
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"СНиП III-В.5-62* Металлические конструкции. Правила изготовления, монтажа и приемки.ГОСУДАРСТВЕННЫЙ КОМИТЕТ СОВЕТА МИНИСТРОВ СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА (ГОССТРОЙ СССР)
СТРОИТЕЛЬНЫЕ НОРМЫ И ПРАВИЛА
Часть III, раздел В
Глава 5 МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ ПРАВИЛА ИЗГОТОВЛЕНИЯ, МОНТАЖА И ПРИЕМКИ
СНиП III-В.5-62*
Утверждены
Изменение № 1
ИЗДАТЕЛЬСТВО ЛИТЕРАТУРЫ ПО
СТРОИТЕЛЬСТВУ СОДЕРЖАНИЕГлава СНиП III-В.5-62 «Металлические конструкции. Правила изготовления, монтажа и приемки» регламентирует технические правила изготовления, монтажа приемки металлических конструкций и состоит из отдельных разделов, содержащих общие правила изготовления, монтажа и приемки конструкций и дополнительные правила для отдельных видов сооружений. Для стальных пролетных строений мостов включены только правила изготовления и приемки конструкций. Глава СНиП III-В.5-62 разработана проектным институтом Промстальконструкция Министерства строительства РСФСР и институтом Проектстальконструкция Главстройпроекта при Госстрое СССР при участии Всесоюзного научно-исследовательского института по строительству магистральных трубопроводов ВНИИСТ) Главгаза СССР, треста Гидромонтаж Министерства энергетики и электрификации СССР, Всесоюзного научно-исследовательского института транспортного строительства (ЦНИИС) Министерства транспортного строительства СССР и Всесоюзного института по проектированию организации энергетического строительства Оргэнергострой, Московский филиал) Министерства энергетики и электрификации СССР. Ведущая организация - институт Промстальконструкция. С введением в действие настоящей главы СНиП отменяются: частично главы III-В.1, III-В.5 и полностью глава II-Б.5 СНиП издания 1955 г.; «Технические условия на изготовление, монтаж, испытание и сдачу стальных конструкций доменных цехов и газоочисток» (СН 20-58); «Технические условия изготовления и монтажа стальных цилиндрических вертикальных резервуаров ля хранения нефти и нефтепродуктов» (СН 26-58); «Технические условия на устройство оснований, изготовление и монтаж стальных конструкций мокрых газгольдеров» (СН 32-58); «Технические условия на изготовление и монтаж стальных конструкций мачтовых и башенных сооружений объектов связи» (СН 34-58); «Технические условия на изготовление и монтаж стальных конструкций из углеродистых и низколегированных сталей» (СН 95-60); «Технические условия на производство и приемку строительных и монтажных работ. Электромонтажные работы. Часть III. Воздушные линии электропередач» (СН 100-60) в части, относящейся к стальным конструкциям опор; «Технические условия на заводское изготовление, сборку и установку новых металлических пролетных строений для восстановления железнодорожных мостов», утвержденные НКПС в 1943 г., в части, относящейся к изготовлению и приемке стальных конструкций; Часть II «Технических условий проектирования и изготовления сварных пролетных строений железнодорожных мостов» (ТУПИМ-св-55), утвержденных Министерством транспортного строительства и Министерством путей сообщения 18 июля 1955 г., в части, относящейся к изготовлению сварных пролетных строений железнодорожных мостов; «Правила контроля качества сварных соединений при заводском изготовлении пролетных строений железнодорожных мостов», утвержденные Министерством путей сообщения и Министерством транспортного строительства 1 июля 1957 г.; «Технические условия на изготовление и монтаж механического оборудования и стальных конструкций гидротехнических сооружений» (ТУ 1-60) Министерства строительства электростанций (в части, относящейся к стальным конструкциям). При изготовлении, монтаже и приемке стальных конструкций кроме общих правил настоящей главы следует руководствоваться соответствующими дополнительными правилами для отдельных видов сооружений и действующими ГОСТами. В настоящей главе приведены ГОСТы, действующие на 1 января 1968 г. согласно «Указателю государственных стандартов СССР» (официальное издание Комитета стандартов, мер и измерительных приборов при Совете Министров СССР), и главы СНиП, действующие на 1 мая 1967 г., согласно «Перечню действующих общеобязательных нормативных документов по строительству». Все последующие изменения ГОСТов и глав СНиП должны учитываться при пользовании настоящей главой. В настоящем издании главы СНиП III-В.5-62* с изменением № 1, утвержденным 22 июля 1958 г. Госстроем СССР, пункты и таблицы, имеющие изменения, а также пункты, включенные вновь, отмечены звездочкой (*), а при ссылках на эти пункты и таблицы звездочки не проставлены. Новыми пунктами главы являются: в разделе I - п. 1.14; в разделе III - пп. 2.11, 2.12, 2.13, 2.14 и 2.15; в разделе VIII - пп. 1.5, 1.6, 1.7 и 1,8. Редакторы - инженеры: К.В. Данченко (Госстрой СССР); Б.П. Калинин (Междуведомственная комиссия по пересмотру СНиП); Л.М. Копп и В.С. Корниенко (проектный институт Промстальконструкция Министерства строительства РСФСР); Л.И. Левин (институт Проектстальконструкция Главстройпроекта при Госстрое СССР), канд.техн.наук К.П. Большаков (ЦНИИС Министерства транспортного строительства).
РАЗДЕЛ I
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Внесены |
Утверждены |
Срок
введения |
1.2*. Стальные конструкции должны изготовляться и монтироваться в полном соответствии с чертежами КМД (деталировочные чертежи металлических конструкций), разработанными на основании чертежей КМ (рабочие чертежи металлических конструкций, выполняемые проектными организациями и содержащие расчеты и конструктивные схемы, чертежи узлов и заказ стали по профилям), с учетом правил настоящей главы, а также согласованных с заводом-изготовителем дополнительных требований монтирующих, организаций, к числу которых относятся:
а) членение конструкций на отправочные элементы с учетом экономически обоснованного максимального укрупнения отправочных элементов на заводе и возможности их укрупнения на монтажной площадке;
б) фрезерование подошв колонн, если монтаж их производится на фундаментах, выведенных на проектную отметку согласно п. 3.17,а, а также фрезерование нижних торцов колонн и строжка верхних плоскостей опорных плит, если эти элементы поставляются отдельно согласно п. 3.17,б;
в) оснащение отправочных элементов монтажными приспособлениями, начальными и выводными планками для монтажных сварных стыковых швов, а также обработанными пластинами для сварки контрольных образцов;
г) составление перечня и указаний о последовательности общих и контрольных сборок конструкций сооружения или отдельных его частей;
д) составление перечня узлов, в которых рассверливание монтажных отверстий или подгонка соединений производятся на монтаже,
е) прочие требования, влияющие на технологию изготовления и монтажа стальных кон-; струящий.
1.3*. Деталировочные чертежи (КМД) должны выполняться предприятиями или. организациями, изготовляющими стальные конструкции, или по их заказу проектными организациями.
При наличии чертежей КМД для типовых конструкций применение их обязательно как для проектных организаций, так и для заводов металлоконструкций.
1.4. Организация, разрабатывающая деталировочные чертежи КМД стальных конструкций, несет ответственность за соответствие их чертежам КМ, за расчетную прочность всех соединений и стыков конструкций, не предусмотренных чертежами КМ, за правильность размеров отдельных элементов конструкций и за увязку элементов между собой, а также за удовлетворение согласованных с заводом-изготовителем требований монтирующих организаций согласно п. 1.2 настоящих правил.
1.5*. Все отступления в чертежах КМД от чертежей КМ, в том числе и изменения, возникающие в процессе изготовления стальных конструкций, вносятся в чертежи КМД их составителем (заводом или проектной организацией) и должны быть согласованы с организацией, разработавшей чертежи КМ.
1.6. Изготовление и монтаж стальных конструкций должны производиться наиболее прогрессивными и технически совершенными методами с максимально возможной автоматизацией и механизацией работ.
Изготовление и монтаж конструкций должны производиться на основании технологической документации (технологических инструкций, карт технологического процесса и пр.). Положение о составе и содержании этой документации утверждается вышестоящей организацией. Как правило, должна применяться типовая технологическая документация.
1.7. Расчетным весом стальных конструкций является теоретический вес, определенный в чертежах КМД. При этом разрешается включать в него приближенно вес заводских сварных швов - 1 % и вес заклепочных головок - 2% теоретического веса основных элементов независимо от данных таблицы заводских швов и заклепок.
При исчислении теоретического веса конструкций объемный вес прокатной стали и стальных отливок принимается равным 7,85 г/см3, чугуна - 7,2 г/см3
1.8. Изготовление и монтаж конструкций должны производиться с соблюдением действующих правил техники безопасности и охраны труда согласно настоящей главе и главе СНиП III-A.11-62 «Техника безопасности в строительстве», а также правил Госгортехнадзора по устройству и безопасной эксплуатации грузоподъемных кранов, сосудов, работающих под давлением, и др. и правил противопожарной охраны.
1.9. Рабочие всех специальностей, занятые на работах по изготовлению и монтажу конструкций, должны пройти техническое обучение по выполняемой работе, а также обучение правилам безопасности ведения работ.
1.10. Качество и марки стали, из которой изготовляются конструкции, а также типы и марки электродов, сварочной проволоки, флюсов, защитных газов и метизов, применяемых при изготовлении и монтаже этих конструкций, должны соответствовать указаниям проекта, удовлетворять требованиям главы СНиП I-B.12-62 «Металлы и металлические изделия», а также соответствующих стандартов и технических условий и удостоверяться сертификатами или паспортами заводов-поставщиков. Обязательным требованием к сварочной проволоке и электродам является наличие на мотках или катушках проволоки заводских бирок, а на упаковке электродов - заводских ярлыков.
Примечание. Замена марок стали и отступления от дополнительных гарантий, предусмотренных проектом для сталей, должны быть согласованы с организацией, разработавшей чертежи КМ.
1.11. Применение стали, электродов, сварочной проволоки, флюсов и метизов, не имеющих сертификатов или паспортов, разрешается только после проведения в необходимом объеме установленных ГОСТами лабораторных исследований и выявления их качества, марок и соответствия требованиям I части СНиП, действующим стандартам и техническим условиям и требованиям проекта. Электроды и флюсы перед употреблением должны просушиваться до нормальной влажности в соответствии с техническими условиями на эти материалы и указаниями заводов-поставщиков, а сварочная проволока должна очищаться от ржавчины, жиров и других загрязнений.
1.12. Материалы для грунтовки и окраски стальных конструкций и их качество (вязкость, срок высыхания, укрывистость) должны соответствовать указаниям проекта, удовлетворять требованиям I части СНиП, действующих стандартов и технических условий и удостоверяться сертификатами заводов-поставщиков.
Примечание. При отсутствии в проекте указаний выбор покрасочных материалов производится заводом и монтажной организацией по согласованию с заказчиком.
1.13. При изготовлении, монтаже и приемке стальных конструкций кроме общих правил настоящей главы следует руководствоваться соответствующими дополнительными правилами для отдельных видов сооружений, изложенными в последующих разделах настоящей главы.
1.14*. Возможность и конструкция крепления деталей для электротехнических устройств, технологических трубопроводов, систем сигнализации и автоматики к металлическим конструкциям должны быть согласованы с организацией, разработавшей чертежи КМ.
2. ИЗГОТОВЛЕНИЕ СТАЛЬНЫХ КОНСТРУКЦИЙ ХРАНЕНИЕ СТАЛИ
2.1. Вся сталь, предназначенная для изготовления конструкций, должна быть проверена в соответствии с требованиями действующих ГОСТов, рассортирована, сложена по профилям, маркам и плавкам, замаркирована и перед подачей в производство выправлена.
2.2*. Сталь при свободном хранении должна быть уложена в устойчивые штабеля высотой не более 1,5 м на плоские подкладки; соприкосновение с грунтом или полом не допускается.
Расстояния между подкладками должны назначаться из условий, исключающих появление остаточных прогибов стали. По высоте штабеля должны укладываться плоские прокладки на одной вертикали с подкладками. Между штабелями должны быть оставлены проходы, а также промежутки для выполнения такелажных работ. При открытом хранении стали следует придавать уклон, обеспечивающий сток воды.
При строповке и транспортировании стали со склада должны применяться специальные приспособления (захваты, магниты, траверсы и т.д.), исключающие возможность образования остаточных деформаций детали и обмятия ее поверхности.
Сварочные материалы (флюс, электроды) должны храниться отдельно по маркам и партиям в теплом сухом помещении. Флюс следует хранить на складе и у рабочего места в закрытой таре (отдельно от других сыпучих материалов).
РАЗМЕТКА, ПРАВКА И ГИБКА
2.3*. Разметку следует производить с помощью рулеток, соответствующих точности 2-го класса по ГОСТ 7502-61, методами, обеспечивающими высокую точность работ и наиболее экономное расходование стали.
Припуски на усадку от сварки указываются в чертежах КМД или в технологических документах (технические указания, инструкции, технологические карты и т.п.).
2.4. Правка стали в холодном состоянии должна производиться на вальцах и прессах и лишь в отдельных случаях (при правке мелких деталей) допускается на плите через гладилку. Поверхность стали после правки не должна иметь вмятин, забоин и других повреждений.
2.5. Радиус кривизны деталей в расчетных элементах при правке и гибке в холодном состоянии не должен быть меньше величин, приведенных в табл. 1. При меньших радиусах кривизны правка и гибка должны производиться в соответствии с п. 2.6.
Таблица 1
Допускаемые минимальные значения радиуса кривизны ρ и максимальные значения стрелы прогиба f при гибке и правке углеродистой и низколегированной стали в холодном состоянии (для расчетных элементов)
|
Вид проката |
Эскиз |
Относительно оси |
При гибке |
При правке |
||
|
ρ |
f |
ρ |
f |
|||
|
Листовая сталь, универсальная сталь, полосовая сталь |
|
x-x |
256 |
l2 200б |
50б |
l2 400б |
|
Универсальная сталь и полосовая сталь (саблевидность) |
у-у |
- |
- |
- |
l2 800в |
|
|
Уголок |
|
х-х |
45в |
l2 360в |
90в |
l2 720в |
|
Швеллер |
|
x-x |
25h |
l2 200h |
50h |
l2 400h |
|
у-у |
45в |
l2 360в |
90в |
l2 720в |
||
|
Двутавр |
|
x-x |
25h |
l2 200h |
50h |
l2 400h |
|
у-у |
25в |
l2 200в |
50в |
l2 400в |
||
|
Труба |
|
- |
30d |
- |
60d |
- |
|
где l - длина погнутой части. Примечания: 1. Правку универсальной и полосовой стали нагревом выпуклой кромки пламенем газовой горелки разрешается производить при стреле саблевидности, вдвое большей указанной в табл. 1. 2. Минимальный радиус кривизны листовых деталей, воспринимающих статическую нагрузку, может быть принят равным 12,5б (б - толщина листа). 3. Формулы для определения стрелы прогиба f при правке и гибке стали действительны при длине хорды, не превышающей 1,5ρ. |
||||||





Допускаемые отклонения при гибке и правке не должны превышать величин, приведенных в табл. 9.
2.6. Обработка деталей из углеродистой и низколегированной стали давлением (гибка, высадка, правка, ковка и др.) в горячем состоянии должна производиться после нагрева до температуры 900-1100°С (от вишневого до оранжевого цвета каления) и прекращаться при температуре не ниже 700°С (красный цвет каления). Скорость охлаждения деталей после окончания обработки должна исключать закалку, коробление, трещины и надрывы.
2.7. Ударные воздействия на углеродистую и низколегированную сталь, а также резка ее на ножницах и продавливание в ней отверстий при температуре ниже минус 25°С запрещается. Также запрещается правка стали путем наплавки валиков дуговой сваркой.
2.8. Внутренние радиусы закругления листовых деталей из углеродистой стали при гибке их на кромкогибочных прессах должны быть не менее 1,2б (б - толщина листа) для конструкций, воспринимающих статическую нагрузку, и 2,5б для конструкций, воспринимающих динамическую нагрузку.
Для листовых деталей из низколегированной стали минимальные значения внутренних радиусов закругления должны приниматься на 50% больше, чем для углеродистой, при этом надлежит производить предварительную строжку кромок, пересекающих линии сгиба.
РЕЗКА И ОБРАБОТКА КРОМОК ДЕТАЛЕЙ
2.9*. Резка деталей должна производиться на ножницах, пилах трения, зубчатых пилах, а также при помощи автоматов и полуавтоматов для кислородной резки и другими способами огневой резки.
При невозможности применения механизированных способов кислородной резки, как исключение, разрешается применять ручную кислородную или воздушно-дуговую и кислородно-дуговую резку.
В отдельных случаях, оговоренных в чертежах КМ и КМД, при раскрое проката на заготавливаемые детали переносятся номера плавок.
2.10*. Кромки деталей после кислородной или дуговой (воздушной и кислородной) резки должны быть очищены от грата, шлака, брызг и наплывов металла и не иметь неровностей и шероховатостей, превышающих 1 мм.
Не подлежащие сварке (свободные) или не полностью проплавляемые при сварке кромки всех деталей из низколегированной стали после ручной кислородной и дуговой (воздушной и кислородной) резки должны быть подвергнуты механической обработке (строжке, фрезерованию, обработке наждачным кругом и т.п.).
Продольные кромки, а также кромки косых концевых резов деталей из низколегированной стали, не подлежащие сварке или не полностью проплавляемые при сварке, в элементах, работающих на растяжение, а также в деталях, расположенных вдоль усилия в растянутой зоне изгибаемых элементов, после машинной кислородной резки с высотой неровностей реза более 0,3 мм, а также после резки на ножницах, должны быть подвергнуты механической обработке. Отдельные места с высотой неровностей реза более 0.3 мм, а также выхваты в количестве не более одного на 1 м длины реза допускается выводить плавной зачисткой с соблюдением в деталях допускаемых отклонений от проектных линейных размеров, приведенных в табл. 8.
Механическая обработка кромок производится на глубину, обеспечивающую удаление дефектов поверхности, а также металла с измененной структурой, но не менее 2 мм; поверхность кромок не должна иметь надрывов и трещин.
2.11. Кромки деталей после резки на ножницах не должны иметь заусениц и завалов, превышающих 1 мм, а также трещин.
Резка деталей со входящим углом должна выполняться с обязательным сверлением в вершине угла отверстия диаметром не менее 25 мм.
2.12. Строжка и фрезерование кромок деталей помимо случаев, указанных в п. 2.10, обязательны только в случаях, предусмотренных проектом или в дополнительных правилах настоящей главы.
2.13. Допускаемые отклонения от заданных проектом действительных размеров деталей, отправляемых на монтаж, не должны превышать величин, приведенных в табл. 8.
СБОРКА
2.14. Сборка стальных конструкций должна производиться в сборочных кондукторах или на стеллажах в условиях, обеспечивающих высокое качество сборки и безопасное производство работ.
При сборке не должно допускаться искажение формы собираемых деталей и конструкций, не предусмотренное технологическим процессом.
Сборка конструкций может производиться только из тщательно выправленных деталей, укрупненных элементов и ветвей (см. табл. 9), очищенных от заусениц, грязи, масла, ржавчины, влаги, льда и пр.
2.15. Соединение деталей при сборке стальных конструкций должно производиться:
сварных конструкций - посредством прихваток или при помощи стяжных приспособлений либо путем зажатия в кондукторах;
клепаных конструкций и конструкций с болтовыми соединениями - при помощи болтов;
клепаных конструкций при сборке из деталей, не имеющих отверстий частично, или полностью, - зажатием в кондукторах.
2.16. Прихватки, накладываемые для соединения собираемых деталей, должны размещаться в местах расположения сварных швов. Размеры прихваток должны быть минимально необходимыми и обеспечивать расплавление их при наложении швов проектного сечения.
Примечание. Разрешается наложение прихваток вне мест расположения швов для временного скрепления деталей в процессе их обработки (пакетного сверления, гибки и т. д.). Эти прихватки после выполнения своего назначения должны быть удалены, а места их размещения зачищены.
2.17. Сборочные прихватки конструкций должны выполняться сварочными материалами тех же марок, какие используются при сварке конструкций.
Требования к качеству прихваток устанавливаются такие же, как и к сварным швам.
Прихватки должны выполняться рабочими, имеющими право на производство сварочных работ и соответствующие удостоверения.
2.18. Стяжные приспособления для сборки конструкций на монтаже, предусмотренные технологическим процессом сборки и сварки, должны входить в комплект конструкций, изготовляемых заводом, в количествах, определяемых монтажной организацией.
2.13. Детали для строповки и сборки стальных конструкций на монтаже, а также для крепления подмостей и фиксации сварных монтажных соединений должны при изготовлении устанавливаться в местах, указанных в чертежах КМД (п. 1.2).
2.20. Допускаемые отклонения формы и размеров кромок и зазоров при сборке сварных соединений не должны превышать величин, приведенных в действующих стандартах на швы сварных соединений.
2.21. Пакеты из деталей, собранные под клепку, должны быть плотно стянуты, для чего сборочные болты должны ставиться в каждом третьем отверстии, но не реже чем через 500 мм. Сверх указанного количества болтов для предупреждения сдвига деталей должны быть поставлены точеные сборочные пробки в количестве около 30% от количества установленных сборочных болтов, но не менее 2 шт.
Диаметр сборочной пробки должен быть на 0,3 мм менее диаметра отверстия, а длина цилиндрической части - больше толщины пакета. Плотность стяжки пакета при сборке проверяется щупом толщиной.0,3 мм, который не должен проходить вглубь между собранными деталями более чем на 20 мм, и осту киванием болтов контрольным молотком; болты при этом не должны дрожать или перемещаться.
Зазор между деталями в соединениях, для которых проектом предусмотрена плотная подгонка для передачи усилий, не должен превышать 0,3 мм и проверяется щупом.
2.22. Ветви клепаных пакетов в местах стыков не должны отличаться друг от друга по толщине более чем на 2 мм.
Обушки парных уголков, лежащих в одной плоскости, не должны быть смещены один относительно другого более чем на 0,5 мм в пределах узлов и прикреплений и более чем на 1 мм на других участках. В случае если к уголкам присоединяются планки или лист, указанное смещение не должно превышать 0,5 мм по всей длине уголков.
2.23. Общая, сборка конструкций, когда она предусмотрена, должна производиться путем последовательной сборки всей конструкции или отдельных ее частей, при этом должна быть обеспечена возможность подгонки всех соединений, включая рассверливание монтажных отверстий. При общей сборке кожухов листовых конструкций одновременно должно быть собрано не менее трех царг при высоте царги до 2,5 м и не менее двух царг при высоте царги более 2,5 м. После общей сборки, в процессе которой производились подгонка элементов и рассверливание монтажных отверстий, на всех отправочных элементах должна быть проставлена индивидуальная маркировка.
Примечание. Общая сборка производится для обеспечения правильности общих размеров конструкций, подгонки элементов конструкций друг к другу, рассверливания монтажных отверстий, подготовки кромок под сварку и др.
2.24. Стальные конструкции, сложные по условиям монтажа, при наличии соответствующих указаний в проекте или требований монтирующей организации, а также каждый первый и в последующем каждый десятый экземпляр однотипных конструкций, изготовленных по кондукторам, должны проходить контрольную сборку, в процессе которой производятся приемка размеров конструкций, монтажных сопряжений отдельных отправочных элементов, контроль качества совпадения монтажных отверстий, проверка расположения монтажных отверстий, проверка расположения монтажных приспособлений и т.д. В объем контрольной сборки первой и каждой десятой конструкции должны входить все элементы и детали, изготовленные с применением всего комплекта кондукторов. В этом случае количество поставленных болтов и пробок допускается не более 33% числа отверстий в группе, в том числе пробок не более 3 шт.
Примечания:
1. Контрольная сборка производится для проверки правильности изготовления элементов конструкций (в части размеров конструкций, их монтажных сопряжений, подготовки кромок под сварку, совпадения монтажных отверстий и др.), а также для проверки правильности изготовленных кондукторов, отсутствия- изменений в кондукторах после их эксплуатации.
2. Контрольная сборка отдельных особо ответственных конструкций, изготовленных по кондукторам, производится чаще, чем для каждого десятого экземпляра, если это предусмотрено в дополнительных правилах для отдельных видов сооружений (п. 1.13) или в проекте.
2.25.* Кожухи листовых конструкций цилиндрического очертания и днища их (вертикальных резервуаров, мокрых газгольдеров, скрубберов, электрофильтров и пр.) следует, как правило, изготовлять способом рулонирования, при этом длина и вес рулона должны быть установлены заводом совместно с монтажной организацией.
2.26*. При кантовке деталей и собранных элементов, а также при их транспортировании должны быть приняты меры, обеспечивающие сохранение при сборке заданной геометрической формы и исключающие возникновение местной остаточной деформации элементов и их обмятие.
СВАРКА
2.27*. Сварка стальных конструкций должна выполняться преимущественно высокопроизводительными способами: автоматической и полуавтоматической под флюсом, в среде защитных газов, трубчатой проволокой с порошковым сердечником (порошковой проволокой), электроконтактной и электрошлаковой сваркой, скоростными методами ручной сварки и др.
Способ сварки определяется характером конструкций и, как правило, указывается в чертежах КМ, причем завод-изготовитель может применять более совершенные, чем указано в проекте, методы сварки.
При изготовлении листовых конструкций способом рулонирования должна применяться автоматическая или полуавтоматическая сварка.
2.28*. Сварка стальных конструкций должна производиться по заранее разработанному технологическому процессу, устанавливающему последовательность сборочно-сварочных работ, способы сварки, порядок наложения швов и режимы сварки, диаметры и марки электродов и электродной проволоки, требования к другим сварочным материалам. Соблюдение установленного технологического процесса сварки должно систематически контролироваться.
Технологический процесс сварки должен обеспечивать хорошее качество сварки, требуемые геометрические размеры швов и механические свойства сварных соединений, а также минимальные усадочные напряжения и деформации свариваемых деталей.
Режим сварки низколегированных сталей и минимальные размеры сварных швов должны обеспечивать следующие показатели пластичности и вязкости металла шва и около-шовной зоны: твердость по алмазной пирамиде не выше 300 единиц и ударную вязкость при температуре минус 40°С не ниже 3 кгс·м/см2.
Примечания:
1. Сварку простых решетчатых конструкций, номенклатура которых определяется дополнительными правилами для отдельных видов сооружений (п. 1.13), разрешается производить по общим технологическим указаниям без специально разработанной технологической документации.
2. При автоматической сварке под флюсом коробчатых и Н-образных элементов из низколегированной стали для свариваемых наклонным электродом продольных соединительных угловых швов с размерами катетов 5-7 мм допускается твердость металла шва и околошовной зоны до 400 единиц по алмазной пирамиде.
2.29. Сварочные работы должны осуществляться под руководством лица, имеющего специальную техническую подготовку.
Сварка стальных конструкций должна производиться электросварщиками, прошедшими испытания и имеющими удостоверения, устанавливающие их квалификацию и характер работ, к которым они допущены.
Испытания сварщиков производятся в соответствии с действующими правилами испытания электросварщиков для допуска их к сварке стальных строительных конструкций.
Сварка стальных конструкций при помощи автоматов и полуавтоматов должна производиться сварщиками, прошедшими обучение по управлению указанной аппаратурой, сдавшими установленные испытания и получившими соответствующие удостоверения.
2.30. При ручной и полуавтоматической дуговой сварке зажигать дугу на основном металле вне границ шва и выводить кратер на основной металл запрещается.
2.31*. Сварщик обязан проставлять присвоенный ему номер или знак рядом с выполненным им швом. Способ маркировки швов (краской, клеймением и т.д.), а также расстояние от шва до места клеймения устанавливаются в зависимости от вида сооружения, типа исполнения и класса стали.
2.32. Проплавляемые поверхности и прилегающие к ним зоны металла шириной не менее 20 мм, а также места примыкания выводных планок перед сборкой должны быть очищены от краски, ржавчины, окалины, масла, влаги, снега, льда, грязи и пр. Очистка должна производиться до чистого металла. При необходимости непосредственно перед сваркой производятся дополнительная очистка мест сварки и удаление конденсационной влаги; при этом продукты очистки не должны оставаться в зазорах между собранными деталями.
2.33. Сварка стальных конструкций или их отдельных узлов должна производиться только после проверки правильности их сборки.
2.34. Положение свариваемых конструкций должно обеспечивать наиболее удобные и безопасные условия для работы сварщика и получение надлежащего качества швов. В необходимых случаях должны применяться специальные приспособления - позиционеры, кантователи и др.
2.35. Наложение шва поверх прихваток допускается только после зачистки последних от шлака, а мест сварки - от брызг. При этом неудовлетворительно выполненные прихватки должны быть удалены и при необходимости выполнены вновь.
2.36*. Каждый слой шва при многослойной сварке сразу после наложения должен быть очищен от шлака и брызг металла. Участки слоев шва с порами, раковинами и трещинами должны быть вырублены.
Перед наложением шва с обратной стороны для угловых соединений со сплошным проплавлением и для стыковых соединений (при ручной подварке и при двусторонней ручной или полуавтоматической сварке) корень шва должен быть вырублен или выплавлен с помощью специального резака и очищен. При двусторонней автоматической сварке корень ранее наложенного шва должен быть очищен от грата и протеков.
В процессе выполнения автоматической и полуавтоматической сварки при случайном перерыве в работе сварку разрешается возобновлять после очистки концевого участка шва длиной 50 мм и кратера от шлака; этот участок и кратер следует полностью перекрыть швом.
2.37. Рабочее место сварщика, а также свариваемая поверхность конструкции должны быть ограждены от дождя, снега и сильного ветра.
2.38. Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления, если это предусматривается чертежами КМ, должны, как правило, выполняться подбором режимов сварки и соответствующим расположением свариваемых деталей. В случае необходимости производится обработка швов любым способом, не оставляющим на их поверхности зарубок, надрезов и других дефектов.
2.39. Начало и конец стыкового шва, а также накладываемого автоматом углового шва должны выводиться за пределы свариваемых деталей на выводные планки, удаляемые после окончания сварки. Места, где были установлены выводные планки, следует тщательно зачищать. Удаление выводных планок производится кислородной резкой.
2.40. Допускаемые отклонения в размерах сечений сварных швов от проектных не должны превышать величин, указанных в соответствующих стандартах на швы сварных соединений.
2.41. Ручную и полуавтоматическую сварку стальных конструкций при температурах, ниже указанных в табл. 2, следует производить с подогревом стали в зоне выполнения сварки до 100-150°С на ширину 100 мм с каждой стороны соединения.
Таблица 2
Минимально допустимая начальная температура стали при ручной и полуавтоматической дуговой сварке без предварительного подогрева в °С
|
Толщина стали в мм |
Углеродистая сталь |
Низколегированная сталь |
||
|
Швы конструкций |
||||
|
решетчатых |
листовых объемных и сплошно-стенчатых |
решетчатых |
листовых объемных и сплошно-стенчатых |
|
|
До 16 (включительно) |
-30 |
-30 |
-20 |
-20 |
|
Свыше 16 до 30 |
-30 |
-20 |
-10 |
0 |
|
Свыше 30 до 40 |
-10 |
-10 |
0 |
+5 |
|
Свыше 40 |
0 |
0 |
+5 |
+10 |
Сварка углеродистой стали при отрицательных температурах (без подогрева) должна производиться электродами с покрытием рутиловым или основного типа: при толщине стали до 20 мм - ее свойствами не ниже типа Э42, при толщине стали более 20 мм - электродами со свойствами не ниже типа Э42А. Кроме того, сварка листовых объемных конструкций из стали толщиной более 20 мм должна производиться каскадом или горкой, двусторонней сваркой секциями или другими равноценными методами.
2.42. Автоматическую сварку конструкций из углеродистой и низколегированной стали при отрицательных температурах разрешается производить по технологическому процессу, установленному для сварки при положительных температурах:
а) всех швов металла толщиной до 30 мм - при температуре стали до минус 30°С;
б) всех швов металла толщиной свыше 30 мм - при температуре стали до минус 20°С.
При более низких температурах стали автоматическая сварка может производиться только по специально разработанному технологическому процессу, предусматривающему увеличенные тепловложения и снижение скорости охлаждения.
2.43. Электрошлаковая сварка конструкций из углеродистой и низколегированной стали может производиться без ограничения температуры окружающего воздуха.
2.44. Качество сварных швов, выполненных заводом для крепления сборочных и монтажных приспособлений, деталей для крепления подмостей и т.п., должно быть не ниже качества основных швов конструкций.
2.45*. По окончании сварки конструкций сварные швы должны быть очищены, вспомогательные сборочные приспособления удалены без повреждения основного металла, а места их приварки зачищены до основного металла с удалением всех дефектов. Конструкции должны быть очищены от шлака, брызг и натеков металла.
2.46. Контроль качества сварных швов в зависимости от типа конструкций осуществляется способами, указанными в табл. 3.
2.47*. Проверку качества сварных швов физическими методами без разрушения контролируемых соединений следует производить в соответствии с «Инструкцией по методам контроля, применяемым при проверке качества сварных соединений стальных строительных конструкций и трубопроводов» (СН 375-67).
Таблица 3*
Методы контроля сварных швов стальных конструкций
|
№ 1 п.п. |
Метод контроля |
Тип конструкции |
|
1 |
Наружный осмотр и измерение всех швов |
Все типы конструкций |
|
2 |
Выборочный контроль швов ультразвуковой дефектоскопией или гамма-просвечиванием, либо засверливанием |
Все типы конструкций, за исключением тех, которые указаны в поз. 5 этой таблицы |
|
3 |
Испытание всех швов на плотность (одним из следующих методов): а) керосином б) керосино-вакуумным методом в) вакуумом г) химическим методом (действие аммиака на азотнокислую ртуть и др.) |
Резервуары, баки, цистерны, турбинные и деривационные трубопроводы и другие листовые конструкции при толщине металла до 16 мм включительно, швы которых должны быть герметичными |
|
4 |
Испытание на плотность и прочность пневматическим, гидравлическим или газовым давлением |
Резервуары, цистерны и другие сосуды. Испытательная среда и давление принимаются в соответствии с указаниями дополнительных правил (см. п. 1.13), специальных технических условий или проекта, в которых также должны быть приведены необходимые технические решения безопасного ведения работ |
|
5 |
Контроль ультразвуковой дефектоскопией, рентгено- или гамма - просвечиванием, магнитографическими, магнитными способами и другими физическими . методами |
Типы конструкций, нормы и методы контроля швов предусматриваются дополнительными правилами для отдельных видов сооружений (п. 1.13), специальными техническими условиями или проектом |
|
6 |
Испытание пробных или контрольных образцов |
То же |
|
7 |
Осмотр макрошлифов на торцах стыковых швов |
То же |
|
Примечание. Контроль размеров сварного шва и выявленных дефектов производится измерительным инструментом, имеющим точность измерения ±0,1 мм, или специальными шаблонами. Допускается применение лупы для наружного осмотра. |
||
2.48. По внешнему виду сварные швы должны удовлетворять следующим требованиям:
а) иметь гладкую или мелкочешуйчатую поверхность (без наплывов, прожогов, сужений и перерывов) и плавный переход к основному металлу;
б) наплавленный металл должен быть плотным по всей длине шва, не иметь трещин, скоплений и цепочек поверхностных пор (отдельно расположенные поверхностные поры допускаются);
в) подрезы основного металла допускаются глубиной не более 0,5 мм при толщине стали до 10 мм и не более 1 мм при толщине стали свыше 10 мм;
г) все кратеры должны быть заварены.
2.49.* Выборочный контроль швов (поз. 2 табл. 3) производится в местах швов с признаками дефектов, а также в других сомнительных местах.
Если в результате выборочного контроля будут обнаружены дефекты в шве, превышающие указанные в п. 2.51, необходимо по предполагаемым границам сомнительного участка сварного шва произвести два дополнительных контроля. Если при этом будет установлено удовлетворительное качество шва, участок шва между местами выборочного контроля подлежит удалению с последующей заваркой.
