
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ТУ 0921-057-01124328-98 Рельсы железнодорожные новые сварные.
ДЕПАРТАМЕНТ ПУТИ И СООРУЖЕНИЙ ВСЕРОССИЙСКИЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА РЕЛЬСЫ ТЕХНИЧЕСКИЕ
УСЛОВИЯ МОСКВА «ТРАНСПОРТ» 1999 Содержание1. ОБЛАСТЬ ПРИМЕНЕНИЯНастоящие Технические условия распространяются на рельсы железнодорожные новые сварные, закаленные по всей длине и термически не упрочненные, мартеновского и кислородно-конверторного производства, непрерывнолитых заготовок вакуумированной стали, выплавленной в электропечах, низкотемпературной надежности и повышенной чистоты из углеродистой стали, а также легированной хромом (до 0,70 %) и кремнием (до 1,00 %), в том числе импортного производства, изготовленные в соответствии с российскими техническими условиями, предназначенные для укладки в железнодорожные пути широкой колеи общего пользования. Рельсы железнодорожные новые сварные предназначены для эксплуатации во всех климатических районах на суше (общеклиматическое исполнение) - «О», категории 1 и по группе условий хранения Ж2 (ГОСТ 15150-69*1). Пример записи обозначения изделия при заказе: «Рельсы железнодорожные новые сварные. ТУ 0921-057-01124328-98». 1 Звездочкой здесь и далее в тексте отмечены обозначения стандартов и технических условий, к которым приняты изменения. 2. НОРМАТИВНЫЕ ССЫЛКИВ настоящих Технических условиях использованы ссылки на следующие нормативно-технические документы: ГОСТ 8.001-80. Государственная система обеспечения единства измерений. Организация и порядок проведения государственных испытаний средств измерений; ГОСТ 8.513-84*. Государственная система обеспечения единства измерений. Проверка средств измерений. Организация и порядок проведения; ГОСТ 12.3.028-82*. Система стандартов безопасности труда. Инструмент абразивный. Процессы обработки абразивным и эльборовым инструментом. Требования безопасности; ГОСТ 427-75*. Линейки измерительные металлические. Технические условия; ГОСТ 2424-83*. Круги шлифовальные; ГОСТ 2601-84*. Сварка металлов. Термины и определения основных понятий; ГОСТ 7174-75*. Рельсы железнодорожные типа Р50. Конструкция и размеры; ГОСТ 7502-89*. Рулетки измерительные металлические. Технические условия; ГОСТ 8161-75*. Рельсы железнодорожные типа Р65. Конструкция и размеры; ГОСТ 9012-59*. Металлы. Методы испытания твердости по Бринеллю; ГОСТ 15150-69*. Машины, приборы и другие технические изделия. Исполнение для различных климатических районов. Категория, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды; ГОСТ 16210-77*. Рельсы железнодорожные типа Р75. Конструкция и размеры; ГОСТ 18267-82*. Рельсы железнодорожные типов Р50, Р65 и Р75 широкой колеи, термообработанные путем объемной закалки в масле. Технические условия; ГОСТ 24182-80*. Рельсы железнодорожные широкой колеи типов Р75, Р65, Р50 из мартеновской стали. Технические условия; ТУ 2-034-225-87. Щупы; ТУ 14-2-651-85. Рельсы железнодорожные широкой колеи, термообработанные путем закалки поверхности катания головки по всей длине с нагревом токами высокой частоты; ТУ 14-2Р-289-93. Рельсы железнодорожные широкой колеи Р65С для высокоскоростных железнодорожных магистралей. Опытная партия. Технические условия; ТУ 14-2Р-295-94*. Рельсы железнодорожные типа Р65 из непрерывнолитых заготовок. Опытная партия. Технические условия; ТУ 14-2Р-314-95. Рельсы железнодорожные типа Р65 из непрерывнолитых заготовок кислородно-конверторной стали. Технические условия; ТУ ЦП-132 РЕ-Я*. Технические
условия на термообработанные рельсы типа 132 РЕ длиной ТУ ЦП-Р65-Я-97. Технические
