
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ Р 52627-2006 Болты, винты и шпильки. Механические свойства и методы испытаний.
БОЛТЫ, ВИНТЫ И ШПИЛЬКИ Механические свойства и методы испытаний ISO 898-1:1999
Предисловие Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения» Сведения о стандарте 1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении» (ФГУП «ВНИИНМАШ») и Федеральным государственным унитарным предприятием «Центральный научно-исследовательский автомобильный и автомоторный институт» (ФГУП «НАМИ») на основе собственного аутентичного перевода стандарта, указанного в пункте 4 2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 «Крепежные изделия» 3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2006 г. 364-ст 4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 898-1:1999 «Механические свойства крепежных изделий из углеродистой стали и легированной стали. Часть 1. Болты, винты и шпильки» (ISO 898-1:1999 Mechanical properties of fasteners made of carbon steel and alloy steel - Part 1: Bolts, screws and studs) путем внесения в него технических отклонений, объяснение которых приведено во введении к настоящему стандарту. Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5). Сведения о соответствии ссылочных международных стандартов национальным стандартам, межгосударственным стандартам, использованным в настоящем стандарте в качестве нормативных ссылок, приведены в приложении Б 5 ВВЕДЕН ВПЕРВЫЕ Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет Содержание Введение В настоящий стандарт включены требования международного стандарта ИСО 898-1:1999 «Механические свойства крепежных изделий из углеродистой стали и легированной стали - Часть 1: Болты, винты и шпильки». Дополнительно по отношению к международному стандарту включены требования, отражающие потребности национальной экономики Российской Федерации и особенности изложения национальных стандартов Российской Федерации (в соответствии с ГОСТ Р 1.5), а именно: - расширена область применения стандарта до диаметров резьбы М48; - приведены дополнительные диаметры резьбы болтов, винтов и шпилек М42, М45, М48, отсутствующие в международном стандарте, а также значения пробных и разрушающих нагрузок для крепежных изделий указанных диаметров резьбы. Указанные дополнительные требования, включенные в настоящий стандарт, а также дополнительные числовые значения в таблицах выделены курсивом. НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ БОЛТЫ, ВИНТЫ И ШПИЛЬКИ Механические свойства и методы испытаний Bolts, screws and studs. Mechanical properties and test methods Дата введения - 2008 - 01 - 01 1 Область примененияНастоящий стандарт устанавливает механические свойства болтов, винтов и шпилек из углеродистых и легированных сталей при испытании в условиях с температурой окружающей среды от 10°С до 35°С. Изделия, соответствующие требованиям настоящего стандарта, оцениваются только в указанном температурном диапазоне и могут не сохранять установленные механические и физические свойства при более высоких и более низких температурах. В приложении А приведены для примера возможные уменьшения предела текучести или условного предела текучести при повышенных температурах. При температурах меньших, чем температуры указанного диапазона, могут произойти значительные изменения свойств, например изменение ударной вязкости. Если крепежные изделия предполагается использовать при температурах, значения которых лежат за пределами указанного температурного диапазона, потребитель должен удостовериться в том, что механические и физические свойства крепежных изделий соответствуют конкретным условиям их эксплуатации. Некоторые крепежные изделия могут не соответствовать требованиям настоящего стандарта, предъявляемым к испытаниям на растяжение или кручение. Это может быть из-за геометрии головок крепежных изделий, когда площадь сдвига в головке сравнима с площадью расчетного сечения в резьбе. Примерами таких головок являются потайная головка, полупотайная головка и низкая цилиндрическая головка (см. раздел 6). Стандарт распространяется на болты, винты и шпильки: - с крупной резьбой М1,6 - М48 и с мелкой резьбой М8×1 - М48×3; - с треугольной метрической резьбой по ГОСТ 24705; - с допусками резьбы по ГОСТ 16093; - из углеродистой нелегированной или легированной стали. Стандарт не распространяется на установочные винты и аналогичные резьбовые крепежные детали, не подвергаемые растягивающим нагрузкам (ГОСТ 25556). Стандарт не распространяется на болты, винты и шпильки с такими особыми свойствами, как: - свариваемость; - коррозионная стойкость; - способность сохранять свойства при температурах выше плюс 300°С (плюс 250°С для класса прочности 10.9) или ниже минус 50°С; - прочность на срез; - усталостная прочность. Примечание - Систему обозначений классов прочности настоящего стандарта допускается использовать для крепежных изделий с размерами резьбы за пределами ограничений, установленных в данном пункте (например, для d > 48 мм), при условии, что все требования к механическим свойствам, установленные для классов прочности, выполняются. 