
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
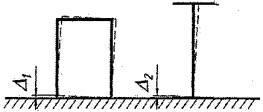
Вернуться в "Каталог СНиП"СТО 01393674-735-2006 Методика расчета и технологии правки деформаций в стальных конструкциях мостов.Открытое акционерное общество СТО 01393674-735-2006 СТАНДАРТ ОРГАНИЗАЦИИ
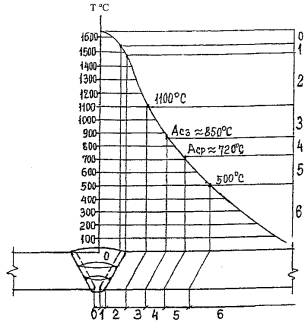
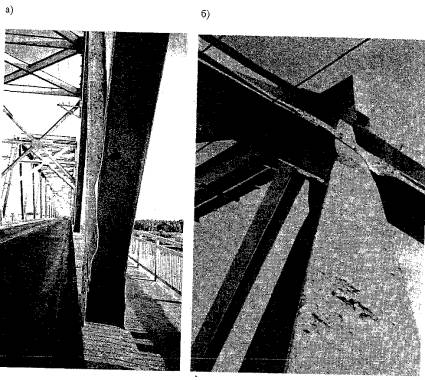
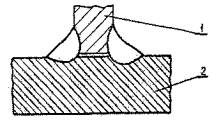
МЕТОДИКА РАСЧЕТА И ТЕХНОЛОГИИ ПРАВКИ ДЕФОРМАЦИЙ В СТАЛЬНЫХ КОНСТРУКЦИЯХ МОСТОВ Москва 2008 Содержание ПРЕДИСЛОВИЕ1 РАЗРАБОТАН: Филиалом ОАО ЦНИИС «Научно-исследовательский центр «Мосты» (д-р техн. наук А.С. Платонов, инженеры А.В. Кручинкин, В.И. Звирь, И.В. Гребенчук) в соответствии с Федеральным законом № 184-ФЗ от 27.12.2002 г. «О техническом регулировании» 2 СОГЛАСОВАН: ОАО «Мостостройиндустрия» (№ 5052/01-515 от 26.06.2006 г.) ОАО «Инспекция по контролю качества изготовления и монтажа мостовых конструкций» (№ 628 от 25.05.2006 г.) 3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ОАО ЦНИИС от «25» декабря 2006 г. 4 Стандарт разработан в соответствии с требованиями ГОСТ Р 1.4-2004 и ГОСТ Р 1.5-2004 5 ВВЕДЕН впервые 6 Разработка Стандарта организации предусмотрена статьями 11, 13, 17 Федерального закона «О техническом регулировании» от 27.12.2002 № 184-ФЗ СТАНДАРТ ОРГАНИЗАЦИИ МЕТОДИКА РАСЧЕТА И ТЕХНОЛОГИИ ПРАВКИ ДЕФОРМАЦИЙ В СТАЛЬНЫХ КОНСТРУКЦИЯХ МОСТОВ Дата введения 25 декабря 2006 г. 1 Область и условия применения1.1 Настоящий Стандарт по термической и термомеханической правке деформаций разработан в развитие и дополнение действующих нормативных документов СНиП 3.06.04-91, СНиП 3.03.01-87, СТО-ГК «Трансстрой»-005-2007, СТО-ГК «Трансстрой»-012-2007 и предназначен для использования при изготовлении конструкций на заводах, проектировании, строительстве, ремонте, реконструкции и эксплуатации железнодорожных, автодорожных, городских и пешеходных мостов с металлическими сварными пролетными строениями. Распространяется на любые климатические зоны (обычное и северное А и Б исполнение) и на районы с расчетной сейсмичностью до 9 баллов включительно. 1.2 Термической и термомеханической правке могут подвергаться мостовые конструкции, изготовленные из низколегированных и малоуглеродистых сталей марок 15ХСНД и 10ХСНД ГОСТ 6713; 15ХСНДА и 10ХСНДА ТУ 14-1-5120; 12Г2СБД ТУ 14-1-5455; 14ХГНДЦ ТУ 14-1-5355; 09Г2СД и 09Г2С ГОСТ 19281; Ст3сп(пс) ГОСТ 380; ГОСТ 535; ГОСТ 14637. При реконструкции и ремонте старых мостов допускается правка деформированных конструкций из сталей Ст3мост, М16С (16Д), НЛ (СХЛ-2). 1.3 Термическую правку мостовых конструкций должны выполнять специально обученные рабочие-газоправильщики, имеющие соответствующее удостоверение. Газоправильщики должны уметь визуально определять температуру нагрева металла и контролировать ее величину с помощью оптического пирометра излучения или цифровых термометров ТЦ-1000. 1.4 Принципы и технологические приемы, применяемые для термической и термомеханической правки сварных конструкций с остаточными деформациями могут быть использованы при проектировании для придания мостовым конструкциям заданных проектом искривленных форм, например криволинейных в плане и профиле балок для мостов на горизонтальных и вертикальных кривых, в том числе для образования строительного подъема. 1.5 Технология правки и оборудование для термического нагрева металла пригодны для снятия или перераспределения внутренних остаточных напряжений в сложных сварных конструкциях, работающих на выносливость при знакопеременных и динамических нагрузках. 1.6 Термическую и термомеханическую правку остаточных деформаций после сварки при заводском изготовлении конструкций производят по утвержденным заводским нормалям, разрабатываемым в отделе главного сварщика в развитие настоящего Стандарта с учетом местных особенностей конструкции и статистических данных, полученных заводом на основе опыта правки. 1.7 Стальные конструкции мостов, полученные с завода-изготовителя на монтаж, должны быть освидетельствованы и приняты с составлением актов (рапортичек) представителем организации, осуществляющей монтаж и сварку. При приемке необходимо установить: соответствие конструкций заказу и требованиям проекта; комплектность поставки, согласно заводским комплектовочным ведомостям (листам готовых элементов); наличие на элементах клейм ОТК завода-изготовителя и заводской инспекции по качеству и маркировки в соответствии с монтажно-маркировочной схемой. Одновременно выявляются дефекты, требующие правки, ремонта или усиления конструкций. К таким дефектам относят трещины в сварных соединениях и основном металле, недопустимые отклонения в размерах и геометрической форме элементов, механические повреждения в виде надрывов по кромкам, местных и общих изгибов, полученных при погрузоразгрузочных и транспортных операциях. Конструкции, имеющие указанные дефекты, подлежат комиссионному освидетельствованию с составлением Акта обследования. В комиссию включают представителей мостостроительной организации, заказчика, завода-изготовителя, мостового инспектора. При дефектах, способных отрицательно влиять на надежную работу конструкции, в комиссию включают представителей проектной и, при необходимости, научно-исследовательской организации. При приемке следует руководствоваться настоящим Стандартом и действующим нормативным документом на заводское изготовление СТО-ГК «Трансстрой»-012-2007. Комиссия обязана выявить причины возникновения дефектов, принять решения о способах исправления их или замене конструкций новыми, указать организацию, которая должна устранять отмеченные недостатки. Дефекты заводских сварных соединений устраняет завод-изготовитель конструкций. Акт обследования высылается организации-разработчику документации КМ. 1.8 Термической и термомеханической правкой (если она необходима) в мостостроительной организации руководит главный сварщик или привлеченный специалист, имеющий опыт выполнения правки. Данный Стандарт является основанием для производства работ по правке. Руководитель работ назначает способы термической и термомеханической правки, зоны нагрева и места приложения механических усилий. Одновременно выявляются дефекты, требующие ремонта или усиления конструкций. Если технология правки, ремонта, усиления не вписывается в основные правила, приведенные в данном Стандарте, специалист сварочного производства разрабатывает местную инструкцию. Выправленные конструкции подлежат комиссионной приемке с участием проектной организации, разработавшей КМ, заказчика, мостовой инспекции и руководителя (производителя) работ по правке. 1.9 При разработке данного документа использованы результаты работ, представленных в библиографии. Для более детального изучения вопросов термической правки мостовых конструкций рекомендуется обращаться к указанным работам. 1.10 В разделах документа для примера даны режимы правки мостовых конструкций для частных, зачастую, для наиболее характерных случаев. Однако диапазон возможных случаев достаточно широк, поэтому при составлении заводских технологических указаний (ТУК) рекомендуется использовать функциональные зависимости величины деформаций от различных параметров, приведенных в работе [1]. 2 Нормативные ссылкиВ настоящем Стандарте использованы ссылки на следующие нормативные документы: ГОСТ 6713-91 Сталь для мостостроения ГОСТ 6996-66** Сварные соединения. Методы определения механических свойств ГОСТ 19281-89 Прокат из стали повышенной прочности ГОСТ Р 1.4-2004 Стандарты организаций. Общие положения ГОСТ Р 1.5-2004 Общие требования к построению, изложению, оформлению и содержанию СТО ТУ 14-1-5120-92 Прокат листовой высокого качества для мостостроения из низколегированной стали ТУ 14-1-5455-03 Прокат толстолистовой из стали марки 12Г2СБД для мостостроения ТУ 14-1-5355-98 Прокат толстолистовой атмосферостойкий из стали марки 14ХГНДЦ для мостостроения СНиП II-23-81* Стальные конструкции. Нормы проектирования СНиП 2.05.03-84* Мосты и трубы. Нормы проектирования СНиП 3.06.04-91 Мосты и трубы. Правила производства и приемки работ СНиП 3.03.01-87 Несущие и ограждающие конструкции. Правила производства и приемки работ 3 Термины и определенияВ настоящем Стандарте применены следующие термины и определения: 3.1 Зона термического влияния (ЗТВ): Участок основного металла, не подвергшийся расплавлению, структура и свойства которого изменились в результате нагрева при сварке плавлением или термической резке. 