Если дополнительным контролем будет установлено неудовлетворительное качество шва, контроль продолжают до выявления фактических границ дефектного участка, после чего весь шов на этом участке удаляют, вновь заваривают и проверяют повторно.
2.50. Проверка керосином плотности сварных швов производится:
а) швов стыковых соединений - путем обильного смачивания шва керосином;
б) соединений внахлестку - путем введения керосина в нахлестку (между швами).
Со стороны, противоположной смачиванию керосином, поверхность шва окрашивается водной суспензией мела или каолина. Смачивание керосином должно производиться пульверизатором не менее двух раз с перерывами 10 мин.
На поверхности, окрашенной меловым раствором, в течение не менее 4 ч после смачивания не должно появляться пятен, а при температуре ниже 0°С - в течение 8 ч.
2.51.* Допускаются следующие дефекты шва, которые обнаруживаются физическими методами контроля;
а) непровары по сечению швов в соединениях, доступных сварке с двух сторон, глубиной до 5% толщины металла, но не больше 2 мм при длине непровара не более 50 мм и общей длине участков непровара не более 200 мм на 1 м шва;
б) непровары в корне шва в соединениях без подкладок, доступных сварке только с одной стороны, глубиной до 15% толщины металла, если она не превышает 20 мм, и не свыше 3 мм при толщине более 20 мм;
в) отдельные шлаковые включения или поры либо скопления их (по группе А и В ГОСТ 7512-55) размером по глубине шва не более 10% толщины свариваемого металла при толщине до 20 мм и не более 3 мм при толщине свариваемого металла свыше 20 мм;
г) шлаковые включения или поры, расположенные цепочкой вдоль шва (по группе Б ГОСТ 7512-55), при суммарной их длине, не превышающей 200 мм на 1 м шва;
д) скопления газовых пор и шлаковых включений (по группе В ГОСТ 7512-55) в отдельных участках шва не более 5 шт. на 1 см2 площади шва;
е) суммарная величина непровара, шлаковых включений и пор, расположенных отдельно или цепочкой (по группе А и Б ГОСТ 7512-55), не превышающая в рассматриваемом сечении при двусторонней сварке 10% толщины свариваемого металла, но не более 2 мм, и при односторонней сварке без подкладок - 15%, но не свыше 3 мм.
Примечание. Шлаковые включения или поры, образующие сплошную линию вдоль шва, не допускаются.
2.52. Если при физических методах контроля будут обнаружены недопустимые дефекты, то необходимо производить дополнительный контроль дефектных соединений на протяжении, равном длине проверенного участка этого соединения, преимущественно в местах, расположенных вблизи дефектного участка.
Если при дополнительном контроле будут также обнаружены недопустимые дефекты, то контролю подвергаются весь шов и сомнительные участки других швов.
Выявленные дефектные участки сварных швов должны быть исправлены согласно п. 2.55 и вновь проверены.
2.53.* Трещины всех видов, направлений и размеров являются недопустимым дефектом швов. Участок шва с трещиной должен быть засверлен по границам трещины, после чего удален (вырубкой или выплавкой с помощью специального резака), вновь заварен и повторно проверен установленным методом контроля для данного вида конструкций.
2.54.* Контрольные или пробные пластины должны быть взяты из того же металла, из которого изготовлено изделие. Для указанной цели рекомендуется использовать выводные планки. Контрольные или пробные пластины прихватываются к изделию таким образом, чтобы шов контрольных пластин выполнялся в том же пространственном положении, что и шов свариваемого изделия, и являлся продолжением этого шва. Эти швы свариваются тем же сварщиком с применением тех же режимов, электродов и оборудования, что и при сварке изделия.
Размеры заготовок (пластин), а также форма и размеры образцов и способ вырезки образцов из заготовок должны соответствовать ГОСТ 6996-66. При этом должны быть проведены следующие виды испытания:
а) сварного соединения на растяжение - 2 образца;
б) металла шва на ударный изгиб - 3 образца;
в) сварного соединения на изгиб (загиб) - 2 образца;
г) металла шва и околошовной зоны в сварных соединениях из низколегированной стали - на твердость по алмазной пирамиде не менее чем в трех точках на одном образце.
При неудовлетворительных результатах испытаний соответствующий шов должен быть вырублен, а квалификация сварщика и качество сварочных материалов дополнительно проверены. Нормы отбора контрольных образцов устанавливаются дополнительными правилами или инструкциями.
2.55.* Дефекты в сварных швах должны устраняться следующими способами: перерывы швов и кратеры завариваются; швы с трещинами, а также непроварами и другими дефектами, превышающими допускаемые, удаляются на длину дефектного места плюс по 10 мм с каждой стороны и завариваются вновь; подрезы основного металла, превышающие допускаемые, зачищаются и завариваются с последующей зачисткой, обеспечивающей плавный переход от наплавленного металла к основному.
Исправление неплотных сварных швов путем зачеканки запрещается. Исправленные дефектные швы или части их должны быть вновь освидетельствованы. Исправление одного и того же дефектного места сварки разрешается производить не более двух раз.
2.56. Конструкции, получившие при сварке остаточные деформации, превышающие величины, приведенные в табл. 9, должны быть исправлены. Правка может производиться путем механического или термического воздействия, при этом должны быть учтены указания настоящих правил.
ОБРАЗОВАНИЕ ОТВЕРСТИЙ ДЛЯ ЗАКЛЕПОЧНЫХ И БОЛТОВЫХ СОЕДИНЕНИЙ
2.57. Отверстия под заклепки и болты должны быть образованы продавливанием или сверлением на проектный диаметр или на меньший диаметр с последующей рассверловкой в соответствии с указаниями в рабочих чертежах конструкций (КМ).
Образование всех монтажных отверстий на проектный диаметр производится предприятием, изготовляющим стальные конструкции, за исключением оговоренных проектом или в требованиях монтирующей организации согласно п. 1.2.
Таблица 4*
Номинальные диаметры отверстий для заклепок и болтов нормальной точности, включая высокопрочные, в мм
|
Номинальный диаметр стержня болта нормальной точности |
- |
12 |
14* |
16 |
18* |
20 |
22* |
24 |
- |
27* |
- |
30 |
36 |
|
Номинальный диаметр стержня заклепки |
12 |
14* |
16 |
18* |
20 |
22 |
24 |
- |
27* |
- |
30 |
- |
- |
|
Номинальный диаметр отверстия |
13 |
15 |
17 |
19 |
21 |
23 |
25 |
27* |
28 |
30 |
31 |
33 |
39 |
|
* Болты диаметром 14, 18, 22 и 27 мм, заклепки диаметром 14, 18 и 27 мм и отверстия диаметром 27 мм не рекомендуются для широкого применения. Примечание. Диаметр продавленных отверстий со стороны матрицы не должен превышать номинального диаметра отверстий более чем на 1,5 мм. |
|||||||||||||
2.58.* Номинальные диаметры отверстий для заклепок и болтов нормальной точности, включая и высокопрочные, принимаются по табл. 4.
Номинальные диаметры отверстий для болтов повышенной точности принимаются равными номинальным диаметрам стержней болтов.
2.59. Допускаемые отклонения величины диаметра отверстий для болтов повышенной точности не должны превышать приведенных в табл. 5.
Таблица 5
Предельно допускаемые отклонения в размерах диаметров болтов повышенной точности и отверстий под них в мм
|
Номинальный диаметр отверстий и болтов в мм |
Отверстия |
Болты |
||
|
предельные отклонения |
||||
|
верхнее |
нижнее |
верхнее |
нижнее |
|
|
Свыше 10 до 18 (включительно) |
+0,2 |
0 |
0 |
-0,2 |
|
Свыше 18 до 50 |
+0,3 |
0 |
0 |
-0,3 |
2.60. Образование монтажных отверстий в элементах на проектный диаметр следует производить одним из следующих способов:
а) сверлением по плоским или объемлющим кондукторам с впрессованными втулками;
б) рассверливанием отверстий при общей сборке всей или части конструкции;
в) групповым продавливанием отверстий на проектный диаметр.
При этом сверление или рассверливание монтажных отверстий должно производиться после полной выклепки или сварки элементов.
Рассверливание отверстий при общей сборке следует производить после окончания сборки и проверки всех размеров, включая строительный подъем.
2.61. Отклонения в размерах отверстий для заклепок и болтов нормальной точности, включая высокопрочные, не должны превышать величин, указанных в табл. 6.
Отверстия, не удовлетворяющие требованиям табл. 6, должны быть исправлены в соответствии с указаниями, приведенными в п. 2.62.
2.62. Заводские отверстия для заклепок и болтов нормальной точности, включая высокопрочные, образованные в деталях на проектный диаметр, должны удовлетворять в собранной конструкции следующим требованиям.
Калибр диаметром на 1,5 мм меньше номинального диаметра отверстия до прочистки отверстий должен пройти не менее чем в 75% отверстий каждой группы, в противном случае конструкция должна быть разобрана и собрана вновь с последующей проверкой всех отверстий калибром, как это указано выше.
Если и при повторной сборке количество отверстий, в которые пройдет калибр, будет менее 75% числа отверстий в группе, может быть произведено рассверливание забракованных отверстий на следующий больший диаметр с разрешения главного инженера или конструкторского отдела предприятия, изготовляющего стальные конструкции.
Количество отверстий в группе, которое разрешается рассверливать на больший диаметр, не ограничивается, если величины шагов заклепок, расстояний между рядами их, величины обрезов вдоль и поперек усилия после рассверливания будут соответствовать нормам проектирования для большего диаметра заклепок. В противном случае допускается рассверливание не более 25% от общего количества отверстий в группе и не более 50% отверстий в одном поперечном сечении элемента; при большем количестве дефектных отверстий рассверливание на больший диаметр должно "быть согласовано с организацией, разработавшей чертежи КМ.
Примечание. К, одной группе относятся отверстия:
1) для крепления элемента конструкции в пределах узла (в фасонке - для крепления ее к поясу, в раскосе - для крепления его к фасонке и пр.);
2) для связующих заклепок - на участке между крайними отверстиями стыков и узлов (отверстия связующих заклепок составного элемента фермы между узлами и пр.);
3) для заклепок в стыках: в универсальных стыках - на длине полунакладки, в ступенчатых стыках - на участке между отдельными стыками;
4) для поясных заклепок в изгибаемых элементах - на каждом участке длиной 1 м.
2.63. Контроль качества и взаимного расположения монтажных отверстий, просверленных в элементах конструкций по кондукторам или выполненных на проектный диаметр в отдельных сборочных деталях, производится одним из приведенных ниже способов:
а) проверка калибром всех монтажных отверстий после контрольной сборки первой и каждой десятой однотипной конструкции. При этом калибр диаметром на 1 мм меньше проектного диаметра отверстия должен пройти не менее чем в 85% количества отверстий каждой группы.
В случае если калибр проходит менее чем в 85% отверстий каждой группы, а также в случае несоблюдения требований табл. 6 производится повторная контрольная сборка из других элементов данной конструкции. Если при повторной контрольной сборке качество отверстий не будет удовлетворять поставленным выше требованиям, кондукторы, по которым обрабатывались эти монтажные отверстия, подлежат исправлению, а все конструкции, изготовленные с применением этих кондукторов, подвергаются общей сборке для исправления дефектных отверстий. Исправление дефектных отверстий должно производиться в соответствии с п. 2.62.
Конструкции, в которых монтажные отверстия исправлены указанным выше способом, должны иметь индивидуальную маркировку отправочных элементов;
б) проверка сборочными кондукторами, приспособлениями (фиксаторами) или специальными контрольными шаблонами, позволяющими контролировать взаимное положение отверстий одновременно в нескольких монтажных узлах.
2.64. Отверстия, рассверленные при общей сборке до проектного диаметра, должны удовлетворять требованиям табл. 6. Приемка рассверленных отверстий производится на стеллажах до разборки собранной конструкции.
2.65.* Заусенцы на краях отверстий должны быть удалены без снятия фасок. В местах прилегания головок заклепок к склепываемому пакету отверстия должны быть раззенкованы на 1,5 мм по глубине и диаметру.
КЛЕПКА
2.86. Клепка стальных конструкций должна производиться при помощи клепальных машин и пневматических клепальных молотков.
2.67. Нагрев заклепок из углеродистой стали должен производиться: при машинной клепке до температуры 650-700°С (красный цвет каления), при клепке пневматическим молотком-до температуры 1000-1100°С (оранжевый цвет каления), нагрев заклепок из низколегированной стали производится также до температуры 1000-1100° С.
Таблица 6
Допускаемые отклонения в отверстиях под заклепки и болты нормальной точности, включая высокопрочные
|
Наименование отклонения |
Диаметр отверстий в мм |
Величина допускаемых отклонений в мм |
Допускаемое количество отклонений в каждой группе отверстий |
||
|
для углеродистой стали |
для низколегированной стали |
||||
|
Отклонения диаметра отверстий под заклепки и болты |
До 17 |
0; +1 |
Не ограничиваются |
||
|
Более 17 |
0; +1,5 |
||||
|
Овальность (разность между наибольшим и наименьшим диаметрами) |
До 17 |
0; +1 |
То же |
||
|
Более 17 |
0; +1,5 |
||||
|
Завалы размером более 1 мм и трещины в краях отверстий |
- |
- |
Не допускаются |
||
|
Чернота (несовпадение отверстий в отдельных деталях собранного пакета): |
|
|
|
Для заклепок |
Для болтов |
|
до 1 мм |
- |
- |
До 50 % |
До 10 % |
До 50 % |
|
свыше 1 до 1,5 мм |
- |
- |
» 10% |
Не допускается |
» 10 % |
|
Косина (уклон оси) до 3% толщины пакета, но не свыше 2 мм при машинной и 3 мм при ручной пневматической клепке |
- |
- |
Не ограничивается |
До 20 % |
Не ограничивается |
|
Более величины, указанной выше' |
- |
- |
Не допускается |
||
2.68. Непосредственно перед клепкой отверстия должны быть очищены от грязи, ржавчины, масла, льда и пр.
2.68. Сборочные болты и пробки не должны сниматься до выклепки всех свободных отверстий.
2.70. Горячая заклепка должна выдерживаться под давлением клепальной машины после окончания формирования головки в течение 6-20 сек. При клепке пневматическим клепальным молотком процесс клепки должен закапчиваться при темно-красном цвете головки заклепки.
2.71. Стержень заклепки должен после клепки полностью заполнить отверстие; заклепочные головки должны быть правильно сформированы, посажены центрально относительно оси стержня, плотно прилегать к поверхности склепываемой конструкции и иметь размеры, указанные в ГОСТе.
2.72. При толщине склепываемого пакета, равной 3,5 диаметра заклепки и более, рекомендуется применять заклепки с повышенными закладными головками и коническими стержнями, при этом клепка производится с применением нормальных обжимок. Нагрев заклепки со стороны закладной головки должен быть больше, чем со стороны формируемой головки.
Клепка в этих случаях должна производиться клепальной машиной либо двумя пневматическими клепальными молотками с двух сторон, либо с применением ударных поддержек.
2.73.* Качество поставленных заклепок должно контролироваться осмотром, проверкой щупом, шаблоном и шнуром, а также остукиванием в разных направлениях обеих головок заклепки контрольным молотком весом 0,3-0,4 кг.
Поставленные заклепки, имеющие отклонения по качеству, превышающие допустимые (табл. 7), должны быть забракованы и подлежат замене. Контроль плотности заполнения отверстий производится при удалении заклепок, забракованных по поз. 2, 3, 4, 5, 6, 7 и 9 табл. 7.
2.74. Удаление дефектных заклепок должно производиться без повреждения металла конструкций. Удаление заклепок с помощью ручной кувалды и косяка не допускается.
Таблица 7
Дефекты поставленных заклепок
|
№ п.п. |
Наименование дефекта |
Допустимая величина |
|
1 |
Дрожание или перемещение головки под ударами контрольного молотка |
Не допускается |
|
2 |
Неплотное прилегание головки к склепываемому пакету |
Щуп толщиной 0,2 мм не должен проходить вглубь под головку более чем на 3 мм |
|
3 |
Трещиноватость или рябина головки |
Не допускается |
|
4 |
Зарубка головки |
Не более 2 мм |
|
5 |
Смещение головки с оси стержня |
» » 0,1D стержня |
|
6 |
Маломерная и неоформленная головка |
Не более 0,05D стержня по высоте головки и 0,05D в каждую сторону по диаметру головки либо 0,1D на всю головку |
|
7 |
Венчик вокруг головки |
Шириной не более 3 мм, толщиной не менее 1,5 мм и не более 3 мм. Венчик толщиной менее 1,5 мм должен быть срублен |
|
8 |
Зарубка поверхности металла пакета обжимкой |
Не допускается |
|
9 |
Неполное заполнение потайной заклепки по диаметру |
Не более 0,1D стержня |
|
10 |
Избыток или недостаток по высоте потайной заклепки |
Не более 0,5 мм, если не мешает плотности прилегания другого элемента |
ГРУНТОВКА, МАРКИРОВКА, ПРИЕМКА И ОТГРУЗКА
2.75.* Все стальные конструкции должны быть огрунтованы на месте их изготовления. При нанесении грунтовки должны строго соблюдаться следующие условия:
а) перед грунтовкой покрываемые поверхности стальных конструкций должны быть тщательно очищены от ржавчины, окалины, грязи, жирных пятен и других загрязнений, а также от влаги, снега и льда;
б) грунтовка может наноситься только после проверки качества очистки стальных конструкций;
Таблица 8*
Допускаемые отклонения от проектных линейных размеров отправочных элементов в ±мм
|
№ п.п. |
Размеры и технология выполнения операции |
Интервал размеров в м |
Класс точности |
|||||||
|
до 1,5 (включительно) |
свыше 1,5 до 2,5 |
свыше 2,5 до 4,5 |
свыше 4,5 до 9 |
свыше 9 до 15 |
свыше 15 до 21 |
свыше 21 до 27 |
свыше 27 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
|
I. Сборочные детали, отправляемые на монтажА. Длина и ширина детали, отрезанной: |
|
|
|
|
|
|
|
|
|
|
1 |
Кислородом вручную по наметке (включая воздушно- и кислородно-дуговую резку |
2,5 |
3 |
3,5 |
4 |
4,5 |
5 |
- |
- |
6-и +2 мм |
|
2 |
Кислородом полуавтоматом и автоматом по шаблону |
1,5 |
2 |
2,5 |
3 |
3,5 |
4 |
- |
- |
6-и +1 мм |
|
3 |
На ножницах или пилой по наметке |
1,5 |
2 |
2,5 |
3 |
3,5 |
4 |
- |
- |
6-и +1 мм |
|
4 |
То же, по упору |
1 |
1,5 |
2 |
2,5 |
3 |
3,5 |
- |
- |
6-и +0,5 мм |
|
5 |
Обработанной детали на кромкострогальном или фрезерном станке |
0,5 |
1 |
1,5 |
2 |
2,5 |
3 |
- |
- |
6-и |
|
|
Б. Разность длин диагоналей листовых деталей |
|
|
|
|
|
|
|
|
|
|
6 |
Подлежащих сварке встык |
- |
- |
4 |
5 |
6 |
- |
- |
- |
- |
|
7 |
То же, внахлестку |
- |
- |
6 |
8 |
10 |
- |
- |
- |
- |
|
|
В. Расстояния между центрами отверстий, образованных: |
|
|
|
|
|
|
|
|
|
|
8 |
По намектке крайних |
2 |
2 |
2,5 |
3 |
3,5 |
4 |
- |
- |
6-и +1 мм |
|
9 |
То же, смежных |
1,5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
10 |
По шаблону со втулками крайних |
1 |
1 |
1,5 |
2 |
2,5 |
3 |
- |
- |
6-и |
|
11 |
То же, смежных |
0,7 |
- |
- |
- |
- |
- |
- |
- |
- |
|
|
II. Габаритные размеры отправочных элементов конструкций после окончательного изготовления |
|
|
|
|
|
|
|
|
|
|
12 |
Собираемых на стеллажах по разметке на болтах |
3 |
4 |
5 |
7 |
10 |
12 |
14 |
15 |
9-и |
|
13 |
Собираемых в кондукторах и других приспособлениях с укрепленными фиксаторами, а также по копиру с фиксаторами |
2 |
2 |
3 |
5 |
7 |
8 |
9 |
10 |
8-и |
|
14 |
Размеры (длина, ширина) между фрезерованными поверхностями (после окончательного изготовления) |
0,5 |
1 |
1,5 |
2 |
2,5 |
3 |
3,5 |
4 |
6-и |
|
15 |
Ширина полотнища листовых конструкций, изготовленных рулонным способом, свариваемых встык на монтаже |
- |
- |
- |
7 |
10 |
12 |
- |
- |
9-и |
|
16 |
То же, внахлестку |
- |
- |
- |
11 |
16 |
19 |
- |
- |
10-и |
|
17 |
Длина полотнища листовых конструкций, изготовленных рулонным способом, свариваемых встык на монтаже |
- |
- |
- |
- |
- |
- |
+10;-0 |
+20;-0 |
9-и |
|
18 |
То же, внахлестку (независимо от длины) |
- |
- |
- |
- |
- |
- |
- |
+50;-0 |
11-и |
|
|
III. Расстояния между группами монтажных отверстий (в готовых элементах) |
|
|
|
|
|
|
|
|
|
|
19 |
Образованных при обработке в отдельных деталях, установленных на сборке по разметке |
3 |
4 |
5 |
7 |
10 |
12 |
14 |
15 |
9-и |
|
20 |
Образованных при обработке в отдельных деталях, установленных на сборке с помощью фиксаторов |
2 |
2 |
3 |
5 |
7 |
8 |
9 |
10 |
8-и |
|
21 |
Просверленных по кондукторам в законченных изготовлением элементах . . |
0,5 |
1 |
1.5 |
2 |
2,5 |
3 |
3,5 |
4 |
6-и |
|
Примечания: 1. Для измерения величин по поз. 5, 6, 7, 8, 10, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21 настоящей таблицы должны применяться рулетки 2-го класса; для измерения прочих величин - 3-го класса 2. Для сосудов доменных цехов (скрубберы, электрофильтры и др.) допускаемые отклонения для рулонов принимаются по поз. 17 (графа 9). |
||||||||||
в) соприкасающиеся плоскости заводских и монтажных соединений (узлов), все плоскости узлов и соединений на высокопрочных болтах и поверхности, оговоренные в чертежах, не грунтуются;
г) места монтажной сварки на ширину по 100 мм в обе стороны от шва не грунтуются;
д) грунтовку следует производить при положительной температуре окружающего воздуха и грунтуемых конструкций (не ниже плюс 4-5°С); нанесение грунтовки при отрицательной температуре допускается при применении специальных грунтовочных материалов и осуществлении методов, обеспечивающих надлежащее качество грунтовки в этих условиях;
е) части стальных конструкций, подлежащие обетонированию, должны быть покрыты цементным молоком;
ж) конструкции, поставляемые рулонами, разрешается не грунтовать на заводе-изготовителе.
2.76. Изготовленные стальные конструкции должны быть замаркированы в соответствии с рабочими чертежами и монтажными схемами.
2.77. Приемка изготовленных конструкций производится до грунтовки; приемку грунтовки следует производить дополнительно после ее выполнения.
2.78.* Величины отклонений действительных размеров изготовленных конструкций от проектных не должны превышать предусмотренных табл. 8 и 9, а также требований по допускаемым отклонениям для отдельных видов конструкций, которые приведены в соответствующих дополнительных правилах (п. 1.13).
Шероховатость поверхности после строжки, фрезерования и сверления должна быть не грубее 3-го класса чистоты поверхности по ГОСТ 2789-59.
2.79. Предприятие - изготовитель стальных конструкций, по окончании всего заказа или отдельных его частей выдает сертификаты на стальные конструкции по форме, приведенной в приложении 1, в которых указываются соответствие материалов, примененных для изготовления стальных конструкций, проекту и стандартам, а также соответствие изготовленных конструкций проекту и требованиям настоящей главы.
2.80. Выступающие части транспортируемых конструкций должны быть укреплены, а монтажные соединения защищены от загрязнения. При необходимости производится постановка необходимого количества болтов для уменьшения зазоров.
2.81. Обработанные торцы, передающие усилия, и трущиеся поверхности шарниров и других механических деталей, а также поверхности катания опорных частей должны быть смазаны техническим вазелином, тавотом или солидолом. Кроме того, отверстия для шарниров должны быть защищены деревянными заглушками.
Таблица 9*
Допускаемые отклонения от проектной геометрической формы отправочных элементов
|
№ п. п. |
Наименование отклонения |
Допускаемое отклонение |
Примечание |
|
|
Искривление сборочных деталей |
|
|
|
1 |
Зазор между листом и стальной линейкой длиной |
1,5 мм |
|
|
2 |
Зазор между натянутой струной и обушком уголка, полкой или стенкой швеллера и двутавра |
0,001 L, но не более 10 мм |
L - длина элемента |
|
|
II. Отклонение линий кромок листовых деталей от теоретического очертания |
|
|
|
3 |
При сварке встык |
2 мм |
Ступени в кромках в пределах допускаемых отклонений должны быть устранены зачисткой |
|
4 |
При сварке внахлестку, втавр и в угол |
5 » |
|
|
|
III. Отклонение при гибке |
|
|
|
5 |
Просвет между шаблоном и поверхностью свальцованного листа, полкой или обушком профиля, согнутого в холодную |
2 мм |
Длина шаблона (по дуге) 1,5 м |
|
6 |
То же, согнутого в горячую |
3 » |
|
|
7 |
Эллиптичность (разность диаметров) окружности в габаритных листовых конструкциях |
0,005D |
D - диаметр окружности в мм |
|
8 |
То же, в монтажных стыках |
0,003D |
|
|
|
IV. Деформация отправочных элементов |
|
|
|
9 |
Перекос полок (Δ) элементов таврового и двутаврового сечений в стыках и в местах примыканий (е - ширина полки в мм) |
0,005в |
|
|
10 |
Перекос полок (Δ) в прочих местах |
0,01в |
|
|
11 |
Грибовидность полок (Δ) элементов таврового и двутаврового сечений в стыках и в местах, примыканий |
0,005в |
|
|
12 |
Грибовидность полок (Δ) в прочих местах |
0,01в |
|
|
13 |
Перекос или грибовидность полок (Δ) верхних поясов |
0,005в |
|
|
14 |
Винтообразность элементов |
0,001 L, но не более 10 мм |
L - длина элемента в мм |
|
15 |
Выпучивание стенки балок с вертикальными ребрами |
0,006h |
h - высота стенки в мм |
|
16 |
Выпучивание стенки балок без вертикальных ребер |
0,003h |
То же |
|
17 |
Выпучивание стенки подкрановых балок |
0,003h |
h - высота стенки в мм |
|
18 |
Стрела прогиба элемента |
1/750 L, но не более 15 мм |
L - длина элемента в мм |
|
|
V. Разные |
|
|
|
19 |
Смещение осей или заклепочных рисок элементов в |
3 мм |
- |
|
20 |
Тангенс угла отклонения от проектного положения |
1/1500 |
- |


2.82.* Строповка и внутризаводское транспортирование готовых элементов должны выполняться приемами, исключающими образование остаточных изгибов и вмятин. Строповка цепями, непосредственно касающимися поверхности элемента, запрещается.
Погрузка габаритных и негабаритных конструкций на транспортные средства, закрепление их и перевозка должны производиться в соответствии с действующими техническими условиями на перевозки.
Погрузку мелких однотипных элементов (распорок, связей и т.п.) следует производить увязанными в пакеты.
3. МОНТАЖ СТАЛЬНЫХ КОНСТРУКЦИЙ
ОБЩИЕ УКАЗАНИЯ
3.1. Монтажные работы должны производиться лишь при наличии утвержденного проекта производства работ, который должен также содержать конкретные технические решения по технике безопасности. Для сложных конструкций должен быть разработан технологический процесс монтажной сборки и сварки.
Для небольших и технически несложных объектов допускается составление проекта производства работ в сокращенном объеме, определяемом ведомственными инструкциями.
Проект производства монтажных работ составляется специализированной проектной организацией либо монтажной организацией и должен быть согласован с генподрядной строительной организацией и утвержден в порядке, установленном в главе СНиП III-А.6-62 «Организационно-техническая подготовка к строительству. Основные положения».
3.2. Организация, разрабатывающая проект производства работ, несет ответственность за целесообразное и экономичное решение методов выполнения работ, за способы и последовательность производства работ, обеспечивающие устойчивость монтируемых конструкций на всех стадиях производства работ.
В проекте производства работ максимально используются типовые и наиболее прогрессивные решения методов работ и типовые приспособления.
Проект производства работ составляется на основании чертежей КМ или КМД.
3.3. Организация, выполняющая монтажные работы, несет ответственность за соответствие выполненных работ чертежам КМД, проекту производства работ и требованиям настоящей главы.
Всякие отступления от чертежей КМД при производстве монтажных работ должны быть согласованы с организацией, разработавшей чертежи КМД, или организацией, разработавшей чертежи КМ.
Всякие отступления от проекта производства работ должны быть согласованы с организацией, составившей его.
3.4. Основным методом производства монтажных работ должен быть монтаж крупными блоками, включающими в возможных случаях кроме собственно стальных конструкций также и механические детали, футеровку и другие части здания или сооружения; степень укрупнения определяется проектом производства работ. Монтаж, как правило, следует производить «с колес» без перегрузок элементов конструкций.
3.5. Работы по монтажу стальных конструкций должны производиться по совмещенному с другими работами графику.
При одновременном производстве работ в нескольких ярусах должны быть построены между ярусами временные промежуточные перекрытия, защитные настилы, сетки или другие надежные устройства для предотвращения несчастных случаев с работающими.
Производство последующих строительно-монтажных работ может начинаться только после полного окончания всех работ по сборке, сварке и клепке на данном ярусе.
3.6. Монтаж стальных конструкций должен осуществляться с комплексной механизацией как основных, так и вспомогательных процессов транспортирования, складирования, укрупнительной сборки и монтажа конструкций. Рекомендуется производить работы преимущественно комплексными бригадами монтажников.
При механизации работ должны быть использованы современные достижения автоматики на всех монтажных работах.
Механизированные способы сварки (под флюсом, в среде защитных газов, проволокой с порошковым сердечником, электрошлаковый) должны применяться преимущественно перед ручной сваркой как на укрупнении конструкций, так и при их монтаже.
3.7. Руководство монтажными работами должно осуществляться лицами, имеющими право на производство этих работ. Присвоение права производства работ должно производиться на основании действующих правил.
3.8. Все работы по образованию отверстий, сборке, электросварке, клепке и т.п. на монтаже должны производиться в соответствии с требованиями пп. 2,3-2.74.
3.9. При производстве работ следует вести журналы монтажных и сварочных работ, а также работ по постановке высокопрочных болтов, в которых ежедневно фиксируются условия и объемы работ, выполненных отдельными звеньями рабочих.
СТРОИТЕЛЬНЫЕ И ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ
3.10. К производству монтажных работ, как правило, разрешается приступать только после окончания и приемки работ нулевого цикла, в том числе после готовности оснований, фундаментов и других опор под стальные конструкции всего сооружения или отдельных его частей, в соответствии с проектом производства монтажных работ.
3.11. До начала монтажа стальных конструкций выполняются следующие подготовительные работы:
а) возведение временных зданий и сооружений для монтажных работ и для санитарно-бытового обслуживания рабочих, постройка железнодорожных путей и автодорог в объеме, указанном в проекте производства работ;
б) подводка электроэнергии, воды и сжатого воздуха к местам потребления;
в) подготовка и планировка монтажной площадки, устройство складских и сборочных площадей, очистка их от строительного мусора, излишних строительных материалов и т.п.;
г) монтаж и сдача в эксплуатацию монтажного оборудования, обеспечивающего начало и бесперебойное производство монтажных работ в соответствии с календарным графиком строительства.
ФУНДАМЕНТЫ И ЗАКЛАДНЫЕ ДЕТАЛИ
3.12*. Возведение оснований, фундаментов и других опор под стальные конструкции должно производиться по проекту в соответствии с требованиями действующих нормативных документов.
Размеры, качество и расположение оснований, фундаментов и других опор гарантируются строительной организацией.
Перед началом монтажа стальных конструкций монтажная организация производит приёмку проектного положения фундаментов и опор под конструкции.
3.13. Разбивочные оси, необходимые для монтажа стальных конструкций, наносятся на металлические детали, забетонированные в теле фундаментов вне контура опоры конструкций.
Положения осевых знаков в плане и по высоте следует вносить в специальную ведомость и схему, прилагаемую к акту приёмки фундаментов.
Расположение осей и реперов должно обеспечивать использование их в течение всего периода производства работ до сдачи сооружения в эксплуатацию.
3.14*. Допуски при разбивке осей оснований, фундаментов и других опор под стальные конструкции не должны превышать установленных в табл. 3 главы СНиП I-A.4-62 «Система допусков. Основные положения»:
а) для конструкций, собираемых на стеллажах по разметке или на болтах, а также в кондукторах и других приспособлениях с укрепленными фиксаторами, - по классу точности разбивки 3-р;
б) для конструкций с фрезерованными после сборки торцами - по классу точности разбивки 2-р.
Допускаемые отклонения принимаются симметричными к номинальным размерам.
3.15. Закладные детали для стальных конструкций и. их монтажа должны быть установлены и забетонированы строительной организацией, которая несет полную ответственность за правильность установки этих деталей.
Сложные закладные элементы должна монтировать монтажная организация по заказу строительной организации. Номенклатура таких, элементов устанавливается в дополнительных правилах настоящей главы.
3.16. Опорные поверхности фундаментов для монтажа стальных конструкций должны соответствовать проекту сооружения (чертежам фундаментов и чертежам КМ), требованиям дополнительных правил настоящей главы, а также требованиям, согласованным между строительной и монтажной организациями, в зависимости от вида сооружения и от степени обработки мест опирания монтируемых конструкций (подошв колонн и др.).
3.17*. Опирание башмаков стальных колонн на фундаменты должно осуществляться:
а) непосредственно на поверхность фундаментов, возведенных до проектной отметки подошвы колонн, без последующей подливки цементным раствором (для колонн с фрезерованными подошвами башмаков);
б) на заранее установленные, выверенные и подлитые цементным раствором стальные опорные плиты с верхней строганой поверхностью; подошвы колонн должны быть фрезерованы;
в) на заранее установленные и выверенные опорные детали (балки, рельсы и др.) с выверенной опорной поверхностью, с последующей подливкой башмаков колонн цементным раствором.
Способ опирания колонн должен быть указан в чертежах сооружения.
При этом рекомендуется применять монтаж по способу, приведенному в подпункте «а», для колонн одноэтажных зданий, а по способу, приведенному в подпункте «б», - для двухветвевых колонн одноэтажных зданий с раздельными башмаками и для колонн с фрезерованными башмаками многоэтажных зданий.
3.18. Анкерные болты, служащие для крепления стальных конструкций, должны быть, как правило, установлены в проектное положение и забетонированы одновременно с фундаментами.
3.19. Отклонения поверхности фундаментов, опорных плит, специальных опорных устройств под стальные конструкции и положения анкерных болтов не должны превышать величин, указанных в табл. 10.
Таблица 10*
Допускаемые отклонения при устройстве опор (мест опирания) под стальные конструкции
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
1 |
Поверхность фундамента, выполненная согласно п. 3.17«а», и отметки опорных деталей, согласно п. 3.17«в»: |
|
|
по высоте |
±5 мм |
|
|
по уклону |
1/1000 |
|
|
2 |
Верхняя плоскость опорной плиты, согласно п. 3.17«б»: |
|
|
по высоте |
±1,5 мм |
|
|
по уклону |
1/1500 |
|
|
3 |
Смещения анкерных болтов в плане: |
|
|
расположенных внутри контура опоры конструкции |
5 мм |
|
|
расположенных вне контура опоры конструкции |
10 мм |
|
|
4 |
Отклонение отметки верхнего торца анкерного болта от проектной |
+20; -0 мм |
|
5 |
Отклонение длины нарезки анкерного болта |
+30; -0 мм |
3.20. Резьба анкерных болтов должна быть предохранена от повреждений и от коррозии (колпачками, войлоком, смазкой).
