битумов.
При исследовании сдвигоустойчивости песчано-гравийных асфальтобетонов была установлена зависимость показателя внутреннего трения tg φ от содержания гравия в случае неизменности растворной части смеси, выполняющей роль матрицы грубодисперсного материала. Эта зависимость имеет S-образный вид и характеризует увеличение внутреннего трения асфальтобетона по мере наполнения его гравием в диапазоне от 18 до 53 % от массы смеси.
На рис. 2 приведены совмещенные графики влияния содержания гравия в смеси и температуры размягчения используемого вяжущего на расчетные показатели сдвигоустойчивости асфальтобетона в покрытии. При этом однозначное соответствие между отмеченными факторами установлено из критерия сдвигоустойчивости покрытия в произвольно заданных условиях его эксплуатации:
P tg φ + C (t/t1tэN)m = Kпр T,
где P - расчетная нагрузка от колеса автомобиля, принята равной 0,7 МПа; tg φ - показатель внутреннего трения асфальтобетона, определяемый испытанием стандартных образцов при сжатии по двум схемам нагружения; С - лабораторный показатель сцепления асфальтобетона при 50 °С, соответствующий скорости деформирования образцов 3 мм/мин; t - среднее время разрушения образцов асфальтобетона в лаборатории, принято равным 40 с; t1 - время действия колесной нагрузки на покрытие, принято для транзитных участков дороги равным 0,1 с; tэ - непрерывное время эксплуатации покрытия при повышенной расчетной температуре, принято равным 12 ч, или 0,5 сут; N - расчетная интенсивность движения по одной полосе, принята равной 2500 авт/сут; m - коэффициент усталости или коэффициент пластичности асфальтобетона, принят по результатам испытания образцов с различными полимерно-битумными вяжущими равным среднему значению 0,11; Kпр - коэффициент прочности асфальтобетонного покрытия при сдвиге, принят равным 1,1 при коэффициенте надежности 0,98 в соответствии с ВСН 46-83, Т - действующие в покрытии максимальные касательные напряжения от колеса расчетного автомобиля, приняты в первом приближении равными 1,0Р.
Рис. 2. Совмещенные графики влияния крупного заполнителя и температуры размягчения вяжущего на сдвигоустойчивость асфальтобетонных покрытий:
1 - на участке транзитного движения автомобилей; 2 - в местах остановок автомобилей
Условие предельного состояния материала в покрытии по критерию сдвига характеризуется линейной зависимостью между показателями внутреннего трения tg φ и сцепления С. Эта зависимость позволяет определить требуемые значения показателя сцепления асфальтобетона при различных значениях внутреннего трения, или наоборот. Соответственно при рассмотрении влияний факторов структуры на показатель внутреннего трения и сцепления асфальтобетона можно оценивать их вклад в сдвигоустойчивость покрытия в численном виде и сравнивать между собой.
Так, в обеспечении сдвигоустойчивости покрытия на транзитном участке движения автомобилей оказались равносильными повышение содержания гравия в смеси с 30 до 40 % и повышение температуры размягчения вяжущего с 37 до 43 °С. Другими словами, изменение содержания крупного заполнителя в заданном диапазоне всего на 10 % оказывается соизмеримым по влиянию на сдвигоустойчивость асфальтобетона с изменением вязкости дорожного нефтяного битума почти на две марки по ГОСТ 22245-90.
Из рис. 2 следует, что в рамках принятых условий необходимость повышения сдвигоустойчивости песчано-гравийных асфальтобетонов добавками полимеров возникла только в местах остановок транспорта, где из-за большей длительности действия транспортных нагрузок на покрытие реологическая составляющая сопротивления асфальтобетона сдвигу значительно меньше, чем в покрытии на транзитном участке. Поэтому потребовалось повысить лабораторный показатель сцепления асфальтобетона и соответственно предел прочности при сжатии добавлением полимеров в смесь или использованием более теплостойких полимерно-битумных вяжущих.
При сравнении зависимостей 1 и 2 на рис. 2 обращает на себя внимание разный их наклон к координатным осям. Из этого следует, что с увеличением грузонапряженности покрытия роль внутреннего трения в обеспечении сдвигоустойчивости асфальтобетона повышается по отношению к показателю сцепления. Поэтому переход на каркасные смеси, обеспечивающие высокий угол внутреннего трения асфальтобетону, является наиболее конкурентным способом повышения сдвигоустойчивости покрытий.