условия на термообработанные рельсы типа Р65 длиной НТД/ЦП-1-93. Классификация дефектов и повреждений рельсов. Нормативно-технические документы; НТД/ЦП-2-93. Каталог дефектов и повреждений рельсов. Нормативно-технические документы; НТД/ЦП-3-93. Признаки дефектных и остродефектных рельсов. Нормативно-технические документы; Режимы сварки рельсов на стыковых контактных машинах МСГР-500, К-190П, К-190ПА, К-190ПК, К-355, К-355А1, К-1000; Инструктивные указания по термической обработке сварных стыков и концов рельсов с нагрева токами средней частоты; Инструктивные указания по сварке термически обработанных рельсов; Технические указания по нормализации подошвы в зоне сварки; Технические указания по устройству, укладке и содержанию бесстыкового пути; Инструктивные указания о порядке выполнения ускоренного охлаждения сварных стыков рельсов в рельсосварочных поездах; Инструкция по эксплуатации спецсостава для погрузки и выгрузки длинномерных рельсовых плетей; Инструкция по ультразвуковой дефектоскопии сварных стыков рельсов; Технические условия погрузки и крепления грузов; Правила техники безопасности и производственной санитарии для рельсосварочных предприятий; Правила технической эксплуатации электроустановок потребителей; Правила техники безопасности при эксплуатации прессового оборудования; Инструкция по обеспечению безопасности движения поездов при производстве путевых работ; Правила по технике безопасности и производственной санитарии при производстве работ в путевом хозяйстве; Автоматическая машина для
шлифования сварных стыков рельсов типа MAS 150 с измерительной системой РСМ 315. Жейсмар. Проект №
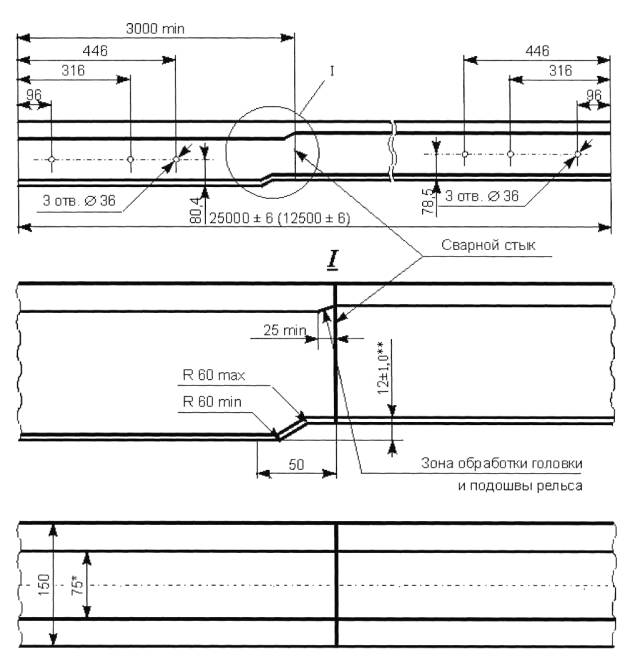
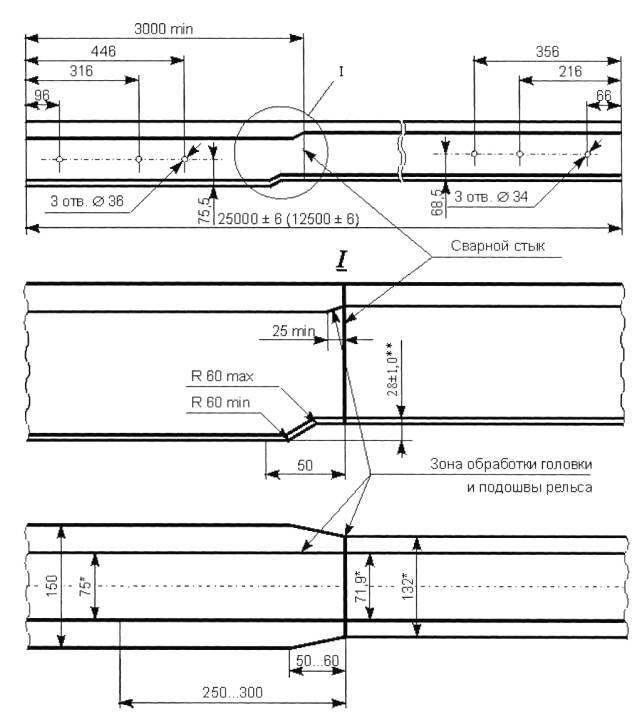
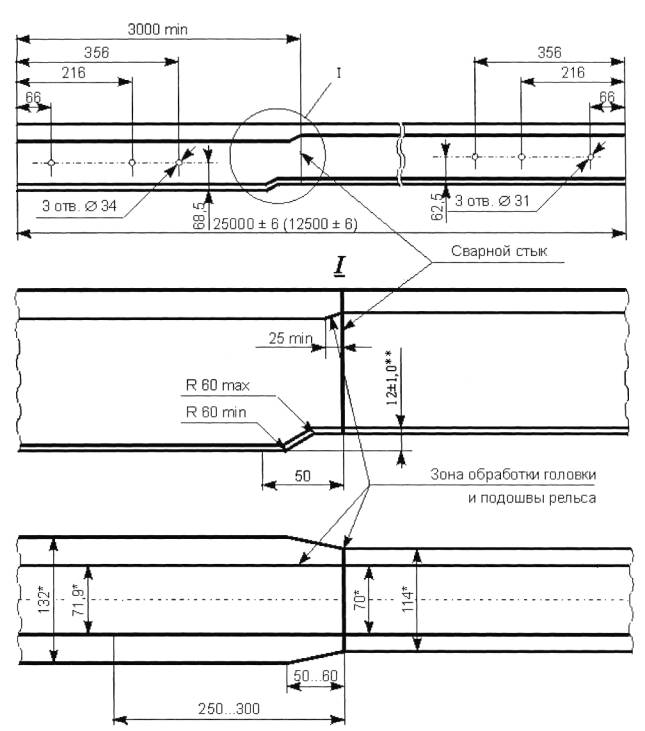
9651415. Франция, 3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ3.1. Общие требования. 3.1.1. Рельсы железнодорожные новые сварные должны соответствовать требованиям настоящих Технических условий. 3.2. Основные параметры и размеры. 3.2.1. Рельсовые плети для бесстыкового пути, сваренные из новых закаленных и термически не упрочненных рельсов первого сорта первой и второй групп, первого и второго классов, предназначаются для укладки в главные пути. Новые рельсы второго сорта допускаются к сварке только по разрешению начальника службы пути железной дороги. Запрещается сварка рельсов, не принятых на металлургических комбинатах инспекцией МПС, а также Опытных партий рельсов, изготовленных металлургическими комбинатами, до разработки ВНИИЖТом и утверждения Департаментом пути и сооружений МПС России режимов сварки и термической обработки стыков. 3.2.2. Нормативная длина
рельсовых плетей для бесстыкового пути составляет Отклонения рельсовых плетей
по длине для бесстыкового пути не должны превышать + 3.2.3. По концам рельсовых плетей для бесстыкового пути и уравнительных рельсов должно быть просверлено по три болтовых отверстия по схеме, соответствующей данному типу рельсов. В рельсах типов Р75 и Р65 для звеньевого пути допускается сверлить по два болтовых отверстия. При сверлении болтовых отверстий в рельсах на предприятиях путевого хозяйства они должны иметь диаметр и расстояния от торцов рельсов, указанные в табл. 3.1, с приведенными ниже допусками. Поверхность болтовых
отверстий рельса должна быть гладкой без следов надрывов на кромках. Отклонение
по диаметру отверстий не должно превышать + На кромках болтовых отверстий
и в торцах по всему сечению рельса должна быть снята фаска размером 1- Сварные рельсовые плети
должны быть прямыми. Допускается равномерная кривизна по головке в
горизонтальной и вертикальной плоскостях со стрелой прогиба не более 1/2200 (т.
