
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"КТ 22.0-10.6-77 Карта трудового процесса строительного производства. Полуавтоматическая сварка стыков арматуры железобетонной Н-образной рамы.
* г. Днепропетровск-92, ул. Чернышевского, 24а. 1. ОБЛАСТЬ И ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ КАРТЫ1.1. Карта предназначена для организации труда рабочих при полуавтоматической электрошлаковой ванной сварке вертикальных стыков арматуры железобетонных Н-образных рам. 1.2. Показатели производительности труда
2. УСЛОВИЯ И ПОДГОТОВКА ВЫПОЛНЕНИЯ ПРОЦЕССА2.1. До начала работ необходимо: установить и закрепить раму на кондукторе в проектном положении; произвести геодезическую проверку положения рамы; подготовить стыкуемые стержни к сварке. Примечание. Кондуктор разрешается снимать только после сварки всех стыкуемых стержней. 2.2. Перед использованием флюс необходимо прокаливать в течение часа при температуре 200 - 300 °С. 2.3. Работы следует выполнять, строго соблюдая правила техники безопасности и охраны труда рабочих согласно СНиП III-А.11-70, § 5. 3. ИСПОЛНИТЕЛИ, ПРЕДМЕТЫ И ОРУДИЯ ТРУДА3.1. Исполнители: электросварщик V разряда (Э1) - 1 электросварщик IV разряда (Э2) - 1 монтажник конструкций II разряда (М) - 1 3.2. Инструменты, приспособления и инвентарь
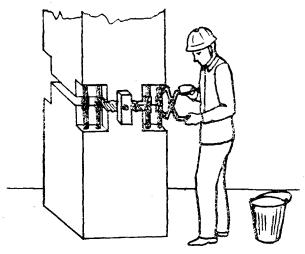
* 125080, Москва, А-80, Волоколамское шоссе, 1 4. ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА4.1. Операции по сварке вертикальных стыков арматуры железобетонных Н-образных рам выполняют в следующем порядке: осматривают подготовленный к сварке стык, устанавливают на стыкуемые стержни медные формы из двух половин и скрепляют их струбцинами; засыпают флюс в плавильное пространство форм; заряжают шланговый полуавтомат электродной проволокой; сваривают стыки, регулируя режим сварки; снимают формы и очищают формы и стыки от шлака; осматривают сваренный стык и ставят клеймо. 4. ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА 4.1. Операция по замоноличиванию стыков рамы выполняют в следующем порядке: подготовляют стыки; устанавливают на них стальную опалубку, тщательно затягивая ее болтами; устанавливают и подготовляют к работе смеситель-инъектор; подсоединяют шланги от смесителя-инъектора к питающим штуцерам в опалубке; приготовляют в смесителе раствор; включают двигатель насоса и под давлением до трех атмосфер подают подвижный раствор М300 по шлангам в полость стыка. После заполнения полости стыка (при вытекании раствора из контрольного крана) прекращают подачу раствора и закрывают задвижку на опалубке. Опалубку снимают и очищают после достижения раствором, прочности не менее, чем 25 кг/см2. Затем стыки покрывают матами и увлажняют до тех пор, пока раствор не постигнет 70 % проектной прочности. 4.2. Организация рабочего места Это из другого ГОСТа
1 - смеситель-инъектор; 2 - трапы для перемещения смесителя-инъектора; 3 - ящики с цементом и песком; 4 - ведро; 5 - сварочный аппарат; 8 - резиновый шланг; 7 - направление перемещения смесителя
СОДЕРЖАНИЕ
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/45116
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|