Таким образом, критерий сдвигоустойчивости асфальтобетонных покрытий зависит от сочетания материаловедческих, конструкционных и эксплуатационных факторов. Технико-экономическую эффективность применения добавок полимеров в асфальтобетонных смесях можно установить только при совместном учете конкретных условий строительства и эксплуатации покрытий. Полимеры целесообразно применять при устройстве асфальтобетонных покрытий на грузонапряженных участках, когда более дешевые способы не обеспечивают в полной мере их сдвигоустойчивость и когда ущерб от образования неровностей на дороге превышает дополнительные затраты на строительство. Наибольшая степень повышения сдвигоустойчивости асфальтобетона получена при применении добавки SBS.
Порадек С. В. Как получить высокое качество ПБВ и КОВ при модифицировании битума полимерами // Автомоб. дороги: Информ. сб. / Информавтодор. - 1997. - Вып. 4. - С. 28 - 38.
Практический опыт приготовления ПБВ и КОВ путем модифицирования битума полимерными материалами показал, что качество конечных продуктов далеко не всегда удовлетворяет требуемым показателям. Кроме этого, обнаруживается плохая воспроизводимость показателей контрольных образцов, даже когда условия их получения и рецептура, а также исходные материалы были идентичными. Нередко оказывается весьма сложно выявить причины недостаточного качества ПБВ и КОВ. К сожалению, производственный опыт никем не собирается, не обобщается и не анализируется, хотя очевидно, что как раз выявленные далеко не единичные факты низкого качества покрытий из смесей с использованием ПБВ требуют серьезного анализа.
В качестве модификаторов дорожники России применяют блок-сополимеры дивинила и стирола (SBS), например, Кратон Д-1101 фирмы «Shell» и дивинилстирольный термоэластопласт (ДСТ-30) производства АО ПФК «Синтезкаучук», каучук СКС, например, того же производителя, а также нефтеполимерную смолу (НПС) производства АО «Завод сланцы».
В этой статье будет рассматриваться, главным образом, опыт, связанный с полимерами типа SBS, поскольку применение НПС технологически проще.
При использовании материалов типа SBS, а также каучука на установках с отечественным оборудованием применяется в основном двухстадийная технология, когда полимер сначала растворяется в более легком нефтепродукте, например, в индустриальном или сланцевом масле, в гудроне, а затем концентрированный раствор полимера объединяется с битумом в нужной пропорции. Иногда дорожники покупают горячие растворы в других организациях, привозят их в железнодорожных цистернах или в битумовозах, перекачивают в свои емкости и затем расходуют, дозируя тем или иным способом в битум, и каким-то образом перемешивают. В последнее время фирма «АППОС-АСФАЛЬТ» стала поставлять растворы SBS в индустриальном масле охлажденные, в виде блоков консистенции мармелада. Это значительно упрощает их транспортирование, хранение и дозирование, хотя, возможно, хорошее перемешивание в этом случае становится еще более важным.
Существует также опыт применения одностадийной технологии, когда полимерный материал растворяется непосредственно в битуме. Если исходный битум «мягкий» с глубиной проникания иглы 160 - 200 (× 0,1) мм и нужно получить ПБВ марки 90/130, то введение дополнительно пластификатора не требуется, а если битум «твердый», например, марки 90/130 или даже 60/90, то в него предварительно вводят пластификатор, в качестве которого на практике применяют в основном топочный мазут или сланцевое масло, иногда гудрон и рекомендованное Союздорнии индустриальное масло.
В зарубежной практике, как правило, пластификатор при модифицировании битума полимерами не добавляют, а используют мягкие его сорта. Практически там не применяется и двухстадийная технология, преимущественное использование которой в России вызнано, по мнению автора, отсутствием оборудования с высокоинтенсивным перемешиванием или коллоидных мельниц. Аппараты с обычными мешалками, применяемыми в химической или пищевой промышленности, не позволяют эффективно растворять полимеры типа SBS в битуме.
Механизм растворения частицы полимера в нефтепродуктах, видимо, может быть описан двумя явлениями (рис. 1) - пластифицированием поверхностного слоя с диффузией растворителя через набухший слой и отрывом размягченной оболочки с обновлением поверхности контакта. В статических условиях по мере набухания поверхности частицы растет сопротивление диффузии растворителя, поэтому процесс растворения замедляется. Очевидно, что при слабом импульсе достаточно полного отрыва набухшего слоя не происходит и растворение идет медленно. Отсюда и вынужденное применение двухстадийной технологии модифицирования битума. Однако при высокоинтенсивном перемешивании, когда достигается большая относительная скорость частицы и растворителя, поверхность контакта обновляется более полно и растворение идет быстрее.