3.2 Зона сплавления (ЗС): Участок расплавления основного (свариваемого) металла в процессе электродуговой сварки; околошовная зона. 3.3 Свариваемость стали: Комплексная технологическая характеристика свариваемого металла, сварочных материалов и режимов сварки, обеспечивающая получение сварного соединения, удовлетворяющего заданным условиям безопасной эксплуатации конструкции или сооружения. 3.4 Сварочные деформации: Перемещения различных точек сварного изделия (укорочение, изгиб, поворот сечений, потеря устойчивости листа и т.д.) в процессе сварки и последующего охлаждения металла. Собственные деформации и напряжения, имеющие место в сварной конструкции после остывания называют остаточными. 3.5 Деталь: Изделие, изготовленное из однородного материала без применения сборочных операций. На чертежах КМ и КМД деталь называется «Позицией». 3.6 Монтажный элемент: Готовое изделие, отправляемое на монтаж без сборки и сварки на заводе (фасонки, накладки, прокладки, рыбки, связи и т.д.). 3.7 Отправочная марка или сборочная единица: Изделие, собранное из деталей с участием соединяющих элементов: сварочных материалов, крепежных метизов и др. 3.8 Элемент: Понятие, обозначающее составную часть конструкции, сооружения. 3.9 Пролетное строение: Несущая конструкция мостового сооружения, перекрывающая все пространство или часть его между двумя или несколькими опорами, воспринимающая нагрузку от элементов мостового полотна и временных нагрузок. 3.10 Конструкция несущая: Строительная конструкция, воспринимающая нагрузки и воздействия и обеспечивающая прочность, жесткость и устойчивость сооружения. 3.11 Надежность: Свойство объекта выполнять заданные функции, сохраняя во времени значения установленных в проекте сооружения эксплуатационных показателей в заданных пределах. Надежность является основным признаком качества несущих конструкций сооружения, комплексно объединяющим такие свойства, как долговечность, безотказность, ремонтопригодность. 3.12 Долговечность: Свойство объекта сохранять работоспособность на период до наступления предельного состояния при установленной системе технического обслуживания. 3.13 Безотказность: Способность объекта непрерывно сохранять работоспособность в определенных условиях эксплуатации в течение некоторого времени. Безотказность включает требования обеспечения прочности, жесткости и устойчивости как всей системы, так и ее элементов. 3.14 Ремонтопригодность сооружения: Способность его к предупреждению, обнаружению и устранению отказов путем проведения ремонта. 3.15 Отказ: Событие, заключающееся в частичном или полном нарушении работоспособности отдельных элементов сооружения или его в целом. 3.16 Дефект: Каждое отдельное несоответствие продукции установленным требованиям. Изделие имеет дефект, если по меньшей мере один из показателей его качества или параметров вышел за предельное значение или не выполняется одно из требований нормативной документации к признакам продукции. Термин «дефект» применяется при контроле качества продукции при изготовлении (ГОСТ 15467-79). 3.17 Дефект явный: Обнаруживаемый визуально или специальными приборами и средствами измерений, предусмотренными в нормативной документации и обязательными для контроля качества данной продукции. 3.18 Дефект скрытый: Дефект, для выявления которого в нормативной документации, обязательной для данного вида контроля, не предусмотрены соответствующие правила, методы и средства. 3.19 Неисправность: Состояние объекта, при котором он не соответствует хотя бы одному из требований нормативно-технической и (или) конструкторской документации. Находясь в неисправном состоянии, изделие может иметь один или несколько дефектов. Неисправность появляется при эксплуатации, хранении и транспортировании изделий (ГОСТ 27.002-83). 3.20 Предельное состояние: Состояние конструкции, при котором: ее дальнейшая эксплуатация невозможна (первая группа предельных состояний) вследствие возможной потери несущей способности (прочности, устойчивости, выносливости) или развития существенных пластических деформаций; дальнейшая нормальная эксплуатация затруднена (вторая группа предельных состояний) вследствие появления недопустимых деформаций (прогибов, осадок, колебаний, перемещений, чрезмерного развития трещин). 3.21 Термины и величины (для стали): g - эффективная тепловая мощность дуги пламени, кал/с; v - скорость перемещения источника тепла, см/с; gn - погонная энергия сварки (нагрева), кал/см; gn = g/v; l - коэффициент теплопроводности, кал/(см×с×°С); l = 0,11 - 0,000025Т, кал/(см×с×°С); a - коэффициент теплоотдачи a = (0,15+0,002Т)10-3, кал/(см2×с×°С); с - объемная теплоемкость с = 0,85+0,001Т, кал/(cм3×°C); aТ - коэффициент линейного расширения стали aТ = 12×10-6 1/°С. 4 Общие указания по правке деформированных конструкций4.1 Концентрированный нагрев стали при электродуговой сварке и последующее охлаждение создают в околошовных зонах (ОШЗ) и зонах термического влияния (ЗТВ) рекристаллизацию, перекристаллизацию, рост зерна, а также изменение механических свойств материала. Сварные конструкции получают внутренние остаточные напряжения и термические деформации. Деформации искажают геометрическую форму конструкции и изменяют ее проектные линейные размеры. Температура столба электросварочной дуги достигает 5000-6000 °С. Температура на контактах дуги с плавящимся электродом и свариваемой сталью равна температуре кипения железа 3000 °С. Температура плавления стали 1300-1500 °С. При температуре То = 600 °С происходит рекристаллизация стали, т.е. переход в пластическое состояние. Предел текучести стали sТ практически достигает нуля. Температуру нагрева стали до 500 °С считают критической. При нагреве выше 500 °С сталь теряет работоспособность и разрушается от любых нагрузок. Температура, при которой стальная конструкция сохраняет несущую способность на определенное время, составляет 350 °С. График температурных зон в металле при сварке приведен на рисунке 4.1.
0 - 6 - температурные зоны, в том числе: 0 - наплавленный металл; 1
- зона сплавления (смесь основного расплавленного металла и сварочного
материала) шириной 1-2 мм; 2 - переходная зона термического влияния - участок
перегрева с крупнокристаллической структурой шириной 1-3 мм; 3 - участок
нормализации с мелкозернистой структурой шириной до 2 мм; 4 - участок
превращения перлита в аустенит и обратно с некоторым ростом зерна и неполной
перекристаллизацией, ширина 2 мм; 5 - участок незначительных структурных
изменений - отпуск, ширина 2-3 мм; 6 - участок деформационного старения
(синеломкость) с некоторым снижением ударной вязкости, ширина 2 - 8 мм 4.2 Возникающие в процессе сварки деформации принято разделять на две группы: общие, когда деформируется весь свариваемый элемент (укорачивается или изгибается); местные, когда деформируются отдельные части свариваемой конструкции (грибовидность, перекос полок, ромбовидность, домики, выпучивание). Помимо остаточных деформаций от сварки элементы стальных мостовых конструкций могут деформироваться, т.е. получать повреждения и дефекты в процессе транспортирования, погрузки-выгрузки и монтажа. Любые виды деформаций, превышающих допуски на линейные размеры и геометрическую форму элементов и деталей, допускается исправлять посредством термической и термомеханической правки. 4.3 Температуру местного нагрева металла при термической и термомеханической правке следует принимать номинально: для термообработанных сталей (нормализация, закалка плюс отпуск) 700 °С; для горячекатаных сталей 700-900 °С. Рабочие-газоправильщики должны уметь визуально определять температуру нагрева металла (таблица 4.1) и контролировать ее величину с помощью оптического пирометра излучения или цифровых термометров ТЦ-1000, ТК-5 и др. Таблица 4.1 - Цвета каления и побежалости при нагреве и охлаждении стали
