
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 31192.2-2005 Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 2. Требования к проведению измерений на рабочих местах.
Вибрация ИЗМЕРЕНИЕ ЛОКАЛЬНОЙ ВИБРАЦИИ И ОЦЕНКА ЕЕ ВОЗДЕЙСТВИЯ НА ЧЕЛОВЕКА Часть 2 Требования к проведению измерений на рабочих местах ISO 5349-2:2001 Mechanical vibration -
Measurement and evaluation of human exposure to hand-transmitted Предисловие Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-97 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены» Сведения о стандарте 1 ПОДГОТОВЛЕН Открытым акционерным обществом «Научно-исследовательский центр контроля и диагностики технических систем» на основе собственного аутентичного перевода стандарта, указанного в пункте 4 2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии 3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол
№ 27 от 22 июня За принятие проголосовали:
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 5349-2:2001 «Вибрация. Измерение локальной вибрации и оценка ее воздействия на человека. Часть 2. Практическое руководство по проведению измерений на рабочих местах» (ISO 5349-2:2001 «Mechanical vibration - Measurement and evaluation of human exposure to hand-transmitted vibration - Part 2: Practical guidance for measurement at the workplace») путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту. Степень соответствия - модифицированная (MOD) 5
Приказом Федерального агентства по техническому регулированию и метрологии от 12 декабря
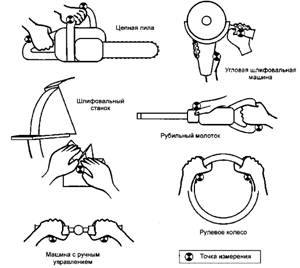
6 ВВЕДЕН ВПЕРВЫЕ Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе «Национальные стандарты». Информация об изменениях к настоящему стандарту публикуется в указателе «Национальные стандарты», а текст изменений - в информационных указателях «Национальные стандарты». В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе «Национальные стандарты» Содержание Введение В процессе работы с ручными машинами любого типа с приводом любого вида (электрическим, пневматическим, гидравлическим, от двигателя внутреннего сгорания), на машинах с ручным управлением, при обработке на станках деталей, удерживаемых руками оператора, на его кисть и плечо может передаваться значительная вибрация. В зависимости от вида и места проводимых работ эта вибрация может воздействовать как на одну руку, так и на обе руки сразу, являясь источником дискомфорта и снижая производительность труда. Общие требования по измерению и оценке локальной вибрации установлены в ГОСТ 31192.1-2004. Цель разработки настоящего стандарта - установить требования к проведению измерений локальной вибрации в соответствии с ГОСТ 31192.1-2004 на рабочем месте оператора. Выполнение требований настоящего стандарта должно обеспечивать получение реалистичной картины воздействия на оператора локальной вибрации за рабочую смену и оценки этого воздействия в пределах допустимой неопределенности. Процедура оценки вибрационного воздействия состоит из нескольких этапов: - выделения серии дискретных операций, составляющих рабочий день оператора; - выбора операций, для которых должны быть проведены измерения; - измерения среднеквадратичного значения виброускорения для каждой выбранной операции; - оценки типичного времени воздействия для каждой выделенной операции в течение рабочего дня; - расчета вибрационной экспозиции за смену. Оценка вибрационного воздействия в соответствии с ГОСТ 31192.1-2004 основана исключительно на измерении вибрации на поверхностях, обхватываемых кистью руки оператора, и измерении времени этого воздействия. За область рассмотрения при этом выходят такие факторы, как силы нажатия и обхвата, прилагаемые оператором, и характер этих сил (локальные или распределенные), поза, принимаемая оператором, направление действия вибрации и внешние факторы. Поэтому в настоящем стандарте, развивающем общие требования ГОСТ 31192.1-2004, не дано руководство по оценке влияния этих дополнительных факторов. Однако установлено, что регистрация всех существенных факторов, сопутствующих работе оператора, важна сточки зрения разработки наиболее обоснованных методов оценки профессионального риска, обусловленного воздействием локальной вибрации. По сравнению с примененным международным стандартом ИСО 5349-2:2001 в текст настоящего стандарта внесены следующие изменения: - добавлена ссылка на ГОСТ 12.1.012-2004 в раздел 1, чтобы показать место стандарта в комплексе стандартов по вибрационной безопасности; - ссылки на введенные международные стандарты заменены ссылками на соответствующие межгосударственные стандарты и для приведения в соответствие с требованиями ГОСТ 1.5-2001 изменен структурный элемент «Библиография».
Дата введения - 2008-07-01 1 Область примененияНастоящий стандарт устанавливает требования к проведению измерений и оценке воздействия локальной вибрации на рабочем месте в соответствии с основополагающими стандартами ГОСТ 12.1.012-2004 и ГОСТ 31192.1-2004. Настоящий стандарт распространяется на все случаи воздействия локальной вибрации на рабочих местах независимо от ее источника: ручная машина, устройство ручного управления машиной (движущейся или стационарной) или обрабатываемая деталь. 2 Нормативные ссылкиВ настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты: ГОСТ 12.1.012-2004 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования ГОСТ ИСО 5348-2002 Вибрация и удар. Механическое крепление акселерометров (ИСО 5348:1998, IDT) ГОСТ ИСО 8041-2006 Вибрация. Воздействие вибрации на человека. Средства измерений (ИСО 8041:2005 «Воздействие вибрации на человека. Средства измерений», IDТ) ГОСТ 24346-80 Вибрация. Термины и определения (ИСО 2041:1990, NEQ) ГОСТ 30873.2-2006 (ИСО 8662-2:1992). Ручные машины. Измерения вибрации на рукоятке. Часть 2. Молотки рубильные и клепальные (ИСО 8662-2:1992, MOD) ГОСТ 30873.3-2006 (ИСО 8662-3:1992). Ручные машины. Измерения вибрации на рукоятке. Часть 3. Перфораторы и молотки бурильные (ИСО 8662-3:1992, MOD) ГОСТ 30873.4-2006 (ИСО 8662-4:1994). Ручные машины. Измерения вибрации на рукоятке. Часть 4. Машины шлифовальные (ИСО 8662-4:1994, MOD) ГОСТ 30873.5-2006 (ИСО 8662-5:1992). Ручные машины. Измерения вибрации на рукоятке. Часть 5. Бетоноломы и молотки для строительных работ (ИСО 8662-5:1992, MOD) ГОСТ 30873.6-2006 (ИСО 8662-6:1994). Ручные машины. Измерения вибрации на рукоятке. Часть 6. Машины сверлильные ударно-вращательные (ИСО 8662-6:1994, MOD) ГОСТ 30873.7-2006 (ИСО 8662-7:1997). Ручные машины. Измерения вибрации на рукоятке. Часть 7. Гайковерты, шуруповерты и винтоверты ударные, импульсные и трещеточные (ИСО 8662-7:1997, MOD) ГОСТ 30873.8-2006 (ИСО 8662-8:1997). Ручные машины. Измерения вибрации на рукоятке. Часть 8. Машины полировальные, круглошлифовальные, орбитальные шлифовальные и орбитально-вращательные шлифовальные (ИСО 8662-8:1997, MOD) ГОСТ 30873.9-2006 (ИСО 8662-9:1996). Ручные машины. Измерения вибрации на рукоятке. Часть 9. Трамбовки (ИСО 8662-9:1996, MOD) ГОСТ 30873.10-2006 (ИСО 8662-10:1998). Ручные машины. Измерения вибрации на рукоятке. Часть 10. Ножницы вырубные и ножевые (ИСО 8662-10:1998, MOD) ГОСТ 30873.11-2006 (ИСО 8662-11:1999). Ручные машины. Измерения вибрации на рукоятке. Часть 11. Машины для забивания крепежных средств (ИСО 8662-11:1999, MOD) ГОСТ 30873.12-2006 (ИСО 8662-12:1997). Ручные машины. Измерения вибрации на рукоятке. Часть 12. Пилы ножовочные, дисковые и маятниковые и напильники возвратно-поступательного действия (ИСО 8662-12:1997, MOD) ГОСТ 30873.13-2006 (ИСО 8662-13:1997). Ручные машины. Измерения вибрации на рукоятке. Часть 13. Машины шлифовальные для обработки штампов (ИСО 8662-13:1997, MOD) ГОСТ 30873.14-2006 (ИСО 8662-14:1996). Ручные машины. Измерения вибрации на рукоятке Часть 14. Инструменты для обработки камня и молотки зачистные пучковые (ИСО 8662-14:1996, MOD) ГОСТ 31192.1-2004 (ИСО 2631-1:1997). Вибрация. Измерения локальной вибрации и оценка ее воздействия на человека. Часть 1. Общие требования (ИСО 5349-1:2001, MOD) Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов на территории государства по соответствующему указателю стандартов, составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку. 3 Термины, определения и обозначения3.1 Термины и определенияВ настоящем стандарте применены термины по ГОСТ 12.1.012-2004, ГОСТ ИСО 8041-2006 и ГОСТ 24346-80. а также следующие термины с соответствующими определениями: 3.1.1 станок с ручной подачей: Машина, к исполнительной части которой оператор подает обрабатываемую деталь, подвергаясь через нее воздействию локальной вибрации. Пример - Ленточно-пильный станок, шлифовальный станок. 3.1.2 машина с ручным управлением: Машина, через органы управления которой (рукоятки, рычаги или рулевое колесо) вибрация воздействует на оператора. Пример - Самоходная газонокосилка, автопогрузчик, качающаяся шлифовальная рама. 3.1.3 обрабатываемая деталь: Деталь, которая удерживается руками оператора и передает на них вибрацию, возникающую в процессе обработки. Пример - Отливка, обрабатываемая на шлифовальном станке, деревянная заготовка, подаваемая в ленточнопильный станок. Примечание - Локальная вибрация может воздействовать на оператора одновременно через обрабатываемую деталь и органы управления станком, на котором деталь обрабатывают. 3.1.4 ручная машина: Ручной механизированный инструмент, который в процессе работы удерживается руками оператора, полностью или частично воспринимающего вес инструмента. Пример - Электрическая дрель, пневматическое зубило, цепная пила. 3.1.5 вставной инструмент: Сменное приспособление, которое крепят внутри или снаружи ручной машины. Пример - Буровая головка, зубило, цепь цепной пилы, диск пилы, шлифовальный диск. 3.1.6 операция: Идентифицируемое рабочее задание, для которого проводят измерение представительной вибрации; данное измерение может быть выполнено при использовании одной ручной машины, одного типа обрабатываемой детали или для одной фазы задания. Примечание - Операция может определяться использованием конкретной ручной машины или обрабатываемой детали конкретного типа или конкретной фазой рабочего задания. 3.1.7 оператор: Лицо, использующее в процессе работы станок с ручной подачей, машину с ручным управлением или ручную машину. 3.1.8 операция с использованием ручной машины: Любой период работы ручной машины, в течение которого оператор подвергается воздействию локальной вибрации. 3.1.9 объект обработки: Предмет или материал, обрабатываемый с помощью ручной машины. 3.2 ОбозначенияВ настоящем стандарте применены следующие условные обозначения. ahwi1) - среднеквадратичное значение корректированного виброускорения в одном направлении действия локальной вибрации при выполнении i-й операции, м/с2. Для указания направлений измерения используются дополнительные нижние индексы х, у или z (т.е. ahwx, ahwy, ahwz) ahvi - значение полной вибрации при выполнении i-й операции (корень из суммы квадратов ahwj по всем трем направлениям измерения вибрации), м/с2; A(8) - вибрационная экспозиция за смену, м/с2; Ai(8) - составляющая i-й операции в значении вибрационной экспозиции за смену, м/с2; T0 - базовое значение временного интервала, равное 8 ч (28800 с); Ti - общее время (в течение рабочего дня) воздействия вибрации при выполнении i-й операции. 