
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"РД 24.200.13-90 Трубы стальные бесшовные. Методика входного ультразвукового контроля сплошности.РУКОВОДЯЩИЙ ДОКУМЕНТ
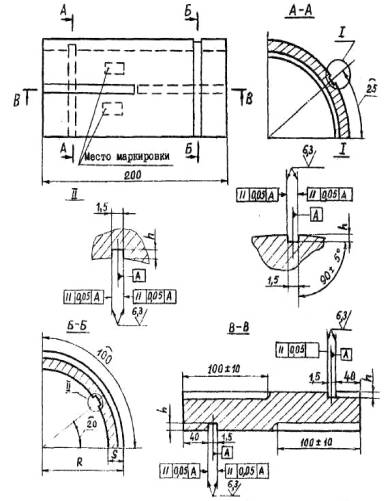
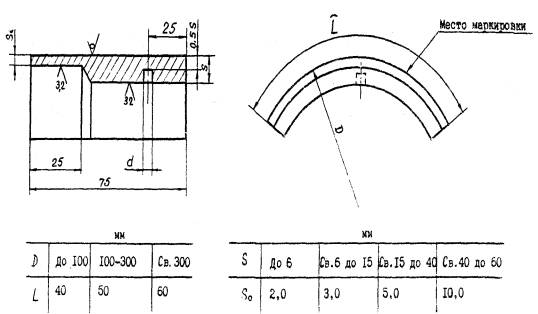
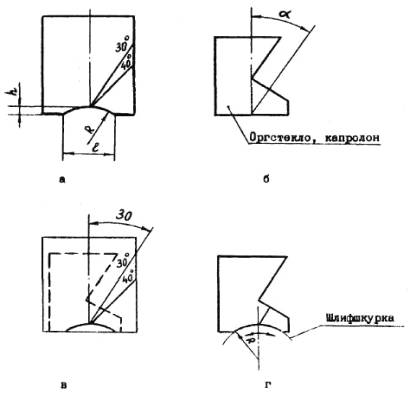
Дата введения 01.07.91 Настоящий руководящий документ устанавливает методику ручного входного ультразвукового контроля (УЗК) качества металла холоднодеформированных, теплодеформированных и горячедеформированных бесшовных труб из углеродистых, легированных и аустенитных сталей, применяемых для изготовления химической, нефтяной и газовой аппаратуры. Руководящий документ распространяется на трубы диаметром от Допускается применять механизированный УЗК металла труб по инструкциям, разработанным специализированными технологическими организациями. Руководящий документ разработан в соответствии с требованиями «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением», ГОСТ 17410, ОСТ 26-291, технологической инструкции ТИ 101-8-68, ОСТ 108.885.01. 1. ОБЩИЕ ПОЛОЖЕНИЯ1.1. Ультразвуковой контроль проводится с целью выявления внутренних и наружных дефектов труб типа раковин, трещин, закатов, расслоений, плен и других без расшифровки типа, формы и характера обнаруженных дефектов с указанием их количества, глубины залегания и условных размеров. 1.2. Необходимость проведения УЗК металла труб у потребителей устанавливается в следующих случаях: - при поставке труб, не подвергавшихся гидравлическим испытаниям и (или) замене испытаний на контроль физическими методами в соответствии с указаниями п. 3.9 «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением» и п. 2.3.9 ОСТ 26-291; - при использовании труб, изготовленных по техническим требованиям без применения неразрушающих методов контроля, с целью оценки сплошности металла и сортировки труб с учетом требований ТУ 14-3-460 и другой документации, предусматривающей контроль ультразвуковым методом, и последующего их применения, например, для трубопроводов пара и горячей воды; - при введении входного ультразвукового контроля труб на заводе-потребителе по решению конструкторского или технологического подразделения. 1.3. Входной УЗК труб рекомендуется проводить перед запуском их в производство. 1.4. Ультразвуковой контроль проводят после устранения недопустимых дефектов, обнаруженных при визуальном контроле. 1.5. При контроле не гарантируется выявление дефектов в концевых участках трубы на длине, равной половине ширины (диаметра) рабочей поверхности преобразователя. 1.6. Документация на контроль, содержащая отступления от требований настоящего руководящего документа или включающая новые методики контроля, должна согласовываться со специализированными организациями отрасли (НИИхиммашем, ВНИИПТхимнефтеаппаратуры и др.). 2. АППАРАТУРА2.1. Дефектоскопы и преобразователи2.1.1. При контроле металла труб должны использоваться ультразвуковые импульсные дефектоскопы типов УД2-12, УД-11ПУ, ДУК-66ПМ или другие, отвечающие требованиям настоящего руководящего документа. Для контроля труб на расслоение допускается использовать ультразвуковые толщиномеры типа «Кварц-6» или другие. 2.1.2. Толщиномеры и дефектоскопы 1 раз в год, а также после каждого ремонта, подлежат обязательной государственной или ведомственной поверке. При поверке должны проводиться визуальный контроль и определение технических характеристик приборов в соответствии с методическими указаниями по поверке и требованиями ГОСТ 23667. 2.1.3. Дефектоскопы должны быть укомплектованы раздельно-совмещенными (PC) и наклонными преобразователями с углом ввода ультразвукового луча 38° и 50° на частоту 2,5 и 5 МГц, удовлетворяющие требованиям ГОСТ 23702. Мертвая зона должна быть не более: - - 2.1.4. При контактном способе ультразвукового контроля труб с наружным диаметром менее Вместо обработки поверхности допускается использование стабилизирующих опор и насадок (см. приложение 1). 2.1.5. Для измерения толщины стенки трубы применяют толщиномеры «Кварц-6», УТ-93П или другие, обеспечивающие аналогичную точность измерений, а также PC преобразователи на частоту 2,5; 5 или 10 МГц. 2.2. Стандартные образцы2.2.1. В комплект аппаратуры для проверки и настройки основных параметров дефектоскопов совместно с преобразователями должны входить комплект стандартных образцов CО-1, СО-2 и СО-3 по ГОСТ 14782, стандартные образцы предприятия (по терминологии ГОСТ 17410), юстировочные плитки для толщиномера. 