2 Нормативные ссылкиВ настоящем стандарте использованы ссылки на следующие стандарты. ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытания на растяжение ГОСТ 1759.2-82 Болты, винты и шпильки. Дефекты поверхности и методы контроля ГОСТ 2999-75 (ИСО 6507:1997) Металлы и сплавы. Метод измерения твердости по Виккерсу ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу ГОСТ 9150-2002 (ИСО 68-1-98) Основные нормы взаимозаменяемости. Резьба метрическая. Профиль ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах ГОСТ 11284-75 Отверстия сквозные под крепежные детали. Размеры ГОСТ 16093-2004 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры ГОСТ 25556-82 Винты установочные. Механические свойства и методы испытаний Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку. 3 Система обозначенийСистема обозначений классов прочности болтов, винтов и шпилек приведена в таблице 1. На оси абсцисс откладываются номинальные значения предела прочности на растяжение Rm в ньютонах на квадратный миллиметр, а на оси ординат - значения минимального относительного удлинения после разрыва Amin в процентах. Обозначение класса прочности включает два числа: - первое число равняется 1/100 номинального значения предела прочности на растяжение в ньютонах на квадратный миллиметр (см. таблицу 3, пункт 5.1); - второе число равняется умноженному на 10 отношению предела текучести ReL (условного предела текучести Rp0,2) к номинальному пределу прочности на растяжение Rm,nom (коэффициент предела текучести). Произведение этих двух чисел равняется 1/10 предела текучести в ньютонах на квадратный миллиметр. Минимальный предел текучести ReL,min (или минимальный условный предел текучести Rp0,2,mjn) и минимальный предел прочности на растяжение Rm,min равны номинальным значениям или превышают их (см. таблицу 3). Таблица 1 - Система координат
4 МатериалыВ таблице 2 приведены типы сталей для изготовления болтов, винтов и шпилек разных классов прочности, химический состав сталей и минимальные температуры отпуска. Таблица 2 - Стали
5 Механические и физические свойстваВ таблице 3 приведены механические и физические свойства болтов, винтов и шпилек при температуре окружающей среды, определяемые по результатам испытаний с использованием методов, описанных в разделе 8. Таблица 3 - Механические и физические свойства болтов, винтов и шпилек
Окончание таблицы 3
6 Контролируемые механические и физические свойстваВ таблице 5 представлены две программы испытаний А и В для определения механических и физических свойств болтов, винтов и шпилек, использующие методы испытаний, описанные в разделе 8. Независимо от выбора программы испытаний все требования таблицы 3 должны быть выполнены. Применение программы В всегда желательно, однако когда применение программы А окончательно не согласовано, для изделий с предельными разрушающими нагрузками меньше 500 кН применение программы В обязательно. Программа А предназначена для обработанных испытательных образцов и для болтов и винтов площадью поперечного сечения стержня меньшей, чем площадь расчетного сечения на резьбовом участке. Таблица 4 - Ключ к программам испытаний (см. таблицу 5)
Таблица 5 - Программы испытаний А и В для приемочного контроля
7 Минимальные разрушающие нагрузки и пробные нагрузкиМинимальные разрушающие нагрузки и пробные нагрузки для болтов, винтов и шпилек с крупной резьбой см. в таблицах 6 и 7, с мелкой резьбой - в таблицах 8 и 9. Таблица 6 - Минимальные разрушающие нагрузки. Крупная резьба
Таблица 7 - Пробные нагрузки. Крупная резьба
Таблица 8 - Минимальные разрушающие нагрузки. Мелкая резьба
Окончание таблицы 8
Таблица 9 - Пробные нагрузки. Мелкая резьба
8 Методы испытаний8.1 Испытание на растяжение обработанных образцовВ испытаниях на растяжение обработанных образцов следует проверять следующие характеристики: а) предел прочности на растяжение Rm; b) предел текучести ReL или условный предел текучести Rр0,2; c) относительное удлинение при разрыве в процентах:
d) относительное сужение при разрыве в процентах:
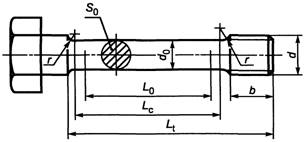
При испытании на растяжение необходимо использовать обработанный образец, показанный на рисунке 1. В случае невозможности определения удлинения при разрыве из-за длины болта, необходимо измерять сужение при разрыве при условии, что длина Lo по меньшей мере равна 3 do.
