
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"СТО 02494680-0046-2005 Соединения сварные стальных металлических конструкций. Общие требования при проектировании, изготовлении и монтаже.ЦЕНТРАЛЬНЫЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ им. Н. П. МЕЛЬНИКОВА
СТАНДАРТ ОРГАНИЗАЦИИ Соединения сварные стальных металлических конструкций ОБЩИЕ ТРЕБОВАНИЯ ПРИ ПРОЕКТИРОВАНИИ, ИЗГОТОВЛЕНИИ И МОНТАЖЕ СТО 02494680-0046-2005 Предисловие 1 РАЗРАБОТАН и ВНЕСЕН отделом проектирования легких конструкций № 2 ЗАО «ЦНИИПСК им. Мельникова» 2 ПРИНЯТ на научно-техническом Совете ЗАО «ЦНИИПСК им. Мельникова» от 27 января 2005 г. 3 ВВЕДЕН впервые 4 Разработка, согласование, утверждение, издание (тиражирование), обновление (изменение или пересмотр) и отмена настоящего стандарта производится отделом стандартизации ЗАО «ЦНИИПСК им. Мельникова» Содержание: Введение Настоящий стандарт разработан в соответствии с Федеральным законом «О техническом регулировании» № 184-ФЗ и предназначен для организаций, разрабатывающих проектную и технологическую документацию на проектирование, изготовление и монтаж сварных стальных конструкций производственных зданий и сооружений. Стандарт может применяться организациями, выполняющими работы в области установленной стандартом, если эти организации имеют сертификаты соответствия, выданные Органом по сертификации в системе добровольной сертификации, созданной организациями-разработчиками стандарта. Организация-разработчик не несет никакой ответственности за использование данного стандарта организациями, не имеющими сертификатов соответствия. При разработке настоящего стандарта использованы нормативные документы, регламентирующие требования к сварным соединениям на настоящий момент в части проектирования, изготовления и монтажа стальных строительных конструкций. СТАНДАРТ ОРГАНИЗАЦИИ
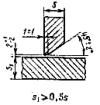
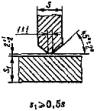
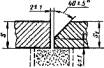
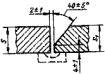
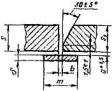
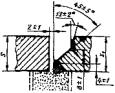
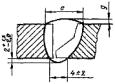
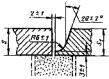
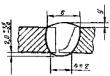
Утвержден и введен в действие Приказом ЗАО «ЦНИИПСК им. Мельникова» от 01 июля 2005 г. № 164 Дата введения 2005-07-01 1 Область применения1.1 Настоящий стандарт содержит требования к сварным соединениям при проектировании, изготовлении и монтаже стальных конструкций производственных зданий и сооружений (доменных цехов и газоочисток, вертикальных цилиндрических резервуаров для нефти и нефтепродуктов, мокрых газгольдеров, мачтовых и башенных сооружений, гидротехнических сооружений). 1.2 Требования стандарта распространяются на сварные соединения конструкций, изготавливаемых из углеродистой и низколегированной стали класса С225-С440. 1.3 При проектировании, изготовлении и монтаже конструкций, находящихся в особых условиях эксплуатации, а также для уникальных сооружений, должны разрабатываться специальные технические требования. 1.4 Стандарт не распространяется на стальные строительные конструкции, изготовление, монтаж и приемка которых должна производиться в соответствии с правилами, утвержденными Госгортехнадзором. 2 Общие требования к сварным соединениям при проектировании стальных строительных конструкций2.1 В стальных строительных конструкциях со сварными соединениями следует: предусматривать применение высокопроизводительных механизированных способов сварки, обеспечивать в проектируемых сварных соединениях свободный доступ к местам выполнения сварки с учетом выбранного способа и технологии сварки. Применяемые сварочные материалы и способ сварки должны указываться в проекте стальных конструкций и обеспечивать значение временного сопротивления металла шва не ниже нормативного значения временного сопротивления основного металла. В проекте также должны указываться особые требования к выполнению сварных соединений, если таковые необходимы в принятых проектных решениях. 2.2 Для сварки стальных строительных конструкций принимаются следующие способы сварки: - ручная дуговая сварка применяется для выполнения прихваток при сборке конструкций, при исправлении дефектов сварных соединений, при выполнении сварных швов, расположенных в труднодоступных местах или в различных пространственных положениях, когда применение механизированных способов сварки не целесообразно; - автоматическая сварка под флюсом применяется для укрупнения листовых заготовок при сварке связующих швов в элементах составного сечения, при изготовлении полотнищ резервуаров; - механизированная сварка в защитных газах является наиболее широко применяемым способом сварки на заводах при изготовлении металлоконструкций единичного характера производства. Разделку кромок под сварку и тип сварного соединения следует применять, исходя от принятого способа сварки, в соответствии с таблицами А.1, А.2, А.3 и А.4 (см. приложение А). 2.3 В сварных соединениях стальных конструкций следует исключать возможность хрупкого разрушения конструкций в процессе их монтажа и эксплуатации в результате неблагоприятного сочетания следующих факторов: - высоких местных напряжений, вызванных воздействием сосредоточенных нагрузок или деформаций деталей соединений, а также остаточных напряжений; - резких концентраторов напряжений на участках с высокими местными напряжениями и ориентированных поперек направления действующих растягивающих напряжений; - пониженной температуры, при которой данная марка стали в зависимости от ее химического состава, структуры и толщины проката переходит в хрупкое состояние. 2.4 При конструировании стальных сварных конструкций следует исключать возможность вредного влияния остаточных деформаций и напряжений, в том числе сварочных, а также концентрации напряжений, предусматривая соответствующие конструктивные решения (с наиболее равномерным распределением напряжений в элементах и деталях, без входящих углов, резких перепадов сечения и других концентраторов напряжений) и технологических мероприятий (порядок сборки и сварки, предварительный выгиб, механическую обработку соответствующих зон путем строгания, фрезерования, зачистку абразивным инструментом и др.). 2.5 При конструировании сварных конструкций следует учитывать, что конструкции со сплошной стенкой имеют меньше концентраторов напряжений и менее чувствительны к эксцентриситетам по сравнению с решетчатыми конструкциями. 2.6 При конструировании сварных узлов конструкции следует избегать пересечения сварных швов. 2.7 Размеры и форму сварных угловых швов следует применять с учетом следующих условий: а) катеты угловых швов Kf должны быть не более 1,2t, где t; - наименьшая толщина свариваемых элементов; б) катеты угловых швов Kf следует принимать по расчету, но не менее указанных в таблице 2.1; в) расчетная длина углового сварного шва должна быть не менее 4 Kf и не менее 40 мм; г) расчетная длина флангового шва должна быть не более 85 Kf за исключением швов, в которых усилие действует на всем протяжении шва; д) размеры нахлестки должны быть не менее 5 толщин наиболее тонкого из свариваемых элементов; е) соотношение размеров катетов угловых швов следует принимать, как правило, 1:1. При разных толщинах свариваемых элементов допускается принимать швы с неравными катетами, при этом катет, примыкающий к более тонкому элементу, должен соответствовать требованиям п. 1.6а, а примыкающий к более толстому элементу - требованиям п. 1.6б; ж) в конструкциях, воспринимающих динамические и вибрационные нагрузки, а также возводимых в климатических зонах с температурой -40°С > t ≥ -65°С, угловые швы следует выполнять с плавным переходом к основному металлу при обосновании на выносливость или на прочность с учетом хрупкого разрушения. 2.8 Для крепления ребер жесткости, диафрагм поясов сварных двутавров, несущих статическую нагрузку, и вспомогательных конструкций зданий и сооружений, допускается применение односторонних угловых швов, катеты которых Kf следует принимать по расчету, но не менее указанных в таблице 2.1.
Применение этих односторонних угловых швов не допускается в конструкциях: эксплуатируемых в среднеагрессивной и сильноагрессивной средах в конструкциях либо их элементах, работающих в особо тяжелых условия или подвергающиеся непосредственному воздействию динамических, вибрационных или подвижных нагрузок, а также в конструкциях, возводимых эксплуатируемых в климатических районах с температурой -40°С > 1 ≥ -65°С. 2.9 Для расчетных и конструктивных угловых швов в проекте должны быть указаны вид сварки, электроды или сварочная проволока, положен» шва при сварке. 2.10 Сварные стыковые соединения листовых деталей следует, как правило, выполнять прямыми с полным проваром и с применением выводных планок. В монтажных условиях допускается односторонняя сварка с подваркой корня шва и сварка на остающейся стальной подкладке. 2.11 Применение комбинированных соединений, в которых часть усилий воспринимается сварными швами, а часть - болтами, не допускается. 2.12 Применение прерывистых швов, а также электрозаклепок, выполняемых ручной сваркой с предварительным сверлением отверстий, допускается только во вспомогательных конструкциях зданий и сооружений. 3 Требования к сварным соединениям при изготовлении и монтаже стальных строительных конструкций3.1 Сборка конструкций под сварку3.1.1 Сборка конструкций должна производиться только из выправленных деталей и элементов, очищенных от заусенцев, грязи, масла, ржавчины, влаги, льда и снега. При сборке конструкций и деталей не должно допускаться изменение их формы, не предусмотренное технологическим процессом, а при кантовке транспортировании - остаточное деформирование их. Не допускается перенос и кантовка краном тяжелых и крупногабаритных конструкций и их элементов, собранных только на прихватках, без применения приспособлений, обеспечивающих неизменяемость их формы. Собранные, предъявленные и принятые под сварку конструкции и не сваренные после этого в течение 24 ч, должны быть повторно предъявлены ОТК. 3.1.2 Прихватки, предназначенные для соединения собираемых деталей, должны размещаться в местах наложения основных сварных швов. Размеры сечения прихваток должны быть минимально необходимыми для обеспечения расплавления их при наложении швов проектного сечения. Длина прихваток в конструкциях, выполненных из стали до С375 включительно, должна быть не менее 50 мм и расстояние между прихватками - не более 500 мм, а в конструкциях из стали С440 - соответственно 100 и 400 мм при катете шва прихватки не более половины катета шва сварного соединения. Сборочные прихватки конструкций должны быть выполнены сварщиками, имеющими право на производство сварочных работ в соответствии с п. 2.2 настоящего стандарта, с применением тех же сварочных материалов и тех же режимов, что и основные швы сварных соединений. 3.1.3 В сварных соединениях, осуществляемых автоматами и полуавтоматами, сборочные прихватки выполняются электродами, обеспечивающими заданную прочность с соблюдением требований пп. 3.2.2 настоящего стандарта. 3.1.4 Формы кромок и размеры зазоров при сборке сварных соединений должны соответствовать величинам, указанным в таблицах А.1, А.2, А.3 и А.4 (см. приложение А), на швы сварных соединений, а в конструкциях из стали С440 - в соответствии со специальными указаниями в чертежах КМ. Все местные уступы и сосредоточенные неровности, имеющиеся на собираемых деталях, надлежит до сборки устранять плавной зачисткой с помощью абразивного круга. 3.1.5 Общая сборка конструкций должна производиться путем последовательного соединения всех элементов конструкций или отдельных ее частей. При этом должна быть произведена подгонка всех соединений, включая установку фиксирующих устройств. На всех отправочных элементах должна быть проставлена индивидуальная маркировка и нанесены риски. При общей сборке кожухов листовых конструкций одновременно должно быть собрано не менее трех царг. 3.1.6 Каждый первый и в последующем каждый десятый экземпляр однотипных конструкций, изготовленных по кондукторам, должен проходить контрольную сборку, в процессе которой производится проверка соответствия изготовленных конструкций чертежам КМД. В объем контрольной сборки однотипных конструкций должны входить все элементы и детали, изготовленные с применением всего комплекта кондукторов. 3.2 Общие требования к выполнению сварочных работ3.2.1 Сварку стальных конструкций следует производить по заранее разработанному и контролируемому технологическому процессу, который должен обеспечить требуемые геометрические размеры и механические свойства сварных соединений. 3.2.2 Сварка стальных конструкций должна выполняться по возможности высокопроизводительными механизированными способами. Режимы сварки углеродистой и низколегированной стали классов до С440 включительно и размеры швов сварных соединений должны обеспечивать следующие показатели пластичности и вязкости металла шва и околошовной зоны: а) твердость по алмазной пирамиде не выше 350 единиц Нv; б) ударная вязкость при отрицательной температуре (минус 40°С или минус 70°С), указанной в проекте не ниже 3 кгс.м/см2KCU; в) относительное удлинение не ниже 16%. 3.2.3 Сварка
должна производиться при стабильном режиме, установленном технологическим
процессом, с допускаемыми отклонениями: силы тока ±5%; напряжения дуги ±5%.
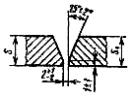
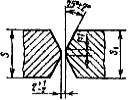
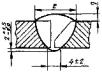
Режим сварки следует подбирать так, чтобы коэффициент формы провара составлял:
для углового шва 3.2.4 Сварочные работы должны осуществляться под руководством инженерно-технического лица, имеющего опыт в области сварочных работ и имеющего удостоверение на право производства работ по сварке. 3.2.5 Ручная электродуговая сварка должна производиться электросварщиками, имеющими удостоверения, выданные им в соответствии с действующими в настоящий момент Правилами аттестации сварщиков. Автоматическая и полуавтоматическая сварка должна производиться сварщиками, прошедшими обучение и получившими об этом соответствующие удостоверения. Сварщики должны на месте работы пройти испытания в условиях, тождественных с теми, в которых будет выполняться сварка конструкций. Для сварки при отрицательной температуре сварщик должен пройти испытание при предусмотренной технологическим процессом отрицательной температуре. Сварщик, сдавший испытание, может быть допущен к сварке при температуре на 10°С ниже температуры испытания. 3.2.6 При использовании металлопроката, не подвергнутого консервации, проплавляемые поверхности и прилегающие к ним зоны металла шириной не менее 20 мм, а также кромки листов в местах примыкания выводных планок перед сборкой, должны быть перед сборкой очищены до чистого металла с удалением конденсационной влаги. При наличии на конструкциях ржавчины, грязи и т.п. непосредственно перед сваркой очистка должна быть повторена. Продукты очистки не должны оставаться в зазорах между собранными под сварку деталями. 3.2.7 Сварка стальных конструкций должна производиться после проверки правильности их сборки. Выполнение каждого валика многослойных швов сварных соединений допускается после очистки предыдущего валика, а также прихваток от шлака и брызг наплавленного металла. Участки слоев шва с порами, раковинами и трещинами должны быть удалены до наложения следующего слоя. 3.2.8 При двусторонней сварке швов стыковых сварных соединений, а также угловых и тавровых сварных соединений с разделанными кромками со сквозным проплавлением необходимо перед выполнением шва с обратной стороны очистить корень шва механическим способом до чистого бездефектного металла. В процессе выполнения автоматической и полуавтоматической сварки при вынужденном перерыве в работе сварку разрешается возобновить после очистки концевого участка шва длиной 50 мм и кратера от шлака - этот участок и кратер следует полностью перекрыть швом. 3.2.9 Свариваемые детали стальных конструкций и рабочее место сварщика должны быть защищены от дождя, снега, сильного ветра и сквозняков. 3.2.10 Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления, если это предусматривается чертежами КМ, должны, как правило, осуществляться подбором режимов сварки и соответствующим расположением свариваемых деталей. Механическая обработка швов, для придания им нужной формы, производится способами, не оставляющими на их поверхности зарубок, надрезов и других дефектов. 3.2.11 Начало и конец шва стыкового сварного соединения, а также выполняемого автоматом углового и таврового сварного соединения должны выводиться за пределы свариваемых деталей на заходные и выводные планки, удаляемые после окончания сварки газовой разделительной резкой. Места установки планок после газовой срезки должны быть зачищены механическим способом до исчезновения следов газовой резки. Зажигать дугу и выводить кратер на основной металл конструкции за пределами мест наложения шва запрещается. 3.2.12 Допускаемые отклонения размеров сечения швов сварных соединений от проектных не должны превышать величин, указанных в таблицах А.1, А.2, А.3 и А.4 (см. приложение А), а в конструкциях из высокопрочных сталей (С440) - в соответствии с указаниями в чертежах КМ. Размеры углового шва должны обеспечивать его рабочее сечение, определяемое величиной катета шва, указанной в чертежах КМ и максимально допустимым зазорам, регламентированным указаниями таблиц А.1, А.2, А.3 и А.4 (см. приложение А). 3.2.13 Ручную и полуавтоматическую дуговую сварку конструкций из стали классов до С375 включительно при температурах стали, ниже указанных в таблице 3.1, следует производить с предварительным подогревом стали в зоне выполнения сварки до 120-160°С на ширине 100 мм с каждой стороны сварного соединения. Таблица 3.1
Сварка листовых объемных конструкций из стали толщиной более 20 мм должна производиться способами, обеспечивающими уменьшение скорости охлаждения: каскадом, горкой, двусторонней сваркой секциями. Сварку конструкций из стали повышенной прочности (≥ С440) следует производить при температуре не ниже минус 15°С при толщине стали до 16 мм и не ниже 0°С при толщине стали свыше 16 до 25 мм. При более низких температурах сварку стали, указанных толщин, следует производить с предварительным подогревом до температуры 120-160°С. При толщине стали свыше 25 мм предварительный подогрев должен производиться во всех случаях, независимо от температуры окружающей среды. 3.2.14 Автоматическую сварку конструкций разрешается производить без подогрева: а) из углеродистой стали толщиной до 30 мм, если температура стали не ниже минус 30°С, а при больших толщинах - не ниже -20°С; б) из низколегированной стали толщиной до 30 мм, если температура стали не ниже минус 20°С, а при больших толщинах стали - не ниже минус 10°С. 3.2.15 Электрошлаковая сварка конструкций из углеродистой и низколегированной стали может производиться без ограничения температуры стали. 3.2.16 При температуре стали ниже минус 5°С сварку следует производить от начала до конца шва без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистки шва в месте возобновления сварки. Прекращать сварку до выполнения шва проектного размера и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки процесс следует возобновлять после подогрева стали в соответствии с технологическим процессом, разработанным для свариваемой конструкции. 3.2.17 Для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой ниже минус 40°С и до минус 65°С включительно, вырубка дефектов швов и основного металла при температурах ниже указанных в табл. II. 1 может выполняться после подогрева зоны сварного соединения до 100-120°С. Заварку дефектных швов следует производить после подогрева этой зоны до 180-200°С. 3.2.18 Качество швов сварных соединений для крепления сборочных и монтажных приспособлений должно быть не ниже качества основных швов. 3.2.19 Швы сварных соединений и околошовная зона по окончании сварки должны быть очищены от шлака, брызг и натеков наплавленного металла. Приваренные сборочные приспособления надлежит удалять без применения ударных воздействий и повреждения основного металла, а места их приварки, после срезки приспособлений, следует зачистить механическим способом до удаления следов газовой резки. 3.2.20 Сварочные материалы (электроды, сварочная проволока, флюсы, защитные газы) должны назначаться с учетом требования по обеспечению физико-механических свойств сварного соединения на уровне свойств основного. Марки сварочных материалов должны быть указаны в проектной документации. 3.2.21 Сварочные электроды и флюсы перед выдачей в работу должны быть прокалены по режимам, указанным в сертификатах на данную партию сварочных материалов. При отсутствии на ярлыках пачек электродов режимов прокалки - прокалку следует производить по следующему режиму: посадка в печь при температуре +50°С, нагрев вместе с печью до температуры 380-400°С, выдержка при этой температуре в течение 2 часов и охлаждение вместе с печью до температуры 50°С. 3.2.22 Прокаленные электроды и флюсы должны иметь бирку с указанием даты прокалки и храниться в сухом отапливаемом помещении. Прокаленные сварочные материалы должны подаваться на рабочее место сварщика в объеме, необходимом для работы в течение одной смены. 3.2.23 Сварочная проволока перед выдачей в работу должна быть очищена от консервирующей смазки (за исключением омедненной проволоки), ржавчины, масла и других загрязнений до металлического блеска. Очищенная проволока должна храниться в бабинах или катушках в сухом отапливаемом помещении и подаваться на рабочее место по мере необходимости. 4 Контроль качества сварных соединений4.1 Швы сварных соединений стальных строительных конструкций по окончании сварки должны быть очищены от шлака, брызг наплавленного металла и натеков. Приваренные сборочные приспособления следует удалять без применения ударных воздействий и повреждения основного металла, а места их приварки должны быть зачищены до основного металла с удалением всех дефектов. 4.2 Произвести контроль качества всех выполненных сварных соединений. 4.3 В зависимости от конструктивного оформления, условий эксплуатации и степени ответственности швы сварных соединений разделяются на I, II и III категории, которые определяют высокий, средний и низкий уровень качества. Характеристики категорий и уровней качества приведены в таблице 4.1.
4.4 Методы и объемы контроля применяются в соответствии с указаниями настоящего документа, если в проектной документации не даны другие требования. По согласовании с проектной организацией могут быть использованы другие эффективные методы контроля взамен или в дополнение к указанным (см. таблицу 4.2). Таблица 4.2
4.5 Контроль должен осуществляться на основании требований соответствующих методических инструкций и нормативно-технической документации. Заключение по результатам контроля должно быть подписано дефектоскопистом, аттестованным на уровень не ниже 2-го разряда. 4.6 Сварные швы, для которых требуется контроль с использованием физических методов (ультразвукового, радиографического, капиллярного, механических испытаний и др.) и объем такого контроля, должны быть указаны в проектной документации в соответствии с требованиями стандарта предприятия, разрабатывающего чертежи. Выборочному контролю в первую очередь должны быть подвергнуты швы в местах их взаимного пересечения и в местах с признаками дефекта. Если в результате выборочного контроля установлено неудовлетворительное качество шва, контроль должен быть продолжен до выявления фактических границ дефектного участка. 4.7 При внешнем осмотре сварные швы должны удовлетворять следующим требованиям: а) иметь гладкую или равномерно мелкочешуйчатую поверхность без резких переходов к основному металлу (требование главного перехода к основному металлу должно быть специально обосновано и обеспечено дополнительными технологическими приемами); б) швы должны быть плотными по всей длине и не иметь видимых прожогов, сужений, перерывов, наплывов, а также недопустимых по размерам подрезов, непроваров в корне шва, несплавлений по кромкам, шлаковых включений и пор; в) металл шва и околошовной зоны не должен иметь трещин любой длины и ориентации; г) кратеры шва в местах остановки сварки должны быть переварены, а в местах окончания шва - тщательно заварены. 4.8 По результатам неразрушающего контроля швы сварных соединений должны удовлетворять требованиям, указанным в таблице 4.3. Таблица 4.3
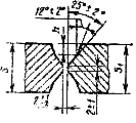
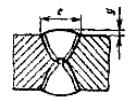
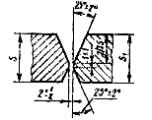
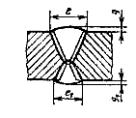
Приложение А
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
Таблица А. 1 |
В миллиметрах |
|
||||||||||
|
Тип соединения. Условное обозначение |
Форма подготовленных кромок |
Конструктивные элементы подготовленных кромок свариваемых деталей сварного шва |
s |
b |
R |
t |
е, не более |
|
||||
|
номин. |
пред. откл. |
|||||||||||
|
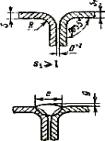
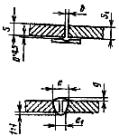
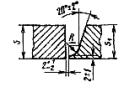
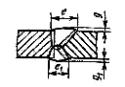
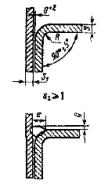
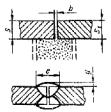
Стыковое |
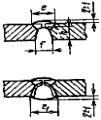
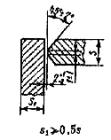
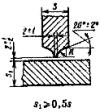
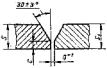
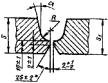
С отбортовкой кромок |
|
от 1 до 2 |
0 |
+0,5 |
от s до 2s |
от s до 3s |
2s+3 |
||||
|
С1 |
св. 2 до 4 |
+1,0 |
||||||||||
|
|
||||||||||||
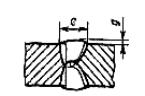
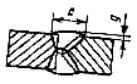
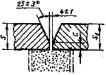
|
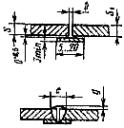
С28 |
|
s |
R |
e, не более |
q |
|
||||||
|
номин. |
пред. откл. |
|||||||||||
|
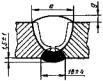
от 1 до 2 |
от s до 2s |
3s+2 |
0 |
+1 |
|
|||||||
|
св. 2 до 6 |
2s+3 |
|
||||||||||
|
св. 6 до 9 |
+2 |
|||||||||||
|
св. 9 до 12 |
2s+4 |
+3 |
||||||||||
|
|
||||||||||||
|
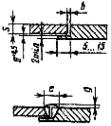
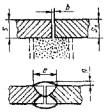
C3 |
С отбортовкой одной кромки |
|
s |
b |
R |
t |
е, не более |
|
|
номин. |
пред. откл. |
|||||||
|
от 1 до 2 |
0 |
+0,5 |
от s до 2s |
от s до 3s |
2s+3 |
|||
|
св. 1,5 до 3,0 |
+1,0 |
|||||||
|
|
||||||||
|
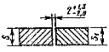
С2 |
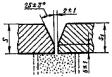
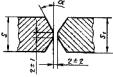
Без скоса кромок |
|
s = s1 |
b |
е, не более |
q |
||
|
номин. |
пред. откл. |
номин |
пред. откл |
|||||
|
от 1,0 до 1,5 |
0 |
+0,5 |
6 |
1,0 |
±0,5 |
|||
|
св. 1,5 до 3,0 |
1 |
±1,0 |
7 |
1,5 |
±1,0 |
|||
|
св. 3,0 до 4,0 |
2 |
+1,0 -0,5 |
8 |
2,0 |
||||
|
|
||||||||
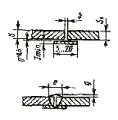
|
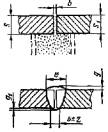
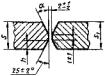
Стыковое С4 |
Односторонний на съемной подкладке |
|
s = s1 |
b |
е, не более |
е, не более |
q |
||
|
номин. |
пред. откл. |
номин |
пред. откл |
||||||
|
от 1,0 до 1,5 |
0 |
+0,5 |
6 |
4 |
1,0 |
±0,5 |
|||
|
св. 1,5 до 3,0 |
1 |
±1,0 |
7 |
6 |
1,5 |
±1,0 |
|||
|
св. 3,0 до 4,0 |
2 |
+1,0 |
8 |
2,0 |
|||||
|
-0,5 |
|||||||||
|
|
|||||||||
|
С5 |
Односторонний на остающейся подкладке |
|
s = s1 |
b |
е, не более |
q |
||||||
|
номин. |
пред. откл. |
номин |
пред. откл |
|||||||||
|
от 1,0 до 1,5 |
0 |
+0,5 |
6 |
1,0 |
±0,5 |
|||||||
|
св. 1,5 до 3,0 |
1 |
±1,0 |
7 |
1,5 |
±1,0 |
|||||||
|
св. 3,0 до 4,0 |
2 |
+1,0 -0,5 |
8 |
2,0 |
||||||||
|
|
||||||||||||
|
С6 |
Односторонний замковый |
|
s = s1 |
b |
е, не более |
q |
||||||
|
номин. |
пред. откл. |
номин |
пред. откл |
|||||||||
|
от 1,0 до 1,5 |
0 |
+0,5 |
6 |
1,0 |
±0,5 |
|||||||
|
св. 1,5 до 3,0 |
1 |
±1,0 |
7 |
1,5 |
±1,0 |
|||||||
|
св. 3,0 до 4,0 |
2 |
+1,0 -0,5 |
8 |
2,0 |
||||||||
|
|
||||||||||||
|
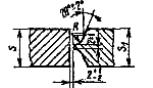
С7 |
Двусторонний |
|
s = s1 |
b |
е, не более |
q (пред. откл. ±1) |
|
|
номин. |
пред. откл. |
||||||
|
Без скоса кромок |
2 |
2 |
±1,0 |
8 |
|||
|
св. 2 до 4 |
9 |
1,5 |
|||||
|
св. 4 до 5 |
+1,5 -1,0 |
10 |
2,0 |
||||
|
6-12 |
|||||||
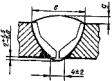
|
С42 |
Без скоса кромок с последующей строжкой |
|
|
||||
|
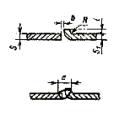
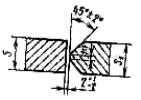
Стыковое |
Односторонний |
|
s = s1 |
е |
q |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
||||
|
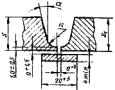
от 3 до 5 |
8 |
±2 |
0,5 |
±1,5 |
|||
|
св. 5 до 8 |
12 |
-0,5 |
|||||
|
св. 8 до 11 |
16 |
||||||
|
св. 11 до 14 |
20 |
||||||
|
св. 14 до 17 |
24 |
±3 |
±1,5 |
||||
|
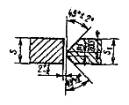
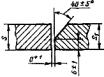
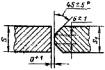
С8 |
Со скосом одной кромки |
св. 17 до 20 |
28 |
-0,5 |
|||
|
св. 20 до 24 |
32 |
||||||
|
св. 24 до 28 |
35 |
||||||
|
св. 28 до 32 |
38 |
||||||
|
св. 32 до 36 |
41 |
||||||
|
С12 |
Двусторонний |
|
св. 36 до 40 |
44 |
|||
|
св. 40 до 44 |
49 |
±4 |
|||||
|
св. 44 до 48 |
53 |
||||||
|
св. 48 до 52 |
56 |
||||||
|
св. 52 до 56 |
60 |
||||||
|
св. 56 до 60 |
64 |
||||||
|
|
|||||||

