
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"РД 24.207.02-90 Приварка арматуры к трубопроводу. Технические требования.УТВЕРЖДАЮ Указанием Минтяжмаша СССР № BA-002-7259 от 25.07.90 Дата введения 01.04.91
ЛИСТ УТВЕРЖДЕНИЯ "ПРИВАРКА АРМАТУРЫ К ТРУБОПРОВОДУ. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ" РД 24.207.02-90 Первый заместитель начальника научно-технического отдела Минтяжмаша СССР В.А.Мажунин Начальник сектора А.Н.Полтарецкий Первый заместитель директора ЦКБА В.А.Айриев Начальник отдела 161 Р.И.Хасанов Начальник отдела 932 В.И.Лярский Зав.сектором Г.А.Сергеева Исполнитель Л.Э.Ускова
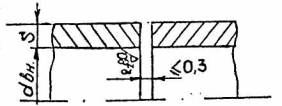
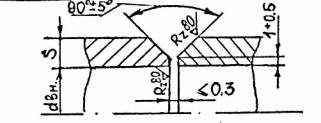
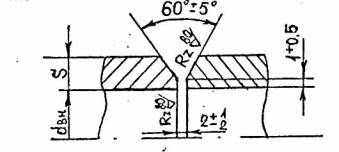
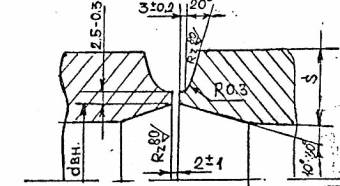
Дата введения 01.04.91 1. Настоящий руководящий документ распространяется на трубопроводную арматуру общепромышленного назначения на Ру до 20,0 МПа (200 кгс/cм2) и Ду от 10 до 1600 мм и устанавливает технические требования к кромкам арматуры, подлежащей приварке к трубопроводу, если отсутствуют требования заказчика. 2. Конструктивные элементы разделки кромок патрубков трубопроводной арматуры указаны в табл.1. Таблица 1
2.1. Допускается смещение внутренних кромок патрубка арматуры и трубы при сборке под сварку согласно, табл.2., Таблица 2
Примечание: При смещении более указанного в табл. 2 производится раздача или расточка трубы под углом 10о ± 30 2.2. Если разница в номинальной толщине концов арматуры, привариваемых к трубопроводу, по наружному диаметру составляет не более 30% толщины стенки трубопровода и не превышает 5 мм, то допускается применять сварные соединения без предварительного утонения- стенки арматуры, причем наклон поверхности шва должен обеспечить плавный переход от арматуры к трубопроводу. 3. При сварке арматуры с трубопроводом из разнородных марок сталей, необходимо предусмотреть проектантом в заводских условиях приварку переходников к арматуре из стали идентичной марки стали трубопровода. Допускается по согласованию с заказчиком не приваривать переходники. 4. Подготовка кромок патрубков
под сварку арматуры, изготовленной из поковок, штамповок, труб, сортового
проката и литья должна выполняться механическим способом. При этом необходимо
внутреннюю и наружную поверхности механически обработать или зачистить до чистого металла с
шероховатостью не более 5. Кромки литой арматуры на участке L (черт.) должны быть проконтролированы методами указанными в конструкторской документации (КД). Обязательным является визуальный контроль, дефекты не допускаются.
5.1. При давлении выше 63 кгс/см2 металл на участке L (черт.) необходимо проконтролировать радиографическим или ультразвуковым (УЗК) методами контроля. При радиографическом контроле металла на участке L- (черт.) допускаются дефекты по VII классу дефектности по ГОСТ 23055-78. Концы патрубков арматуры под приварку по результатам УЗК должны удовлетворять следующим показателям: - фиксации подлежат дефекты с эквивалентной площадью S0 30 мм2; - не допускаются дефекты площадью S1> 60 мм2; - не допускаются дефекты с эквивалентной отражательной способностью от 30 до 60 мм2, если они оценены как протяженные (длина дефекта в любом сечении более 10 мм); - допускаются дефекты с эквивалентной отражательной способностью от 30 до 60 мм2, если они оценены как непротяженные, при суммарном количестве дефектов на участке длиной 100 мм не более для стенки толщиной 20-25 мм - 3 шт.; -"- 26-34- мм - 4 шт.; -"- 35-65 мм - 5 шт. и минимальном условие расстоянии между дефектами 10 мм. Результаты радиографического и ультразвукового контроля с указанием размеров и расположения дефектов должны быть указаны в документации, передаваемой заказчику. 5.2. Недопустимые дефекты; указанные в п.5.1, обнаруженные при контроле металла литья на участке L (черт.) методами согласно КД, необходимо удалить и произвести заварку согласно технологической документации (инструкции, типового техпроцесса и т.д.). 5.3. При обнаружении трещин, с целью определения полноты удаления их, выборку под заварку рекомендуется подвергнуть капиллярному контролю ила магнитопорошковой дефектоскопии или местному травлению 15% раствором азотной кислоты в спирте. 5.4. В случае большого объема исправления дефектов кромок литой арматуры на участке L проектантом совместно со специалистами по литью и сварке предприятия-изготовителя арматуры решается вопрос о целесообразности применения переходников (из трубы, сортового проката и т.д.) из стали идентичной (или того же класса) марки стали трубопровода, или о наплавке кромок, или другом способе, обеспечивающим качество металла, подлежащего приварке к трубопроводу. ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. Разработан ЦКБА ЛНПОА "Знамя труда" имени И.И. Лепсе Исполнители: В.А. Айриев, Р.И. Хасанов, В.И. Лярский, Г.А. Сергеева, Л.Э. Ускова. 2. Утвержден указанием Минтяжмаша СССР от 25.07.90 № ВА-002-7259 зарегистрирован за № 3. Срок первой проверки 1996 г., периодичность проверки 5 лет. 4. Взамен ОСТ 26-07-1180-75. 5. Ссылочные нормативно-технические документы
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/46006
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|