Рис. 1. Схема процесса растворения частицы полимера:
а - в статических условиях; б - при значительной относительной скорости частицы и растворителя; А - направление диффузии растворителя к поверхности частицы; Б - направление потока растворителя относительно частицы
Ранее уже сообщалось о применении в качестве интенсивного перемешивающего устройства переоборудованного диспергатора от окислительных установок Т-309 или СИ-219 с рабочим органом турбинного типа, который дает циркуляционный расход около 600 м3/ч. [1] и о новом аппарате для дооборудования емкостей - насосе-смесителе, который обеспечивает внутреннюю высокоинтенсивную циркуляцию с расходом через рабочий участок около 2000 м3/ч [2]. Эти аппараты позволяют получить интенсивность процесса растворения, достаточную для практической реализации одностадийной технологии модифицирования битума.
Если насос-смеситель с указанным циркуляционным расходом жидкости через рабочий участок установлен на емкость рабочей вместимостью 20 м3, то кратность циркуляции составит около 100 в час, а значит, частица полимера один раз через каждые 36 с будет проходить через этот участок, где в высокотурбулентном потоке с нее будет срываться набухшая оболочка. Затем в относительно спокойном пространстве при скорости в среднем около 0,1 м/с она снова набухает в горячем нефтепродукте и цикл повторяется.
Эта техническая идея была предварительно проверена в серии лабораторных исследований, о которых частично была дана информация [3]. Полимер ДСТ-30 фракции «домашняя лапша» насыпался в горячий пластифицированный индустриальным маслом (10 %) битум при температуре 160 ± 5 ºС и перемешивался рабочим органом пропеллерного типа при частоте вращения около 1500 1/мин, причем мешалка включалась на 2 с через каждые 2 мин. Полное растворение было достигнуто менее чем через 2,5 ч (около 70 циклов).
Изменение скорости растворения частицы полимера в таком режиме представлено на рис. 2.
Рис. 2. Характер зависимости скорости растворения частицы полимера во времени:
А - в статических условиях; Б - при циркуляции взвеси частиц в растворителе через насос-смеситель; t1 - время пребывания взвеси в рабочем участке; t2 - время движения взвеси в пространстве емкости до момента ее всасывания
В другом опыте мешалка работала непрерывно и полное растворение полимера было отмечено в интервале от 120 до 130 мин (после 90 мин перемешивания контроль производился через каждые 10 мин). Т.е. эксперимент показал приемлемость того циркуляционного режима, который и был позднее реализован применением насоса-смесителя в горизонтальных емкостях. К сожалению, в оборудовании производственного масштаба трудно получить такую же интенсивность процесса перемешивания, как в лабораторном смесителе, где расчетная кратность циркуляции была более 1000 1/ч. На практике время растворения полимера при идентичной рецептуре в емкости рабочей вместимостью 23 м3/ч с упомянутым насосом-смесителем оказалось в 2 - 2,5 раза большим, чем в опытной мешалке.
Производственный опыт и повторные серии лабораторных исследований показали, что в, казалось бы, простом процессе перемешивания много неясного, особенно в том, что касается показателей качества ПБВ и КОВ. Например, разработчики рецептур - специалисты Союздорнии - утверждают, что при содержании полимера в битумах БНД менее 2 - 2,5 % и в битумах БН менее 3 - 3,5 % (фирма «Shell» рекомендует еще большие концентрации) не получается пространственной структурной сетки и тогда, строго говоря, это не ПБВ. Однако при концентрации ДСТ более 2,5 % заметно уменьшается адгезия, что отрицательно влияет на качество смеси. Чтобы улучшить адгезию, зарубежные фирмы добавляют в композицию соответствующие материалы. В России для повышения адгезии иногда используют ортофосфорную кислоту (ОФК), но не всегда это достигается, поэтому она не получила широкого распространения.
В большинстве случаев АБЗ не получает в течение сезона битум стабильного качества. К сожалению, правилом является поставка сегодня битума одной марки и качества, а завтра - совсем другой. То же самое происходит с гудроном, сланцевым маслом и мазутом. Вряд ли в ближайшей перспективе дорожники будут обеспечены битумом той марки, какую заказывали, с хорошими и одинаковыми от партии к партии характеристиками. В этих условиях нужна определенная изощренность при подборе рецептуры ПБВ. Перед лабораториями встает задача уже не рутинной оценки показателей образцов по стандартным методикам, а творческая работа, связанная с поиском исследовательского характера для обоснованного прогноза показателей качества сложной многокомпонентной системы.