1) Здесь и далее нижний индекс h (от английского hand- рука) показывает, что данный параметр относится к локальной вибрации. 4 Измеряемые величиныПри выполнении каждой i-й операции для оценки воздействия вибрации определяют две основные величины по ГОСТ 31192.1-2004: - значение полной вибрации ahvj, м/с2; это значение рассчитывают по результатам измерений средне квадратичных значений корректированного виброускорения для каждого направления действия вибрации: ahwx, ahwy, ahwz; - время (в течение рабочего дня) Ti воздействия вибрации при выполнении i-й операции. Основным фиксируемым параметром является вибрационная экспозиция за смену ,A(8). Его рассчитывают на основе значений ahvi и Ti для всех операций i (см. раздел 8). 5 Подготовка к проведению измерений5.1 Общие положенияВ течение рабочего дня оператор на рабочем месте выполняет серию операций, часть которых может неоднократно повторяться. При этом воздействующая на оператора вибрация может сильно различаться в зависимости от вида операции, используемой ручной машины (машин) и режима ее работы. Для получения оценки вибрационной экспозиции за смену вначале устанавливают, при выполнении каких операций в течение рабочего дня вибрация, воздействующая на оператора, будет значительной (см. 5.2). После этого для каждой такой операции определяют один из четырех возможных способов измерения вибрации (см. 5.3). Выбранный способ будет зависеть от особенностей рабочего места оператора, распорядка рабочего дня и вида источника вибрации. 5.2 Выбор операций, для которых проводят измеренияВажно, чтобы измерения были проведены для всех ручных машин (объектов обработки), вибрация которых определяет существенную составляющую вибрационной экспозиции за смену. Для получения полной картины типичного (среднего) воздействия вибрации в течение рабочего дня необходимо идентифицировать: a) все источники вибрационного воздействия (т.е. используемые машины и инструмент); b) все операции, проводимые с ручной машиной (например, цепная пила может находиться в неработающем состоянии, работать под полной нагрузкой при распиловке ствола дерева и под малой нагрузкой при распиловке боковых ветвей, сверлильный инструмент может работать в ударном и безударном режимах и, кроме того, на разных скоростях вращения); c) все изменения условий работы, которые могут оказать влияние на уровень c) воздействующей вибрации (например, бетонолом может сначала быть использован для разрушения твердого бетонного покрытия, а затем более мягкого грунтового слоя; шлифовальная машина может сначала быть использована с абразивной шкуркой, а затем с борфрезой); d) все вставные инструменты, которые могут влиять на уровень воздействующей вибрации (например, шлифовальный станок может быть использован с набором наждачных бумаг разной степени зернистости - от грубой до чистовой обработки; каменщик может применять пневматическое зубило с широким набором различных зубил). Кроме того, целесообразно также получить: e) информацию от рабочих и контролирующих лиц о ситуациях, когда возможно появление максимальной вибрации; f) оценки потенциальной вибрационной опасности каждой операции на основе данных о параметрах производимой вибрации, предоставляемых изготовителем ручной машины (см. приложение А), или использования (при их наличии) результатов выполненных ранее измерений для ручных машин того же вида. 5.3 Организация проведения измерений5.3.1 Продолжительные измерения в процессе непрерывного выполнения операции Если рабочая операция не прерывается длительный период времени, в течение которого оператор сохраняет контакт с вибрирующей поверхностью, то измерения вибрации могут быть проведены в течение всего этого периода. Допускается, чтобы данная операция сопровождалась изменениями уровня вибрации при условии, что эти изменения являются для нее характерными. Для оценки вибрационной экспозиции за смену помимо информации об уровне вибрации необходима также оценка длительности воздействия вибрации в течение рабочего дня. 5.3.2 Продолжительные измерения в процессе выполнения операции с перерывами Если рабочая операция, выполняемая в течение длительного периода времени, включает в себя короткие остановки, когда воздействие вибрации отсутствует, то измерения вибрации также могут быть проведены в течение всего этого периода при условии, что указанные остановки являются составной частью выполнения операции и оператор постоянно поддерживает контакт с ручной машиной или обрабатываемой деталью, существенно не изменяя положения своих рук. Для оценки вибрационной экспозиции за смену помимо информации об уровне вибрации необходима также оценка длительности воздействия вибрации в течение рабочего дня. В данном случае оценка длительности воздействия включает в себя короткие перерывы в воздействии вибрации и, таким образом, превышает собственно время воздействия вибрации. 5.3.3 Кратковременные измерения в процессе выполнения операции с перерывами Если в процессе работы оператор может часто отпускать (откладывать в сторону) ручную машину или обрабатываемую деталь, перемещать руки к другим частям машины или брать новые детали для обработки, а также если в ручную машину могут быть внесены какие-то изменения (например, вставлены другие шлифовальные ленты или сверла) или оператор берет другую ручную машину, то во всех этих случаях применимы только кратковременные измерения в течение каждой фазы рабочей операции. Иногда получение надежных измерений во время обычного выполнения рабочей операции затруднительно или невозможно, поскольку с точки зрения процедуры измерения длительность действия вибрации может быть слишком коротка. В этом случае допускается проведение измерений в процессе имитации рабочей операции, когда периоды действия вибрации искусственно удлиняют, но рабочие условия при этом поддерживают максимально близкими к тем, что имеют место при обычном выполнении рабочей операции. Для оценки вибрационной экспозиции за смену помимо информации об уровне вибрации необходима также оценка длительности воздействия вибрации для каждой рабочей фазы операции. 5.3.4 Измерения в течение фиксированного периода времени всплесков вибрации, одиночных или множественных ударов в процессе выполнения операции Если при выполнении отдельных операций (например, с использованием клепальных молотков, гвоздезабивных машин и т.д.) наблюдают кратковременные всплески вибрации, которые могут носить характер одиночных или множественных ударов, или само воздействие вибрации может быть кратковременным (например, при использовании ударных гайковертов), то получение оценки реального времени воздействия может часто оказаться затруднительным, хотя общее число процессов импульсного типа в течение всего рабочего дня можно легко оценить. В этом случае рекомендуется проводить измерения в течение фиксированного интервала времени, включающего в себя время, затраченное на одну или несколько законченных операций с использованием ручной машины. Период измерений, по возможности, должен включать в себя минимальные интервалы до начала, после окончания и в перерыве между импульсными воздействиями. Для оценки вибрационной экспозиции за смену помимо информации о числе импульсов вибрации в течение рабочего дня и их уровнях необходима также информация о длительности измерений и числе импульсов вибрации в каждый период измерений. Примечания 1) В случае, когда рабочий подвергается воздействию множественных ударов или вибрации переходного вида (например, при использовании ручных машин для крепления деталей), метод, предложенный в ГОСТ 31192.1-2004, может давать заниженную оценку степени жесткости вибрационного воздействия. За неимением лучшего, данный метод можно применять, но к интерпретации полученных результатов следует относиться с осторожностью, о чем необходимо сделать соответствующую запись в протоколе испытаний. 2) Измерения вибрации, выполняемые для последующего сравнения результатов (например, для сравнения виброактивности двух ручных машин или для оценки различий в вибрации вследствие использования различных вставных инструментов), важно проводить при непрерывной работе ручной машины, исключающей любые перерывы в воздействии вибрации. 5.4 Длительность проведения измерений5.4.1 Измерения в режиме обычного выполнения рабочих операций Результаты измерений получают усреднением по интервалу времени, представительному с точки зрения типичного использования ручной машины или типичного выполнения технологического процесса. По возможности измерения начинают в момент первого контакта рук рабочего с вибрирующей поверхностью и завершают в момент разрыва этого контакта. В данном интервале времени могут наблюдаться изменения уровня вибрации, включая даже периоды ее полного отсутствия. По возможности выборочные измерения проводят в различные моменты рабочего дня с последующим усреднением, чтобы были учтены изменения в характере вибрации на протяжении рабочего дня. Результаты серии из N измерений вибрации усредняют по формуле
где аhwj - результату j-го измерения; t - длительность j-го измерения;
Часто воздействие вибрации наблюдают в течение коротких периодов времени, многократно повторяющихся на протяжении рабочего дня. Хотя измерения могут быть усреднены по полному циклу операции (включая периоды, когда источник вибрации отключен), на практике обычно имеется возможность провести усреднение только по короткому периоду времени, когда рука находится в контакте с вибрирующей поверхностью. Минимально допустимая длительность измерений зависит от типа вибрационного сигнала, средств измерений и выполняемой рабочим операции. Общее время измерения, представляющее собой сумму отдельных измерений, должно быть не менее 1 мин. Предпочтительно вместо одного большого периода измерений брать несколько (не менее трех для каждой операции) более коротких. Измерения очень короткой длительности (менее 8 с) ненадежны при оценке низкочастотной составляющей, поэтому их рекомендуется избегать. При необходимости, если время воздействия вибрации в процессе выполнения операции мало (например, для шлифовальных станков некоторых типов характерно очень короткое время контакта с вибрирующей поверхностью), увеличивают общее число измерений таким образом, чтобы общая длительность измерений для данной операции составила 1 мин и более. Примечание - Требование к минимальной длительности измерений связано с условием обеспечения необходимой статистической точности получаемой оценки. 5.4.2 Измерения при имитации рабочих операций Если проведение измерений при обычном выполнении операции невозможно или затруднено, допускается выполнять их при имитации рабочего процесса. Основным назначением имитации рабочей операции является обеспечение проведения измерений в течение длительного периода времени, что невозможно реализовать в обычных условиях ее выполнения. Например, обработка небольшой по размеру отливки на шлифовальном станке может занимать всего несколько секунд. В этом случае вместо проведения большого числа кратковременных измерений для разных отливок целесообразно имитировать выполнение операции шлифования на небольшом числе бракованных отливок, используя каждую из них по несколько раз. Процессы приложения ручной машины к объекту обработки и ее отнятия, а также замена ручной машины или обрабатываемого изделия - все это может повлиять на результат измерений. Для предотвращения этого рекомендуется проводить измерения при имитации рабочего процесса, специально организованного таким образом, чтобы избежать остановок в выполнении операций. 