е. не более 3.2.4. Рельсовые плети для
бесстыкового пути сваривают из новых рельсов первого сорта, длиной С целью получения рельсовых
плетей для бесстыкового пути проектной длины разрешается приваривать концевой
рельс необходимой длины, но не менее 3.2.5. При изготовлении рельсовых плетей для бесстыкового пути из рельсов без термического упрочнения необходимо производить сварку начальных и концевых участков из термически не упрочненных рельсов с закаленными концами. 3.2.6. Рельсы длиной 3.3. Требования к прокатным рельсам и сварным стыкам. 3.3.1. Новые рельсы, предназначенные для сварки, должны удовлетворять действующим требованиям ГОСТ 18267-82*, ГОСТ 24182-80*, ТУ 14-2-651-85, ГОСТ 16210-77*, ГОСТ 8161-75*, ГОСТ 7174-75, ГОСТ 7173-54*, ТУ 14-2Р-314-95, ТУ 14-2Р-295-94*, ТУ 14-2Р-289-93, ТЦ ЦП-132 РЕ-Я*, ТУ ЦП-Р65-Я-97. 3.3.2. Рельсы, подлежащие сварке между собой в стационарных условиях, должны быть одного типа, одного металлургического комбината, одной марки стали (химического состава по содержанию углерода, а также легирующих элементов-хрома и кремния), одной категории, одной группы, одинакового термического упрочнения (с объемной или поверхностной закалкой, а также термически не обработанные) и одного класса. В случае производственной необходимости увеличения длины плетей в пути допускается сваривать между собой объемно- и поверхностно закаленные рельсы разных металлургических комбинатов и разных марок сталей российского и импортного производства, а также термически не упрочненные рельсы между собой - разных металлургических комбинатов и разных марок сталей российского и импортного производства. Рельсы переходного профиля разрешается сваривать из рельсов смежных типов. При испытании переходных рельсов величины разрушающей нагрузки и стрелы прогиба принимаются для рельсов меньшего типа. 3.3.4. Твердость металла головки сварных стыков закаленных рельсов и термически не упрочненных должна соответствовать твердости основного металла. Допускается снижение твердости в сварном стыке относительно нижней границы прокатных рельсов (по Государственным стандартам или Техническим условиям) на 10 %, а в переходных зонах термически обработанного сварного рельсового стыка до 15 %. Твердость металла закаленных концов термически не упрочненных рельсов должна соответствовать ГОСТ 24182-80* (НВ 311-401 для рельсов из углеродистой стали). Прогибы вниз (седловины) в сварных стыках не допускаются. Местные неровности на
поверхности катания головки после шлифования допускаются + 3.4. Подготовка рельсов к сварке. 3.4.1. Перед сваркой должно быть проверено наличие инспекторских приемочных клейм и другой маркировки рельсов. 3.4.2. Поступающие на сварку рельсы по прямолинейности в горизонтальной и вертикальной плоскостях и по концевой кривизне должны отвечать требованиям соответствующих стандартов и технических условий на изготовление прокатных рельсов на металлургических комбинатах. 3.4.3. Торцы готовых рельсов
после обрезки должны быть перпендикулярными к продольной оси. Перекос не должен
превышать 3.4.4. Торцы стыкуемых рельсов и контактирующие с зажимами сварочной машины поверхности на длину электродов (зажимных губок) должны быть зачищены до металлического блеска механическим способом. Зачистка должна вестись вдоль рельса. Риски и выхваты на зачищенных поверхностях не допускаются. 3.4.5. Заводские
маркировочные знаки на сварных рельсах должны быть только с одной стороны.
Вдавленные клейма на рельсе должны отстоять от сварного шва на расстояние не
менее 3.4.6. Перед сваркой переходных рельсов типов Р75 и Р65, Р65 и Р50 производят обсадку подошвы и шейки рельсов большего типа после нагрева их до температуры ковки (светло-красный цвет). Нагрев рельса для обсадки
конца производят на индукционных установках или электрических установках для
контактного нагрева. Величину обсадки принимают для новых переходных рельсов с
типа Р75 на Р65- Переход от выпрессованной к
остальной части рельса должен быть плавным. Длина переходной части рельса после
обсаживания и разрезки перед сваркой должна составлять для рельсов большего
сечения типа Р75- Длина стыкуемой части
сварного переходного рельса большего сечения должна быть не менее 3.5. Сварка рельсов. 3.5.1. Сварка новых рельсов должна производиться контактным стыковым способом на стационарных машинах. Сварку рельсов разного способа производства и химического состава стали выполняют по режимам для данного типа рельсов и рельсосварочной машины, утвержденным Департаментом пути и сооружений МПС (приложения Г, Д, Е, О). 3.5.2. При установке
свариваемых рельсов торцы совмещают по периметру и выравнивают по рабочей грани
рельсовых плетей. Поверхности катания рельсов должны быть на одном уровне.