2.2.2. Стандартные образцы CО-1, СО-2, СО-3 применяют для проверки и определения основных параметров контроля: - мертвой зоны; - точки выхода ультразвукового луча; - стрелы преобразователя; - угла наклона акустической оси преобразователя; - угла ввода ультразвукового луча. 2.2.3. Стандартные образцы предприятия используют для настройки глубиномерного устройства и чувствительности дефектоскопа. В качестве стандартного образца предприятия используют отрезок бездефектной трубы (черт. 1), выполненный из того же материала, того же типоразмера и имеющий то же качество поверхности, что и контролируемая труба. Допускается отклонение размеров стандартных образцов предприятия (диаметр, толщина) от размеров контролируемой трубы не более чем на ±10 %. На наружной и внутренней поверхностях образца наносят контрольные дефекты (искусственные отражатели) типа прямоугольных рисок по ГОСТ 17410. 2.2.4. Стандартные образцы предприятия для настройки толщиномера и чувствительности дефектоскопа с PC преобразователем изготовляют ступенчатыми из соответствующего отрезка трубы (черт. 2). В образце выполняют плоскодонное отверстие заданного размера. 2.2.5. Стандартные образцы предприятия разделяют на контрольные и рабочие. Настройку аппаратуры проводят по рабочим образцам, проверку рабочих образцов - по контрольным образцам не реже 1 раза в квартал. Если разность амплитуд сигнала от рисок и плоскодонного отверстия в рабочем и контрольном образцах превышает ±2 дБ, рабочий образец заменяют новым. Стандартный образец предприятия для наклонных преобразователей
Маркировать марку стали, диаметр (2 R), толщину стенки S, глубину канавок h Черт. 1
Маркировать марку стали, диаметр D, толщины ступенек (измеренное значение) Черт. 2 3. ПОДГОТОВКА К КОНТРОЛЮ3.1. Общие положения3.1.1. При проведении контроля температура окружающего воздуха в зоне контроля должна быть в пределах от 5 до 40°С, стенки трубы - не более 50°С. 3.1.2. При проведении контроля на открытом месте в дневное время или при сильном искусственном освещении необходимо принять меры к затемнению экрана индикатора дефектоскопа. 3.1.3. На контролируемых трубах во время проведения контроля не должны проводиться зачистка и другие механические работы, затрудняющие контроль. Должен быть обеспечен удобный доступ к контролируемой трубе. 3.2. Требовании к дефектоскопистам3.2.1. Для проведения входного ультразвукового контроля металла труб согласно ГОСТ 20415 должны допускаться дефектоскописты, прошедшие теоретическую и практическую подготовку по утвержденной программе, получившие удостоверение на право проведения УЗК, имеющие квалификацию не ниже 3-го разряда, соответствующую требованиям «Единого тарифно-квалификационного справочника работ и профессий рабочих». Оценка качества металла труб по результатам ультразвукового контроля должна выполняться дефектоскопистами не ниже 4-го разряда 3.2.2. Ультразвуковой контроль металла труб должен проводиться, как правило, звеном из двух дефектоскопистов, которые поочередно сменяют друг друга при выполнении контрольных операций. При напряжении питания до 36 В допускается выполнять контроль одним дефектоскопистом. 3.2.3. Дефектоскописты УЗК должны проходить переаттестацию, теоретическую и практическую, по месту работы не реже, чем 1 раз в год. При перерыве в работе более 6 месяцев дефектоскописты лишаются права проведения контроля до сдачи повторных испытаний, а свыше 1 года - до прохождения повторного курса обучения и переаттестации. 3.2.4. Проверка работы дефектоскопистов при переаттестации проводится не менее чем на трех отрезках труб с дефектами и оформляется протоколом. В состав проверочной комиссии должны входить: - начальник отдела неразрушающих методов контроля (ЦЗЛ, ОТК); - начальник лаборатории неразрушающих методов контроля; - инженер по ультразвуковой дефектоскопии; - инженер по технике безопасности; - инженер по подготовке кадров. О прохождении квалификационной проверки в удостоверении дефектоскописта (вкладыше) делается соответствующая запись. 3.2.5. Работа каждого дефектоскописта проверяется не реже 1 раза в неделю путем повторного выборочного ультразвукового контроля не менее 5 % общего количества труб, но не менее одной, проверенных им за смену. Проверку работы могут проводить старший по смене дефектоскопист, инженер или дефектоскопист более высокой квалификации. При обнаружении пропущенных дефектов трубы повторно контролируются в том же объеме другим дефектоскопистом. При неоднократном обнаружении пропущенных дефектов в течение одного месяца одним и тем же дефектоскопистом должно приниматься решение о лишении его права контроля ультразвуковым методом до проведения внеочередной аттестации не ранее чем через месяц после дополнительного обучения и производственной стажировки. 3.3. Требования к участку контроля3.3.1. Ультразвуковой контроль должен проводиться в цехе на специально отведенном участке или участке расположения контролируемых труб. 3.3.2. На участке ультразвукового контроля должны быть: - подвод электропитания напряжением 220 (127) и 36 В частотой 50 Гц; - шины заземления оборудования; - подставка или тележки для дефектоскопов; - стеллажи для труб. 3.3.3.