5.5 Оценка длительности воздействия вибрации в течение рабочего дняДля каждого источника вибрации должно быть получено значение длительности воздействия вибрации в течение рабочего дня. Оценка типичного времени воздействия может быть основана: - на измерении реального времени воздействия в процессе обычного выполнения рабочего задания (например, для полного рабочего цикла или на представительном 30-минутном интервале) и - на информации о распределении рабочего времени в течение смены (например, числе рабочих циклов, приходящихся на одну смену, или длительности рабочей смены). Вначале определяют, как долго и от какого источника оператор подвергается воздействию вибрации за заданный период времени. Для этого могут быть использованы следующие методы: - измерение секундомером; - применение специального регистратора данных, связанного с ручной машиной и активизирующегося во время ее работы; - анализ видеозаписей; - получение выборки из различных рабочих состояний. Самым надежным источником информации о распределении деятельности в течение типичного рабочего дня являются записи в рабочем журнале. Однако необходимо убедиться в том, что получаемые таким образом сведения способны обеспечить точную оценку вибрационной экспозиции за смену. Например, записи в рабочем журнале могут дать очень точную информацию о числе полностью обработанных объектов к концу каждого рабочего дня, но в случае, если в работе участвовало более одного оператора или к концу рабочей смены остались необработанные объекты, данная информация может оказаться непригодной для непосредственного расчета вибрационной экспозиции за смену. Независимо от того, какой метод используют для измерений вибрации, необходимо знать полное время ее воздействия в течение рабочего дня. Если вибрацию усредняют по всему рабочему циклу, длительность воздействия определяют как время одного рабочего цикла, умноженное на число рабочих циклов за рабочий день. Если измерения проводят в течение времени, когда рука находится в контакте с вибрирующей поверхностью, оценивают полное время этого контакта в течение рабочего дня. Внимание! Обычно в ответ на просьбу оценить время типичного использования ручной машины в течение рабочего дня операторы дают завышенные оценки, включая в него паузы в работе (например, промежуток между закручиванием двух гаек при использовании гайковерта или время для подготовки нового обрабатываемого изделия). Примечание - ГОСТ 31192.1-2004 устанавливает метод оценки вибрационной экспозиции за смену только в пределах одного рабочего дня. Однако в некоторых обстоятельствах может быть желательным получение оценок воздействия на основе информации о воздействии в течение большего периода времени. Для некоторых видов работ (например, в строительстве) время, затрачиваемое на работу с виброопасным инструментом в разные рабочие дни, может быть существенно различным; поэтому трудно, а то и невозможно использовать наблюдения или записи рабочего журнала для оценки типичного времени воздействия в течение рабочего дня. Примеры методов, применяемых для оценки вибрационного воздействия на интервале времени, превышающем один рабочий день, даны в приложении В. 6 Проведение измерений вибрации6.1 Измерительная аппаратура6.1.1 Общие положения В качестве датчиков вибрации обычно используют акселерометры. Получение корректированного виброускорения возможно с использованием различной измерительной аппаратуры. Одним из способов является измерение с помощью виброметра, выполняемого, как правило, в одном функциональном блоке и имеющего встроенные функции частотной коррекции и интегрирования. Такой прибор предназначен, в первую очередь, для экспресс-оценки вибрационного воздействия на рабочих местах и может быть применен в большинстве ситуаций, на которые распространяется настоящий стандарт. Однако с его помощью невозможно контролировать правильность проведения измерений. Более сложные измерительные системы часто основаны на выполнении той или иной формы частотного анализа (например, в третьоктавных или узких полосах частот); для хранения информации в них может быть предусмотрено цифровое или аналоговое устройство записи данных, а для сбора и анализа информации использован компьютер. Такие системы дороже и сложнее в эксплуатации, чем простые виброметры, однако позволяют контролировать процесс проведения измерений. Частотный анализ полезно проводить, если имеются какие-либо сомнения в отношении качества сигнала виброускорения (например, возможного наличия сдвига нулевого уровня, см. 6.2.4). Он позволит также получить информацию о доминирующих частотах и наличии гармоник в спектре сигнала, что может способствовать выработке мер по эффективному снижению вибрации. В предельных случаях применимости ГОСТ 31192.1-2004 (например, для повторяющихся ударов, для вибрации с доминирующими частотными составляющими в диапазоне свыше 1400 Гц) может оказаться полезной любая дополнительная информация, полученная с помощью более сложных измерительных систем. Минимальные требования к измерительной аппаратуре (характеристики частотной коррекции, пределы допусков, динамический диапазон, коэффициент преобразования, линейность преобразования и индикация перегрузки и др.) для соответствующих средств измерений и анализа установлены в ГОСТ ИСО 8041-2006. 6.1.2 Акселерометры 6.1.2.1 Общие положения Выбор акселерометра определяется ожидаемым уровнем вибрации, диапазоном частот, физическими характеристиками вибрирующей поверхности и условиями, в которых он должен работать. 6.1.2.2 Уровень вибрации Ручные машины могут производить вибрацию высокого уровня. Например, пневматические молотки способны создавать вибрацию с максимальным ускорением от 20000 до 50000 м/с2. Однако при этом большая часть вибрационной энергии лежит далеко за пределами частотного диапазона, рассматриваемого в настоящем стандарте. Поэтому выбирать для измерений следует такой акселерометр, который может сохранять способность функционировать при высоких значениях ускорения и, в то же время, обеспечивать измерения вибрации значительно более низкого уровня в диапазоне от 5,6 до 1400 Гц. Вибрацию на очень высоких частотах можно подавить с помощью механического фильтра (см. приложение С). 6.1.2.3 Диапазон частот На выбор акселерометра оказывает влияние также такая его характеристика, как основная частота резонансных колебаний. Информацию об основной частоте резонансных колебаний акселерометра предоставляет его изготовитель. В соответствии с требованиями ГОСТ ИСО 5348-2002 основная частота резонансных колебаний должна более чем в пять раз превышать верхнюю границу диапазона частот измерений (в случае локальной вибрации это будет составлять 7000 Гц). Для акселерометров пьезоэлектрического типа частота резонансных колебаний должна быть еще много выше указанной, - в идеале более 30 кГц, - чтобы минимизировать вероятность искажений вследствие сдвига нулевого уровня (см. 6.2.4). Примечание - Не следует путать основную частоту резонансных колебаний акселерометра с резонансной частотой акселерометра после его установки на обрабатываемую деталь или ручную машину - последняя характеристика определяется свойствами системы крепления акселерометра. На практике резонанс такого установленного акселерометра будет лежать существенно ниже основной резонансной частоты (см. 6.1.4). 6.1.2.4 Влияние массы акселерометра После крепления акселерометра на вибрирующую поверхность характеристики вибрации этой поверхности претерпевают изменения. Чем меньше масса акселерометра, тем меньше будет его влияние на вибрацию (см. 6.1.5). 6.1.2.5 Внешние факторы При выборе акселерометра, предназначенного для работы в особых условиях окружающей среды, необходимо принимать во внимание чувствительность коэффициента преобразования акселерометра к температуре, влажности и другим внешним факторам (см. ГОСТ ИСО 8041-2006). 6.1.3 Места установки акселерометров Согласно ГОСТ 31192.1-2004 измерения вибрации следует проводить в непосредственной близости оттого места на ладони (ладонях), которое соприкасается с вибрирующей поверхностью. Рекомендуется устанавливать акселерометр в центре зоны обхвата, если это не мешает нормальному обхвату ручной машины (органа управления, обрабатываемой детали) рукой оператора. Проведение измерений непосредственно под ладонью обычно возможно только при использовании специального адаптера (см. приложение D). Такой адаптер следует крепить под ладонью или между пальцами. На практике в большинстве случаев акселерометр крепят либо в стороне от ладони, либо с нижней стороны рукоятки в том месте, которое соответствует середине ладони. Если адаптер зажимают между пальцами руки, акселерометр должен находиться как можно ближе к поверхности рукоятки ручной машины, чтобы свести к минимуму усиление угловой составляющей вибрации. Адаптер не должен иметь собственных резонансов, способных оказать влияние на результат измерений вибрации. Результаты измерений в разных точках вибрирующей поверхности на расстоянии, меньшем, чем ширина ладони, могут существенно отличаться друг от друга. В частности, это характерно для ручных машин с боковыми рукоятками (часто встречающимися, например, у угловых шлифовальных машин), особенно когда жесткость их крепления к корпусу ручной машины мала. В этих случаях рекомендуется устанавливать акселерометр в двух точках (по обеим сторонам ладони), чтобы потом для получения оценки вибрационного воздействия усреднить результаты двух измерений. Для ручных машин многих видов точки и направления измерения локальной вибрации, используемые в процессе испытаний для заявления вибрационной характеристики машины, могут быть определены в соответствующих испытательных кодах по вибрации (см., например, ГОСТ 30873.2-2006 - ГОСТ 30873.14-2006, [1] и приложение А). Точки измерения в испытательных кодах устанавливают исходя из конкретных целей измерений (часто в направлении только одной оси), поэтому они не всегда будут удовлетворять целям оценки вибрационной экспозиции за смену. Однако при выборе точек и направлений измерения вибрации на рабочем месте полезно сравнить их с теми, что были использованы в процессе испытаний для заявления вибрационных характеристик ручных машин. 6.1.4 Крепление акселерометров 6.1.4.1 Общие положения Акселерометр на вибрирующую поверхность следует устанавливать жестко. Более подробные сведения о некоторых способах крепления даны в приложении D. Из возможных способов крепления следует выбирать тот, который обеспечивает надежную фиксацию акселерометра на вибрирующей поверхности, не мешает работе ручной машины и не оказывает влияния на измеряемую вибрацию. Каждый способ крепления имеет свои достоинства и недостатки, поэтому его выбирают в зависимости от конкретной ситуации. Система крепления не должна ухудшать линейность частотной характеристики измерительного тракта, т.