Несовпадение торцов стыкуемых рельсов должно быть смещено по высоте на подошву,
а по ширине головки - в обе стороны. Несовпадение свариваемых торцов рельсов не
должно превышать по высоте 3.5.3. Подготовленный переходный рельс выпрессованной частью сваривают с рельсом более легкого типа. Общая длина свариваемых рельсов с переходным стыком определяется заказчиком. При сварке переходного стыка вертикальные оси двух рельсов совмещаются, допускается сварка переходных рельсов головкой вниз. 3.6. Механическая и термическая обработка сварных стыков. 3.6.1. В сварных стыках грат
и выдавленный металл должны быть удалены в горячем состоянии (светло-красный
цвет) механизированным способом с допуском по профилю + 3.6.2. После удаления грата и выдавленного металла производят термическую и механическую обработку сварных стыков до норм, указанных в п. 3.3.5. 3.6.3. Для обеспечения
прямолинейности рельсовых плетей для бесстыкового пути и сварных рельсов при
местном изгибе до Правку сварных стыков рельсов, прошедших термическую обработку на индукционных установках, можно производить и в холодном состоянии на передвижном гидравлическом прессе для правки Е четырех направлениях фирмы «Жейсмар» или аналогичном оборудовании других производителей. Перед холодной правкой допускается искусственное охлаждение головки рельсов воздушно-водяной смесью в зоне сварного стыка, температура которого не превышает 300 °С. 3.6.4. Термическую обработку упрочненных рельсов в зоне сварных стыков производят с индукционного нагрева всего сечения с последующей закалкой головки и нормализацией подошвы и шейки. Термическую обработку не упрочненных рельсов в местах сварки производят с индукционного нагрева всего сечения путем нормализации с подстуживанием металла в головке (приложения Ж, З, И, К, Н). При отсутствии индукционных установок закалку головки сварных стыков термически упрочненных рельсов выполняют с тепла сварки (приложение Л). 3.6.5. Нагрев подошвы для прессования в прокатных рельсах переходного профиля может производиться на индукционных и контактных установках (приложение М). 3.6.6. Нагрев сварных стыков для термической обработки производят с частичным использованием тепла от сварки при отсутствии цвета каления. Оборудование для термической
обработки сварных стыков рельсов должно располагаться на расстоянии не менее 3.6.7. Механическую обработку
сварных стыков выполняют абразивным инструментом. Абразивную обработку стыков
производят по всему периметру заподлицо с основным профилем вдоль рельса
абразивным инструментом с крупной (125-63) зернистостью. В средней части шейки
на ширине Окончательное шлифование сварных стыков по поверхности катания и боковым граням головки выполняется абразивными кругами чашечного типа на автоматических машинах с измерительной системой определения прямолинейности сварных стыков рельсов и компьютерной записью на шлифовальной машине фирмы «Жейсмар» или аналогичных других производителей. В других случаях шлифование головки по поверхности катания и боковым граням сварных стыков рельсов производится на станках типа СЧР. 3.6.8. При сварке рельсов,
имеющих разницу в размерах по профилю (в пределах требований п. 3.5.2 настоящих
ТУ), переход с меньшего профиля на больший должен быть плавным на длине участка
рельса не менее 3.7. Комплектность. 3.7.1. Размер партии рельсов устанавливается отгрузочной нормой, которая принимается для рельсовых плетей в количестве, отгружаемом на один спецсостав, а для рельсов стандартной длины - отгружаемом на каждый сцеп или платформу. На каждую партию сварных рельсов РСП составляет и выдает получателю сертификат по установленной форме (ПУ-91). 3.7.2. Сведения о сварных рельсах, выпущенных РСП, заносят в шнуровую книгу учета сварных рельсов (ПУ-95), а результаты испытаний контрольных образцов и замеров твердости металла - в шнуровую книгу контрольных испытаний сварных рельсовых стыков на статический изгиб (ПУ-96). Эти книги, а также журнал дефектоскопии и сменные рапорты как документы строгой отчетности хранятся в течение десяти лет. 3.8. Маркировка. 3.8.1. Сварные стыки на
рельсах должны быть отмечены белой (голубой) краской путем нанесения полос
шириной 3.8.2. Сварные рельсы должны
быть замаркированы следующим образом. На одном из торцов сварного рельса
металлическими клеймами высотой 8- В начале и конце каждой
рельсовой плети на расстоянии Маркировка сварной рельсовой
плети делается в такой последовательности: номер рельсосварочного предприятия,
номер плети по проекту, номер плети по сварочной ведомости (дефектоскопии),
правая или левая плеть рельсового пути, длина в метрах (например 1 Пр. № 25
(278), прав. 3.8.3. Пример маркировки в торце рельса: в верхней части головки (первый ряд)-слева 1 или 2-рельс первого или второго сорта; справа-98 или 99, или ... год сварки; в центральной части головки (второй ряд)-4126-номер сварного рельса по журналу дефектоскопии; в центральной части шейки (третий ряд)-номер РСП. 3.8.4. В случае забракования сварного стыка рельсовой плети его после вырезки сваривают под новым порядковым номером. В сменном рапорте (ПУ-94) записывают новый порядковый номер сварного стыка и в примечании указывают номер забракованного сварного стыка рельсовой плети. При повторной сварке