|
С 9 |
Односторонний на съемной подкладке |
|
s = s1 |
b (пред. откл. ±1) |
e |
e1 (пред. откл. ±2) |
q |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||
|
от 3 до 5 |
3 |
10 |
±2 |
4 |
0,5 |
+1,5 |
|||
|
св. 5 до 8 |
14 |
||||||||
|
св. 8 до 11 |
4 |
18 |
|||||||
|
св. 11 до 14 |
22 |
6 |
|||||||
|
св. 14 до 17 |
5 |
26 |
±3 |
+2,0 |
|||||
|
св. 17 до 20 |
30 |
||||||||
|
св. 20 до 24 |
34 |
8 |
|||||||
|
Стыковое |
Со скосом одной кромки |
|
св. 24 до 28 |
38 |
|||||
|
св. 28 до 32 |
41 |
||||||||
|
св. 32 до 36 |
44 |
||||||||
|
св. 36 до 40 |
49 |
-0,5 |
|||||||
|
св. 40 до 44 |
53 |
±4 |
|||||||
|
св. 44 до 48 |
56 |
||||||||
|
св. 48 до 52 |
60 |
||||||||
|
св. 52 до 56 |
64 |
||||||||
|
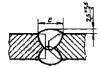
С10 |
Односторонний на остающейся подкладке |
|
св. 56 до 60 |
68 |
|||||
|
|
|||||||||
|
Стыковое |
Двусторонний |
|
s = s1 |
R (пред. откл. ±1) |
e |
e1 (пред. откл. ±2 |
q = q1 |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||
|
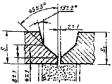
от 15 до 17 |
8 |
16 |
±3 |
10 |
0,5 |
+2,0 |
||||
|
св.17. до 20 |
17 |
|||||||||
|
св. 20 до 24 |
18 |
|||||||||
|
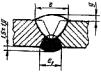
С криволинейным скосом одной кромки |
св. 24 до 28 |
19 |
||||||||
|
С13 |
|
св. 28 до 32 |
20 |
|||||||
|
св. 32 до 36 |
22 |
12 |
||||||||
|
св. 36 до 40 |
24 |
-0,5 |
||||||||
|
св. 40 до 44 |
26 |
±4 |
||||||||
|
С14 |
св. 44 до 48 |
28 |
||||||||
|
св. 48 до 52 |
30 |
|||||||||
|
св. 52 до 56 |
32 |
|||||||||
|
С ломанным скосом одной кромки |
|
св. 56 до 60 |
34 |
|||||||
|
св. 60 до 64 |
36 |
|||||||||
|
св. 64 до 70 |
38 |
|||||||||
|
св. 70 до 76 |
10 |
40 |
±5 |
14 |
+3 |
|||||
|
св. 76 до 82 |
42 |
|||||||||
|
св. 82 до 88 |
44 |
|||||||||
|
св. 88 до 94 |
46 |
-0,5 |
||||||||
|
св. 94 до 100 |
48 |
|||||||||
|
|
||||||||||
|
Стыковое |
Двустороннее |
|
s = s1 |
e |
q |
||
|
номин. |
пред. откл. |
номин. |
пред. откл |
||||
|
от. 8 до 11 |
10 |
±2 |
0,5 |
+1,5 |
|||
|
св. 11 до 14 |
12 |
-0,5 |
|||||
|
св. 14 до 17 |
14 |
±3 |
+2,0 |
||||
|
св. 17 до 20 |
16 |
||||||
|
св. 20 до 24 |
18 |
||||||
|
св. 24 до 28 |
20 |
||||||
|
св. 28 до 32 |
22 |
||||||
|
св. 32 до 36 |
24 |
||||||
|
св. 36 до 40 |
26 |
||||||
|
св. 40 до 44 |
28 |
-0,5 |
|||||
|
св. 44 до 48 |
30 |
||||||
|
С15 |
С двумя симметричными скосами одной кромки |
|
св. 48 до 52 |
32 |
|||
|
св. 52 до 56 |
34 |
||||||
|
св. 56 до 60 |
36 |
||||||
|
св. 60 до 64 |
39 |
±4 |
+3,0 |
||||
|
св. 64 до 70 |
42 |
||||||
|
св. 70 до 76 |
45 |
||||||
|
св. 76 до 82 |
48 |
||||||
|
св. 82 до 88 |
51 |
-0,5 |
|||||
|
св. 88 до 94 |
54 |
||||||
|
св. 94 до 100 |
58 |
||||||
|
|
|||||||
|
Стыковое |
Двусторонний |
|
s = s1 |
R (пред. откл. ±1) |
e |
q |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
от 30 до 32 |
8 |
16 |
±3 |
0,5 |
|
|||
|
св. 32 до 36 |
17 |
|||||||
|
св. 36 до 40 |
18 |
|||||||
|
св. 40 до 44 |
19 |
|||||||
|
св. 44 до 48 |
20 |
+2,0 |
||||||
|
св. 48 до 52 |
21 |
-0,5 |
||||||
|
св. 52 до 56 |
22 |
|||||||
|
св. 56 до 60 |
23 |
|||||||
|
св. 60 до 64 |
10 |
24 |
±4 |
|
||||
|
С двумя симметричными криволинейными скосами одной кромки |
св. 64 до 70 |
25 |
||||||
|
С16 |
|
св. 70 до 76 |
26 |
|||||
|
св. 76 до 82 |
27 |
|||||||
|
св. 82 до 88 |
28 |
|||||||
|
св. 88 до 94 |
29 |
|||||||
|
св. 94 до 100 |
30 |
|||||||
|
св. 100 до 106 |
32 |
+3,0 |
||||||
|
св. 106 до 112 |
34 |
-0,5 |
||||||
|
св. 112 до 118 |
36 |
|||||||
|
св. 118 до 120 |
38 |
|||||||
|
|
||||||||
|
Стыковое |
Двусторонний |
|
s = s1 |
e |
e1 |
q = q1 |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||
|
от 12 до 14 |
18 |
±2 |
15 |
±2 |
0,5 |
+1,5 |
|||
|
св. 14 до 17 |
19 |
16 |
-0,5 |
||||||
|
св. 17 до 20 |
20 |
±3 |
17 |
|
|||||
|
св. 20 до 24 |
22 |
18 |
|||||||
|
св. 24 до 28 |
24 |
19 |
|||||||
|
св. 28 до 32 |
27 |
20 |
|||||||
|
св. 32 до 36 |
30 |
21 |
|||||||
|
С43 |
С двумя несимметричными скосами одной кромки |
|
св. 36 до 40 |
33 |
22 |
+2,0 |
|||
|
св. 40 до 44 |
36 |
23 |
-0,5 |
||||||
|
св. 44 до 48 |
39 |
25 |
|||||||
|
св. 48 до 52 |
42 |
27 |
|||||||
|
св. 52 до 56 |
45 |
29 |
|||||||
|
св. 56 до 60 |
48 |
31 |
|||||||
|
св. 60 до 64 |
51 |
33 |
|||||||
|
св. 64 до 70 |
54 |
±4 |
35 |
±3 |
|
||||
|
св. 70 до 76 |
57 |
37 |
|||||||
|
св. 76 до 82 |
60 |
39 |
|||||||
|
св. 82 до 88 |
63 |
41 |
+3,0 |
||||||
|
св. 88 до 94 |
66 |
43 |
-0,5 |
||||||
|
св. 94 до 100 |
69 |
45 |
|||||||
|
|
|||||||||
|
Стыковое |
Односторонний на остающейся подкладке |
|
s = s1 |
b (пред. откл. ±1) |
e |
q |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
от 6 до 10 |
8 |
17 |
±2 |
0,5 |
+1,5 |
|||
|
св. 10 до 14 |
19 |
-0,5 |
||||||
|
св. 14 до 18 |
22 |
±3 |
|
|||||
|
св. 18 до 22 |
24 |
|||||||
|
св. 22 до 26 |
12 |
26 |
||||||
|
св. 26 до 30 |
28 |
+2,0 |
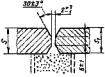
||||||
|
С19 |
св. 30 до 35 |
30 |
-0,5 |
|||||
|
св. 35 до 40 |
32 |
|||||||
|
св. 40 до 47 |
34 |
±4 |
||||||
|
св. 47 до 54 |
36 |
|||||||
|
св. 54 до 60 |
38 |
|||||||
|
св. 60 до 66 |
40 |
±5 |
|
|||||
|
св. 66 до 72 |
44 |
|||||||
|
св. 72 до 78 |
48 |
+3,0 |
||||||
|
св. 78 до 85 |
52 |
-0,5 |
||||||
|
св. 85 до 92 |
56 |
|||||||
|
св. 92 до 100 |
60 |
|||||||
|
|
||||||||
|
Стыковое |
Односторонний на съемной площадке |
|
s = s1 |
b (пред. откл. ±1) |
e |
e1 (пред. откл. ±1) |
q |
||
|
номин. |
пред. откл. |
|
номин. |
пред. откл. |
|||||
|
от 3 до 5 |
3 |
10 |
±2 |
4 |
0,5 |
|
|||
|
св. 5 до 8 |
16 |
+1,5 |
|||||||
|
св. 8 до 11 |
4 |
20 |
-0,5 |
||||||
|
св. 11 до 14 |
24 |
6 |
|||||||
|
св. 14 до 17 |
5 |
28 |
±3 |
|
|||||
|
С18 |
св. 17 до 20 |
32 |
|||||||
|
св. 20 до 24 |
36 |
8 |
|||||||
|
св. 24 до 28 |
40 |
||||||||
|
|
св. 28 до 32 |
44 |
|||||||
|
св. 32 до 36 |
48 |
+2,0 |
|||||||
|
св. 36 до 40 |
50 |
-0,5 |
|||||||
|
св. 40 до 44 |
54 |
±4 |
|||||||
|
св. 44 до 48 |
56 |
||||||||
|
св. 48 до 52 |
60 |
||||||||
|
св. 52 до 56 |
63 |
||||||||
|
св. 56 до 60 |
68 |
||||||||
|
|
|||||||||
|
Стыковое |
С криволинейным скосом кромок |
|
s = s1 |
e |
e1 (пред. откл. ±2) |
q = q1 |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
от 15 до 17 |
26 |
±3 |
10 |
0,5 |
|
|||
|
св. 17 до 20 |
28 |
|||||||
|
св. 20 до 24 |
30 |
|||||||
|
св. 24 до 28 |
32 |
|||||||
|
св. 28 до 32 |
33 |
|||||||
|
С23 |
св. 32 до 36 |
34 |
12 |
+2,0 |
||||
|
св. 36 до 40 |
35 |
-0,5 |
||||||
|
св. 40 до 44 |
36 |
±4 |
||||||
|
св. 44 до 48 |
38 |
|||||||
|
св. 48 до 52 |
40 |
|||||||
|
С24 |
Двусторонний |
|
св. 52 до 56 |
42 |
||||
|
св. 56 до 60 |
44 |
|||||||
|
св. 60 до 64 |
46 |
±5 |
14 |
|
||||
|
св. 64 до 70 |
48 |
|||||||
|
св. 70 до 76 |
50 |
|||||||
|
св. 76 до 82 |
52 |
+3,0 |
||||||
|
|
св. 82 до 88 |
54 |
-0,5 |
|||||
|
С ломаным скосом кромок |
св. 88 до 94 |
56 |
||||||
|
св. 94 до 100 |
60 |
|||||||
|
|
||||||||