3.21. Подливка цементным раствором пространства между поверхностью фундамента или места опирания и конструкцией или опорной частью должна производиться способами, обеспечивающими заполнение указанного пространства. Подливку следует производить после выверки конструкций и до обетонирования конструкций, если таковое предусмотрено проектом. Работы по подливке выполняются строительной организацией после получения письменного разрешения монтажной организации.
ХРАНЕНИЕ И ПОДАЧА СТАЛЬНЫХ КОНСТРУКЦИЙ
3.22. При большом объеме работ по монтажу стальных конструкций следует организовывать центральный склад-базу для приемки и подготовки стальных конструкций к монтажу. База оснащается кранами необходимой грузоподъемности и другими механизмами, стеллажами, стендами, транспортными путями и средствами связи.
Помимо центрального в необходимых случаях организуются приобъектные склады конструкций.
Склады следует располагать на местности, не затопляемой водой и находящейся возможно ближе к монтируемым объектам.
3.23. Все конструкции до подачи их со склада на монтаж должны быть:
а) рассортированы по объектам, маркам и очередности монтажа;
б) осмотрены и выявленные повреждения устранены;
в) подготовлены к монтажу (очищены от грязи и ржавчины, при необходимости - укрупнены; на элементы конструкций - нанесены необходимые риски, знаки, обозначены места строповки, центры тяжести; конструкции - обстроены монтажными приспособлениями; опорные части - очищены и смазаны);
г) как правило, окрашены.
3.24. Разгрузка и хранение конструкций до начала монтажа, а также транспортирование их в. пределах монтажной площадки должны производиться способами, исключающими повреждение конструкций, грунтовки и окраски.
3.25. Конструкции необходимо укладывать на складе и на транспортных средствах с соблюдением следующих требований:
а) элементы должны укладываться на подкладки, а в многоярусных штабелях между элементами должны быть уложены прокладки; высота многоярусного штабеля не должна превышать 1,5 м;
б) расстояние между подкладками и между прокладками должно исключать образование остаточного прогиба конструкций;
в) элементы не должны соприкасаться с грунтом;
г) на элементах не должна застаиваться вода;
д) элементы должны быть уложены устойчиво;
е) фермы и балки следует, как правило, хранить в вертикальном положении.
3.26. Элементы конструкций, имеющие незначительные повреждения, должны быть выправлены и после исправления освидетельствованы. Особое внимание должно быть уделено проверке и выправке сжатых элементов решетчатых конструкций.
При значительных повреждениях элементов необходимо их у сил ять или заменять новыми; способ усиления должен быть согласован с организацией, разработавшей чертежи КМ.
3.27. Подача элементов на укрупнительную сборку и на монтаж должна производиться комплектно в порядке, соответствующем последовательности производства монтажных работ. Положение элементов при подаче должно обеспечивать безопасность и наименьшую трудоемкость монтажных работ, исключающее необходимость в перегрузках, кантовках и т.п.
3.28. Элементы стальных конструкций должны подаваться на монтаж с зачищенными поверхностями, по которым производятся стыкование и соединение элементов, с прикрепленными деталями стыков и соединений.
3.29. При перевозке конструкций должны соблюдаться с учетом местных условий железнодорожные и автодорожные габариты.
СБОРКА И ВЫВЕРКА
3.30. Монтаж стальных конструкций должен производиться в последовательности и методами, обеспечивающими:
а) устойчивость и неизменяемость смонтированной части сооружения на всех стадиях монтажа;
б) устойчивость монтируемых элементов и их прочность при монтажных нагрузках;
в) безопасность ведения монтажных, строительных и специальных работ на объекте при работе по совмещенному графику.
Монтаж каждого участка следует начинать со связевой панели или с другой пространственно устойчивой части здания или сооружения.
3.31. Устойчивость конструкций при действии ветра, собственного веса и монтажных нагрузок должна обеспечиваться соблюдением правильной последовательности монтажа вертикальных и горизонтальных элементов конструкций, установкой постоянных или временных связей, если они предусмотрены проектом производства работ.
Производство последующих работ на смонтированных конструкциях допускается только после окончания работ по проектному закреплению этих конструкций.
Монтаж конструкций каждого вышележащего яруса высотных сооружений должен производиться только после надежного закрепления элементов конструкций нижележащего яруса постоянными или временными креплениями, предусмотренными проектом производства работ.
При монтаже высотных сооружений необходимо осуществлять мероприятия, предусмотренные воздушным кодексом СССР.
3.32. Перед подъемом для установки в проектное положение элементы конструкций должны быть очищены от грязи; огрунтовка или окраска их в поврежденных местах должна быть восстановлена.
3.33*. Соприкасающиеся поверхности всех соединяемых в стыках и узлах элементов, в том числе накладок и прокладок, перед сборкой должны быть очищены от грязи, ржавчины и наледи.
Монтажные соединения на высокопрочных болтах должны быть очищены огневым способом (кислородно-ацетиленовым или кислородно-пропанбутановым пламенем), обработкой кварцевым или металлическим песком (с размером зерна не более 1 мм), стальными щетками или химическим методом. Способ очистки предусматривается в проекте.
При огневой очистке нельзя допускать перегрева металла. После огневой очистки оставшаяся окалина и следы загрязнения (шлак и т.п.) должны быть удалены. Качество очистки должно контролироваться.
До полного закрепления высокопрочными болтами следует предохранять стыки и узлы от попадания в них влаги.
3.34. Подмости, лестницы и другие монтажные приспособления, необходимые для работы монтажников, как правило, должны быть инвентарными, прочными и легкими.
Подмости, лестницы или детали для их крепления следует устанавливать на монтируемых конструкциях на земле до их подъема.
3.35. Устанавливаемые элементы конструкций до их освобождения от крюка монтажного крана должны быть надежно закреплены с постановкой болтов и пробок (пп. 3.41-3.42), постановкой прихваток (п. 3.43), с установкой постоянных или временных связей, распорок, расчалок и т.п., определяемых проектом производства работ.
При наводке отверстий в собираемых конструкциях запрещается применение инструментов и приспособлений, могущих привести к искажению форм и размеров отверстий.
3.36. Подъем гибких конструкций следует производить с применением усилений или приспособлений, препятствующих возникновению в элементах остаточных деформаций, а также напряжений, превосходящих расчетные сопротивления материала конструкций.
3.38. Чертежи и расчеты временных усилений, необходимых при особых способах монтажа (навесная и полунавесная сборка, установка при помощи различных перемещений конструкций в целом собранном виде и т.п.), должны входить в состав проекта производства работ.
3.39. Использование установленных конструкций для прикрепления к ним грузовых полиспастов, отводных блоков и других грузоподъемных приспособлений допускается только в случаях, предусмотренных проектом производства работ.
Прикрепление к установленной и закрепленной конструкции отводного блока допускается при условии проверки расчетом прочности конструкции на нагрузку, действующую на отводной блок.
3.40. Инструментальная проверка правильности установки конструкций, а также их окончательная выверка и закрепление должны производиться немедленно после окончания сборки каждой пространственно-жесткой секции сооружения (п. 3.37).
Исправление геометрической схемы конструкций при их выверке должно производиться способами, не нарушающими прочности и устойчивости их.
МОНТАЖНЫЕ СОЕДИНЕНИЯ
3.41.* Отверстия в монтажных соединениях, выполняемых на заклепках или болтах повышенной точности, при установке конструкций должны быть заполнены временными болтами и пробками. Диаметр пробок должен соответствовать диаметру отверстий.
Количество пробок устанавливается расчетом, при этом усилие на пробку допускается принимать такое же, как на монтажную заклепку.
Болтами заполняется не менее 1/3 (для стяжки пакета) и пробками не менее 1/10 общего числа отверстий. При пяти и менее отверстиях в узле должно быть установлено не менее двух болтов и одной пробки.
Отверстия в соединениях на болтах нормальной точности при установке конструкций заполняются постоянными болтами и пробками в таких же количествах.
3.42. Отверстия монтажных соединений на высокопрочных болтах при установке конструкций следует заполнять постоянными болтами в количествах, не менее указанных в п. 3.41. Для более точного совмещения отверстий необходимо устанавливать пробки.
3.43. Количество, размеры и длина прихваток в монтажных сварных соединениях, воспринимающих монтажные нагрузки, определяются расчетом. В монтажных сварных соединениях, не воспринимающих монтажных нагрузок, длина прихваток должна быть не менее 10% длины проектных монтажных швов этого соединения, но не короче 50 мм.
3.44. Сварка, клепка и окончательное закрепление постоянных болтов могут производиться только после проверки правильности положения конструкций соответствующих частей сооружения.
3.45. Головки и гайки болтов должны плотно соприкасаться с плоскостями конструкций и шайб. Под головки и гайки постоянных болтов нормальной и повышенной точности должны обязательно ставиться круглые шайбы - не более двух под гайку и одной под головку. При этом резьба болта должна находиться вне отверстия соединяемых элементов, а гладкая часть стержня не должна выступать из шайбы.
Под головки и гайки высокопрочных болтов должны ставиться только специальные термически обработанные шайбы установленных размеров - по одной шайбе под каждую головку и гайку.
3.46. Закрепление гаек на постоянных болтах нормальной и повышенной точности должно осуществляться постановкой контргаек или пружинных шайб либо путем приварки гайки к стержню болта или забивки резьбы, в соответствии с указаниями рабочих чертежей.
Качество затяжки постоянных болтов нормальной и повышенной точности должно проверяться путем остукивания молотком, при этом болт не должен дрожать или перемещаться.
3.47.* При установке высокопрочных болтов следует выполнять следующие требования:
а) старшие рабочие звена или бригады должны иметь удостоверение о допуске к работам по осуществлению соединений на высокопрочных болтах;
б) болты и шайбы перед постановкой их в конструкции должны быть очищены от смазки, грязи, ржавчины; гайки должны быть провернуты по всей резьбе болта без применения смазки; смазку резьбы гайки (но не болта) следует производить перед затягиванием болта на расчетный крутящий момент;
в) гайки следует затягивать до заданной проектом величины натяжения болта с помощью специальных тарированных ключей; тарировка должна контролироваться 2 раза в смену (перед началом и в середине смены);
г) натяжение болтов ведется в направлении от середины соединения к его краям;
д) величина крутящего момента, необходимого для натяжения болтов, определяется по формуле
|
Mкр=KNd, |
(1) |
где N - усилие натяжения болта, указанное в чертежах КМ и КМД;
d - номинальный диаметр болта;
K - коэффициент, определяемый по специальным указаниям.
Величина крутящего момента для каждой партии болтов должна указываться заводом-поставщиком, а при отсутствии этих указаний уточняется на монтаже с помощью динамометрического контрольного прибора.
Величина допускаемого отклонения фактического крутящего момента от проектного не должна превышать ±10%;
е) гайки, затянутые до заданного крутящего момента, ничем дополнительно не закрепляются;
ж) натяжение болтов должно контролироваться выборочной проверкой: при количестве болтов в соединении до 5 шт. контролируется 100% болтов, при количестве болтов от 6 до 20 шт. - не менее 5 шт. и при большем количестве - не менее 25% болтов в соединении; если при контроле обнаружится, что количество недотянутых или перетянутых высокопрочных болтов превышает 10% проверенных, то контролю подлежат все 100% болтов в соединении;
з) плотность стяжки пакета после затягивания всех болтов до проектного усилия проверяется щупом толщиной 0,05 мм, который не должен входить в пакет против установленных высокопрочных болтов;
и) после контроля головки болтов должны быть окрашены, а все соединение прошпаклевано по контуру;
к) работы должны регистрироваться в журналах контроля подготовки стыков и постановки высокопрочных болтов.
ОКРАСКА СТАЛЬНЫХ КОНСТРУКЦИИ
3.48. Окраска стальных конструкций должна производиться с выполнением требований главы СНиП III-В.6-62 «Защита строительных конструкций от коррозии. Правила производства и приемки работ», требований настоящей главы и указаний проекта.
Окраска конструкций при отрицательных температурах допускается при применении окрасочных материалов и способов, обеспечивающих надлежащее качество окраски в этих условиях.
Окраску огрунтованных на заводе стальных конструкций следует, как правило, производить внизу (на складе, у места монтажа) до подъема конструкций в проектное положение.
3.49. Стальные конструкции перед окраской должны быть очищены от грязи, наледи, ржавчины, отставшей грунтовки и масел минерального происхождения. Очищенные места и все щели должны быть вновь зашпаклеваны и огрунтованы.
При этом разрешается оставлять неочищенной старую грунтовку, если она не имеет трещин в пленке, следов ржавчины на поверхности и под грунтовкой, если она не хрупка и имеет хорошее сцепление с металлом. Те места стальных конструкций, где огрунтовка или окраска повреждена при транспортировании или при выполнении монтажных операций, а также монтажные соединения в стыках и узлах после окончания всех монтажных работ должны быть тщательно очищены, огрунтованы и окрашены.
3.50. Очистка стальных конструкций должна вестись преимущественно механизированным способом: металлическим порошком зернистостью 0,3-0,5 мм или дробью зернистостью 0,8-1 мм, пескоструйным способом, пневматическими проволочными щетками, абразивными кругами и т.п. При небольших объемах работ можно производить очистку ручными приспособлениями.
3.51.* Окраска стальных конструкций масляной краской должна производиться в 2 слоя. Окраска производится после полного высыхания огрунтовки, восстановленной или выполненной на монтаже в соответствии с п. 2.75 «г» и «ж». При этом промежутки во времени между нанесением первого и второго слоя краски и между нанесением второго слоя краски и подъемом конструкции должны быть достаточными для полного высыхания покрытия.
Огрунтовка и окраска должны производиться в сухую погоду при температуре воздуха не ниже +5°С либо в соответствии с требованиями п. 3.48.
При применении других материалов для окраски количество слоев окраски должно оговариваться в специальных технических условиях на окраску этими материалами или в проекте.
3.52. Окраску стальных конструкций следует, как правило, производить краскораспылителями. Ручная окраска допускается при небольших объемах работ и для мелких решетчатых конструкций.
Краска должна наноситься тонкими ровными слоями без пропусков, пятен и подтеков.
При окраске пневматическими распылителями сжатый воздух должен быть очищен от влаги, масла и пыли.
4. ПРИЕМКА РАБОТ
4.1.* Приемка смонтированных стальных конструкций должна производиться в следующем порядке:
промежуточные приемки скрытых работ;
окончательная приемка смонтированных конструкций всего сооружения или его части.
Промежуточной приемке с составлением актов на скрытые работы подлежат:
а) фундаменты и другие опоры под стальные конструкции и различные бетонируемые и заделываемые закладные детали;
б) стальные конструкции, закрываемые в процессе производства последующих работ;
в) другие работы, оговоренные в соответствующих правилах для отдельных видов сооружений, согласно п. 1.13.
Приемка должна производиться с тщательной проверкой качества отдельных видов работ и смонтированных конструкций в целом.
4.2. Приемка фундаментов и опор под стальные конструкции и закладных деталей должна производиться для отдельных секций сооружения до начала монтажа конструкций с составлением приемо-сдаточного акта. При приемке следует проверять соответствие размеров и положения опорных поверхностей, специальных опорных устройств и анкерных болтов проектным размерам и положениям, а также допускаемым отклонениям, приведенным в табл. 10 или в соответствующих правилах для отдельных видов сооружений (п. 1.13).
4.3.* Приемка смонтированных стальных конструкций всего сооружения или отдельных его пространственно-жестких секций (п. 3.37) должна осуществляться после окончательного закрепления конструкций в соответствии с проектом. Приемка конструкций производится до окраски мест монтажных соединений. Окраска указанных соединений, выполненная наверху, оформляется отдельным актом.
4.4. Программа и методы испытаний стальных конструкций, если испытание предусмотрено в проекте сооружения, должны назначаться в соответствии с правилами для отдельных видов сооружений (п. 1.13) или указываться в проекте сооружения.
4.5.* Документация, предъявляемая при приемке смонтированных стальных конструкций, должна содержать:
а) деталировочные чертежи стальных конструкций (КМД);
б) заводские сертификаты на поставленные стальные конструкции;
в) документы о согласовании допущенных отступлений от проекта; согласованные отступления от проекта должны быть нанесены монтажной организацией на чертежах КМД, предъявляемых при сдаче работ;
г) акты приемки скрытых работ;
д) документы (сертификаты и др.), удостоверяющие качество материалов (сталей, стальных канатов, метизов, электродов, электродной проволоки и других сварочных материалов), примененных на монтаже и вошедших в состав сооружения;
е) данные о результатах геодезических замеров при проверке разбивочных осей и установке конструкций;
ж) журналы работ;
з) акты испытания стальных конструкций (п. 4.4);
и) описи удостоверений (дипломов) о квалификации сварщиков, производивших сварку конструкций при монтаже, с указанием присвоенных им цифровых или буквенных знаков; к) описи удостоверений о квалификации исполнителей, производивших постановку высокопрочных болтов.
4.6. Допускаемые отклонения в положении смонтированных стальных конструкций не должны превышать величин, указанных в правилах для отдельных видов сооружений согласно п. 1.13.
4.7. Не разрешается производство каких-либо последующих строительно-монтажных работ до подписания акта сдачи всех смонтированных конструкций сооружения либо его части, а также сдачи скрытых работ.
4.8. Дефекты стальных конструкций, выявленные в течение гарантийного срока (по договору) эксплуатации сооружения и происшедшие по вине завода или монтажной организации, должны быть ими устранены. В течение этого же срока организация, эксплуатирующая сооружение, должна вести наблюдение за состоянием стальных конструкций, условиями их работы, соответствием фактических нагрузок расчетным и за осадками фундаментов.
РАЗДЕЛ II
ПОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ИЗГОТОВЛЕНИЯ, МОНТАЖА И ПРИЕМКИ СТАЛЬНЫХ КОНСТРУКЦИИ
ПРОМЫШЛЕННЫХ И ГРАЖДАНСКИХ ЗДАНИИ И СООРУЖЕНИИ
1. ОБЩИЕ УКАЗАНИЯ
1.1.* Настоящие дополнительные правила распространяются на изготовление, монтаж и приемку стальных конструкций одноэтажных и многоэтажных промышленных, энергетических и гражданских зданий (включая оконные переплеты), крановых и бетоновозных эстакад, рабочих площадок, бункеров, каркасов промышленных печей, опор для трубопроводов и сосудов, вентиляционных башен и труб, водонапорных башен, вытяжных башен градирен, дымовых труб, включая каркасы, и других аналогичных сооружений.
1.2. Настоящие правила являются дополнением к разделу I «Общие правила изготовления, монтажа и приемки стальных конструкций».
2. ИЗГОТОВЛЕНИЕ СТАЛЬНЫХ КОНСТРУКЦИЙ
2.1. При опирании колонн способами, указанными в пп. 3.17 «а» и 3.17 «б» раздела I, подошвы колонн следует фрезеровать.
2.2. В конструкциях, имеющих общие примыкания к стенкам колонн и балок (подстропильные фермы, продольные балки площадок и т.п.), должна быть предусмотрена возможность раздельной установки и временного закрепления каждого элемента.
2.3. На колоннах и на подстропильных фермах при отсутствии специальных указаний в чертежах КМ должны быть приварены монтажные столики для временного опирания при монтаже стропильных ферм и балок перекрытий. На колоннах должны быть также приварены детали для временного опирания при монтаже тормозных ферм и площадок.
2.4. На заводе следует производить общую сборку следующих конструкций:
а) тяжелых колонн весом свыше 20 т, подкрановых балок пролетом свыше 18 м и стропильных и подстропильных ферм пролетом свыше 30 м;
б) башен (плоскостями);
в) конических частей труб;
г) негабаритных бункеров.
2.5. Мелкие конструкции - тормозные фермы и площадки, ходовые площадки, мостики, балконы и лестницы - должны изготовляться в виде готовых габаритных отправочных элементов.
При возможности и целесообразности подкрановые балки надлежит изготовлять совместно с тормозными фермами или площадками.
2.6. Сварку решетчатых конструкций - стропильных и подстропильных ферм пролетом до 36 м, ветровых и связевых ферм, тормозных ферм, фонарей, а также лестниц, площадок, перильных ограждений, мелких элементов (упоров, монтажных деталей и т.п.) - разрешается производить по общим технологическим указаниям без специально разработанной технологической документации.
2.7.* Контроль качества сварных швов должен производиться:
а) повседневной проверкой правильности выполнения установленного технологического процесса или общих технологических указаний;
б) наружным осмотром и проверкой размеров 100% сварных швов;
в) выборочной проверкой в соответствии с поз. 2 табл. 3 из расчета одно засверливание или один выборочный контроль физическими методами участка длиной 50 мм на каждые 50 м заваренного шва, а также всех сомнительных участков шва;
г) в сварных соединениях, для которых проектом предусмотрены повышенные способы контроля качества сварных швов, - ультразвуковой проверкой 100% стыковых швов с последующим просвечиванием дефектных и сомнительных мест рентгено- или гамма-лучами, либо выборочной проверкой путем просвечивания 2% протяженности швов, выполненных ручной или полуавтоматической сваркой, и 1 % швов, выполненных автоматической сваркой (под флюсом, в среде защитных газов, электрошлаковой и др.).
3. МОНТАЖ СТАЛЬНЫХ КОНСТРУКЦИЙ
3.1. Контроль качества сварных соединений при укрупнительной сборке и монтаже должен производиться в соответствии с требованиями п. 2.7.
3.2. Для обеспечения устойчивости конструкций при монтаже в проектах производства монтажных работ должны предусматриваться, а при производстве работ соблюдаться требования пп. 3.30, 3.31, 3.35 и 3.36 раздела I.
3.3. При монтаже конструкций одноэтажных промышленных зданий необходимо:
а) монтаж ряда колонн начинать с той панели, в которой расположены продольные связи колонн, и после установки первой пары колонн раскреплять их проектными связями. Если такой порядок монтажа колонн по каким-либо причинам не может быть выполнен, следует между первой парой колонн устанавливать временные связи по проекту производства работ;
б) установленные на фундаменты колонны до освобождения от крюка крана прочно закреплять анкерными болтами;
в) в колоннах высотой до 15 м с узкими башмаками, закрепляемых в фундаментах четырьмя или двумя анкерными болтами, кроме затяжки анкерных болтов до раскрепления их связями устанавливать расчалки в плоскости наименьшей устойчивости;
г) в колоннах высотой более 15 м и шарнирно опертых устанавливать крепления согласно указаниям проекта производства работ;
д) устанавливать связи по колоннам и подкрановые балки вслед за монтажом очередной колонны;
е) монтаж перекрытия начинать со связевой панели, устанавливая и закрепляя вслед за первой парой ферм (фонарных рам) в этой панели все горизонтальные и вертикальные связи, прогоны, а также крупнопанельные железобетонные плиты;
ж) установку прогонов, горизонтальных и вертикальных связей, металлического настила или крупнопанельных сборных железобетонных плит производить в каждой панели перекрытия вслед за установкой и выверкой каждой очередной стропильной фермы или несущей балки.
3.4. Выверка подкрановых балок и путей, требующих повышенной точности установки, должна производиться после выверки и закрепления конструкций основного каркаса здания или сооружения.
3.5. Монтаж конструкций каждого последующего этажа (яруса) многоэтажного здания следует производить только после надежного закрепления всех конструкций предыдущего этажа (яруса).
4. ПРИЕМКА РАБОТ
4.1. Допускаемые отклонения в положении смонтированных стальных конструкций от проектного не должны превышать величин, указанных в табл. 11.
Таблица 11*
Допускаемые отклонения при монтаже стальных конструкций
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
|
Колонны |
|
|
1 |
Отклонение опорной поверхности колонн по высоте |
±5 мм |
|
2 |
Смещение осей колонн относительно разбивочных осей (в нижнем сечении) |
±5 мм |
|
3 |
Отклонение оси колонны от вертикали в верхнем сечении при высоте колонны в м: |
|
|
до 15 |
15 » |
|
|
более 15 |
0,001 высоты колонны, но не более 35 мм |
|
|
4 |
Стрела прогиба (кривизна) колонны |
1/750 высоты колонны, но не более 15 мм |
|
|
Фермы, ригели и прогоны |
|
|
5 |
Отклонения отметок опорных узлов ферм и ригелей |
±20 мм |
|
6 |
Стрела прогиба (кривизна) между точками закрепления участков сжатого пояса из плоскости фермы, ригеля или балки |
1/750 величины закрепленного участка, но не более 15 мм |
|
7 |
Отклонения расстояний между осями ферм по верхнему поясу |
±15 мм |
|
8 |
Отклонение расстояний между прогонами |
±5 мм |
|
|
Подкрановые пути |
|
|
9 |
Отклонение расстояния между осями подкрановых рельсов одного пролета |
±10 мм |
|
10 |
Смещение оси подкранового рельса с оси подкрановой балки |
15 мм |
|
11 |
Отклонение оси подкранового рельса от прямой |
15 мм на длине участка 40 м |
|
12 |
Разность отметок головки подкрановых рельсов в одном разрезе пролета здания: |
|
|
на опорах |
15 мм |
|
|
в пролете |
20 мм |
|
|
13 |
Разность отметок подкрановых рельсов на соседних колоннах (расстояние между колоннами L): |
|
|
при L менее 10 м |
10 мм |
|
|
при L более 10 м |
1/1000 L, но не более 15 мм |
|
|
14 |
Взаимное смещение торцов смежных подкрановых рельсов: |
|
|
по высоте |
2 мм |
|
|
в плане |
2 мм |
|
|
|
Башни и трубы |
|
|
15 |
Отклонение оси ствола и поясов башни или трубы от проектного положения |
0,003 высоты выверяемой точки над фундаментом |
|
|
Негабаритные бункера |
|
|
16 |
Отклонение длины и ширины бункера в верхнем сечении |
0,001 длины или ширины |
|
17 |
Разность диагоналей в верхнем сечении |
0,002 ширины |
|
18 |
Отклонение высоты бункера |
0,002 высоты |
|
Примечания: 1. Разница в длине площадок опирания (при их длине 50 мм и более) каждого элемента (балки, фермы, ригеля, плиты перекрытий и покрытий) не должна превышать 10 мм. 2. Перелом осей подкрановых рельсов не допускается. |
||
РАЗДЕЛ III
ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ИЗГОТОВЛЕНИЯ, МОНТАЖА И ПРИЕМКИ СТАЛЬНЫХ КОНСТРУКЦИЙ
ДОМЕННЫХ ЦЕХОВ И ГАЗООЧИСТОК
1. ОБЩИЕ УКАЗАНИЯ
Настоящие дополнительные правила распространяются на изготовление, монтаж и приемку следующих стальных конструкций комплексов доменных цехов для печей всех объемов:
кожухов доменных печей с горизонтальным моратором;
кожухов воздухонагревателей;
кожухов пылеуловителей;
кожухов скрубберов;
кожухов электрофильтров;
газопроводов грязного, чистого и получистого газов;
воздухопроводов холодного и горячего
основных конструкций колошниковых
пролетных строений наклонного моста с ающим устройством и пилоном;
балок рудных бункеров, служащих для рудных затворов;
несущих конструкций доменного лифта.
Настоящие правила являются дополнением к разделу I «Общие правила изготовления и монтажа и приемки стальных конструкций
2. ИЗГОТОВЛЕНИЕ СТАЛЬНЫХ КОНСТРУКЦИЙ
СБОРКА
На заводе-изготовителе стальных конструкций должна производиться общая сборка следующих конструкций и узлов:
а) кажуха горна доменной печи;
б) раторного кольца с примыкающими верхней царгой горна и первой царгой шахты доменной печи:
в) кожуха шахты доменной печи, включая купол;
г) купола кожуха доменной печи с примыкающими к нему газоотводами;
д) тройников вертикального и наклонных газоотводов;
е) кольцевого воздухопровода;
ж) днища, купола и мест изменения диаметра кожуха каждого воздухонагревателя с примыкающими к ним поясами кожуха;
з) купола и днища пылеуловителей, скрубберов и электрофильтров с переходными вставками, первой цилиндрической царгой и опорными ребрами;
и) главных ферм наклонного моста плоскостями, а верхней части - с опрокидывающим устройством целиком;
к) пилона наклонного моста;
л) рам колошникового копра;
м) монтажной балки;
н) пространственной фермы или кольцевой балки колошниковой площадки;
о) несущих конструкций доменного лифта.
Примечание. По требованию монтажной организации, согласованному с заводом-изготовителем, могут быть произведены и другие дополнительные общие, а также контрольные сборки.
2.2*. Общая сборка кожухов производится последовательно начиная с нижних элементов. Одновременно собирается не менее двух царг, после проверки которых нижняя царга маркируется, принимается и разбирается для отправки на монтаж, а на верхней собирается следующая царга, и так далее до верхней части кожуха.
В процессе общей сборки после подгонки листов царг друг к другу к ним привариваются фиксаторы.
При общей сборке кожуха печи производится вырезка всех отверстий, в том числе отверстий для крепежных болтов и выводных балок охлаждения вертикальных холодильных плит, для крепежных болтов футеровочных плит, а также для леток и фурменных при-ов.
Разметка этих отверстий производится по рабочим чертежам указанного оборудования. На кожухе горна внутри него наносятся концы каждого угла холодильной плиты пу- кернения и нанесения линий краской на длину 100 мм от вершины этого угла. Отверстия для леток, холодильных плит и футеровочных приборов, расположенные ближе чем 200 мм от края отправочной марки, не вы-аются.
Разметка на кожухе каждого ряда плит производится в обе стороны начиная от оси каждой чугунной летки. Размеры отверстий должны быть:
а) для крепежных болтов холодильных и футеровочных плит D1=1,6Dк.б с допускаемым отклонением +2 мм; -0 мм;
б) для выводных трубок холодильных плит водяного охлаждения D2=1,6Dн.т с допускаемым отклонением +2 мм; -0 мм,
D1 - диаметр отверстия в кожухе горна для крепежного болта в мм;
Dк.б - диаметр крепежного болта в мм;
D2 - диаметр отверстия в кожухе горна для выводной трубки в мм;
Dн.т - наружный диаметр выводной трубки холодильных плит в мм.
Размеры от края овальных отверстий для холодильных плит испарительного охлаждения до наружных краев защитных бок этих плит должны быть равны 15 мм с допускаемым отклонением +2 мм; -0 мм.
2.3. На всех царгах кожуха доменной печи мере их общей сборки наносится с наружной и внутренней сторон сплошная линия оси унной летки. Нанесение оси производится масляной краской.
2.4. При общей сборке днищ воздухонагревателей производятся разметка и нанесение колонн поднасадочного устройства двух взаимно перпендикулярных осей.
Эти оси закрепляются краской и керненированием на расстоянии Rн+50 мм от пересечения колонн, где Rн - радиус нижней опорной плиты колонны.
Для крепления колонн в процессе монтажа к днищу воздухонагревателя привариваются нижние анкерные шайбы с квадратными отверстиями для анкерных болтов опорных плит и колонн.
Разметка осей колонн и мест расположения нижних анкерных шайб производится по рабочим чертежам поднасадочных устройств.
Верхние шайбы для анкерных болтов изготовляются на заводе стальных конструкций, и отправляются на монтаж одновременно с листами днища.
2.5. На отправочных элементах, прошедших общую сборку, должны быть нанесены индивидуальные марки и вертикальные и горизонтальные риски, совпадающие с соответствующими рисками на соседних элементах.
СВАРКА ПРИ ИЗГОТОВЛЕНИИ И МОНТАЖЕ
2.6. К производству сварки конструкций, указанных в подпунктах «а», «б», «в», «г», «д», «е», «ж», «з» п. 1.1 настоящего раздела, допускаются сварщики, прошедшие испытание и получившие соответствующие удостоверения, согласно действующим «Правилам испытания электросварщиков и газосварщиков», утвержденным Госгортехнадзором.
2.7. При испытаниях, перечисленных в п. 2.6, для свариваемых пластин должен применяться металл тех же марок и толщин, которые применяются в свариваемых конструкциях. Разделка кромок при ручной сварке и пространственное положение швов на пластинах должны быть аналогичными разделке кромок и положению швов в свариваемой конструкции.
Сварка пластин должна производиться электродами и проволокой тех же марок и диаметров и с использованием таких же источников тока, которые применяются при сварке конструкций.
2.8. Сварщики, выдержавшие испытания по сварке кожуха доменной печи, допускаются также к сварке всех конструкций, указанных в п. 1.1.
Сварщики, выдержавшие испытания по сварке одной из конструкций, перечисленных в п. 1.1, допускаются также к сварке всех остальных конструкций перечисленных в п. 1.1, за исключением кожуха доменной печи и мораторного кольца.
2.9*. Контроль качества сварных швов на заводе-изготовителе и на монтаже осуществляется:
а) повседневной проверкой правильности выполнения установленного технологического процесса и требований раздела I и настоящих дополнительных правил;
б) наружным осмотром и промером наружных размеров 100% сварных швов;
в) испытанием на плотность путем смачивания керосином (для всех плотных швов, кроме кожуха печи и элементов оболочек толщиной более 16 мм);
г) рентгено- или гамма-графированием стыковых швов кожухов доменных печей, кольцевой балки колошниковой площадки, воздухонагревателей, пылеуловителей, скрубберов, электрофильтров и мест пересечений и изменения сечения трубопроводов, работающих под избыточным давлением более 0,7 ати.
2.10*. Нормы рентгено- или гамма-графического контроля стыковых швов сосудов и трубопроводов, перечисленных в п. 1.1, устанавливаются:
а) для всех швов кожухов доменных печей - 100%-ное освидетельствование ультразвуковым методом с обязательным просвечиванием рентгеновыми или гамма-лучами всех дефектных и сомнительных участков швов, обнаруженных при ультразвуковой дефектоскопии. При этом количество просвеченных швов, выполненных ручной и полуавтоматической сваркой, должно быть не менее 3% швов, а выполненных автоматической дуговой и электрошлаковой сваркой - не менее 1,5% общей протяженности швов;
б) для швов на участках пылеуловителей с толщинами 16 мм и более, выполненных ручной и полуавтоматической дуговой сваркой, - 3% их протяженности; для этих же швов, выполненных автоматической дуговой и электрошлаковой сваркой, - 1,5% их протяженности (контроль производится преимущественно в местах пересечения швов);
в) для швов кольцевой балки колошниковой площадки, скрубберов, электрофильтров и на участках пылеуловителей с толщинами менее 16 мм я в местах пересечения и изменения сечения трубопроводов, выполненных ручной и полуавтоматической дуговой сваркой, - 2% их протяженности; для этих же швов, выполненных автоматической сваркой, - 1 % их протяженности (контроль производится преимущественно в местах пересечения швов);
г) для швов кожухов воздухонагревателей- 100%-ное освидетельствование ультразвуковым методом с обязательным просвечиванием рентгеновскими или гамма-лучами всех дефектных и сомнительных участков, обнаруженных при ультразвуковой дефектоскопии, а также мест пересечения кольцевых и вертикальных швов на всех монтажных стыках воздухонагревателя. Общее количество просвеченных швов должно составлять не менее 10% всей протяженности швов для ручной и полуавтоматической сварки, а для автоматической дуговой и электрошлаковой сварки - не менее 1,5%.
Примечание. Разрешается для швов конструкций, перечисленных в подпунктах «б» и «в», производить контроль швов аналогично требованиям подпункта «а»; при этом количество просвеченных швов, выполненных ручной и полуавтоматической сваркой, должно быть не менее 0,6%, а выполненных автоматической дуговой и электрошлаковой сваркой - не менее 0,3% общей протяженности швов.
2.11*. Для ручной и автоматической сварки под слоем флюса кожухов воздухонагревателей должны применяться источники питания постоянного тока.