В цехах-изготовителях химической и нефтехимической аппаратуры для хранения дефектоскопического оборудования, стандартных образцов, оснастки, инструмента и вспомогательных материалов, а также для проведения подготовительных, наладочных и ремонтных работ должны быть организованы специальные лабораторные помещения ультразвукового контроля с площадью не менее 3.3.4. В лабораторном помещении УЗК должны быть: - ультразвуковые дефектоскопы с комплектами типовых преобразователей, стандартных и испытательных образцов; - подвод сети переменного тока частотой 50 Гц и напряжением 220 (127) и 36 В; -зарядные устройства типа АЗУ-0,4 или другие; - стабилизатор напряжения при колебаниях напряжения сети, превышающих плюс 5 или минус 10 % от номинального значения; - катушка с переносным сетевым кабелем; - шина заземления; - набор слесарного и мерительного инструмента; - контактная среда и обтирочный материал; - рабочие столы; - стеллажи и шкафы для хранения оборудования н материалов. 3.4. Подготовка поверхности под контроль3.4.1. Трубы должны быть очищены от пыли, абразивного порошка, грязи, масел, краски, отслаивающейся окалины и других загрязнений поверхности и пронумерованы. Острые кромки на торце трубы не должны иметь заусенцев. 3.4.2. На наружных поверхностях труб не должно быть вмятин, забоин, следов вырубки, затеканий, брызг расплавленного металла и других поверхностных неровностей. В случае применения механической обработки поверхность должна иметь шероховатость Rz ≤ 40 - по ГОСТ 2789. 3.4.3. Контроль качества подготовки поверхности должны проверять работники службы технического контроля. Рекомендуется изготовить образцы зачистки поверхности. Трубы предъявляются дефектоскописту полностью подготовленными к контролю. 3.4.4. Для обеспечения акустического контакта между поверхностями преобразователя и изделия рекомендуется использовать контактные среды, указанные в справочном приложении 2. Допускается также использовать технический вазелин, машинное масло, технический глицерин с последующим удалением их с поверхности труб. При повышенных температурах или большой кривизне поверхности контролируемых труб следует использовать контактную среду более густой консистенции. При пониженных температурах рекомендуется применять автолы или трансформаторное масло. 3.5. Выбор параметров контроля и настройка дефектоскопа3.5.1. Выбор параметров контроля зависит от наружного диаметра трубы и толщины стенки. Параметрами ультразвукового контроля являются: - точка выхода и стрела преобразователя; - угол ввода ультразвукового луча; - рабочая частота; - предельная чувствительность; - способ прозвучивания; - скорость, шаг сканирования. Основные параметры ультразвукового контроля металла труб приведены в таблице. Параметры ультразвукового контроля
3.5.2. Точку выхода ультразвукового луча и стрелу преобразователя определяют по стандартному образцу СО-3 - по ГОСТ 14782. 3.5.3. Угол ввода ультразвукового луча измеряют с помощью шкалы стандартного образца СО-2 - по ГОСТ 14782. Для преобразователей с углом наклона акустической оси 30° и 40° угол ввода должен быть соответственно 38 ± 2° и 50 ± 2°. 3.5.4. Для обеспечения акустического контакта преобразователей, имеющих криволинейную рабочую поверхность (п. 2.1.4),
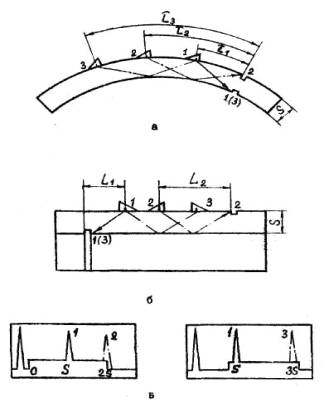
с плоской поверхностью стандартных образцов СО-2 и СО-3, следует применять более густую контактную среду или съемную локальную ванночку с высотой стенок 2- 3.5.5. Настройка дефектоскопа с преобразователем включает установку рабочей частоты, настройку глубиномера, установку зоны контроля, предельной чувствительности, проверку мертвой зоны. 3.5.6. Установка рабочей частоты производится включением соответствующих кнопок на верхней панели (дефектоскопы УД-11ПУ, УД2-12 и др.), подключением контуров, соответствующих заданной частоте и преобразователю (дефектоскопы ДУК-66ПМ, ДУК-66П) или другими способами в соответствии с указаниями инструкции по эксплуатации прибора. При использовании зарубежных дефектоскопов, толщиномеров