Проверку навыков рабочих-газоправильщиков по определению температуры нагрева производят посредством нагрева до 900 °С полосы на образце-пластине из горячекатаной стали толщиной 6-8 мм. Поверхность металла в зоне правки нагревом необходимо очищать от грунтовки и других загрязнений во избежание искажения цвета каления (см. табл. 4.1) и образования газов, вредных для здоровья рабочих-газоправильщиков. 4.4 Приложение статических усилий домкратами или пригрузом при термомеханической правке в случае остывания металла ниже 600 °С не допускается (кроме предварительных усилий, приложенных в процессе нагрева (см. п. 8.2). 4.5 Термическая и термомеханическая правка конструкций из термообработанных низколегированных сталей допускается только при положительной температуре окружающего воздуха и металла. Горячекатаные стали следует править при температуре не ниже минус 15 °С. 4.6 Не допускается правка смонтированных конструкций, воспринимающих любые нагрузки, - постоянные, временные, монтажные, эксплуатационные. 4.7 Судить о результатах правки и возможности повторного нагрева необходимо в зависимости от вида правки [1]: в одних случаях остаточную величину деформаций можно измерить практически сразу (например, грибовидность), в других (например, саблевидность) целесообразно ждать остывания; в одних случаях повторный нагрев (правка саблевидности полосой в том же месте и с тем же режимом) не дает остаточных деформаций, в других (повторный нагрев «клина» при правке саблевидности) практически независимо дает те же остаточные деформации. 4.8 Интенсивность нагрева намеченных зон должна быть максимально возможной по технологическим условиям. Рекомендуется использовать одновременно несколько горелок с номером сопла не ниже 5 (таблица 4.2). Лист толщиной более 20 мм следует нагревать одновременно с двух сторон (при наличии допуска к противоположной стороне). Изложенные методы термической и термомеханической правки распространяются на стальной прокат толщиной 10 мм и выше. 4.9 Для снятия внутренних напряжений и предотвращения трещинообразования в зонах сосредоточения сварных швов допускается вести высокий отпуск конструкций нагревом указанных зон газовыми горелками до температуры металла 600 - 800 °С - цвет вишневого или вишнево-красного каления (см. табл. 4.1). Нагрев ведут от середины к краям намеченной зоны не менее чем двумя горелками. Прогрев должен быть на всю толщину проката, о чем свидетельствует стабильность цвета нагреваемой зоны в течение 0,5-1 мин. Выдержка при температуре 600-680 °С не регламентируется, остывание - постепенное на воздухе. Таблица 4.2 - Ориентировочная эффективная мощность пламени для термической правки металла
5 Классификация остаточных сварочных деформаций и механических повреждений. Допускаемые отклонения линейных размеров и геометрической формы мостовых конструкций5.1 Деформации, вызванные сваркой, искажают форму и размеры готовой конструкции. Форма и величина их зависят от назначенного режима сварки, геометрических форм и размеров поперечных сечений, расположения сварных швов и последовательности их наложения, предварительных механических деформаций, задаваемых при сборке конструкций и компенсирующих последующую усадку металла от сварки. Избежать сварочных деформаций нельзя, но довести их до минимума в пределах допусков, обеспечивающих последующий монтаж сооружений, можно, в том числе заводской термической и термомеханической правкой отправочных марок (или сборочных единиц). 5.2 Классификация общих сварочных деформаций (см. п. 4.2) приведена в таблице 5.1, местных - в таблице 5.2. В этих же таблицах указаны допуски на линейные размеры и геометрическую форму заводских отправочных марок в соответствии с требованиями СТО-ГК «Трансстрой»-012-2007. Таблица 5.1 - Общие деформации от сварки
Таблица 5.2 - Местные деформации от сварки
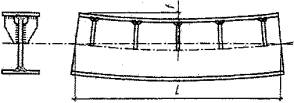
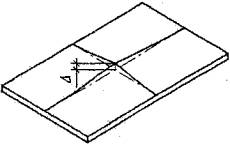
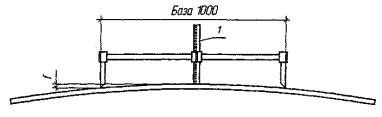
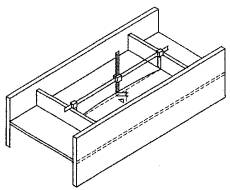
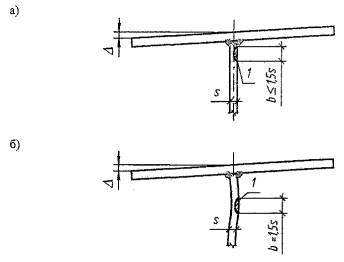
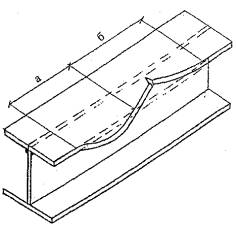
Среди методик расчета температурных деформаций и напряжений можно выделить две группы. Первая - это методики, позволяющие определить аналитически средние по сечению элемента деформации от положения сварных швов. Вторая - это методики, позволяющие производить расчет термонапряженного состояния и деформаций при различном по сечению элемента распределении температуры, учитывая изменение термомеханических характеристик от температуры, учитывая начальное напряженное состояние. Выбор необходимой методики для расчета зависит от цели расчета, типа и сложности задачи. Методики первой группы расчета деформаций при сварке приведены в справочном приложении А. В этом же приложении даны ориентировочные припуски при разметке деталей. Описание методик второй группы приведено в работах [13, 27, 28, 37, 38]. ИЗМЕРЕНИЕ ОСТАТОЧНЫХ ДЕФОРМАЦИЙ 5.3 Измеряемые детали или элементы необходимо укладывать на плоские поверхности, например на плиты универсальные сборочные (УСП) или на сборочные стенды. Деформации, подвергаемые замерам на монтажных блоках или в смонтированных конструкциях, должны быть свободными от внешних нагрузок, или эти нагрузки необходимо уменьшить до минимума. Точность измерений должна обеспечивать сопоставимость с величинами предельных отклонений, указанных в документации КМ, КМД и в таблицах 5.1, 5.2 настоящего Стандарта. 5.4 С использованием стандартного измерительного инструмента и индивидуальных устройств, изготавливаемых в заводских мастерских, можно создать набор средств измерения любых деформаций в изготавливаемых сварных конструкциях. Контроль измерительного инструмента в соответствии с требованиями соответствующих стандартов необходимо производить ежегодно силами ЦЗЛ и ОТК завода-изготовителя конструкций. При измерении и контроле конструкций более 10 м рулетками РЗ-20, РЗ-30 и РЗ-50 следует пользоваться одной и той же рулеткой, прошедшей лабораторный контроль. Приемы измерений величины отдельных видов деформаций приведены на рисунках 5.1 -5.6. Выпучивание и волнистость листа (например, после газокислородной резки) измеряют с помощью металлической линейки ГОСТ 427-75 с ценой деления 0,5 мм и индивидуального базового устройства (рисунок 5.1) или другими линейками, кривизна которых не превышает 0,2 мм на длине 1000 мм. Грибовидность измеряют двумя линейками - поверочной ГОСТ 8026-75 и измерительной с ценой деления 0,5 мм (рисунок 5.2). Перекос поясов тавровых и двутавровых элементов измеряют угольниками типа УШ и измерительными линейками (рисунок 5.3). Деформацию саблевидности по всей длине измеряют с помощью струны (или рулетки) и линейки; для измерения саблевидности на базе длиной 1 м (рисунок 5.4) пользуются устройством для измерения выпучивания (см. рисунок 1). Измерение выпучивания («хлопунов») в замкнутом контуре с выпуклой стороны выполняют таким же устройством, но с базой, равной расстоянию между ребрами или поясами балки (рисунок 5.5). С противоположной стороны величину «хлопуна» измеряют двумя линейками - измерительной и поверочной. Винтообразность измеряют с помощью отвесов и линеек (рисунок 5.6). Методику измерения деформаций см. также в разделе 3 работы [1].
1 – линейка
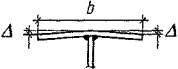
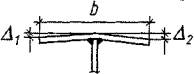
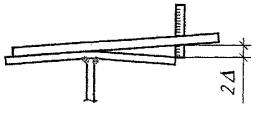
Рисунок 5.2 - Измерение симметричной грибовидности линейками
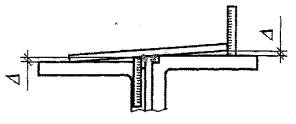
Рисунок 5.3 - Измерение перекоса двумя угольниками и линейками
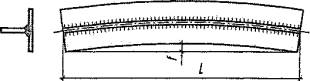
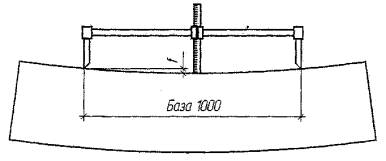
Рисунок 5.4 - Измерение саблевидности на базе 1 м
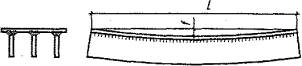
Рисунок 5.5 - Измерение выпучивания («хлопуна») в замкнутом контуре
1 - базовое сечение; 2 - горизонтальная опора 6 Требования к оборудованию, материалам и инструменту для термической и термомеханической правки6.1 Для нагрева металла до температур, указанных в п. 4.3, следует применять газопламенные инжекторные горелки, работающие на ацетилене или газах-заменителях (таблица 6.1). Таблица 6.1 - Свойства горючих газов
6.2 Горелки должны иметь наибольшую эффективную мощность (см. табл. 4.2) и концентрацию пламени с четко обозначенным ядром. Наконечники горелок рекомендуются № 6 и № 8, возможны и № 5. При использовании газов-заменителей, имеющих меньшую температуру горения, чем ацетилен, для повышения эффективности правки рекомендуется использовать горелки с подогревом горючей смеси в мундштуке и при выходе из мундштука, а также многосопловые горелки типа ГП-1 и другие с диаметром огневого сопла не более 25 мм. Они отличаются от ацетиленовых размерами смесительной камеры и канала инжектора и особой конструкцией мундштуков (изготовление мундштуков к данным горелкам доступно силами мостовых заводов и мостостроительных организаций по чертежам ОАО ЦНИИС) [12, 34]. 6.3 При длительной работе горелки следует избегать перегрева наконечника от тепла, отраженного от нагреваемого металла. Перегрев может привести к появлению обратного удара. Для его устранения следует периодически охлаждать наконечник усиленной струей кислорода, регулируемой вентилем. 6.4 Для правки грибовидности и перекоса полок сварных двутавровых и Н-образных элементов, саблевидности полос и тавровых элементов длиной более 5 м рекомендуется применять механизированный нагрев сварных конструкций полуавтоматами, предназначенными для резки металла, типа «Микрон», «Радуга». Переоборудование газорезательных полуавтоматов заключается в замене мундштука режущего кислорода на специальный мундштук подачи смеси газов для нагревательного пламени. В 80-х годах прошлого века для вышеуказанных целей в ОАО ЦНИИС был создан автомат АТПГ, который нашел применение на мостовых заводах [14, 16, 36]. 6.5 Для создания механических усилий при выполнении термомеханической правки рекомендуется применять, в основном, гидравлические домкраты, выпускаемые в России. К наиболее подходящим для правки мостовых металлоконструкций следует отнести универсальные гидравлические домкраты (таблица 6.2), домкраты автономные, т.е. нетребующие отдельных насосных станций (таблица 6.3) и домкраты телескопические (таблица 6.4). Таблица 6.2 - Домкраты универсальные