забракованных рельсов длиной 4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ4.1. При выполнении комплекса работ по сварке рельсов должны соблюдаться Правила техники безопасности и производственной санитарии для рельсосварочных предприятий, Правила технической эксплуатации электроустановок потребителей, Правила техники безопасности при эксплуатации прессового оборудования, Инструкция по обеспечению безопасности движения поездов при производстве путевых работ, Правила по технике безопасности и производственной санитарии при производстве работ в путевом хозяйстве. 4.2. К работе по сварке и резке рельсов, механической и термической обработке стыков, дефектоскопии сварных рельсов и их погрузке допускается обслуживающий персонал, прошедший медицинское освидетельствование, обучение и ежегодную переаттестацию в квалификационной комиссии, назначенной приказом по РСП с допуском к самостоятельной работе (с оформлением протокола). Обучение сварщиков и дефектоскопистов с выдачей документа осуществляют организации, имеющие соответствующие лицензии на обучение. 4.3. Обслуживающий персонал должен быть обеспечен спецодеждой и защитными приспособлениями в соответствии с нормами и при выполнении работ на железнодорожных путях иметь сигнальные жилеты. 4.4. Шлифовальные круги должны применяться в соответствии с ГОСТ 2424-83* и перед постановкой на станок подвергаться испытаниям согласно требованиям ГОСТ 12.3.028-82. 4.5. Наладку сварочного оборудования, ультразвуковых дефектоскопов, электрооборудования должны производить лица, прошедшие специальную подготовку (аттестованные квалификационной комиссией), назначенные на обслуживание этого оборудования и имеющие третью (III) квалификационную группу по электробезопасности. 5. ПРАВИЛА ПРИЕМКИ5.1. Проверка соответствия изготовления сварных рельсов требованиям настоящих Технических условий должна включать в себя определение прочности и пластичности стыков рельсов при испытании контрольных натурных образцов на статический поперечный изгиб, измерение твердости металла в зоне сварных стыков, ультразвуковое дефектоскопирование всех сварных стыков, контроль состояния поверхности и прямолинейности рельсов в местах сварки, правильного расположения болтовых отверстий и наличия фасок и маркировки, измерение длины всех выпускаемых рельсов. 5.2. Партия сварных рельсов должна быть принята контрольным мастером или главным инженером рельсосварочного предприятия. 5.3. Результаты контроля каждого сварного стыка рельсов должны заноситься в специальный прошнурованный журнал дефектоскопии. 5.4. При обнаружении в процессе контроля дефекта стык должен быть вырезан и испытан на статический изгиб согласно п. 3.3.3 настоящих Технических условий. При наличии в стыке дефектов или недостаточных показателей прочности и пластичности к данной партии рельсов, сваренных в смене, предъявляются требования в соответствии с пп. 6.4 и 6.6 настоящих Технических условий. 6. МЕТОДЫ КОНТРОЛЯ6.1. Контроль параметров режима сварки и термической обработки стыков рельсов выполняют по измерительным приборам, установленным на этом оборудовании, с записью в сменный рапорт, при компьютерной записи - автоматически, с заключением о качестве сварки. 6.2. Контроль состояния поверхности сварных швов рельсов осуществляют визуальным осмотром, а при правке сварных стыков рельсов и шлифовке зоны головки - на специальном диагностическом оборудовании при помощи их измерительных систем с компьютерной записью. 6.3. Для проверки сварных рельсов производят сплошной контроль сварных стыков неразрушающим методом и выборочный контроль соблюдения заданного режима путем испытания контрольных натурных образцов на статический поперечный изгиб на прессе и измерений твердости металла в сварных стыках рельсов. 6.4. Для испытаний сваривают на каждой работающей контактной сварочной машине по два образца в смену по режиму, принятому для данного типа рельсов. При сварке партий рельсов разных типов в течение одной смены образцы для испытаний должны свариваться из рельсов каждого типа. 6.5. Испытания на статический поперечный изгиб производят на двух контрольных образцах (с растяжением в подошве одного образца и в головке другого) от каждой работающей контактной сварочной машины в смену для рельсов каждого типа или партии. 6.6. В случае неудовлетворительных результатов испытаний хотя бы одного образца или выявления дефекта из данной партии рельсов вырезают два стыка и повторно проверяют показатели прочности и пластичности. Если при этом образец не
удовлетворяет требованиям п.
3.3.3 настоящих
Технических условий, вся партия бракуется и подлежит повторной сварке после
вырезки стыков на длину не менее Для проверки качества сварки
и обработки стыки доводят до разрушения. В изломе по месту сварки не должно
быть дефектов: горячих трещин, непроваров, кратерных усадок, пузырей, поджогов
и серых силикатных включений в количестве свыше трех общей площадью более 6.7. Контрольный образец
должен иметь длину 1200- Нагрузку прикладывают
посередине пролета в месте сварного стыка с расстоянием между опорами Контрольные образцы должны испытываться в остывшем состоянии после термической и механической обработки. Допускается также испытание образцов после удаления грата и выдавленного металла без дополнительной обработки стыков для проверки качества сварки. 6.8. Твердость металла
контролируется по продольной оси поверхности катания головки рельсов через
каждые 6.9. Измерение твердости производится не менее чем на двух сварных стыках в каждую смену. 6.10. Твердость металла
измеряется на прессе Бринелля шариком диаметром 6.11. Контроль сварных рельсов путем дефектоскопирования должен осуществляться согласно действующей Инструкции по ультразвуковой дефектоскопии сварных стыков рельсов, утвержденной Департаментом пути и сооружений МПС. 6.12. Измерение длины
выпускаемых сварных рельсов, в том числе рельсовых плетей бесстыкового пути,
производят металлической измерительной рулеткой длиной 20- 6.13. Прямолинейность рельсов
в местах сварки проверяется по поверхности катания и боковым граням головки.