|
Стыковое |
Односторонний |
|
s = s1 |
e |
e1 (пред. откл. ±2) |
q = q1 |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
от 3 до 5 |
8 |
±2 |
8 |
0,5 |
+1,5 |
|||
|
С 17 |
св. 5 до 8 |
12 |
-0,5 |
|||||
|
св. 8 до 11 |
16 |
10 |
||||||
|
св. 11 до 14 |
19 |
|||||||
|
св. 14 до 17 |
22 |
±3 |
||||||
|
св. 17 до 20 |
26 |
|||||||
|
св. 20 до 24 |
30 |
|||||||
|
св. 24 до 28 |
34 |
|||||||
|
С 21 |
Двусторонний |
|
св. 28 до 32 |
38 |
||||
|
св. 32 до 36 |
42 |
12 |
+2,0 |
|||||
|
св. 36 до 40 |
47 |
-0,5 |
||||||
|
св. 40 до 44 |
52 |
±4 |
||||||
|
св. 44 до 48 |
54 |
|||||||
|
св. 48 до 52 |
56 |
|||||||
|
св. 52 до 56 |
60 |
|||||||
|
св. 56 до 60 |
65 |
|||||||
|
|
||||||||

|
Стыковое |
Двусторонний |
|
s = s1 |
e |
q |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
||||
|
от. 8 до 11 |
10 |
±2 |
0,5 |
|
|||
|
С 25 |
св. 11 до 14 |
12 |
|||||
|
св. 14 до 17 |
14 |
±3 |
|||||
|
С двумя симметричными скосами кромок |
св. 17 до 20 |
16 |
|||||
|
св. 20 до 24 |
18 |
||||||
|
св. 24 до 28 |
20 |
||||||
|
св. 28 до 32 |
22 |
||||||
|
св. 32 до 36 |
24 |
||||||
|
св. 36 до 40 |
26 |
+2,0 |
|||||
|
С 26 |
Двусторонний |
|
св. 40 до 44 |
28 |
-0,5 |
||
|
св. 44 до 48 |
30 |
||||||
|
св. 48 до 52 |
32 |
||||||
|
св. 52 до 56 |
34 |
||||||
|
св. 56 до 60 |
36 |
||||||
|
св. 60 до 64 |
39 |
±4 |
|
||||
|
св. 64 до 70 |
42 |
||||||
|
св. 70 до 76 |
45 |
||||||
|
С двумя симметричными криволинейными скосами кромок |
св. 76 до 82 |
48 |
|||||
|
св. 82 до 88 |
51 |
||||||
|
св. 88 до 94 |
54 |
+3,0 |
|||||
|
св. 94 до 100 |
57 |
-0,5 |
|||||
|
св. 100 до 106 |
60 |
||||||
|
св. 106 до 112 |
63 |
||||||
|
св. 112 до 118 |
66 |
||||||
|
св. 118 до 120 |
68 |
||||||
|
|
|||||||