Серьезной проблемой является необходимость обеспечения определенного уровня сразу ряда показателей, отраженных в ТУ на ПБВ и КОВ [4]. Часто бывает, что эластичность конечного продукта около 90 %, температура размягчения по КиШ более 60 ºС, а растяжимость при 25 ºС - всего 25 см. При подборе рецептуры из трех компонентов (битума, пластификатора, полимера), варьируя независимо содержание пластификатора и полимера, в принципе можно управлять заданными показателями качества готового продукта. Когда раствор делается на месте, на первой стадии двухстадийного процесса при оперативном использовании (без заготовки впрок), можно учесть необходимое для битума количество пластификатора и приготовить раствор расчетной концентрации, например, 18, 20 или 25 %-ной. А если применяется покупной раствор, то нельзя, добавляя полимер, не ввести одновременно и пластификатор, который, может быть, добавлять уже не нужно.
Представляется очевидным, что кроме подбора соответствующей рецептуры композиции для получения заданных показателей качества ПБВ необходимо обеспечить хорошее перемешивание компонентов с получением равномерного по составу продукта во всех точках пространства емкости. При производстве ПБВ из исходных материалов в одностадийном процессе эта задача решается сама собой ввиду того, что для полного растворения полимера приходится применять высокоинтенсивное и достаточно длительное перемешивание. Признаком неполного растворения является наличие крупинок на тонкой пленке битума при контроле методом стеклянной палочки. В этом случае процесс смешения продолжается. Если же применяется готовый раствор, то может возникнуть иллюзия достаточности перемешивания, так как отсутствуют признаки недостаточного перемешивания.
Это в полной мере относится и к ПБВ на нефтеполимерной смоле, которая при загрузке на горячий битум расплавляется и фактически становится визуально неразличимой. Часто процесс перемешивания в течение 2 - 3 ч шестеренчатым насосом считают завершенным. А между тем в битуме плавают маленькие (доли миллилитра) линзочки жидкой НПС и, к тому же, в застойных и нижних частях емкости их намного меньше, чем в верхних и вблизи места загрузки. Многие надеются на диффузионное выравнивание поля концентраций. Однако диффузионные процессы, особенно в такой низкой среде, как битум, очень медленные и не могут за операционное время способствовать переносу НПС на большие расстояния в емкости.
При недостаточном перемешивании, в случае расходования ПБВ из емкости, в разные моменты времени готовый продукт получают с разной концентрацией полимера и, соответственно, с невоспроизводимыми показателями качества. К сожалению, существует мнение, что проблемы полного перемешивания жидкостей нет. Однако можно напомнить, что получение гомогенной смеси даже таких маловязких жидкостей, как спирт и вода при производстве водки, оказалось непростой технологической задачей, которую успешно удалось решить в своей докторской диссертации Д. И. Менделееву. Поэтому наряду с оптимальной для данных материалов рецептурой ПБВ весьма важно для его качества хорошее перемешивание и гомогенизация смеси.
Некоторые производственники начинают понимать, что вынужденное добавление в битум легких нефтепродуктов пластификаторов не способствует улучшению качества ПБВ. Более легкие нефтепродукты, такие как мазут марки 40 или легкое сланцевое масло, хотя имеют заметные технологические преимущества, менее приемлемы в качестве пластификаторов битума. Мазут марки 100, тяжелое сланцевое масло или индустриальное масло ухудшают качество битума в меньшей степени. По-видимому, гудрон, особенно тяжелый высоковязкий, наиболее пригоден для этой цели, несмотря на некоторые технологические трудности его применения (необходимость подогрева при разгрузке и перекачке, меньшая растворяющая способность, большие потребные количества).
К сожалению, лаборатории дорожно-строительных организаций, даже центральные, не имеют необходимого оборудования для приготовления проб ПБВ при подборе рецептуры и поэтому приходится перемешивание компонентов осуществлять в течение 2 - 3 ч вручную. В некоторых из них для этого применяют самодельные смесители с приводом от небольшого электродвигателя. В качестве рабочего сосуда используются баночки из-под консервов. При этом не обеспечивается безопасность работы лаборанта. Фирма «Веросс» наладила серийное производство лабораторного смесителя (рис. 3) на базе настольного сверлильного станка.