Таблица 6.3 - Домкраты автономные
Таблица 6.4 - Домкраты телескопические
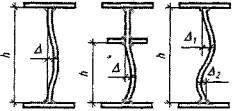
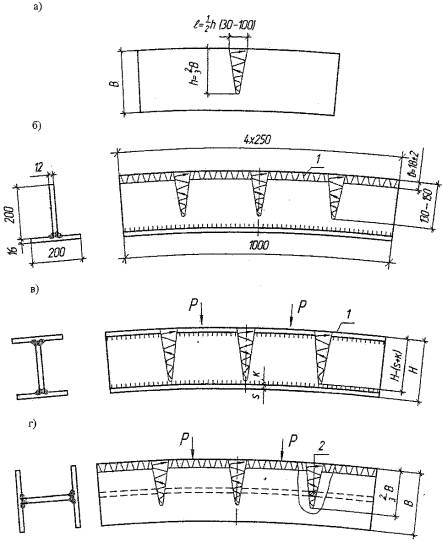
7 Правка общих деформаций типа саблевидности и продольного изгиба7.1 Саблевидность мостового элемента выправляют нагревом выпуклой кромки листа в виде клиньев, полосы вдоль кромки или их сочетания. Наиболее эффективный способ нагрева - клиновидный (рисунок 7.1,а). Металл при остывании дает усадку и деформируемый элемент выправляется, однако усадка происходит не только вдоль кромки, но и поперек, отчего появляются местные деформации - переломы, выпучины, неравномерность правки по всей длине листа. Нагрев полосы вдоль кромки менее эффективен по производительности, но саблевидность выправляется по всей длине равномерно. Во избежание указанных выше
отрицательных явлений при клиновидном нагреве, геометрия клина должна выдерживаться
в определенных пропорциях (см. рисунок 7.1,а): высоту следует принимать
а - геометрическая форма и размеры «клина»; б - термическая правка
тавра; в, г - термомеханическая правка соответственно двутавра и Н-образного
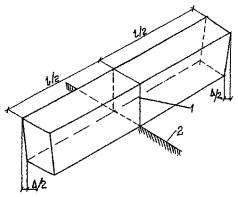
элемента; 1 - полоса нагрева; 2 - полоса нагрева стенки; Р – пригрузы Клин необходимо нагревать перемещением горелки от вершины к основанию, но не наоборот. При толщине листа 20 мм и больше нагрев производят двумя горелками с обеих сторон. При толщине листа 10-12 мм длину клина l по кромке следует назначать 30-50 мм. Деформации саблевидности и продольного изгиба по кромке могут быть неравномерными с визуально заметными переломами на отдельных участках. Клинья нагрева следует назначать в первую очередь на вершинах переломов. Об эффективности правки можно судить только после полного остывания металла. Если деформированный элемент выправлен не полностью, назначают дополнительные зоны нагрева в виде клиньев или полосы вдоль кромки. Ширина полосы нагрева по кромке b оптимально должна быть 0,1В и не более 0,2В (рисунок 7.1,б). На рисунке 7.1,б приведен пример термической правки серповидности конкретной конструкции - связи таврового сечения с проектными размерами для решетчатых пролетных строений железнодорожных мостов. Размеры зон нагрева клиньев и полосы тоже конкретные. Мостовые заводы сборку и сварку таких связей производят с предварительным выгибом заготовок в специальной оснастке, что позволяет избежать термической правки. 7.2 Продольный изгиб двутавровых и Н-образных элементов правят нагревом выпуклой кромкой детали или элемента в виде клиньев и полос (рисунок 7.1,в,г) с обязательным приложением статической нагрузки, как правило пригруза. При нагреве полос или клиньев на широких поясах коробчатых элементов рекомендуется использовать одновременно две горелки (по одной на стенку), порядок перемещения которых показан на рисунке 7.2.
I, II -
одновременно работающие горелки в каждом сечении; 1 - полоса нагрева
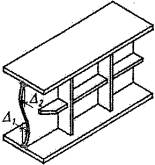
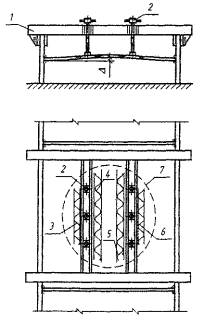
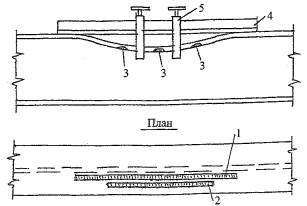
горизонтального листа; Р – пригрузы 7.3 Если продольный изгиб имеет место сразу в двух взаимно перпендикулярных плоскостях, то править следует раздельно каждый выгиб сначала в одной плоскости, затем в другой. О результате правки можно судить после полного остывания зон нагрева. При недостаточной правке назначают дополнительные зоны нагрева с пригрузом. 7.4 Винтообразность (см. табл. 5.1, п. 5) в коробчатых, Н-образных и двутавровых элементах появляется вследствие недостаточно продуманной технологии сборки конструкции, недостаточно жесткого фиксирования проектного положения деталей при сборке в несовершенной оснастке. Последующая сварка практически фиксирует плохо собранную конструкцию. Термическая правка винтообразности жестких коробчатых элементов практически невозможна и экономически нецелесообразна. Неправильно собранный и сваренный коробчатый элемент подлежит отбраковке или роспуску по сварным угловым соединениям посредством газокислородной резки и сборке заново. Менее жесткие элементы Н-образного и двутаврового сечения, имеющие винтообразность, рекомендуется укладывать плашмя с опиранием кромками поясов на две горизонтальные опоры по концам элемента, и если под собственным весом они выравниваются, то сборка таких конструкций с последующим раскреплением поперечными и продольными связями на монтаже пролетного строения не вызовет особых затруднений. 7.5 Дополнительные рекомендации по правке деформаций продольного изгиба приведены в работах [1, 25]. 8 Правка местных деформаций по плоскости листа8.1 К деформациям по плоскости листа относятся: волнистость, перегибы и загибы кромок, не выправленные на машинах при механической правке или деформированные в процессе изготовления, транспортировки и монтажа металлоконструкций; выпучивания («хлопуны») в стенках балочных и коробчатых сечений сплошностенчатых конструкций, полученные в замкнутых контурах, ограниченных поясами и ребрами жесткости, а также выходящие на свободные кромки (см. табл. 5.2, пп. 6, 7); угловые деформации (домики) в сварных стыковых соединениях (см. табл. 5.2, п. 4). Все перечисленные деформации относятся к сложным и трудновыправляемым. 8.2 Волнистость, загибы, перегибы листов и угловые деформации (домики) стыковых сварных соединений выправляют нагревом полос шириной не более 1,5 толщины листа S. При ширине полосы нагрева более 1,5S после остывания металла образуется выпучивание непосредственно в зоне нагрева в противоположную сторону, что недопустимо. Нагрев полос ведут с выпуклой стороны, начиная от основания выгиба и последовательно переносят полосы к его вершине. Рекомендуется приложение механических усилий (термомеханическая правка) в процессе нагрева полос. Усилие в виде пригруза допускается оставлять на конструкции до полного остывания. Приложение активных усилий (например, от домкратов) после остывания металла ниже 600 °С не допускается. Число нагреваемых полос назначают поэтапно с замерами на каждом этапе остаточной величины деформации после полного остывания металла и снятия нагрузки. 8.3 Правку выпучивания («хлопуна») следует начинать с замера стрелы D (см. табл. 5.2, п. 6, рисунок 5.5). Замер производят с любой (выпуклой или вогнутой) стороны. При замере определяют границы основания и вершину (центр) «хлопуна». Разметку выполняют мелом с выпуклой стороны. Внутренние остаточные напряжения в «хлопуне», образованном в замкнутом контуре стенки между ребрами и поясами, как правило, не превышают пределы текучести, однако могут быть близкими к нему. В этом случае переход металла в пластическое состояние при нагреве выше 600 °С может привести к значительному увеличению деформации выпучивания. Для избежания такого явления нагрев намеченных зон необходимо проводить только после установки на выпуклую сторону специальных приспособлений, препятствующих росту деформаций (рисунок 8.1). Величину механического усилия, прикладываемого к «хлопуну», и площадь распределения его подбирают опытным путем до начала правки. При наличии в стенке двояковыпуклых в разные стороны деформаций термомеханическую правку выполняют последовательно, начиная с меньшей величины выгиба. Выпучивания («хлопуны») следует править нагревом с выпуклой стороны полос, параллельных друг другу и направленных вдоль большого основания выпучины. При сферической (круглой) форме направление полос нагрева принимают параллельно ребрам жесткости. Примерное расположение полос нагрева и винтовых прижимов приведено на рисунке 8.1.