d - номинальный диаметр резьбы; do - диаметр испытательного образца (do < внутреннего диаметра резьбы); b - длина участка с резьбой (b ≥ d); Lo = 5 do или ( Lo ≥ 3 do: исходная базовая длина для определения сужения; Lc - длина цилиндрического участка (Lo+do); Lt - полная длина испытательного образца (Lc+ 2r+ b); Lu - конечная базовая длина после разрыва; So - площадь поперечного сечения перед испытанием на растяжение; Su - площадь поперечного сечения после разрыва; r - радиус закругления (r ≥ 4 мм) Рисунок 1 - Обработанный образец для испытаний на растяжение При обработке испытательного образца из термообработанного болта и винта диаметром d > 16 мм уменьшение диаметра стержня не должно превышать 25 % исходного диаметра (приблизительно 44 % начальной площади поперечного сечения) испытательного образца. Изделия классов прочности 4.8, 5.8 и 6.8 (упрочненные холодным деформированием) следует испытывать на растяжение полноразмерными (см. 8.2). 8.2 Испытание на растяжение полноразмерных болтов, винтов и шпилекИспытание на растяжение полноразмерных болтов следует проводить аналогично испытаниям на растяжение обработанных образцов (см. 8.1). Это испытание проводят с целью определения предела прочности на растяжение. Вычисление предела прочности на растяжение Rm основывается на номинальной площади расчетного сечения As,nom:
где d2 - номинальный средний диаметр наружной резьбы (см. ГОСТ 24705); d3 - внутренний диаметр наружной резьбы, вычисленный по формуле
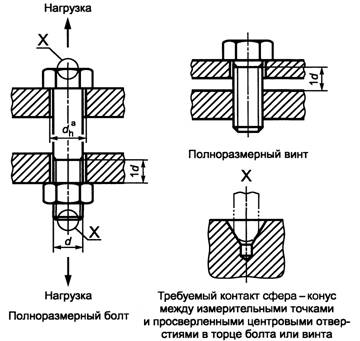
где d1 - номинальный внутренний диаметр наружной резьбы (см. ГОСТ 24705); Н - высота исходного треугольника резьбы (см. ГОСТ 9150). В испытаниях полноразмерных болтов, винтов и шпилек используют нагрузки, приведенные в таблицах 6-9. При проведении испытания растягивающая нагрузка должна быть приложена к свободному резьбовому участку длиной не менее 1 d. Испытание считают удовлетворительным, если разрыв происходит в стержне или в свободном резьбовом участке болта, а не в месте соединения головки со стержнем. Испытательная скорость, определяемая скоростью ползуна со свободным ходом, не должна превышать 25 мм/мин. Захваты разрывной машины должны быть самоцентрирующиеся для исключения изгиба испытательного образца. 8.3 Испытание на кручениеИспытания на кручение выполняют в соответствии с международным стандартом ИСО 898-7 [1]. Данное испытание распространяется на болты и винты номинальными диаметрами резьбы d £ 3 мм, а также на короткие болты и винты номинальными диаметрами резьбы 3 £ d £ 10 мм, которые невозможно испытывать на растяжение. 8.4 Испытание на твердостьПри обычном контроле твердость болтов, винтов и шпилек можно определять на головке, торце или стержне после удаления гальванопокрытий или других покрытий и соответствующей подготовки испытательного образца. В случае превышения максимальной твердости необходимо проводить повторное испытание для всех классов прочности на поперечном сечении, выполненном на расстоянии одного диаметра от конца, в средней части радиуса сечения, где измеренная максимальная твердость не должна быть выше заданной. В сомнительных случаях испытание твердости по Виккерсу является решающим для приемки. Измерения твердости поверхности следует проводить на торцах или на гранях шестигранника, которые должны быть подготовлены путем минимальной шлифовки или полировки для получения воспроизводимых результатов и сохранения исходных характеристик поверхностного слоя материала. Испытание на твердость по Виккерсу при HV 0,3 является решающим в спорных случаях. Результаты измерения твердости поверхности при HV 0,3 должны сравниваться с аналогичными результатами измерения твердости сердцевины при HV 0,3, что позволит определять относительное увеличение твердости поверхности, которое должно быть не более 30 единиц по Виккерсу. Превышение этого значения