Измерения производят металлической линейкой длиной 7. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ7.1. Прибывшие под сварку и подготовленные к отгрузке сварные рельсы должны быть уложены на горизонтальной площадке в штабель без прогиба в вертикальной плоскости по всей длине, сохранять прямолинейность в плане и профиле, иметь прокладки между рядами и должны быть рассортированы по типу и группам рельсов, виду термической обработки. При длине рельсов 7.2. Рельсовые плети для бесстыкового пути грузят на специальный подвижной состав для их перевозки. Транспортирование длинномерных рельсовых плетей производится согласно действующей Инструкции по эксплуатации спецсостава для погрузки-выгрузки длинномерных рельсовых плетей. 8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ8.1. Рельсосварочные предприятия гарантируют соответствие сварных рельсовых плетей и сварных рельсов требованиям настоящих Технических условий при соблюдении условий хранения, транспортирования, укладки и эксплуатации железнодорожного пути. 8.2. Срок гарантии сварных стыков рельсов устанавливается по количеству пропущенного по ним груза для рельсов типа Р75 и Р65-150 млн. т брутто, а типов Р50-120 млн. т брутто, но не более пяти лет с момента поставки. 8.3. В случае выхода стыка по дефектам сварки ранее установленного гарантийного срока рельсосварочное предприятие должно поставить потребителю за свой счет другой рельс того же типа, сваренный из имеющегося запаса сырья, принадлежащего данной дороге. ПРИЛОЖЕНИЯПРИЛОЖЕНИЕ А
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Параметры режимов |
Значения параметров для контактных машин типа |
||||||
|
К-190 |
К-355 |
||||||
|
Рельсы |
|||||||
|
Углеродистые1 |
легированные хромом и кремнием2 |
углеродистые с легированными хромом и кремнием3 |
Углеродистые1 |
легированные хромом и кремнием2 |
углеродистые с легированными хромом и кремнием3 |
||
|
Время сварки: |
установленное по КЭП, с |
185 |
225 |
225 |
185 |
205 |
205 |
|
фактическое (до), с |
220 |
250 |
260 |
220 |
230 |
230 |
|
|
Давление осадки, МПа |
6-8,5* |
8,5+1 |
7-8,5* |
10+1 |
10+1 |
10+1 |
|
|
Первый период оплавления |
|||||||
|
Напряжение первичной обмотки сварочного трансформатора, В |
380-400 |
380-400 |
380-400 |
380-420 |
380-400 |
380-420 |
|
|
Время по КЭП, с |
60±1 |
||||||
|
Скорость подачи, мм/с |
0,2±0,01 |
||||||
|
Второй период оплавления |
|||||||
|
Напряжение первичной обмотки сварочного трансформатора, В |
270-290 |
270-290 |
270-290 |
310-340 |
300-320 |
300-320 |
|
|
Время по КЭП, с |
115±2 |
155±2 |
155±2 |
115±2 |
135±2 |
135±2 |
|
|
Скорость подачи, мм/с |
0,2±0,01 |
||||||
|
Третий период оплавления |
|||||||
|
Напряжение первичной обмотки сварочного трансформатора, В |
380-400 |
380-400 |
380-400 |
380-420 |
380-400 |
380-420 |
|
|
Время по КЭП, с |
10±1 |
||||||
|
Скорость подачи, мм/с |
0,2-0,1 |
||||||
|
Скорость форсировки конечная, мм/с, не менее |
1,0 |
||||||
|
Время осадки под током, с |
1-2 |
||||||
|
Величина осадки, мм |
12-15 |
||||||
Наибольшее давление осадки определяется условиями срезки грата.
*Рельсы мартеновского и кислородно-конверторного производства, низкотемпературной надежности и повышенной чистоты.
1. Рельсы российского производства и импортных поставок (Канада, Япония).
2. Рельсы из непрерывно-литых заготовок вакуумированной стали также свариваются по данному режиму.
ПРИЛОЖЕНИЕ Д
(обязательное)
Режимы сварки рельсов типов Р75, Р65 и Р50 мартенового и кислородно-конверторного производства непрерывным оплавлением на контактных стыковых машинах типов К-190 и К-355
|
Параметры режимов |
Значения параметров для контактных машин типа |
||||||
|
К-190 |
К-355 |
||||||
|
Рельсы |
|||||||
|
Р75 |
Р65 |
Р50 |
Р75 |
Р65 |
Р50 |
||
|
Время сварки: |
установленное по КЭП, с |
210 |
185 |
160 |
210 |
185 |
160 |
|
фактическое (до), с |
250 |
220 |
190 |
250 |
220 |
190 |
|
|
Давление осадки, МПа |
7-8,5* |
6-8,5* |
5-8,5* |
10+1,0 |
10+1,0 |
8+1,0 |
|
|
Первый период оплавления |
|||||||
|
Напряжение первичной обмотки сварочного трансформатора, В |
380-400 |
380-420 |
|||||
|
Время по КЭП, с |
70+1 |
60±1 |
50±1 |
70±1 |
60+1 |
50+1 |
|
|
Скорость подачи, мм/с |
0,2±0,01 |
||||||
|
Второй период оплавления |
|||||||
|
Напряжение первичной обмотки сварочного трансформатора, В |
270-290 |
310-340 |
|||||
|
Время по КЭП, с |
130±2 |
115±2 |
100±2 |
130±2 |
115±2 |
100±2 |
|
|
Скорость подачи, мм/с |
0,2±0,01 |
||||||
|
Третий период оплавления |
|||||||
|
Напряжение первичной обмотки сварочного трансформатора, В |
380-400 |
380-420 |
|||||
|
Время по КЭП, с |
10±1 |
||||||
|
Скорость подачи, мм/с |
0,2-0,1 |
||||||
|
Скорость форсировки конечная, мм/с, не менее |
1,0 |
||||||
|
Время осадки под током, с |
1-2 |
||||||
|
Величина осадки, мм |
14-18 |
12-14 |
10-12 |
14-18 |
12-14 |
10-12 |
|
*Наибольшее давление осадки определяется условиями срезки грата.