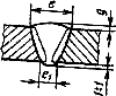
|
Стыковое |
Двусторонний |
|
s = s1 |
q (пред. откл. ±1) |
e |
q |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
от. 30 до 34 |
8 |
17 |
±3 |
0,5 |
|
|||
|
С 27 |
св. 34 до 38 |
18 |
||||||
|
св. 38 до 42 |
20 |
+2,0 |
||||||
|
С двумя симметричными ломаными скосами кромок |
св. 42 до 46 |
21 |
-0,5 |
|||||
|
св. 46 до 50 |
22 |
|
||||||
|
св. 50 до 54 |
23 |
|||||||
|
св. 54 до 60 |
25 |
|||||||
|
св. 60 до 66 |
12 |
28 |
±4 |
|
||||
|
св. 66 до 72 |
30 |
|||||||
|
св. 72 до 78 |
32 |
|||||||
|
св. 78 до 84 |
34 |
|||||||
|
Стыковое |
Двусторонний |
|
св. 84 до 90 |
36 |
||||
|
св. 90 до 96 |
38 |
|||||||
|
св. 96 до 100 |
40 |
|||||||
|
св. 100 до 108 |
20 |
42 |
||||||
|
С 39 |
св. 108 до 116 |
44 |
||||||
|
св. 116 до 124 |
46 |
|||||||
|
св. 124 до 132 |
50 |
+3,0 |
||||||
|
св. 132 до 140 |
54 |
-0,5 |
||||||
|
св. 140 до 148 |
57 |
±5 |
||||||
|
С двумя несимметричными криволинейными скосами кромок |
св. 148 до 156 |
60 |
||||||
|
св. 156 до 164 |
64 |
|||||||
|
св. 164 до 170 |
68 |
|||||||
|
св. 170до 175 |
72 |
|||||||
|
|
||||||||
|
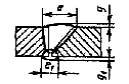
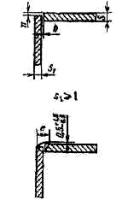
Угловое |
С отбортовкой одной кромки |
|
s |
b |
R |
t |
e, не более |
|
||||
|
номин. |
пред. откл. |
|
||||||||||
|
Односторонний |
от 1 до 2 |
0 |
+0,5 |
от s до 2s |
от s до 3s |
2s+3 |
|
|||||
|
У 1 |
св. 2 до 4 |
+1,0 |
||||||||||
|
|
||||||||||||
|
|
||||||||||||
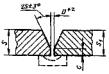
|
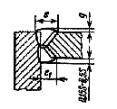
У 2 |
|
s |
R |
e, не более |
q |
|
||||||
|
номин. |
пред. откл. |
|||||||||||
|
от 1 до 2 |
от s до 2s |
5 |
0 |
+1 |
||||||||
|
св. 2 до 6 |
7 |
+2 |
||||||||||
|
св. 6 до 9 |
13 |
|||||||||||
|
св. 9 до 12 |
17 |
|||||||||||
|
|
||||||||||||

|
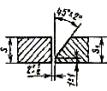
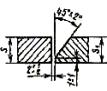
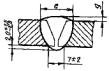
Угловое |
Без скоса кромок |
|
s |
n |
b |
е, не более |
||||
|
номин. |
пред. откл |
|||||||||
|
У 4 |
от 1,0 до 1,5 |
от 0 до 0,5s |
0 |
+0,5 |
6 |
|||||
|
св. 1,5 до 3,0 |
+1,0 |
8 |
||||||||
|
св. 3,0 до 5,0 |
+2,0 |
10 |
||||||||
|
св. 5,0 до 6,0 |
12 |
|||||||||
|
|
||||||||||
|
У 4 |
Односторонний |
|
s |
n |
b |
|||||
|
номин. |
пред. откл |
|||||||||
|
от 1,0 до 1,5 |
св. 0,5s до s |
0 |
+0,5 |
|||||||
|
св. 1,5 до 3,0 |
+1,0 |
|||||||||
|
св. 3,0 до 30,0 |
+2,0 |
|||||||||
|
|
|
|
|
|||||||
|
Угловое |
Со скосом одной кромки |
|
s |
e |
q |
|
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|
||||
|
от 3 до 5 |
8 |
±2 |
0,5 |
|
|
|||
|
св. 5 до 8 |
12 |
+1,5 |
|
|||||
|
св. 8 до 11 |
16 |
-0,5 |
|
|||||
|
У 6 |
св. 11 до 14 |
20 |
|
|||||
|
св. 14 до 17 |
24 |
±3 |
|
|
||||
|
св. 17 до 20 |
28 |
|
||||||
|
св. 20 до 24 |
32 |
|
||||||
|
св. 24 до 28 |
35 |
|
||||||
|
Односторонний |
св. 28 до 32 |
38 |
|
|||||
|
св. 32 до 36 |
41 |
|||||||
|
+2,0 |
||||||||
|
-0,5 |
||||||||
|
У 7 |
Двусторонний |
|
св. 36 до 40 |
44 |
|
|||
|
св. 40 до 44 |
49 |
±4 |
|
|||||
|
св. 44 до 48 |
53 |
|
||||||
|
св. 48 до 52 |
56 |
|
||||||
|
Со скосом одной кромки |
св. 52 до 56 |
60 |
|
|||||
|
св. 56 до 60 |
64 |
|
||||||
|
|
||||||||

|
У 5 |
Без скоса кромок |
|
s |
n |
b |
е, не более |
||||
|
номин. |
пред. откл. |
|||||||||
|
от 2 до 3 |
от 0 до 0,5s |
0 |
+1 |
8 |
||||||
|
св. 3 до 5 |
+2 |
10 |
||||||||
|
св. 5 до 6 |
12 |
|||||||||
|
св. 6 до 8 |
14 |
|||||||||
|
|
||||||||||
|
У 5 |
Двусторонний |
|
s |
n |
b |
|||||
|
номин. |
пред. откл. |
|||||||||
|
от 2 до 3 |
св. 0,5s до s |
0 |
+1 |
|||||||
|
св. 3 до 30 |
+2 |
|||||||||
|
|
||||||||||


|
Угловое |
Со скосом кромок |
|
s |
e |
q |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
||||
|
от 3 до 5 |
8 |
±2 |
0,5 |
|
|||
|
св. 5 до 8 |
12 |
+1,5 |
|||||
|
У 9 |
Односторонний |
св. 8 до 11 |
16 |
-0,5 |
|||
|
св. 11 до 14 |
19 |
||||||
|
св. 14 до 17 |
22 |
±3 |
|
||||
|
св. 17 до 20 |
26 |
||||||
|
св. 20 до 24 |
30 |
||||||
|
св. 24 до 28 |
34 |
||||||
|
св. 28 до 32 |
38 |
||||||
|
св. 32 до 36 |
42 |
+2,0 |
|||||
|
У 10 |
Двусторонний |
|
св. 36 до 40 |
47 |
-0,5 |
||
|
св. 40 до 44 |
52 |
±4 |
|||||
|
св. 44 до 48 |
54 |
||||||
|
св. 48 до 52 |
56 |
||||||
|
св. 52 до 56 |
60 |
||||||
|
св. 56 до 60 |
65 |
||||||
|
|
|||||||


|
Угловое |
С двумя симметричными скосами одной кромки |
|
s |
e |
e1 |
q |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||
|
от. 8 до 11 |
10 |
±2 |
9 |
±2 |
0,5 |
+1,5 |
|||
|
св. 11 до 14 |
12 |
11 |
-0,5 |
||||||
|
У 8 |
св. 14 до 17 |
14 |
±3 |
12 |
±3 |
|
|||
|
св. 17 до 20 |
16 |
14 |
|||||||
|
св. 20 до 24 |
18 |
16 |
|||||||
|
св. 24 до 28 |
20 |
18 |
|||||||
|
св. 28 до 32 |
22 |
20 |
|||||||
|
св. 32 до 36 |
24 |
22 |
+2,0 |
||||||
|
св. 36 до 40 |
26 |
24 |
-0,5 |
||||||
|
св. 40 до 44 |
28 |
26 |
|||||||
|
св. 44 до 48 |
30 |
28 |
|||||||
|
Двусторонний |
|
св. 48 до 52 |
32 |
30 |
|||||
|
св. 52 до 56 |
34 |
32 |
|||||||
|
св. 56 до 60 |
36 |
34 |
|||||||
|
св. 60 до 64 |
39 |
±4 |
37 |
±4 |
|
||||
|
св. 64 до 70 |
42 |
40 |
|||||||
|
св. 70 до 76 |
45 |
43 |
|||||||
|
св. 76 до 82 |
48 |
46 |
+3,0 |
||||||
|
св. 82 до 88 |
51 |
48 |
-0,5 |
||||||
|
св. 88 до 94 |
54 |
52 |
|||||||
|
св. 94 до 100 |
58 |
56 |
|||||||
|
|
|||||||||
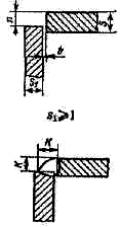
|
Тавровое |
Без скоса кромок |
|
s |
b |
|
|
номин. |
пред. откл. |
||||
|
от 2 до 3 |
0 |
+1 |
|||
|
св. 3 до 15 |
+2 |
||||
|
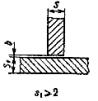
Т 1 |
Односторонний |
св. 15 до 40 |
+3 |
||
|
|
|||||
|
Т 3 |
Без скоса кромок |
|
s |
b |
|
|
номин. |
пред. откл. |
||||
|
от 2 до 3 |
0 |
+1 |
|||
|
Двусторонний |
св. 3 до 15 |
+2 |
|||
|
св. 15 до 40 |
+3 |
||||

|
Тавровое |
Со скосом одной кромки |
|
s |
e |
|
|
номин. |
пред. откл. |
||||
|
от 3 до 5 |
7 |
±2 |
|||
|
св. 5 до 8 |
10 |
||||
|
св. 8 до 11 |
14 |
||||
|
св. 11 до 14 |
18 |
||||
|
Т 6 |
Односторонний |
св. 14 до 17 |
22 |
±3 |
|
|
св. 17 до 20 |
26 |
||||
|
св. 20 до 24 |
30 |
||||
|
св. 24 до 28 |
33 |
||||
|
Т 7 |
Двусторонний |
|
св. 28 до 32 |
36 |
|
|
св. 32 до 36 |
40 |
||||
|
св. 36 до 40 |
44 |
||||
|
Т 2 |
С криволинейным скосом одной кромок |
|
св. 40 до 44 |
47 |
±4 |
|
св. 44 до 48 |
50 |
||||
|
св. 48 до 52 |
54 |
||||
|
св. 52 до 56 |
58 |
||||
|
св. 56 до 60 |
62 |
||||
|
Двусторонний |
|
||||


|
Тавровое |
С двумя симметричными скосами одной кромки |
|
s |
R (пред. откл. ±1) |
е |
|
|
номин. |
пред. откл. |
|||||
|
от 30 до 32 |
8 |
14 |
±3 |
|||
|
св. 32 до 36 |
15 |
|||||
|
св. 36 до 40 |
16 |
|||||
|
св. 40 до 44 |
17 |
|||||
|
Т 8 |
Двусторонний |
св. 44 до 48 |
18 |
|||
|
св. 48 до 52 |
19 |
|||||
|
св. 52 до 56 |
20 |
|||||
|
св. 56 до 60 |
21 |
|||||
|
св. 60 до 64 |
10 |
22 |
±4 |
|||
|
св. 64 до 70 |
23 |
|||||
|
св. 70 до 76 |
24 |
|||||
|
Т 5 |
С двумя симметричными криволинейными скосами одной кромки |
|
св. 76 до 82 |
25 |
||
|
св. 82 до 88 |
26 |
|||||
|
св. 88 до 94 |
27 |
|||||
|
св. 94 до 100 |
28 |
|||||
|
св. 100 до 106 |
30 |
|||||
|
Двусторонний |
св. 106 до 112 |
32 |
||||
|
св. 112 до 118 |
34 |
|||||
|
св. 118 до 120 |
36 |
|||||
|
|
||||||

|
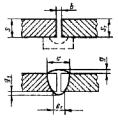
Нахлесточное |
Без скоса кромок |
|
s |
B |
b |
||||
|
номин. |
пред. откл. |
||||||||
|
от 2 до 5 |
3-20 |
0 |
+1,0 |
||||||
|
Н 1 |
св. 5 до 10 |
8-40 |
+1,5 |
||||||
|
Односторонний |
св. 10 до 29 |
12-100 |
+2,0 |
||||||
|
св.29 до 60 |
30-240 |
||||||||
|
|
|||||||||
|
Н 2 |
Двусторонний |
|
s |
B |
b |
||||
|
номин. |
пред. откл. |
||||||||
|
от 2 до 5 |
3-20 |
0 |
+1,0 |
||||||
|
св. 5 до 10 |
8-40 |
+1,5 |
|||||||
|
св. 10 до 29 |
12-100 |
+2,0 |
|||||||
|
св.29 до 60 |
30-240 |
||||||||
|
|
|||||||||



Приложение А
(обязательное)
Сварка под флюсом
|
Таблица А. 2 |
В миллиметрах |
|
|
||||||||
|
Тип соединения. Условное обозначение |
Форма подготовленных кромок |
Конструктивные элементы подготовленных кромок сварного шва |
Способ сварки |
s = s1 |
b |
е, не более |
q1 |
|
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|
|||||||
|
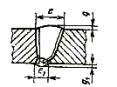
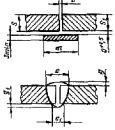
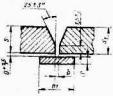
Стыковое |
Без скоса кромок |
|
АФм |
3 |
1,0 |
+0,5 |
14 |
1,5 |
+1,0 |
|
|
|
4 |
16 |
|
|||||||||
|
св. 4 до 5 |
1,5 |
+1,0 |
|||||||||
|
С 4 |
|||||||||||
|
Односторонний |
св. 5 до 6 |
21 |
|
||||||||
|
св. 6 до 7 |
2,0 |
2,0 |
+1,0 |
|
|||||||
|
С 5 |
св. 7 до 10 |
26 |
|
||||||||
|
св. 10 до 12 |
4,0 |
28 |
|
||||||||
|
|
|
||||||||||
|
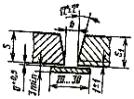
С 29 |
Двусторонний |
|
АФф |
от 2 до 3 |
1 |
+1,0 |
10 |
1,5 |
+1,0 |
|
|
|
св. 3 до 5 |
12 |
2,0 |
|
||||||||
|
св. 5 до 6 |
19 |
|
|||||||||
|
св. 6 до 9 |
2 |
|
|||||||||
|
св. 9 до 10 |
24 |
+1,0 |
|
||||||||
|
св. 10 до 14 |
|
||||||||||
|
св. 14 до 16 |
26 |
2,5 |
+2,0 |
|
|||||||
|
св. 16 до 22 |
3 |
|
|||||||||
|
|
|
||||||||||
|
|||||||||||
|
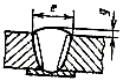
С 7 |
Односторонний |
|
Способ сварки |
s = s1 |
b |
е, не более |
q |
q1 |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||
|
Афф |
2 |
0,0 |
+1,0 |
12 |
1,5 |
±1,0 |
1,0 |
±1,0 |
|||
|
от 2 до 3 |
1,0 |
±1,0 |
|||||||||
|
Стыковое |
св. 3 до 4 |
16 |
2,0 |
+1,0 |
1,5 |
+1,0 |
|||||
|
св. 4 до 5 |
1,5 |
21 |
|||||||||
|
св. 5 до 6 |
|||||||||||
|
|
|||||||||||
|
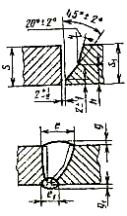
Стыковое |
Со скосом одной кромки |
|
Способ варки |
s = s1 |
e |
q |
|
||||||||||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|
|||||||||||||||||
|
АФ |
14 |
18 |
±3 |
2,0 |
+1,0 |
|
|||||||||||||||
|
С 12 |
Двусторонний |
св. 14 до 16 |
2,5 |
+1,0 |
|
||||||||||||||||
|
св. 16 до 20 |
22 |
±4 |
|
||||||||||||||||||
|
|
|||||||||||||||||||||
|
С 9 |
Со скосом одной кромки |
|
Способ варки |
s = s1 |
e |
q |
|
||||||||||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|
|||||||||||||||||
|
АФф; АФм |
от 8 до 9 |
18 |
±3 |
1,5 |
±1,0 |
|
|||||||||||||||
|
св. 9 до 10 |
20 |
±4 |
|
||||||||||||||||||
|
св. 10 до 14 |
22 |
2,0 |
-1,0 |
|
|||||||||||||||||
|
св. 14 до 20 |
24 |
2,5 |
+1,0 |
|
|||||||||||||||||
|
|
|||||||||||||||||||||
|
Односторонний |
|||||||||||||||||||||
|
С 10 |
|
Способ варки |
s = s1 |
b |
δ, не менее |
m, не менее |
e |
q |
|
||||||||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||||||||||||
|
АФо |
8 |
2 |
±1,0 |
3 |
25 |
18 |
±3 |
1,5 |
±1,0 |
|
|||||||||||
|
св. 8 до 10 |
20 |
|
|||||||||||||||||||
|
св. 10 до 12 |
22 |
±4 |
2,0 |
+1,0 |
|
||||||||||||||||
|
св. 12 до 14 |
3 |
±1,5 |
4 |
|
|||||||||||||||||
|
|
св. 14 до 16 |
24 |
2,5 |
+1,0 |
|
||||||||||||||||
|
св. 16 до 18 |
4 |
30 |
|
||||||||||||||||||
|
св. 18 до 20 |
6 |
|
|||||||||||||||||||
|
св. 20 до 24 |
5 |
26 |
|
||||||||||||||||||
|
св. 24 до 30 |
40 |
30 |
+1,5 |
|
|||||||||||||||||
|
|||||||||||||||||||||