и преобразователей вместо рабочей частоты 2,5 и 5 МГц допускается применять частоты соответственно 2 и 4 МГц. 3.5.7. Настройка глубиномерного устройства дефектоскопа для наклонного преобразователя проводится по стандартному образцу предприятия (см. черт. 1) с прямоугольными рисками, выполненными на наружной и внутренней поверхностях образца. Начало шкалы настраивают по координатам риски (S, L1), при прозвучивании ее прямым лучом (черт. 3), конец шкалы настраивают по координатам (2S, L2), риски на наружной поверхности при прозвучивании ее однократно отраженным лучом. Конец шкалы можно настраивать по риске на внутренней поверхности при прозвучивании двукратно отраженным лучом (координаты 3S, L3). Настройка глубиномерного устройства по координатам S, L (соответственно У, X в дефектоскопе) проводится раздельно для продольных и кольцевых рисок на образце. 3.5.8. Настройка глубиномера дефектоскопа и толщиномера при прозвучивании РС преобразователем проводится по ступенчатому стандартному образцу предприятия (см. черт. 2) с известными толщинами стенки. Начало шкалы настраивают по координате So, равной меньшей толщине стенки; конец шкалы настраивают по координате S, равной большей толщине стенки; РС преобразователь рекомендуется устанавливать таким образом, чтобы акустические оси обеих пьезопластин располагались в осевой плоскости трубы. Методика настройки изложена в инструкциях по эксплуатации приборов. 3.5.9. Установку зоны контроля для наклонных преобразователей проводят по эхо-сигналам от рисок. При прозвучивании прямым и однократно отраженным лучом передний фронт строб-импульса устанавливают правее зондирующего сигнала, а задний фронт совмещают с передним фронтом эхо-сигнала 2 от риски на наружной поверхности (см. черт. 3). В случае прозвучивания стенки трубы однократно и двукратно отраженным лучом передний фронт строб-импульса совмещают с эхо-сигналом 1 от риски на внутренней поверхности, а задний фронт - с эхо-сигналом 3 от этой же риски, полученным двукратно отраженным лучом. 3.5.10. Для PC преобразователя зону контроля следует установить между зондирующим сигналом и донным эхо-сигналом 2 (черт. 4). Эхо-сигнал 3 от плоскодонного отверстия будет располагаться в средней части зоны контроля (0,5 S). Допускается зону контроля устанавливать между соседними донными сигналами при многократных отражениях от стенки трубы, например, зона 2S-3S (см. черт. 4в). Установка зоны контроля для наклонных преобразователей
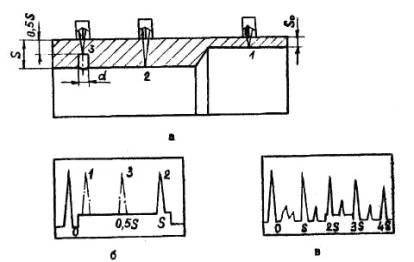
а - по продольным рискам; б - по кольцевым рискам; в - осциллограммы Черт. 3 Установка зоны контроля для PC преобразователя
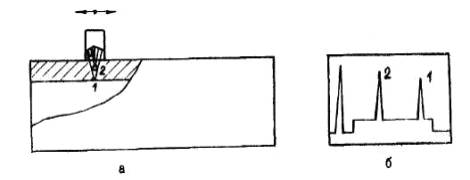
а - схема прозвучивания; б, в - осциллограммы сигналов Черт. 4 Схема контроля трубы на расслоение
а - схема перемещения преобразователя; б - осциллограмма сигналов Черт. 5 3.5.11. Предельную чувствительность дефектоскопа, с преобразователем следует настраивать по прямоугольным рискам в стандартном образце предприятия (см. черт. 1). Глубина рисок должна устанавливаться в процентах от толщины стенки трубы из следующего ряда - по ГОСТ 17410: 3, 5, 7, 10, 15 %. Конкретное значение глубины должно устанавливаться техническими условиями на трубы. В случае отсутствия технических требований рекомендуется применять нормативы для оценки сплошности стенки трубы согласно приложение 3. Эхо-сигналы от контрольных рисок в образце должны быть установлены на экране дефектоскопа высотой не менее 3.5.12. Чувствительность настраивается так, чтобы амплитуды эхо-сигналов от внутренней и внешней рисок, находящихся в зоне контроля, отличались не более чем на 3 дБ. Если это различие нельзя компенсировать электронным устройством или методическим приемом, то контроль труб проводят при настройке чувствительности отдельно для прямого и отраженного луча. 3.5.13. Настройка предельной чувствительности контроля для выявления расслоений проводится по плоскодонному отверстию, расположенному на глубине 0,5 S в стандартном образце предприятия (см. черт. 1).