е. она не должна ослаблять или усиливать отдельные составляющие вибрации и не должна вносить резонансы по всему диапазону частот измерений. Надежность фиксации датчиков следует тщательно проверять как до, так и после проведения измерений. Акселерометр, установленный на ручную машину или на обрабатываемую деталь, в той или иной степени, будет мешать оператору выполнять его работу. Поэтому крепление следует выполнять таким образом, чтобы неудобства, причиняемые оператору, были минимальны. Для этого рекомендуется перед измерениями провести наблюдения за тем, как именно оператор держит ручную машину или обрабатываемую деталь, чтобы выбрать наиболее подходящие точки установки и направления ориентации акселерометров. Эти точки и направления измерения должны быть зафиксированы. Очень важно, чтобы установка акселерометра не привела к ухудшению контроля со стороны оператора за работой ручной машины и нарушениям условий безопасности его работы. Нередко наилучшее место для измерений совпадает с положением выключателя ручной машины. Следует убедиться, что датчики вибрации, системы их крепления и соединительные кабели не препятствуют управлению ручной машиной в процессе ее работы. 6.1.4.2 Крепление на поверхность с упругим покрытием Если рукоятки ручной машины покрыты мягким материалом, вибропередаточные свойства этого покрытия будут зависеть от силы, действующей на него со стороны системы крепления датчика вибрации (далее - датчик). Поэтому необходимо убедиться, что результаты измерения вибрации не будут зависеть от упругих свойств материала. Если известно, что материал покрытия не вызовет ослабления воздействия вибрации, то при установке датчика: - следует удалить часть покрытия в той области, где должен быть установлен датчик, или - закрепить датчик таким образом, чтобы упругий материал был полностью сжат под действием силы со стороны крепления. Обычно такие действия оправданы, поскольку упругие покрытия на рукоятках ручных машин, как правило, предназначены не для снижения вибрации, а только для улучшения условий контакта руки с рукояткой1). Если же упругое покрытие в той или иной степени ослабляет воздействие вибрации (например, толщина покрытия достаточно велика), тогда датчик следует устанавливать с помощью адаптера [см. D.2 (приложение D)], удерживаемого на вибрирующей поверхности рукой оператора. Для сохранения неизменного положения адаптера в процессе измерений рекомендуется фиксировать его с помощью изоляционной ленты, намотанной без натяжения вокруг адаптера и рукоятки ручной машины. Данный способ крепления более сложен, но он обеспечивает получение более точных измерений реально действующей вибрации. 6.1.4.3 Крепление к рукояткам или зонам обхвата, изготовленным из легких упругих материалов Если рукоятки или зоны обхвата ручной машины изготовлены из легких упругих материалов (пример - пластиковые боковые рукоятки шлифовальных машин некоторых моделей), установка на них датчиков может быть осуществлена с помощью клея. 6.1.5 Масса акселерометра Установка акселерометра на вибрирующую поверхность влияет на характер вибрации. Чем больше присоединенная масса датчика, тем более существенны изменения. Если общая масса акселерометра (акселерометров) и системы крепления составляет менее 5 % массы объекта (рукоятки ручной машины или обрабатываемой детали), к которому он прикреплен, данный эффект можно не принимать во внимание. Примечание - На практике можно добиться того, чтобы масса всей системы для измерений трехкомпонентной вибрации не превышала При наличии сомнений в том, оказывает ли масса датчика влияние на вибрацию, следует провести такую проверку: - прикрепить акселерометр (акселерометры) к рукоятке ручной машины (к обрабатываемой детали) и провести измерение вибрации; - установить на ручную машину (обрабатываемую деталь) вблизи акселерометра дополнительную массу, близкую к массе акселерометра, и повторить измерения; - если полученную разницу в результатах измерений нельзя отнести только к статистическим погрешностям, для проведения измерений необходимо выбрать акселерометр (систему крепления) меньшей массы. 6.1.6 Измерения трехкомпонентной вибрации При измерениях трехкомпонентной вибрации желательно использовать базицентрическую систему координат, как определено в ГОСТ 31192.1-2004. Однако в некоторых ситуациях измерение трех составляющих вибрации невозможно или не является необходимым. В таких случаях ГОСТ 31192.1-2004 предусматривает применение соответствующего коэффициента, позволяющего результаты измерений одно- или двухкомпонентной вибрации пересчитать в оценку полной вибрации. Значение коэффициента должно находиться в интервале от 1,0 (если направление действия вибрации, в котором было проведено измерение, является доминирующим) до 1,7 (если все направления действия вибрации равноправны). Направление действия вибрации можно считать доминирующим, когда вибрация по каждому из двух других направлений не будет превышать 30 % вибрации в этом направлении. Измерять вибрацию только в одном направлении допускается лишь тогда, когда это направление является доминирующим. Примеры 1 Если при обработке изделия его положение в руках оператора непрерывно изменяется (например, при обработке небольших деталей на шлифовальном станке), для получения представительной оценки вибрационного воздействия может оказаться достаточным проведение измерений вибрации в одном направлении. 1) Известно, что в некоторых случаях плохо подобранное покрытие способно даже усиливать передаваемую вибрацию на определенных частотах. Тогда оценку полной вибрации
Поэтому для оценки полной вибрации следует использовать коэффициент 1,73 (приближенно 1,7). Таким образом, оценка полной вибрации будет получена умножением измеренного значения однокомпонентной вибрации на коэффициент 1,7. 2 Предварительные измерения для бетонолома показывают, что наибольшей является вибрация ahw,dominant в вертикальном направлении, в то время как вибрация по другим направлениям не превышает 30 % этого значения. В данном случае оценка полной вибрации будет получена из выражения
В данном случае значение коэффициента будет составлять 1,086 (приближенно 1,1). Таким образом, оценка полной вибрации будет получена умножением измеренного значения вибрации в доминирующем направлении на коэффициент 1,1. 6.1.7 Одновременные и последовательные измерения Предпочтительно проводить измерения вибрации по всем трем направлениям (осям х, у и z) сразу. Однако ручные машины некоторых моделей позволяют проводить измерения только в одном направлении. Кроме того, одновременные измерения только в одном направлении рекомендуется проводить для очень легких объектов, поскольку это позволит соблюсти условие малости общей массы акселерометров и системы крепления по сравнению с массой объекта (рукоятки, обрабатываемой детали). Если измерения проводят последовательно, необходимо, чтобы для каждого измерения вибрации (по осям х, у и z) все рабочие условия были неизменными. 6.1.8 Частотная коррекция Частотная коррекция для локальной вибрации - по ГОСТ 31192.1-2004 и ГОСТ ИСО 8041-2006. Частотная коррекция может быть реализована посредством: - аналоговых фильтров; - цифровой фильтрации временного сигнала; - использования весовых коэффициентов для спектральных составляющих в третьоктавных или узких полосах частот. При применении цифровых методов обработки сигнала, таких как цифровая фильтрация, анализ с использованием быстрого преобразования Фурье (БПФ-анализ) и др., важно, чтобы выбранные параметры обработки обеспечивали получение точных результатов во всем диапазоне частот от 5,6 до 1400 Гц. Для получения хорошего разрешения по частоте в низкочастотной области диапазона длительность измерения должна быть не ниже 20 с, а для получения точных оценок составляющих на высоких частотах необходимо, чтобы частота выборки была не ниже 3600 Гц. При применении БПФ-анализа необходимо использовать соответствующие временные окна. В случае непрерывно работающих машин вращательного или ударно-вращательного действия в качестве временного окна рекомендуется хэннинг (окно Хана). Для ручных машин ударного действия, где частота ударов (число ударов в секунду) меньше десятикратного разрешения по частоте (при анализе в узких полосах частот), следует рассмотреть возможность использования окон другого типа. Для ручных машин с очень низкой частотой ударов, например, меньшей или равной разрешению по частоте, рекомендуется анализ с использованием экспоненциального окна со следящим запуском. 6.1.9 Использование устройств записи данных Обычно рекомендуется осуществлять запись сигналов вибрации - это позволяет проводить обработку одних и тех же данных разными способами. Запись данных может быть реализована либо в аналоговом, либо в цифровом виде. В любом случае необходимо обеспечить достаточный динамический диапазон записи, чтобы сохранить данные без потерь во всем диапазоне частот. Для аналоговых устройств записи характерен динамический диапазон от 40 до 50 дБ, при котором низкочастотные составляющие сигнала виброускорения обычно теряются в шуме магнитной ленты. Цифровые системы обеспечивают лучшие характеристики по динамическому диапазону, но необходимо этот диапазон использовать оптимальным образом. Некоторые аналоговые и некоторые цифровые системы записи используют метод сжатия данных для уменьшения места, занимаемого ими на носителе. Применять такие системы можно только в том случае, если доказано, что это не приводит к существенным потерям информации. Измерительная аппаратура, в состав которой входит устройство записи данных, должна удовлетворять требованиям ГОСТ ИСО 8041-2006. 6.1.10 Диапазон измерений Большинство измерительных инструментов позволяют пользователю выбирать диапазон измерений ускорения. Этот выбор следует осуществлять в процессе выполнения пробных измерений. Для получения оптимальной характеристики по соотношению сигнал/шум выбирают наименьший из возможных диапазонов измерений, не допуская при этом появления перегрузок. 6.1.11 Время усреднения Для получения среднеквадратичного значения корректированного виброускорения вибрацию усредняют на периоде нормального использования ручной машины или на периоде контакта оператора с обрабатываемой деталью с использованием операции линейного интегрирования. Экспоненциальное интегрирование (см. ГОСТ 31192.1-2004 и ГОСТ ИСО 8041-2006) допускается использовать только в случае, если сигнал вибрации является существенно стационарным. 6.2 Возможные источники ошибок при проведении измерений6.2.1 Соединения кабеля На практике большинство проблем при измерении локальной вибрации связано с качеством соединения акселерометра с сигнальным кабелем. Необходимо убедиться, что все кабельные соединения выполнены надежно, а сам кабель не имеет каких-либо повреждений. В частности, необходимо убедиться, что в процессе работы ручной машины (в процессе обработки детали) в месте соединения кабеля с акселерометром не наблюдаются чрезмерные механические напряжения. Плохое соединение может приводить к отсутствию сигнала, что, в свою очередь, может быть интерпретировано как отсутствие вибрации. А кратковременные потери контакта будут проявляться как сдвиги нулевого уровня, в промежутках между которыми сигнал выглядит нормально. Повреждение экранирующей оплетки кабеля может вызывать появление электрических наводок, что будет причиной высокого уровня составляющих на частоте сети. Для электрических ручных машин, у которых доминирующие составляющие вибрации обычно лежат на частоте напряжения сети или ее гармониках, обнаружить данный вид повреждения будет особенно трудно. Для пьезоэлектрических акселерометров, требующих использования согласующего усилителя с высоким входным импедансом, потеря контакта в цепи заземления кабеля может вызвать очень высокие наводки на частоте питания электрической сети. 6.2.2 Влияние электромагнитных полей Электрические, магнитные и электромагнитные поля не должны оказывать влияния на результат измерений. При наличии емкостной или индуктивной связи между сигналами влияние неизбежных электромагнитных помех может быть уменьшено применением следующих мер: - экранированием кабелей; - использованием витых кабелей; - заземлением экранирования сигнального кабеля только с одного конца, обычно со стороны усилителя; - использованием датчика с выходами, симметричными относительно земли, и дифференциального усилителя; - недопущением прокладывания сигнального кабеля параллельно кабелям системы питания; - обеспечением электрической изоляции между акселерометром и вибрирующей поверхностью. 