|
Стыковое |
С ломаным скосом одной кромки |
|
Способ варки |
s = s1 |
е |
q |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
АФф |
16 |
19 |
±2 |
2,0 |
+1,0 |
|||
|
св. 16 до 20 |
20 |
|||||||
|
св. 20 до 25 |
22 |
|||||||
|
С 32 |
Односторонний |
|
св. 25 до 30 |
23 |
±3 |
|||
|
св. 30 до 35 |
25 |
|||||||
|
св. 35 до 40 |
26 |
±4 |
||||||
|
С 31 |
С криволинейным скосом одной кромки |
|
св. 40 до 45 |
28 |
+1,5 |
|||
|
|
св. 45 до 50 |
30 |
||||||
|
|
||||||||
|
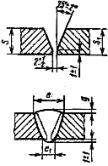
Стыковое |
Со скосом кромок |
|
Способ сварки |
s = s1 |
е1 (пред. откл. ±1) |
е |
q |
||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||||
|
АФф |
от 8 до 9 |
3 |
18 |
±3 |
1,5 |
±1,0 |
|||||
|
св. 9 до 10 |
20 |
||||||||||
|
св. 10 до 12 |
22 |
±4 |
2,0 |
+1,0 |
|||||||
|
св. 12 до 14 |
4 |
||||||||||
|
св. 14 до 20 |
24 |
2,5 |
+1,0 |
||||||||
|
|
св. 20 до 24 |
26 |
±5 |
||||||||
|
С 18 |
Односторонний |
|
|
||||||||
|
Способ сварки |
s = s1 |
е |
q (пред. откл. ±1) |
||||||||
|
номин. |
пред. откл. |
||||||||||
|
АФм |
от 12 до 14 |
22 |
±4 |
3 |
|||||||
|
св. 14 до 20 |
24 |
||||||||||
|
св. 20 до 26 |
26 |
±5 |
4 |
||||||||
|
св. 26 до 28 |
30 |
5 |
|||||||||
|
св. 28 до 30 |
|||||||||||
|
|
|||||||||||
|
Стыковое |
Со скосом кромок |
|
Способ сварки |
s = s1 |
b |
δ, не менее |
m, не менее |
е |
q |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||
|
АФо |
8 |
2 |
±1,0 |
3 |
30 |
16 |
±3 |
1,5 |
±1,0 |
|||
|
от 8 до 9 |
17 |
|||||||||||
|
св. 9 до 10 |
18 |
|||||||||||
|
св. 10 до 12 |
20 |
|||||||||||
|
св. 12 до 14 |
3 |
±1,5 |
4 |
23 |
2,0 |
|||||||
|
св. 14 до 16 |
24 |
+1,0 |
||||||||||
|
св. 16 до 18 |
4 |
40 |
28 |
±4 |
||||||||
|
|
св. 18 до 20 |
6 |
30 |
|||||||||
|
Односторонний |
св. 20 до 22 |
5 |
32 |
|||||||||
|
св. 22 до 24 |
34 |
|||||||||||
|
св. 24 до 26 |
50 |
36 |
||||||||||
|
С 10 |
св. 26 до 28 |
38 |
||||||||||
|
св. 28 до 30 |
40 |
|||||||||||
|
|
||||||||||||

|
С 21 |
Со скосом кромки |
|
Способ сварки |
s = s1 |
e |
q |
c (пред. откл. ±2) |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||
|
АФ |
от 14 до 16 |
18 |
±3 |
2,0 |
+1,0 |
6 |
||||
|
св. 16 до 20 |
22 |
±4 |
2,5 |
+1,0 |
7 |
|||||
|
св. 20 до 24 |
24 |
8 |
||||||||
|
св. 24 до 30 |
30 |
3,0 |
||||||||
|
|
||||||||||
|
С 33 |
Двусторонний |
|
Способ сварки |
s = s1 |
e (пред. откл. ±2) |
|||||
|
АФф |
от 14 до 18 |
22 |
||||||||
|
св. 18 до 24 |
24 |
|||||||||
|
св. 24 до 30 |
30 |
|||||||||
|
|
||||||||||


|
Стыковое |
С криволинейным скосом кромок |
|
Способ сварки |
s = s1 |
e |
q |
R |
α |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
(пред. откл. ±1) |
(пред. откл. ±1) |
|||||
|
АФо |
16 |
23 |
±4 |
2,5 |
+1,0 |
6 |
12 |
|||
|
св. 16 до 20 |
25 |
|||||||||
|
св. 20 до 25 |
28 |
|||||||||
|
св. 25 до 30 |
31 |
|||||||||
|
св. 30 до 35 |
33 |
±5 |
||||||||
|
С 34 |
Односторонний |
|
св. 35 до 40 |
36 |
||||||
|
св. 40 до 45 |
38 |
±6 |
+1,5 |
8 |
10 |
|||||
|
св. 45 до 50 |
41 |
|||||||||
|
св. 50 до 55 |
44 |
±7 |
+1,5 |
|||||||
|
св. 55 до 60 |
46 |
|||||||||

|
Стыковое |
С ломаным скосом кромок |
|
Способ сварки |
s = s1 |
e |
q |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
АФо |
20 |
30 |
±2 |
2,5 |
+1,0 |
|||
|
св. 20 до 22 |
31 |
|||||||
|
св. 22 до 24 |
32 |
|||||||
|
св. 24 до 26 |
33 |
|||||||
|
св. 26 до 28 |
34 |
|||||||
|
св. 28 до 30 |
±3 |
|||||||
|
св. 30 до 32 |
35 |
|||||||
|
св. 32 до 34 |
36 |
|||||||
|
С 36 |
Односторонний |
|
св. 34 до 36 |
37 |
||||
|
св. 36 до 38 |
38 |
|||||||
|
св. 38 до 40 |
39 |
+1,5 |
||||||
|
св. 40 до 42 |
40 |
|||||||
|
св. 42 до 45 |
41 |
±4 |
||||||
|
св. 45 до 48 |
42 |
|||||||
|
св. 45 до 50 |
43 |
|||||||
|
св. 50 до 55 |
46 |
|||||||
|
св. 55 до 60 |
49 |
|||||||
|
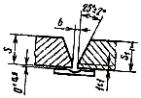
Стыковое |
С двумя симметричными скосами одной кромки |
|
Способ сварки |
s = s1 |
e |
||
|
номин. |
пред. откл. |
||||||
|
АФ |
от 20 до 24 |
22 |
±3 |
||||
|
С 15 |
Двусторонний |
св. 24 до 28 |
26 |
±4 |
|||
|
св. 28 до 30 |
30 |
||||||
|
|
|||||||
|
С 38 |
С двумя симметричными скосами кромок |
|
Способ сварки |
s = s1 |
e (пред. откл. ±4) |
||
|
АФф |
от 18 до 28 |
24 |
|||||
|
св. 28 до 40 |
32 |
||||||
|
св. 40 до 50 |
38 |
||||||
|
св. 50 до 60 |
43 |
||||||
|
|
|||||||

|
Стыковое |
С двумя симметричными криволинейными скосами кромок |
|
Способ сварки |
s = s1 |
R (пред. откл. ±1) |
e |
q |
α, ˚ (пред. откл. ±2˚) |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||
|
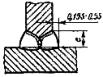
АФш |
от 24 до 28 |
6 |
25 |
±5 |
2,5 |
+1,0 |
12 |
|||
|
св. 28 до 36 |
28 |
±6 |
||||||||
|
св. 36 до 40 |
31 |
|||||||||
|
св. 40 до 42 |
8 |
+1,5 |
10 |
|||||||
|
св. 42 до 55 |
36 |
±7 |
||||||||
|
св. 55 до 65 |
46 |
|||||||||
|
С 40 |
Двусторонний |
|
св. 65 до 80 |
50 |
±9 |
|||||
|
св. 80 до 100 |
58 |
±10 |
||||||||
|
св. 100 до 110 |
61 |
8 |
||||||||
|
св. 110 до 115 |
10 |
63 |
||||||||
|
св. 115 до 120 |
65 |
|||||||||
|
св. 120 до 125 |
67 |
|||||||||
|
св. 125 до 130 |
68 |
±11 |
||||||||
|
|
||||||||||
|
Стыковое |
Двусторонний |
|
Способ сварки |
s = s1 |
e |
q |
|
|||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|
||||||||||
|
С 25 |
АФ |
от 18 до 28 |
24 |
±4 |
2,5 |
+1,0 |
|
|||||||
|
св. 28 до 38 |
28 |
±5 |
|
|||||||||||
|
св. 38 до 48 |
32 |
+1,5 |
|
|||||||||||
|
св. 48 до 54 |
36 |
|
||||||||||||
|
св. 54 до 60 |
39 |
|||||||||||||
|
С двумя симметричными скосами кромок |
||||||||||||||
|
С 25 |
|
|
||||||||||||
|
|
Способ сварки |
s = s1 |
e |
q |
α, ˚ (пред. откл. ±3˚) |
|
||||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|
||||||||||
|
АФк |
от 24 до 28 |
24 |
±4 |
2,5 |
+1,0 |
30 |
|
|||||||
|
св. 28 до 38 |
29 |
±5 |
|
|||||||||||
|
св. 38 до 48 |
+1,5 |
|
||||||||||||
|
св. 48 до 54 |
33 |
25 |
|
|||||||||||
|
св. 54 до 60 |
36 |
|
||||||||||||
|
|
|
|||||||||||||
|
||||||||||||||



|
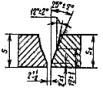
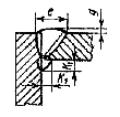
Стыковое |
|
|
Способ сварки |
s = s1 |
h (пред. откл. ±1) |
e |
e1 (пред. откл. ±2) |
q |
α, ˚ |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||
|
АФш |
от 16 до 20 |
8 |
18 |
±3 |
16 |
2,5 |
1,0 |
25 |
±3 |
|||
|
св. 20 до 26 |
22 |
±4 |
||||||||||
|
С 39 |
С двумя несимметричными скосами кромок |
св. 26 до 32 |
9 |
26 |
17 |
|||||||
|
св. 32 до 36 |
28 |
±5 |
||||||||||
|
св. 36 до 38 |
10 |
19 |
||||||||||
|
св. 38 до 44 |
34 |
20 |
1,5 |
22 |
±2 |
|||||||
|
св. 44 до 50 |
40 |
|||||||||||
|
св. 50 до 56 |
45 |
20 |
||||||||||
|
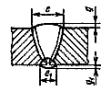
Стыковое |
С криволинейным скосом кромок |
|
Способ сварки |
s = s1 |
e |
q |
α, ˚ (пред. откл. ±2˚) |
R (пред. откл. ±1) |
|||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||||||
|
АФ |
50 |
27 |
±3 |
2,5 |
+1,0 |
12 |
6 |
||||||
|
св. 50 до 55 |
28 |
||||||||||||
|
св. 55 до 60 |
29 |
||||||||||||
|
св. 60 до 65 |
31 |
±4 |
|||||||||||
|
св. 65 до 70 |
32 |
||||||||||||
|
св. 70 до 80 |
34 |
||||||||||||
|
св. 80 до 90 |
36 |
±5 |
+1,5 |
10 |
8 |
||||||||
|
св. 90 до 100 |
38 |
||||||||||||
|
С 26 |
Двусторонний |
|
св. 100 до 110 |
40 |
|||||||||
|
св. 110 до 115 |
41 |
±6 |
|||||||||||
|
св. 115 до 120 |
43 |
||||||||||||
|
св. 120 до 125 |
44 |
||||||||||||
|
св. 125 до 130 |
45 |
||||||||||||
|
св. 130 до 140 |
47 |
||||||||||||
|
св. 140 до 150 |
49 |
±7 |
|||||||||||
|
св. 150 до 160 |
51 |
±8 |
|||||||||||
|
|
|||||||||||||
|
Стыковое |
С ломаным скосом кромок |
|
Способ сварки |
s = s1 |
e |
q |
|||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||||||
|
АФш |
24 |
28 |
±3 |
2,5 |
+1,0 |
||||||||
|
св. 24 до 26 |
29 |
||||||||||||
|
С 41 |
св. 26 до 30 |
31 |
|||||||||||
|
св. 30 до 32 |
32 |
||||||||||||
|
св. 32 до 34 |
33 |
||||||||||||
|
св. 34 до 36 |
34 |
±4 |
|||||||||||
|
св. 36 до 38 |
35 |
||||||||||||
|
св. 38 до 42 |
36 |
+1,5 |
|||||||||||
|
св. 42 до 45 |
38 |
||||||||||||
|
св. 45 до 50 |
40 |
||||||||||||
|
св. 50 до 55 |
42 |
±5 |
|||||||||||
|
св. 55 до 60 |
45 |
||||||||||||
|
|
|||||||||||||