Колебания напряжения питающей сети, к которой подключено сварочное оборудование переменного тока, допускается не более ±5% номинального значения.
2.12*. При сварке кожухов воздухонагревателей каждый сварщик обязан выбивать (но не наплавлять) присвоенный ему номер или знак на расстоянии 2-3 см от выполненного им сварного шва в начале и конце такового.
2.13*. В сварных соединениях воздухонагревателей подрезы основного металла в вертикальных, меридиональных и кольцевых сварных швах допускаются не более 0,5 мм.
Утонение стенок в местах сварных швов в результате зачистки швов допускается не более 0,5 мм.
2.14*. Непровары в сечениях швов кожухов воздухонагревателей не допускаются. Участок шва с непроваром должен быть удален, вновь заварен и проверен прозвучиванием или просвечиванием.
2.15*. Участок шва с трещиной после вырубки и заварки вновь должен быть проверен прозвучиванием или просвечиванием с захватом участков неперевариваемых швов на длину не менее 50 мм от мест засверливания.
3. МОНТАЖ СТАЛЬНЫХ КОНСТРУКЦИЙ
3.1. Нижняя горловина пылеуловителя устанавливается с соблюдением одного из следующих положений:
а) горловина подгоняется к кожуху при установленном оборудовании;
б) при отсутствии оборудования расстояние от уровня балок рабочей площадки до низа горловины должно быть выдержано с допуском + 20 мм; -0 мм.
3.2. Установка стальных горизонтальных балок рудных бункеров, к которым крепятся рудные затворы, производится совместно с затворами. Балки закрепляются после выверки затворов.
Таблица 12
Допускаемые отклонения при монтаже стальных конструкций
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
|
Кожух шахты доменной печи |
|
|
1 |
Эллиптичность (наибольшая разность диаметров) царг |
0,003 номинального диаметра царги |
|
2 |
Смещение центров царг по отношению к центру мораторного кольца |
0,002 (H-h), но не более 30 мм (где h - вертикальная отметка мораторного кольца, H - вертикальная отметка царг) |
|
3 |
Смещение центра верхнего колошникового фланца по отношению к центру мораторного кольца |
30 мм |
|
4 |
Разность отметок любых двух точек верхней плоскости колошникового фланца |
3 мм |
|
5 |
Отметка кромок вырезов в кожухе шахты для горизонтальных холодильников |
±2 мм |
|
|
Кожух воздухонагревателя |
|
|
6 |
Смещение центра купола по отношению к центру |
30 мм |
|
7 |
Эллиптичность (наибольшая разность диаметров) царг |
0,003 проектного диаметра |
|
7,а |
Отклонение длины окружности царги от проектной |
±15 мм |
|
7,б |
Депланация кромок в продольных (вертикальных) и в кольцевых стыках |
0,1 толщины оболочки, но не более 3 мм |
|
7,в |
Местное искривление оболочки по образующей и кольцевому очертанию, измеряемое шаблоном длиной 1500 мм |
не более 15 мм |
|
7,г |
Западание или выпучивание стыков, измеряемое шаблоном длиной 200 мм |
5 мм |
|
7,д |
Отклонение вертикальной оси кожуха и вертикальных стенок от проектного положения |
0,001 H, но не более 30 мм (H - высота от днища до выверяемой точки) |
|
|
Конструкция колошникового копра |
|
|
8 |
Смещение центров рам от их проектного положения |
20 мм |
|
9 |
Отклонение отметок верха подбалансирных балок площадок копра от проектных |
±20 » |
|
10 |
Негоризонтальность балок |
3 мм на 1 м длины балки |
|
|
Конструкция наклонного моста доменной печи |
|
|
11 |
Отметка низа главных ферм моста на опорах (у скиповой ямы, на пилоне и др.) |
±10 мм |
|
12 |
Смещение оси наклонного моста от оси доменной печи |
20 мм |
|
13 |
Отклонения размеров между осями рельсов (под скипы) от проекта |
±2 мм |
|
14 |
Превышение одного рельса над другим в одном поперечном сечении скиповых путей |
4 мм |
|
|
Нисходящий газопровод |
|
|
15 |
Монтажный прогиб нисходящего газопровода до футеровки |
0,0015l, но не более 80 мм (l - пролет газопровода) |
|
|
Опоры газопроводов |
|
|
16 |
Отклонение осей опор от вертикальной плоскости |
0,002h, но не более 20 мм (h - высота опоры) |
|
|
Сосуды и газовоздухопроводы |
|
|
17 |
Перекос зеркала фланца (кроме колошникового) относительно оси патрубка |
2 мм на 1 м диаметра фланца |
|
|
Кожух электрофильтра |
|
|
18 |
Эллиптичность (наибольшая разность диаметров) царг |
0,002 номинального диаметра царг |
|
19 |
Смещение центров верхней и нижней частей аппарата |
0,002 высоты аппарата |
|
20 |
Негоризонтальность опорных балок под трубы осадительных электродов (в узле опирания верх промежуточной балки не должен быть выше верха главной балки) |
0,5 мм на 1 м длины балки |
|
|
Кожух скруббера |
|
|
21 |
Эллиптичность (наибольшая разность диаметров) царг |
0,005 номинального диаметра царг |
|
22 |
Смещение верхней и нижней частей аппарата |
0,003 высоты аппарата |
|
|
Кольцевая труба горячего дутья |
|
|
23 |
Отклонение отметок низа (кожуха) кольцевой трубы (замеренных по оси каждой воздушной фурмы) от проектных |
±10 мм |
|
24 |
Отклонение расстояния А от поверхности трубы до наружной поверхности кожуха доменной печи, замеренного на оси кольцевой трубы по оси каждой воздушной фурмы |
±20 мм |
|
|
|
|
|
25 |
Эллиптичность (наибольшая разность диаметров) поперечного сечения кольцевой трубы |
10 мм |
|
|
Колонны шахты |
|
|
26 |
Разность в отметке колонн |
5 мм |
|
27 |
Разность в отметке отдельных ветвей одной колонны |
1 мм |
|
|
Кольцевая балка колошниковой площадки |
|
|
28 |
Эллиптичность (как разность наибольшего и наименьшего диаметров кольцевой оси балки) |
0,0021D (D - диаметр оси кольцевой балки) |
|
|
Балки под монтажную тележку |
|
|
29 |
Смещение оси балки от проектного положения |
15 мм |
|
30 |
Разность отметок рельсов в одном поперечном сечении |
4 мм |
|
31 |
Разность отметок рельсов вдоль путей на опорах |
5 мм |
|
32 |
Отклонение расстояния между осями рельсов |
5 мм |
|
|
Несущие конструкции ствола доменного лифта (исключая стойки и пояса шахты)а) Несущий цилиндрическийствол |
|
|
33 |
Отклонение оси ствола от проектного положения |
1/750 высоты выверяемой точки над фундаментом, но не более 55 мм |
|
34 |
Эллиптичность (разность диаметров) цилиндрических конструкций ствола |
0,004 номинального диаметра окружности |
|
|
б) Несущий прямоугольный (каркасный) ствол |
|
|
35 |
Отклонение оси ствола от проектного положения |
1/750 высоты выверяемой точки над фундаментом, но не более 55 мм |
|
36 |
Отклонение размера поперечного сечения ствола от проектного |
±4 мм |
|
Примечания: 1. При проектировании несущих конструкций ствола доменного лифта должно быть предусмотрено увеличение габаритов ствола, допускающее установку шахты лифта с требуемой точностью. Внутренний диаметр несущего цилиндрического ствола (поз. 33, 34) должен быть больше диагонали шахты лифта на 118 мм. Размер сторон поперечного сечения прямоугольного (каркасного) ствола (поз. 35 и 36) должен быть больше заданного габарита шахты лифта на 300 мм. 2. Установка шахты лифта должна производиться в соответствии с требованиями главы СНиП III-Г.10.9-65. 3. К конструкциям шахты лифта относятся угловые стойки, пояса для крепления направляющих и двери. |
||
3.3. Допускаемые отклонения при монтаже стальных конструкций указаны в табл. 12.
3.4*. Вырезка в стальных конструкциях всякого рода отверстий и лазов для производства строительных и монтажных работ, не предусмотренных проектом, запрещается. Необходимые для этой цели отверстия в минимальном количестве должны быть предусмотрены в проекте и соответствующим образом конструктивно оформлены с указанием разделки кромок, методов сварки, сечения швов и других конструктивных элементов заделки отверстий.
4. ИСПЫТАНИЕ КОНСТРУКЦИЙ И ПРИЕМКА РАБОТ
4.1. Испытание конструкций производится специальной комиссией, назначаемой приказом директора завода, согласованным с генподрядной и специализированной монтажной организацией.
В этом приказе должны быть установлены время и. порядок проведения испытаний и учтены местные условия и специфика работы различных агрегатов действующего доменного цеха и других близлежащих объектов. Результаты испытаний актируются.
4.2. Перед производством испытаний для объектов, испытываемых на давление от 2,5 ати и выше, устанавливаются: граница опасной зоны с радиусом не менее 50 м от испытуемого объекта, в которой запрещается во время испытания нахождение людей, не связанных с производством испытания, и граница зоны с радиусом 25 м, в которой не должны находиться в период испытания сосуды объемом более 100 м3 и трубопроводы диаметром более 1200 мм с газом под любым давлением или с воздухом под давлением более 0,7 ати.
Для конструкций, испытываемых на давление от 0,75 до 2,5 ати, устанавливается граница опасной зоны с радиусом не менее 25 м от испытываемого объекта, в которой запрещается во время испытания нахождение людей, не связанных с производством испытания.
Опасная зона должна охраняться.
При невозможности выполнения требований, относящихся к сосудам и трубопроводам, расположенным в зоне 25 м, необходимые мероприятия, обеспечивающие безопасное производство работ по испытанию, устанавливаются приказом директора завода.
Порядок испытания участков, места установки заглушек и чертежи заглушек определяются специальным проектом производства работ по испытанию конструкций, выполняемым специальной проектной организацией, или проектной конторой монтажной организации и согласованным с администрацией доменного цеха и ведущими субподрядными организациями.
4.3. Лица, занятые на испытании, должны пройти специальный инструктаж по технике безопасности, а лица, которым поручен осмотр конструкций во время испытания, проходят дополнительный инструктаж.
В период повышения и снижения давления они не должны находиться в пределах опасной зоны (п. 4.2) либо должны быть в надежных укрытиях.
Осмотр конструкций в каждом отдельном случае производится по указанию председателя комиссии по испытаниям.
4.4*. Перед испытанием производится общий осмотр конструкций, при котором определяются соответствие их проекту и требованиям настоящей главы и готовность к испытаниям. Все замкнутые сосуды и трубопроводы должны быть тщательно провентилированы (продуты сжатым воздухом с открытием лазов, люков, заглушек и т. д.). Должны быть взяты контрольные пробы воздуха внутри испытываемых конструкций на отсутствие в них горючих и взрывоопасных газов.
4.5. Перед испытанием внутренние полости испытуемых участков должны быть очищены от мусора и посторонних предметов, все крышки люков и лазов должны иметь уплотнения и затянуты болтами; все отверстия для импульсных линий и паропроводов должны быть заглушены.
4.6. Перед испытанием комиссии предъявляются следующие документы:
а) паспортные данные и акты испытания арматуры и клапанов, участвующих в испытании;
б) чертежи КМД с монтажными схемами испытываемых конструкций и документация по согласованию отступлений от проекта (изменения должны быть внесены в чертежи);
в) заводские сертификаты на стальные конструкции и сертификаты на электроды, электродную проволоку и флюсы, применявшиеся при монтажной сварке испытуемых конструкций;
Таблица 13
Величины давлений при испытании конструкций в ати
|
Обозначение участников |
Наименование отдельных участков |
Нормативное рабочее давление |
Испытательное давление |
|
|
на плотность |
на прочность |
|||
|
А |
Воздухопровод холодного дутья от задвижки у воздуходувной станции до воздушно-разгрузочного клапана (клапана «Снорт») |
P1 |
P1 |
1,25 P1 |
|
Б |
Воздухопровод холодного дутья от воздушно-разгрузочного клапана с ответвлением до смесительного и отделительного клапанов и до клапанов холодного дутья у воздухонагревателей |
P1 |
P1 |
1,25 P1 |
|
В |
Воздухонагреватели, включая штуцера горячего и холодного дутья |
P1 |
P1 |
1,25 P1 |
|
Г |
Воздухопровод горячего дутья в составе прямого воздухопровода от смесительного клапана, кольцевого воздухопровода до штуцеров фурменных приборов |
P1 |
P1 |
1,25 P1 |
|
Д |
Кожух доменной печи: |
|
|
|
|
у фурм |
P1 |
P2*, но не выше 2 aти |
См. сноску** |
|
|
на колошнике |
P1 |
P2*, но не выше 2 aти |
To же |
|
|
Е |
Газопровод грязного газа в составе: газоотводы печи от купола шахты до атмосферных клапанов печи и нисходящий газопровод от газоотводов печи до кожуха отсекающего клапана пылеуловителя |
P2 |
P2*, но не выше 2 aти |
- |
|
Ж |
Пылеуловитель |
P2 |
Р2 |
1,25 P2 |
|
3 |
Газопровод грязного газа от пылеуловителя до скруббера |
P2 |
P2 |
1,25 P2 |
|
И |
Скруббер |
P2 |
P2 |
1,25 P2 |
|
К |
Газопровод получистого газа от скруббера до электрофильтров |
P2 |
P2 |
1,25 P2 |
|
Л |
Газопровод получистого (или чистого) газа от газопровода получистого газа до кожуха газового затвора и атмосферный газопровод от кожуха газового затвора до атмосферных клапанов |
P2 |
P2 |
1,25 P2 |
|
М |
Электрофильтры |
P2 |
P2 |
1,25 P2 |
|
Н |
Газопровод чистого газа от электрофильтров до дроссельной группы |
P2 |
P2 |
1,25 P2 |
|
О |
Газопровод чистого газа от дроссельной группы до листовой задвижки |
Р3 |
1,25 P3 |
- |
|
П |
Общезаводской коллектор чистого газа от листовой задвижки |
P4 |
1,25 P4 |
- |
|
Р |
Газопровод чистого газа от общезаводского коллектора до дроссельного клапана на отводе к воздухонагревателям |
P4 |
1,25 P4 |
- |
|
С |
Газопровод чистого газа от дроссельного клапана на отводе к воздухонагревателям до дроссельных клапанов над горелками с атмосферными свечами и клапанами на них |
P4 |
1,25 P4 |
- |
|
где P1 - нормативное избыточное внутреннее рабочее давление в ати (по проекту) воздуха в воздухопроводах холодного и горячего дутья, в воздухонагревателях и у фурм доменной печи; Р2 - нормативное избыточное внутреннее рабочее давление в ати (по проекту) газовой среды на колошнике, в газопроводах грязного газа, в пылеуловителе, скрубберах и электрофильтрах, в газопроводе получистого и чистого газа в пределах газоочистки до дроссельной группы, а также в газопроводах получистого или чистого газа от газоочистки до межконусного пространства; Р3 - нормативное избыточное рабочее давление в ати (по проекту) газовой среды в газопроводе чистого газа от дроссельной группы до листовой задвижки. При установке расширительной турбины и отводе газа на расширительную турбину нормативное избыточное рабочее давление в газопроводе этого участка принимается равным Р2, а испытание на плотность производится давлением, равным Р2 и на прочность-1,25Р2; Р4 - нормативное избыточное внутреннее рабочее давление в ати (по проекту) газовой среды в общезаводском коллекторе чистого газа, включая газопровод чистого газа к горелкам воздухонагревателей. |
||||
|
*Испытание продувкой. **Помимо продувки давлением Р2 (но не свыше 2 ати) все швы кожуха доменной печи должны быть проверены ультразвуковым методом в соответствии с п. 2.10 «а» настоящих дополнительных правил. |
||||
г) акты о результатах испытания монтажных сварных швов;
д) инструкция или иная документация по технологии монтажной сварки конструкций;
е) журнал сварочных работ с указанием фамилии, имени и отчества каждого сварщика, присвоенного ему клейма (знака), номера и срока действия удостоверения и наименование выдавшей организации;
ж) заключения по прозвучиванию и просвечиванию сварных швов рентгено- или гамма-лучами со схемами расположения мест просвечивания;
з) акты приемки смонтированного оборудования;
и) проект производства работ по испытанию конструкций, перечисленных в п. 4.13, с приложением рабочих чертежей заглушек.
4.7. На испытываемом объекте до начала испытания устанавливаются три штуцера: один для подачи воздуха, два для манометров - рабочего и контрольного.
На трубопроводе, подводящем воздух, устанавливается регулирующий вентиль. Вентиль и манометры устанавливаются рядом в безопасной зоне. Для измерения давлений применяются пружинные или ртутные манометры, проверенные по правилам Госгортехнадзора и запломбированные.
4.8. Испытание по участкам может производиться или с использованием смонтированного оборудования и арматуры (если они были предварительно испытаны на соответствующее участку испытательное давление), или без оборудования и арматуры с установкой специальных заглушек, рассчитанных на соответствующее максимальное давление, принимаемое для испытания данного участка.
4.9. Веса контргрузов атмосферных и пылевых клапанов на пылеуловителе перед его испытанием должны быть доведены до величины, обеспечивающей возможность испытания на прочность давлением 1,25 Р2 (табл. 13).
4.10*. Испытание листовых конструкций на прочность и плотность, как правило, осуществляется сжатым воздухом в два этапа.
Первый этап: испытание на давление до 0,7 ати производится перед футеровкой.
Второй этап: испытание на давление, предусмотренное п. 4.13 (табл. 13), производится, как правило, также перед футеровкой. При отсутствии оборудования и арматуры, могущем вызвать задержку работ по футеровке, или по другим причинам испытания на втором этапе могут производиться после футеровки. Испытания воздухонагревателей с плоскими днищами, не рассчитанными на восприятие внутреннего давления, производятся после футеровки.
Испытание на давление 0,7 ати и более разрешается производить только при наружной температуре воздуха выше -20°С, испытание на давление до 0,7 ати разрешается производить при температуре выше -30°С.
4.11. В процессе испытания производится два раза осмотр конструкций. Первый раз при давлении 0,7 ати, после которого производится устранение всех обнаруженных дефектов. Затем производится проверка на прочность путем доведения давления до испытательного (см. графу «Испытательное давление на прочность» табл. 13), при котором конструкция выдерживается в течение 5 мин, после чего давление снижается до рабочего (см. графу «Нормативное рабочее давление» табл. 13) и производится вторичный осмотр конструкции с проверкой плотности в соответствии с п. 4.14.
Примечания:
1. Сушка кладки и футеровки сосудов и трубопроводов, испытываемых давлением воздуха, может производиться лишь после испытания и сдачи их на прочность или плотность.
2. При производстве футеровки воздухонагревателя крупными блоками параллельно с монтажом стальных конструкций первое испытание давлением 0,7 ати не производится.
А-С - участки комплекса (см, табл. 13)
1 - воздушно-разгрузочный клапан «Спорт»; 2 - смесительный и отделительный клапаны; 3 - дроссельный клапан; 4 - дроссельная группа; 5 - листовая
задвижка; 6 - задвижка; 7 -
задвижка; 8 - клапаны холодного
дутья; N - поступление
воздуха из воздуходувки; N1
- поступление газа к потребителю
4.12. Подъем и снижение давления должны производиться медленно, ступенями по 0,25 ати с задержкой на каждой ступени не менее 5 мин.
Осмотр испытуемых участков производится только через 10 мин после того, как давление установится.
Производить осмотр конструкций во время подъема давления и без выдержки, а также обстукивание отдельных швов, исправление дефектов, ремонтные работы при наличии давления запрещается.
4.13. Испытанию на внутреннее давление подвергаются отдельные участки комплекса сооружений доменного цеха и газоочистки. Участки указаны на схеме, а обозначение, наименование их и величины давлений, принимаемые при испытании, приведены в табл. 13.
4.14. Величина утечки воздуха в процентах определяется по формуле
|
|
(2) |
где Тнач и Ткон - абсолютная температура воздуха в испытываемом объекте соответственно в начале и в конце испытания;
Рнач и Ркон - абсолютное давление воздуха в испытываемом объекте соответственно в начале и в конце испытания.
Абсолютное давление воздуха должно определяться как сумма барометрического и манометрического давлений.
Продолжительность испытания на плотность, при котором производится подсчет потерь воздуха, не должна быть менее 1 ч.
Допустимые нормы потери воздуха в 1 ч при испытании на плотность на всех участках составляют от объема испытуемого участка:
а) при испытании с оборудованием без заглушек - 3%;
б) при испытании с заглушками вместо оборудования - 2%;
в) при испытании с частью оборудования и частью заглушек - 3%.
4.15. В случае если потери воздуха превысят допускаемые нормы, устанавливаются места утечек (путем смачивания сварных швов и других соединений мыльной эмульсией или пенным индикатором), давление снимается и производится устранение дефектов.
Устранение дефектов производится путем вырубки дефектных участков и заварки их вновь.
Во фланцевых соединениях, пропускающих воздух, производится переукупорка.
Литые детали арматуры и отсекающего оборудования, показавшие утечки воздуха, подлежат ремонту.
После устранения дефектов производятся повторные испытания до тех пор, пока утечка воздуха не снизится до нормы.
ИСПЫТАНИЕ КОНСТРУКЦИЙ ОТДЕЛЬНЫХ УЧАСТКОВ КОМПЛЕКСА
Участок А
4.16. Перед испытанием на обоих концах участка у воздуходувной станции и у воздушно-разгрузочного клапана устанавливаются заглушки.
Участок Б
4.17. Перед испытанием у воздушно-разгрузочного, а также у смесительного или отделительного клапанов устанавливаются заглушки.
4.18. Испытание разрешается производить при установленных клапанах холодного дутья и измерительной диафрагме, если они имеют паспорта и акты испытания, в противном случае или при их отсутствии - с установленными вместо них заглушками.
Тарелки клапанов холодного дутья (если трубопровод испытывается с предварительно испытанными клапанами) должны быть закрыты.
Участок В
4.19.* А. Воздухонагреватели с плоскими днищами, не рассчитанными на восприятие внутреннего давления. Каждый воздухонагреватель испытывается отдельно. При испытании на первом этапе (без футеровки) давлением 0,7 ати проверяется плотность швов и соединений.
После испытания на первом этапе на 0,7 ати (кроме случая, предусмотренного в прим. 2 к п. 4.11) и устранения всех дефектов, а также удаления всех сборочных приспособлений с внутренней поверхности воздухонагреватель сдается по акту под огнеупорную кладку (футеровку).
Испытание на втором этапе на давление 1,25Р на прочность и плотность производится после кладки (футеровки) до разогрева воздухонагревателей, если в проекте нет других указаний о порядке и последовательности испытания и разогрева.
Испытание на обоих этапах следует производить с применением временных анкеров, обеспечивающих устойчивость и прочность воздухонагревателей. Временные анкеры удаляются после снятия давления перед разогревом. Приварка постоянных анкеров производится после разогрева воздухонагревателей.
Б. Воздухонагреватели со сферическими днищами или с плоскими днищами, рассчитанными на восприятие внутреннего давления
Каждый воздухонагреватель испытывается отдельно. При испытании на первом этапе на 0,7 ати проверяется плотность швов и соединений.
Испытание на втором этапе на давление 1,25Р на прочность и плотность производится до огнеупорной кладки (футеровки).
Испытание на обоих этапах следует производить после приварки анкеров.
После испытания на прочность, плотность и устранения всех дефектов, а также после удаления всех сборочных приспособлений воздухонагреватель сдается по акту под огнеупорную кладку (футеровку).
Для всех конструкций воздухонагревателей удаление сборочных приспособлений может производиться пневматическим зубилом или газовой резкой. При этом необходимо оставлять 2-3 мм для последующей зачистки наждачным кругом. После зачистки допускается оставлять припуск до 1 мм.
4.20*. Испытание воздухонагревателя производится с заглушками, поставленными в штуцерах холодного и горячего дутья.
Вся остальная арматура и клапаны (дымовые, перепускные, крышки или шибер газовой горелки), если они были предварительно испытаны, должны быть установлены на место, в противном случае или в случае их отсутствия должны быть установлены заглушки.
Участок Г
4.21. Перед испытанием у смесительного или отделительного клапана, у клапана горячего дутья и в штуцерах фурменных приборов устанавливаются заглушки.
4.22. В случае установки к началу испытаний фурменных приборов они могут участвовать в испытании (без сопел). В этом случае клиновые соединения фурменных приборов должны быть затянуты, установлены натяжные болты с пружинами, сняты фланцы с шаровой заточкой для сопел и на их место установлены заглушки.
4.23. Штуцер для подключения ртутного термометра в металлической оправе устанавливается в одной из гляделок фурменного прибора; при отсутствии фурменных приборов - в одной из заглушек штуцера фурменного прибора.
Участки Д и Е
4.24. Испытание газопроводов на первом этапе до футеровки производится без испытательного давления 0,7 ати путем смачивания внутри газопроводов всех швов керосином, а снаружи - меловым раствором.
Испытание на плотность после футеровки производится одновременно со всем комплексом сооружений воздушного и газового трактов в соответствии с пп. 4.40-4.47.
Участки Ж и 3
4.25. Участки Ж и 3 испытываются совместно. Перед испытанием испытываемые участки отделяются заглушками от нисходящего газопровода и от скруббера.
4.26. Испытание производится совместно со смонтированным оборудованием (люки, лазы, атмосферные клапаны и затворы пылеуловителей), кроме корпусов винтовых транспортеров, вместо которых устанавливаются заглушки.
4.27. Штуцер для ртутного термометра в металлической оправе устанавливается в днище пылеуловителя в одном из отверстий для шуровочных люков.
4.28. Допускается раздельное проведение испытаний пылеуловителя (участок Ж) и газопровода грязного газа от пылеуловителя до скруббера (участок З).
Участок И
4.29. Испытание разрешается производить с использованием постоянных задвижек, если они рассчитаны на давление не ниже 1,25Р2; в противном случае необходимо установить специальные заглушки.
При отсутствии отдельных клапанов или необходимости предварительного испытания их вместо клапанов устанавливаются заглушки.
Участок К
4.30. Испытание производится совместно со смонтированным оборудованием, испытанным в соответствии с п. 4.8.
В случае отсутствия такого оборудования устанавливаются специальные заглушки.
Участок Л
4.31. Перед испытанием должны быть установлены клапаны, если они имеют паспорта и акты испытания (п. 4.8), или поставлены заглушки.
Участок М
4.32. Каждый электрофильтр испытывается в отдельности.
4.33. Испытание разрешается производить с использованием постоянных задвижек, испытанных в соответствии с п. 4.8, в противном случае необходимо установить заглушки.
4.34. При отсутствии отдельных клапанов или необходимости предварительного испытания их вместо клапанов устанавливаются заглушки.
Участок Н
4.35. Испытание производится аналогично испытанию участка К (п. 4.30).
Участок О
4.36. Перед испытанием в начале и конце участка должны быть установлены испытанные приборы или заглушки.
Участок П
4.37. Перед испытанием в начале и конце участка, а также на всех патрубках газопровода должны быть поставлены заглушки.
Участок Р
4.38. Перед испытанием должны быть поставлены заглушки в начале и конце участка.
Участок С
4.39. Перед испытанием должны быть установлены заглушки вместо дроссельных клапанов.
ПРЕДПУСКОВОЕ ИСПЫТАНИЕ КОМПЛЕКСА ДОМЕННОЙ ПЕЧИ
4.40. После окончания испытания отдельных участков монтажа, всего оборудования и после окончания работ по огнеупорной футеровке производится дополнительное (предпусковое) испытание системы воздушного и газового трактов в комплексе продувкой воздухом.
В систему входят: воздухопровод холодного дутья от воздуходувной станции до шиберов холодного дутья у воздухонагревателей, воздухонагреватели, воздухопроводы горячего дутья, собственно доменная печь с засыпным аппаратом, газовым затвором и распределителем шихты; газопроводы грязного газа с пылеуловителем, скруббер высокого давления, газопровод получистого газа, электрофильтры, газопровод чистого газа в пределах газоочистки (до дроссельной группы).
Продувка всей системы целиком производится давлением, равным P2, но не выше 2 ати.
4.41. Все сопла фурменных приборов должны быть установлены, атмосферные клапаны закрыты, заглушки, установленные для деления системы на участки, должны быть сняты. Большой конус должен быть открыт, малый конус - закрыт, болты на люках газового затвора должны быть затянуты, а в уплотнение распределителя шихты подана смазка. За дроссельной группой устанавливается заглушка, рассчитанная на давление Р2, но не выше 2 ати.
4.42. Все клапаны системы, соединяющие ее с атмосферой, закрываются, за исключением клапанов, которые потребуется открыть для пропуска некоторого количества воздуха в случае невозможности выпуска всего воздуха через клапан воздуходувки. Клапаны всех воздухонагревателей должны во время испытания находиться в положении на дутье, причем смесительный и отделительный клапаны и отсекающий клапан на пылеуловителе должны быть полностью открыты.
Отсекающий клапан печи должен быть полностью открыт.
4.43. Контроль давления у доменной печи производится двумя манометрами, прошедшими проверку, запломбированными и установленными в помещениях КИП.
4.44. Перед началом испытания все основные фланцевые соединения смачиваются мыльной эмульсией, и при появлении пузырей в местах утечек эти места при осмотре отмечаются мелом для устранения неплотностей в дальнейшем.
4.45. После выдержки системы под давлением продолжительностью не менее 30 мин допускаются осмотр сооружений и выявление утечек воздуха специально организованными бригадами, разбитыми по отдельным объектам и действующими с соблюдением условий, указанных в пп. 4.2; 4.3 и 4.12.
4.46. Все обнаруженные утечки воздуха должны быть устранены после снятия давления. Устранение утечки производится в соответствии с п. 4.15.
4.47. Регулирование давления и расхода воздуха производится на воздуходувке из расчета поддержания в системе давления Р2, но не выше 2 ати.
Подсчеты потерь воздуха не производятся.
Выпуск воздуха производится через клапан у воздуходувки.
Испытания проводятся в соответствии с пп. 4.1-4.13.
4.48*. Испытание колошникового копра производится раздельно:
а) опробованием работы всех механизмов;
б) статическим испытанием монтажной балки совместно с грузоподъемным механизмом путем подъема груза, равного 1,25 его номинальной грузоподъемности, на высоту 100 мм в течение 10 мин, с тщательным осмотром всех конструкций колошникового копра; динамическим испытанием путем повторного подъема, перемещения и опускания груза, равного 1,1 его номинальной грузоподъемности.
При обнаружении в процессе испытания дефектов в конструкциях и после исправления их испытание повторяется.
4.49. Для проверки правильности монтажа наклонного моста производится прокатка скипов.
4.50. Подготовительные работы к пуску агрегатов доменной печи выполняются всеми организациями, участвующими в сооружении комплекса доменной печи, и персоналом доменного цеха.
РАЗОГРЕВ ВОЗДУХОНАГРЕВАТЕЛЕЙ
4.51. Разогрев воздухонагревателей производится персоналом доменного цеха.
4.52. Кроме испытания на внутреннее давление при пуске необходимо произвести нагрев воздухонагревателей до эксплуатационной температуры.
При нагреве повышать температуру следует ступенями не более 25% эксплуатационной температуры (tэкспл) с последующими охлаждениями до температуры воздуха (t0) по схеме
![]()
с тем чтобы в системе кладка - набойка - кожух сдвиги при температурных расширениях кладки вызвали минимальные напряжения.
При разогреве воздухонагревателей следует выполнять все требования безопасности, связанные с сушкой и разогревом воздухонагревателей, предусмотренные технологической инструкцией, утвержденной директором или главным инженером завода.
ОКРАСКА КОНСТРУКЦИЙ
4.53. Окраска стальных конструкций производится после испытания их на плотность давлением 0,7 ати. Окраска стальных конструкций кожуха доменной печи может производиться после выполнения сварных швов и контроля их качества (п. 2.10).
ПРИЕМКА КОНСТРУКЦИЙ
4.54. При приемке стальных конструкций доменных цехов и газоочисток надлежит руководствоваться требованиями раздела I.
РАЗДЕЛ IV
ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ИЗГОТОВЛЕНИЯ, МОНТАЖА И ПРИЕМКИ СТАЛЬНЫХ КОНСТРУКЦИИ
ЦИЛИНДРИЧЕСКИХ ВЕРТИКАЛЬНЫХ РЕЗЕРВУАРОВ
1. ОБЩИЕ УКАЗАНИЯ
1.1*. Настоящие дополнительные правила распространяются на изготовление, монтаж и приемку вертикальных сварных цилиндрических резервуаров для нефтепродуктов емкостью до 20 000 м3, высотой корпуса не более 12 м.
Правила распространяются на сварные резервуары следующих типов:
а) низкого давления (до 200 мм вод. ст.);
б) повышенного давления (до 7 000 мм вод. ст.);
в) специальных типов без давления (с плавающей кровлей, с понтоном и др.).
1.2. Настоящие правила являются дополнением к разделу I «Общие правила изготовления, монтажа и приемки стальных конструкций».
2. ИЗГОТОВЛЕНИЕ СТАЛЬНЫХ КОНСТРУКЦИЙ
2.1. Изготовление резервуаров следует производить, как правило, рулонными заготовками для днища и корпуса и укрупненными панелями для кровли. Изготовление резервуаров отдельными листами допускается производить лишь в том случае, если по условиям монтажа невозможно или нецелесообразно получение на площадку готовых рулонов.
2.2*. Полотнища днищ, изготовленные на заводе целиком и обрезанные по окружности, должны иметь припуск к проектному диаметру в размере l/750 проектного диаметра, но не менее 20 мм.
Полотнища днищ, отгружаемые с завода с неприваренными окрайками и обрезанные по многоугольнику, должны иметь припуск к диаметру вписанной окружности не менее 20 мм.
Внешняя кромка окрайков должна иметь припуск к проектному диаметру в размере 1/750 проектного диаметра, но не менее 20 мм.
2.3*. Контроль качества заводских швов резервуаров должен производиться повседневной проверкой правильности выполнения технологического процесса, наружным осмотром и проверкой наружных размеров 100% швов, испытанием на плотность (керосином, керосино-вакуумным способом и др.) на заводе-изготовителе. В рулонах резервуаров емкостью от 2000 до 20000 м3, сваренных автоматами, кроме того, все пересечения вертикальных и горизонтальных швов I и II поясов и 50% пересечений II, III и IV поясов корпуса, а также все стыковые швы окраек днища в местах примыкания к ним корпуса резервуаров должны быть подвергнуты рентгено- или гамма-просвечиванию или контролю магнитографическим методом и др.
Длина снимка должна быть не менее 240 мм.
Примечание. Разрешается также взамен просвечивания или магнитографического метода производить контроль ультразвуковым методом всех вертикальных стыковых швов с последующим просвечиванием дефектных и сомнительных мест.
2.4. Швы щитов кровли выполняются автоматической, полуавтоматической или ручной дуговой сваркой.
Сваренные щиты кровли должны быть проверены на герметичность заводом-изготовителем (керосином или вакуум-методом).
2.5. Элементы сферической или сфероцилиндрической кровли изготовляются заводским способом укрупненными габаритными секторами и отправляются "на строительную площадку пакетами в свальцованном виде. Для сохранения проектной формы пакеты должны иметь соответствующие жесткие крепления.
3. МОНТАЖ СТАЛЬНЫХ КОНСТРУКЦИЙ
ТРЕБОВАНИЯ К ОСНОВАНИЯМ И ФУНДАМЕНТАМ
3.1. Перед началом работ по сооружению стальных резервуаров должны быть проверены:
а) правильность разбивки осей резервуаров;
б) отметки поверхности гидроизолирующего слоя искусственного основания резервуара;
в) обеспечение отвода поверхностных вод от основания резервуара.
Отклонения отметок планировки от проекта не должны превышать ±5 см.