6.2.3 Трибоэлектрические явления Кабели измерительной системы не должны подвергаться воздействию вибрационных напряжений высокой амплитуды, особенно для систем с большим внутренним сопротивлением, таких как пьезоакселерометр, поскольку подобные деформации приводят к появлению паразитных электрических сигналов. Поэтому кабели должны быть надежно закреплены на вибрирующей поверхности в точке, находящейся поблизости от акселерометра (например, с помощью изоляционной ленты). Для пневматических ручных машин обычно хороший эффект дает фиксация кабеля через равные расстояния вдоль линии подачи сжатого воздуха. 6.2.4 Сдвиг нулевого уровня Воздействие на пьезоэлектрический датчик высоких ускорений на высоких частотах, например при работе ручной машины ударного действия без системы демпфирования, может вызвать появление сдвига нулевого уровня, искажающего сигнал вибрации таким образом, как будто в нем появилась дополнительная низкочастотная составляющая. Это искажение происходит внутри датчика вследствие механической перегрузки его пьезоэлектрического элемента. Чтобы избежать появления сдвига нулевого уровня, можно использовать механический фильтр (см. приложение С). Наличие сдвига нулевого уровня в первую очередь наблюдается в низкочастотном диапазоне ниже
частоты ударов ручной машины, и его легко обнаружить при частотном анализе вибрационного сигнала по
характерному виду спектра в области нижних частот (участку, напоминающему по форме лыжный склон
или спектр фликкер-шума с нереалистично большим значением энергии низкочастотной вибрации). Преобразуя среднеквадратичное значение некорректированного виброускорения а в перемещение d по формуле d = a/( Хотя наличие сдвига нулевого уровня можно обнаружить из анализа низкочастотных составляющих вибрационного сигнала, он оказывает влияние на весь спектр вибрации в целом. Поэтому любые измерения, для которых наблюдается данный эффект, должны быть признаны непригодными. Не следует пытаться использовать результаты измерений, в которых явно виден признак сдвига нулевого уровня, удаляя или каким-либо образом корректируя низкочастотную область спектра. 6.3 Проверка и подтверждение характеристик измерительного тракта6.3.1 Регулярные проверки работоспособности Как до, так и после проведения последовательности измерений весь измерительный тракт должен быть проверен с помощью вибрационного калибратора (эталонного источника вибрации), воспроизводящего синусоидальную вибрацию с известным ускорением на известной частоте. Примечание - На практике коэффициент преобразования акселерометра редко изменяется в процессе измерений, однако сам акселерометр может получить механические повреждения. Регулярные проверки позволяют выявить мнимые изменения коэффициента преобразования и при необходимости исключить некоторые измерения. 6.3.2 Проведение плановых испытаний для подтверждения характеристик измерительного тракта Характеристики измерительного тракта следует периодически (например, каждые два года) подтверждать. В процессе испытаний должно быть подтверждено, что измерительный тракт работает в пределах допусков, установленных ГОСТ ИСО 8041-2006. Помимо периодических поверок испытания на подтверждение характеристик измерительной системы следует проводить всякий раз после того, как какая-либо ответственная часть измерительной системы была подвергнута грубому обращению. Результаты испытаний должны быть зафиксированы. 7 Неопределенность оценки вибрационной экспозиции за смену7.1 Неопределенность в измерении ускоренияНеопределенность результатов измерений вибрации, воздействующей на оператора, зависит от действующих для каждого конкретного измерения факторов, таких как: - неопределенность, приписываемая средствам измерений; - неопределенность калибровки; - наличие электрических помех; - влияние крепления акселерометров; - влияние массы акселерометров; - влияние расположения акселерометров; - отклонения режима работы ручной машины от нормального, изменения в позе рук и прилагаемых силах, связанных с процессом измерения (т.е. креплением акселерометров и подсоединением кабелей); - изменения в способе работы оператора (бессознательно проявляющихся под влиянием того, что он является субъектом измерений). Кроме этого, на неопределенность общей оценки воздействия вибрации влияют изменения, наблюдаемые в течение рабочего дня, такие как: - изменения состояния ручной машины и вставного инструмента (например, износ шлифовального диска может резко изменить вибрацию, воздействующую на оператора); - изменения в позе и прилагаемых силах; - изменения в характеристиках объекта обработки (обрабатываемого материала). Примечания 1 Неопределенность, связанная с измерительным инструментом и калибровкой, электрическими помехами, креплением и массой акселерометра, обычно мала по сравнению с неопределенностью, обусловленной выбором точек измерения и изменчивостью рабочих условий. 2 При накоплении данных о воздействии вибрации на конкретное лицо желательно, по возможности, проводить измерения для машин и вставных инструментов разных поколений и в разном техническом состоянии. 3 Если целью измерений является оценка воздействия вибрации, связанной с выполнением конкретной задачи, источником неопределенности может быть также разница между операторами (их квалификацией, телосложением и т.д.) (см. 7.3). 7.2 Неопределенность в измерении времени воздействияНеопределенность оценки времени воздействия зависит от неопределенности: - измерений длительности воздействия; - оценок числа рабочих циклов в день; - оценок времени воздействия, сделанных самими операторами (см. приложение В); данный вид неопределенности может быть следствием неправильного понимания поставленного вопроса (путаницей между временем использования ручной машины и временем реального воздействия вибрации), а также неточных оценок периодов времени, в течение которых имело место воздействие вибрации (см. 5.5). 7.3 Оценка неопределенностиИсточники неопределенности зависят от операции, для которой проводят измерения. Исследователю необходимо выявить основные источники вибрации (например, дисбаланс диска шлифовальной машины), после чего провести ряд измерений для установления размера неопределенности и расчета стандартного отклонения, связанного с основными источниками неопределенности (например, для шлифовальных машин может оказаться полезным проведение измерений для дисков с разными дисбалансами). При получении оценки вибрационной экспозиции за смену неопределенность этой оценки должна быть ограничена в зависимости от преимущественного вида вибрации: 20 % для стационарной вибрации и 40 % для вибрации в форме импульсов (переходных процессов). Если целью измерений является не оценка вибрационного воздействия на конкретного рабочего, а оценка воздействия при выполнении конкретной задачи, то для получения такой оценки следует, по возможности, провести измерения с участием, как минимум, трех операторов. Результат, который вносят в протокол испытаний, должен быть получен путем арифметического усреднения, при этом следует указать также значение стандартного отклонения измерений. 8 Расчет вибрационной экспозиции за сменуЗачастую воздействие вибрации на рабочего в течение рабочего дня складывается из нескольких операций. Для каждой такой операции /следует измерить полное значение вибрации ahvi и время воздействия Ti Вибрационную экспозицию за смену А(8), м/с2, рассчитывают по формуле где T0 - базовое значение временного интервала за 8 ч (28800 с), n - число операций. Чтобы облегчить сравнение между различными операциями и оценить долю каждой операции в значении вибрационной экспозиции за смену А(8), рекомендуется проводить расчет составляющих, вносимых отдельными операциями в вибрационную экспозицию за смену, по формуле Тогда значение вибрационной экспозиции за смену можно получить по формуле
Для каждой руки оператора значение A(8) должно быть рассчитано отдельно. Неопределенность оценки A(8) часто весьма высока (типичные значения - от 20 % до 40 %). Поэтому при представлении полученного значения достаточно указывать две значащие цифры. Практическое применение расчетов вибрационной экспозиции за смену рассмотрено в приложении Е. 9 Протокол испытанийВ протоколе испытаний должна быть ссылка на настоящий стандарт и указана, в зависимости от ситуации, следующая информация: a) информация общего характера: - наименование компании (заказчика); - цель проведения измерений (например, оценка воздействия вибрации на конкретных рабочих, на группы рабочих, оценка управленческих решений, эпидемиологические исследования); - дата проведения измерений и оценки; - лицо или лица, для которых была проведена оценка воздействия; - лицо, проводившее измерения и оценку; b) условия окружающей среды на рабочем месте: - место, где были проведены измерения (внутри помещения, вне помещения, на производственной территории); - температура; - влажность; - шум; c) информация, обусловившая выбор операций, для которых проведены измерения (см. 5.2); d) фотография рабочего дня для каждой исследуемой операции: - описание операций; - используемые машины и вставной инструмент; - используемые материалы или обрабатываемые детали; - характер воздействия (например, часы работы, периоды перерывов); - информация, необходимая для определения времени воздействия вибрации в течение рабочего дня (например, выработка или число рабочих циклов или обработанных деталей в день, длительность воздействия вибрации на одном цикле или для одной детали); e) сведения об источниках вибрации: - техническое описание ручной машины; - вид и модель ручной машины; - срок службы и техническое состояние ручной машины; - масса ручной машины или обрабатываемой детали; - средства снижения вибрации, примененные на данной ручной машине, если такие имеются; - способ удерживания ручной машины в руках оператора; - мощность ручной машины; - частота вращения или частота нанесения ударов; - типы и модели вставного инструмента; - любая дополнительная информация (например, дисбаланс вставного инструмента); f) средства измерений: - состав измерительной системы; - порядок проведения калибровок элементов измерительной системы; - дата последних поверочных испытаний; - результаты теста на контроль функциональности; - результаты испытаний на воздействие внешних факторов; g) условия измерения виброускорения: - расположение и ориентация акселерометров (с приложением схемы и указанием размеров); - способы крепления акселерометров; - масса акселерометров и системы крепления; - рабочие условия; - поза и положение рук оператора (с указанием, является оператор правшой или левшой); - любая дополнительная информация (например, значения сил нажатия и обхвата); h) результаты измерений: - среднеквадратичные значения корректированного виброускорения в направлениях х, у и z для каждой операции (т.е. ahwjx, ahwiy и ahwiz, соответственно); - длительности измерений; - спектр некоррелированной вибрации (в случае проведения частотного анализа); - значение коэффициента, используемого для получения оценки полной вибрации, с обоснованием его выбора, а также с обоснованием выбора направления (направлений) измерения (в случае проведения измерений только в одном или двух направлениях); i) результаты оценки вибрационной экспозиции за смену: - значение полной вибрации ahvi для каждой операции; - длительность воздействия вибрации Ti для каждой операции; - доля каждой операции Ai(8) в значении вибрационной экспозиции за смену (если такой расчет был проведен); - вибрационная экспозиция за смену A(8); - оценка неопределенности определения вибрационной экспозиции за смену. Приложение А