свидетельствует о науглероживании поверхности. Для классов прочности 8.8-12.9 разница между твердостью сердцевины и твердостью поверхности является решающей для оценки науглероживания в поверхностном слое болтов, винтов и шпилек. Между твердостью и пределом прочности на растяжение может отсутствовать прямая связь. Максимальные значения твердости были выбраны по причинам, не связанным с пределом прочности (например, для исключения хрупкости). Примечание - Необходимо строго различать увеличение твердости, вызываемое науглероживанием, и увеличение твердости, связанное с термообработкой или холодной обработкой поверхности. 8.4.1 Испытание на твердость по Виккерсу Испытание на твердость по Виккерсу - по ГОСТ 2999. 8.4.2 Испытание на твердость по Бринеллю Испытание на твердость по Бринеллю - по ГОСТ 9012. 8.4.3 Испытание на твердость по Роквеллу Испытание на твердость по Роквеллу - по ГОСТ 9013. 8.5 Испытание пробной нагрузкой полноразмерных болтов и винтовИспытание пробной нагрузкой состоит из следующих двух операций: a) приложения установленной растягивающей пробной нагрузки (см. рисунок 2); b) измерения остаточного удлинения, вызываемого пробной нагрузкой. Пробную нагрузку, приведенную в таблицах 7 и 9, следует прикладывать к болту, установленному в разрывную испытательную машину, по оси. Полная пробная нагрузка должна действовать в течение 15 с. Длина свободного нагруженного участка резьбы должна равняться одному диаметру (1 d). Для болтов и винтов с резьбой до головки длина свободного нагруженного участка резьбы должна, по возможности, соответствовать одному диаметру (1 d). Для измерения остаточного удлинения торцы болта или винта должны быть подготовлены соответствующим образом (см. рисунок 2). Перед приложением пробной нагрузки и после снятия нагрузки измеряют длину болта или винта измерительным прибором со сферическими измерительными наконечниками. Для сведения к минимуму погрешности измерений следует использовать перчатки или клещи. Результат испытания пробной нагрузкой можно считать удовлетворительным, если длина болта, винта или шпильки после приложения пробной нагрузки осталась такой же, как перед приложением нагрузки с допуском ± 12,5 мкм, учитывающим погрешность измерений. Скорость испытаний, определяемая скоростью ползуна со свободным ходом, не должна превышать 3 мм/мин. Захваты испытательной машины должны быть самоцентрирующиеся для исключения изгиба испытательного образца. При первоначальном приложении пробной нагрузки из-за влияния некоторых случайных факторов, таких, как отклонение от прямолинейности, отклонение от соосности (плюс погрешность измерений), остаточное удлинение может оказаться больше допускаемого. В таких случаях крепежные изделия необходимо подвергать повторному испытанию нагрузкой, большей первоначальной на 3 %; результат испытания может рассматриваться как удовлетворительный, если длина после повторного испытания будет такой же, как перед этим испытанием (с допуском 12,5 мкм на погрешность измерений).
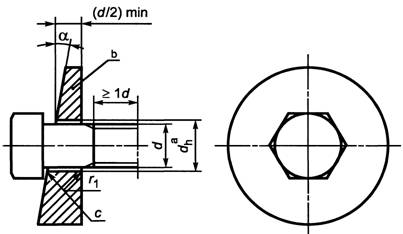
а dh - средний ряд по ГОСТ 11284 (см. таблицу 10). Рисунок 2 - Приложение пробной нагрузки к полноразмерным болтам и винтам 8.6 Испытание на растяжение на косой шайбе полноразмерных болтов и винтовИспытание на растяжение на косой шайбе не распространяется на винты с потайной головкой. Испытание на растяжение на косой шайбе следует проводить на испытательном оборудовании, предусмотренном для испытания металлов на растяжение в ГОСТ 1497, с использованием косой шайбы, как показано на рисунке 3. Расстояние от сбега резьбы болта до контактной поверхности гайки зажимного устройства должно быть не менее 1d. Закаленную косую шайбу, размеры которой выполнены в соответствии с таблицами 10 и 11, устанавливают под головкой болта или винта. Испытание на растяжение проводят до разрыва болта.
