
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ Р 52781-2007 Круги шлифовальные и заточные. Технические условия.
КРУГИ ШЛИФОВАЛЬНЫЕ И ЗАТОЧНЫЕ Технические условия
ПредисловиеЦели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения» Сведения о стандарте 1 РАЗРАБОТАН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении (ВНИИНМАШ)» 2 ВНЕСЕН Техническим комитетом по стандартизации ТК 95 «Инструмент» 3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2007 г. № 339-ст 4 Настоящий стандарт включает в себя модифицированные основные нормативные положения следующих международных стандартов: ИСО 525:1999 «Абразивная продукция на связке. Общие требования» (ISO 525:1999 «Bonded abrasive products - General requirements», MOD); ИСО 603-1:1999 «Абразивная продукция на связке. Размеры. Часть 1. Круги шлифовальные для межцентрового наружного круглого шлифования» (ISO 603-1:1999 «Bonded abrasive products - Dimensions - Part 1: Grinding wheels for external cylindrical grinding between centres», MOD); ИСО 603-2:1999 «Абразивная продукция на связке. Размеры. Часть 2. Круги шлифовальные для бесцентрового наружного круглого шлифования» (ISO 603-2:1999 «Bonded abrasive products - Dimensions - Part 1: Grinding wheels for external cylindrical grinding between centres», MOD); ИСО 603-3:1999 «Абразивная продукция на связке. Размеры. Часть 3. Круги шлифовальные для внутреннего круглого шлифования» (ISO 603-3:1999 «Bonded abrasive products - Dimensions - Part 3: Grinding wheels for internal cylindrical grinding», MOD); ИСО 603-4:1999 «Абразивная продукция на связке. Размеры. Часть 4. Круги шлифовальные для плоского шлифования» (ISO 603-4:1999 «Bonded abrasive products - Dimensions - Part 4: Grinding wheels for surface grinding/peripheral grinding», MOD); ИСО 603-5:1999 «Абразивная продукция на связке. Размеры. Часть 5. Круги шлифовальные для торцового шлифования» (ISO 603-5:1999 «Bonded abrasive products - Dimensions - Part 5: Grinding wheels for surface grinding/face grinding», MOD); ИСО 603-6:1999 «Абразивная продукция на связке. Размеры. Часть 6. Круги для заточки режущего инструмента» (ISO 603-6:1999 «Bonded abrasive products - Dimensions -Part 6: Grinding wheels for tool and tool room grinding», MOD); ИСО 13942:2000 «Абразивная продукция на связке. Предельные отклонения размеров и допуски биений» (ISO 13942:2000 «Bonded abrasive products - Limit deviations and run-out tolerances», MOD). При этом дополнительные положения, учитывающие потребности национальной экономики и особенности национальной стандартизации, выделены курсивом 5 ВВЕДЕН ВПЕРВЫЕ Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет Содержание
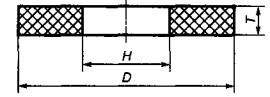
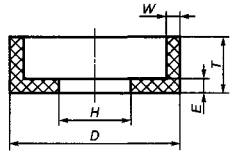
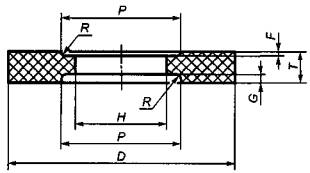
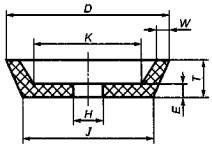
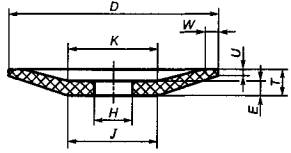
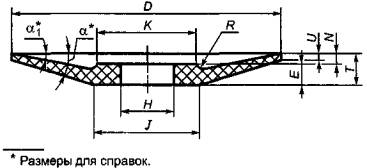
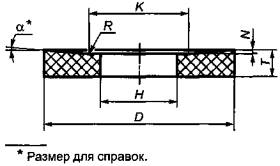
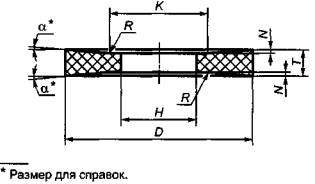
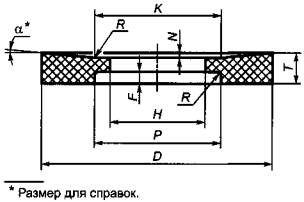
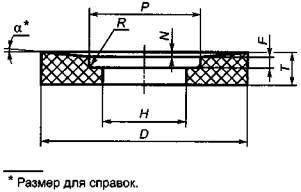
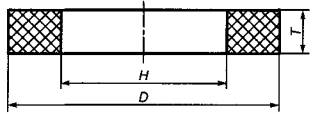
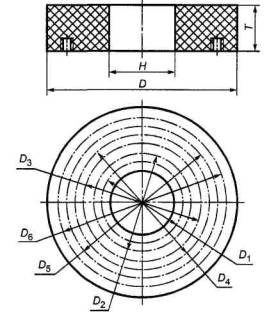