Рис. 3. Лабораторный смеситель для приготовления образцов модифицированного битума:
1 - станина; 2 - кабель питания нагревателя; 3 - зажим стола; 4 - стол; 5 - стойка; 6 - нагреватель; 7 - рабочий сосуд; 8 - стабилизатор; 9 - разрезная крышка; 10 - термометр; 11 - мешалка; 12 - зажим крепления рабочего органа; 13 - зажим крепления привода; 14 - электродвигатель; 15 - клиноременная передача
При поиске поставщиков и изготовителей его комплектующих одним из основных критериев выбора была их стоимость. Разработчики старались также, чтобы конструкция смесителя была простой, а степень унификации - максимально возможной. Поэтому стоимость лабораторного смесителя фирмы «Веросс» меньше, чем стоимость других возможных альтернатив. Вместе с тем удобство работы, надежность, эффективность перемешивания обеспечиваются.
В лабораторный смеситель входят следующие элементы:
· станина с вертикальной стойкой, на которой закреплен приводной электродвигатель с двухручейковым шкивом клиноременной передачи;
· подшипниковый узел с вертикальным валом, в нижней части которого имеется жесткое легко разъемное соединение для установки и закрепления рабочего органа;
· собственно смеситель и нагревательное устройство, включающие кожух с теплоизолирующей набивкой, электронагреватель, питаемый через терморегулятор, вставляемый металлический рабочий сосуд (в комплекте - два сосуда), в который, в свою очередь, может помещаться стабилизатор для предотвращения кругового движения жидкости при работе мешалки, и разрезная крышка с центральным отверстием для вала рабочего органа и с отверстием для термометра.
Мощность нагревателя - 420 Вт, объем приготавливаемой пробы - 0,6 л, частота вращения рабочего органа - 1000, 1500 1/мин, рабочая температура - до 220 ± 2 °С.
Лабораторный смеситель фирмы «Веросс» облегчает работу и ускоряет процесс подбора рецептуры, обеспечивает воспроизводимость свойств пробных образцов и достоверность прогнозируемых показателей качества производимых ПБВ и КОВ.
На основании вышесказанного можно сделать вывод о том, что для улучшения качества модифицированных битумов необходимо:
· проводить тщательный подбор рецептуры лабораторией для обеспечения заданных показателей качества ПБВ и КОВ при данных исходных материалах;
· не использовать в качестве пластификаторов легкие нефтепродукты;
· обеспечивать полное перемешивание битума при его объединении с растворами полимера в масле или гудроне (это же относится к случаю применения НПС).
В процессах модифицирования битума полимерными материалами еще много неясного. Например, не выявлена и не описана количественно роль времени в образовании упомянутой выше пространственной полимерной сетки. Есть основания полагать, что она образуется не мгновенно. Когда лаборантом берутся пробы ПБВ сразу по завершении растворения полимера в битуме или по прошествии нескольких часов выдержки в рабочей емкости при температуре 160 - 170 ºС, то обычно показатели качества оказываются заметно разными. По-видимому, в это время идут процессы структурообразования, которые при интенсивном перемешивании не могли завершиться. Нужно ли какое-то время выдержки продукта перед его использованием и какое это время? Насколько это важно для одностадийной технологии и для двухстадийной, когда пространственная сетка, образовавшаяся в концентрированном растворе, при перемешивании с битумом разрушается, а потом должна снова в какой-то мере восстановиться? В результате практического использования возникли еще ряд вопросов, которые могут повлиять на производственную технологию. Ответы на эти вопросы должна дать дорожная наука.
Автор надеется, что приведенная в данной статье информация, основанная на опыте, накопленном за 1995 - 1996 гг., поможет дорожникам повысить качество вырабатываемых ими ПБВ и КОВ, а следовательно, и качество дорог России.
Порадек С. В. Устройство для интенсивного перемешивания гудрона и битума в горизонтальных емкостях // Автомоб. дороги: Информ. сб. / Информавтодор. - 1996. - Вып. 12. - С. 24 - 28.