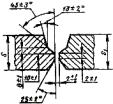
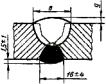
|
Угловое |
Двусторонний |
|
Способ сварки |
s |
e |
|
|
У 5 |
Со скосом одной кромки |
номин. |
пред. откл. |
|||
|
Афш; ПФш |
от 8 до 9 |
13 |
±3 |
|||
|
св. 9 до 12 |
15 |
|||||
|
св. 12 до 14 |
20 |
|||||
|
св. 14 до 20 |
25 |
±4 |
||||
|
|
||||||
|
У 5 |
Без скоса кромок |
|
Способ сварки |
s |
n (пред. откл. ±1) |
|
|
Афш; ПФш |
4 |
1,5 |
||||
|
св. 4 до 9 |
2 |
|||||
|
св. 9 до 14 |
3 |
|||||
|
|
||||||
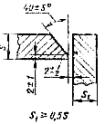
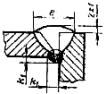
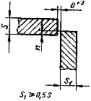

|
Угловое |
Двусторонний |
|
Способ сварки |
s |
h (пред. откл. ±1) |
e |
q1 (пред. откл. ±2) |
e1 (пред. откл. ±2) |
|
|
номин. |
пред. откл. |
||||||||
|
Афш; ПФш |
от 20 до 24 |
7 |
20 |
±3 |
3 |
17 |
|||
|
св. 24 до 28 |
8 |
25 |
±4 |
4 |
|||||
|
У 7 |
С двумя несимметричными скосами одной кромки |
св. 28 до 34 |
10 |
30 |
5 |
20 |
|||
|
св. 34 до 40 |
12 |
49 |
23 |
||||||
|
|
|||||||||
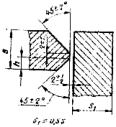
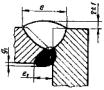
|
Тавровое |
Без скоса кромок |
|
Способ сварки |
s |
b |
|
||||
|
номин. |
пред. откл. |
|
||||||||
|
АФ; ПФ |
3 |
0 |
+0,8 |
|
||||||
|
от 3 до 5 |
+1,0 |
|
||||||||
|
Т 1 |
Односторонний |
св. 5 до 40 |
+1,5 |
|
||||||
|
|
||||||||||
|
Т 3 |
Двусторонний |
|||||||||
|
Тавровое |
С двумя симметричными криволинейными скосами одной кромки |
|
Способ сварки |
s |
q (пред. откл. ±2) |
e |
|
|||
|
номин. |
пред. откл. |
|
||||||||
|
АФ; ПФ |
от 16 до 18 |
4 |
25 |
+4 |
|
|||||
|
св. 18 до 22 |
5 |
30 |
+4 |
|
||||||
|
св. 22 до 26 |
6 |
36 |
+4 |
|
||||||
|
св. 26 до 30 |
7 |
40 |
+4 |
|
||||||
|
св. 30 до 36 |
8 |
50 |
+4 |
|
||||||
|
св. 36 до 40 |
9 |
56 |
+4 |
|
||||||
|
|
|
|||||||||
|
Т 8 |
Двусторонний |
|
Способ сварки |
s |
e (пред. откл. ±2) |
q (пред. откл. ±2) |
|
|||
|
АФ |
30 |
16 |
6 |
|
||||||
|
С двумя симметричными скосами одной кромки |
св. 30 до 34 |
17 |
|
|||||||
|
св. 34 до 40 |
18 |
|
||||||||
|
св. 40 до 42 |
19 |
7 |
|
|||||||
|
св. 42 до 45 |
20 |
|
||||||||
|
св. 45 до 50 |
25 |
|
||||||||
|
св. 50 до 55 |
8 |
|
||||||||
|
|
|
|||||||||
|
||||||||||
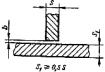
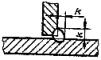
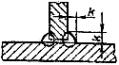
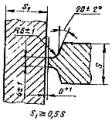
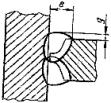
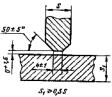

|
Тавровое |
С криволинейным скосом одной кромки |
|
Способ сварки |
s |
e |
q (пред. откл. ±2) |
|
|
номин. |
пред. откл. |
||||||
|
АФш |
16 |
18 |
±3 |
|
|||
|
св. 16 до 18 |
19 |
||||||
|
св. 18 до 20 |
20 |
||||||
|
Т 2 |
Двусторонний |
св. 20 до 22 |
|||||
|
св. 22 до 24 |
21 |
|
|||||
|
св. 24 до 26 |
22 |
||||||
|
св. 26 до 28 |
±4 |
|
|||||
|
св. 28 до 30 |
23 |
||||||
|
|
|||||||
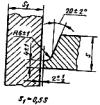

|
Тавровое |
С двумя несимметричными скосами одной кромки |
|
Способ сварки |
s |
h (пред. откл. ±1) |
q |
q1 (пред. откл. ±2) |
e |
e1 |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||
|
АФш |
20 |
7 |
6 |
±2 |
3 |
26 |
+4 |
13 |
±3 |
|||
|
св. 20 до 24 |
7 |
|||||||||||
|
Двусторонний |
св. 24 до 28 |
8 |
8 |
4 |
29 |
+4 |
||||||
|
Т 4 |
св. 28 до 34 |
10 |
10 |
5 |
35 |
+4 |
17 |
|||||
|
св. 34 до 40 |
12 |
12 |
±3 |
40 |
+4 |
|||||||
|
|
||||||||||||
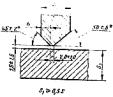
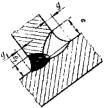
|
Тавровое |
Со скосом одной кромки |
|
Способ сварки |
s |
q (пред. откл. ±2) |
e |
|
|
Двусторонний |
номин. |
пред. откл. |
|||||
|
АФш |
от 8 до 9 |
4 |
15 |
±3 |
|||
|
св. 9 до 14 |
5 |
22 |
|||||
|
св. 14 до 20 |
6 |
30 |
±4 |
||||
|
св. 20 до 24 |
7 |
39 |
|||||
|
св. 24 до 26 |
8 |
||||||
|
Т 7 |
|
||||||
|
Примечание - В настоящей таблице приняты следующие обозначения способов сварки под флюсы: АФ - автоматическая на весу; Афф - автоматическая на флюсовой подкладке; Афм - автоматическая на флюсомедной подкладке; Афо - автоматическая на остающейся подкладке; Афп - автоматическая на медном ползуне; Афш - автоматическая с предварительным наложение подварного шва; Афк - автоматическая с предварительной подваркой корня шва. |
|||||||
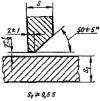

Приложение А
(обязательное)
Дуговая сварка в защитном газе
|
Таблица А. 3 |
В миллиметрах |
|||||||||
|
Тип соединения. Условное обозначение |
Форма подготовленных кромок |
Конструктивные элементы подготовленных кромок сварного шва |
Способ сварки |
s = s1 |
b |
e, не более |
q |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||
|
Стыковое |
Без скоса кромок |
|
ИН |
3,0-4,0 |
0 |
+0,5 |
9,0 |
0 |
+0,2 |
|
|
4,5-6,0 |
+1,0 |
10,0 |
||||||||
|
Инп |
3,0-4,0 |
9,0 |
1,0 |
+0,5 |
||||||
|
4,5-6,0 |
+2,0 |
10,0 |
||||||||
|
Двусторонний |
|
ИП |
3,0-4,0 |
+1,0 |
9,0 |
±1,0 |
||||
|
4,5-6,0 |
+2,0 |
10,0 |
||||||||
|
УП |
3,0-4,0 |
±0,5 |
8,0 |
1,5 |
||||||
|
С 7 |
4,5-6,0 |
±1,0 |
9,0 |
2,0 |
±1,5 |
|||||
|
7,0-8,0 |
1,5 |
10,0 |
||||||||
|
9,0-10,0 |
12,0 |
|||||||||
|
11,0-12,0 |
2,0 |
14,0 |
||||||||
|
|
||||||||||
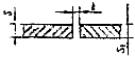
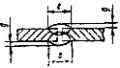
|
Стыковое |
Без скоса кромок |
|
Способ сварки |
s = s1 |
b |
e, не более |
q |
q1 |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||
|
ИН |
0,5-0,9 |
0 |
+1,0 |
6,0 |
0 |
±0,1 |
0 |
+0,1 |
|||
|
1,0-1,4 |
+0,2 |
7,0 |
±0,3 |
+0,5 |
|||||||
|
1,5-1,9 |
±0,5 |
||||||||||
|
С 2 |
Односторонний |
2,0-2,8 |
+3,0 |
8,0 |
±0,1 |
||||||
|
3,0-4,0 |
9,0 |
±1,0 |
|
||||||||
|
|
Инп |
0,8-1,2 |
+1,0 |
7,0 |
1,0 |
±1,5 |
1,0 |
±1,0 |
|||
|
2,2-4,0 |
+1,5 |
8,0 |
1,5 |
1,5 |
±1,0 |
||||||
|
4,5-6,0 |
+2,0 |
12,0 |
|||||||||
|
|
|||||||||||
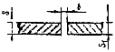

|
Стыковое |
С отбортовкой двух кромок |
|
Способ сварки |
s = s1 |
e, не более |
q |
|
|
номин. |
пред. откл. |
||||||
|
ИНп |
0,8-1,9 |
3s+2,0 |
|
+1,0 |
|||
|
С 28 |
2,0-4,0 |
2s+2,0 |
+1,5 |
||||
|
Односторонний |
ИП, УП |
1,0-1,9 |
3s+2,0 |
+1,0 |
|||
|
2,0-6,0 |
2s+3,0 |
||||||
|
7,0-9,0 |
+2,0 |
||||||
|
10,0-12,0 |
2s+4,0 |
+3,0 |
|||||
|
|
|||||||


|
Стыковое |
Без скоса кромок |
|
Способ сварки |
s = s1 |
b |
e, не более |
q |
δ, не более |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||
|
ИН |
0,5-0,9 |
0 |
+0,1 |
6,0 |
0 |
±0,1 |
s |
|||
|
1,0-1,5 |
+0,2 |
7,0 |
±0,2 |
|||||||
|
1,6-2,2 |
+0,3 |
8,0 |
||||||||
|
2,5-4,0 |
10,0 |
|||||||||
|
ИНп |
0,8-1,5 |
+0,5 |
7,0 |
0,5 |
+0,5 |
|||||
|
1,6-2,2 |
+1,0 |
8,0 |
||||||||
|
2,5-6,0 |
12,0 |
1,0 |
±0,5 |
3 |
||||||
|
С 5 |
Односторонний на остающейся подкладке |
|
ИП |
0,8-1,4 |
7,0 |
0,5 |
+0,5 |
s |
||
|
1,5-2,8 |
+1,5 |
8,0 |
1,0 |
+1,0 |
||||||
|
3,0-6,0 |
+2,0 |
12,0 |
1,5 |
3 |
||||||
|
УП |
0,8-1,4 |
+1,5 |
6,0 |
1,0 |
s |
|||||
|
1,5-2,8 |
+2,0 |
7,0 |
||||||||
|
3,0-4,0 |
8,0 |
1,5 |
3,0 |
|||||||
|
4,5-6,0 |
2,0 |
9,0 |
||||||||
|
7,0-8,0 |
12,0 |
2,0 |
±1,0 |
|||||||
|
|
||||||||||
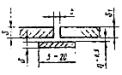
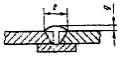
|
Стыковое |
Без скоса кромок |
|
Способ сварки |
s = s1 |
b |
e, не более |
e1 |
q |
q1 |
||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||
|
ИН |
0,5-0,9 |
0 |
+0,1 |
6,0 |
2,0 |
±1,0 |
0 |
±0,1 |
0 |
+0,2 |
|||
|
1,0-1,5 |
+0,2 |
7,0 |
4,0 |
±2,0 |
+0,2 |
+0,5 |
|||||||
|
1,6-2,2 |
+0,3 |
8,0 |
+0,5 |
+1,0 |
|||||||||
|
С 4 |
Односторонний на съемной подкладке |
|
2,5-4,0 |
9,0 |
+0,3 |
||||||||
|
ИНп |
0,8-1,4 |
+0,5 |
7,0 |
0,5 |
+0,5 |
+0,5 |
|||||||
|
1,5-2,2 |
+1,0 |
8,0 |
0,5 |
±0,5 |
|||||||||
|
2,5-6,0 |
12,0 |
1,0 |
±0,5 |
||||||||||
|
ИП |
0,8-1,4 |
7,0 |
0,5 |
+0,5 |
0 |
+0,5 |
|||||||
|
1,5-2,8 |
+1,5 |
8,0 |
1,0 |
+1,0 |
|||||||||
|
3,0-6,0 |
+2,0 |
12,0 |
6,0 |
1,5 |
0,5 |
±0,5 |
|||||||
|
УП |
0,8-1,4 |
+1,5 |
6,0 |
1,0 |
1,0 |
+1,0 |
|||||||
|
1,5-2,8 |
7,0 |
||||||||||||
|
3,0-4,0 |
+2,0 |
8,0 |
1,5 |
||||||||||
|
4,5-6,0 |
2,0 |
9,0 |
1,5 |
±1,0 |
|||||||||
|
7,0-8,0 |
12,0 |
2,0 |
±1,0 |
||||||||||
|
|
|||||||||||||