1 - рама; 2 - винтовой прижим; 3, 6- полосы нагрева первого этапа
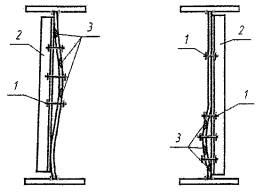
правки; 4, 5 - то же второго этапа; 7 - граница «хлопуна» Порядок правки: - замер границ зоны выпучивания и деформации D; - разметка полос нагрева и очистка их от заводской грунтовки; - установка винтовых прижимов и создание механических усилий вдоль полос нагрева; - нагрев периферийных полос № 3 и № 6 шириной 1,5S до расчетной температуры правки с постепенным увеличением механической нагрузки; - замер деформации D после полного остывания металла; - наметка положения и длины полос № 4 и № 5 в зависимости от результатов первого этапа правки. Дальнейшая технология правки повторяется до полной выправки выпучины («хлопуна»). 8.4 Волнистость кромки стенок балочных и коробчатых сплошностенчатых элементов (см. табл. 5.2, п. 7) представляет собой деформации половинчатого выпучивания, рассмотренного в п. 8.3 (волнистость в разные стороны в практике называют «бахромой»). Здесь следует различать торцы балок свободные и стыкуемые с соседними монтажными элементами. Стыки могут быть фрикционными на высокопрочных болтах, цельносварными и комбинированными, когда пояса сваривают, а стенки объединяют на высокопрочных болтах. Торцы свободные (по концам пролетных строений) выправляют с целью обеспечения допусков по табл. 5.2, п. 7.3 и придания конструкции товарного вида. Торцы стыкуемые должны быть выправлены таким образом, чтобы обеспечивалась стыковка болтов с жестким допуском по высоте выправленных стенок ±2 мм (см. СТО-ГК «Трансстрой»-012-2007). Усадка металла в зонах нагрева в значительной степени может повлиять на высоту стенки в сторону ее уменьшения, а если второй, пристыковываемый блок не имеет деформаций и не подвергался правке, то стыковка становиться практически невозможной. Правку волнистости или «бахромы» кромки выполняют термомеханическим способом с минимальным числом полос нагрева (но не клиньев). Механические усилия создают с помощью жесткого элемента - прокатного уголка 125´125´12 мм и винтовых струбцин (рисунок 8.2). Уголок устанавливают с вогнутой стороны. Допускается частичное подтягивание выпуклости к уголку струбцинами (или болтами при наличии монтажных отверстий в стенке) до начала нагрева полос.
1 струбцины или болты; 2 - уголок жесткости 125´125´12;
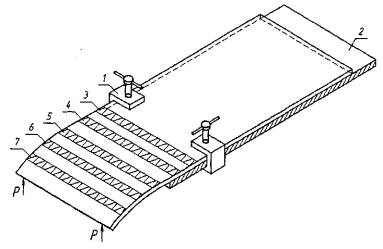
3 - полосы нагрева металла Нагрев полосы начинают от основания выпучины (вблизи вертикального ребра жесткости) и заканчивают на кромке. Ширина полосы - не более 1,5S, где S - толщина листа стенки. В процессе правки производят точный замер высоты стенки по профилю листа, но не по прямой линии кратчайшего расстояния между поясами балки или коробки. 8.5 Плавные загибы в листовых конструкциях, полученные вследствие силовых пластических деформаций и разного рода повреждений при погрузоразгрузочных, транспортных и монтажных операциях, выправляют термомеханическим способом. Линейкой длиной 1 м определяют начало искривления и намечают мелом границу перелома по всей длине загиба. Первую полосу нагрева располагают рядом с границей перелома с выпуклой стороны. С зазором 20-30 мм намечают вторую полосу нагрева и т.д. Число полос и расстояния между ними зависят от кривизны листа и результатов термомеханической правки после нагрева двух первых полос. Механическую нагрузку прикладывают на торце листа (рисунок 8.3) и постоянно контролируют, во избежание перегиба в обратную сторону. Нагрев полос ведут от одного края листа к другому непрерывно.
1 - струбцины; 2 - стол (стенд); 3-7 полосы нагрева; Р - нагрузки
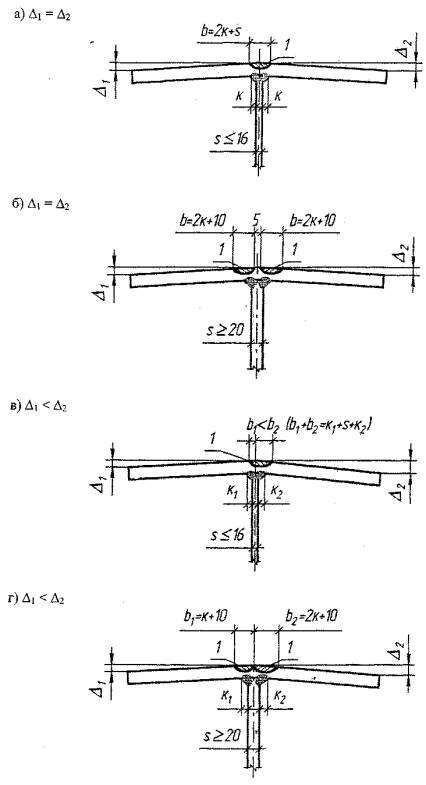
(усилия домкратов) Контроль вправки ведут поверочной линейкой. При недостаточной эффективности намеченных полос допускается нагрев между ними. Ширина каждой полосы не должна превышать 1,5S. 8.6 Загибы-переломы можно выправить таким же способом, как плавные загибы, но с ограниченным числом полос нагрева, как правило, не более трех. Ширина каждой из них 1,5S и располагаются они почти вплотную. Механические усилия прикладывают большей величины в сравнении с плавным загибом, а нагрев полос по выпуклой стороне производят одновременно двумя или тремя горелками. Металл не должен остывать ниже 600 °С по всей длине перелома. Характер правки - пластический (кузнечный) одновременно с усадочным. 8.7 Выправку остаточных угловых деформации в сварных стыковых соединениях (домиков, см. табл. 5.2, п. 4) производят преимущественно термическим способ с нагревом основного металла вдоль сварного шва, не затрагивая его ядром пламени горелки. Зоны нагрева намечают с выпуклой стороны домика. При недостаточной эффективности двух полос допускается повторный нагрев их при ширине до 2S в околошовной зоне. Одновременно с правкой домика в стыковом сварном соединении происходит его термическая обработка, относящаяся к высокому отпуску. При нагреве околошовной зоны (ОШЗ) и зоны термического влияния (ЗТВ) до температуры 700 °С, выдержке при этой температуре и последующем медленном охлаждении снижается уровень остаточных напряжений, повышается эластичность и ударная вязкость сварного соединения. 9 Правка местных сварочных деформаций, искажающих геометрическую форму поперечных сечений конструкций9.1 Грибовидность в поясах сплошностенчатых элементов Н-образного и двутаврового сечения (см. табл. 5.2, пп. 2, 3) можно в значительной степени уменьшить или полностью избежать, если при проектировании конструкции назначать катеты поясных швов Кш не более 8 мм, а толщину поясов Sn - не менее 16 мм. При катетах швов 7-8 мм и толщине поясов 20 мм грибовидность после сварки практически отсутствует. Экономически это во всех случаях целесообразно, поскольку процесс термической правки грибовидности требует больших материальных и трудовых затрат. При этом расход металла для поясов регулируется изменением их ширины. 9.2 Грибовидность может быть симметричной и несимметричной. Это определяют замерами величин D1 и D2. При симметричной грибовидности и толщине стенки SCT до 16 мм назначают одну центральную полосу нагрева шириной 2Sn, где Sn - толщина полки (рисунок 9.1,а). При этом толщина пояса - не более толщины стенки. При толщине стенки более 16 мм нагревают две полосы, располагая их над сварными угловыми швами (рисунок 9.1,б). Ширину каждой полосы принимают равной 1,5Sn. 9.3 При несимметричной грибовидности и толщине стенки SCT до 16 мм нагревают одну полосу, но со смещением в сторону большого значения D (рисунок 9.1,в). При толщине стенки более 16 мм назначают две полосы нагрева, причем разной ширины; в сторону большего значения D полоса шире (рисунок 9.1,г).
а - симметричная при толщине стенки S £
16 мм; б - симметричная при S ³
20 мм; в - несимметричная при S £ 16 мм; г - несимметричная
при S ³
20 мм; 1 - полосы нагрева 9.4 Указанная в п. 9.2 ширина полос может корректироваться опытным путем для каждого конкретного случая. Нагрев металла при термической правке грибовидности рекомендуется выполнять полуавтоматами типа «Микрон», «Радуга» (см. раздел 6 настоящего Стандарта). Рекомендуется также использовать автомат АТПГ-ЦНИИС, запроектированный специально для правки грибовидности [14, 16, 19, 29, 36]. 9.5 Поскольку допуски на грибовидность дифференцированы (более жесткие в стыках, в сопряжениях с другими элементами и на участках установки опорных частей) D £ b/200, но не более 1 мм, а на остальных участках двутавровых и Н-образных элементов D £ b/100, то практически приходится править грибовидность только на участках с более жесткими допусками. 9.6 Грибовидность на свободных свесах ортотропных и ребристых плит выправляют по вышеприведенной технологии. 9.7 Перекосы полок относительно стенок (см. табл. 5.2, п. 1) в двутавровых, тавровых и Н-образных элементах являются результатом нарушения технологии сборки и сварки. Второй причиной перекоса может быть изгиб стенки по ее ширине или высоте. В первом случае перекос выправляют нагревом полосы на стенке рядом с поясным сварным швов со стороны тупого угла. Ширину полосы нагрева принимают оптимально 1,5SCT (рисунок 9.2). Во втором случае полосу нагрева намечают на выпуклой стороне стенки также шириной 1,5SCT. Для повышения производительности правки в заводских условиях рекомендуется применение автомата АТПГ-ЦНИИС [15, 21, 35].