В технологических процессах модифицирования битума, например, при получении полимерно-битумных и комплексных органических вяжущих (ПБВ и КОВ), при пластифицировании битума более легкими нефтепродуктами, его улучшении добавлением ПАВ или адгезивов возникает необходимость в перемешивании основного материала с добавками. Циркуляционное перемешивание, когда из нижнего сливного патрубка емкости жидкость отбирается в насос, а с его напорной стороны она возвращается обратно в емкость (лучше на дальний от места забора конец), не обеспечивает равномерное перемешивание за приемлемое время такой циркуляции (например, 3 - 4 ч). Различные усовершенствования этого способа в виде распределенного отбора и возврата битума с использованием коллекторов, разбрызгивателей и т.п. могут только незначительно улучшить перемешивающую функцию.
В результате не получается продукт с равномерным распределением добавок в объеме основной жидкости и не обеспечивается его необходимое качество, несмотря на произведенные затраты.
Фирма «Веросс» разработала устройство, способствующее интенсивному перемешиванию жидкости в горизонтальных емкостях и быстрому завершению процесса гомогенизации смеси. В результате производительность при осуществлении этой операции повышается и десятки раз. Например, для получения ПБВ на основе ДСТ-30 в двухстадийном процессе при объединении порции 20 %-ного раствора ДСТ в масле с битумом в емкости вместимостью 30 м для получения хорошего перемешивания, эквивалентного циркуляционному перемешиванию в течение 10 ч, достаточно всего 15 - 20 мин. При этом улучшается качество конечного продукта, что особенно важно.
Это же устройство рекомендуется использовать при обезвоживании гудрона и битума. При этом без опасности вскипания можно увеличить интенсивность нагрева в 3 раза, облегчить выход из массы жидкости паровых пузырьков и в несколько раз уменьшить время обезвоживания.
Устройство состоит из насоса-смесителя с удлиненным валом и винтообразным рабочим органом в короткой обечайке - обойме с заборным конфузором и приводным фланцевым электродвигателем мощностью 15 кВт. Для организации интенсивной внутренней циркуляции битума в емкости насос может устанавливаться по двум конструктивным схемам.
Для новых емкостей рекомендуется использовать систему с горизонтальным открытым с торцов корытообразным лотком (рисунок, а), простирающимся почти на всю длину емкости. При работе насоса-смесителя из обоймы вниз выбрасывается струя жидкости, а ее уровень в месте забора в лотке уменьшается. Разница уровней жидкости в середине и на концах лотка является движущей силой для ее поступления. Таким образом, в емкости образуется внутренняя циркуляция с расходом через насос-смеситель около 2000 м3/ч, причем вся жидкость в емкости вынужденно вовлекается в циркуляцию.
В емкостях, бывших в употреблении, с остатками битума на стенках и на дне лоток установить затруднительно. В этом случае рекомендуется другая конструктивная схема расположения насоса. Насос-смеситель размещается наклонно и эксцентрично, как показано на рисунке, б (но не по середине емкости). Поскольку при работе насоса образуется струя битума со скоростью потока около 10 м/с, то в емкости возникают циркуляционные вихри, показанные на рисунке стрелками, в результате чего достигается интенсивное перемешивание всей жидкости в емкости.
Обе конструктивные схемы проверены на практике и в настоящее время успешно эксплуатируются на многих АБЗ России.
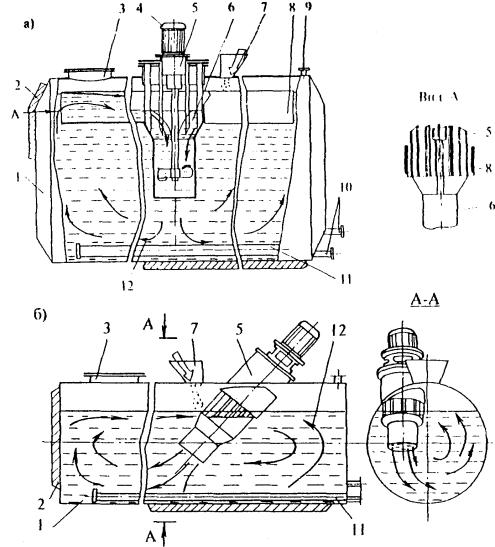
Схема установки насоса-смесителя в горизонтальной емкости:
а - с лотком; б - с наклонным и эксцентричным расположением;
1 - емкость; 2 - теплоизоляция; 3 - люк-лаз; 4 - электродвигатель; 5 - насос-смеситель; 6 - обойма с заборным конусом; 7 - воронка для загрузки полимера; 8 - лоток; 9 - патрубок подачи битума и жидких добавок; 10 - патрубки слива битума; 11 - электронагреватели с удельной тепловой мощностью не более 1 Вт/см2; 12 - направление струй битума при работе насоса-смесителя (площадка обслуживания, читатель полимера и мерный бачок для пластификатора не показаны)
Разумеется, с применением насоса-смесителя не исключаются все технологические проблемы при создании установок для модифицирования битума. Например, в случае использования в качестве полимерной модифицирующей добавки ДСТ-30 или Кратонов фирмы «Shell» необходим постепенный, распределенный во времени их ввод в жидкость во избежание образования сгустков и комков. Поэтому установку необходимо дополнить питателем. Причем место загрузки в питатель полимера (обычно это делается вручную из мешков массой 12 или 20 кг) по соображениям санитарии должно несколько отстоять от загрузочной воронки емкости, поскольку, обычно из нее выделяются пары углеводородов.