Величина диаметра определяется из следующего ряда - по ГОСТ 17410: 1,1; 1,6; 2,0; 2,5; 3,0;
3,6; 4,4; 5,1; Амплитуда эхо-сигнала от плоскодонного отверстия должна быть установлена на экране дефектоскопа высотой не менее 3.5.14. При поиске дефектов устанавливают поисковую чувствительность ручками (кнопками) ОСЛАБЛЕНИЕ на 6 дБ меньше (по значению). 3.5.15. Правильность настройки предельной чувствительности дефектоскопа с преобразователем следует проверять при каждом включении аппаратуры, а также через каждый час работы. Проверку характеристик преобразователя проводить по стандартным образцам СО-2, СО-3 не реже двух раз в смену по мере износа преобразователя. 3.5.16. После настройки предельной чувствительности следует проверить мертвую зону путем выявления отверстий диаметром 3.5.17. Скорость сканирования поверхности трубы преобразователем должна быть не более 100 мм/с, шаг сканирования (между соседними траекториями) - не более половины размера пьезопластины в применяемом преобразователе. Допускается применять другие режимы сканирования, если они указаны в технических требованиях на трубы. 4. ПРОВЕДЕНИЕ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ4.1. Общие положения4.1.1. При ультразвуковом контроле труб следует применять следующие направления прозвучивания: 1) хордовое, перпендикулярно образующей цилиндра, - для выявления продольно ориентированных дефектов: рисок, задиров, трещин и др.; 2) вдоль образующей - для выявления поперечно ориентированных дефектов: трещин, раковин и др.; 3) радиальное, вдоль радиуса, - для выявления расслоений, закатов, а также для измерения толщины стенки. 4.1.2. Контроль сплошности стенок труб проводится эхо-импульсным методом по совмещенной схеме включения преобразователя в контактном варианте. В процессе контроля выполняется поперечно-продольное перемещение преобразователя со скоростью не более 100 им/с с шагом между соседними линиями траектории не более половины размера пьезоэлемента. 4.1.3. Пример определения трудоемкости контроля трубы дан в приложении 4. 4.2. Методика контроля продольных дефектов4.2.1.
Для выявления продольно ориентированных дефектов следует применять хордовое прозвучивание наклонным преобразователем при перемещении его перпендикулярно образующей цилиндра по всей наружной поверхности трубы в одном направлении, а на концах труб - на длине, равной удвоенной толщине стенки, но не менее Параметры контроля выбирают по таблице. Прозвучивание выполняется прямым и однократно отраженным лучом. В случае наличия мешающих сигналов в зоне контроля прямым лучом допускается прозвучивание однократно и двукратно отраженным лучом. 4.2.2. Настройка предельной чувствительности проводится по продольным рискам глубиной hв в стандартном образце предприятия (см. черт. 1) согласно требованиям пп. 3.5.11 - 3.5.12. 4.2.3. Схема перемещений преобразователя по поверхности трубы показана на черт. 6а. Рекомендуется перемещение преобразователя проводить по дуге секторами длиной по 100- 4.3. Методика контроля поперечных дефектов4.3.1. Для выявления поперечно ориентированных дефектов следует применять прозвучивание вдоль образующих цилиндра по наружной поверхности трубы в одном направлении, а на концах труб - на длине, равной удвоенной толщине стенки, но не менее Схемы контроля стенки трубы
а - на продольные дефекты; б - на поперечные дефекты Черт. 6 4.3.2. Настройка предельной чувствительности проводится по поперечным рискам глубиной h в стандартном образце предприятия (см. черт. 1) согласно требованиям пп. 3.5.11 - 3.5.12. 4.3.2. Схема перемещений преобразователя по поверхности трубы показана на черт. 6б. 4.4. Методика контроля расслоений4.4.1. Контролю с целью выявления расслоений,
закатов подлежат концевые участки труб, подвергаемые сварке, с толщиной
стенки не менее 4.4.2. Настройка предельной чувствительности проводится по плоскодонному отверстию диаметром d в стандартном образце предприятия (см. черт. 2) согласно требованиям п. 3.5.13. 4.4.3. Схема перемещений преобразователя по поверхности трубы представлена на черт. 5. При отсутствии расслоения на экране дефектоскопа наблюдается только донный сигнал 1 от внутренней поверхности трубы. При наличии расслоения перед донным сигналом появляется сигнал 2 от дефекта, при этом донный сигнал уменьшается или совсем исчезает. 4.4.4. Размеры и конфигурация расслоений определяются условной границей. За условную границу принимают линию,
соответствующую таким положением центра преобразователя над дефектом, при которых амплитуда сигнала уменьшается до уровня Очерчивая условную границу на поверхности трубы, определяют размеры расслоения и его условную площадь. 4.5. Регистрация дефектов4.5.1. При появлении эхо-сигнала в зоне контроля измеряют следующие характеристики: - координаты расположения отражателя; - амплитуда отраженного сигнала; - условная протяженность дефекта вдоль или поперек оси трубы. На поверхности трубы отмечают местоположение недопустимых дефектов с указанием глубины. Указанные характеристики определяются с применением дефектоскопа, настроенного в соответствии с пп. 3.5.11 - 3.5.13. 4.5.2. Координаты отражателя «Ду» и «Дх» определяют с помощью глубиномерного устройства дефектоскопа в соответствии с инструкцией по эксплуатации дефектоскопа по шкале на экране (ДУК-66ПМ) или на цифровом индикаторе (УД2-12). 4.5.3. Амплитуда сигнала измеряется высотой импульса на экране в мм или величиной ослабления сигнала в дБ до уровня 4.5.4. Условная протяженность отражателя измеряется длиной зоны перемещения преобразователя вдоль оси трубы при выявлении продольных дефектов или по дуге окружности при выявлении поперечных дефектов,