3.2. При приемке оснований резервуаров допускаются следующие отклонения от проекта:
а) по отметке центра подушки ±50 мм;
б) по отметке периметра ±20 мм между смежными точками (разность отметок средней точки по отношению ближайших левой и травой точек), при этом отметки устанавливаются по проектному периметру корпуса не менее чем в восьми точках, но не реже чем через 6 м;
в) разность отметок по диаметрально противоположным точкам не должна превышать 50 мм.
3.3. Тщательность уплотнения гидроизолирующегося слоя должна контролироваться; уплотнение считается достаточным, когда при работе механическими катками среднего веса (до 10 г) прекращается выпирание «волны» грунта перед катком и глубина следа от задних валков катка составит не более 10 мм.
В фундаментах, воспринимающих отрицательные опорные реакции резервуаров с повышенным давлением, вышележащий над плитами фундаментов грунтовой противовес должен быть послойно тщательно утрамбован. После установки анкерных болтов производится засыпка котлована ранее вынутым грунтом слоями 20-25 см с поливкой водой и тщательной трамбовкой.
Анкерные болты должны иметь усиленное антикоррозионное покрытие, предусмотренное проектом. На анкерные болты устанавливают гайку и контргайку, которые должны быть плотно затянуты перед испытанием резервуаров на избыточное давление.
МОНТАЖ РЕЗЕРВУАРОВ ИЗ ЗАВОДСКИХ ЗАГОТОВОК
3.4. Разгрузка рулонов с железнодорожных платформ производится краном. Допускается скатывание рулонов с платформ.
Перевозка элементов резервуара от места разгрузки к монтажной площадке производится на многоколесных прицепах-платформах (трайлерах), на санных тракторных прицепах или другими способами, исключающими повреждения рулона резервуара.
3.5. Монтаж днища резервуаров производится непосредственно на готовом основании с изоляционным слоем. При развертывании рулона днища должна быть обеспечена сохранность изоляционного слоя.
3.6.* При установке и разворачивании рулона корпуса должны быть исключены повреждения и деформации днища и нижней кромки корпуса резервуара.
3.7. При установке резервуара должны быть соблюдены следующие условия:
а) вертикальные сварные швы корпуса не должны располагаться между приемо-раздаточными патрубками;
б) швы приварки отдельных элементов оборудования не должны располагаться ближе 500 мм один от другого и от вертикальных швов корпуса;
в) в резервуарах емкостью 1000 м3 и более на одном листе корпуса при площади листа не менее 7 м2 не должно быть больше четырех врезок для установки оборудования; змеевики для обогрева резервуаров и мелкие штуцера должны врезаться в лист корпуса, не имеющего других врезок (вне листа с приемо-раздаточными патрубками); при этом в одном листе допускается установка не более восьми штуцеров диаметром не более 100 мм; в резервуарах емкостью до 700 м3 (включительно) оборудование должно располагаться с учетом удобства размещения, но с обязательным соблюдением требований п. 3.7 «б».
3.8. При монтаже корпуса резервуара должна быть обеспечена его устойчивость путем закрепления в процессе монтажа расчалками, а также установки конструкций кровли по мере разворачивания полотнища корпуса. Вертикальность положения образующих стенки корпуса должна выверяться через каждые 6 м и фиксироваться монтажными приспособлениями до установки постоянных креплений.
До окончания монтажа покрытия (во время перерывов в работе) корпус резервуара должен быть прочно закреплен расчалками.
3.9.* К выполнению сварки и прихватки ответственных монтажных швов резервуаров (замыкающего вертикального шва рулона корпуса, стыковых швов окраек днища, швов приварки корпуса резервуара к днищу и швов приварки люков и патрубков в I поясе) должны допускаться квалифицированные сварщики, сдавшие испытания на право производства ответственных сварочных работ согласно «Правилам испытания электросварщиков и газосварщиков» Госгортехнадзора и имеющие соответствующие удостоверения. К сварке остальных швов допускаются сварщики, прошедшие испытания по действующим ведомственным правилам и имеющие удостоверения на право производства сварочных работ. Независимо от наличия удостоверения сварщики перед допуском к работе на резервуарах должны пройти технологическую проверку на сварке образцов, аналогичных выполняемым работам.
3.10. Врезка и приварка патрубков резервуарного оборудования, устанавливаемого на первом поясе, должны быть закончены до проведения гидравлического испытания резервуара.
МОНТАЖ РЕЗЕРВУАРОВ ПОЛИСТОВЫМ МЕТОДОМ
3.11. Корпус резервуара в процессе монтажа после сборки четырех поясов должен быть раскреплен расчалками для обеспечения его устойчивости при ветровой нагрузке.
Количество расчалок должно быть указано в проекте производства работ.
В местностях, подверженных действию сильных ветров, расчалки должны ставиться - после сборки второго пояса.
Обвязочный уголок должен быть смонтирован немедленно по окончании установки верхнего пояса и должны быть установлены расчалки, без которых оставлять смонтированный корпус запрещается.
3.12. Сварка стыковых швов окраек днища должна выполняться на подкладке в два и более слоев с обеспечением полного провара.
3.13. Сварка вертикальных стыковых швов корпуса резервуара, стыковых швов окраек днища, швов прикрепления корпуса резервуара к днищу и швов прикрепления люков и патрубков к первому поясу должна выполняться сварщиками, прошедшими испытание согласно «Правилам испытания электросварщиков и газосварщиков» Госгортехнадзора и имеющими соответствующие удостоверения. К сварке остальных швов допускаются сварщики, прошедшие испытания в соответствии с п. 3.9.
4. ИСПЫТАНИЕ РЕЗЕРВУАРОВ И ПРИЕМКА РАБОТ
4.1. Приемка резервуаров в целом и отдельных конструктивных элементов производится специально выделенной комиссией из представителей строительной и монтажной организации и заказчика.
ПРОМЕЖУТОЧНЫЕ ИСПЫТАНИЯ И ПРИЕМКИ
4.2.* Приемку днищ, смонтированных непосредственно на основании из заводских рулонов, производят путем проверки плотности 100% монтажных и заводских сварных швов вакуум-методом. На приемку днищ составляется акт.
Приемка корпуса резервуара, выполняемого из рулона, производится после его монтажа с проведением контроля плотности 100% сварных соединений (заводских и монтажных):
а) всех стыковых соединений и соединений внахлестку, сваренных сплошным швом с внешней стороны и прерывистым с внутренней стороны, - обильным опрыскиванием керосином;
б) нахлесточных соединений вертикальных швов, сваренных с двух сторон сплошными швами, - путем введения керосина под нахлестку через специальные отверстия (последние после проведения контроля завариваются);
в) кольцевого таврового шва, соединяющего корпус с днищем, - опрыскиванием керосином.
Перед испытанием швы должны быть очищены от грязи, окалины, шлака.
Если по истечении 12 ч (или 24 ч при температуре воздуха ниже 0°С) после испытания по наружной поверхности резервуара не будет следов керосина, то швы считаются принятыми. Для ускорения процесса испытания допускается смазывать швы керосином, подогретым до 60-70°С.
В случаях повреждения рулонов во время транспортирования или монтажа эти повреждения должны быть устранены.
При устранении трещин исправленные участки на I, II, III и IV поясах должны быть просвечены гамма-лучами.
4.3. Швы кровли и обвязочного уголка должны быть подвергнуты испытанию на плотность одним из следующих способов:
а) опрыскиванием керосином под давлением всех (заводских и монтажных) швов с нижней стороны кровли;
б) вакуум-методом;
в) избыточным внутренним давлением при наполнении водой герметически закрытого резервуара или посредством нагнетания воздуха внутрь резервуара, залитого водой на высоту не менее 1 м, до получения в обоих случаях избыточного давления, превышающего проектное на 10%.
В процессе испытания сварные соединения должны смачиваться снаружи мыльной водой ли пенным индикатором. Появление, мыльных пузырей указывает на наличие дефектов в соединениях.
Примечание. В зимних условиях испытание кровли на плотность рекомендуется производить керосином.
4.4. Контроль качества монтажных швов корпуса и днища должен производиться повседневной проверкой установленного технологического процесса, внешним осмотром и проверкой наружных размеров всех швов, испытанием на плотность (керосином, вакуум-фибором и др. с выполнением требований п. 4.2).
При полистовом методе сооружения резервуаров емкостью 2000 м3 и более, кроме того, надлежит производить контроль вертикальных швов корпуса резервуара рентгено- или гамма-просвечиванием, магнитографическим или другими физическими методами.
Контролю просвечиванием должны подвергаться все сварные вертикальные швы I пояса и 50% стыковых швов II и III поясов резервуаров на участках длиной по 200-250 мм преимущественно у мест пересечения их с горизонтальными швами, а также все стыковые швы окраек днища в местах примыкания корпуса к днищу.
Просвечивание или магнитографический контроль осуществляют до залива резервуара водой.
Примечание. Разрешается также взамен просвечивания или магнитографического метода производить контроль ультразвуковым методом всех вертикальных стыковых швов с последующим просвечиванием всех дефектных и сомнительных мест.
4.5. В зимних условиях рекомендуется после окончания сварки резервуара производить 2-3 дополнительных контрольных осмотра конструкций после резких похолоданий (например, при падении температуры в течение суток на 15°С и более).
ДОПОЛНИТЕЛЬНЫЕ ПРОМЕЖУТОЧНЫЕ ИСПЫТАНИЯ РЕЗЕРВУАРОВ ПОВЫШЕННОГО ДАВЛЕНИЯ
4.8. Для резервуаров повышенного давления кроме испытаний, предусмотренных в пп. 4.2-4.5, производятся испытания анкерных болтов путем залива воды в смонтированный и герметически закрытый пустой резервуар и создания избыточного давления, превышающего проектное на 25%.
Уровень воды при этом должен быть не менее 1 м и не более 2 м. Корпус и кровля должны находиться под испытательным избыточным давлением от 30 мин до 1 ч.
Примечание. Разрешается производить испытание без налива воды, но при этом испытательное давление не должно превышать проектной величины.
4.7.* Корпус резервуара должен быть испытан на устойчивость при вакууме, превышающем его расчетную величину. Коэффициент превышения испытательного вакуума над расчетным устанавливается проектом.
Испытание производится при частично залитом резервуаре - не менее одной трети высоты корпуса. Испытательный вакуум создается сливом воды из герметически закрытого резервуара.
При этом испытательную величину вакуума необходимо проверять с повышенной точностью (например, с помощью водяного манометра в виде U-образной трубки, заполненной подкрашенной водой).
Корпус должен находиться под воздействием вакуума 30 мин.
4.8. Кровля резервуара кроме испытания, предусмотренного в п. 4.3, должна проверяться на воздействие расчетной вертикальной нагрузки, в которую входят снеговая нагрузка, вес теплоизоляции и расчетный вакуум с соответствующими коэффициентами перегрузки согласно проекту.
Нагрузка может воспроизводиться созданием вакуума в резервуаре, заполненном водой до расчетного уровня, путем слива части воды из герметически закрытого резервуара или другими способами.
Продолжительность нагрузки должна быть 30 мин.
Категорически запрещается оставлять на ночь под давлением или вакуумом герметически закрытые резервуары, не имеющие соответствующей дыхательной аппаратуры.
Примечания:
1. Регулирование избыточного давления или вакуума долито производиться вне пределов обвалования. Для этого с кровли резервуара выводятся две трубы необходимого диаметра за пределы обвалования отдельно для манометра (U-образной трубки) и для регулирования давления. В конце второго трубопровода должна быть поставлена соответствующая задвижка.
2. Производить испытание кровли на прочность и плотность во время дождя не рекомендуется.
4.9. При удовлетворительных результатах испытания, указанного в п. 4.8, и проверки отсутствия трещин, вмятин или деформаций, превышающих допускаемые отклонения (пп. 4.15-4.17), испытание оформляется актом.
ОКОНЧАТЕЛЬНЫЕ ИСПЫТАНИЯ И ПРИЕМКА ГОТОВОГО РЕЗЕРВУАРА
4.10. Окончательная приемка резервуаров состоит из испытания на плотность и прочность, внешнего осмотра и проверки геометрических размеров, а также проверки соответствия представленной документации требованиям проекта и настоящих дополнительных правил. Для резервуаров без давления специальных типов дополнительные специальные испытания производятся по проекту.
4.11. При испытаниях резервуаров низкого давления принимается размер избыточного давления на 25% и вакуум на 50% больше проектной величины, если в проекте нет других указаний. В резервуарах повышенного давления испытательное избыточное давление принимается на 25% больше проектной величины, а вакуум - по специальной инструкции.
4.12.* Окончательное испытание резервуара на прочность и устойчивость должно производиться посредством налива резервуара водой на полную высоту и создания избыточного давления и вакуума в соответствии с п. 4.11.
Если в процессе испытания по истечении 24 ч на поверхности корпуса резервуара или по краям днища не появятся течи и если уровень воды не будет снижаться, резервуар считается выдержавшим гидравлическое испытание. Обнаруженные мелкие дефекты (свищи, отпотины) подлежат вырубке или выплавке и заварке. Исправленные участки должны быть проверены на плотность керосином. Подчеканка дефектных мест запрещается.
В процессе испытаний должно вестись тщательное наблюдение за состоянием резервуара и сварных швов. Если будут обнаружены трещины в швах поясов корпуса, испытание должно быть прекращено и вода немедленно спущена до уровня:
а) при обнаружении трещин в поясах от I до VI - на один пояс ниже расположения трещины;
б) при обнаружении трещины в поясах от VII и выше - до V пояса.
Устройство каких-либо временных пластырей для прекращения течи в процессе испытания категорически запрещается. После устранения трещин и других дефектов испытание должно быть продолжено.
Примечание. При отсутствии гибкого участка трубопровода для предупреждения отрыва приемо-раздаточного трубопровода, вследствие осадки резервуара при гидравлических испытаниях, первая опора трубопровода со стороны резервуара должна устанавливаться после окончания гидравлических испытаний.
4.13. Перед проведением испытаний все работники, принимающие участие в них, должны пройти инструктаж с соответствующим письменным оформлением. На все время испытаний нахождение людей, не участвующих в испытаниях, внутри зоны обвалования запрещается.
Осмотр состояния резервуара при испытаниях производится назначенными для этого работниками по указанию руководителя испытаниями.
Во время повышения давления или вакуума нахождение людей в зоне обвалования не разрешается. Допуск к осмотру резервуара разрешается не ранее чем через 30 мин после достижения установленных испытательных нагрузок.
4.14. Испытание резервуаров на прочность в зимних условиях производится водой или продуктом по специальному согласованию с заказчиком в зависимости от конкретных условий производства испытаний.
При испытании резервуаров водой должны быть приняты меры по предохранению от замерзания ее в трубах и задвижках, а также обмерзания стенок резервуара путем создания непрерывной циркуляции воды, отепления отдельных узлов или соединений либо подогрева воды.
По окончании гидравлических испытаний резервуаров использованную воду следует удалить за пределы участка расположения резервуаров независимо от грунтовых условий.
4.15. После окончания работ по строительству резервуаров, его испытания и спуска воды из него в целях проверки качества основания (равномерность осадки) производят повторное нивелирование по периметру резервуара, при этом отметки замеряют не менее чем в восьми точках и не реже чем через 6 м. Если неравномерная осадка вызвала просадки основания более 50 мм между смежными точками и более 100 мм диаметрально противоположных, должна быть произведена подбивка основания грунтом, применяемым для гидроизолирующего слоя.
4.16.* Готовые резервуары после испытания на прочность должны удовлетворять следующим требованиям:
а) разность между длинами двух взаимно перпендикулярных диаметров, измеренными в уровне днища, не должна превышать 0,002 диаметра;
б) отклонение высоты резервуара, монтируемого полистовым способом, от проектной не должно превышать для резервуаров емкостью до 400 м3 +30 мм, емкостью свыше 400 до 1000 м3 +50 мм, емкостью свыше 1000 м3 + 60 мм. Отклонение высоты резервуара, монтируемого из рулонных заготовок, принимается в соответствии с табл. 8;
Таблица 14
Допускаемые отклонения образующих корпуса резервуара от вертикали (в пределах верхних участков поясов) при наполненном резервуаре
|
Тип резервуара |
№ поясов |
|||||||
|
I |
II |
III |
IV |
V |
VI |
VII |
VIII |
|
|
Допускаемые отклонения в ± мм |
||||||||
|
С понтонами или плавающими крышами |
10 |
15 |
25 |
30 |
40 |
45 |
55 |
60 |
|
Другие типы |
15 |
20 |
30 |
45 |
55 |
65 |
75 |
90 |
|
Примечания: 1. Высота пояса равна около 5 500 мм, замеры производятся на расстоянии 30- 50 мм от швов поясов. 2. Проверка геометрической формы корпуса резервуара производится по образующим не реже чем через 6 м по периметру резервуара. 3. Для 20% всех замеренных образующих допускаются отклонения по верхним поясам: для резервуаров с понтонами или плавающими крышами ±90 мм, для резервуаров других типов ±120 мм, а для остальных поясов - по интерполяции. 4. В резервуарах, смонтированных полистовым способом, при определении отклонения от вертикали учитывается проектная телескопичность корпуса. |
||||||||
в) для резервуаров всех емкостей отклонения верхних точек поясов стенки корпуса от вертикали, проходящей через нижнюю точку первого пояса (в пределах проверяемых образующих), не должны превышать величин, указанных в табл. 14.
Замеры производить при наполненных до расчетного уровня резервуарах;
г) стрела прогиба каждого пояса в пределах его высоты не должна превышать 15 мм (при наполненном резервуаре);
д) местные отклонения (выпучины или вмятины) поверхности корпуса от прямой, соединяющей нижний и верхний края деформированного участка вдоль образующей, без учета стрелы прогиба пояса в пределах его высоты (п. 4.16«г»)., не должны превышать величин, приведенных в табл. 15 (при наполненном резервуаре);
Таблица 15
Допускаемые местные отклонения поверхности корпуса от прямой
|
Расстояние от нижнего до верхнего края выпучины или вмятины в мм. |
Допускаемые местные отклонения в ± мм |
|
До 1500 |
15 |
|
Свыше 1500 до 3000 |
30 |
|
Свыше 3000 до 4500 |
45 |
|
Примечание. Допускаемые местные отклонения поверхности корпуса от прямой, а также отклонения по п. 4.16 «г» должны укладываться в контур, образованный прямыми, соединяющими точки допускаемых (одного знака) отклонений, предусмотренных табл. 14. |
|
е) высота хлопунов днища не должна превышать 150 мм, а площадь 2 м2; при большей высоте или площади хлопунов дефектное место подлежит исправлению.
Примечание. Замеры следует производить рулетками 2-го класса точности.
4.17. Отклонения от горизонтальности наружного контура готового днища незаполненного резервуара не должны превышать: для двух соседних точек по контуру на расстоянии 6 м (для резервуара емкостью 10 000, 5000, 3000 и 2000 м3) -30 мм, для диаметрально противоположных точек этих же резервуаров - 80 мм.
При наличии отклонений, превышающих указанные, должна быть произведена плотная подбивка грунтом, применяемым для гидроизолирующего слоя.
Отклонения при заполненном резервуаре не должны превышать: для двух соседних точек - 50 мм, а для диаметрально противоположных - 100 мм.
При отклонениях, превышающих перечисленные, резервуары должны быть освобождены от воды для исправления их основания путем подбивки грунтом, применяемым для гидроизолирующего слоя.
Для резервуаров емкостью 1000 и 700 м3 отклонения не должны превышать 75%, а в резервуарах емкостью 400, 300, 200 и 100 м3 - половины указанных выше в настоящем пункте.
4.18. На резервуар, сдаваемый в эксплуатацию, составляется паспорт согласно приложению 2.
К паспорту должна быть приложена приемо-сдаточная техническая документация, указанная в разделе I.
РАЗДЕЛ V
ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ИЗГОТОВЛЕНИЯ, МОНТАЖА И ПРИЕМКИ СТАЛЬНЫХ КОНСТРУКЦИЙ
МОКРЫХ ГАЗГОЛЬДЕРОВ
1. ОБЩИЕ УКАЗАНИЯ
1.1. Настоящие дополнительные правила распространяются на изготовление, монтаж и приемку стальных конструкций мокрых газгольдеров емкостью 100, 300, 600, 1000, 3000, 6000, 10 000, 15 000, 20 000 и 30 000 м3 с вертикальными направляющими.
Правила распространяются на следующие конструкции мокрых газгольдеров:
а) листовые конструкции резервуара, телескопа и колокола;
б) внешние и внутренние направляющие телескопа и колокола со связями;
в) водяные затворы;
г) стойки и стропила колокола.
1.2. Настоящие правила являются дополнением к разделу I «Общие правила изготовления, монтажа и приемки стальных конструкций».
2. ИЗГОТОВЛЕНИЕ СТАЛЬНЫХ КОНСТРУКЦИЙ
2.1. Изготовление листовых конструкций мокрых газгольдеров (днища, резервуара, телескопа, колокола) следует производить, как правило, рулонными заготовками и укрупненными панелями. Изготовление отдельными листами допускается производить лишь в том случае, если по условиям монтажа невозможно или нецелесообразно получение на площадку готовых рулонов.
2.2. При полистовой сборке стенок резервуара, телескопа и колокола листы необходимо располагать короткой стороной вертикально. Стенки телескопа и колокола из тонких листов толщиной 3-4 мм разрешается ставить длинной стороной листа вертикально (по образующей цилиндра).
Для газгольдеров емкостью более 3000 м3 листы толщиной 3-4 мм стенок телескопа и колокола допускается ставить без вальцовки.
2.3. Контроль качества заводских швов должен производиться повседневной проверкой правильности выполнения технологического процесса, наружным осмотром и проверкой наружных размеров 100% швов, испытанием на плотность (керосином, вакуум-прибором и др.) на заводе-изготовителе. В рулонах резервуаров всех типов газгольдеров, кроме того, все пересечения вертикальных и горизонтальных швов в листах 6 мм и более, а также все стыковые швы окраек днища в местах примыкания к ним корпуса резервуаров должны быть подвергнуты рентгено- или гамма-просвечиванию или контролю магнитографическим методом и др. Длина снимка должна быть не менее 240 мм.
Примечание. Разрешается взамен просвечивания или магнитографического метода производить контроль ультразвуковым методом всех вертикальных стыковых швов с последующим просвечиванием всех дефектных и сомнительных мест.
2.4.* Нижеследующие конструкции мокрых газгольдеров должны пройти общую сборку или изготовляться по кондукторам:
а) внешние направляющие со связями;
б) гидрозатворы;
в) стропильные перекрытия со связями;
г) балконные площадки с элементами уторного уголка корпуса, приваренными на заводе.
Элементы гидрозатвора должны изготовляться в виде укрупненных отправочных элементов.
2.5. В стропильных ригелях кровли колокола при их изготовлении должен быть предусмотрен строительный подъем, равный 1/1000 диаметра колокола.
Правильность гибки стропильных ригелей должна проверяться шаблонами.
2.6.* Огрунтовка должна производиться материалами, указанными в проекте, а при отсутствии таких указаний - свинцовым суриком на олифе или грунтом № 138.
3. МОНТАЖ И СВАРКА СТАЛЬНЫХ КОНСТРУКЦИЙ
3.1. Перед началом монтажа стальных конструкций газгольдера должна быть произведена приемка естественного и искусственного оснований, а также гидроизолирующего слоя, фундаментов и приямков.
3.2. Поверхность искусственного основания под днище резервуара газгольдера должна иметь подъем в центре основания, равный 1/75 диаметра резервуара.
Все железобетонные плиты должны иметь тот же уклон, который назначается для поверхности искусственного основания.
3.3. Поверхность бетонного кольцевого фундамента должна быть гладкой без выступов.
Отклонение поверхности кольцевого фундамента от проектной отметки допускается не более ±10 мм.
3.4. Зазоры, образующиеся между поверхностью кольцевого фундамента и днищем, должны заполняться цементным раствором после установки и приварки первого пояса резервуара. Раствор должен нагнетаться под давлением.
3.5. Отклонения в размерах наружного диаметра кольцевого фундамента от проектных значений не должны превышать +50 мм; -30 мм.
Отклонения от проекта в размерах ширины кольцевого фундамента поверху не должны превышать +50 мм; -0 мм.
3.6. Проект производства работ по монтажу стальных конструкций должен быть увязан с проектом производства работ по нанесению антикоррозионной защиты наружных и внутренних поверхностей газгольдера, составляемым организацией, выполняющей антикоррозионную защиту.
3.7. В процессе сборки листы стенки резервуара должны закрепляться с помощью расчалок или других приспособлений, обеспечивающих устойчивость собранных листов. Места установки и количество расчалок устанавливаются проектом производства работ.
3.8. Крыше колокола должен быть придан строительный подъем, для чего центральное опорное кольцо стропильных ригелей необходимо установить выше проектного положения (относительно проектной верхней поверхности кольцевого фундамента):
|
для газгольдеров емкостью 100, 300 и 600 м3 |
на 50 мм |
|
для газгольдеров емкостью 1000 и 3000 м3 |
на 75 мм |
|
для газгольдеров емкостью 6000, 10 000, 15 000, 20 000 м3 |
на 100 мм |
|
для газгольдеров емкостью 30 000 м3 |
на 150 мм |
3.9. Во время производства работ по монтажу кровли колокола запрещается даже кратковременное размещение на стропилах, настиле кровли или кольцевых площадках любых грузов (листов, стропил, роликов, чугунных или бетонных грузов и т.п.), которые могли бы вызвать местную или общую деформацию покрытия колокола и опасность обрушения последнего.
Не допускается также во все время монтажа кровли вплоть до сдачи газгольдера в эксплуатацию скопление снега на кровле колокола и на кольцевых площадках газгольдера.
После каждого снегопада снег следует полностью удалять с кровли и площадок.
3.10. Приварка внешних направляющих (с площадками и связями, молниеприемниками и роликами объемоуказателей) должна производиться только после полной сборки и проверки прямолинейности каждой направляющей в отдельности, а также выверки правильности геометрического положения всех направляющих.
3.11. При монтаже конструкций мокрых газгольдеров с вертикальными направляющими должны соблюдаться допускаемые отклонения, приведенные в табл. 16.
При укладке грузов, предназначенных для обеспечения принятого в проекте давления газа, должен быть выдержан общий их вес по проекту. При этом суммарный фактический вес грузов, определяемый контрольным взвешиванием, и фактический вес подвижных секций газгольдера, определяемый по исполнительным чертежам, не должен расходиться с проектным более чем на 2%.
Таблица 16
Допускаемые отклонения от проектных размеров при монтаже конструкций мокрых газгольдеров с вертикальными направляющими
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
1 |
Разность двух любых радиусов резервуара, колокола и телескопа |
Не более 20 мм |
|
2 |
Отклонение стенок резервуара от вертикали на каждый метр высоты стенки |
2 мм |
|
3 |
Отклонение высоты резервуара от проекта |
±20 мм |
|
4 |
Отклонение радиуса горизонтальных колец гидрозатвора телескопа и колокола |
±10 мм |
|
5 |
Отклонение зазора между поверхностями гидрозатвора колокола и телескопа |
±20 мм |
|
6 |
Отклонение от проекта горизонтального размера в свету между поверхностью верхнего листа стенки телескопа и внешней гранью горизонтального листа затвора колокола, а также между вертикальной поверхностью затвора телескопа и внешней поверхностью стенки колокола |
±8 мм |
|
7 |
Отклонение от вертикали внутренних направляющих телескопа и стоек колокола (после окончания сварки) на всю высоту |
10 мм |
|
8 |
Отклонение стропил купола колокола из вертикальной плоскости |
1/1000 диаметра колокола |
|
9 |
Отклонение от центра купола оси каждого стропильного ригеля (в плане) |
10 мм |
|
10 |
Отклонение внешних направляющих от вертикали (на всю высоту направляющих): |
|
|
в радиальном направлении |
10 мм |
|
|
в плоскости, касательной к цилиндрической поверхности газгольдера |
15 мм |
3.12. К сварке листовых конструкций допускаются сварщики, имеющие удостоверения о сдаче испытаний согласно действующим «Правилам испытания электросварщиков и газосварщиков», утвержденным Госгортехнадзором.
Сварщики, допускаемые к сварке листовых конструкций газгольдеров, должны на месте работы сварить образцы для технологического испытания (внахлестку и втавр) по ГОСТ 3242-54.
Сварка образцов для технологического испытания должна производиться в условиях, тождественных с теми, в которых будут свариваться швы листовых конструкций (тот же металл, электроды, положение сварки и т.д.).
Сваренные образцы разрушают по шву. Результаты считаются удовлетворительными, если будет установлен полный провар по всей длине шва, а также не будет обнаружено подрезов глубиной более 0,5 мм и дефектов в изломе (пор, свищей, шлаковых включений). При оценке качества шва по излому начало и конец шва длиной 15 мм не засчитываются как показатели качества сварки.
3.13. Контроль качества монтажных швов должен производиться систематической проверкой заданного технологического режима, внешним осмотром и проверкой наружных размеров всех швов, испытанием на плотность (керосином, вакуум-методом и др.).
Вертикальные стыковые швы резервуара для всех типов газгольдеров при толщине листов 6 мм и более должны контролироваться рентгено- или гамма-просвечиванием либо магнитографическим способом.
Контроль должен производиться по норме - один снимок длиной 240 мм для каждого пересечения вертикального шва с горизонтальным.
Контролю подвергаются также 25% всех стыковых швов окраек в местах примыкания корпуса резервуара к днищу.
Взамен просвечивания разрешается производить контроль 100% швов ультразвуком с последующим просвечиванием дефектных или сомнительных участков швов.
Норма контроля швов, выполненных механизированной сваркой, уменьшается по сравнению с ручной в два раза.
4. ИСПЫТАНИЕ КОНСТРУКЦИЙ И ПРИЕМКА РАБОТ
4.1. До сдачи в эксплуатацию каждого газгольдера должна быть произведена его техническая приемка с участием представителя заказчика.
Техническая приемка должна производиться путем:
а) внешнего осмотра газгольдера и проверки его размеров;
б) испытания отдельных узлов и элементов;
в) гидравлического испытания резервуара и газовых вводов;
г) испытания газгольдера в целом.
ИСПЫТАНИЕ ОТДЕЛЬНЫХ УЗЛОВ И ЭЛЕМЕНТОВ
4.2. Испытание на плотность днища резервуара, настила кровли и затворов колокола и телескопа следует производить до испытания резервуара газгольдера наливом воды.
4.3. Перед испытанием днища резервуара с него необходимо удалить мусор, грязь, посторонние предметы, очистить участки днища, подвергшиеся действию коррозии, и тщательно просмотреть все листы днища и сварные швы. Замеченные дефекты швов и пробоины или вмятины в листах должны быть устранены.
4.4. Испытание на плотность днища резервуара при сборке его непосредственно на основании или смонтированного из рулонной заготовки должно производиться вакуум-методом.
4.5.* Испытание настила кровли на плотность (предварительное) производится путем создания внутреннего давления воздухом в период подъема колокола и нанесения мыльного раствора на сварные швы снаружи.
Обнаруженные при испытании дефекты швов кровли должны быть устранены подваркой без вырубки дефектных мест. Под-варку необходимо производить с соблюдением мер предосторожности от взрыва или пожара.
После исправления дефектных участков швов они должны быть подвергнуты повторному испытанию.
Во всех случаях при исправлении швов подчеканка их не допускается.
При окончательном испытании кровли должны быть обеспечены требования п. 4.15.
4.6. Испытание на плотность затворов телескопа и колокола должно производиться наливом воды. В зимних условиях испытание конструкций гидрозатворов должно производиться с подогревом воды.
Испытания необходимо производить два раза с выдержкой под наливом по 12 ч: первый раз - неокрашенных конструкций для обнаружения неплотности швов, второй раз - окрашенных, после окончания монтажа газгольдера. Второе испытание производится для того, чтобы проверить исправность работы затворов и удостовериться в отсутствии случайных повреждений их во время монтажа газгольдера.
ГИДРАВЛИЧЕСКОЕ ИСПЫТАНИЕ РЕЗЕРВУАРА И ГАЗОВЫХ ВВОДОВ
4.7. До начала испытания резервуара все газопроводы должны быть продуты сильной струей воздуха для очистки их от пыли и строительного мусора.
Испытание резервуара производится наливом воды на полную высоту. Налив воды осуществляется ступенями по поясам с промежутками времени, необходимыми для осмотра конструкций, согласно порядку, указанному в п. 4.9.
4.8. Перед проведением испытаний резервуара наливом воды все работники, принимающие участие в испытаниях, должны пройти инструктаж с соответствующим письменным оформлением.
На все время испытаний устанавливаются границы опасной зоны с радиусом не менее двух диаметров газгольдера, внутри которой не допускается нахождение людей, не связанных с испытаниями.
Осмотр состояния конструкций резервуара при испытаниях производится работниками, назначенными для этого руководителем испытаний.
Во время повышения уровня воды в резервуаре лица, назначенные для осмотра конструкций, должны находиться вне границ опасной зоны или в надежных укрытиях.
Контрольные приборы, за которыми производится постоянное наблюдение в течение всего времени испытаний, должны устанавливаться вне опасной зоны или в надежных укрытиях.
4.9. При выявлении трещин в швах поясов корпуса испытание приостанавливается и уровень воды снижается:
а) при обнаружении трещин в поясах I-VI - на один пояс ниже расположения трещины;
б) при обнаружении трещин в поясах VII и выше вода опускается до уровня V пояса.
После устранения трещин и других дефектов испытание должно быть продолжено.
Одновременно производится проверка плотности сварных швов на газовых вводах. В процессе испытания резервуара должны быть обеспечены условия, исключающие образование вакуума в колоколе или замерзание воды.
4.10. После исправления всех дефектов резервуара и газовых вводов составляются соответствующие акты с участием заказчика.
ИСПЫТАНИЕ ГАЗГОЛЬДЕРА, ЗАКОНЧЕННОГО МОНТАЖОМ
4.11. Испытание газгольдера в целом производится путем налива воды и нагнетания воздуха.
До начала испытания необходимо:
а) испытать отдельные узлы и элементы в соответствии с пп. 4.2-4.6;
б) испытать резервуар и газовые вводы в соответствии с пп. 4.7-4.9;
в) выполнить полную антикоррозионную окраску наружных и внутренних поверхностей колокола, телескопа и резервуара;
г) покрыть днище резервуара сначала слоем горячего праймера, а затем битумным составом согласно проекту.
Примечание. Покрытие днища горячим праймером должно производиться немедленно по окончании очистки днища пескоструйным аппаратом или катками и после тщательного удаления осевшей на днище коррозионной пыли.
4.12. Перед испытанием газгольдера должны быть проведены следующие работы:
а) на центральном люке крыши колокола устанавливается манометр, а на крыше колола - термометры для измерения температуры воздуха внутри газгольдера;
б) на наружных направляющих против каждого ролика на одном и том же уровне (от уровня воды в резервуаре) делается мелом отметка; выше этой отметки через 100 и 10 мм также наносятся меловые линии, по которым в первые моменты подъема колокола следят за горизонтальностью подъема и регулируют правильность положения роликов;
в) после проверки газопровода все люки крыше колокола закрываются, за исключением вентиля на центральном люке и одного смотрового люка, которые могут быть закрыты лишь непосредственно перед наполнением колокола воздухом во избежание образования вакуума (вследствие неожиданного уменьшения объема воды в резервуаре или под влияем охлаждения находящегося под крышей воздуха, например, после жаркого дня), который может вызвать деформации или разрушение стенок колокола;
г) перед закрытием люков необходимо повторно произвести тщательный осмотр нижних затворов, удалить из них все посторонние предметы, а также проверить, не осталось ли чего-либо прихваточных швов на нижних опорных кольцах колокола или телескопа, прикрепляющих их к днищу.