Часто необходима также добавка в битум пластификаторов, в качестве которых на практике иногда используют рекомендованное Союздорнии индустриальное масло, но в основном гудрон и мазут. Для дозированного введения пластификатора установка должна быть оснащена мерным бачком и системами для его наполнения, измерения дозы (например, по уровню жидкости), а также слива. При применении гудрона мерный бачок должен иметь подогрев.
Кроме насоса-смесителя с той или иной конструктивной схемой организации внутренней циркуляции емкость должна иметь: хорошую теплоизоляцию, систему «мягкого» подогрева с удельной поверхностной мощностью около 1 Вт/см2 (ПБВ более вязкие, чем битум, поэтому возникает опасность коксования на поверхности с большой удельной мощностью), приборы для контроля температуры и уровня жидкости, воронку с крышкой для загрузки полимера, питатель полимера, площадку обслуживания достаточной площади для того, чтобы сложить на ней мешки с полимером на очередную загрузку, а также местный электрощиток.
В случае использования покупного раствора ДСТ в масле систему вместо питателя полимера следует дополнить обогреваемым баком-дозатором раствора со своим обустройством.
Если же предполагается применять непосредственно ДСТ или Кратон фирмы «Shell», то установку необходимо дополнительно оснастить емкостью для временного хранения раствора ДСТ в пластификаторе, поскольку растворение каучуков в битуме, даже после размягчения его пластификатором, проходит существенно дольше (4 - 5 ч). Тогда в смесительной емкости сначала приготавливают раствор, перекачивают его в другую емкость для временного хранения, а затем порционно добавляют к битуму и перемешивают в емкости, оборудованной насосом-смесителем.
Кроме того, дополнительная емкость для временного хранения раствора также должна иметь «мягкий» подогрев, хорошую теплоизоляцию, а также быть оснащена прибором для измерения температуры и уровня жидкости.
Применение насоса-смесителя позволит дорожным организациям не строить дорогостоящие сложные отдельные установки для приготовления ПБВ и КОВ, а описанным здесь образом дооборудовать свои битумные емкости, имеющиеся практически на каждом АБЗ, что значительно сократит затраты.
Применение ПБВ на основе блоксополимеров типа СБС: [Проспект] / Союздорнии. Лаб. органич. вяжущ. м-лов. - Балашиха, [Б.г.]. - 2 с.
Одна из основных причин преждевременного разрушения асфальтобетонных покрытий на дорогах России - недостаточная трещиностойкость, эластичность, адгезия к минеральным материалам битумов, применяемых в качестве вяжущих. Температура хрупкости вязких дорожных битумов, как правило, выше средних минимальных зимних эксплуатационных температур. Битумы не эластичны, т.к. по своей природе и структуре являются термопластами. Кроме того, они не обеспечивают прочного сцепления с минеральными материалами, особенно кислых пород.
Предлагаем повсеместно вместо битумов применять полимерно-битумные вяжущие (ПБВ) или другие комплексные органические вяжущие, позволяющие повысить срок службы покрытия в 1,5 - 3,0 раза и отвечающие следующим минимально необходимым требованиям: температура хрупкости вяжущего по Фраасу должна быть равна средней минимальной зимней температуре воздуха района эксплуатации покрытия; вяжущее должно быть эластомером с показателем эластичности не менее 75 % как при 25 °С, так и при 0 °С, с теплостойкостью не ниже теплостойкости самого вязкого и теплостойкого дорожного битума по ГОСТ 22245, т.е. температура размягчения по методу «кольцо и шар» должна быть не ниже 51 °С.