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
Номер стандарта |
Вид ручной машины |
Расположение точек крепления |
Требования к испытаниям |
||
|
30873.2 |
Молотки рубильные Молотки клепальные |
Рукоятка лучкового типа (открытая или закрытая)
|
Рукоятка пистолетного типа
|
Прямая ручная машина
|
Нормальное положение датчика должно быть посередине длины основной рукоятки в точке приложения силы нажатия. В случае рукояток лучкового (открытого или закрытого) или пистолетного типа с пусковым устройством такое положение может оказаться невозможным. Тогда датчик помещают как можно ближе к указанному месту или как можно ближе к руке между большим и указательным пальцами. Для машин с симметричными рукоятками датчик располагают на той из них, где нет пускового устройства. Для машин без устройства демпфирования измерения достаточно проводить в направлении нанесения ударов или вдоль оси сверления |
|
30873.14 |
Молотки зачистные пучковые Машины для работы по камню |
||||
|
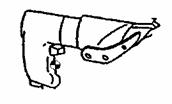
30873.3 |
Перфораторы Молотки бурильные |
Перфоратор
|
Тяжелый бурильный молоток
|
Легкий бурильный молоток
|
|
|
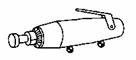
30873.5 |
Бетоноломы Молотки отбойные |
Отбойный молоток
|
Бетонолом
|
Сверлильная машина
|
|
|
30873.6 |
Машины сверлильные ударно-вращательные |
||||
|
30873.9 |
Трамбовки |
Трамбовка
|
|
||



Продолжение таблицы А.1
|
Номер стандарта |
Вид ручной машины |
Расположение точек крепления |
Требования к испытаниям |
|
|
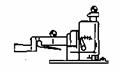
30873.4 |
Машины шлифовальные |
Маленькая угловая шлифовальная машина
|
Большая угловая шлифовальная машина
|
Датчики устанавливают на обеих рукоятках - по две на каждой. Желательное положение - внизу рукояток, симметрично относительно обычного места расположения руки оператора ( Датчики устанавливают перпендикулярно к рукоятке |
|
Вертикальная шлифовальная машина
|
Прямая шлифовальная машина
|
|||
|
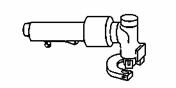
30873.7 |
Машины резьбозавертывающие Гайковерты безударные Гайковерты ударные |
Прямая машина
|
Угловая машина
|
Датчики крепят в местах, показанных на рисунках, где оператор удерживает машину. Обычное положение - посередине рукоятки. Если это невозможно из-за положения пускового устройства, - то максимально близко к указанному месту. Для прямых машин с устройством управления датчики располагают так, чтобы измерять ускорение на поверхности машины параллельно оси вала двигателя. Датчик располагают максимально близко к поверхности машины |
|
|
|
Рукоятка пистолетного типа
|
Рукоятка лучкового типа
|
|






Продолжение таблицы А.1
|
Номер стандарта |
Вид ручной машины |
Расположение точек крепления |
Требования к испытаниям |
|
|
30873.8 |
Машины полировальные |
Эксцентриковая шлифовальная машина
|
Плоскошлифовальная машина
|
Датчики устанавливают в точках на корпусе и рукоятках (при их наличии), где оператор обычно удерживает машину и прилагает силу нажатия. Но если корпус имеет специальный выступ для удерживания машины, - датчик ставят на этот выступ. Для машин с двумя рукоятками измерения проводят на обеих. Но если у небольших угловых машин для удерживания рукой предусмотрен корпус, его считают второй рукояткой. Датчик крепят посередине рукоятки и, предпочтительно, внизу |
|
30873.10 |
Ножницы вырубные Ножницы ножевые |
Угловая полировальная машина
|
Вертикальная полировальная машина
|
|
|
Вырубные ножницы
|
Измерения проводят на основных рукоятках в местах, где оператор обычно удерживает машину и прилагает силу нажатия. Нормальное положение датчиков - посередине рукоятки, внизу. Если такое размещение невозможно из-за пускового уст- |
|||
|
|
|
Ножевые ножницы
|
Ножницы для круговой резки
|
ройства, датчик должен находиться максимально близко к руке между указательным и средним пальцами |





Продолжение таблицы А.1
|
Номер стандарта |
Вид ручной машины |
Расположение точек крепления |
Требования к испытаниям |
|||
|
30873.12 |
Пилы Напильники |
Маятниковая пила
|
Дисковая пила
|
Напильник
|
Измерения проводят на основных рукоятках в местах, где оператор обычно удерживает машину и прилагает силу нажатия. Нормальное положение датчиков - посередине рукоятки, |
|
|
|
|
Ножовочная пила
|
Ножовочная пила с рукояткой лучкового типа
|
Лобзик
|
внизу. Если такое размещение невозможно из-за пускового устройства, датчик должен находиться максимально близко к руке между указательным и средним пальцами |
|
|
30873.13 |
Машины для шлифования матриц |
Прямая машина
|
Угловая машина
|
Измерения проводят на основных рукоятках с помощью
двух датчиков на расстоянии
|
||
|
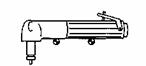
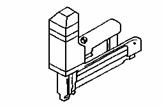
30873.11 |
Машины гвоздезабивные Машины скобозабивные Машины кнопкозабивные |
|
Измерения проводят на рукоятке, где оператор держит машину и на которую нажимает при работе. Датчик ставят перед зоной обхвата в направлении движения исполнительного устройства, чтобы не создавать помех работе оператора |
|||


Продолжение таблицы А.1
|
Номер стандарта |
Вид ручной машины |
Расположение точек крепления |
Требования к испытаниям |
|
_1) |
Пилы цепные |
|
Акселерометры устанавливают как можно ближе к руке оператора, но не мешая нормальному обхвату ручной машины. Центр тяжести акселерометра не должен отстоять от ближайшей руки далее чем на |
|
_1) |
Пилы кустарниковые |
|
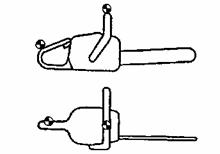

1) Межгосударственного стандарта для машин данного вида нет. Пример взят из [1].
Приложение В
(рекомендуемое)
Оценка вибрационного воздействия в течение более одного рабочего дня
В.1 Введение
В ГОСТ 31192.1-2004 установлен метод оценки вибрационной экспозиции за смену в пределах одного рабочего дня. Этот метод не предназначен для вычисления оценок вибрационной экспозиции за смену на основе более длительных измерений, а оценка связи между параметрами вибрации и ее влиянием на здоровье (ГОСТ 31192.1-2004, приложение С) дана в предположении, что значение вибрационной экспозиции за смену день ото дня сохраняется неизменным.
Однако в некоторых случаях важно получить оценку воздействия на основе информации, собранной в течение периода времени более одного рабочего дня. Для работ некоторых видов (например, в строительстве) время использования ручных машин в разные рабочие дни различно, поэтому трудно, а то и невозможно использовать наблюдения или записи рабочего журнала для оценки типичного времени воздействия вибрации в течение рабочего дня. Кроме того, возможны ситуации, когда необходимо знать оценки, характеризующие воздействие полной вибрации за более длительный период времени (например, в течение всего рабочего стажа).
В настоящем приложении приведены примеры способов оценки воздействия вибрации за период времени более одного рабочего дня. Полученные для такого увеличенного периода времени результаты не следует применять для определения риска здоровью работающего. В процессе получения данных оценок следует также вычислять и фиксировать оценку реальной вибрационной экспозиции за смену.
В.2 Оценка типичной длительности воздействия вибрации в случае, когда время воздействия для разных дней различно
В случае, когда рабочий ежедневно подвергается воздействию вибрации, но вибрационное воздействие в разные рабочие дни бывает разным (например, в строительстве, когда одно рабочее задание выходит за пределы одной рабочей смены), может оказаться полезным сравнение типичных вибрационных воздействий. Оценку типичной вибрационной экспозиции за смену Atypical(8) определяют по формуле
|
|
(В.1) |
где Ad (8) - вибрационная экспозиция за смену в d-й день;
N - число рабочих дней, за которые проведена оценка.
Если уровень воздействующей вибрации каждый рабочий день один и тот же (т.е. каждый день используется одна и та же ручная машина), но изменяется время использования этой ручной машины в течение дня, тогда формулу (В.1) преобразуют к виду
|
|
(В.2) |
где ahv - значение полной вибрации при выполнении операции;
Т0 - базовое значение временного интервала равное 8 ч (28800 с);
td - средняя длительность воздействия вибрации в течение рабочего дня.
B.3 Получение данных в случае, когда воздействие вибрации имеет место не каждый рабочий день
Воздействие вибрации может носить нерегулярный характер, так некоторые операции могут быть выполнены в один день, но не выполнены в другой (например, чистка вагранки в литейном цехе). В этом случае в те дни, когда воздействие вибрации имеет место, проводят оценку вибрационной экспозиции за смену и регистрируют число дней в неделю, в месяц и в год, когда такое воздействие отсутствует.
Приложение С
(рекомендуемое)
Механические фильтры
С.1 Общие положения
Риск появления сдвига нулевого уровня в пьезоэлектрическом акселерометре (см. 6.2.4) можно уменьшить, если с большой тщательностью отнестись к выбору акселерометра (см. 6.1.2). Однако при проведении измерений на машинах ударного или вращательно-ударного действия, а также при наличии каких-либо сомнений в качестве снимаемого вибросигнала, рекомендуется применять механический фильтр, устанавливаемый между датчиком и источником вибрации. Такой фильтр позволяет ослабить составляющие переходного процесса на очень высоких частотах и тем самым предотвратить механические перегрузки пьезоэлемента. Механический фильтр работает как фильтр нижних частот, ослабляющий те частотные составляющие, которые служат источником появления сдвига нулевого уровня, в то время как вибрация в диапазоне частот измерений остается неизменной.
Примечание - Сдвиг нулевого уровня появляется вследствие особенностей работы пьезоэлектрических акселерометров. У акселерометров других типов, например пьезорезистивных, такого эффекта нет. Поэтому использование механических фильтров для предотвращения сдвига нулевого уровня оправдано, как правило, только при применении пьезоэлектрических акселерометров.
Другое назначение механического фильтра - уменьшить влияние нежелательных высокочастотных составляющих вибрации на акселерометр, чтобы не допустить его перегрузки. Это позволит использовать акселерометры с более высоким значением коэффициента преобразования.
