
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"КТ 4.1-0.30-77 Карта трудового процесса строительного производства. Сборка секций полигональных сводов.
*) 300600, г. Тула, проспект Ленина, 108. 1. ОБЛАСТЬ И ЭФФЕКТИВНОСТЬ ПРИМЕНЕНИЯ КАРТЫ1.1. Карта предназначена для организации труда рабочих при сборке секций полигональных сводов из плит ПКЖ для покрытий производственных зданий. 1.2. Показатели производительности труда По карте По ЕНиР Выработка на 1 чел.-день, секций сводов 1,95 - Затраты труда на одну секцию свода пролетом 24 м, чел.-ч 4,1 - Примечание. В затраты труда включено время на подготовительно-заключительные работы и отдых. 2. УСЛОВИЯ И ПОДГОТОВКА ВЫПОЛНЕНИЯ ПРОЦЕССА2.1. До начала работ необходимо завезти на приобъектную площадку и складировать железобетонные плиты, заготовки затяжек и подвесов, а также доставить и разместить на площадке, в соответствии со схемой организации работ, кондуктор для сборки секций полигональных сводов, инструменты и инвентарь. 2.2. Качество железобетонных плит должно соответствовать требованиям ГОСТ 13015-67 «Изделия железобетонные и бетонные, общие технические требования» и СНиП 1-В.5-1-62 «Железобетонные изделия, общие указания». 2.3. Работы следует выполнять, строго соблюдая правила техники безопасности и охраны труда рабочих согласно СНиП III-А.11-70, § 14, 3. ИСПОЛНИТЕЛИ, ПРЕДМЕТЫ И ОРУДИЯ ТРУДА3.1. Исполнители: монтажник конструкций (он же электросварщик) V разряда (М1) - 1 монтажник конструкций (он же электросварщик) IV разряда (М2) - 1 монтажник конструкций (он же электросварщик) III разряда (М3) - 1 монтажник конструкций III разряда (М4) - 1 3.2. Инструменты, приспособления и инвентарь
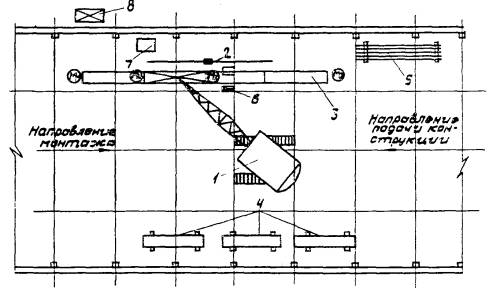
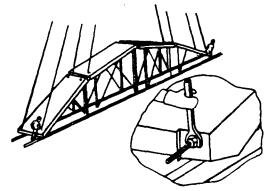
*) г. Челябинск, проспект Ленина, 89. **) Москва, Г-19, ул. Маркса и Энгельса, 7/10. 4. ТЕХНОЛОГИЯ ПРОЦЕССА И ОРГАНИЗАЦИЯ ТРУДА4.1. Секции полигональных сводов собирают на специальном кондукторе. 4.2. Операции по сборке секций полигональных сводов выполняют в следующем порядке: укладывают сначала опорные, а затем промежуточные плиты на кондуктор, одновременно раскладывая затяжки и подвесы; соединяют уложенные на кондуктор плиты между собой при помощи стальных накладок, привариваемых к закладным деталям в углах плит; протягивают через отверстия в опорных частях плит затяжки диаметром 24 мм; соединяют затяжки в средней части свода электросваркой; устанавливают стальные подвесы диаметром 12 мм; окончательно натягивают затяжки. 4.3. Организация рабочего места
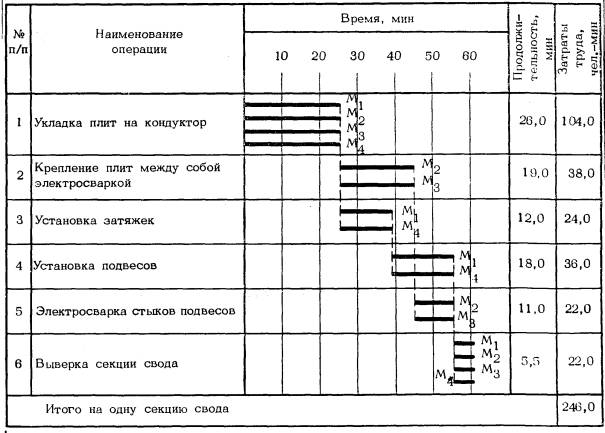
1 - монтажный кран; 2 - строп четырехветвевой; 3 - кондуктор; 4 - плиты ПКЖ; 5 - стеллаж с заготовками затяжек и подвесов; 6 - шкаф для хранения накладных деталей, шайб и гаек; 7 - ящик для инструментов; 8 - сварочный пост 4.4. График трудового процесса
4.5. Описание операций
*) На одну секцию свода. СОДЕРЖАНИЕ
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/45122
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|