а - при прямой стенке; б - при искривленной стенке; 1 - полоса
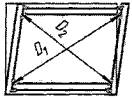
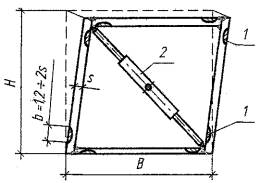
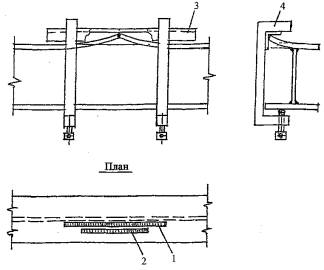
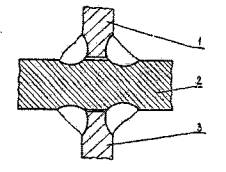
нагрева 9.8 Ромбовидность в коробчатых сечениях исправляют термомеханическим способом. Для этого внутри коробки по меньшей диагонали устанавливают винтовые или гидравлические домкраты и создают в них усилия (рисунок 9.3). Полосы нагрева намечают снаружи и, по возможности, изнутри по схеме рисунка 9.3. В процессе нагрева полос регулируют усилия на домкратах до полного исправления ромбовидности. 9.9 Для предотвращения появления деформаций грибовидности рекомендуется использовать технологию изготовления балок с измененным порядком технологических операций. Подробно технология описана в работах [13, 19].
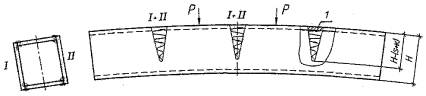
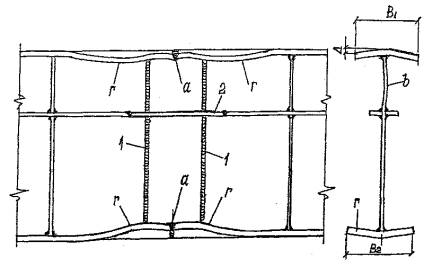
1 - полосы нагрева; 2 - винтовая распорка (домкрат) 10 Термическая и термомеханическая правка при сочетании нескольких видов деформаций на одном участкеДЕФОРМАЦИИ В ЦЕЛЬНОСВАРНЫХ МОНТАЖНЫХ СТЫКАХ ГЛАВНЫХ БАЛОК 10.1 При выполнении цельносварного стыка на монтаже могут иметь место следующие деформации: - остаточные угловые деформации (домики) в поясах; - выпучивания верхней части стенки от сварки вертикальной вставки и заварки роспусков в поясных угловых швах; - грибовидность и волнистость по кромкам поясов от сварки поясных угловых швов (в том числе роспусков) при толщине поясов меньше 20 мм. Указанные деформации приведены на рисунке 10.1.
а - остаточные угловые деформации (домики) в поясах; б -
выпучивание стенки; г - грибовидность поясов и волнистость кромок; 1 - сварные
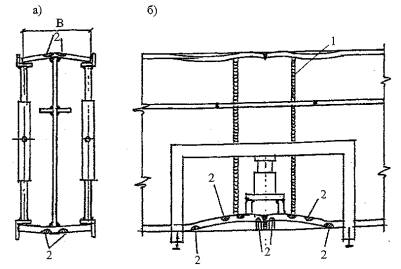
вертикальные стыки стенки; 2 - вставка продольных ребер 10.2 Правку деформаций в цельносварном стыке рекомендуется выполнять поэтапно в соответствии с технологией сварки. В первую очередь исправляются домики в стыковом соединении нижнего пояса, если эти деформации превышают допуски, указанные в табл. 5.2, п. 4 настоящего Стандарта. Технология выправки домиков приведена в п. 8.7. Допускается как чисто термическая, так и термомеханическая правка. Нагрев полос выполняют снизу по основному металлу вдоль шва (не затрагивая его) на всю ширину пояса. Домики в стыковых соединениях верхнего пояса выправляют в последнюю очередь, т.е. после правки выпучины, грибовидности и волнистости. 10.3 Во вторую очередь выполняют правку выпучивания верхней части стенки, поскольку оно препятствует оформлению стыков продольных ребер со вставками. Для термомеханической правки «хлопуна» с выпуклой стороны его требуется установка рамы-упора с винтовыми прижимами аналогично приведенным на рисунке 8.1. Винтовые прижимы располагают по вертикали стенки. Параллельно им намечают полосы нагрева также с выпуклой стороны. Всю последующую технологию правки принимают по указаниям п. 8.3 настоящего Стандарта. 10.4 Деформации грибовидности поясов выправляют термомеханическим способом, создавая усилия с помощью мощных винтовых распорок, гидроцилиндров (рисунок 10.2,а) или гидравлических домкратов, упирающихся в скобы, закрепленные на поясах (рисунок 10.2,б). Усилия создают симметрично с обеих сторон стенки до начала нагрева полос на поясах. Первым нагревают пояс, имеющий большую жесткость (большую площадь сечения), как правило, нижний. Расположение продольных полос нагрева показано на рисунке 10.2,а. Ширину полос принимают не более 1,5S. Рекомендуется нагрев одновременно обеих полос двумя горелками на проход с начала до конца деформированного участка. Допускается термомеханическая правка грибовидности поочередно с одной, а затем с другой стороны.
а - винтовыми распорками; б - скобой и домкратом; 1 - сварные
вертикальные стыки стенки; 2 - полосы нагрева На поясе с меньшим сечением грибовидность выправляют тем же способом, но после более мощного пояса. 10.5 Волнистость («бахрому») по кромкам поясов можно выправлять параллельно или следом за правкой грибовидности посредством нагрева поперечных полос со стороны выпуклости, как показано на рисунке 10.2,б. Длину полос принимают равной 0,25В, где В - ширина пояса. Нагрев ведут в направлении от стенки к кромке пояса. В процессе нагрева регулируют усилие на домкрате. Выгиб домкратом при нагретых полосах доводят до полного выправления грибовидности и волнистости кромок с запасом 24 мм на последующую обратную упругую деформацию после снятия усилия от домкрата. Усилие снимают после полного остывания металла. ПРАВКА ДЕФОРМАЦИЙ И ПОВРЕЖДЕНИЙ, ПОЛУЧЕННЫХ В ПРОЦЕССЕ ПЕРЕВОЗКИ, МОНТАЖА И ЭКСПЛУАТАЦИИ КОНСТРУКЦИЙ 10.6 Деформации и повреждения такого рода непредсказуемы, поэтому какая-либо классификация их бессмысленна. Но общие принципы, методы и технологии термической и термомеханической правки, приведенные в предыдущих разделах настоящего Стандарта, применимы для любых деформаций и повреждений, если комиссионно установлено, что конструкция в целом или отдельная ее часть не потеряла несущую способность. Технологию устранения повреждения (выправка, усиление, замена отдельных элементов) определяет специалист сварочного производства, имеющий практический опыт таких работ. Разработанная специалистом технология должна быть согласована с организацией-разработчиком чертежей КМ или с эксплуатирующей организацией (для старых конструкций). 10.7 На рисунке 10.3 приведены характерные для решетчатых ферм автодорожных мостов повреждения раскосов движущимся негабаритным автотранспортом.
а - местные деформации пояса в раскосе Н-образного сечения типа
грибовидности и «бахромы» по кромке с разрывом металла; б - общая деформация
такого же раскоса типа саблевидности 10.8 Ремонт раскоса, получившего местные повреждения с разрывом металла по кромке, рекомендуется выполнять в определенной последовательности: - закрыть движение транспорта по мосту полностью или ограничить его по одной, противоположной от раскоса, полосе. Оградить зону производства работ по технике безопасности; - снять внутренние силовые напряжения в раскосе (см. п. 4.6). Способ снятия напряжения должен быть разработан в проекте производства работ с участием проектной организации, разработавшей чертежи КМ; - зоны правки I и II (рисунок 10.4) отчистить пескоструйным способом от старой краски и прочих загрязнений; - в зоне II зачистить место разрыва металла, выполнить V-образную разделку кромок шлифмашинкой с армированным наждачным кругом, подогреть зону сварки до 120 °С и заварить разрыв вручную, встык, со сплошным проплавлением и УЗД-контролем. Электроды - типа Э50А, марки УОНИ 13/545, диаметром 4 мм. Ток постоянный обратной полярности (плюс на электроде);
а - пластическая деформация по кромке; б - разрыв металла от
механического удара - в зоне I выправить грибовидность термомеханическим способом с приложением усилий гидравлическим домкратом и с нагревом продольных полос с наружной стороны пояса вдоль оси стенки. Ширина полос 20 мм, количество 2-3 (рисунок 10.5);
1, 2- продольные полосы нагрева для правки грибовидности; 3 -
поперечные полосы для правки волнистости по кромке; 4 - уголок; 5 - струбцины
винтовые - выправить волнистость по кромке листа и перелом в зоне сварки разрыва термомеханическим способом в зонах I и II с приложением усилий изнутри домкратом или струбцинами с уголком (см. рисунок 10.5), а снаружи - с помощью жесткого уголка и винтовых скоб (рисунок 10.6);
1, 2- полосы нагрева; 3 - уголок; 4 – струбцины - в зоне II деформацию перелома в наружную сторону полосы нагрева пояса намечать изнутри сечения раскоса; число полос нагрева определяют опытным путем; - на участке С, где наибольшая величина деформации (см. рисунок 10.6) допускается нагрев полос увеличенной до 30 мм ширины и повышенной до 850-900 °С температуры. Приложение динамических нагрузок посредством ударов кувалдами в данном случае не допускается. 10.9 Общую деформацию раскоса типа саблевидности (см. рисунок 10.3,б) выправляют по указаниям раздела 7 настоящего Стандарта с соблюдением мер безопасности по п. 10.8. Приложение А
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
Толщина поясного листа, мм |
Угловые перемещения b, рад, при катетах угловых швов |
||
|
К = 6 мм |
К = 8 мм |
К = 10 мм |
|
|
8 |
0,065 |
- |
- |
|
10 |
0,05 |
0,07 |
- |
|
12 |
0,04 |
0,057 |
0,07 |
|
16 |
0,028 |
0,04 |
0,05 |
|
20 |
0,02 |
0,03 |
0,04 |
|
25 |
0,014 |
0,022 |
0,03 |
|
32 |
0,01 |
0,015 |
0,02 |
|
40 |
0,005 |
0,01 |
0,015 |
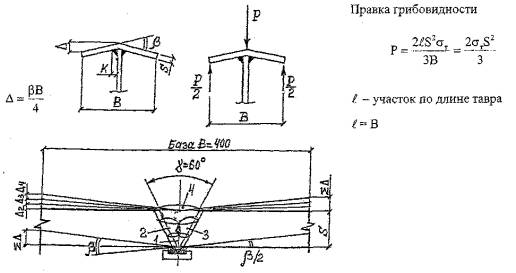
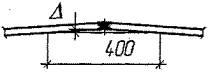
Рисунок А.1 - Угловые деформации b при сварке стыковых соединений
В зависимости от погонной энергии дуги и толщины стыкуемого листа b = 13,6×10-6 gn/S, где gn = 0,24JUh/vсв.