С.2 Выбор механического фильтра
Механический фильтр должен соответствовать применяемому акселерометру. Частота среза механического фильтра зависит от массы акселерометра. Механические фильтры поставляют некоторые изготовители
датчиков вибрации, но их можно изготовить и самостоятельно из подходящих упругих материалов. Для легких
датчиков (порядка
Применение механического фильтра не должно приводить к изменению частотной характеристики измерительной системы в диапазоне частот измерений, т.е. он не должен вызывать усиление или ослабление составляющих ниже 1400 Гц, а дополнительная масса механического фильтра не должна вызывать изменение характеристик вибрации вибрирующей поверхности. Для оценки частотной характеристики механического фильтра рекомендуется сравнить результаты измерений вибрации ручной машины, для которой известно точно, что сдвиг нулевого уровня у нее отсутствует, проведенных до и после установки механического фильтра.
Размеры системы «механический фильтр - датчик вибрации» должны быть как можно меньше, чтобы датчик находился максимально близко к вибрирующей поверхности.
Не рекомендуется устанавливать на механический фильтр трехкомпонентный датчик вибрации.
С.3 Использование осей, перпендикулярных к направлению действия ударов
Обычно механический фильтр необходим, чтобы избежать сдвига нулевого уровня при проведении измерений виброускорения вдоль доминирующего направления действия вибрации, т.е. вдоль оси нанесения ручной машиной ударного действия.
Если же возможно появление сдвига нулевого уровня и для других направлений измерений, механические фильтры следует использовать с осторожностью, поскольку применение механического фильтра в данном случае может привести к эффекту, эквивалентному повышению коэффициента преобразования вибрации в поперечном направлении, вследствие повышения угловых колебаний акселерометра. Для минимизации эффекта угловых колебаний акселерометр должен быть установлен таким образом, чтобы его ось минимальной чувствительности к поперечной вибрации совпадала с направлением нанесения ударов.
Приложение D
(рекомендуемое)
Рекомендации по креплению акселерометров
D.1 Введение
Для фиксации акселерометра на вибрирующей поверхности разработаны различные способы крепления. На рисунках D.1 - D.4 приведены некоторые из таких способов с указанием условий применения, а также с описанием их достоинств и недостатков. Показанные способы обеспечивают линейную частотную характеристику в диапазоне частот измерений. Более подробное руководство по креплению акселерометров, включая ориентировочные значения резонанса установленного датчика для каждого способа крепления, представлено в ГОСТ ИСО 5348-2002.
D.2 Способы крепления
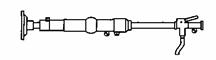
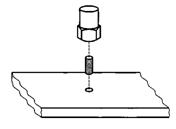
D.2.1 Крепление на шпильку (резьбовое соединение) (рисунок D.1)
В материале вибрирующей поверхности высверливают отверстие, в котором затем нарезают резьбу. Акселерометр крепят к поверхности с помощью стандартной шпильки, ввинченной в это отверстие. Чтобы соединение не ослабло под воздействием вибрации, между контактирующими поверхностями можно нанести слой клея.
|
Достоинства |
Недостатки |
|
Хорошая частотная характеристика. Нет зависимости от температуры поверхности |
Поверхность контакта должна быть плоской. Нельзя использовать в случае, когда это может повлиять на безопасную работу электрической или пневматической системы машины |
Рисунок D.1 - Крепление на шпильку (резьбовое соединение)
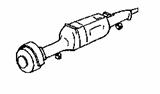
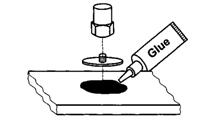
D.2.2 Крепление на клей или цемент (рисунок D.2)
Для установки акселерометра на вибрирующую поверхность можно использовать клей или цемент типа эпоксидной смолы. Чтобы не наносить клей непосредственно на акселерометр, его обычно наносят на шпильку. Не рекомендуется использовать мягкие клеи или воск, поскольку такое соединение ненадежно и не обеспечивает требуемой частотной характеристики.
|
Материал крепления |
Достоинства |
Недостатки |
|
Клей |
Хорошая частотная характеристика |
Поверхность контакта должна быть плоской и чистой |
|
Цемент (эпоксидная смола) |
Хорошая частотная характеристика Крепление к неровной поверхности |
Поверхность контакта должна быть чистой |
Рисунок D.2 - Крепление на клей или цемент
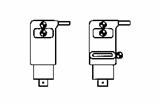
D.2.3 Крепление с помощью зажимов (рисунок D.3)
Акселерометр устанавливают на легкий блок. Блок удерживается на вибрирующей поверхности с помощью гибких хомутов. Для этой цели можно применять хомуты как металлические, так и из нейлона. При этом нейлоновые ленты должны обеспечивать плотное соединение (непригодны ленты многократного использования с насечкой, действующие по принципу храпового механизма). Следует обращать внимание на то, чтобы все резонансные частоты устройства крепления лежали существенно выше (в 2,5 - 3 раза) верхней границы частотного диапазона измерений.
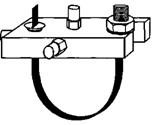
а) Металлический U-образный зажим (с помощью металлического хомута)
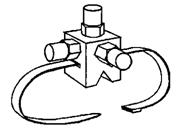
b) Зажим с помощью нейлоновой ленты или металлического хомута
Рисунок D.3 - Крепление с помощью зажимов
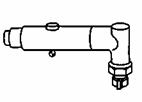
D.2.4 Ручные адаптеры (рисунок D.4)
Фиксированная система крепления пригодна не во всех случаях, в частности, когда рукоятка покрыта упругим материалом. Подвижная система крепления с помощью ручного адаптера удерживается на месте силой обхвата ладонью оператора, хотя часто целесообразно для дополнительной связи адаптера с поверхностью использовать изоляционную ленту.
В случае сложных поверхностей может потребоваться изготовление адаптеров специальной формы. Для их изготовления используют легкообрабатываемый материал, позволяющий сформировать эллиптический диск, который своей нижней поверхностью повторяет форму рабочей поверхности, а верхняя поверхность - где оставлено место для акселерометра, - прижимается ладонью руки. Акселерометр один раз жестко устанавливают в адаптере, после чего тот удобно может быть расположен между рукой и рабочей поверхностью.
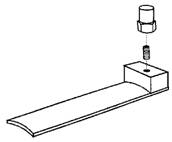
а) Адаптер простой формы

б) Адаптер специальной формы
|
Форма адаптера |
Достоинства |
Недостатки |
|
Адаптер простой формы |
Применим, когда фиксированное крепление невозможно, например на мягких или упругих материалах |
Пригоден только при фиксированном положении ладони, которая постоянно должна обхватывать рукоятку. Частотная характеристика зависит от материала поверхности. Наличие адаптера может изменить выполнение операции ручной машиной и сказаться на результате измерений. Для измерений поперечной вибрации требуется дополнительная фиксация (например, с помощью клея) |
|
Адаптер специальной формы |
Применим, когда фиксированное крепление невозможно, например на мягких или упругих материалах. Оказывает незначительное влияние на работу ручной машины. Достаточно хорошая частотная характеристика |
Изготовление адаптера - трудоемкая процедура, требующая больших затрат времени. Трудно применять при измерениях трехкомпонентной вибрации |
Рисунок D.4 - Ручные адаптеры
Приложение Е
(справочное)
Примеры расчета вибрационной экспозиции за смену
Е.1 Введение
В настоящем приложении дано несколько примеров организации измерений и расчетов вибрационной экспозиции за смену А(8) в соответствии с требованиями раздела 8. Процедура измерений для данных примеров соответствует требованиям 5.3.
Для всех примеров настоящего приложения:
- под уровнем вибрации понимают усредненное значение полной вибрации;
- воздействие вибрации оценивают только одним числовым значением (хотя обычно следует получать такие оценки для правой и левой руки по отдельности);
- в течение всего периода воздействия изменения уровня вибрации приняты незначительными (на практике обычно приходится иметь дело с более значительными вариациями уровня, что требует проведения усреднения по нескольким измерениям).
Е.2 Пример оценки вибрации при использовании одной ручной машины
Е.2.1 Продолжительные измерения при непрерывной работе ручной машины
Ситуация, когда ручная машина непрерывно работает в течение длительного периода времени и в процессе этой работы рука оператора находится в непрерывном контакте с ручной машиной или обрабатываемой деталью, является простейшей с точки зрения измерений. Примером операций такого типа является выравнивание больших поверхностей с помощью трамбовки, машин для полировки пола, газонокосилок. В данном случае:
- измерения уровня вибрации проводят в течение длительного периода времени, позволяющего получать надежные, представительные результаты;
- время воздействия вибрации совпадает с временем использования ручной машины.
a) Преимущества
Измеренное значение уровня вибрации легко использовать для оценки воздействия в других условиях, когда время воздействия изменяется.
b) Недостатки
Существенных недостатков у данного способа измерений нет, но, к сожалению, на практике не так часто встречаются случаи, когда его можно применить.
Пример - За смену трамбовку используют в течение 2,5 ч, никакой другой виброопасный инструмент не применяют. Фотография вибрационного воздействия аналогична той, что изображена на рисунке Е. 1. Среднеарифметическое по трем измерениям вибрации на рукоятках ручной машины дает значение полной вибрации ahv - 7,4 м/с2.
Значение вибрационной экспозиции за смену А(8) определяют по формуле (2), которая в случае одного непрерывного воздействия принимает вид
|
|
(Е.1) |
1 - длительность измерений; 2 - время выполнения операции (воздействия вибрации); 3 - время; 4 - ahv,measured
Рисунок Е.1 - Продолжительные измерения при непрерывной работе ручной машины
Е.2.2 Продолжительные измерения при работе ручной машины с перерывами
На практике часто наблюдают случаи, когда рука рабочего во время выполнения операции находится в постоянном контакте с ручной машиной или обрабатываемой деталью, но сама машина работает с короткими перерывами. Примером операции такого типа является работа с шлифовальными машинами, цепными пилами, зубильными молотками.
Если ручная машина находится в работающем состоянии большую часть времени своего использования, то одним из вариантов является:
- проведение продолжительных измерений уровня вибрации в течение представительного периода использования ручной машины, при этом
- за время воздействия вибрации принимают общее время использования ручной машины в течение рабочего дня.
a) Преимущества
Измеренный уровень вибрации является представительным для реального выполнения данной операции, включая периоды, когда машина набирает обороты до достижения рабочей скорости, останавливается или находится в отключенном состоянии (при других способах измерений воздействие во время переходных процессов может быть оценено неточно).
b) Недостатки
Измеренный данным способом уровень вибрации зависит от доли общего времени нахождения ручной машины в руках оператора, когда та была включена и работала. Поэтому полученное значение не так легко перенести на другие ситуации с использованием той же ручной машины.