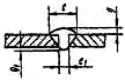
|
Стыковое |
Со скосом одной кромки |
|
Способ сварки |
s = s1 |
b |
c |
e |
e1 (пред. откл. ±2) |
q |
q1 (пред. откл. ±1) |
α, град. (пред. откл. ±2˚) |
||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||||
|
Односторонний |
ИНп, ИП |
3,0-3,5 |
1 |
±1 |
1 |
±1 |
6 |
±2 |
4 |
1 |
+0,5 |
1,0 |
50 |
||
|
3,8-4,5 |
7 |
||||||||||||||
|
5,0-5,5 |
8 |
||||||||||||||
|
6,0 |
10 |
+1 |
1,5 |
||||||||||||
|
7,0 |
14 |
||||||||||||||
|
С 8 |
8,0 |
16 |
|||||||||||||
|
9,0 |
18 |
||||||||||||||
|
10,0 |
20 |
||||||||||||||
|
УП |
3,0-4,5 |
6 |
40 |
||||||||||||
|
5,0-7,0 |
10 |
||||||||||||||
|
8,0-11,0 |
16 |
||||||||||||||
|
С 9 |
Односторонний на съемной подкладке |
|
12,0-14,0 |
2 |
+1 |
2 |
+1 |
20 |
±3 |
6 |
2,0 |
||||
|
16,0-18,0 |
24 |
2 |
+1 |
||||||||||||
|
20,0-22,0 |
28 |
8 |
|||||||||||||
|
24,0-26,0 |
32 |
±4 |
|||||||||||||
|
28,0-30,0 |
36 |
||||||||||||||
|
32,0-34,0 |
40 |
||||||||||||||
|
36,0-40,0 |
44 |
||||||||||||||
|
42,0-45,0 |
48 |
±5 |
|||||||||||||
|
48,0-53,0 |
52 |
||||||||||||||
|
56,0-60,0 |
56 |
||||||||||||||
|
|
|||||||||||||||
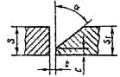
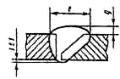
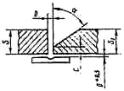
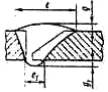
|
Стыковое |
Со скосом одной кромки |
|
Способ сварки |
s = s1 |
b |
c |
e |
q |
α, град. (пред. откл. ±2˚) |
||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||
|
ИНп, ИП |
3,0-3,5 |
1 |
±1 |
1 |
±1 |
6 |
±2 |
1 |
+0,5 |
50 |
|||
|
3,8-4,5 |
7 |
||||||||||||
|
5,0-5,5 |
8 |
±1,0 |
|||||||||||
|
6,0 |
12 |
||||||||||||
|
7,0 |
14 |
||||||||||||
|
8,0 |
16 |
||||||||||||
|
9,0 |
18 |
||||||||||||
|
Односторонний на остающейся подкладке |
10,0 |
20 |
|||||||||||
|
УП |
3,0-4,0 |
6 |
40 |
||||||||||
|
4,5-7,0 |
10 |
||||||||||||
|
8,0-11,0 |
16 |
||||||||||||
|
|
12,0-14,0 |
2 |
+1 |
2 |
+1 |
20 |
±3 |
2 |
+1,0 |
||||
|
С 10 |
16,0-18,0 |
24 |
|||||||||||
|
20,0-22,0 |
30 |
±4 |
|||||||||||
|
24,0-26,0 |
34 |
||||||||||||
|
28,0-30,0 |
38 |
||||||||||||
|
32,0-34,0 |
42 |
||||||||||||
|
36,0-40,0 |
46 |
||||||||||||
|
42,0-45,0 |
±2 |
50 |
±5 |
2,5 |
+1,5 |
||||||||
|
48,0-53,0 |
54 |
||||||||||||
|
56,0-60,0 |
58 |
||||||||||||
|
|
|||||||||||||
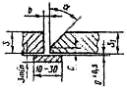
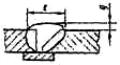
|
Стыковое |
Двусторонний |
|
Способ сварки |
s = s1 |
b |
c |
e |
e1 (пред. откл. ±2) |
q |
q1 |
α, град. (пред. откл. ±2˚) |
|||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл |
номин. |
пред. откл |
|||||||
|
ИНп, ИП |
3,0-3,5 |
1 |
±1 |
1 |
±1 |
6 |
±2 |
6 |
1,0 |
+0,5 |
0,5 |
+0,5 |
50 |
|||
|
3,8-4,5 |
7 |
|||||||||||||||
|
5,0-5,5 |
8 |
8 |
±1,0 |
1,0 |
+1,0 |
|||||||||||
|
6,0 |
10 |
|||||||||||||||
|
7,0 |
14 |
|||||||||||||||
|
8,0 |
18 |
|||||||||||||||
|
9,0 |
20 |
|||||||||||||||
|
Со скосом одной кромки |
10,0 |
20 |
±1,0 |
40 |
||||||||||||
|
УП |
3,0-4,0 |
6 |
||||||||||||||
|
4,5-7,0 |
8 |
|||||||||||||||
|
8,0-11,0 |
14 |
|||||||||||||||
|
|
12,0-14,0 |
2,0 |
+1,0 |
2,0 |
+1,0 |
18 |
±3 |
2,0 |
+1,0 |
2,0 |
||||||
|
С 12 |
16,0-18,0 |
22 |
||||||||||||||
|
20,0-22,0 |
26 |
±4 |
10 |
|||||||||||||
|
24,0-26,0 |
30 |
|||||||||||||||
|
28,0-30,0 |
34 |
|||||||||||||||
|
32,0-34,0 |
38 |
|||||||||||||||
|
36,0-40,0 |
42 |
|||||||||||||||
|
42,0-45,0 |
46 |
±5 |
||||||||||||||
|
48,0-53,0 |
50 |
|||||||||||||||
|
56,0-60,0 |
54 |
|||||||||||||||
|
|
|
|||||||||||||||
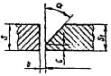
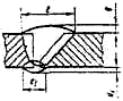
|
Стыковое |
С ломаным скосом одной кромки |
|
Способ сварки |
s = s1 |
h (пред. откл. ±2) |
e |
e1 (пред. откл. ±2) |
|
|
номин. |
пред. откл. |
|||||||
|
ИП, УП |
18-20 |
10 |
14 |
±3 |
10 |
|||
|
22-24 |
16 |
|||||||
|
26-30 |
18 |
|||||||
|
С 14 |
32-36 |
12 |
21 |
|||||
|
38-42 |
23 |
|||||||
|
|
45-48 |
25 |
±4 |
|||||
|
Двусторонний |
50-53 |
27 |
||||||
|
56-60 |
29 |
12 |
||||||
|
63-70 |
33 |
±5 |
||||||
|
75-80 |
37 |
|||||||
|
85-90 |
41 |
|||||||
|
95-100 |
45 |
|||||||
|
|
||||||||


|
Стыковое |
Со скосом двух кромок |
|
Способ сварки |
s = s1 |
b |
c |
e |
e1 (пред. откл. ±2) |
q |
q1 |
α, град. (пред. откл. ±2˚) |
|||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||
|
ИНп, ИП |
3,0-3,5 |
1,0 |
±1 |
1,0 |
±1 |
6 |
±1 |
6 |
1,0 |
+0,5 |
0,5 |
+0,5 |
30 |
|||
|
3,8-4,5 |
7 |
±2 |
||||||||||||||
|
5,0-5,5 |
2 |
+1 |
2 |
+1 |
8 |
8 |
±1,0 |
1,0 |
+1,0 |
|||||||
|
6,0 |
10 |
|||||||||||||||
|
7,0-8,0 |
12 |
|||||||||||||||
|
С 19 |
Односторонний на остающейся подкладке |
|
9,0-10,0 |
14 |
||||||||||||
|
3,0-4,0 |
6 |
20 |
||||||||||||||
|
4,5-7,0 |
8 |
|||||||||||||||
|
УП |
8-11 |
10 |
||||||||||||||
|
12-14 |
13 |
±3 |
2,0 |
+1,0 |
2,0 |
±1,0 |
||||||||||
|
16-18 |
16 |
|||||||||||||||
|
С 18 |
Односторонний на съемной подкладке |
|
20-22 |
20 |
±4 |
10 |
||||||||||
|
24-26 |
24 |
|||||||||||||||
|
28-30 |
28 |
|||||||||||||||
|
32-36 |
32 |
|||||||||||||||
|
38-42 |
36 |
|||||||||||||||
|
|
44-48 |
40 |
||||||||||||||
|
50-54 |
44 |
|||||||||||||||
|
56-60 |
48 |
|||||||||||||||
|
|
||||||||||||||||




|
Стыковое |
Со скосом двух кромок |
|
Способ сварки |
s = s1 |
b |
c |
e |
e1 (пред. откл. ±2) |
q |
α, град. (пред. откл. ±2˚) |
||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||
|
С 17 |
Односторонний |
ИНп, ИП |
3,0-3,5 |
1,0 |
±1,0 |
1,0 |
±1,0 |
6 |
±2,0 |
4,0 |
1,0 |
+0,5 |
30 |
|
|
3,8-4,5 |
7 |
|||||||||||||
|
5,0-5,5 |
8 |
±1,0 |
||||||||||||
|
|
6,0 |
10 |
||||||||||||
|
7,0-8,0 |
12 |
|||||||||||||
|
УП |
9,0-10,0 |
14 |
||||||||||||
|
3,0-4,0 |
8 |
|||||||||||||
|
4,5-7,0 |
10 |
20 |
||||||||||||
|
8,0-11,0 |
12 |
|||||||||||||
|
12,0-14,0 |
2,0 |
+1 |
2,0 |
+1,0 |
15 |
±3,0 |
6,0 |
2,0 |
+1,0 |
|||||
|
16,0-18,0 |
18 |
|||||||||||||
|
С 21 |
Двусторонний |
|
20,0-22,0 |
22 |
±4,0 |
8,0 |
||||||||
|
24,0-26,0 |
26 |
|||||||||||||
|
28,0-30,0 |
30 |
|||||||||||||
|
32,0-36,0 |
34 |
|||||||||||||
|
38,0-42,0 |
38 |
|||||||||||||
|
45,0-48,0 |
42 |
±5,0 |
||||||||||||
|
50,0-53,0 |
46 |
|||||||||||||
|
56,0-60,0 |
52 |
|||||||||||||
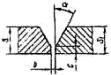

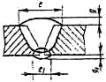
|
Стыковое |
С двумя симметричными скосами одной кромки |
|
Способ сварки |
s = s1 |
b |
c |
e |
q |
α, град. (пред. откл. ±2˚) |
|||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||
|
ИНп |
6-9 |
1 |
±1 |
1 |
±1 |
7 |
±2 |
1 |
±1 |
50 |
||||
|
10-12 |
9 |
|||||||||||||
|
14-16 |
13 |
|||||||||||||
|
ИП, УП |
18-20 |
17 |
||||||||||||
|
8-11 |
8 |
40 |
||||||||||||
|
12-14 |
10 |
|||||||||||||
|
16-20 |
12 |
|||||||||||||
|
22-26 |
2 |
+1 |
2 |
+1 |
16 |
2 |
+1 |
|||||||
|
С 15 |
Двусторонний |
|
28-32 |
18 |
||||||||||
|
34-38 |
22 |
|||||||||||||
|
40-44 |
26 |
|||||||||||||
|
46-50 |
30 |
|||||||||||||
|
52-56 |
34 |
±3 |
||||||||||||
|
58-62 |
38 |
|||||||||||||
|
64-70 |
42 |
|||||||||||||
|
72-80 |
46 |
±4 |
||||||||||||
|
82-90 |
50 |
|||||||||||||
|
92-100 |
54 |
±5 |
||||||||||||
|
|
||||||||||||||
|
Стыковое |
С двумя симметричными криволинейными скосами одной кромки |
|
Способ сварки |
s = s1 |
r (пред. откл. +1) |
e |
q (пред. откл. +1 |
|||||||
|
номин. |
пред. откл. |
|||||||||||||
|
ИП, УП |
30-34 |
8 |
16 |
±3 |
2 |
|||||||||
|
С 16 |
36-40 |
17 |
||||||||||||
|
42-45 |
18 |
|||||||||||||
|
48-53 |
20 |
|||||||||||||
|
Двусторонний |
56-60 |
22 |
||||||||||||
|
|
63-70 |
10 |
24 |
|||||||||||
|
75-80 |
26 |
|||||||||||||
|
85-90 |
28 |
|||||||||||||
|
95-100 |
30 |
±4 |
||||||||||||
|
105-110 |
32 |
|||||||||||||
|
120 |
34 |
±5 |
3 |
|||||||||||
|
|
||||||||||||||
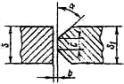
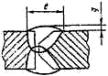
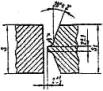
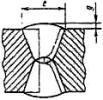
|
Стыковое |
Двусторонний |
|
Способ сварки |
s = s1 |
b |
c |
e |
q |
α, град. (пред. откл. ±2˚) |
|
||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|
||||||
|
ИНп |
6-9 |
1 |
±1 |
1 |
±1 |
7 |
±2 |
1 |
±1 |
30 |
|
|||
|
10-12 |
9 |
|
||||||||||||
|
14-16 |
12 |
|
||||||||||||
|
18-20 |
15 |
|
||||||||||||
|
ИП, УП |
6-9 |
6 |
20 |
|
||||||||||
|
10-12 |
8 |
|
||||||||||||
|
14-16 |
10 |
|
||||||||||||
|
18-20 |
12 |
|
||||||||||||
|
С 25 |
С двумя симметричными скосами двух кромки |
|
22-28 |
2,0 |
+1 |
2,0 |
+1 |
15 |
2 |
+1 |
|
|||
|
30-36 |
18 |
±3 |
|
|||||||||||
|
38-45 |
20 |
|
||||||||||||
|
48-53 |
24 |
±4 |
|
|||||||||||
|
56-60 |
28 |
|
||||||||||||
|
63-70 |
32 |
|
||||||||||||
|
75-80 |
36 |
|
||||||||||||
|
85-90 |
40 |
±5 |
|
|||||||||||
|
95-100 |
44 |
|
||||||||||||
|
105-110 |
48 |
±6 |
|
|||||||||||
|
120 |
52 |
|
||||||||||||
|
|
|
|||||||||||||
|
Стыковое |
Двусторонний |
|
Способ сварки |
s = s1 |
h1 (пред. откл. +1) |
e |
q |
|
||||||
|
номин. |
пред. откл. |
|||||||||||||
|
номин. |
пред. откл. |
|||||||||||||
|
УП |
26-30 |
10 |
17 |
±4 |
2 |
+1 |
|
|||||||
|
С 27 |
32-36 |
19 |
|
|||||||||||
|
38-42 |
20 |
|
||||||||||||
|
45-48 |
21 |
|
||||||||||||
|
50-53 |
22 |
±5 |
|
|||||||||||
|
С двумя симметричными ломаными скосами двух кромок |
56-60 |
24 |
|
|||||||||||
|
|
63-70 |
26 |
±6 |
3 |
+1 |
|
||||||||
|
75-80 |
28 |
|
||||||||||||
|
85-90 |
30 |
|
||||||||||||
|
95-100 |
12 |
34 |
|
|||||||||||
|
105-110 |
37 |
±7 |
|
|||||||||||
|
120 |
40 |
|
||||||||||||
|
|
||||||||||||||
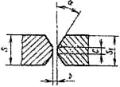
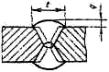
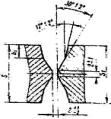

|
Угловое |
С отбортовкой одной кромки |
|
Способ сварки |
s |
e |
q |
||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||
|
ИНп |
0,8-1,5 |
2 |
+3 |
0 |
+1 |
|||
|
1,6-4,0 |
4 |
|||||||
|
У 2 |
Односторонний |
ИП, УП |
1,0-1,5 |
2 |
||||
|
1,6-4,5 |
4 |
+2 |
||||||
|
5,0-9,0 |
8 |
+5 |
||||||
|
10,0-12,0 |
12 |
|||||||
|
|
||||||||
|
|
Без скоса кромок |
|
Способ сварки |
s |
b |
n |
||
|
номин. |
пред. откл. |
|||||||
|
ИНп |
0,8-5,5 |
0 |
+0,5 |
0,5s-s |
||||
|
6-10 |
+1,0 |
|||||||
|
У 4 |
Односторонний |
ИП, УП |
0,8-6,0 |
|||||
|
У 5 |
Двусторонний |
|
7,0-11,0 |
+1,5 |
||||
|
12,0-30,0 |
+2,0 |
|||||||
|
|
||||||||