4.13. Общее испытание газгольдера производится с соблюдением следующих условий и последовательности:
а) во время подъема колокола необходимо непрерывно следить за показанием манометра и горизонтальностью подъема; в случае резкого увеличения давления подъем колокола должен быть немедленно прекращен и только после выявления и устранения причин, задерживающих движение колокола, разрешается производить его дальнейший подъем;
б) первый подъем колокола и телескопа следует производить медленно до полного заполнения их объема, т.е. до момента, когда воздух начнет выходить через автоматическую свечу сброса газа в атмосферу;
в) одновременно с медленным подъемом колокола проводится проверка плотности швов листового настила кровли, для чего сварные швы покрываются мыльной эмульсией. Все дефекты, обнаруженные в сварных швах, устраняются подваркой без вырубки;
г) после подварки швов (на крыше колокола) опускают колокол и телескоп вниз, производя проверку на плотность обмыливанием швов обшивки телескопа и колокола, а также подварку неплотностей;
д) затем несколько раз колокол и телескоп поднимают и опускают с большей скоростью, чем первый раз;
е) после повторных подъемов и опусканий колокол или телескоп частично опускают в воду с таким расчетом, чтобы объем воздуха составлял 90% номинального объема газгольдера, и в таком положении производится семисуточное испытание газгольдера.
4.14. Определение величин утечки воздуха во время семисуточного испытания газгольдера на плотность производится с учетом поправки на барометрическое давление и давление водяных паров по формуле
|
|
(3) |
где V0 - нормальный объем сухого воздуха в м3 при температуре 0°С и нормальном давлении 760 мм рт. ст.;
Vt - измеренный объем воздуха в м3 при средней температуре t°, барометрическом давлении В мм рт. ст. и среднем давлении воздуха в газгольдере Р мм рт. ст.;
Рпар - парциальное давление водяных паров, находящихся в воздухе при температуре t° и давлении В мм рт. ст.;
t° - средняя температура воздуха в °С, определяемая как среднее арифметическое замеров температур в разных местах над крышей колокола (не менее трех).
При незначительной разнице температур в начале и конце испытания величина Рпар может не учитываться. В этом случае вычисление производится по формуле
|
|
(4) |
4.15. В процессе испытания ежедневно в 6-8 ч утра должны производиться контрольные промежуточные замеры и определения утечек воздуха. Дежурства людей при этих испытаниях должны быть круглосуточными.
4.16.
Определенная в конце испытания утечка воздуха должна быть пересчитана на
соответствующую утечку газа путем умножения величины утечки воздуха на величину
![]() , где γв
и γг - удельные веса соответственно
воздуха и газа.
, где γв
и γг - удельные веса соответственно
воздуха и газа.
4.17. Газгольдер считается выдержавшим испытание на плотность, если полученная в результате пересчета величина утечки газа при непрерывном испытании за семь суток не превышает 3% для газгольдеров емкостью до 1000 м3 включительно и 2% для газгольдеров емкостью 3000 м3 и выше.
Величина утечки относится к номинальному объему газгольдера. О результатах испытания составляется соответствующий акт с участием заказчика.
4.18. После испытания на плотность газгольдер испытывается быстрым (от 1 до 1,5 м в минуту) двукратным подъемом и опусканием подвижных частей.
При подъеме и опускании перекос корпуса колокола и телескопа не должен превышать от уровня воды 1 мм на 1 м диаметра колокола и телескопа (способ замера отклонений - п. 4.12 «б»).
Отверстия в настиле кровли колокола и иных местах установки испытательных приборов завариваются с помощью круглых накладок с проверкой швов на плотность. Лазы резервуаров после окончания испытания газгольдера пломбируют, а смотровые люки колокола оставляют открытыми.
4.19.* Антикоррозионная окраска газгольдера производится в соответствии с требованиями п. 4.11. Материалы для окраски и количество слоев определяются проектом.
4.20. На газгольдер, сдаваемый в эксплуатацию, следует составить паспорт согласно приложению 3; к паспорту должна быть приложена приемо-сдаточная техническая документация в соответствии с требованиями раздела I.
РАЗДЕЛ VI
ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ИЗГОТОВЛЕНИЯ, МОНТАЖА И ПРИЕМКИ СТАЛЬНЫХ КОНСТРУКЦИЙ МАЧТОВЫХ
И БАШЕННЫХ СООРУЖЕНИИ
1. ОБЩИЕ УКАЗАНИЯ
1.1. Настоящие дополнительные правила распространяются на изготовление, монтаж и приемку стальных конструкций мачтовых и башенных сооружений объектов радиосвязи, радиовещания и телевидения для всех районов СССР.
1.2. Настоящие правила являются дополнением к разделу I «Общие правила изготовления, монтажа и приемки стальных конструкций».
2. ИЗГОТОВЛЕНИЕ СТАЛЬНЫХ КОНСТРУКЦИЙ
2.1. Изготовление литья, поковок, натяжных приспособлений, соединительных звеньев оттяжек, анкерных деталей и прочих устройств, требующих специальной механической, термической и химической обработки, производится по специальным техническим условиям и указаниям проектов.
2.2. Конструкции мачтовых и башенных сооружений должны изготовляться по кондукторам и приспособлениям, обеспечивающим правильность размеров конструкций, взаимозаменяемость элементов, плотное соприкосновение обработанных элементов монтажных стыков, а также совпадение отверстий в монтажных стыках и других соединениях.
Примечание. Изготовление единичных конструкций допускается без применения кондукторов.
2.3. Внутренние поверхности труб перед обработкой и установкой заглушек должны быть очищены от ржавчины и грязи, а труб, открытых с торцов, должны быть огрунтованы.
2.4. Соприкасающиеся плоскости фланцев и поверхности отверстий для труб должны быть механически обработаны (резанием).
Разрешается не производить последующей механической обработки сопрягаемых плоскостей при условии, если листовая сталь, из которой изготовляются фланцы, выправлена и имеет гладкую поверхность, а также соблюдено требование табл. 17, поз. 2.
Отверстия во фланцах должны обрабатываться с учетом предусмотренных ГОСТом допускаемых отклонений наружных диаметров труб.
2.5. Косина реза наружной кромки фланца толщиной до 50 мм допускается не более 2 мм и толщиной более 50 мм - не более 3 мм.
Зарезы наружной кромки фланца допускаются не более 2 мм.
2.6.* Отверстия для крепления деталей (в фасонках оттяжечных узлов мачт, в раскосах из круглой стали, распорках, тягах анкерных фундаментов и т.п.) должны выполняться на проектный диаметр по допускам для болтов повышенной точности (см. табл. 5). Для отверстий диаметром более 50 мм допускаются отклонения - 0 мм; +0,4 мм, если допуски не установлены в проекте.
2.7. К секциям и другим отправочным элементам мачт и башен на заводе-изготовителе должны быть установлены и прикреплены опоры для монтажных кранов, скобы для подмостей, детали для крепления временных расчалок и другие монтажные детали.
Допускаемые отклонения в привязке и размерах указанных деталей приведены в табл. 17.
Таблица 17
Допускаемые отклонения в размерах элементов конструкций
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
|
Мачты и башни |
|
|
1 |
Разность длин отдельных поясов в одной секции |
1/1000 базы, но не более 2 мм |
|
2 |
Тангенс угла между фактическим и проектным положениями фланцев поясов |
1/1500 |
|
3 |
Зазоры между фланцами двух смежных секций: |
|
|
в пределах кольца шириной 20 мм вокруг трубы пояса |
0,5 мм |
|
|
у наружных кромок между фланцами |
3 мм |
|
|
|
Мачты решетчатые и листовые трубчатые |
|
|
4 |
Стрела прогиба оси ствола мачты при общей и контрольной сборке на длине замеряемого участка |
1/750 длины замеряемого участка |
|
5 |
Местные искривления образующих трубчатой листовой мачты, измеряемые прямолинейным шаблоном длиной 1 м (искривления и вмятины глубиной до 2 мм не учитываются) |
1/50 длины искривленного участка, но не более 0,5 толщины стенки трубы |
|
6 |
Несовпадение отверстий во фланцевых соединениях при общей или контрольной сборках для болтов диаметром: |
|
|
до 36 мм |
1,5 мм |
|
|
более 36 мм |
2 мм |
|
|
7 |
Угол между фактическим и проектным положениями фасонки для крепления оттяжек решетчатых и листовых трубчатых мачт |
1° |
|
|
Башни |
|
|
8 |
Разность в толщине фасонок в одном фланцевом соединении |
1 мм |
|
9 |
Отклонение расстояния между центром узла и первого отверстия фасонок крепления распорок, раскосов и элементов диафрагм |
±3 мм |
|
10 |
Угол между фактическим и проектным положениями фасонок для крепления раскосов и распорок |
1° |
|
|
Прочие конструкции и детали |
|
|
11 |
Отклонения в размерах опорных столиков, служащих для установки монтажных механизмов, и в привязке их размеров |
±2 мм |
|
12 |
То же, других деталей, предназначенных для производства монтажных работ (скоб для подвески подмостей и др.) |
±4 мм |
|
Примечание. Допускаемые отклонения в размерах проемов и деталей направляющих для лифта устанавливаются в проекте. |
||
2.8. Сварные швы заглушек трубчатых элементов, узлов примыкания трубчатых раскосов и распорок, а также сварные швы заваренных прорезей в трубчатых конструкциях должны быть выполнены плотными и испытаны на герметичность давлением воздуха 0,4 ати.
Испытанию подвергаются 5% трубчатых элементов.
В случае обнаружения дефектных швов количество испытываемых элементов удваивается. При обнаружении дефектов в удвоенном количестве элементов испытанию подвергаются все элементы мачты и башни.
Все дефекты, выявленные при испытаниях, устраняются, а отверстия, предназначавшиеся для подачи сжатого воздуха, завариваются плотным швом после окончания испытаний.
2.9. Заглушки труб после испытания элементов на герметичность должны быть покрыты слоем битума № 4.
2.10. Конструкции решетчатых мачт и башен индивидуального изготовления, выполняемые без применения кондукторов и специальных приспособлений, а также опорные секции мачт со съемными консолями (для обеспечения плотного примыкания торцов консоли к листам-упорам секции и совпадения отверстий для крепежных болтов) должны подвергаться общей сборке.
2.11. Контрольная и общая сборка мачт производится секциями. Последовательно собираются все секции, при этом в сборке одновременно находятся не менее трех секций. Контрольная и общая сборка конструкций башен производится плоскостями. Одновременно собирается не менее двух секций.
2.12. Конструкции листовых трубчатых мачт подлежат полной общей сборке последовательно от нижней до верхней секции. Одновременно собирается не менее трех готовых секций с внутренними площадками, лестницами и другими элементами. При общей сборке устанавливаются фиксаторы, и элементам присваивается индивидуальная маркировка. На всех секциях мачты по мере их общей сборки наносится масляной краской и кернением ось мачты, от которой ведется разметка положения всех лацменов, дверей, отверстий и др.
Примечание. В случае изготовления секций листовых трубчатых мачт в кондукторах, обеспечивающих соблюдение допускаемых отклонений, приведенных в табл. 8, 9 и 17, производится только контрольная сборка в соответствии с п. 2.24 раздела I.
2.13. Стыковые сварные швы листовых трубчатых мачт (включая монтажные) диаметром 1500 мм и более должны подвергаться рентгенографическому или гаммаграфическому контролю в размере 2% длины сварных швов, выполненных ручной или полуавтоматической сваркой, и в размере 1 % длины сварных швов, выполненных автоматической сваркой.
Контроль производится преимущественно в местах пересечения швов.
2.14. Изготовленные конструкции мачт и башен не должны иметь отклонений выше указанных в табл. 8, 9 и 17.
3. МОНТАЖ СТАЛЬНЫХ КОНСТРУКЦИЙ
3.1. Приемка фундаментов должна производиться перед началом монтажных работ комплектно для каждой мачты или башни в соответствии с требованиями проекта и табл. 10 и 18.
При приемке следует проверить наличие и положение закладных деталей для крепления монтажных устройств (отводных блоков для ползучего крана, временных расчалок, полиспастов для натяжения оттяжек и др.).
3.2. Установка тяжей и плит анкерных фундаментов должна производиться с применением специальных приспособлений, обеспечивающих проектное положение анкеров.
Таблица 18
Допускаемые отклонения в положении фундаментов и опорных частей
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
1 |
Расстояния между центрами фундаментов одной башни (при отсутствии указаний в проекте) |
10 мм+0,001 проектного расстояния при общей величине не более 25 мм |
|
2 |
Угол между фактическим и проектным направлением оси тяги анкерного фундамента мачты: |
|
|
к горизонту |
+0; -4° |
|
|
в плане |
1° |
|
|
3 |
Отклонение опорной плоскости плиты ростверка центрального фундамента для мачт, трубчатой листовой конструкции от проектной отметки |
±10 мм |
Подливка опорных башмаков и заливка колодцев анкерных болтов в фундаментах башен должны производиться после выверки двух собранных и закрепленных секций башни. Подливка опорных фундаментных плит мачт должна производиться после их выверки до начала монтажа ствола мачты. Работы по подливке опорных башмаков башен и опорных плит мачт оформляются актами, в которых должны быть приведены данные по замерам. Монтаж мачт на подлитых плитах и продолжение монтажа башен (третьей секции) на подлитых башмаках разрешается производить только после достижения раствором подливки 50% проектной прочности.
Примечание. Части башмаков, недоступные заливке после установки первых секций, должны заполняться бетоном до монтажа секций.
3.3. Монтаж ствола мачты с использованием съемных консолей в качестве опоры не допускается. Монтаж мачт, имеющих опорные изоляторы, должен производиться на временной металлической опоре или шпальной клетке с последующим подведением изоляторов после монтажа всей мачты.
3.4. Перед началом подъема очередной секции мачты или башни заглушки труб в верхних фланцах поясов должны быть залиты битумом № 4 в уровень с плоскостью фланца, а соприкасающиеся плоскости фланцев - смазаны битумом той же марки. Выполнение этих работ должно оформляться актом.
3.5. Грузоподъемные краны, мачты и другие механизмы, применяемые при монтаже стальных конструкций мачтовых и башенных сооружений, должны пройти техническое освидетельствование на первой стоянке при монтаже каждого объекта (мачты, башни).
3.6. До подъема каждого элемента мачты или башни должны быть проверены правильность изготовления и надежность прикрепления к ним деталей (столиков, крюков и пр.), служащих для установки и крепления механизмов, а также произведено исправление обнаруженных дефектов.
3.7. На каждой стоянке монтажного механизма (крана, мачты и пр.) должны быть обеспечены правильность и надежность его закрепления за монтируемые конструкции в соответствии с чертежами крана и проектом производства работ.
Первая установка монтажного механизма на конструкции и последующая его передвижка по ходу монтажа могут производиться лишь после постановки в монтажных соединениях установленных конструкций 100% болтов и проверки качества заварки всех монтажных швов.
При перестановке монтажного механизма должна быть обеспечена правильная последовательность операций по перестановке и надежному закреплению отдельных частей механизма в соответствии с его чертежами и проектом производства работ.
3.8.* Болты во фланцевых соединениях должны устанавливаться с двумя гайками.
3.9.* Натяжные приспособления для оттяжек в мачтовых сооружениях и для раскосной решетки в башенных должны иметь паспорта, которые кроме общих сведений должны содержать документы о тарировке измерительного прибора.
Натяжные приспособления после окончания регулировки натяжения в оттяжках должны сниматься.
3.10.* В соответствии с указаниями проекта изготовление и испытание оттяжек должно производиться, как правило, на монтажной площадке.
Изготовление и испытание оттяжек с разрешения организации, разработавшей чертежи КМ, может производиться на центральных базах. Перевозка их производится в бухтах с внутренним диаметром, не менее 2,5 м для канатов диаметром до 42 мм и не менее 3,5 м для канатов больших диаметров.
Заделка концов канатов должна соответствовать специальным требованиям проекта.
Оттяжки мачт в собранном виде или отдельными участками должны быть испытаны усилием, равным 1,25 расчетного, если нет других указаний в проекте.
Канаты должны быть предварительно вытянуты усилием, равным 0,5 разрывного усилия каната в целом, указанного в ГОСТе.
3.11. Усилие монтажного натяжения в оттяжках мачтовых опор должно определяться по формулам:
|
|
(5) |
|
|
(6) |
где N - искомая величина натяжения при температуре воздуха во время определения;
N1 - величина натяжений при температуре воздуха +40° С, приводится в проекте;
N2 - величина натяжения при температуре воздуха -40° С, приводится в проекте;
Nc - величина натяжения при среднегодовой температуре воздуха в районе установки мачты, приводится в проекте;
Tс - среднегодовая температура воздуха в районе установки, определяемая по данным гидрометеорологической службы;
Т - температура воздуха во время регулировки натяжения оттяжек мачт.
3.12. Выверка мачт и башен должна производиться без подвешенных антенн и при скорости ветра не более 25% расчетной.
3.13. Смонтированные конструкции должны быть окрашены масляной краской за два раза в цвета по указанию заказчика либо другими красками по указанию проекта.
Примечание. Окраска мачт листовой трубчатой конструкции диаметром от 600 мм и более производится с наружной и с внутренней сторон.
3.14. Законченные монтажом конструкции мачт и башен должны удовлетворять требованиям табл. 19.
Таблица 19
Допускаемые отклонения при монтаже конструкций мачт и башен
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
1 |
Смещение оси ствола и поясов башни от проектного положения |
1/1000 высоты выверяемой точки над фундаментом |
|
2 |
Смещение оси ствола и поясов мачты от проектного положения |
1/1500 высоты выверяемой точки над фундаментом |
|
3 |
Отклонение величины монтажного натяжения раскосов башен от проектного |
±15% |
|
4 |
Отклонение величины предварительного (монтажного) натяжения оттяжек мачт от проектного |
±8% |
|
5 |
Разница в величине натяжения оттяжек (из одного каната) одного яруса после демонтажа монтажного крана |
10% |
4. ПРИЕМКА РАБОТ
4.1. Приемка конструкций мачт и башен от монтирующей организации производится в порядке, установленном пп. 4.1-4.7 раздела I.
Помимо документов, перечисленных в п. 4.5 раздела I, при сдаче должны быть дополнительно представлены:
1) заводские сертификаты на стальные канаты, на сплавы для заливки втулок и на изоляторы;
2) акты приемки скрытых работ, в том числе:
а) на заливку битумом фланцев трубчатых поясов мачт и башен;
б) на изготовление и испытание оттяжек для мачтовых сооружений;
3) акты механических и электрических испытаний изоляторов;
4) ведомость геодезической проверки осей сооружения, а также осей элементов сооружения (поясов решетчатых мачт и башен);
5) ведомость замеренных предварительных (монтажных) натяжений оттяжек мачт и раскосов башен.
РА3ДЕЛ VII
ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ИЗГОТОВЛЕНИЯ, МОНТАЖА И ПРИЕМКИ СТАЛЬНЫХ КОНСТРУКЦИИ
ГИДРОТЕХНИЧЕСКИХ СООРУЖЕНИИ
1. ОБЩИЕ УКАЗАНИЯ
1.1. Настоящие правила распространяются на изготовление, монтаж и приемку нижеследующих стальных конструкций гидротехнических сооружений (включая закладные части):
затворов и разборчатых плотин всех типов и любого назначения (в том числе ворот судоходных шлюзов и доков);
сороудерживающих решеток, плавучих заграждений и прочих устройств, преграждающих доступ посторонним предметам к водопропускным отверстиям гидротехнических сооружений;
металлических облицовок и экранов;
турбинных и деривационных трубопроводов;
уравнительных башен;
причальных устройств в судоходных шлюзах и на сооружениях ГЭС;
эстакад под механизмы.
1.2. Настоящие правила являются дополнением к разделу I «Общие правила изготовления, монтажа и приемки стальных конструкций».
1.3.* Настоящие правила распространяются на стальные конструкции, в которых применены материалы, указанные в п. 1.1 раздела I, и которые могут быть снабжены деталями из перечисленных ниже материалов:
а) нержавеющих сталей (ГОСТ 5949-61);
б) пластиков древесных слоистых (ДСП) (ГОСТ 8698-58);
в) дерева по ГОСТ 8486-66, ГОСТ 9463-60, ГОСТ 2695-62 и ГОСТ 9462-60;
г) резины по специальным техническим условиям.
2. ИЗГОТОВЛЕНИЕ СТАЛЬНЫХ КОНСТРУКЦИЙ
КОНТРОЛЬ СВАРНЫХ ШВОВ
2.1. Методы и нормы контроля сварных швов устанавливаются в зависимости от их категории, назначаемой при проектировании.
Примечание. Категория указывается на чертеже римской цифрой в условном обозначении шва (последним знаком). При отсутствии такого указания шов контролируется как шов III категории.
2.2. Сварные швы I категории должны контролироваться:
а) наружным осмотром; б) обмерами поперечного сечения; в) с помощью ультразвука или магнитной дефектоскопии с последующим просвечиванием всех дефектных мест рентгено- или гамма-лучами; г) испытанием контрольных образцов, вырезаемых из пластин, сваренных в начальный период сварки изделия или партии одинаковых изделий.
Наружный осмотр и проверка отсутствия внутренних дефектов с помощью ультразвука или магнитной дефектоскопии производятся по всей длине швов. Пробные пластины свариваются каждым сварщиком, участвующим в сварке изделий, в количестве 2 шт.
2.3. В тех случаях когда применение ультразвука или магнитной дефектоскопии невозможно, отсутствие внутренних дефектов в стыковых швах I категории проверяется просвечиванием рентгено- или гамма-лучами следующего количества швов:
а) выполненных ручной и полуавтоматической сваркой - не менее 20% длины швов, сваренных каждым сварщиком, но не менее двух снимков;
б) выполненных автоматической дуговой и электрошлаковой сваркой - не менее 10% длины швов, сваренных каждым сварщиком, но не менее одного полного снимка (240мм).
2.4. Сварные швы II категории должны контролироваться теми же методами, что и швы I категории.
Наружный осмотр швов II категории производится по всей длине швов, а проверка отсутствия внутренних дефектов с помощью ультразвука или магнитной дефектоскопии - 50% длины швов, сваренных каждым сварщиком; пробные пластины свариваются по 2 шт. на каждую группу швов, сваренных в одинаковых условиях при одной и той же марке основного металла и присадочных материалов.
2.5. В тех случаях когда применение ультразвука или магнитной дефектоскопии невозможно, отсутствие внутренних дефектов в стыковых швах II категории проверяется просвечиванием рентгено- или гамма-лучами следующего количества швов:
а) выполненных ручной и полуавтоматической сваркой - не менее 10% длины швов, сваренных каждым сварщиком, но не менее одного полного снимка (240 мм);
б) выполненных автоматической дуговой и электрошлаковой сваркой - не менее 5% длины швов, сваренных каждым сварщиком, но не менее одного полного снимка (240 мм).
2.6. Сварные швы III категории должны контролироваться;
а) наружным осмотром;
б) обмерами поперечного сечения;
в) просвечиванием, прозвучиванием или засверливанием тех участков швов, в которых на основании наружного осмотра предполагается наличие внутренних дефектов.
Наружный осмотр производится по всей длине швов.
2.7. Все прочноплотные швы должны контролироваться на плотность керосиновой пробой.
2.8. Протоколы контроля сварных соединений должны быть предъявлены при сдаче-приемке изделий, а в сертификатах на них должно быть указано, какой контроль производился и в каком объеме.
УСТАНОВКА ОПОРНО-ХОДОВЫХ ЧАСТЕЙ ЗАТВОРОВ
2.9. Опорно-ходовые части габаритных затворов должны быть на заводе установлены, пригнаны и окончательно закреплены на стальных конструкциях. Балансирные тележки могут транспортироваться отдельно от конструкций.
Опорно-ходовые части должны устанавливаться только после сварки и клепки конструкций. Отверстия для крепления опорно-ходовых частей должны рассверливаться на проектный диаметр после проверки правильности их установки и надлежащего временного крепления.
2.10. Опорно-ходовые части должны устанавливаться на затворах с соблюдением допускаемых отклонений, приведенных в табл. 20.
Таблица 20
Допускаемые отклонения от проектных размеров в установке опорно-ходовых частей
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
|
Колеса
|
|
|
1 |
Отклонение четвертого колеса от плоскости, касающейся трех других колес: а) в затворах без продольных связей: |
|
|
при расчетном пролете l1 до 5 м |
±0,001 l1 |
|
|
то же, свыше 5 до 10 м |
±(3 мм+0,0004l1) |
|
|
то же, свыше 10 м |
±(5 мм+0,0002l1) |
|
|
б) в затворах с продольными связями: |
|
|
|
при расчетном пролете l1 до 5 м |
±0,0007l1 |
|
|
то же, свыше 5 до 10 м |
±(2,5 мм+0,0002l1) |
|
|
то же, свыше 10 м |
±(3 мм+0,00013l1) |
|
|
|
Примечание. Если габаритный затвор снабжен балансирными тележками, то указанные отклонения относятся к положению центра опорных поверхностей шарнирных катков балансирных тележек |
|
|
2 |
Тангенс угла наклона а геометрической оси вращения колеса к горизонтальной оси затвора |
+0,003 |
|
3 |
Отклонение расчетного пролета l1 (расстояния между средними плоскостями колес, расположенных на разных концах затвора) |
±(1 мм+0,0003l1) |
|
4 |
Отклонение расстояния h между осями колес, расположенных на одном и том же конце затвора |
±(2 мм+0,0007h) |
|
5 |
Отклонение габаритных размеров l2 затвора между крайними точками рабочих поверхностей торцовых (боковых) колес |
±(1 мм+0,003l2) |
|
6 |
Отклонение в высоте собранной балансирной тележки |
+3 мм |
|
|
Полозья с древесным слоистым пластиком
|
|
|
7 |
В затворах с полозьями во всю длину опорно-концевых стоек отклонение одного конца рабочей поверхности полоза от плоскости, касающейся трех |
По поз. 1 настоящей таблицы |
|
8 |
В затворах с четырьмя короткими полозьями отклонения середины рабочей поверхности одного полоза от плоскости, проходящей через середины рабочих поверхностей трех других полозьев |
То же |
|
9 |
Отклонение расчетного пролета l1 (расстояния между средними плоскостями полозьев) |
±(1 мм+0,0003l1) |
|
10 |
Отклонение f геометрической оси рабочей плоскости полоза |
±0,001h |
|
11 |
Сквозные зазоры между соприкасающимися поверхностями обоймы полоза и стальной конструкции затвора: |
|
|
при необработанных поверхностях
|
а≤1 мм на отдельных участках длиной не более 200 мм и при суммарной длине таких участков не более 20% всей длины полоза |
|
|
при обработанных поверхностях |
а≤0,3 мм на отдельных участках длиной не более 100 мм и при суммарной длине таких участков не более 15% всей длины полоза |
|
|
12 |
Несквозные зазоры между соприкасающимися поверхностями обоймы полоза и металлоконструкции затвора: |
|
|
при необработанных поверхностях
|
а=0,5 мм; b=0,7d при суммарной длине зазоров не более 50% всей длины полоза |
|
|
|
при обработанных поверхностях |
а≤0,3 мм; b≤0,ld при суммарной длине зазоров не более 25% всей длины полоза |
|
13 |
Зазор между рабочей поверхностью полоза и линейкой длиной 1м |
1 мм |
|
14 |
Стрелка кривизны рабочей поверхности полоза на всей его длине (при длине более 1м) |
2 мм |
|
15 |
Уступы в стыках брусков древеснослоистого пластика на рабочей поверхности полоза |
0,2 мм |
|
|
Плоские затворы на одной подвеске |
|
|
16 |
Наклон вертикальной геометрической оси свободно подвешенного затвора |
1 мм на 1 м высоты затвора |
|
|
Опорные части двустворчатых ворот |
|
|
17 |
|
±3 мм |
|
18 |
Тангенс угла наклона вертикальной оси упорной подушки |
0,003 |
|
19 |
Смещение отверстий для смазки пяты, расположенных в ригеле и надпятнике |
0,1 диаметра отверстия, но не более 2 мм |
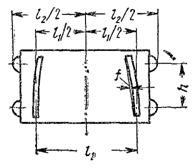
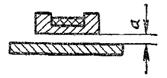
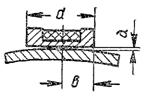
ОБЩАЯ СБОРКА, ПРИЕМКА И ОТГРУЗКА КОНСТРУКЦИЙ
2.11. На заводе должна производиться общая сборка следующих негабаритных конструкций: подвижных конструкций затворов всех типов, пазовых конструкций и элементов трубопроводов сложного очертания (колен, отводов, компенсаторов, вилок и т.п.).
При отсутствии достаточных площадей на заводе допускается производить попарную сборку смежных по высоте паза марок пазовых конструкций и смежных звеньев подъемных штанг.
2.12. Результаты обмера конструкций, произведенного на заводе, должны быть внесены в чертеж-схему, прилагаемый к сертификату на изготовленную конструкцию.
2.13. Габаритные конструкции затворов принимаются ОТК в законченном виде с установленными опорно-ходовыми частями, резиновыми уплотнениями и т.д., а негабаритные - отдельными элементами, если приемка их в собранном виде не оговорена в соответствующих документах или чертежах.
2.14. Отклонения от проектных размеров изготовленных конструкций не должны превышать величин, приведенных в табл. 8, 9 и 21.
2.15. Все обработанные поверхности закладных частей затворов должны быть покрыты легкоудаляемой противокоррозионной краской или смазкой и предохранены от механических повреждений щитами или кожухами. Отверстия для шарниров должны быть закрыты пробками.
2.16. Резина для уплотнений негабаритных затворов должна отправляться в упаковке, предохраняющей от повреждений и от нагрева солнечными лучами.
АНТИКОРРОЗИОННАЯ ЗАЩИТА
2.17. Гидротехнические стальные конструкции, постоянно или попеременно находящиеся в воде, при изготовлении обязательно очищаются (перед окраской) от окалины, ржавчины, жировых пятен и других загрязнений.
2.18. Очистка стальных конструкций должна производиться способами, обеспечивающими снятие окалины.
2.19. Сразу после очистки металл, полуфабрикат или готовая продукция должны быть покрыты фосфатирующим составом или грунтом.
2.20. Части стальных конструкций, подлежащие обетонированию, не грунтуются, не окрашиваются и не покрываются известковым молоком, а непосредственно перед бетонированием подлежат очистке от ржавчины, грязи, жира, краски и других веществ, препятствующих сцеплению их с бетоном.
Таблица 21
Допускаемые отклонения от проектных размеров готовых изделий и элементов
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
|
Плоские и сегментные затворы
|
|
|
1 |
Отклонение длины L, высоты H, толщины В |
-(2 мм+0,0007х), где за х принимается соответственно L, или H, или В |
|
2 |
Отклонение расстояния l1 между осью затвора и осью подвеса |
+(1 мм+0,0003l1) |
|
3 |
Разность между l и l' и между h и h', где l и l' - расстояния между геометрическими осями опорно-концевых стоек, измеренные по геометрическим осям соответственно нижнего и верхнего ригелей; h и h' - расстояния между геометрическими осями нижнего и верхнего ригелей, измеренные по геометрическим осям соответственно левой и правой опорно-концевых стоек |
≤3 мм |
|
4 |
Разность длин диагоналей |
|
|
5 |
Стрела кривизны обшивки и ригелей в горизонтальной плоскости f (только в сторону напора) |
0,0006L |
|
6 |
То же, в вертикальной плоскости f1 (посередине каждой секции затвора) |
0,001H |
|
7 |
Стрела кривизны f2 ригелей в вертикальной плоскости |
0,001L, но не более 15 мм |
|
8 |
Стрела кривизны f3 нестроганой кромки ножа затвора с резиновым уплотнением |
±3 мм |
|
9 |
То же, f3 без резинового уплотнения
|
±1 мм |
|
10 |
Тангенс угла а отклонения линии, соединяющей оба конца кромки ножа, от перпендикуляра к оси затвора (см. примечание 1)
|
|
|
11 |
Винтообразность уплотняющего контура, измеряемая по плоскости установки уплотнений или по центрам отверстий под болты, крепящие уплотнения |
3 мм+0,0002L |
|
12 |
Винтообразность конструкции затвора по контуру, не имеющему уплотнения |
6 мм+0,0004L |
|
13 |
Отклонение длины N ног сегментного затвора |
±0,001N, но не более 5 мм |
|
|
Створки двустворчатых ворот
|
|
|
14 |
Отклонение толщины В, длины l и высоты h |
-(2 мм+0,0007х), где за x принимается соответственно или В; или l, или h |
|
15 |
Разность длин диагоналей |
|
|
16 |
Стрела кривизны K вереяльного столба и K1 створного столба (в любой плоскости) |
0,001 высоты столба, но не более 10 мм |
|
17 |
Стрела кривизны f обшивки и ригелей в горизонтальной плоскости (только в сторону напора) |
0,0006l |
|
18 |
Стрела кривизны f1 обшивки в вертикальной плоскости посередине створки(только в сторону напора) |
0,001h |
|
19 |
Стрела кривизны f2 ригелей в вертикальной плоскости |
0,001l, но не более 10 мм |
|
|
Откатные ворота
|
|
|
20 |
Отклонение расстояния l, определяющего положение опорно-ходовых частей |
±0,001l |
|
21 |
Отклонение тангенса угла наклона α |
±0,001 |
|
22 |
Винтообразность отправочного элемента затвора |
0,001 длины элемента |
|
|
Трубопроводы турбинные и деривационные
|
|
|
23 |
Отклонение внутреннего среднего диаметра конца обечайки
где Сн - измеренная наружная длина окружности обечайки; δ1 и δ2 - измеренная в двух диаметрально противоположных местах толщина стенки |
±3 мм |
|
24 |
Разность внутренних средних диаметров Dср смежных концов двух обечаек |
1,5 мм+0,0003D |
|
25 |
Разность между ширинами листов, входящих в состав одной обечайки негабаритного трубопровода или уравнительной башни |
2 мм |
|
26 |
Местные зазоры между внутренней кромкой кольца жесткости (или опорного) и шаблоном длиной 1500 мм |
2 мм на длине не более 200 мм |
|
27 |
Отклонение длины l звена ила обечайки по образующей |
±(2 мм+0,0007l) |
|
28 |
Разность между длинами образующих звена трубопровода, расположенных по концам двух взаимно перпендикулярных диаметров |
0,0005 длины звена |
|
29 |
Отклонение расстояния между ребрами жесткости в |
±30 мм |
|
30 |
Отклонение расстояния от ребра жесткости до края обечайки с |
±20 мм |
|
31 |
Отклонение длины l фасонных частей трубопровода |
±(2 мм+0,0007l) |
|
32 |
Косина торцов обечаек m |
±2 мм |
|
33 |
Отклонение зазоров между внутренней и наружной поверхностями звеньев компенсатора трубопровода (см. рисунок): |
|
|
K |
±0,1K |
|
|
K1 |
±0,2K1 |
|
|
|
|
|
|
|
Закладные части
|
|
|
34 : |
Стрела кривизны закладных частей, состоящих из отдельных сварных или прокатных профилей с необработанными плоскостями: для элементов, расположенных в пределах рабочей зоны: |
|
|
f - в плоскости а-а действия нагрузки от затвора |
0,001l, но не более 4 мм |
|
|
f1 - в плоскости б-б, перпендикулярной к действию нагрузки от затвора |
0,002l, но не более 5 мм |
|
|
для элементов, расположенных вне пределов рабочей зоны затвора: |
|
|
|
f - в плоскости а-а |
0,0013l, но не более 5 мм |
|
|
f1 - в плоскости б-б |
0,002l, но не более 6 мм |
|
|
35 |
То же, но с обработанными плоскостями, независимо от зоны расположения закладных частей: |
|
|
f - в плоскости а-а |
0,0005l, но не более 1 мм |
|
|
f1 - в плоскости б-б |
0,001l, но не более 3 мм |
|
|
36 |
Смещение оси цилиндрической поверхности рельса для скользящих затворов с оси рельса |
±2 мм |
|
37 |
Местные углубления на рабочей поверхности рельса для скользящих затворов |
0,3 мм, два углубления на 1 м. длины рельса |
|
38 |
Местные сквозные зазоры между квадратом рельса для скользящих затворов и закладной частью (см. примечание 2) |
Один зазор до 0,1 мм длиной не более 100 мм на 1 м длины рельса |
|
39 |
Там же, местные несквозные зазоры (см. примечание 2) |
Два зазора до 0,3 мм длиной не более 150 мм на 1 м длины рельса |
|
|
Плоскостные облицовки пазов затворов, не соприкасающихся с уплотняющими элементами затвора
|
|
|
40 |
Стрела кривизны f в плоскости облицовки при соединении: |
|
|
внахлестку |
0,002l, но не более 10 мм |
|
|
встык |
2 мм |
|
|
41 |
Стрела кривизны f1 из плоскости обшивки |
0,002l и 0,002h, но не более 10 мм |
|
42 |
Разность между размерами облицовки, измеряемыми между гранями l и l1 или между h и h1 |
2 мм |
|
43 |
Разность длены диагоналей при соединении: |
|
|
внахлестку |
|
|
|
встык |
|
|
|
44 |
Местные вмятины (на отправочный элемент) |
Три вмятины глубиной не более 10 мм |
|
|
Плоскостные облицовки и забральные балки, соприкасающиеся с уплотняющими элементами затвора |
|
|
45 |
Стрела кривизны из плоскости облицовки, измеренная в любом направлении, для плоскостей: |
|
|
необработанных |
+ 3 мм; -0 мм на каждый 1 м длины, но не более +6 мм на всю длину |
|
|
обработанных |
+1 мм; -0 мм на каждый 1 м длины, но не более +3 мм на всю длину |
|
|
46 |
Местные вмятины на плоскостях: |
|
|
необработанных (на отправочный элемент) |
Две вмятины глубиной до 5 мм |
|
|
обработанных |
Не допускается |
|
|
47 |
Винтообразность пазовых конструкций закладных частей затвора, измеряемая по концам отправочного элемента |
0,001 длины |
|
Примечания: 1. На затворах с соединенными секциями h1 измеряется между осью верхнего и нижнего боковых колес крайних секций. 2. Измерение зазоров по поз. 38 и 39 производится до сварки после плотного прижатия рельса к закладным частям. |
||

2.21. Окраска стальных гидротехнических конструкций производится в соответствии с утвержденными инструкциями.