в пределах которой эхо-сигнал изменяется от
максимального значения до уровня 4.5.5. Регистрации подлежат дефекты,
амплитуды сигнала от которых превышают уровень 4.5.6. Эхо-сигналы от дефектов следует отличать от мешающих сигналов. Причинами появления мешающих (ложных) сигналов могут быть: - неровности поверхности трубы, вызывающие качание преобразователя и появление воздушной прослойки под преобразователем; - избыток контактной среды; - риски и выступы на торцевых поверхностях трубы; - двугранный угол призмы (при малой стреле преобразователя); - линия задержки РС преобразователя. Мешающие сигналы, вызываемые нарушением акустического контакта или отражениями от углов и границы линии задержки преобразователя отличаются тем, что при перемещении преобразователя они не перемещаются вдоль линии развертки на экране дефектоскопа. Источники перемещающихся вдоль линии развертки сигналов определяют путем измерения координат Дх, Ду отражателей и их анализа. 4.5.7. Для сокращенной записи дефектов рекомендуется использовать буквенные обозначения - по ГОСТ 14782: А - точечный допустимый дефект, амплитуда сигнала от которого не превышает амплитуду от контрольного отражателя (риски, плоскодонного отверстия); Д - точечный недопустимый дефект, амплитуда сигнала от которого превышает амплитуду от контрольного отражателя; БД - протяженный
(независимо от длины) недопустимый дефект, амплитуда сигнала от которого превышает уровень амплитуды ( БА - протяженный допустимый дефект,
амплитуда сигнала от которого превышает уровень 0,5 амплитуды ( Р - расслоение или другой дефект (закат, неметаллическое включение), амплитуда сигнала от которого превышает амплитуду от контрольного отражателя (плоскодонного отверстия); РА - расслоение или другой допустимый дефект, амплитуда сигнала от которого не превышает амплитуду от контрольного отражателя (при контроле PC преобразователем). 4.5.8. После буквенного обозначения дефекта следует указывать: - глубину расположения дефекта от поверхности; - условную протяженность (для дефектов типа БД, БА); - условную (эквивалентную) площадь (для дефектов типа Р, РА) 4.6. Методика контроля толщины стенки4.6.1. Контроль толщины стенки трубы проводится с применением ультразвуковых толщиномеров (п. 2.1.5) и PC преобразователей. Допускается в отдельных случаях (недостаточная чувствительность толщиномера, наличие строчечности в металле, вызывающей ложные измерения и др.) применять для измерения толщины ультразвуковые дефектоскопы типа УД2-12 с цифровой индикацией результатов измерения. Выбор типа преобразователей и рабочей частоты зависит от толщины стенки и марки стали трубы, кривизны и шероховатости поверхности контакта. Порядок выбора конкретного преобразователя указан в руководстве по эксплуатации толщиномера. 4.6.2. Измерение толщины стенки проводится на участках 4.6.3. При измерении толщины РС преобразователь должен устанавливаться на поверхность трубы (п. 3.5.8); как правило, акустические оси обеих пьезопластин должны находиться в осевой плоскости трубы. 5. ОЦЕНКА РЕЗУЛЬТАТОВ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ5.1. По результатам измерения толщины стенки трубы дается заключение о соответствии требованиям, указанным в технических условиях на трубы или другой НТД. 5.2. Оценка сплошности металла труб по результатам УЗК проводится в соответствии с требованиями, установленными в стандартах или технических условиях на трубы. 5.3. При отсутствии технических требований по оценке качества труб в стандартах, ТУ, чертежах рекомендуется применять нормативные требования в соответствии с приложением 3. 6. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ6.1. Результаты ультразвукового контроля труб должны быть зафиксированы в журнале регистрации, в заключении, и, в случае необходимости, в карте контроля. 6.2. В журнале должны быть указаны: - номер заказа; - номер контролируемой трубы; - размеры и материал трубы; - стандарт, ТУ на трубы; - техническая документация по ультразвуковому контролю; - глубина риски для настройки чувствительности (см. приложение 3); - площадь плоскодонного отверстия в образце (см. приложение 3); - тип ультразвукового дефектоскопа и толщиномера; - тип преобразователя и угол ввода; - рабочая частота ультразвуковых колебаний. Пример заполнения журнала и оформления карты контроля указан в приложении 5. 6.3. Рекомендуемая форма заключения по результатам УЗК приведена в приложении 6. Допускается при необходимости давать заключение на партию труб одного типоразмера, одной марки стали (с приложением перечня забракованных труб и сокращенной записью дефектов в соответствии с пунктами 4.5.7, 4.5.8). 7. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ7.1. При проведении работ по ультразвуковому контролю дефектоскопист должен руководствоваться «Правилами технической эксплуатации электроустановок потребителей» и «Правилами техники безопасности при эксплуатации электроустановок потребителей», утвержденными Госэнергонадзором СССР 21.12.84 г., а также ГОСТ 12.2.007.0 «Изделия электротехнические. Общие требования безопасности» и ГОСТ 12.2.007.14 «Кабели и кабельная арматура. Требования безопасности». 7.2. К работе по ультразвуковому контролю допускаются лица не моложе 18 лет, прошедшие инструктаж по правилам техники безопасности (с записью в журнале), имеющие удостоверение о проверке знаний вышеуказанных правил (п. 7.1), а также производственных инструкций предприятия и настоящего руководящего документа. 7.3. Инструктаж по технике безопасности проводится в соответствии с порядком, установленным на предприятии. 7.4. Мероприятия по пожарной безопасности осуществляются в соответствии с требованиями