Для сварки листа толщиной 1,6 см с V-образной разделкой J = 600 A; U = 36 В; vсв = 29 м/ч = 0,8 см/с; h = 0,8 (коэффициент использования тепла дуги); gn = 5184 кал/см; b = 13,6×10-6×5184/1,62 = 0,0275; SD = bВ/4 = 0,0275×400/4 = 2,75 мм.
По таблице 5.2 допускаемое значение D £ 0,1S = 1,6 мм. Рекомендуется предварительный перегиб листов на 3 мм на базе В = 400 мм перед сваркой стыка. В противном случае потребуется термическая правка недопустимой угловой деформации (домика).
А.2 ПРИБЛИЖЕННЫЙ МЕТОД РАСЧЕТА УКОРОЧЕНИЯ ЭЛЕМЕНТОВ МЕТАЛЛОКОНСТРУКЦИЙ ПРИ СВАРКЕ
Излагаемый ниже упрощенный способ расчета укорочений элементов пролетных строений при их сварке может быть применен при изготовлении любых аналогичных конструкций, элементы которых имеют двутавровое, тавровое, Н-образное или коробчатое сечение из сталей марок 16Д, 15ХСНД, 10ХСНД ГОСТ 6713-91, Ст3сп,пс ГОСТ 380-94, ГОСТ 14637-89, сваренных проволокой Св-08А и Св-08ГА ГОСТ 2246-70*, автоматами под флюсом марок АН-348А, АН-348АМ, ОСЦ-45, ОСЦ-45М ГОСТ 9087-81.
Этот способ расчета предложен НИИмостов (авторы В.Ю. Шишкин и П.А. Храмов) по результатам исследований сварочных деформаций на элементах пролетных строений, изготавливаемых специализированными заводами мостовых металлоконструкций и сопоставлением опытно-экспериментальных данных с полученными расчетным путем по существующим методикам.
Краткие сведения о расчетном методе нахождения укорочений элементов от сварки [1, 2, 3]
В общем случае продольное укорочение элемента от поясного (соединительного) шва выражается формулой
где DL - абсолютное продольное укорочение, см;
L - длина поясного шва, см;
F - площадь поперечного сечения свариваемого элемента, см2;
qn - погонная энергия нагрева свариваемых деталей, определяемая
из выражения ![]() , кал/см.
, кал/см.
Здесь b - коэффициент полноты углового шва, учитывающий выпуклость или вогнутость наружной поверхности шва;
aH - коэффициент наплавки;
U - напряжение на дуге, В;
K - катет шва, см.
Укорочение от второго поясного шва в том случае, если активная зона его не накладывается на активную зону первого шва, определяется по той же формуле (А), в которую вводится коэффициент К2,1 учитывающий влияние напряженного состояния от первого шва на укорочение от второго:
 (1)
(1)
где zlx, z1y - расстояние от 1-го шва до осей х и у с их знаками, см;
z2x, z2y - расстояние от 2-го шва до осей х и у с их знаками, см;
Ix - момент инерции сечения относительно х, см4;
Iy - момент инерции сечения относительно у, см4.
Если зона второго шва накладывается на зону первого (рисунок А.2.1), в формулу (А) вводится еще коэффициент z, расчет которого для тавровых соединений производится по следующим формулам:
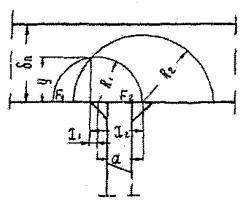
Рисунок А.2.1 - Распределение зон с пластическими деформациями по стенке и полке от двух соседних поясных швов в тавровом соединении
1. При толщинах полки dn < R2,
где R2 - расстояние от центра тяжести сечения второго шва до границы зоны с пластическими деформациями от этого шва.
 (3)
(3)
где i - коэффициент, учитывающий долю тепла дуги, приходящуюся на полку, и определяемый по формуле
Здесь dn - толщина полки; dСТ - толщина стенки;
d - расстояние между центрами тяжести сечений первого и второго швов;
FS1 - площадь зоны с пластическими деформациями растяжения от первого шва определяется из выражения:
 (5)
(5)
FS2 - площадь зоны с пластическими деформациями растяжения от второго шва, находится по формуле
2. При толщинах полки dn > R2,
![]() (7)
(7)
Величины F1 и F2 могут быть
определены в следующем порядке. По отношениям ![]() и
и ![]() с помощью графика на
рисунке А.2.2,а находятся значения
с помощью графика на
рисунке А.2.2,а находятся значения ![]() и
и ![]() . Затем по графику на рисунке А.2.2,б определяются значения
. Затем по графику на рисунке А.2.2,б определяются значения ![]() и
и ![]() . Далее, при помощи формулы (2) находятся отношения
. Далее, при помощи формулы (2) находятся отношения ![]() и
и![]() .
.
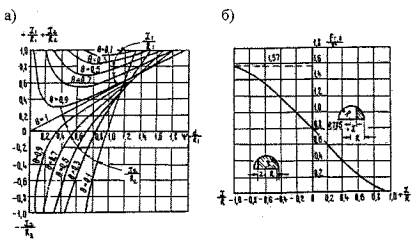
Рисунок А.2.2 - Графики для определения коэффициента z
Определение величины укорочения от каждого следующего поясного шва производится аналогичным способом.
Укорочение от одностороннего углового шва, прикрепляющего к элементу какую-нибудь деталь (рисунок А.2.3), находится по формуле
![]() (В)
(В)
где qпл - доля погонной энергии шва, участвующая в образовании деформаций элемента, находится из выражения
Здесь dл - толщина листа;
dд - толщина прикрепляемой детали;
В - длина одиночного шва.
1 - прикрепляемая деталь; 2 – элемент
Рисунок А.2.3 - Приварка к элементу детали односторонним швом
В случае приварки к элементу детали втавр двумя сближенными швами (рисунок А.2.4), накладываемыми последовательно, укорочение подсчитывается также по формуле (8), но от условного одностороннего шва, эквивалентного по своему воздействию на элемент данной пары швов. Погонная энергия условного шва находится из выражения
qп.расч. = (1 + x)qпл. (9)
1 - прикрепляемая деталь; 2 – элемент
Рисунок А.2.4 - Прикрепление детали втавр двусторонними сближенными швами
Способ определения коэффициента x зависит от толщины свариваемых листов.
Если ![]() то коэффициент
x может быть
определен по формуле
то коэффициент
x может быть
определен по формуле
![]() (10)
(10)
Если же ![]() то
то
где K - катет шва;
i - коэффициент, учитывающий распределение тепла дуги между листом элемента и привариваемой деталью;
FS2 - площадь зоны с пластическими деформациями от второго шва.
Величины i и FS2 находятся по формулам, аналогичным (4) - (6).
Допущенные упрощения
Опытные данные [2, 3] свидетельствуют, во-первых, о хорошей сходимости расчетных величин линейных деформаций с действительными (усредненными) и, во-вторых, о возможности упрощения расчетов для элементов относительно мощного сечения (F ³ 100 см2), изготавливаемых из деталей достаточно больших толщин (dn ³ 10 мм) при помощи автоматической и полуавтоматической сварки. При соблюдении перечисленных условий оказываются справедливыми следующие выводы:
1. Влияние напряженного состояния от ранее наложенных швов на деформации от последующих незначительно и его можно не учитывать.
2. Формулы для расчета укорочений от продольных швов (8) - (11) в достаточной степени пригодны для определения укорочения от швов, произвольно ориентированных относительно продольной оси элемента. Это положение справедливо, если при изготовлении конструкций применяются относительно короткие поперечные швы, которые не пересекают в одном сечении все листы, образующие сварной элемент [4].
3. При расчетах линейных деформаций от сближенных одинаковых поясных швов, накладываемых последовательно, укорочение от каждой пары таких швов может быть выражено через укорочение от одного шва:
![]() (12)
(12)
где ![]() _
укорочение от двух швов;
_
укорочение от двух швов;
D1L - укорочение от первого шва.