3. МОНТАЖ СТАЛЬНЫХ КОНСТРУКЦИЙ
ХРАНЕНИЕ И УКРУПНИТЕЛЬНАЯ СБОРКА
3.1. Конструкции и детали должны содержаться на складе с соблюдением следующих требований:
а) затворы должны храниться в горизонтальном или вертикальном положении. Поверхность древесного слоистого пластика на опорном полозе должна быть покрыта слоем солидола. При хранении затворов в горизонтальном положении полоз должен быть обращен к земле, а при хранении в вертикальном положении полоз должен быть защищен от атмосферных воздействий и случайных повреждений;
Таблица 22
Допускаемые отклонения от проектных размеров при установке порога и облицовки забральной балки в мм
|
№ п.п. |
Тип конструкций закладных частей |
Порог
|
Забральная балка
|
|||
|
Наименование отклонения |
при деревянном уплотнении на затворе |
при резиновом уплотнении затвора |
при баббитовой заливке на пороге |
при закладной части из прокатного металла |
при литой закладной части |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Отклонение расстояния а от оси закладных частей до оси паза |
±5 |
±5 |
±0,05K |
- |
- |
|
2 |
Отклонение расстояния а от оси паза до уплотняющей плоскости закладных частей |
- |
- |
- |
±4 |
±2 |
|
3 |
Отклонение расстояния в от оси закладных частей до оси пролета |
±5 |
±5 |
±5 |
±5 |
±5 |
|
4 |
Общее изменение высотного положения порога (примечание 2) |
±10 |
±10 |
±10 |
±10 |
±10 |
|
5 |
Винтообразность с |
±1 |
±3 |
±3 |
±3 |
±1 |
|
6 |
Отдельные местные неровности (впадины и выпуклости) на рабочей поверхности закладных частей порога |
±1 |
±2 |
±2 |
±2 |
±2 |
|
7 |
Уступы в стыках |
1 |
1 |
- |
1 |
0 |
|
8 |
Превышение одного конца закладной части над другим при длине: |
|
|
|
|
|
|
до 10 м |
±1 |
±1 |
±1 |
±5 |
±5 |
|
|
свыше 10 м |
±2 |
±2 |
±2 |
±7 |
±7 |
|
|
9 |
Стрелка кривизны в вертикальной плоскости на длине 5м |
±2 |
±4 |
±2 |
±4 |
±2 |
|
Примечания: 1. Отклонения, указанные в графе б поз. 1-4 настоящей таблицы, измеряются до заливки порога баббитом, а указанные в поз. 5-9,- после заливки, 2. Измерения по поз. 4 графа 6, 7 настоящей таблицы производятся от порога до закладных частей забральной балки. |
||||||
б) поступившие отдельно от затвора опорные полозья с древесным слоистым пластиком и лесоматериалы для уплотнений должны храниться под навесом;
в) резиновые уплотнения негабаритного затвора должны храниться в закрытом складе. Резиновые уплотнения, прикрепленные к габаритному затвору, окрашиваются мелом, разведенным на воде с клеем, и закрываются деревянными коробами.
3.2. Негабаритный затвор при укрупнении полностью собирается по проекту с присоединением уплотнений, опорно-ходовых частей и других элементов с соблюдением допускаемых отклонений по табл. 21. В полностью собранном затворе проверяются основные размеры, которые заносятся в чертеж-схему.
Примечание. На габаритных затворах проверяется положение опорно-ходовых частей и уплотнений, установленных на заводе.
3.3. Укрупнение конструкций закладных частей пазов плоских затворов должно производиться в кондукторах, причем все сварочные работы должны заканчиваться до снятия укрупненной конструкции с кондуктора.
3.4. Все стыки резиновых уплотнений (угловые и на прямолинейных участках) должны быть выполнены горячей вулканизацией.
3.5. При сварке стальных конструкций на монтаже должны соблюдаться правила, указанные в пп. 2.1-2.8.
ЗАКЛАДНЫЕ ЧАСТИ
3.6. Установка закладных частей должна производиться монтажной организацией с соблюдением следующих требований:
а) точность установки закладных частей плоских затворов при любом способе монтажа должна быть в пределах допускаемых отклонений, указанных в табл. 22, 23 и 24;
б) искривления прямолинейных элементов закладных частей должны быть устранены до их установки;
в) временные реперы, закрепляющие монтажные оси, должны устанавливаться таким образом, чтобы была обеспечена возможность
проверки положения закладных частей после бетонирования;
г) выверка закладных частей по монтажным осям должна производиться только проверенными металлическими измерительными инструментами (метром, рулеткой II разряда точности, угольником и пр.).
3.7. При приварке выверенных закладных частей к выпускам арматуры должны выполняться следующие требования:
а) соединительные стержни должны быть прямолинейными; их следует устанавливать по направлению усилий, действующих при бетонировании;
б) длина сварного шва между соединительными стержнями, арматурой и закладной частью, должна быть не менее 50 мм;
в) соединительные стержни должны, как правило, привариваться к арматуре у места заделки ее в бетон.
3.8. Бетонирование должно производиться не позже чем через 3 суток после приемки закладных частей (п. 4.3), в противном случае требуется повторная проверка правильности их установки.
При бетонировании необходимо обеспечить неизменяемость положения закладных частей.
3.9. После бетонирования комиссия должна проверить положение закладных частей. Результаты проверки заносятся в акт, к которому прикладывается чертеж-схема с указанием положения закладных частей после бетонирования.
УСТРОЙСТВА ДЛЯ ОБОГРЕВА ЗАТВОРОВ И ОБРАЗОВАНИЯ МАЙН
3.10. Установка примыкающих к закладным частям элементов системы электрообогрева и сдача-приемка их строительству производятся одновременно с закладными частями;
3.11. Электросварка стыков между токонесущими элементами должна выполняться с соблюдением равенства площадей поперечных сечений элементов обогрева и сварных швов.
3.12. Расстояние от токонесущих элементов должно быть не менее 75 мм до металлических частей сооружения (например, арматуры).
3.13. Смонтированная система электрообогрева сдается строительству под бетонирование одновременно с закладными частями. До сдачи под бетонирование система электрообогрева должна быть опробована и результаты зафиксированы в акте.
Таблица 23
Допускаемые отклонения от проектных размеров при установке путей плоских затворов в мм
|
№ п.п |
Пути |
|||||||
|
Тип конструкций закладных частей |
рабочие
|
|
обратные
|
торцовые
|
боковые
|
|||
|
Наименование отклонения |
прокатные для колесных затворов |
литые для колесных затворов |
для затворов с деревянными опорами |
для затворов на полозьях с ДСП |
прокатные или литые |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
1 |
Отклонение расстояния а от рабочей поверхности закладных частей до оси паза (см. примечание 1): |
|
|
|
|
|
|
|
|
в рабочей зоне |
+3 -1 |
+2 -1 |
+3 -1 |
+2 -1 (см примечание 2) |
- |
±5 |
+5 -2 |
|
|
вне рабочей зоны |
+5 -2 |
+3 -2 |
+5 -2 |
±2 (см. примечание 2) |
- |
±5 |
+7 -2 |
|
|
2 |
Отклонение расстояния в от оси закладных частей до оси пролета (см. примечание 1) |
|
|
|
|
|
|
|
|
в рабочей зоне |
±3 |
±3 |
±3 |
±3 |
±5 |
+5 -3 |
±5 |
|
|
вне рабочей зоны |
±5 |
±5 |
±5 |
±5 |
±5 |
+5 -3 |
±5 |
|
|
3 |
Отклонение расстояния а между рабочими и обратными путями: |
|
|
|
|
|
|
|
|
в рабочей зоне |
- |
- |
- |
- |
+5 -2 |
- |
- |
|
|
вне рабочей зоны |
- |
- |
- |
- |
+8 -2 |
- |
- |
|
|
4 |
Винтообразность с: |
|
|
|
|
|
|
|
|
в рабочей зоне при ширине рабочей поверхности до 100 мм |
±1 |
±0,5 |
±1 |
- |
±2 |
±2 |
±2 |
|
|
более 100 мм |
±2 |
±1 |
±2 |
- |
±3 |
±3 |
±3 |
|
|
вне рабочей зоны допуски увеличиваются на |
2 |
2 |
2 |
- |
2 |
2 |
2 |
|
|
5 |
Местные неровности на рабочей поверхности: |
|
|
|
|
|
|
|
|
в рабочей зоне |
±1 |
±0,1 |
±1 |
±0,1 |
±2 |
±2 |
±2 |
|
|
вне рабочей зоны |
±3 |
±1 |
±3 |
±1 |
±2 |
±3 |
±2 |
|
|
6 |
Уступы в стыках: |
|
|
|
|
|
|
|
|
в рабочей зоне |
1 |
0,5 |
1 |
0,2 |
1 |
1 |
1 |
|
|
вне рабочей зоны |
2 |
0,5 |
2 |
0,2 |
2 |
2 |
2 |
|
|
Примечания: 1. Измерение расстояний до закладных частей производится по оси рабочей поверхности. 2. Разность между двумя соседними по высоте промерами а не должна превышать 1 мм. |
||||||||
Таблица 24
Допускаемые отклонения от проектных размеров при установке облицовок и армировок пазов плоских затворов
|
№ п. п. |
Т ип конструкций закладных частей |
|
|
|
|
|
Наименование отклонения |
Допускаемые отклонения в мм |
||||
|
облицовок и армировок свободных поверхностей и углов |
закладных частей под уплотнения |
||||
|
деревянные |
резиновые |
||||
|
1 |
Отклонение расстояния а и a1 от оси паза до облицовки |
+25 -5 |
+25 -5 |
- |
- |
|
2 |
Отклонение расстояния а от оси паза до уплотняющей поверхности |
- |
- |
±2 |
±3 |
|
3 |
Отклонение расстояния в от оси пролета до облицовки |
+25 -5 |
+15 -5 |
±5 |
±5 |
|
4 |
Отклонение расстояния в1 от оси пролета до облицовки |
+25 -10 |
- |
- |
- |
|
5 |
Отклонение расстояния d между облицовками |
+30 -10 |
+30 -5 |
- |
- |
|
6 |
Отклонение расстояния d от уплотняющей поверхности до рабочего пути: |
|
|
|
|
|
в рабочей зоне |
- |
- |
±2 |
+3 -2 |
|
|
вне рабочей зоны |
- |
- |
+5 -2 |
+5 -2 |
|
|
7 |
Винтообразность с: |
|
|
|
|
|
в рабочей зоне при ширине рабочей поверхности: |
|
|
|
|
|
|
до 100 мм |
- |
±5 |
±1 |
±2 |
|
|
свыше 100 мм |
- |
±10 |
±2 |
±4 |
|
|
вне рабочей зоны допуски увеличиваются на |
- |
- |
2 |
2 |
|
|
8 |
Местные неровности на поверхности закладных частей (сверх допуска на размер а и в): |
|
|
|
|
|
в рабочей зоне |
+10 -5 |
±5 |
±0,5 |
±2 |
|
|
вне рабочей зоны |
- |
- |
±2 |
±2 |
|
|
9 |
Уступы в стыках: |
|
|
|
|
|
в рабочей зоне |
3 |
3 |
0,5 |
1 |
|
|
вне рабочей зоны |
- |
- |
1 |
1 |
|
3.14, Трубопроводы системы маслообогрева должны быть очищены, продуты воздухом и до бетонирования испытаны в течение 10 мин давлением масла, равным 1,5 рабочего давления системы обогрева, но не менее 2 кгс/см2. Результаты испытания и последующего осмотра фиксируются актом.
3.15. При бетонировании закладных частей с маслообогревом должно обеспечиваться плотное прилегание бетона к трубам.
3.18. На время строительно-монтажных работ все отверстия в трубах должны быть закрыты пробками для предохранения от попадания в них грязи и бетона,
ЗАТВОРЫ
3.17. Все затворы должны, как правило, устанавливаться в рабочее положение до затопления порога водой, в законченном виде - с уплотнениями, механическими деталями, опорно-ходовыми частями и полностью окрашенные.
3.18. Ходовые части плоских затворов должны быть смонтированы так, чтобы при установке затвора на порог и плотном прижатии его все колеса (или полозья) прилегали к рабочим путям. Между поверхностью рабочего пути и одним из четырех колес (или концом полоза) может быть допущен зазор не более указанного в табл. 25.
Таблица 25
Допускаемые зазоры между ходовым колесом и рельсом при установке плоских затворов
|
Расчетный пролет l1 в м |
Допускаемые зазоры для затворов |
|
|
без продольных связей |
с продольными связями |
|
|
До 5 |
0,0013l1 |
0,001l1 |
|
Свыше 5 до 10 |
3 мм+0,0007l1 |
3,5 мм+0,003l1 |
|
Свыше 10 |
7 мм+0,00025l1 |
4,5 мм+0,0002l1 |
|
Примечание. В затворах с балансирными тележками величина фактического зазора определяется как среднеарифметическое между зазорами двух колес четвертой тележки. |
||
3.19. Величина действительного зазора между боковым (торцовым) колесом и рабочей поверхностью пути может отличаться от проектной на ±5 мм.
Боковые (торцовые) и обратные колеса основных затворов закрепляются окончательно после опускания затвора на порог с учетом действительного положения путей.
3.20. Допускаемые смещения опор затворов с горизонтальной осью вращения не должны превышать величин, указанных в табл. 26.
Таблица 26
Допускаемые смещения опор затворов с горизонтальной осью вращения
|
Тип затвора |
Тип опор |
Допускаемые смещения |
||
|
по высотным отметкам в мм |
по положению в плане в мм |
по наклону |
||
|
Двухопорные |
А |
4 |
3 |
0,005 |
|
Б |
2 |
1 |
0,0025 |
|
|
Многоопорные |
А |
2 |
1 |
0,005 |
|
Б |
1 |
1 |
0,0025 |
|
|
Примечание. Опоры типа А имеют сферический вкладыш; опоры типа Б - без сферического вкладыша. |
||||
ДВУСТВОРЧАТЫЕ ВОРОТА
3.21. Отклонения в положении смонтированных двустворчатых ворот не должны превышать величин, указанных в табл. 27.
3.22. Заполнение зазора между вкладышем и упорной подушкой баббитом производится после предварительного подогрева вкладыша до температуры 150-200°С. Разогревать вкладыши ацетиленокислородным пламенем запрещается.
3.23. Притеска деревянного створного столба и выверка вкладышей опорных и закладных подушек должны производиться после выверки вертикальности оси вращения. При пригонке необходимо оставлять между створными столбами клинообразную щель, раскрытую вверху на ширину до 0,04% высоты створного столба.
3.24. Стыки деревянных брусьев створного столба должны располагаться вразбежку со смещением на 0,5 м.
3.25. Нашивка досок на брусья створного столба во время монтажа запрещается. В порядке исключения разрешается подкладка досок под брусья створного столба лишь на время первой навигации.
Таблица 27
Допускаемые отклонения от проектных размеров в положении смонтированных двухстворчатых ворот
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
1 |
Отклонение от проектной отметки верха шаровой поверхности пяты |
±3 мм |
|
2 |
Смещение центра пяты в направлении, параллельном оси шлюза, или поперек ее |
±4 мм |
|
3 |
Закладные части гальсбантов: |
|
|
отклонения от вертикали внутренней, рабочей поверхности проушин |
0,1 мм на100 мм |
|
|
смещение вертикальной оси проушин в направлении тяги |
±3 мм |
|
|
то же, в перпендикулярном |
±5 мм |
|
|
4 |
Отклонение надпятника на нижнем ригеле (в плане) |
5 мм |
|
5 |
Винтообразность створки: |
|
|
при деревянных опорных поверхностях створного столба |
0,001 высоты створки, но не более 15 мм |
|
|
при металлических опорных подушках створного столба |
0,0005 высоты створки, но не более 5 мм |
|
|
Примечание. При наклоне обоих створных столбов в напорную сторону допуск может быть увеличен на 50%. |
||
|
6 |
Отклонение от горизонтальной плоскости любой точки на створном столбе при полном повороте створки |
±1 мм |
|
7 |
Провес створки ворот (разность отметок вереяльного и створного концов нижнего ригеля) |
15 мм |
|
8 |
Смещение осей каждой пары соприкасающихся подушек створных столбов, а также упорной и закладной подушек на верее |
10 мм |
|
9 |
Местный зазор между вкладышами упорной и закладной подушек |
0,3 мм на 0,1 длины вкладыша |
|
10 |
Смещение середины створных столбов плотно закрытых ворот в сторону верхнего бьефа (в плане) у ригельных ворот: |
|
|
с металлическими упорными подушками на створных столбах |
2 мм |
|
|
с деревянными створными столбами |
От 20 до 35 мм |
|
|
11 |
Зазор между верхними опорными подушками стоечных ворот при закрытых створках и прижатых брусьях уплотнений к закладным частям короля
|
От 3 до 5 мм |
|
12 |
Отклонение в зазоре а между осью и телом, упора (с напорной стороны) в упорном устройстве, расположенном в вереяльной части |
от 0 до +5 мм |
|
13 |
Расстояние механического упора до закладной части при плотном соприкосновении створных столбов |
от 1 до 5 мм |
|
14 |
Отклонение вершины одного угла в плоскости створки ворот от плоскости, проходящей через вершины трех ее других углов (при высоте створки h) |
4 мм+0,00025h |
|
15 |
Отклонение оси вращения створки ворот от вертикали |
0,0002 высоты вереяльного столба |
|
16 |
Величина заполняемого баббитом зазора между подушкой и вкладышем |
От 5 до 12 мм |
УПЛОТНЕНИЕ ЗАТВОРОВ И ВОРОТ
3.26. Деревянные уплотнения, которые будут постоянно находиться в воде, должны изготовляться из сырой древесины, а уплотнения, находящиеся большую часть времени на воздухе, - из сухой древесины.
3.27. Пригонка деревянных и металлических деталей уплотнений по уплотняющим поверхностям закладных частей производится при сухом пороге затвора после его установки и выверки.
3.28. Деревянные элементы уплотнений (дерево с деревом или дерево с металлом) должны быть пригнаны так, чтобы между рабочими поверхностями бруса и закладной части или затвора не было просветов. Подвижным деревянным брусьям обеспечивается перемещение в направляющих.
3.29. Окончательное закрепление резинового уплотнения должно производиться после установки затвора в рабочее положение на порог.
3.30. Плотность пригонки деревянных и металлических уплотнений, а также правильность закрепления резиновых уплотнений проверяется (после установки затвора на порог и прижатия опорно-ходовых частей к рабочим путям) просвечиванием зазоров между уплотняющими элементами и поверхностями, к которым они прилегают, при помощи электрической лампы.
3.31. Фильтрационные расходы через неплотности в уплотнениях не должны превышать при расчетном напоре величин, указанных в табл. 28.
Таблица 28
Допускаемая величина фильтрации в уплотнениях затворов
|
Вид уплотнения |
Допускаемая величина фильтрации в л/сек на 1 пог. м уплотнения |
|
Неподвижные деревянные уплотнения без резиновой полосы |
0,9 |
|
То же, с резиновой полосой |
0,5 |
|
Подвижные деревянные уплотнения без резиновой полосы |
0,8 |
|
То же, с резиновой полосой |
0,3 |
|
Неподвижные резиновые уплотнения всех типов |
0,3 |
|
Регулируемые (под напором) резиновые уплотнения |
0,2 |
|
Неподвижные металлические уплотнения |
0,9 |
|
Подвижные металлические уплотнения |
0,8 |
ТРУБОПРОВОДЫ
3.32. Отклонения размеров укрупняемых негабаритных трубопроводов и уравнительных башен не должны, выходить за пределы, указанные в табл. 21.
3.33. Катки стальных опор под трубопроводы должны соприкасаться по всей длине с верхней и нижней опорными плитами и устанавливаться в проектное положение с учетом температуры наружного воздуха.
3.34. Отклонения в положении смонтированных трубопроводов от проектных не должны превышать величин, указанных в табл. 29.
Таблица 29
Допускаемые отклонения от проектных размеров в положении смонтированных трубопроводов
|
Наименование отклонения |
Допускаемое отклонение |
|
Отклонения оси трубопровода от прямой, соединяющей центры крайних обечаек на двух смежных опорах |
0,0005 длины участка между этими опорами |
|
Отклонение отметки оси каждого звена трубопровода |
±5 мм |
|
Смешение центра катка в опорах |
3 мм |
|
Уклон образующей уравнительной |
0,0013 высоты башни, но не более 35 мм |
4. ПРИЕМКА РАБОТ
4.1. При сдаче-приемке в постоянную или временную эксплуатацию производятся наружное освидетельствование конструкций и их испытание.
4.2. Во временную эксплуатацию принимаются затворы, которые необходимо ввести в работу до окончания монтажных работ или при напоре, не достигшем проектного. После окончания работ и достижения проектного напора такие затворы принимаются в постоянную эксплуатацию вместе с остальным механическим оборудованием.
4.3. Правильность установки закладных частей, а также надежность их раскрепления должны быть проверены перед бетонированием. Результаты проверки фиксируются в акте, к которому прикладывается чертеж-схема с указанием действительного положения закладных частей.
4.4. Приемка уплотнений производится дважды: предварительно - при сухом затворе и окончательно - под гидростатической нагрузкой при проектном напоре. После трехкратной установки затвора в рабочее положение фильтрация не должна превышать величины, указанной в табл. 28.
4.5. Конструкция может быть допущена к испытанию после наружного освидетельствования, если в ней не обнаружены дефекты, мешающие нормальной эксплуатации или снижающие ее прочность. При этом освидетельствованием должно быть проверено, в частности, следующее:
а) правильность положения опорно-ходовых частей;
б) качество монтажа уплотнений;
в) правильность расположения трубопровода и опорных частей в плане и по высоте (Катковых опор - с учетом температуры во время осмотра);
г) качество монтажа компенсаторов;
д) соблюдение специальных требований, предъявляемых к отдельным конструкциям в зависимости от их назначения.
4.6. Смонтированные затворы до затопления сооружений подвергаются испытанию.
При испытании производятся трехкратное перемещение затвора эксплуатационным механизмом на максимальный рабочий ход и однократный подъем затвора в ремонтное положение. Если затвор состоит из нескольких секций, разъединяемых при маневрировании, то затвор должен быть один раз опущен и поднят полностью, а два раза может быть опущено и поднято несколько секций, но не менее половины.
Во время перемещения затвора проверяют зазоры между затвором и сооружением, а также работу ходовых частей, уплотнений, сценок, подъемных штанг, подхватов.
4.7. После установки затвора под напор производятся дополнительные испытания в целях проверки уплотнений, установления условий появления вибрации и размеров ее, определения действительной величины тяговых усилий.
4.8. Для проверки тяговых устройств затвор устанавливается в положение, вызывающее наибольшую нагрузку тяговых устройств, и выдерживается в этом положении в течение 30 мин.
4.9. Открытые напорные трубопроводы гидроэлектрических и насосных станций, проложенные по поверхности земли и сооружений, в штольнях и галереях, а также участки трубопроводов, которые заделываются в бетон с применением упругих войлочно-битумных (и им подобных) прокладок или засыпаются грунтом, должны подвергаться гидравлическим испытаниям после окончания монтажа и наружного освидетельствования и до ввода в эксплуатацию.
Программа испытаний составляется проектной организацией.
Порядок испытаний напорных трубопроводов, оболочка которых рассчитывается на совместную работу с бетоном, устанавливается в каждом отдельном случае проектной организацией.
4.10. Результаты освидетельствования и испытания стальных конструкций, передаваемых в эксплуатацию, с выводами и решениями приемочной комиссии отражаются в актах приемки, к которым прикладываются предъявленные комиссии документы, перечисленные в п. 4.5 раздела I, и, кроме того:
а) акты приемки закладных частей под бетонирование с приложением чертежей - схем произведенных работ;
б) акты проверки неизменности положения закладных частей после бетонирования с приложением чертежей-схем;
в) журнал авторского надзора проектной организации, если авторский надзор был заранее обусловлен.
РАЗДЕЛ VIII
ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ИЗГОТОВЛЕНИЯ И ПРИЕМКИ СТАЛЬНЫХ КОНСТРУКЦИЙ МОСТОВ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Правила настоящего раздела распространяются на изготовление и приемку стальных конструкций пролетных строений и опор железнодорожных, автодорожных и городских мостов1.
1Правила, относящиеся к железнодорожным мостам, распространяются на все элементы совмещенных мостов, за исключением элементов автодорожного проезда.
1.2.* Настоящие правила являются дополнением к разделу I главы СНиП III-В.5-62 «Общие правила изготовления, монтажа и приемки стальных конструкций» с изменением № 1.
При изготовлении и приемке стальных конструкций мостов наряду с требованиями настоящих правил должны также выполняться требования раздела I, за исключением перечисленных в табл. 30, заменяемых полностью или частично соответствующими требованиями настоящего раздела.
При изготовлении и приемке стальных конструкций мостов северного исполнения и из стали класса С-40 надлежит руководствоваться, кроме правил разделов I и VIII настоящей главы, соответствующими специальными указаниями.
В особых случаях (изготовление и приемка конструкций висячих мостов, предварительно напряженных стальных пролетных строений, мостов специального назначения, из высокопрочных сталей и др.) настоящие правила должны быть дополнены специальными указаниями, утверждаемыми одновременно с проектом сооружения.
1.3,* При изготовлении стальных конструкций мостов устройство не предусмотренных чертежами КМ стыков элементов или их частей допускается в исключительных случаях и должно быть согласовано в соответствии с п. 1.5 раздела I.
Таблица 30*
|
Требования 1 |
|||
|
раздела I |
заменяются по разделу VIII |
||
|
краткое содержание |
№ пунктов, таблиц |
полностью или частично. |
№ пунктов, таблиц |
|
Допущение холодной правки саблевидности универсальной и полосовой стали на вальцах |
2.4 |
Частично |
1.7 |
|
Требования к кромкам деталей из углеродистой стали |
2.10; 2.11 |
» |
2.1 |
|
Контроль качества сварных швов физическими методами |
2.47 |
Заменяются полностью |
2.6 |
|
Допуски по технологическим дефектам сварных швов |
2.48 «в»: 2.51 |
То же |
2.6 и табл. 31 |
|
Нормы дополнительного контроля качества сварных швов |
2.52 |
» |
2.6 и табл. 32 |
|
Требования к качеству отверстий под заклепки и болты |
2.57; 2.61 и табл. 5 |
Частично |
2.9; 2.10 и табл. 33 |
|
Требования к диаметрам отверстий под заклепки, болты нормальной точности и высокопрочные в мостовых конструкциях |
Табл. 6 |
Частично |
Табл. 33 |
|
Требования по совпадению монтажных отверстий, рассверленных по кондукторам |
2.63 |
Частично |
2.11 |
|
Требования раззенковки заклепочных отверстий |
2.65 |
» |
2.9 |
|
Допускаемые отклонения от проектной геометрической формы отправочных элементов |
Табл. 9 |
Заменяются пп. 1; 9-12; 18 |
Табл. 37 |
1.4.* Применение стали, не имеющей сертификатов, допускается при изготовлении конструкций мостов в виде исключения при подтверждении пригодности этой стали в соответствии с п. 1.11 раздела I и при наличии клейм, предусмотренных стандартами.
1.5.* Изготовление стальных конструкций мостов должно осуществляться при тщательном контроле на всех стадиях производства за выполнением требований чертежей КМД, карт технологического процесса или технологической записки и настоящей главы СНиП с занесением результатов в межцеховую сдаточную документацию или журналы промежуточной приемки:
а) заготовленных и обработанных деталей;
б) собранных под клепку или сварку элементов; очищенных деталей, соединяемых высокопрочными болтами на заводе;
в) заводской клепки или сварки (включая контроль швов физическими методами), а также постановки высокопрочных болтов;
г) рассверленных монтажных отверстий или подготовленных кромок монтажных сварных соединений (включая общую или контрольную сборку);
д) очистки конструкций под грунтовку;
е) грунтовки конструкций,
Промежуточная приемка на указанных в подпунктах а-е стадиях изготовления производится отделом технического контроля (ОТК) завода.
1.6.* Электродная проволока должна храниться отдельно по маркам и партиям в сухом помещении.
1.7.* Производить холодную правку саблевидности универсальной и полосовой стали раскаткой через прокладки на вальцах запрещается.
1.8.* Материалы для грунтовки стальных конструкций мостов должны отвечать требованиям главы СНиП III-Д.2-62.
2. ИЗГОТОВЛЕНИЕ И ПРИЕМКА КОНСТРУКЦИЙ
РЕЗКА И ОБРАБОТКА КРОМОК
2.1.* Качество поверхности кромок деталей нерасчетных элементов, сжатых элементов и сжатой зоны изгибаемых элементов из углеродистой и низколегированной стали должно удовлетворять требованиям пп. 2.10, 2.11 раздела I.
При заготовке деталей растянутых элементов и растянутой зоны изгибаемых элементов из углеродистой стали машинной кислородной резкой допускается не производить последующую механическую обработку свободных или не полностью проплавляемых при сварке продольных кромок, а также кромок косых концевых резов, если высота неравностей реза (шероховатость его поверхности) не превышает 0,3 мм; при наличии на этих кромках выхватов (не более одного на 1 м длины реза), а также отклонений от шероховатости, превышающих по высоте 0,3 мм, детали допускается применять для изготовления упомянутых элементов лишь после исправления у них кромок плавной зачисткой. При заготовке указанных деталей для железнодорожных мостов ножницами должна применяться последующая механическая обработка продольных и косых концевых свободных или не полностью проплавляемых при сварке кромок.
Механической обработке после резки на ножницах подлежат все кромки фасонок и стыковых накладок (в том числе рыбок); после машинной кислородной резки механической обработке подвергаются приторцовываемые кромки узловых фасонок; остальные кромки фасонок, а также все кромки стыковых накладок (и рыбок) при высоте неровностей реза не более 0,3 мм последующей обработке не подлежат; качество поверхности кромок торцов остальных деталей должно удовлетворять требованиям пп. 2.10 и 2.11 раздела I. Настоящие требования относятся к перечисленным деталям из углеродистой и низколегированной стали.
Примечания:
1. Машинная кислородная резка деталей мостовых конструкций из углеродистой и низколегированной стали должна выполняться в соответствии со специальной инструкцией обученными резчиками, прошедшими испытания и имеющими удостоверения, устанавливающие их квалификацию.
2. Перенос номеров плавок стали на вырезаемые детали всех расчетных элементов следует выполнять в соответствии с указаниями чертежей КМД; места постановки клейм на деталях сварных конструкций выбираются вдали от сварных швов.
СБОРКА
2.2. Отдельные ветви должны быть выправлены до оформления элемента, причем отклонения действительных, размеров от проектных не должны превышать величин, указанных в табл. 35.
2.3*. Наложение при сборке элементов сварных мостовых конструкций прихваток, не перевариваемых в дальнейшем, должно быть согласовано с организацией, разрабатывавшей чертежи КМ. Наложение прихваток на элементы, изготовляемые из стали, которая, согласно нормам, предназначена для элементов, не подвергающихся сварке, не допускается.
Проплавляемые поверхности и прилегающие к ним зоны металла шириной не менее 20 мм, а также места примыкания выводных планок перед сборкой должны быть очищены от окалины; очистка производится до чистого металла с соблюдением также и других требований, изложенных в п. 2.32 раздела I.
Элементы, собранные, предъявленные и принятые под сварку и не сваренные после этого в течение 24 ч, должны быть повторно предъявлены и в случае необходимости подвергнуты дополнительной очистке от ржавчины, окалины, пыли и т.п. с соблюдением при этом требований п. 2.32 раздела I.
2.4. Торцы и плоскости деталей, передающие опорное давление, должны быть гладкими и плоскими. При проверке сопряжений не должен входить щуп толщиной 0,3 мм. Отклонения поверхностей опорных листов от плоскости при проверке линейкой, устанавливаемой на ребро, не должны превышать 0,3 мм. 6-17
СВАРКА
2.5*. Допустимая минимальная начальная температура стали при ручной и. полуавтоматической дуговой сварке без предварительного подогрева принимается по табл. 2 как для листовых объемных и сплошностенчатых конструкций.
Сварка при отрицательных температурах (без подогрева) должна производиться: углеродистой стали -электродами типа Э42А-Ф, низколегированной стали - электродами типа Э50А-Ф. При наличии отапливаемых сварочных цехов сварка при отрицательных температурах не допускается.
Сварка конструкций железнодорожных мостов должна выполняться в отапливаемых цехах.
2.6*. Сварные конструкции мостов должны удовлетворять требованиям пп. 2.48 «а», «б», «г» и 2.53 раздела I и, кроме того, не иметь несплавлений по кромкам, а также непроваров в стыковых швах и на предусмотренных проектом участках со сквозным проваром угловых швов.
Распределение сварных швов стальных мостов всех назначений по категориям, а также допуски по технологическим дефектам для сварных швов железнодорожных мостов приведены в табл. 31. Допуски по технологическим дефектам для сварных швов автодорожных и городских мостов принимаются в соответствии с пп. 2.48 «в», 2.51 «в», «д» раздела I.
Методы и нормы контроля сварных швов мостов всех назначений приведены в табл.32. Контроль качества сварных швов производится в соответствии со специальной инструкцией.
Исправление дефектных сварных швов производят, как правило, методом сварки, предусмотренным проектом. В отдельных случаях, по согласованию с заводской инспекцией, допускается заварка полуавтоматом дефектных участков швов, выполненных автоматом. Исправление дефектного участка шва более двух раз допускается в исключительных случаях.
Сварщик обязан проставлять (несмываемой краской) присвоенный ему номер или знак у начала и конца выполненного им шва. Клеймение с зарубанием поверхности металла не допускается.