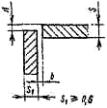
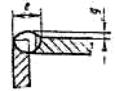
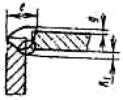
|
Угловое |
Со скосом одной кромки |
|
Способ сварки |
s |
b |
c |
e |
q |
α, град. (пред. откл. ±2˚) |
||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||
|
ИНп, ИП |
3,0-3,5 |
1 |
±1 |
1 |
±1 |
6 |
±1 |
1,0 |
+0,5 |
50 |
|||
|
У 6 |
3,8-4,5 |
7 |
|||||||||||
|
Односторонний |
5,0-5,5 |
8 |
±1,0 |
||||||||||
|
6,0 |
10 |
||||||||||||
|
7,0 |
14 |
||||||||||||
|
8,0 |
16 |
||||||||||||
|
9,0 |
18 |
||||||||||||
|
10,0 |
20 |
||||||||||||
|
УП |
3,0-4,0 |
6 |
40 |
||||||||||
|
4,5-7,0 |
8 |
||||||||||||
|
У 7 |
Двусторонний |
|
8,0-11,0 |
14 |
|||||||||
|
12,0-14,0 |
2,0 |
+1 |
2,0 |
+1 |
18 |
±3 |
|||||||
|
16,0-18,0 |
22 |
2,0 |
+1,0 |
||||||||||
|
20,0-22,0 |
26 |
||||||||||||
|
24,0-26,0 |
30 |
±4 |
|||||||||||
|
28,0-30,0 |
34 |
||||||||||||
|
32,0-36,0 |
38 |
||||||||||||
|
38,0-42,0 |
42 |
||||||||||||
|
45,0-48,0 |
46 |
±5 |
|||||||||||
|
50,0-53,0 |
50 |
||||||||||||
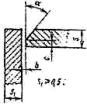


|
Угловое |
Со скосом двух кромок |
|
Способ сварки |
s |
b |
c |
e |
q |
α, град. (пред. откл. ±2˚) |
||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||
|
ИНп, ИП |
3,0-4,5 |
1,0 |
±1,0 |
1,0 |
±1,0 |
7 |
±2 |
1 |
±1 |
30 |
|||
|
5,0-8,0 |
12 |
||||||||||||
|
9,0-12,0 |
16 |
||||||||||||
|
14,0-16,0 |
22 |
||||||||||||
|
18,0-20,0 |
28 |
||||||||||||
|
УП |
3,0-4,5 |
6 |
20 |
||||||||||
|
5,0-8,0 |
10 |
||||||||||||
|
9,0-12,0 |
2,0 |
+1,0 |
2,0 |
+1,0 |
13 |
||||||||
|
14,0-16,0 |
16 |
||||||||||||
|
У 10 |
Двусторонний |
|
18,0-20,0 |
19 |
|||||||||
|
22,0-24,0 |
22 |
±3 |
2 |
+1 |
|||||||||
|
26,0-30,0 |
26 |
||||||||||||
|
32,0-36,0 |
32 |
||||||||||||
|
38,0-42,0 |
36 |
±4 |
|||||||||||
|
45,0-48,0 |
40 |
||||||||||||
|
50,0-53,0 |
44 |
±5 |
|||||||||||
|
56,0-60,0 |
48 |
||||||||||||
|
|
|||||||||||||
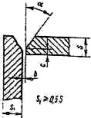
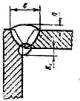
|
Угловое |
С двумя симметричными скосами одной кромки |
|
Способ сварки |
|
e |
e1 |
q-q1 |
α, град. (пред. откл. ±2˚) |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||
|
ИНп, ИП |
6-9 |
7 |
±2 |
5 |
±1 |
1 |
±1 |
50 |
|||
|
10-12 |
9 |
7 |
|||||||||
|
14-16 |
13 |
11 |
+2 |
||||||||
|
18-20 |
17 |
15 |
|||||||||
|
УП |
6-10 |
8 |
6 |
40 |
|||||||
|
11-16 |
10 |
8 |
|||||||||
|
18-22 |
13 |
11 |
|||||||||
|
24-28 |
16 |
14 |
|||||||||
|
30-34 |
19 |
17 |
2 |
+1 |
|||||||
|
У 8 |
Двусторонний |
|
36-40 |
22 |
20 |
||||||
|
42-45 |
26 |
24 |
|||||||||
|
48-53 |
30 |
28 |
|||||||||
|
56-63 |
38 |
±3 |
36 |
±3 |
|||||||
|
65-70 |
42 |
40 |
|||||||||
|
75-80 |
46 |
±4 |
44 |
±4 |
|||||||
|
85-90 |
50 |
48 |
|||||||||
|
95-100 |
54 |
±5 |
52 |
±5 |
|||||||
|
|
|||||||||||
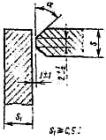

|
Тавровое |
Без скоса кромок |
|
Способ сварки |
s |
b |
|
|
номин. |
пред. откл. |
|||||
|
ИНп, ИП, УП |
0,8-3,0 |
0 |
+0,5 |
|||
|
Т 1 |
Односторонний |
3,2-5,5 |
+1,0 |
|||
|
6,0-20,0 |
+1,5 |
|||||
|
Т 3 |
Двусторонний |
|
22,0-40,0 |
+2,0 |
||
|
|
||||||
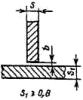
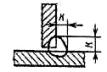
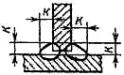
|
Тавровое |
Со скосом одной кромки |
|
Способ сварки |
s |
b |
c |
e |
α, град. (пред. откл. ±2˚) |
|||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||
|
ИНп |
3,0-4,0 |
0 |
+1 |
1 |
±1,0 |
7 |
±2 |
55 |
|||
|
4,5-6,0 |
10 |
||||||||||
|
7,0-10,0 |
16 |
||||||||||
|
Т 6 |
Односторонний |
|
ИП, УП |
3,0-4,0 |
6 |
45 |
|||||
|
4,5-6,0 |
8 |
||||||||||
|
7,0-10,0 |
12 |
||||||||||
|
11,0-14,0 |
+2 |
2,0 |
+1,0 |
16 |
±3 |
||||||
|
16,0-18,0 |
20 |
||||||||||
|
20,0-22,0 |
24 |
±4 |
|||||||||
|
Т 7 |
Двусторонний |
|
24,0-26,0 |
28 |
|||||||
|
28,0-30,0 |
32 |
||||||||||
|
32,0-34,0 |
+3 |
36 |
|||||||||
|
36,0-40,0 |
40 |
||||||||||
|
42,0-45,0 |
44 |
±5 |
|||||||||
|
48,0-53,0 |
48 |
||||||||||
|
56,0-60,0 |
52 |
||||||||||
|
|
|||||||||||
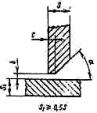
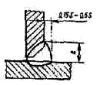

|
Тавровое |
С двумя симметричными скосами одной кромки |
|
Способ сварки |
s |
b |
c |
e |
q1, (пред. откл. ±1) |
α, град. (пред. откл. ±2˚) |
||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||||||
|
ИНп |
6-9 |
1 |
±1 |
1 |
±1 |
7 |
±2 |
0,08s-0,25s |
55 |
||||||
|
10-12 |
9 |
||||||||||||||
|
14-16 |
12 |
||||||||||||||
|
18-20 |
16 |
||||||||||||||
|
ИП, УП |
6-9 |
8 |
45 |
||||||||||||
|
10-12 |
2 |
+1 |
2 |
+1 |
10 |
||||||||||
|
14-18 |
12 |
±3 |
|||||||||||||
|
20-24 |
14 |
||||||||||||||
|
26-30 |
16 |
±4 |
|||||||||||||
|
32-36 |
20 |
||||||||||||||
|
38-42 |
24 |
||||||||||||||
|
Т 8 |
Двусторонний |
|
45-48 |
28 |
±5 |
||||||||||
|
50-53 |
32 |
||||||||||||||
|
56-60 |
36 |
||||||||||||||
|
63-65 |
40 |
||||||||||||||
|
70-75 |
44 |
||||||||||||||
|
80 |
48 |
||||||||||||||
|
|
|||||||||||||||
|
Тавровое |
С двумя симметричными скосами одной полки |
|
Способ сварки |
s |
b |
c |
g1, град. (пред. откл. ±2˚) |
||||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||||||||
|
ИП, УП |
12-16 |
0 |
+2 |
10 |
±2 |
0,05s-0,15s |
|||||||||
|
18-22 |
12 |
||||||||||||||
|
24-28 |
14 |
||||||||||||||
|
30-34 |
16 |
||||||||||||||
|
36-40 |
+3 |
18 |
|||||||||||||
|
42-45 |
20 |
||||||||||||||
|
48-53 |
22 |
||||||||||||||
|
Т 9 |
Двусторонний |
|
56-60 |
24 |
|||||||||||
|
63-65 |
26 |
±3 |
|||||||||||||
|
70-75 |
30 |
||||||||||||||
|
80-85 |
34 |
||||||||||||||
|
90-95 |
38 |
±4 |
|||||||||||||
|
100 |
40 |
||||||||||||||
|
|
|||||||||||||||
|
Примечание - В настоящей таблице следующие обозначения способов сварки: ИН - в инертных газах неплавящимся электродом без присадочного металла; ИНп - в инертных газах неплавящимся электродом с присадочным металлом; ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом; УП - в углекислом газе и его смеси с кислородом плавящимся электродом. |
|||||||||||||||



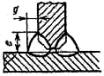
Приложение А
(обязательное)
Соединения сварные под острыми и тупыми углами
|
Таблица А. 4 |
В миллиметрах |
||||||||||||||||
|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
e, не более |
e1 |
α1, град. |
b = c |
q |
|||||||||
|
Подготовленных кромок свариваемых деталей |
Шва сварного соединения |
β, град. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||||||
|
179-136 |
89-46 |
св. 90 |
до 90 |
св. 90 |
до 90 |
||||||||||||
|
У 5 |
|
|
0,7 s |
от 4 до 6 |
1,4s+8 |
1,5s+6 |
не более 8 |
3 (справочное) |
α-(180-β) |
α-(90-β) |
1 |
±1 |
0,5 |
+1,0 |
|||
|
св. 6 до 10 |
2 |
+1 |
+2,0 |
||||||||||||||
|
|
|
св. 10 до 16 |
не более 10 |
||||||||||||||
|
св. 16 до 26 |
|||||||||||||||||
|
|
|||||||||||||||||
|
У 2 |
|
|
s1, не менее |
s |
e, не более |
α, град. |
b |
q |
|||||||||
|
β, град |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||||||||
|
179-160 |
159-136 |
135-91 |
|||||||||||||||
|
0,7 s |
от 1,0 до 1,5 |
6 |
7 |
s+6 |
180-β |
0 |
+0,5 |
1,0 |
±0,5 |
||||||||
|
св. 1,5 до 3,0 |
7 |
9 |
1 |
±1,0 |
1,5 |
±1,0 |
|||||||||||
|
св. 3,0 до 6,0 |
9 |
12 |
2 |
+1,0 |
2,0 |
||||||||||||
|
св.6,0 до 26,0 |
- |
||||||||||||||||
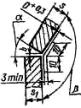
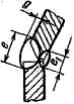


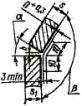

|
Условное обозначение сварного соединения |
Конструктивные элементы |
s1, не менее |
s |
e, не более |
α, град. |
b |
q |
|||||||
|
Подготовленных кромок свариваемых деталей |
Шва сварного соединения |
β, град. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||||
|
90-100 |
101-110 |
111-120 |
121-135 |
136-175 |
||||||||||
|
Т 1 |
|
|
0,7 s |
от 1,0 до 2,5 |
4 |
5 |
β-90 |
0 |
+1 |
3 |
+1 |
|||
|
св. 2,5 до 4,5 |
7 |
+3 |
||||||||||||
|
св. 4,5 до 6,0 |
6 |
0,4s+5 |
0,6s+5 |
0,9s+5 |
1,1s+3 |
|||||||||
|
св. 6,6 до 9,0 |
7 |
|||||||||||||
|
св. 9,0 до 15,0 |
8 |
4 |
±3 |
|||||||||||
|
св. 15,0 до 21,0 |
9 |
5 |
||||||||||||
|
св. 21,0 до 30,0 |
10 |
|||||||||||||
|
Примечание - Размер е относится к нерасчетным швам. Для расчетных швов е устанавливается при проектировании. |
||||||||||||||


|
Т 4 |
|
|
s1, не менее |
s |
e, не более |
α1, град. |
e1, (справочное) |
b |
q |
||||
|
β, град. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|||||||||
|
91-134 |
89-46 |
св. 90 |
до 90 |
||||||||||
|
0,7 s |
от 4 до 6 |
1,2s+5 |
α - ( β - 90) |
α - (90-β) |
3 |
1 |
±1 |
3 |
+1 |
||||
|
св. 6 до 8 |
2 |
+1 |
|||||||||||
|
св. 8 до 12 |
1,3s+6 |
||||||||||||
|
св. 12 до 16 |
4 |
±3 |
|||||||||||
|
св. 16 до 20 |
5 |
||||||||||||
|
св. 20 до 24 |
|||||||||||||
|
св. 24 до 28 |
|||||||||||||
|
св. 28 до 60 |
6 |
||||||||||||
|
|
|||||||||||||
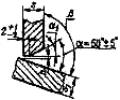
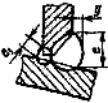
|
Т 3 |
|
|
s1, не менее |
s |
e, не более |
α1, град. |
b |
q |
||
|
β, град. |
номин. |
пред. откл. |
номин. |
пред. откл. |
||||||
|
91-134 |
||||||||||
|
0,7 s |
от 4 до 6 |
1,2s+5 |
α - (β - 90) |
1 |
±1 |
3 |
+1 |
|||
|
св. 6 до 8 |
2 |
+1 |
||||||||
|
св. 8 до 12 |
1,3s+6 |
4 |
±3 |
|||||||
|
св. 12 до 16 |
||||||||||
|
св. 16 до 20 |
5 |
|||||||||
|
св. 20 до 24 |
||||||||||
|
св. 24 до 26 |
||||||||||
|
|
||||||||||
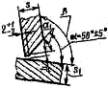

|
Т 6 |
|
|
s1, не менее |
s |
e = q |
α1, град. |
α, град. |
b |
|||||
|
номин. |
пред. откл. |
||||||||||||
|
β, град. |
номин. |
пред. откл. |
|||||||||||
|
89-45 |
91-135 |
89-45 |
91-135 |
св. 90 |
до 90 |
||||||||
|
0,7 s |
от 2 до 2,5 |
3 |
+2 |
β-90 |
90-β |
β |
0 |
+1 |
|||||
|
св. 2,5 до 4,5 |
+2 |
||||||||||||
|
св. 4,5 до 6,0 |
4 |
+2 |
|||||||||||
|
св. 6,0 до 9,0 |
5 |
||||||||||||
|
св. 9,0 до 15,0 |
6 |
+3 |
|||||||||||
|
св. 15,0 до 21,0 |
7 |
±2 |
|||||||||||
|
св. 21,0 до 30,0 |
8 |
||||||||||||
|
св. 30,0 до 60,0 |
12 |
||||||||||||
|
|
|||||||||||||
|
Примечание - Угол раскрытия свариваемых кромок в местах положения шва должен быть не менее 43°. |
|||||||||||||


Ключевые слова: стальные строительные конструкции, сварные соединения, требование, проектирование, изготовление и монтаж
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/46683
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|