a dh - средний ряд по ГОСТ 11284 (см. таблицу 10). b - твердость не менее 45 HRC; с - радиус или фаска 45° Рисунок 3 - Испытание на косой шайбе полноразмерных болтов, винтов Таблица 10 - Диаметры отверстий для испытаний на косой шайбе В миллиметрах
Таблица 11 - Угол скоса шайбы
Испытание считают удовлетворительным, если разрыв происходит в стержне или в свободном резьбовом участке болта, а не в месте соединения головки со стержнем. При этом должно быть выполнено требование, предъявляемое к минимальному пределу прочности на растяжение (либо в процессе проведения испытаний на растяжение на косой шайбе, либо в процессе проведения дополнительного испытания на растяжение без использования косой шайбы) в соответствии со значениями, предусмотренными для соответствующего класса прочности. Для болтов и винтов с резьбой до головки испытание считают удовлетворительным, если разрушение происходит на свободном участке резьбы, даже если оно в момент разрыва распространяется в область переходной галтели под головкой или на головку. Для болтов класса точности С радиус r1, следует вычислять по формуле r1 = rmax + 0,2 где r - радиус переходной галтели под головкой, при этом
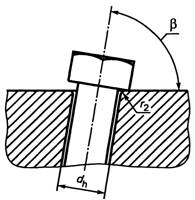
где dа - диаметр переходной галтели; ds - диаметр гладкой части стержня болта. Для болтов и винтов диаметром опорной поверхности головки, превышающим 1,7 d, не выдержавших испытаний на растяжение на косой шайбе, головки могут быть обработаны до диаметра 1,7 d, а затем эти изделия могут быть подвергнуты повторному испытанию при угле скоса, установленном в таблице 11. Кроме того, для болтов и винтов диаметром опорной поверхности головки, превышающим 1,9 d, угол скоса шайбы, равный 10°, можно уменьшить до 6°. 8.7 Испытание обработанных образцов на ударный изгибИспытание на ударный изгиб проводят в соответствии с ГОСТ 9454. Испытательный образец должен быть вырезан в продольном направлении и по возможности вблизи поверхности болта или винта. Сторона образца с надрезом должна располагаться вблизи поверхности болта. Испытаниям на ударный изгиб подлежат болты номинальным диаметром резьбы d ≥ 8.8
Испытание ударом по головке полноразмерных болтов и винтов диаметром d £
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
Класс прочности |
3.6 |
4.6 |
5.6 |
4.8 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
12.9 |
|
β |
60° |
80° |
||||||||
8.9 Испытание на обезуглероживание: оценка состояния углерода на поверхности
Используя соответствующий метод измерений (8.9.2.1 или 8.9.2.2) на продольном сечении участка резьбы проверяют, соответствуют ли установленным предельным значениям высота необезуглероженной зоны (основного металла Е) и глубина зоны полного обезуглероживания (G) (см. рисунок 5).
Максимальное значение G и формулы, определяющие минимальные значения E, приведены в таблице 3.
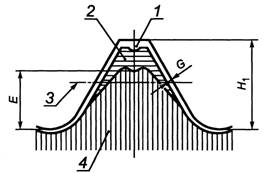
1 - полностью обезуглероженная зона; 2 - частично обезуглероженная зона; 3 - образующая среднего диаметра резьбы; 4 - основной металл (необезуглероженная зона); H1 - высота наружной резьбы
Рисунок 5 - Зоны обезуглероживания
8.9.1 Основные понятия
8.9.1.1 Твердость основного металла - твердость наиближайшего к поверхности (при перемещении от сердцевины к наружному диаметру) участка, измеренная непосредственно перед началом увеличения или уменьшения твердости, указывающая на науглероживание или обезуглероживание соответственно.
8.9.1.2 Обезуглероживание - обычно потеря содержания углерода в поверхностном слое черных металлов промышленного производства (сталей).
8.9.1.3 Частичное обезуглероживание - обезуглероживание с потерей углерода в количестве, достаточном для посветления отпущенного мартенсита и существенного уменьшения твердости по сравнению с твердостью соседнего основного металла; при этом в металлографических исследованиях ферритные зерна не просматриваются.
8.9.1.4 Полное обезуглероживание - обезуглероживание с потерей углерода в количестве, достаточном для обнаружения при металлографических исследованиях четко выраженных ферритных зерен.
8.9.1.5 Науглероживание - увеличение содержания углерода в поверхностном слое в количестве, превышающем его содержание в основном металле.
8.9.2 Методы измерений
8.9.2.1 Метод с использованием микроскопа
Данный метод позволяет определить параметры Е и G.
Образец для исследования вырезают по оси резьбы на расстоянии половины номинального диаметра (1/2 d) от конца болта, винта или шпильки, прошедших термообработку. Для шлифовки и полировки образец устанавливают в зажимном приспособлении или предпочтительнее заливают пластмассой.
После установки образца необходимо шлифовать и полировать его поверхность в соответствии с требованиями металлографического исследования.
Для выявления изменений в микроструктуре, вызванных обезуглероживанием, обычно применяется травление в 3 %-ном растворе ниталя (концентрированная азотная кислота в этаноле).
Если иное не оговорено заинтересованными сторонами, для исследования микроструктуры используют стократное увеличение.
Если микроскоп имеет матовое стекло, то глубину обезуглероживания можно измерять непосредственно по шкале. Если в измерениях используют окуляр, то он должен быть соответствующего типа, снабженный визиром или шкалой.
8.9.2.2 Метод измерения твердости (арбитражный метод для частичного обезуглероживания).