«Типовых правил пожарной безопасности для промышленных предприятий», утвержденных ГУПО МВД СССР в 7.5. Перед включением дефектоскопа дефектоскопист должен убедиться в наличии надежного заземления. Заземление дефектоскопа в цехе должно выполняться по требованиям ГОСТ 12.1.030 «ССБТ. Электробезопасность. Защитное заземление, зануление». Заземление ультразвуковых дефектоскопов осуществляется специальной жилой переносного провода, которая не должна одновременно служить проводником рабочего тока. В качестве заземляющего проводника следует использовать отдельную жилу в общей оболочке с фазным проводом, которая должна иметь одинаковое с ним сечение. Использовать нулевой провод для заземления запрещается,
Жилы проводов и кабелей для заземления должны быть медными, гибкими,
сечением не менее 7.6. Штепсельные розетки для переносных электроприборов должны быть снабжены специальными контактами для присоединения заземляющего проводника. При этом конструкция штепсельного соединения должна исключать возможность использования токоведущих контактов в качестве заземляющих. Соединение заземляющих контактов штепселя и розетки должно осуществляться до того, как войдут в соприкосновение токоведущие контакты; порядок отключения должен быть обратным. 7.7. Подключение дефектоскопа к сети питания и отключение его производит дежурный электрик. На специально оборудованных постах подключать дефектоскоп может дефектоскопист. Рекомендуется использование дефектоскопов с автономным питанием (для дефектоскопов УД2-12-10 аккумуляторов типа НКГК-ЗС-11У2). 7.8. Категорически запрещается работа дёфектоскопистов под подъемными механизмами, на неустойчивых шатких конструкциях и в местах, где возможно повреждение проводки электропитания дефектоскопов. 7.9. При использовании на участке контроля подъемных механизмов должны быть учтены требования
«Правил устройства и безопасной эксплуатации грузоподъемных кранов», утвержденных Госгортехнадзором СССР в 7.10. Запрещается вскрывать дефектоскоп и проводить его ремонт во время контроля. 7.11. Дефектоскопы рекомендуется размещать на подвижной тележке с меняющейся высотой и капюшоном, что позволяет облегчить наблюдение за прибором и устранить световые помехи на экранах. 7.12. В шумных цехах необходимо использовать индивидуальные средства защиты от шума - противошумы - по ГОСТ 12.4.051. 7.13. По возможности рабочие места дефектоскопистов должны быть фиксированы.
Если на расстоянии менее 7.14. Принадлежности, используемые дефектоскопистом: масленки, обтирочная ветошь и бумага - должны храниться в металлических ящиках. 7.15. При ультразвуковом контроле следует руководствоваться «Санитарными нормами и правилами при работе с оборудованием, создающим ультразвук, передаваемый контактным путем на руки работающих», № 2282-80, утвержденными Главным Государственным санитарным врачом РСФСР 29.12.80 г. 7.16. Согласно требованиям санитарных норм и правил № 2282-80 и приказа № 700 от 19.06.84 г. Министерства здравоохранения СССР дефектоскописты, поступающие на работу, должны подвергаться обязательному медицинскому осмотру. Принятый на работу персонал должен проходить периодический (один раз в год) медицинский осмотр, 7.17. После капитального и профилактического ремонта дефектоскопы с преобразователями должны быть проверены на допустимые уровни ультразвукового поля - по ГОСТ 12.1.001. При этом параметры ультразвукового поля, воздействующего на руки дефектоскописта, не должны превышать значений, приведенных в санитарных нормах и правилах № 2282-80. Результаты измерений параметров ультразвукового поля должны оформляться протоколом по форме 334, утвержденной приказом Минздрава СССР от 04.10.80 г. № 1030. 7.18. Участок ультразвукового контроля также должен отвечать требованиям санитарных норм и правил № 2282-80, а также ГОСТ 12.1.005 и ГОСТ 12.1.007. 7.19. Для защиты рук от воздействия контактных сред и ультразвука при контактной передаче дефектоскописты должны работать в рукавицах или перчатках, которые не пропускают контактную среду. При этом необходимо применять две пары перчаток: наружные - резиновые и внутренние - хлопчатобумажные или двухслойные по ГОСТ 20010. 7.20. В холодный и переходный период года дефектоскописты должны быть обеспечены теплой спецодеждой по нормам, установленным для данной климатической зоны или производства. ПРИЛОЖЕНИЕ 1
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
№ |
№ |
Стан- |
Мар- |
Дли- |
Диа- |
Тол- |
НТД |
Тип |
Тип |
Час- |
Глу- |
Результаты УЗК |
Рас- |
Дата |
Фамилия |
Заклю- |
||||
|
Измеренная |
То- |
Протяженные |
||||||||||||||||||
|
мин. |
макс. |
Прод. |
Поперечн. |
|||||||||||||||||
|
|
05 |
20 |
6000 |
89 |
4,5 |
ГОСТ |
ДУК-66ПМ |
50° |
5,0 |
0,45 |
4,3 |
4,9 |
Д-4,5 |
БД-4,5-120 |
БД-0-60 |
- |
6.05.89 |
Макаров |
Брак |
|
|
|
17 |
ТУ 14-3-460-75 |
Ст 3 |
3000 |
168 |
18,0 |
УД2-12 |
38° |
2,5 |
1,8 |
17,2 |
19,2 |
2А-8 |
БА-80 |
- |
РА<10 |
3.06.89 |
Иванов |
Годная |
|
Обозначения (см. раздел 4):
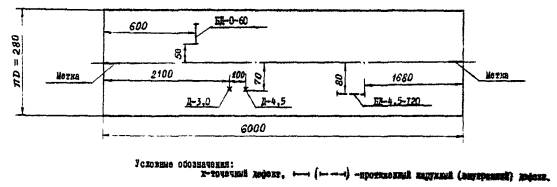
Д-4,5: Д - точечный недопустимый дефект; 4,5 - глубина расположения (мм);
БД-0-60: БД - протяженный недопустимый дефект; 0 - дефект на наружной поверхности; 60 - условная протяженность (мм);
PA < 10: PА - допустимое расслоение, < 10 - эквивалентная площадь (мм2);
2А-8: 2А - два точечных допустимых дефекта; 8 - глубина расположения (мм).