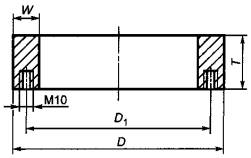
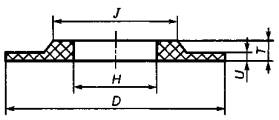
ГОСТ Р 52781-2007 НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ КРУГИ ШЛИФОВАЛЬНЫЕ И ЗАТОЧНЫЕ Технические условия Grinding and tool-grinding wheels. Specifications Дата введения - 2009 - 01 - 01 1 Область примененияНастоящий стандарт распространяется на шлифовальные и заточные круги на керамической (V), бакелитовой (В), вулканитовой (R) связках зернистостями от F36 и мельче. Стандарт не распространяется на круги для ручных машин. 2 Нормативные ссылкиВ настоящем стандарте использованы нормативные ссылки на следующие стандарты: ГОСТ Р 52381-2005 (ИСО 8486-1:1996, ИСО 6344-2:1998, ИСО 9138:1993, ИСО 9284:1992) Материалы абразивные. Зернистость и зерновой состав шлифовальных порошков. Контроль зернового состава ГОСТ Р 52587-2006 Инструмент абразивный. Обозначения и методы измерения твердости ГОСТ Р 52588-2006 (ЕН 12413:1999, ЕН 13743:2001) Инструмент абразивный. Требования безопасности ГОСТ Р 52710-2007 Инструмент абразивный. Акустический метод определения твердости и звуковых индексов по скорости распространения акустических волн ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения ГОСТ 577-68 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия ГОСТ 801-78 Сталь подшипниковая. Технические условия ГОСТ 1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия ГОСТ 3060-86 Круги шлифовальные. Допустимые неуравновешенные массы и метод их измерения ГОСТ 3647-80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия ГОСТ 14192-96 Маркировка грузов ГОСТ 27595-88 Материалы шлифовальные и инструменты абразивные. Упаковка, маркировка, транспортирование и хранение ГОСТ 30513-97 Инструмент абразивный и алмазный. Методы испытаний на безопасность Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку. 3 Термины и определенияВ настоящем стандарте применен следующий термин с соответствующим определением: закрытая рабочая зона: Зона, в которой проводят шлифование на стационарных станках с принудительной механической подачей, включая подвод и отвод детали или шлифовального круга; при этом работающий защищен от возможного разрыва шлифовального круга. 4 Классификация и размеры4.1 Круги следует изготовлять следующих типов: 1 - прямого профиля; 2 - кольцевые; 3 - с коническим профилем; 4 - с двусторонним коническим профилем; 5 - с выточкой; 6 - чашечные цилиндрические; 7 - с двусторонней выточкой; 10 - с двусторонней выточкой и ступицей; 11 - чашечные конические; 12, 14 - тарельчатые; 20 - с выборкой; 21 -с двусторонней выборкой; 22 - с выборкой и выточкой; 23 - с выборкой и выточкой на одной стороне; 24 - с выборкой и выточкой на одной стороне и с выточкой на другой стороне; 25 - с выборкой и выточкой на одной стороне и выборкой на другой стороне; 26 - с выборкой и выточкой на обеих сторонах; 35 - торцовый прямого профиля; 36 - прямого профиля с запрессованными крепежными элементами; 37 - кольцевой с запрессованными крепежными элементами; 38 - с односторонней ступицей; 39 - с двусторонней ступицей. 4.2 Размеры кругов должны соответствовать указанным на рисунках 1-23 и в таблицах 1-20.