Метод измерения твердости можно применять только для резьбы с шагом Р ≥
Измерения твердости по Виккерсу проводят в трех точках, показанных на рисунке 6. Значения Е приведены в таблице 13. Нагрузка должна составлять
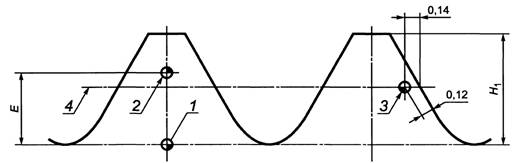
hv2 ≥ hv1- 30;
HV3 £ HV1+ 30;
1,2, 3 - точки измерений; 4 - образующая среднего диаметра резьбы
Рисунок 6 - Измерение твердости в испытании на обезуглероживание
Таблица 13 - Значения для Н1 и Е
В миллиметрах
|
Шаг резьбы Ра, мм |
H1 мм |
Eminb, мм, для классов прочности |
||
|
8.8, 9.8 |
10.9 |
12.9 |
||
|
0,5 |
0,307 |
0,154 |
0,205 |
0,230 |
|
0,6 |
0,368 |
0,184 |
0,245 |
0,276 |
|
0,7 |
0,429 |
0,215 |
0,286 |
0,322 |
|
0,8 |
0,491 |
0,245 |
0,327 |
0,368 |
|
1 |
0,613 |
0,307 |
0,409 |
0,460 |
|
1,25 |
0,767 |
0,384 |
0,511 |
0,575 |
|
1,5 |
0,920 |
0,460 |
0,613 |
0,690 |
|
1,75 |
1,074 |
0,537 |
0,716 |
0,806 |
|
2 |
1,227 |
0,614 |
0,818 |
0,920 |
|
2,5 |
1,534 |
0,767 |
1,023 |
1,151 |
|
3 |
1,840 |
0,920 |
1,227 |
1,380 |
|
3,5 |
2,147 |
1,074 |
1,431 |
1,610 |
|
4 |
2,454 |
1,227 |
1,636 |
1,841 |
|
4,5 |
2,761 |
1,381 |
1,841 |
2,071 |
|
5 |
3,670 |
1,835 |
2,447 |
2,752 |
|
а Для Р £ b Значения рассчитаны на основании требований таблицы 3, пункт 5.16. |
||||
Определение твердости в точке 3 следует проводить на образующей среднего диаметра резьбы витка, соседнего с витком, на котором проводили измерения в точках 1 и 2.
Значение твердости по Виккерсу в точке 2 (HV2) должно быть не менее соответствующего значения в точке 1 (HV1) минус 30 единиц по Виккерсу. В этом случае высота необезуглероженной зоны Е, как минимум, соответствует значению, установленному в таблице 13.
Значение твердости по Виккерсу в точке 3 (HV3) должно быть не более соответствующего значения в точке 1 (HN1,), плюс 30 единиц по Виккерсу.
Данный метод измерения твердости не позволяет обнаружить зону полного обезуглероживания вплоть до максимального значения, установленного в таблице 3.
8.10 Испытание на повторный отпуск
Повторный отпуск проводят при температуре на 10°С меньше, чем установленная минимальная температура отпуска, в течение 30 мин. Среднее значение трех измерений твердости сердцевины болта или винта, испытанных до и после повторного отпуска, не должно отличаться более чем на 20 единиц по Виккерсу.
8.11 Контроль дефектов поверхности
Контроль дефектов поверхности в соответствии с ГОСТ 1759.2.
При использовании программы испытаний А проверку дефектов поверхности испытательных образцов болтов проводят перед их обработкой.
9 Маркировка
Крепежные изделия, изготовленные в соответствии с требованиями настоящего стандарта, следует маркировать в соответствии с 9.1-9.5.
Только в случае выполнения всех требований настоящего стандарта крепежные детали можно маркировать и/или обозначать с использованием системы обозначений, представленной в разделе 3.
Если иное не установлено в стандарте на продукцию, высоту рельефной маркировки на верхней части головки не учитывают в размерах высоты головки.
Маркировка винтов с прямым шлицем и винтов с крестообразным шлицем не предусмотрена стандартом и может выполняться по усмотрению изготовителя.
9.1 Маркировка товарного знака изготовителя
Товарный знак изготовителя должен быть нанесен на всех изделиях, на которых указывают классы прочности, в процессе их изготовления. Товарный знак изготовителя также рекомендуется наносить на изделия, на которых не указывают класс прочности.
В соответствии с настоящим стандартом продавца, маркирующего крепежные изделия своим товарным знаком, следует рассматривать как изготовителя.
9.2 Маркировка классов прочности
Символы, которые следует указывать при маркировке классов прочности, приведены в таблице 14.