На результат измерений могут оказать влияние случайные удары (например, когда ручную машину кладут на верстак), не связанные с воздействием вибрации.
Пример - Шлифовальную машину используют для шлифовки дискообразной отливки. Записи в рабочем журнале показывают, что в среднем за смену обрабатывают 100 отливок. При обработке каждой отливки оператор сначала шлифует ее по ободу, а затем по верхней и нижней сторонам. Фотография вибрационного воздействия аналогична той, что изображена на рисунке Е.2. Среднее значение вибрации на одном цикле ahv = 3,6 м/с2.
Каждый цикл полностью занимает 2 мин. При производительности 100 отливок в день общее время воздействия вибрации будет составлять 200 мин или 3 ч 20 мин (3,33 ч). Значение вибрационной экспозиции за смену А(8) определяют по формуле (2), которая в случае одного непрерывного воздействия принимает вид
|
|
(Е.2) |


1 - длительность измерений; 2 - время воздействия вибрации (в данном случае, общее время использования инструмента); 3 - время; 4 - ahvmeasured
Рисунок Е.2 - Продолжительные измерения при работе ручной машины с перерывами
Примечания
1 Для таких инструментов, как шлифовальная машина с большой вероятностью уровень вибрации для левой и правой рук будет разным, и, кроме того, разным может оказаться и время воздействия вибрации. В таком случае оценки воздействия вибрации следует получить для каждой руки отдельно.
2 Другой способ анализа этой же рабочей операции дан в Е.2.3.
Е.2.3 Непродолжительные измерения при работе ручной машины с перерывами
На практике часто наблюдают случаи, когда либо сама ручная машина работает с длительными перерывами, хотя рука рабочего во время выполнения операции находится в постоянном контакте с ручной машиной или обрабатываемой деталью, либо рука рабочего отпускает ручную машину во время выполнения операции. Примером операции такого типа является работа с портативными шлифовальными машинами или на шлифовальных станках, с цепными или кустарниковыми пилами, зубильными молотками.
В данных случаях:
- проводят непродолжительные измерения уровня вибрации только в течение некоторого периода во время работы ручной машины. При этом можно применить прием имитации непрерывной работы (например, используя для шлифовки на шлифовальном станке бракованные детали);
- за время воздействия вибрации принимают общее время работы ручной машины в течение рабочего дня.
a) Преимущества
Измеренное значение уровня вибрации легко использовать для оценки воздействия в других условиях, когда время воздействия изменяется.
b) Недостатки
В данном способе при получении оценки вибрационной экспозиции за смену не учитывают вибрацию, действующую при наборе машиной оборотов до рабочей скорости, при снижении оборотов или при нахождении машины в отключенном состоянии. Если периоды действия такой вибрации сопоставимы с временем работы ручной машины на рабочей скорости, тогда погрешность оценки вибрационной экспозиции за смену будет значительна.
Пример - Шлифовальную машину используют для шлифовки дискообразной отливки. Записи в рабочем журнале показывают, что в среднем за смену обрабатывают 100 отливок. При обработке каждой отливки оператор сначала шлифует ее по ободу, а затем по верхней и нижней сторонам. Фотография вибрационного воздействия аналогична той, что изображена на рисунке Е.3.
Каждый цикл состоит из трех периодов:
- 20 с на шлифование обода;
- 40 с на шлифование верхней плоскости, после чего диск переворачивают
и
- 40 с на шлифование нижней плоскости.
Таким образом, в течение каждого рабочего цикла шлифовальная машина работает 100 с (или 1 мин 40 с) в течение 2-минутного рабочего цикла. При производительности 100 отливок в день общее время воздействия вибрации будет составлять 167 мин или 2 ч 47 мин (2,78 ч).
При проведении измерений в процессе имитационного шлифования на бракованных деталях было получено значение ahv = 3,9 м/с2. Значение вибрационной экспозиции за смену А(8) определяют по формуле (2), которая в случае одного непрерывного воздействия принимает вид
|
|
(Е.3) |

Примечание - Другой способ анализа этой же рабочей операции дан в Е.2.2.
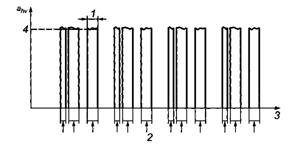
1 - длительность измерений; 2 - время воздействия вибрации (в данном случае, общее время работы инструмента); 3 - время; 4 - ahvmeasured
Рисунок Е.3 - Непродолжительные измерения при работе ручной машины с перерывами
Е.2.4 Измерения в течение фиксированного интервала времени для одиночных ударов или всплесков вибрации ручной машины
Для работы ручных машин некоторых видов характерно наличие одиночных ударов или всплесков в сигнале вибрации; эти удары и всплески носят нерегулярный характер и разделяются между собой долгими паузами. Примером операции такого типа является работа гвоздезабивных машин или ударных гайковертов.
В данном случае:
- проводят измерения среднего уровня вибрации на интервале фиксированной длительности, который включает в себя заданное число (от одного и более) ударов или всплесков вибрации;
- за время воздействия вибрации принимают длительность измерения, умноженную на общее число ударов (всплесков) за рабочую смену и разделенную на число ударов (всплесков) на интервале измерения.
a) Преимущества
Измеренное значение уровня вибрации легко использовать для оценки воздействия в других условиях (при условии, что длительность измерения зарегистрирована).
b) Недостатки
Не вполне ясно, является ли данный метод оценивания (основанный на ГОСТ 31192.1-2004) вполне адекватным при измерении вибрации импульсного типа.
Пример - Ударный гайковерт используют для завинчивания гаек на колеса автомобиля. На каждый автомобиль приходится 20 гаек. Обычно оператор использует ударный гайковерт для завинчивания пяти гаек, после чего отпускает инструмент и переходит к следующему колесу. Записи в рабочем журнале показывают, что в среднем за смену обслуживают 50 автомобилей, т.е. завинчивают 1000 гаек.
Измерения уровня вибрации проводят только в интервале времени, когда оператор завинчивает пять гаек на одном колесе. При этом ударный гайковерт удерживается в руках оператора примерно 20 с, следовательно, фиксированная длительность измерений для операции крепления пяти гаек будет составлять 20 с (см. рисунок Е.4). Средний уровень вибрации за 20-секундный период измерений ahv = 14,6 м/с2. Чтобы общее время измерений превышало 60 с, необходимо провести, по крайней мере, четыре таких измерения.
Общее время воздействия вибрации в течение рабочего дня определяют по формуле
|
|
(Е.4) |
Таким образом, в день общее время воздействия вибрации будет составлять 4000 с или 1 ч 6,7 мин (1,1 ч), а значение А(8) определяют по формуле
|
|
(Е.5) |

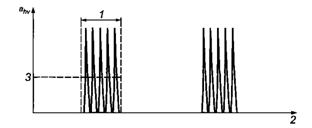
1 - длительность измерений; 2 - время; 3 - ahv,measured
Рисунок Е.4 - Измерения в течение фиксированного интервала времени для одиночных ударов или всплесков вибрации ручной машины
Е.3 Пример оценки вибрации при использовании нескольких ручных машин
Если значение вибрационной экспозиции за смену складывается из воздействия вибрации при работе более чем одной ручной машины (или процесса), необходимо определить долю в воздействии вибрации каждой такой машины или процесса в соответствии с одним из способов, изложенных в разделе Е.2.
Обычно для многих рабочих ситуаций характерно:
- использование более одной ручной машины или
- использование ручной машины на нескольких операциях, для которых уровень вибрации, воздействующей на оператора, различен.
При использовании нескольких ручных машин, процессов или различных операций для оценки воздействия вибрации применяют, как правило, сочетание основных методов из раздела Е.2.
Пример - Воздействие вибрации складывается из трех различных заданий. Для расчета вибрационной экспозиции за смену по долям каждого задания эти задания анализируют по отдельности. При этом для оценки доли каждого задания используют разные способы измерения.
Рабочий лесной промышленности первую часть рабочего дня занимается расчисткой леса с использованием кустарниковой пилы; непрерывное время работы 2 ч. Вторую часть дня он занят валкой деревьев с помощью цепной пилы, после чего с поваленного дерева той же пилой он обрезает ветви. За смену он валит и обрезает 30 деревьев.
Фотография вибрационного воздействия аналогична изображенной на рисунке Е.5. Для оценки вибрационной экспозиции за смену весь рабочий день следует разбить на три операции: работа с кустарниковой пилой, валка деревьев, обрезание ветвей.
Непрерывная работа с кустарниковой пилой занимает 2 ч. Средний уровень вибрации для данной операции, полученный по нескольким измерениям, равен 4,6 м/с2. Долю данной операции Abrushsaw(8) в значении вибрационной экспозиции за смену рассчитывают по формуле (3):
|
|
(Е.6) |
Валка каждого дерева с помощью цепной пилы занимает в среднем 2 мин, т.е. всего на то, чтобы повалить 30 деревьев, требуется 1 ч. Средний уровень вибрации, измеренный в течение периода валки, составляет 6 м/с2. Как и для предыдущей операции, долю данной операции Afellinq (8) в значении вибрационной экспозиции за смену рассчитывают по формуле (3):
|
|
(Е.7) |
Обрезка сучьев от ствола каждого упавшего дерева занимает в среднем 4 мин, т.е. всего 2 ч для 30 деревьев. Уровень вибрации непостоянен (есть участки роста и понижения в зависимости от обрезаемой ветки), поэтому для получения представительного интервала для данной операции было проведено усреднение в течение большого интервала времени. Средний уровень вибрации для операции обрезки составил 3,6 м/с2. Долю данной операции Astrippinq(8) рассчитывают по формуле (3):
|
|
(Е.8) |
Доли от каждой операции в значении вибрационной экспозиции за смену суммируют по формуле (4), в результате получают следующее значение А(8):
|
|
(Е.9) |

1 - инструмент 1; 2 - инструмент 2; 3 - рабочий цикл; 4 - время
Рисунок Е.5 - Измерение вибрационного воздействия при использовании нескольких ручных машин
Библиография
[1] ИСО 22867:2004 Машины для лесного хозяйства. Испытательный код по вибрации для ручных машин с двигателем внутреннего сгорания. Вибрация на рукоятках
(ISO 22867:2004) (Forestry machinery - Vibration test code for portable hand-held machines with internal combustion engine - Vibration at the handles)
Ключевые слова: вибрация, локальная вибрация, воздействие на человека, рабочее место, станок с ручной подачей, машина с ручным управлением, ручная машина, вибрационная экспозиция за смену
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/52964
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|