Карта ультразвукового контроля трубы (развертка трубы Ø 89´4,5)
ПРИЛОЖЕНИЕ 6
Рекомендуемое
|
Наименование предприятия ЗАКЛЮЧЕНИЕ по результатам УЗК труб № заказа:_____________________________________________________________________ № труб_______________________________________________________________________ Стандарт, ТУ__________________________________________________________________ Материал_____________________________________________________________________ Диаметр´толщина стенки_______________________________________________________ Длина труб____________________________________________________________________ НТД по ультразвуковому контролю: ГОСТ 17410, РД 24.200.13-90 Результаты контроля 1. Толщина стенки трубы: от __________ до __________ мм _____________________________________________________________________________ (соответствует, не соответствует требованиям стандарта, ТУ) 2. Продольные дефекты_________________________________________________________ _____________________________________________________________________________ (отсутствуют, имеются - дать перечень) 3. Поперечные дефекты_________________________________________________________ _____________________________________________________________________________ (отсутствуют, имеются - дать перечень) 4. Точечные дефекты___________________________________________________________ _____________________________________________________________________________ (отсутствуют, имеются - дать перечень) 5. Расслоения__________________________________________________________________ _____________________________________________________________________________ (отсутствуют, имеются - дать перечень) Труба признается______________________________________________________________ _____________________________________________________________________________ (годной, бракованной) Дефектоскопист УЗК ________________________________________ Подпись (фамилия) Начальник лаборатории НМК _________________________________ Подпись (фамилия) Дата |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН
Всесоюзным научно-исследовательским и проектным институтом технологии химического и нефтяного аппаратостроения (ВНИИПТхимнефтеаппаратуры) РАЗРАБОТЧИКИ
Ф.Н. Пыщев (руководитель темы); В.В. Рязанова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ указанием Министерства тяжелого машиностроения от 20.09.90 г. № AB-002-1-8993
3. Сведения о сроках и периодичности проверки документа:
Срок первой проверки 1995 г., периодичность проверки - 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
|
2.2; 2.3; 2.4; 4.7-4.8 |
||
|
2.1 |
||
|
1.1; 1.5; 1.6; 1.7; 1.8; 1.9; 1.10; 1.11 |
||
|
1.1; 1.1.1-1.1.2; 1.2.-1.9 |
||
|
ГОСТ 12.2.007.14-75 |
2.1 |
|
|
ГОСТ 1050-74 |
2.1 |
|
|
ГОСТ 2789-75 |
8.1 |
|
|
1 |
||
|
ГОСТ 17410-78 |
1; 2; 3; 4 |
|
|
ГОСТ 20010-74 |
1.1; 1.2 |
|
|
ГОСТ 20415-82 |
3 |
|
|
ГОСТ 23667-78 |
4.1-4.7; 5.1-5.4 |
|
|
ОСТ 26-291-87 |
2.1.10 |
|
|
ТУ 14-3-460-75 |
2.2 |
|
|
ОСТ 108.885.01-83 |
1; 2; 5; 6.1; 7; 11 |
|
|
ТИ 101-8-68 |
8 |
|
|
СН 246-71 |
2.7 |
|
|
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением (1987 г.) |
3.9; 4.1.2 |
|
|
Правила технической эксплуатации электроустановок потребителей и Правила техники безопасности при эксплуатации электроустановок потребителей (1984 г.) |
Э 1.1.1; Э 1.1.3; Э 1.3.1; Э 2.13.2; В 1.1.1; Б 1.1.2; В 1.1.6; Б 1.1.7 |
|
|
Санитарные нормы и правила при работе с оборудованием, создающим ультразвук, передаваемый контактным путем на руки работающим (1960 г.) |
7; 8 |
Содержание
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/56521
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|