Рисунок 1 - Круги типа 1 Таблица 1 В миллиметрах
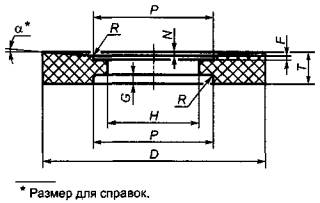
Рисунок 2 - Круги типа 2 Таблица 2 В миллиметрах
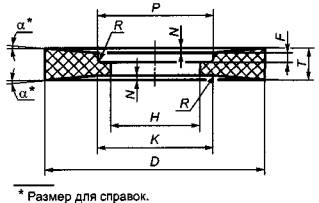
Рисунок 3 - Круги типа 3 Таблица 3 В миллиметрах
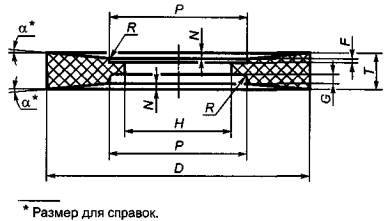
Рисунок 4 - Круги типа 4 Таблица 4 В миллиметрах
Рисунок 5 - Круги типа 5 Таблица 5 В миллиметрах
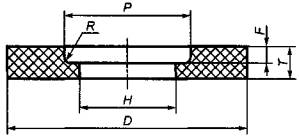
Рисунок 6 - Круги типа 6 Таблица 6 В миллиметрах
Рисунок 7 - Круги типа 7 Таблица 7 В миллиметрах
Рисунок 8 - Круги типа 10 Таблица 8 В миллиметрах
Рисунок 9 - Круги типа 11 Таблица 9 В миллиметрах
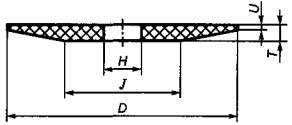
Рисунок 10 - Круги типа 12 Таблица 10 В миллиметрах
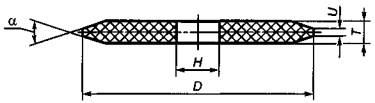
Рисунок 11 - Круги типа 14 Таблица 11 Размеры в миллиметрах
Рисунок 12 - Круги типа 20
Рисунок 13 - Круги типа 21 Таблица 12 В миллиметрах
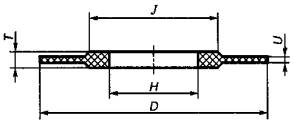
Рисунок 14 - Тип 22
Рисунок 15 - Тип 23 Таблица 13 В миллиметрах
Рисунок 16 - Круги типа 24 Таблица 14 В миллиметрах
Рисунок 17 - Круги типа 25 Таблица 15 В миллиметрах
Рисунок 18 - Круги типа 26 Таблица 16 В миллиметрах
Рисунок 19 - Круги типа 35 Таблица 17 В миллиметрах
Рисунок 20 - Круги типа 36 Таблица 18 Размеры в миллиметрах
Рисунок 21 - Круги типа 37 Таблица 19 Размеры в миллиметрах
Рисунок 22 - Круги типа 38
Рисунок 23 - Круги типа 39 Таблица 20 В миллиметрах
4.3 В условных обозначениях кругов типов 2 и 37 указывают размеры D´T´W; кругов остальных типов - D´Т´Н. Пример условного обозначения круга типа 2 наружным диаметром D = 300 мм, высотой T = 80 мм, шириной рабочей части W = 48 мм, из нормального электрокорунда марки 14А, зернистостью F54, твердостью L, номером структуры 7, на керамической связке V, с предельной рабочей скоростью 50 м/с, 2-го класса неуравновешенности: Круг 2 300´80´48 14А F54 L 7 V 50 м/с 2 кл. ГОСТ Р 52781-2007 Пример условного обозначения круга типа 1 наружным диаметром D = 300 мм, высотой Т = 20 мм, диаметром посадочного отверстия Н = 76,2 мм, из белого электрокорунда марки 25А, зернистостью F60, твердостью К, номером структуры 6, на керамической связке V, с предельной рабочей скоростью 40 м/с, 2-го класса неуравновешенности: Круг 1 300´20´76,2 25А F60 K 6 V 40 м/с 2 кл. ГОСТ Р 52781-2007 5 Технические требования5.1 Круги следует изготовлять в соответствии с требованиями настоящего стандарта, по рабочим чертежам, утвержденным в установленном порядке. 5.2 Круги могут быть изготовлены из электрокорундовых (А), в том числе из циркониевого электрокорунда (Z), а также карбидкремниевых (С) абразивных материалов. 5.3 Круги следует изготовлять зернистостями F36 - F220 по ГОСТ Р 52381 и М63 - М10 по ГОСТ 3647. 5.4 Точность изготовления кругов должна соответствовать нормам, указанным в таблице 21. Таблица 21 В миллиметрах
5.5 Наружный диаметр D круга, работающего в комплекте, не должен иметь отклонение более чем 1 мм в пределах одного комплекта. 5.6 Допуск радиального и торцового биения кругов не должен превышать значений, указанных в таблице 22. Таблица 22 В миллиметрах
5.7 Классы неуравновешенности кругов не должны быть более указанных в таблице 23. Таблица 23