Для надежной работы вяжущего в составе асфальтобетона и обеспечения нормативного срока службы покрытия надо до минимума снизить агрессивное воздействие воды, т.е. коэффициент длительной водостойкости асфальтобетона должен соответствовать требованиям ГОСТ 9128, предъявляемым к I или, в крайнем случае, II маркам смесей. Если этот показатель ниже нормы, то необходимо ввести ПАВ.
Рекомендуется для широкого внедрения ПБВ на основе блоксополимеров бутадиена и стирола типа СБС, которое при минимальном содержании 2 - 6 % (массы битума) полимера соответствует всем перечисленным требованиям к вяжущим для любой дорожно-климатической зоны и не уступает самым высшим достижениям в этой области. Указанный блоксополимер СБС выпускается Воронежским заводом синтетического каучука (отдел сбыта Савченко В. И., тел. 498333) под марками ДСТ - 30-01 или ДСТ 30Р, фирмой «Шелл» под маркой Карифлекс, фирмой «Петрофина» под маркой Финапрен, фирмой «Энихем» под маркой Европрен.
Вяжущее и смеси на его основе должны соответствовать требованиям ТУ 35 1669 с изменениями № 1, 2, 3 (Союздорнии). Подбор состава вяжущего и смесей на его основе для каждого конкретного случая может быть осуществлен на договорной основе силами лаборатории органических вяжущих Союздорнии (зав. лаб. Гохман Л. М. тел. 5212238, 5240382, 5240397). Может быть оказана помощь в обеспечении необходимым оборудованием для приготовления вяжущего в условиях АБЗ или битумной базы.
Для приготовления ПБВ используется не токсичный и пожаробезопасный пластификатор, который существенно повышает однородность вяжущего, ускоряет процесс его получения и обеспечения требуемой трещиностойкости при минимальном содержании полимера. При применении ПБВ повышается производительность АБЗ, отряда по укладке смесей, продлевается строительный сезон, повышается срок службы покрытия в 1,5 - 3,0 раза, повышается сцепление колеса автомобиля с покрытием. ПБВ, применяемые для устройства поверхностных обработок, в том числе на цементобетонных покрытиях, позволяют снизить высоту подлета щебенок при устройстве покрытия, повысить срок службы поверхностных обработок.
Применение ПБВ позволяет обеспечить требуемый коэффициент длительной водостойкости асфальтобетона за счет снижения остаточной пористости асфальтобетона. При этом в связи с тем, что полимерасфальтобетон на ПБВ отличается повышенной сдвигоустойчивостью, допускается при подборе состава снизить величину предела прочности при 50 °С на 10 %. Поэтому, как правило, не требуется дополнительно вводить ПАВ в вяжущее или на поверхность минерального материала. Однако это может быть целесообразным или даже необходимым при применении кислых минеральных материалов при устройстве поверхностных обработок.
К настоящему времени построено более 150 км дорожных покрытий на дорогах, мостах и аэродромах с применением ПБВ на основе ДСТ в России и ближнем зарубежье и тысячи км покрытий за последние 25 лет на основе аналогичных вяжущих с использованием блоксополимеров типа СБС в Европе и США с хорошими результатами. Наиболее важными объектами, где было применено ПБВ на основе ДСТ, являются автодороги: Петрозаводск-Мурманск, Москва-Рига, Краснодар-Майкоп, Киевский мост «Северный», а также аэропорты: Нефтеюганск, Рощино, Нижневартовск, Ноябрьский, Усинск.
345 Механический завод: [Проспект] / Мех. з-д 345. - Балашиха, [Б. г.]. - 1 с., ил.
Установки для экологически чистого приготовления полимерно-битумного вяжущего (ПБВ) на основе дивинилстиролового термоэластопласта (ДСТ) в условиях асфальтобетонного завода. Использование ПБВ улучшает качество асфальтового покрытия и применяется на ответственных участках автодорог, мостах, аэродромах.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Производительность по приготовлению ПБВ, т/ч до 10
Марка масла И-20 А, И-30А, И-40А, И-50А ГОСТ 20799-88
Концентрация полимера в ПБВ, % 2 - 6
Температура битума, подаваемого в смеситель
для приготовления ПБВ, С° 150 - 160
Точность дозирования полимера, % +-1,5
Форма поставки полимеров порошок или крошка
Потребляемая энергия от нагревателя жидкого
теплоносителя, ккал/ч 500000 (580 кВт)
Мощность, кВт 37
Габариты, м3, 3,85 × 11,0 × 7,5
Масса, т 24,5
СОДЕРЖАНИЕ
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/43751
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|