ПРИЛОЖЕНИЕ Е
(обязательное)
Режимы сварки рельсов прерывистым подогревом на контактных стыковых машинах МСГР-500
|
Параметр режимов |
Значения параметров для рельсов |
||
|
Р75 |
Р65 |
Р50 |
|
|
Время сварки, с |
300-360 |
260-300 |
210-250 |
|
Усилие осадки, кН |
350 |
330 |
250 |
|
Усилие зажатия не менее, кН |
530 |
500 |
380 |
|
Усилие контактное, кН |
70-80 |
60-65 |
45-50 |
|
Начальное расстояние между электродами (губками) машины, мм |
140-165 |
130-140 |
120-130 |
|
Линейная величина оплавления, мм |
25 |
24 |
22 |
ПРИЛОЖЕНИЕ Ж
(обязательное)
Режимы термической обработки сварных стыков, концов и нагрева токами средней частоты рельсов для прессования переходного профиля на установках ИТТ-100-2,4
|
Параметры режимов |
Значения параметров для рельсов |
||
|
Р75 |
Р65 |
Р50 |
|
|
Мощность в начале нагрева, кВт |
100-120 |
100-120 |
100-120 |
|
Время нагрева при частичном использовании тепла сварки1, с |
230-250 |
200-220 |
160-180 |
|
Время закалки головки сварных стыков и концов рельсов2, с |
80-90 |
70-80 |
55-65 |
|
Время подстуживания головки при нормализации сварных стыков рельсов, с |
20 |
15 |
10 |
1. Время нагрева сварных стыков и рельсов, имеющих цеховую температуру, увеличивается в 1,5 раза.
2. Расход воды должен составлять (25-33)·10-6 м3/с (1,5-2,0 л/мин); давление воздуха-0,5-0,6 МПа.
ПРИЛОЖЕНИЕ З
(обязательное)
Режимы термической обработки сварных рельсов с узкой зоной нагрева стыков токами средней частоты на установках ИТТ-100-2,4
|
Параметры режимов |
Значения параметров для рельсов |
||
|
Р75 |
Р65 |
Р50 |
|
|
Мощность в начале нагрева, кВт |
100-120 |
100-120 |
100-120 |
|
Время нагрева при частичном использовании тепла сварки1, с |
185-205 |
160-180 |
130-145 |
|
Время закалки головки сварных стыков и концов рельсов2, с |
80-85 |
70-75 |
55-60 |
|
Время подстуживания головки при нормализации сварных стыков рельсов, с |
20 |
15 |
10 |
1. Время нагрева сварных стыков и рельсов, имеющих цеховую температуру, увеличивается в 2 раза.
2. Расход воды должен составлять (25-33)- 10-6·м3/с (1,5-2,0 л/мин); давление воздуха-0,5-0,6 МПа.
ПРИЛОЖЕНИЕ И
(обязательное)
Режимы термической обработки сварных рельсов типа Р65 с нагревом токами средней частоты на установках ИТТ-100-2,4
|
Параметры режимов |
Значения параметров |
||
|
Мощность режимов, кВт |
100-120 |
||
|
Время нагрева при частичном использовании тепла сварки1, с |
190-220 |
||
|
Время закалки головки сварных стыков рельсов2 |
общее, с |
80 |
|
|
в том числе: |
воздушно-водяной смесью |
50 |
|
|
воздухом-дополнительно |
30 |
||
|
Время подстуживания головки воздушно-водяной смесью при нормализации водяных стыков рельсов, с |
15 |
||
1. Время нагрева сварных стыков и рельсов, имеющих цеховую температуру, увеличивается в 1,5 раза.
2. Расход воды должен составлять (25-33)-10-6·м3/с (1,5-2,0 л/мин); давление воздуха-0,5-0,6 МПа
ПРИЛОЖЕНИЕ К
(обязательное)
Режимы термической обработки сварных стыков рельсов типа Р65 на установках ИТТЗ-250/2,4 в технологических линиях РСП
|
Параметр |
Значение параметров |
||
|
без удаления балласта и перемещения шпал |
с удалением балласта и перемещением шпал |
||
|
Нагрев |
|||
|
Мощность преобразователя частоты входная в начале нагрева, кВт |
Не менее 150 |
||
|
Зазор между индуктором и рельсом, мм |
10-15 |
||
|
Температура нагрева, °С |
850-875 |
||
|
Частота тока, кГц |
Не более 2,4 |
||
|
Время нагрева, с |
До 240* |
||
|
Пауза после нагрева, с |
5±1 |
||
|
Охлаждение** (закалка головки) |
|||
|
Время охлаждения, с, воздушно-водяной смесью (первый период): |
рельсы закаленные из углеродистой стали |
40-70 |
|
|
легированные хромом и кремнием*** |
25-40 |
||
|
Время охлаждения, с, воздухом (второй период): |
рельсы из сталей всех марок |
80-90 |
|
|
Время охлаждения, с, воздушно-водяной смесью (подстукивание головки): |
рельсы термически не упрочненные из сталей всех марок |
10-15 |
|
*Управление процессом осуществляется по температуре нагрева сварных стыков рельсов.