Таблица 14 - Символы, используемые при маркировке
|
Класс прочности |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
10.9 |
12.9 |
|
Символ маркировкиа,b |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
6.8 |
8.8 |
9.8 |
10.9 |
10.9b |
12.9 |
|
а Точку в маркировочном символе допускается опускать. b Для класса прочности 10.9, когда используют низкоуглеродистые мартенситные стали, см. таблицу 2. |
|||||||||||
Для болтов и винтов небольших размеров или когда символы маркировки, указанные в таблице 14, невозможны из-за формы головки, допускается применять приведенные в таблице 15 символы маркировки по системе циферблата.
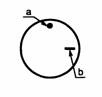
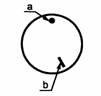
Таблица 15 - Система циферблата для маркировки болтов и винтов
|
Класс прочности |
3.6 |
4.6 |
4.8 |
5.6 |
5.8 |
|
Символ маркировки |
|
|
|
|
|


Окончание таблицы 15
|
Класс прочности |
6.8 |
8.8 |
9.8 |
10.9 |
10.9 |
12.9 |
|
Символ маркировки |
|
|
|
|
|
|
|
а Положение, соответствующее двенадцати часам (контрольная отметка), необходимо маркировать либо товарным знаком изготовителя, либо точкой. b Класс прочности маркируется либо штрихом, либо двойным штрихом, а для класса прочности 12.9 - точкой. |
||||||






9.3 Идентификация
9.3.1 Болты и винты с шестигранной и звездообразной головкой
Болты и винты с шестигранной и звездообразной головкой (включая изделия с фланцем) следует маркировать товарным знаком изготовителя и обозначением класса прочности, приведенным в таблице 14.
Данная маркировка является обязательной для всех классов прочности и наносится на верхней части головки выпуклыми или углубленными знаками или на боковой части головки углубленными знаками (см. рисунок 7). Для болтов и винтов с фланцем маркировку следует наносить на фланце, если в процессе производства невозможно нанести маркировку на верхней части головки.
Маркировка является обязательной для болтов и винтов с шестигранной и звездообразной головкой диаметром резьбы d ≥
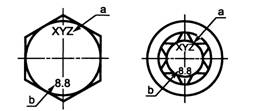
а Товарный знак изготовителя.
b Класс прочности.
Рисунок 7 - Примеры маркировки болтов и винтов с шестигранной и звездообразной головкой
9.3.2 Винты с шестигранным и звездообразным углублением в головке
Винты с шестигранным и звездообразным углублением в головке «под ключ» следует маркировать товарным знаком изготовителя и обозначением класса прочности, приведенным в таблице 14.
Маркировка является обязательной для классов прочности 8.8 и выше. Символы маркировки рекомендуется наносить на боковую сторону головки углубленными знаками или на верхнюю часть головки углубленными или выпуклыми знаками (см. рисунок 8).
Маркировка является обязательной для винтов с шестигранным и звездообразным углублением в головке «под ключ» номинальным диаметром резьбы d ≥
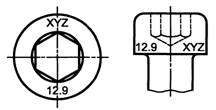
Рисунок 8 - Примеры маркировки винтов с шестигранным углублением в головке
9.3.3 Болты с полукруглой головкой и квадратным подголовком
Болты с полукруглой головкой и квадратным подголовком классов прочности 8.8 и выше следует маркировать идентифицирующим знаком изготовителя и обозначением класса прочности, приведенным в таблице 14.
Для болтов номинальным диаметром d ≥
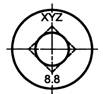
Рисунок 9 - Пример маркировки болтов с полукруглой головкой и квадратным подголовком
9.3.4 Шпильки
Шпильки номинальным диаметром резьбы d ≥
Если маркировка шпильки на участке без резьбы невозможна, допускается маркировка только класса прочности на гаечном конце шпильки (см. рисунок 10). Для шпилек с неподвижной посадкой применяют маркировку на гаечном конце с нанесением только товарного знака изготовителя, если это возможно.
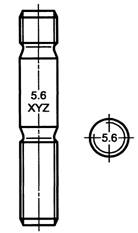
Рисунок 10 - Маркировка шпилек
Допускается в качестве альтернативной маркировки классов прочности применять символы, приведенные в таблице 16.
Таблица 16 - Альтернативные символы для маркировки шпилек
|
Класс прочности |
5.6 |
8.8 |
9.8 |
10.9 |
12.9 |
|
Символ маркировки |
|
|
|
|
|
9.3.5 Другие типы болтов и винтов
Для маркировки других типов болтов и винтов, а также специальных изделий, по соглашению между заинтересованными сторонами, можно применять те же способы маркировки, что описаны в 9.3.1-9.3.4.
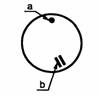
9.4 Маркировка болтов и винтов с левой резьбой
Болты и винты с левой резьбой следует маркировать нанесением обозначений, показанных на рисунке 11, либо на верхней части головки, либо на торце.