5.8 Круги изготовляют твердостями от F do Z по ГОСТ Р 52587 и звуковыми индексами от 19 до 75 по ГОСТ Р 52710. Не допускаются: - трещины, повреждения кромок, раковины; - инородные включения размерами более 1 мм в количестве более 4 на участке 100 см2. 5.10 Допускается изготовлять круги типов 6, 11 с максимальным радиусом закругления внутренних торцовой и боковой поверхностей, равным 5 мм и максимальной фаской на наружной боковой поверхности кругов типа 11, равной 2 мм. 5.11 Требования надежности Коэффициенты шлифования кругов и параметры шероховатости обработанной поверхности указаны в приложении А. 5.12 Маркировка 5.12.1 Маркировка кругов - в соответствии с требованиями ГОСТ Р 52588. 5.12.2 Место нанесения маркировки Маркировку наносят: - на этикетку круга диаметрами от 50 до 250 мм в соответствии с перечислениями а, b, с, е, f, g, h, к, l, т по ГОСТ Р 52588. - на торцовую поверхность круга диаметрами более 250 мм в соответствии с перечислениями а, с, d, g, k, l, m по ГОСТ Р 52588. - на групповую потребительскую тару с кругами диаметрами менее 50 мм в соответствии с перечислениями а-т по ГОСТ Р 52588. Примечания 1 Не маркируют тип круга, букву F в обозначении зернистости, класс неуравновешенности. 2 Допускается наносить маркировку на этикетку кругов диаметрами более 250 мм. 3 Номер партии, дату выпуска допускается наносить на обратной стороне круга. 4 Дату выпуска кругов на керамической связке диаметрами более 250 мм допускается не наносить. 5 Маркировку кругов типов 2, 6, 11, 12, 14, 37 и на кругах диаметрами от 50 до 200 мм допускается наносить на периферии круга. 5.12.3 Транспортная маркировка - по ГОСТ 14192. 5.13 Упаковка 5.13.1 Круги высотой до 40 мм упаковывают в групповую потребительскую тару. В качестве групповой потребительской тары используют коробки, пакеты или другие виды тары, предохраняющие круги от повреждений. В групповую потребительскую тару упаковывают круги одного размера, одной характеристики и одной партии. 5.13.2 Каждый круг высотой не менее 40 мм упаковывают в индивидуальную потребительскую тару. В качестве индивидуальной потребительской тары используют коробки или другие виды тары, предохраняющие круги от повреждений. 5.13.3 На групповую или индивидуальную потребительскую тару наклеивают этикетку со сведениями по ГОСТ Р 52588. На этикетке групповой потребительской тары дополнительно указывают количество упакованных кругов. 5.13.4 Круги в индивидуальной или в групповой потребительской таре плотно укладывают в транспортную тару. При укладке в транспортную тару должны быть приняты меры, предохраняющие круги от атмосферных осадков, а также исключающие их перемещение и повреждение. В качестве транспортной тары используют деревянные ящики, поддоны (европоддоны) или специальные поддоны. Примечание - Допускается упаковывание кругов диаметрами более 350 мм без индивидуальной потребительской тары в транспортную тару. 5.13.5 Масса брутто транспортной тары с кругами не должна превышать 60 кг (за исключением случаев, когда собственная масса одного круга равна или превышает 60 кг). Примечание - Масса брутто транспортной тары, поддона с кругами при загрузке и выгрузке электропогрузчиком (транспортной тележкой-подъемником) не должна превышать 1 т. 6 Требования безопасности6.1 Механическая прочность круга должна обеспечивать его работу с предельными рабочими скоростями vs, указанными в таблице 24. Таблица 24