Время нагрева является производной от регламентированных установленных параметров мощности и температуры нагрева металла.
**Расход воды при охлаждении воздушно-водяной смесью 1,5-2 л/мин.
Давление воздуха в пневмогидравлическом баке 0,2-0,25 МПа.
Давление воздуха в магистрали форсунок 0,5-0,6 МПа.
***Рельсы отечественного производства и импортных поставок (Япония, Канада, Франция).
ПРИЛОЖЕНИЕ Л
(обязательное)
Режимы закалки головки сварных стыков рельсов с тепла сварки воздушно-водяной смесью
|
Параметры режимов |
Значения параметров для рельсов |
||
|
Р75 |
Р65 |
Р50 |
|
|
Время выдержки от окончания сварки до начала закалки, не более, с |
150 |
120 |
100 |
|
Время закалки головки сварных стыков и концов рельсов1, с |
80-90 |
70-80 |
55-65 |
1. Расход воды должен составлять (25-33)·10-6 м3/с (1,5-2,0 л/мин); давление воздуха-0,5-0,6 МПа.
ПРИЛОЖЕНИЕ М
(обязательное)
Режимы нормализации подошвы сварных стыков и нагрева для прессования рельсов переходного профиля на электрических контактных установках
|
Параметры режимов |
Значения параметров для рельсов |
||
|
Р75 |
Р65 |
Р50 |
|
|
Мощность, кВт |
60 |
60 |
60 |
|
Время выдержки от окончания сварки до нагрева, не менее, с |
600 |
550 |
450 |
|
Время нагрева1, с |
270 |
240 |
180 |
1. Время нагрева рельсов, имеющих цеховую температуру, увеличивается в 2 раза.
ПРИЛОЖЕНИЕ Н
(обязательное)
Режимы термической обработки сварных стыков рельсов типа Р65 на установке ИТТ5-250/2,4П в полевых условиях
|
Параметр |
Значение параметров |
||
|
без удаления балласта и перемещения шпал |
с удалением балласта и перемещением шпал |
||
|
Нагрев |
|||
|
Мощность преобразователя частоты входная в начале нагрева, кВт |
Не менее 120 |
||
|
Зазор между индуктором и рельсов, мм |
10-15 |
||
|
Температура нагрева, °С |
850±25 |
850-875 |
|
|
Частота тока, кГц |
Не более 2,4 |
||
|
Время нагрева, с |
До 500* |
До 300* |
|
|
Пауза после нагрева, с |
5-8 |
||
|
Охлаждение** (закалка головки) |
|||
|
Время охлаждения, с, воздушно-водяной смесью (первый период): |
рельсы закаленные из углеродистой стали |
30-40 |
40-50 |
|
легированные хромом и кремнием *** |
25-35 |
35-45 |
|
|
Время охлаждения, с, воздухом (второй период): |
рельсы из сталей всех марок |
80-90 |
|
|
Время охлаждения, с, воздушно-водяной смесью (подстукивание головки): |
рельсы термически не упрочненные из сталей всех марок |
10-15 |
|
*Управление процессом осуществляется по температуре нагрева сварных стыков рельсов.
Время нагрева является производной от регламентированных установленных параметров мощности и температуры нагрева металла.
**Расход воды при охлаждении воздушно-водяной смесью 1,5-2 л/мин.
Давление воздуха в пневмогидравлическом баке 0,2-0,25 МПа.
Давление воздуха в магистрали форсунок 0,5-0,6 МПа.
***Рельсы отечественного производства и импортных поставок (Япония, Канада, Франция).
ПРИЛОЖЕНИЕ О
(обязательное)
Режим сварки непрерывным оплавлением рельсов типа Р65 на контактной машине К-1000
|
Параметры режима |
Значения параметров |
||
|
Давление в гидравлической системе, МПа |
15 |
||
|
Давление осадки, МПа |
10,5-12 |
||
|
Давление зарядки аккумулятора, МПа |
10 |
||
|
Скорость осадки при холостом ходе минимальная, мм/с |
30 |
||
|
Величина осадки, мм |
13-15 |
||
|
Напряжение первичной обмотки сварочных трансформаторов, В: |
первый период |
390-410 |
|
|
второй период |
290-310 |
||
|
третий период |
390-410 |
||
|
Скорость подачи, мм/с |
первый период |
0,17-0,19 |
|
|
второй период |
0,17-0,19 |
||
|
третий период (форсировка) |
начальная |
0,17-0,19 |
|
|
конечная |
0,9-1,2 |
||
|
В третьем периоде нарастание скорости от начальной до конечной должно осуществляться в течение, с |
6-8 |
||
|
Перемещение (путь)*, мм |
первый период |
5-8* |
|
|
второй период |
24-27* |
||
|
Время форсировки, с |
6-8 |
||
|
Время осадки под током, с |
1,5 |
||
|
Время сварки (фактическое)*, с |
220-270** |
||
*Перемещение (путь) первого и второго периодов в сумме не
должно превышать
**Время сварки является производной от регламентированных установленных параметров.
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/49796
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|