Маркировка распространяется на болты и винты номинальным диаметром резьбы d ≥
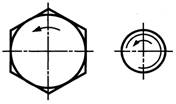
Рисунок 11 - Маркировка левой резьбы
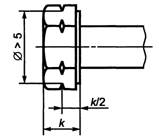
s - размер «под ключ»; к - высота головки
Рисунок 12 - Альтернативная маркировка левой резьбы
Альтернативную маркировку левой резьбы, показанную на рисунке 12, допускается применять для болтов и винтов с шестигранной головкой.
9.5 Альтернативная маркировка
Решение о нанесении альтернативной или допускаемой маркировки взамен обязательной по 9.2-9.4 принимает изготовитель.
9.6 Маркировка упаковок
Маркировка упаковок с нанесением товарного знака изготовителя и класса прочности является обязательной для всех упаковок всех размеров.
Приложение А
(справочное)
Предел текучести или условный предел текучести при повышенных температурах
Механические свойства болтов, винтов и шпилек изменяются при повышенной температуре. В таблице А.1 для справки представлены приближенные данные по уменьшению значений предела текучести или условного предела текучести при повышенных температурах. Эти данные не должны рассматриваться как требования к испытаниям.
Таблица А.1 - Предел текучести или условный предел текучести при повышенных температурах
|
Класс прочности |
Температура, °С |
||||
|
20 |
100 |
200 |
250 |
300 |
|
|
Предел текучести ReL или условный предел текучести Rр0,2, Н/мм2 |
|||||
|
5.6 |
300 |
270 |
230 |
215 |
195 |
|
8.8 |
640 |
590 |
540 |
510 |
480 |
|
10.9 |
940 |
875 |
790 |
745 |
705 |
|
10.9 |
940 |
- |
- |
- |
- |
|
12.9 |
1100 |
1020 |
925 |
875 |
825 |
Длительная работа при повышенной температуре может привести к значительной релаксации напряжений. Обычно 100 ч работы при температуре 300°С приводят к снижению усилия затяжки болта вследствие уменьшения значения предела текучести более чем на 25 % от начальной.
Приложение Б
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам,
использованным в настоящем стандарте в качестве нормативных ссылок
|
Обозначение ссылочного национального стандарта Российской Федерации |
Обозначение и наименование ссылочного международного стандарта и условное обозначение степени его соответствия ссылочному национальному стандарту |
|
ИСО 6892:1998 Материалы металлические. Испытания на растяжение при температуре окружающей среды (NEQ) |
|
|
ИСО 6157-1:1998 Изделия крепежные. Несплошности поверхности. Часть 1. Болты, винты и шпильки общего назначения (NEQ) |
|
|
ГОСТ 2999-75 |
ИСО 6507-1:1997 Материалы металлические. Испытание на твердость по Виккерсу. Часть 1. Метод испытаний (NEQ) |
|
ГОСТ 8724-2002 |
ИСО 261:1998 Резьбы метрические ISO общего назначения. Общий план (MOD) |
|
ИСО 6506:1981 Материалы металлические. Испытание на твердость. Определение твердости по Бринеллю (NEQ) |
|
|
ИСО 6508:1986 Материалы металлические. Испытание на твердость. Определение твердости по Роквеллу (шкалы А-В-С-D-Е-F-G-Н-К) (NEQ) |
|
|
ИСО 68-1:1998 Резьбы ISO общего назначения. Основной профиль. Часть 1. Резьбы метрические (MOD) |
|
|
ИСО 83:1976 Сталь. Испытание на ударную прочность по Шарпи (образцы с U-образным надрезом) (NEQ) |
|
|
ГОСТ 11284-94 |
ИСО 273:1979 Изделия крепежные. Отверстия с гарантированным зазором для болтов и винтов (MOD) |
|
ИСО 965-1:1998 Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные данные (MOD) |
|
|
ГОСТ 24705-2004 |
ИСО 724:1978 Резьбы метрические ISO общего назначения. Основные размеры (MOD) |
|
ИСО 898-5:1998 Механические свойства крепежных изделий из углеродистой и легированной стали. Часть 5. Установочные винты и аналогичные резьбовые крепежные детали, не подвергаемые растягивающим напряжениям (NEQ) |
|
|
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. |
|
Библиография
[1] Международный стандарт ИСО 898-7:1992 Механические свойства крепежных изделий из углеродистой и
легированной стали. Часть 7. Испытание на кручение и минимальные крутящие моменты для болтов и винтов номинальных диаметров от 1 до
Ключевые слова: болты, винты, шпильки, механические свойства, методы испытаний, система обозначений, маркировка
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/50501
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|