Таблица 31
Категории сварных швов и допуски по технологическим дефектам
|
Категория соединения |
Типы соединений, входящих в данную категорию |
Вид технологического дефекта в сварном шве |
||
|
поры наружные и внутренние, шлаковые включения |
подрезы поперек усилий |
подрезы вдоль усилий |
||
|
I |
1. Поперечные и продольные стыковые швы растянутых1 поясов сплошных балок2 2. Поперечные и продольные стыковые швы растянутых элементов ферм3 |
Поры или шлаковые включения диаметром более 2% толщины металла не допускаются в крайних четвертях ширины4 стыкового шва (поз. 1, 2, 7) ив соединениях, перечисленных в поз. 4, 5, 6 настоящей таблицы |
Без исправления не допускаются. Подрезы глубиной до 0,5 мм на металле толщиной до 20 мм и глубиной не более 3% толщины на металле толщиной более 20 мм, а также местные подрезы, длиной до 20% длины шва при глубине подреза не более 6% толщины металла разрешается исправлять зачисткой без предварительной заварки подреза |
Без исправления не допускается. При наличии их глубиной до 1 мм на металл толщиной до 20 м и глубиной не более 6% толщины на металле толщиной более 20 мм можно устранять зачисткой. Подрезы глубиной не более 1 мм, расположенные непосредственно на ребрах жесткости, к которым не присоединяются элементы поперечной конструкции пролетного строения, можно оставлять без исправления |
|
3. Угловые швы, прикрепляющие основные детали и элементы конструкции и работающие на отрыв (при растяжении или изгибе) |
В остальной зоне стыковых швов (поз. I, 2, 7) и в соединениях, указанных в поз. 3, допускаются единичные дефекты диаметром не более 1 мм для металла толщиной до 25 мм и ие более 4% толщины для металла толщиной более 25 мм в количестве не более четырех дефектов на участке шва длиной 400 мм. Расстояние между дефектами не менее 45 мм |
|||
|
4. Концевые участки (длиной 100 мм) стыковых и угловых швов, прикрепляющих к растянутым элементам ферм и растянутым поясам сплошных балок узловые фасонки или расположенные вдоль усилия фасонки связей |
Подрезы большей величины, чем указано выше, следует заваривать с последующей зачисткой; при заварке подреза независимо от способа сварки должно быть обеспечено тепловложение не менее допустимого для данной толщины металла. Последнее определяется заводскими нормалями |
|||
|
5. Концевые участки (длиной 100 мм) угловых поясных и соединительных швов в местах обрыва одной из частей сечения сплошных балок (стенки или пояса) в растянутой зоне и растянутых элементов ферм |
|
|
|
|
|
6. Концевые участки (длиной 100 мм) угловых косых швов, прикрепляющих концы накладных компенсаторов или обрываемых в пролете листов пакетов растянутых поясов сплошных балок |
|
|
|
|
|
7, Концевые участки поперечных стыковых швов стенок балок в растянутой зоне на протяжении крайней пятой доли высоты балки, но не менее 200 мм |
|
|
|
|
|
II |
8. Угловые поясные швы растянутых поясов сплошных балок (кроме швов по поз. 5) 9. Угловые соединительные швы растянутых элементов ферм (кроме швов по поз. 5) 10. Угловые соединительные швы пакетов растянутых поясов сплошных балок (кроме швов по поз. 6) 11. Поперечные стыковые швы стенок балок в растянутой зоне - на протяжении примыкающей к концевому участку (см. поз. 7) пятой доли высоты балки 12. Продольные стыковые швы стенок балок, расположенные в растянутой зоне в пределах крайней четверти высоты балки 13. а. Концевые участки (длиной 100 мм) угловых швов, прикрепляющих горизонтальные фасонки связей к стенкам балок в растянутой зоне в пределах крайней пятой доли высоты балки; б) стыковые и угловые швы (за исключением концевых участков, см. поз. 4), прикрепляющие к растянутым элементам ферм и растянутым поясам сплошных балок узловые фасонки или расположенные вдоль усилия фасонки связей |
Допускаются единичные дефекты диаметром не более 1,5 мм в количестве не более пяти дефектов на участке шва длиной 400 мм. Расстояние между дефектами не менее 15 мм |
Без исправления не допускаются. Имеющиеся подрезы устраняются зачисткой или заваркой с последующей зачисткой согласно указаниям для швов I категории |
Допускаются глубиной не более 1 мм при ширине не менее 2 мм и плавном очертании. Подрезы большей глубины или неплавного очертания устраняются зачисткой или заваркой с последующей зачисткой согласно указаниям для швов I категории |
|
III |
14. Поперечные и продольные стыковые швы сжатых поясов сплошных балок 15. Поперечные и продольные стыковые швы сжатых элементов ферм 16. Поперечные стыковые швы стенок балок на протяжении трех пятых долей высоты балки от сжатого пояса 17. Продольные стыковые швы стенок балок, расположенные в пределах трех четвертей высоты балки, считая от сжатого пояса 18. Стыковые и угловые швы, прикрепляющие к сжатым элементам ферм и сжатым поясам сплошных балок узловые фасонки или расположенные вдоль усилия фасонки связей 19. Угловые поясные швы сжатых поясов сплошных балок 20. Угловые соединительные швы сжатых элементов ферм 21. Угловые соединительные швы пакетов сжатых поясов сплошных балок 22. Угловые швы, прикрепляющие вертикальные и горизонтальные ребра жесткости, диафрагмы, а также расположенные поперек усилия в элементе фермы, поясе или стенке сплошной балки фасонки связей 23. Угловые швы, прикрепляющие элементы связей к фасовкам и ребрам жесткости 24. Угловые швы, прикрепляющие горизонтальные фасонки связей к стенкам балок (за исключением швов, указанных в п. 13 «а») |
Допускаются единичные дефекты диаметром не более 2 мм в количестве не более 6 дефектов на участке шва длиной 400 мм. Расстояние между дефектами не менее 10 мм |
Согласно указаниям для швов II категории |
|
|
1Категории соединений сжатовытянутых элементов и зон конструкций те же, что и растянутых. 2В конструкциях с ортотропнрй плитой на ее сварные соединения распространяются требования, предъявляемые к поясам балок. 3Ортотропная плита железнодорожного проезда, включенная в работу главных ферм, также относится к элементам ферм. 4Под шириной стыкового шва понимается расстояние между линиями сплавления металла шва с основным металлом на поверхности детали. |
||||
|
Примечание. Категория швов указывается в чертежах КМ и КМД в соответствии с настоящей таблицей. UlFsbi, не упомянутые в таблице, относятся к той или иной категории с учетом характера работы соединения. |
||||
2.7. Режимы сварки, приведенные в разрабатываемой заводом технологической документации, для каждого типа соединений и сочетаний толщин металла, марок материалов, а также начальных температур стали должны устанавливаться по заводским нормалям или инструкциям и строго соблюдаться при выполнении сварочных работ (указанные заводские нормали и инструкции должны иметь надлежащие обоснования).
При сварке конструкций железнодорожных мостов производится проверка применяемых режимов и сварочных материалов путем испытания контрольных соединений с определением механических свойств соединений и металла шва, а также его химического состава. Методы и объем испытаний контрольных соединений устанавливаются специальной инструкцией.
2.8*. Механическая обработка сварных соединений в зонах концентрации напряжений, предусмотренная в чертежах КМ и КМД, производится в соответствии со специальными указаниями.
Поперечные (по отношению к направлению усилия в элементе) риски на поверхности шва и основного металла не допускаются.
Ослабление сечения при обработке сварных соединений (углубление в основной металл) не должно превышать 3%. толщины металла.
В случае необходимости удаления с помощью механической обработки поверхностных дефектов с торца шва разрешается плавно (с уклоном не круче 1:20) углубляться на свободной кромке в толщу металла без подварки на величину 0,02B (где В - ширина свариваемого листа), но для В более 400мм - не более чем на 8 мм с одной стороны. После окончания обработки торцов швов необходимо закруглить острые грани.
Приваренные к элементам конструкций выводные планки и вспомогательные сборочные приспособления при удалении запрещается отбивать кувалдой. При устранении механической обработкой следов неперевариваемых прихваток, швов сборочных приспособлений, а также всех случайных ожогов сваркой, ослабления сечений элементов не должны превышать указанных выше норм.
Таблица 32*
Методы и нормы контроля сварных швов
|
№ п.п. |
Методы контроля |
Нормы контроля для швов категории |
||
|
I |
II |
III |
||
|
1 |
Наружный осмотр и промер швов |
100 % длины швов |
||
|
2 |
Ультразвуковая дефектоскопия |
100% отнесенной ко I категории длины каждого стыкового и углового шва, за исключением контролируемых рентгено- или гамма-графированием угловых швов по поз. 6 табл. 31 |
100% отнесенной ко II категории длины стыковых и угловых швов по поз. 13, а табл. 31; 100% длины каждого второго стыкового шва II категории по поз. 11 табл. 31 и 50% длины каждого стыкового . шва II категории по поз. 12 табл. 31 (швы выбираются заводской инспекцией)*. При выявлении дефектов, выходящих за пределы допусков, контролю подлежат 100% стыковых швов по поз. 11**, 12 табл. 31 |
100% длины каждого третьего стыкового шва III категории по поз. 14, 15 табл. 31 (швы выбираются заводской инспекцией)*. Если при этом качество более чем 10% проверенных стыков признано неудовлетворительным, то производится дополнительный контроль такого количества стыков, чтобы общий объем проверенных ультразвуковой дефектоскопией швов составлял 50%. Если и при дополнительном контроле выявляются стыковые швы неудовлетворительного качества, то контролю подлежат 100% стыковых швов данной конструкции |
|
3 |
Рентгено- или гамма-графирование |
Швы, результаты проверки которых ультразвуковой дефектоскопией, требуют уточнения. Угловые швы по поз. 6 табл. 31 |
- |
- |
|
4 |
Осмотр макрошлифов на торцах стыковых швов |
100% стыковых швов по поз. 1, 2 табл. 31 |
- |
По два макрошлифа на каждом стыковом шве по поз. 14, 15 табл. 31, в котором при контроле ультразвуком выявлены дефекты. Если при осмотре макрошлифов обнаружены недопустимые дефекты, то осматриваются еще два макрошлифа на данном элементе. Если на дополнительных макрошлифах обнаруживаются недопустимые дефекты, то осматриваются макрошлифы на всех стыковых швах данного элемента |
|
* В конструкциях автодорожных мостов при отсутствии на предприятии заводской инспекции швы выбираются ОТК. ** Это правило действует для швов по поз. 11 и в случае, если недопустимые дефекты обнаружены в швах по поз. 7. |
||||
ОБРАЗОВАНИЕ ОТВЕРСТИЙ ДЛЯ ЗАКЛЕПОЧНЫХ И БОЛТОВЫХ СОЕДИНЕНИЙ
2.9*. При изготовлении стальных конструкций мостов диаметры отверстий под заводские и монтажные заклепки, а также под болты нормальной точности и высокопрочные должны удовлетворять требованиям табл. 33.
Отверстия под заклепки прикрепления продольных и поперечных балок проезжей части и другие заклепки, работающие на отрыв головок, раззенковываются в соответствии с указаниями п. 2.65 раздела I.
Зенковка отверстий для головок потайных заклепок должна соответствовать действующим стандартам. Продавливание отверстий на полный диаметр в элементах пролетных строений и опор не допускается.
Таблица 33*
Размеры и отклонения диаметров отверстий под заклепки, а также болты нормальной точности и высокопрочные в мм
|
Номинальный диаметр стержня высокопрочного болта |
- |
18 |
- |
22 |
24 |
|
Номинальный диаметр стержня заклепки и болта нормальной точности |
16 |
- |
22 |
24 |
- |
|
Номинальный диаметр отверстия (проектный) |
17 |
21 |
23 |
25 |
28 |
|
Отклонения диаметра отверстия |
-0,2; |
-0,2; |
-0,2; |
-0,2; |
-0,2; |
|
Максимальный диаметр продавленного отверстия |
13 |
17 |
19 |
21 |
23 |
|
Примечания: 1. Болты и заклепки других стандартных диаметров не рекомендуются для широкого применения в мостовых конструкциях, 2. До 31 марта 1969 г. разрешается применение отверстий с номинальным диаметром 26 мм. |
|||||
2.10.* Просверленные и рассверленные отверстия должны иметь правильную цилиндрическую форму с гладкими стенками, перпендикулярными плоскости ветви. Отклонения по овальности допускаются в пределах плюсовых и минусовых допусков на диаметр отверстий, Отклонения по черноте и косине отверстий под заклепки принимаются во всех случаях по нормам табл. 6, установленным для низколегированной стали; при этом максимальная допустимая косина ограничивается 2 мм.
2.11.* При изготовлении пролетных строений или опор с применением кондукторов для сверления монтажных отверстий должна быть произведена на заводе контрольная сборка первого и каждого последующего пятого экземпляра пролетного строения или опоры данного типа; в пролетных строениях с идентичными фермами допускается производить контрольную сборку одной из них.
Объем контрольной сборки назначается в соответствии с п. 2.24 раздела I. При этом совпадение монтажных отверстий должно удовлетворять следующим требованиям: калибр диаметром меньше проектного диаметра отверстия на 0,5 мм должен проходить не менее чем в 85% отверстий каждой группы. Исправление дефектных монтажных отверстий производится в соответствии с п. 2.62. раздела I по согласованию с заводской инспекцией, а в оговоренных этим пунктом случаях - с организацией, разрабатывавшей чертежи КМ.
2.12. При общей сборке, осуществляемой частями фасада, в последующей части фасада должен быть собран участок предыдущей, включающий не менее двух панелей и не менее двух монтажных элементов каждого пояса.
2.13. Отклонения размеров мостовых конструкций при общей и контрольной сборке на стеллажах должны находиться в пределах величин, указанных в табл. 34.
Таблица 34*
Допускаемые отклонения размеров стальных мостовых конструкций при общей и контрольной сборке
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
1 |
Отклонение длины пролетного строения от проектной при пролете: |
|
|
до 50 м |
±10 мм |
|
|
более 50 м |
1/5000 длины пролета |
|
|
2 |
Отклонение расстояний между соседними узлами главных ферм и связей |
1/3000 Длины, но не более ±3 мм |
|
3 |
Отклонение ординат строительного подъема от теоретических при ординатах: |
|
|
до 60 мм |
±3 мм |
|
|
более 60 мм |
5% величины ординаты |
|
|
4 |
Отклонение узлов конструкций главных ферм и поперечных связей от плоскости |
±3 мм |
2.14. Сборка поперечных связей на стеллажах для рассверловки монтажных отверстий должна производиться совместно с поперечной балкой.
2.15.* При применении кондукторов для рассверливания монтажных отверстий в элементах клепаных и клепаносварных мостовых конструкций в случаях, когда на точность совпадения отверстий оказывает влияние суммирование допусков по толщине проката, соответствующая часть отверстий должна быть просверлена на неполный диаметр (отверстия на одной из сторон рыбки, соединяющей пояса продольных балок, и т.п.).
Также на неполный диаметр просверливаются на заводе монтажные отверстия, образование (совпадение) которых не обеспечивается (не контролируется) при общей (контрольной) сборке клепаных и клепаносварных мостовых конструкций (отверстия в фасонках продольных связей в узлах перелома пояса и элементах связей, примыкающих к этим фасонкам, и др.).
КЛЕПКА
2.16.* При проверке плотности склепаных или стянутых высокопрочными болтами пакетов в конструкциях мостов щуп толщиной 0,3 мм не должен входить между частями пакета; кроме того, при применении высокопрочных болтов должны выполняться требования п. 3.47 «з» раздела I.
ДОПУСКАЕМЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ
2.17.* Величины отклонений действительных размеров от проектных для отправляемых на монтаж сборочных деталей и элементов пролетных строений и опор после окончательного изготовления не должны превышать допускаемых, указанных в табл. 8 и 35, а также величин, указанных в чертежах КМ и КМД.
Таблица 35*
Допускаемые отклонения от проектных размеров отправочных элементов
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
|
Отклонения по длине: |
|
|
1 |
Обреза (расстояния от крайнего монтажного отверстия до конца элемента) в поясах клепаных, клепаносварных и болтосварных пролетных строений* |
+0 мм; -4 мм |
|
2 |
Балок проезжей части клепаных, клепаносварных и болтосварных пролетных строений . |
+ 0 мм; -2 мм |
|
3 |
Элементов цельносварных пролетных строений, входящих в ограниченный по длине замкнутый контур (балки проезжей части, раскосы, пояса и т.п.) |
+ 0 мм; -4 мм |
|
|
Отклонения по высоте или по ширине: |
|
|
4 |
Габаритных размеров по ширине элементов поясов и решетки клепаных, клепаносварных и болтосварных** пролетных строений в зоне узлов и стыков |
+ 0 мм; -2 мм*** |
|
5 |
То же, на других участках |
±4 мм |
|
6 |
Габаритных размеров по высоте элементов поясов и решетки клепаных, клепаносварных и болтосварных пролетных строений в зоне узлов и стыков при перекрытии только вертикальных листов сечений |
±2 мм |
|
7 |
То же, на других участках |
±4 мм |
|
8 |
Габаритных размеров по высоте элементов поясов клепаных, клепаносварных и болтосварных пролетных строений в зоне узлов и стыков, при перекрытии вертикальных и горизонтальных листов сечений |
+0 мм; -2 мм |
|
9 |
Габаритных размеров по высоте балок проезжей части клепаных, клепаносварных и болтосварных пролетных строений в местах соединения при наличии рыбок сверху и снизу |
± 1 мм |
|
10 |
То же, балок проезжей части и главных ферм цельносварных пролетных строений |
±2 мм |
|
11 |
Габаритных размеров по высоте балок главных ферм клепаных, клепаносварных и болтосварных пролетных строений в зоне стыков и узлов |
±2 мм**** |
|
12 |
То же, для всех балок вне зон стыков и узлов |
±4 мм |
|
*С учетом указанного допуска зазоры в стыках (как предусмотренных проектом, так и дополнительных) элементов пролетных строений не должны превышать 8 мм, если в проекте не содержится специальных указаний по величинам зазоров. **Для коробчатых элементов поясов и решетки болтосварных и клепаносварных пролетных строений указанные в этом пункте допускаемые отклонения увеличиваются в средней (по высоте) части сечения на ±1 мм. ***В случае когда элемент охватывает узловые фасонки, допускается отклонение -0 мм; +2 мм. ****Указанным допуском предусмотрено принятие при монтаже мер против сосредоточения приведенных отклонений на стыке одного из поясов балки, |
||
2.18. Точность изготовления опорных частей должна удовлетворять требованиям табл. 36.
Таблица 36*
Допускаемые отклонения при изготовлении опорных частей
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение в мм |
|
1 |
Высота балансиров |
±3 |
|
2 |
Диаметр катка - для всей группы катков данной опорной части |
-2 |
|
3 |
Разность диаметров отдельных |
0,1 |
|
4 |
Отклонения поверхностей катания у балансиров и плит от плоскости |
0,1 |
|
5 |
Диаметр шарниров |
+0; -0,2 |
|
6 |
Диаметр цапф |
-0; +0,2 |
|
7 |
Высота плит |
±3 |
|
8 |
Общая высота опорных частей |
±5 |
|
9 |
Перекос собранных опорных частей в поперечном направлении |
3 |
2.19. Отклонения форм элементов от проектных должны находиться в пределах, указанных в табл. 37.
Таблица 37*
Допускаемые отклонения от проектной геометрической формы отправочных элементов
|
№ п. п. |
Наименование отклонения |
Допускаемое отклонение |
|
|
Искривление сборочных деталей |
|
|
1 |
Для листовых деталей зазор между листом и ребром стальной линейки длиной 1 м в зоне монтажных соединений |
1 мм |
|
|
Стрела выгиба оси элемента |
|
|
2 |
Для элементов главных ферм и балок проезжей части |
1/1000 длины элемента1 или его искривленной части, но не более 10 мм |
|
3 |
Для элементов связей |
1/750 длины элемента или его искривленной части, но не более 15 мм |
|
|
Перекос полки (Δ) относительно стенки и грибовидность полки (Δ) (по рис. поз. 9-12 табл. 9) |
|
|
4 |
В местах сопряжения с другими элементами в узлах, в стыках и местах примыкания балок, в зоне опирания балок на опорные части |
0,005В, но не более 1 мм |
|
5 |
В местах примыкания ребер жесткости к поясам балок |
0,01В |
|
6 |
У поясов, на которые опираются мостовые брусья |
0,01В; при этом разность уровней кромок пояса в одном сечении не должна превышать 2 мм |
|
7 |
У поясов, сопрягаемых с железобетонной плитой при отсутствии закладных деталей |
0,01В |
|
8 |
Перекос и грибовидность в прочих местах |
0,01В; при этом в нижних поясах сплошных балок при ширине пояса более 300 мм отклонение кромки пояса от проектного положения вверх не должно превышать 3 мм. Это требование не распространяется на внутренние полки балок при наличии стальной или железобетонной плиты |
|
|
Винтообразность элементов |
|
|
9 |
Деформация скручивания (винтообразность) элементов пролетных строений |
1 мм на 1 м длины элемента, но не более 10 мм |
|
|
Несимметричность элементов двутаврового и Н-образного сечений |
|
|
10 |
Отклонение оси стенки от оси полки в зоне монтажного соединения при перекрытии всех частей сечения и центрировании кондукторов для сверления монтажных отверстий в полке по ее оси |
2 мм |
|
11 |
То же, при центрировании кондукторов для сверления монтажных отверстий в полке по оси стенки |
0,015В, но не более 5 мм |
|
12 |
То же, при перекрытии только полок |
То же |
|
13 |
То же, в прочих местах |
0,015В |
|
|
Ромбовидность коробчатых элементов |
|
|
14 |
Разность длин диагоналей в поперечном сечении коробчатых элементов в зоне монтажного соединения |
4 мм |
|
15 |
То же, при отсутствии горизонтальных накладок и фасонок |
6 мм |
|
16 |
То же, в прочих местах |
12 мм |
|
1При наличии монтажных стыков вне узлов указанные допуски должны быть обеспечены для полной длины элемента между узлами, что проверяется при общей или контрольной сборке пролетного строения. |
||
2.20. Зазоры в заводских стыках элементов пролетных строений должны при изготовлении (перед грунтовкой) заполняться шпаклевкой, а при ширине зазора более 8 мм - мягкой сталью и шпаклевкой.
ПРИЕМКА И ДОКУМЕНТАЦИЯ
2.21.* Стальные конструкции железнодорожных мостов должны быть приняты заводской инспекцией с выполнением при этом требований п. 2.77 раздела I.
Примечание. На мостовых заводах конструкции автодорожных мостов также подлежат приемке заводской инспекцией.
2.22.* При сдаче готовой продукции завод обязан представить сертификат на стальные конструкции (согласно п. 2.79 раздела I)1, a также следующую документацию в качестве приложений к сертификату или акту заводской инспекции:
1Мостовые заводы, а по специальному указанию и другие заводы металлоконструкций представляют акт приемки конструкций заводской инспекцией.
а) полный комплект исполнительных чертежей, включая схему маркировки, с указанием отступлений от утвержденного проекта (в том числе отверстий, рассверленных на больший диаметр) и с соответствующими согласованиями;
б) сводную ведомость сертификатов на материалы, применявшиеся при изготовлении конструкций;
в) опись удостоверений о квалификации резчиков, производивших машинную кислородную резку деталей, с указанием даты и номера протокола испытания;
г) опись удостоверений о квалификации исполнителей, производивших постановку заводских высокопрочных болтов, с указанием даты и номера протокола испытания.
Кроме того, для сварных конструкций мостов:
д) опись удостоверений (дипломов) о квалификации сварщиков, производивших сварку конструкций, с указанием даты и номера протокола испытания;
е) ведомость результатов контроля качества сварных соединений (в том числе ультразвуковой дефектоскопией и просвечиванием) с указанием методов устранения дефектов.
РАЗДЕЛ IX
ДОПОЛНИТЕЛЬНЫЕ ПРАВИЛА ИЗГОТОВЛЕНИЯ, МОНТАЖА И ПРИЕМКИ СТАЛЬНЫХ КОНСТРУКЦИИ
ОПОР ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ
1. ОБЩИЕ УКАЗАНИЯ
1.1. Настоящие дополнительные правила распространяются на изготовление, монтаж и приемку стальных конструкций всех опор воздушных линий электропередачи напряжением свыше 1000 в, за исключением специальных переходных.
1.2. Настоящие правила являются дополнением к разделу I «Общие правила изготовления, монтажа и приемки стальных конструкций».
2. ИЗГОТОВЛЕНИЕ СТАЛЬНЫХ КОНСТРУКЦИЙ
2.1. Резка элементов, имеющих в концах по одному отверстию для постоянных болтов, должна производиться по упору. Отклонение от проекта длины обреза (от центра отверстия) не должно превышать 1,5 мм.
2.2.* Номинальные диаметры отверстий для болтов нормальной точности, работающих на срез, должны приниматься на 1 мм больше номинального диаметра стержня болта. Отклонения в диаметре отверстий допускаются в пределах: 0 мм; +0,6 мм.
Диаметры продавленных отверстий со стороны матрицы не должны превышать номинальный диаметр отверстия более чем на 1,5 мм.
Способ образования отверстия принимается в соответствии с указаниями проекта.
2.3. Изготовление конструкций опор следует производить по кондукторам и приспособлениям, обеспечивающим взаимозаменяемость элементов, а также совпадение отверстий в монтажных соединениях. Контрольная сборка конструкций производится в объеме, предусмотренном в п. 2.24 раздела I.
2.4. Постоянные болты нормальной точности должны применяться по ГОСТ 7798-62.
2.5. Контроль качества швов должен осуществляться: повседневной проверкой правильности выполнения технологического процесса; наружным осмотром и измерением наружных размеров 100% сварных швов, выборочным прозвучиванием или засверливанием швов по требованию приемщика, но не более одного засверливания или проверки ультразвуком участка длиной 50 мм на каждые 20 м швов.
2.6.* Стальные конструкции опор должны быть оцинкованы или огрунтованы и окрашены на месте их изготовления.
3. МОНТАЖ СТАЛЬНЫХ КОНСТРУКЦИЙ
3.1. Фундаменты и основания под монтируемые конструкции должны быть выполнены в соответствии с требованием раздела I,
Таблица 38
Допускаемые отклонения в размерах стальных конструкций
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
1 |
Отклонение траверсы от горизонтальной оси при длине траверсы до 15 м |
1/150 длины |
|
2 |
То же, свыше 15 м |
1/250 длины |
|
3 |
Стрела прогиба (кривизна) траверсы |
1/300 длины |
|
4 |
То же, стоек и подкосов |
1/750 длины но не более 20 мм |
|
5 |
Прогиб поясных уголков и элементов решетки (в любой плоскости) в пределах панели |
1/750 длины |
3.2. Стальные конструкции опор подлежат проверке на пикете соответствия их проекту (при укрупнительной сборке и после монтажа). Отклонения от проекта не должны превышать значений, приведенных в табл. 8, 9 и 38.
3.3. При подъеме опор методом поворота конструкции поворотного шарнира и его закрепление, элементы монтируемых опор и основания опор должны быть проверены на действующие усилия и в необходимых случаях усилены. При этом в направлении, обратном подъему, следует применять тормозные устройства.
3.4. Установка металлических прокладок между пятой опоры и верхней плоскостью фундамента допускается в количестве до четырех общей толщиной до 40 мм. Площадь и конфигурация прокладок определяются проектом конструкции или проектом производства работ.
3.5. Гайки анкерных болтов после монтажа опоры (или нижних ее элементов) должны быть завернуты до отказа и закреплены от самоотвинчивания в соответствии с требованиями проекта.
3.6. Колодцы анкерных болтов на монолитных фундаментах после установки опор должны быть залиты цементным раствором состава 1:4.
4. ПРИЕМКА РАБОТ
4.1. Отклонения смонтированных конструкций от проектного положения не должны превышать величин, указанных в табл. 39 и 40.
Таблица 39
Допускаемые отклонения при монтаже одностоечных опор
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
1 |
Горизонтальное отклонение вершины опоры от проектного положения |
1/200 высоты опоры |
|
2 |
Смещение конца траверсы от линии, перпендикулярной к оси трассы |
100 мм |
|
3 |
Выход опоры из створа оси трассы при длине пролета до 200 м |
100 мм |
|
4 |
То же, свыше 200 м до 300 м |
200 мм |
|
5 |
То же, свыше 300 м |
300 мм |
Таблица 40
Допускаемые отклонения при монтаже портальных опор с тросовыми оттяжками
|
№ п.п. |
Наименование отклонения |
Допускаемое отклонение |
|
1 |
Горизонтальное отклонение вершины опоры от проектного положения |
1/250 высоты опоры |
|
2 |
Смещение конца траверсы от линии, перпендикулярной к оси трассы |
100 мм |
|
3 |
Отклонение оси траверсы от горизонтальной линии при длине траверсы до 15 м |
1/150 длины |
|
4 |
То же, свыше 15 м |
1/250 длины |
|
5 |
Выход опоры из створа оси трассы (пролет больше 250 м) |
300 мм |
ПРИЛОЖЕНИЕ 1
(Форма)
СЕРТИФИКАТ
|
|
|
|
(завод стальных конструкций) |
Сертификат №___________на стальные конструкции Заказ №___________
|
|
Заказчик |
|
|||||
|
|
|
|||||
|
1. Наименование объекта |
|
|||||
|
2. Вес по чертежам КМД |
|
|||||
|
3. Дата начала изготовления |
|
|||||
|
4. Дата конца изготовления |
|
|||||
|
5. Организация, выполнившая рабочие чертежи КМ, индекс и № чертежей |
|
|||||
6. Организация, выполнившая деталировочные чертежи КМД, индекс и № чертежей
|
|
|
||
|
|
|
||
|
7. Стальные конструкции изготовлены в соответствии с |
|
||
|
|
|||
|
(указать нормативный документ) |
|||
|
8. Конструкции изготовлены из сталей марок |
|
||
Примененные материалы соответствуют требованиям проекта.
9. Для сварки применены:
|
а) электроды |
|
|||||
|
б) сварочная проволока |
|
|||||
|
в) флюс |
|
|||||
|
г) защитные газы |
|
|||||
|
10. Сварщики испытаны согласно |
|
|||||
|
|
||||||
|
11. Сварные швы проверены |
|
|||||
|
|
||||||
Примечания:
1. Сертификаты на сталь, электроды, сварочную проволоку, флюс, защитные газы, заклепки, болты, материалы. для грунтовки хранятся на заводе (мастерской)
2. Протоколы испытаний электросварщиков хранятся на заводе (мастерской).
|
Приложения: |
1. |
Схемы общих сборок конструкции |
|
|
2. |
|
|
|
3. |
|
Начальник ОТК
Город_______________________________________
«______»________________19 г.
ПРИЛОЖЕНИЕ 2
(Форма)
ПАСПОРТ
|
цилиндрического вертикального резервуара емкостью |
|
|||||||
|
марка |
|
№ |
|
|||||
|
Дата составления паспорта |
|
|||||||
|
Место установки (наименование предприятия) |
|
|||||||
|
|
||||||||
|
|
||||||||
|
Назначение резервуара |
|
|||||||
|
Основные размеры элементов резервуара (диаметр, высота) |
|
|||||||
|
|
||||||||
Наименование организации, выполнившей рабочие чертежи (КМ), и номера чертежей
|
|
|
|
|
|
|
Наименование завода‑изготовителя стальных конструкций |
|
|
|
|
|
|
|
Наименование строительно-монтажных организаций, участвовавших в возведении резервуара:
|
1) |
|
|
2) |
|
|
3) |
|
и т.д.
|
|
|
|
|
|
|
|
Перечень установленного на резервуаре оборудования:
|
|
|||
|
|
|||
|
Отклонения от проекта |
|
||
|
|
|||
|
Дата, начала монтажа |
|
||
|
Дата окончания монтажа |
|
||
Даты начала и окончания каждого промежуточного и общего испытаний резервуара и результаты испытаний:
|
|
|
|
|
|
Дата приемки резервуара и сдачи его в эксплуатацию:
|
|
|
|
Приложения:
1. Деталировочные чертежи стальных конструкций (КМД) №
|
|
||
|
|
||
|
2. Заводские сертификаты на изготовленные стальные конструкции |
|
|
|
3. Документы о согласовании отступлений от проекта при монтаже |
|
|
|
4. Акты приемки скрытых работ |
|
|
|
|
||
5. Документы (сертификаты и др.), удостоверяющие качество электродов, электродной проволоки, флюсов и прочих материалов, примененных при монтаже
|
|
|
|
6. Схемы геодезических замеров при проверке разбивочных осей и установке конструкций
|
|
||
|
|
||
|
7. Журнал сварочных работ |
|
|
|
8. Акты испытания резервуара |
|
|
9. Описи удостоверений (дипломов) о квалификации сварщиков, производивших сварку конструкций при монтаже, с указанием присвоенных им цифровых или буквенных знаков.
|
|
|
|
10. Документы результатов испытания сварных монтажных швов |
|
|
|
|
|
|
|
|
|
|
11. Заключения по просвечиванию сварных монтажных швов рентгено- или гамма-лучами со схемами расположения мест просвечивания.
12. Акты приемки смонтированного оборудования.
Подписи представителей заказчика и строительно-монтажных организаций (перечислить)
|
|
|
|
|
|
|
|
ПРИЛОЖЕНИЕ 3
(Форма)
ПАСПОРТ
|
мокрого газгольдера емкостью |
|
||||||
|
марка |
|
№ |
|
||||
|
Дата составления паспорта |
|
||||||
|
Место установки (наименование предприятия) |
|
||||||
|
|
|||||||
|
|
|||||||
|
Назначение газгольдера |
|
||||||
|
Основные размеры элементов газгольдера (диаметр, высота) |
|
||||||
|
|
|||||||
Наименование организации, выполнившей рабочие чертежи (КМ), и номера чертежей
|
|
|
|
|
|
|
Наименование завода‑изготовителя стальных конструкций |
|
|
|
|
|
|
|
Наименование строительно-монтажных организаций, участвовавших в возведении резервуара:
|
1) |
|
|
2) |
|
|
3) |
|
и т.д.
|
|
|
|
|
|
|
|
Перечень установленного на газгольдере оборудования:
|
|
|||
|
|
|||
|
Отклонения от проекта |
|
||
|
|
|||
|
Дата, начала монтажа |
|
||
|
Дата окончания монтажа |
|
||
Даты начала и окончания каждого промежуточного и общего испытаний газгольдера и результаты испытаний:
|
|
|
|
|
|
Дата приемки газгольдера и пуска его в эксплуатацию (наполнения газгольдера газом)
|
|
|
|
Приложения:
1. Деталировочные чертежи стальных конструкций (КМД) №
|
|
||
|
|
||
|
2. Заводские сертификаты на изготовленные стальные конструкции |
|
|
|
3. Документы о согласовании отступлений от проекта при монтаже |
|
|
|
4. Акты приемки скрытых работ |
|
|
|
|
||
5. Документы (сертификаты и др.), удостоверяющие качество электродов, электродной проволоки, флюсов и прочих материалов, примененных при монтаже
|
|
|
|
6. Схемы геодезических замеров при проверке разбивочных осей и установке конструкций
|
|
||
|
|
||
|
7. Журнал сварочных работ |
|
|
|
8. Акты испытания резервуара |
|
|
9. Описи удостоверений (дипломов) о квалификации сварщиков, производивших сварку конструкций при монтаже, с указанием присвоенных им цифровых или буквенных знаков.
|
|
|
|
10. Документы результатов испытания сварных монтажных швов |
|
|
|
|
|
|
|
|
|
|
11. Заключения по просвечиванию сварных монтажных швов рентгено- или гамма-лучами со схемами расположения мест просвечивания.
12. Акты приемки смонтированного оборудования.
Подписи представителей заказчика и строительно-монтажных организаций (перечислить)
|
|
|
|
|
|
|
|
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/47868
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|