6.2 Остальные требования безопасности - по ГОСТ Р 52588, ГОСТ 30513. 7 Правила приемки7.1 Для контроля соответствия кругов требованиям настоящего стандарта предприятие-изготовитель проводит приемочный контроль по ГОСТ 15.309. 7.2 Объем выборки при приемочном контроле должен составлять: 100 % - по 5.9, 5.12.2; 10 % от партии, но не менее 5 шт. - по 4.2, 5.4 - 5.6, 5.8; 5 % от партии, но не менее 5 шт. - по 5.7. Объем выборки при приемочном контроле раздела 6 - по ГОСТ Р 52588. 8 Методы контроля8.1 Контроль размеров кругов проводят с применением универсальных или специальных мер и средств измерений. 8.2 Размеры для справок, радиусы закругления R определены оснасткой и не контролируют. 8.3 Контроль по 5.9, 5.12.2 проводят визуально. 8.4 Контроль твердости - по ГОСТ Р 52587, ГОСТ Р 52710. 8.5 Контроль неуравновешенности - по ГОСТ 3060. Примечание - Контроль неуравновешенности кругов c D £ 250 мм и типов 2, 6, 11, 35, 36, 37 допускается не проводить. 8.6 Контроль радиального и торцового биений проводят по техническому документу, утвержденному в установленном порядке, с помощью индикатора часового типа по ГОСТ 577 с ценой деления 0,01 мм. 8.7 Испытания на механическую прочность - по ГОСТ Р 52588, ГОСТ 30513. Примечание - До 01.07.2010 г. испытания на механическую прочность кругов типов 2, 35, 36, 37 допускается не проводить. 8.8 Коэффициент шлифования К вычисляют по формуле
где Qm - объем снятого металла, мм3; Qа - объем изношенной части круга (с учетом расхода круга на правку). 9 Транспортирование и хранениеТранспортирование и хранение - по ГОСТ 27595. 10 Гарантии изготовителяИзготовитель должен гарантировать соответствие кругов требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения. Приложение А
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



|
Вид шлифования |
Характеристика круга |
Обрабатываемый материал |
Режим шлифования |
Коэффициент шлифования, не менее |
Параметр шероховатости обработанной поверхности Ra мкм, не более |
|||
|
Рабочая скорость круга v, м/с |
Глубина резания, мм |
Скорость касательной (осевой) подачи [скорость заготовки], м/мин |
Скорость радиальной подачи, мм/мин |
|||||
|
Круглое наружное врезное |
1; 5; 7; 23; 26 200-500 ´ 32-63 25А F46-F60 I-N 6-8 V |
Сталь 45 ГОСТ 1050 45...50HRC |
50 |
- |
[50-60] |
0,8-1,5 |
2,5 |
1,25 |
|
Бесцентровое |
1 300; 350x250 64С F90-F120 I-N 6-8 V |
Сталь 18ХГТ ГОСТ 4543 57...63HRC |
35 |
0,05-0,10 |
(1,5-3,0) |
- |
2,4 |
0,63 |
|
Внутреннее врезное |
1; 5; 7 32-63 ´10-50 24AF60-F90 N-О 5-8 V |
Сталь ШХ15 ГОСТ 801 61...64HRC |
|
- |
[40 - 50] |
0,3-0,5 |
7,0 |
1,25 |
|
Плоское |
1; 5; 7 250-600 ´ 32-50 24AF46-F60 К-М 6 V |
Сталь 45 ГОСТ 1050 45...50HRC |
|
0,02-0,05 |
5-10 |
- |
3,8 |
|
Примечание - Контроль коэффициентов шлифования и параметров шероховатости обработанной поверхности проводят не менее чем на пяти кругах, не реже одного раза в 2 года.
Ключевые слова: шлифовальные круги, керамическая связка, бакелитовая связка, вулканитовая связка, зернистость, твердость, класс неуравновешенности, механическая прочность
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/52498
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|