4. При одновременной сварке двусторонних швов двухдуговым автоматом продольные деформации элемента также могут быть выражены через деформации от единичного шва:
![]() (13)
(13)
5. При расчетах укорочения от приварки к элементу деталей односторонними угловыми швами доля погонной энергии, участвующей в деформировании элемента, может быть принята постоянной, поскольку ее величина колеблется в пределах
(0,85-0,90)qn. (14)
6. В случае приварки к элементу втавр детали двусторонними швами они могут быть заменены в расчете условным валиком, погонная энергия которого принимается равной:
а) при последовательном наложении сближенных швов
qп.расч = 1,3qn; (15)
б) при одновременной сварке сближенных швов двухдуговым автоматом
qп.расч = 1,8qn. (16)
7. Усадка элемента от четырех сближенных швов, прикрепляющих детали втавр с двух сторон (рисунок А.2.5), может быть выражена через укорочение от пары двусторонних швов:
![]() (17)
(17)
где ![]() _ усадка
от четырех сближенных швов.
_ усадка
от четырех сближенных швов.
1, 3 - деталь; 2 - лист элемента
Рисунок А.2.5 - Прикрепление к элементу втавр с двух сторон деталей четырьмя
сближенными швами
8. Изменением длины элемента, связанным с его изгибом от сварки, можно пренебречь ввиду незначительности величины изгиба сравнительно мощных элементов.
Перечисленные допущения позволяют свести расчет линейных деформаций к вычислениям по простой формуле
![]() (С)
(С)
где DL - укорочение элемента, мм;
K - катет расчетного шва, см (под расчетным подразумевается условный шов с сечением в виде равнобедренного прямоугольного треугольника, площадь которого равна площади сечения наплавленного металла действительного шва);
F - площадь поперечного сечения элемента, см2;
L - длина шва или совокупности швов, м;
а - коэффициент, мм/м, который в зависимости от формы сечения элемента, количества швов, их назначения и последовательности сварки может иметь следующие значения:
1) а = 64 - при подсчете деформаций двутаврового или Н-образного элемента от четырех поясных швов; в этом случае за L принимается длина той части элемента, на которой имеются поясные швы (в пределе - общая длина элемента);
2) а = 128 - для расчета укорочений коробчатого элемента от поясных швов, количество которых на коробчатом элементе вдвое больше, чем на двутавровом или Н-образном. В этом случае L - то же, что и в п. 1;
3) а = 45 - для расчета продольных деформаций таврового элемента от поясных швов в случае сварки их двухдуговым автоматом; L - то же, что и в п. 1;
4) а = 32 - для расчета укорочений таврового элемента от поясных швов, когда последние накладываются поочередно; L - то же, что и в п. 1;
5) а = 21 - для подсчета укорочения элемента при сварке односторонними поясными швами. Этот же случай включает и сварку листовых пакетов, при этом за F принимается площадь поперечного сечения пакета, за L - сумма длин всех односторонних швов;
6) а = 18 - в случае приварки к элементу (или к листам, еще не собранным в элемент) деталей угловыми односторонними швами.
За F принимается либо площадь сечения элемента, если деталь приваривается к собранному элементу, либо площадь сечения листа; L - то же, что и в п. 5;
7) а = 28 - при расчете деформаций элемента от приварки втавр деталей двусторонними швами в случае последовательного их наложения. В этом случае L принимается равной сумме длин прикреплений (например, сумме длин ребер жесткости при их расположении с одной стороны стенки);
8) а = 39 - при расчете укорочения от приварки втавр деталей при помощи двухдугового автомата (одновременное наложение сближенных швов); L - то же, что и в п. 7;
9) а = 55 - в случае приварки втавр с двух сторон элемента деталей четырьмя сближенными швами при последовательном наложении всех швов.
В этом случае L принимается равной сумме длин участков прикрепления (например, для продольных ребер, расположенных с двух сторон стенки на всей длине балки, L равняется длине балки);
10) а = 78 - при расчете укорочения от приварки втавр с двух сторон элемента деталей двухдуговым автоматом; L - то же, что и в п. 9.
На основе формулы (С) с учетом возможных значений коэффициента а составлены таблицы А.2.1 - А.2.11 и построены графики (рисунки А.2.6 - А.2.9) для нахождения относительных укорочений во всех типичных случаях наложения на элемент (или заготовку) сварных швов.
Таблица А.2.1 - Укорочение двутавровых и Н-образных элементов от наложения всех поясных швов, мм/м
|
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
||||||||||||
|
6 |
7 |
8 |
9 |
10 |
11 |
12 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
|
100 |
0,23 |
0,31 |
0,41 |
0,52 |
0,64 |
0,77 |
0,92 |
560 |
0,04 |
0,06 |
0,07 |
0,09 |
0,11 |
0,14 |
0,16 |
|
120 |
0,19 |
0,26 |
0,34 |
0,43 |
0,53 |
0,64 |
0,76 |
580 |
0,04 |
0,05 |
0,07 |
0,09 |
0,11 |
0,13 |
0,16 |
|
140 |
0,16 |
0,22 |
0,29 |
0,37 |
0,45 |
0,55 |
0,65 |
600 |
0,04 |
0,05 |
0,07 |
0,09 |
0,11 |
0,13 |
0,15 |
|
160 |
0,14 |
0,19 |
0,25 |
0,32 |
0,40 |
0,48 |
0,57 |
620 |
0,04 |
0,05 |
0,07 |
0,08 |
0,10 |
0,12 |
0,15 |
|
180 |
0,13 |
0,17 |
0,23 |
0,29 |
0,35 |
0,43 |
0,51 |
640 |
0,04 |
0,05 |
0,06 |
0,08 |
0,10 |
0,12 |
0,14 |
|
200 |
0,11 |
0,16 |
0,20 |
0,26 |
0,32 |
0,38 |
0,46 |
660 |
0,03 |
0,05 |
0,06 |
0,08 |
0,10 |
0,12 |
0,14 |
|
220 |
0,10 |
0,14 |
0,18 |
0,23 |
0,29 |
0,35 |
0,42 |
680 |
0,03 |
0,05 |
0,06 |
0,08 |
0,09 |
0,11 |
0,13 |
|
240 |
0,09 |
0,13 |
0,17 |
0,21 |
0,26 |
0,32 |
0,38 |
700 |
0,03 |
0,04 |
0,06 |
0,07 |
0,09 |
0,11 |
0,13 |
|
260 |
0,09 |
0,12 |
0,16 |
0,20 |
0,24 |
0,30 |
0,35 |
720 |
0,03 |
0,04 |
0,06 |
0,07 |
0,09 |
0,11 |
0,13 |
|
280 |
0,08 |
0,11 |
0,14 |
0,18 |
0,23 |
0,27 |
0,33 |
740 |
0,03 |
0,04 |
0,05 |
0,07 |
0,09 |
0,10 |
0,12 |
|
300 |
0,08 |
0,10 |
0,14 |
0,17 |
0,21 |
0,26 |
0,31 |
760 |
0,03 |
0,04 |
0,05 |
0,07 |
0,08 |
0,10 |
0,12 |
|
320 |
0,07 |
0,10 |
0,13 |
0,16 |
0,20 |
0,24 |
0,29 |
780 |
0,03 |
0,04 |
0,05 |
0,07 |
0,08 |
0,10 |
0,12 |
|
340 |
0,07 |
0,09 |
0,12 |
0,15 |
0,19 |
0,23 |
0,27 |
800 |
0,03 |
0,04 |
0,05 |
0,06 |
0,08 |
0,10 |
0,11 |
|
360 |
0,06 |
0,09 |
0,11 |
0,14 |
0,18 |
0,21 |
0,25 |
820 |
0,03 |
0,04 |
0,05 |
0,06 |
0,08 |
0,09 |
0,11 |
|
380 |
0,06 |
0,08 |
0,11 |
0,14 |
0,17 |
0,20 |
0,24 |
840 |
0,03 |
0,04 |
0,05 |
0,06 |
0,08 |
0,09 |
0,11 |
|
400 |
0,06 |
0,08 |
0,10 |
0,13 |
0,16 |
0,19 |
0,23 |
860 |
0,03 |
0,04 |
0,05 |
0,06 |
0,07 |
0,09 |
0,11 |
|
420 |
0,05 |
0,07 |
0,10 |
0,12 |
0,15 |
0,18 |
0,22 |
880 |
0,03 |
0,04 |
0,05 |
0,06 |
0,07 |
0,09 |
0,10 |
|
440 |
0,05 |
0,07 |
0,09 |
0,12 |
0,14 |
0,17 |
0,21 |
900 |
0,03 |
0,03 |
0,05 |
0,06 |
0,07 |
0,09 |
0,10 |
|
460 |
0,05 |
0,07 |
0,09 |
0,11 |
0,14 |
0,17 |
0,20 |
920 |
0,03 |
0,03 |
0,04 |
0,06 |
0,07 |
0,08 |
0,10 |
|
480 |
0,05 |
0,06 |
0,08 |
0,11 |
0,13 |
0,16 |
0,19 |
940 |
0,02 |
0,03 |
0,04 |
0,05 |
0,07 |
0,08 |
0,10 |
|
500 |
0,05 |
0,06 |
0,08 |
0,10 |
0,13 |
0,15 |
0,18 |
960 |
0,02 |
0,03 |
0,04 |
0,05 |
0,07 |
0,08 |
0,10 |
|
520 |
0,04 |
0,06 |
0,08 |
0,10 |
0,12 |
0,15 |
0,18 |
980 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
0,08 |
0,09 |
|
540 |
0,04 |
0,06 |
0,08 |
0,10 |
0,12 |
0,14 |
0,17 |
1000 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
0,08 |
0,09 |
Таблица А.2.2 - Укорочение коробчатых элементов от наложения всех поясных швов, мм/м
|
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
||||||||
|
6 |
7 |
8 |
9 |
10 |
6 |
7 |
8 |
9 |
10 |
||
|
100 |
0,46 |
0,63 |
0,82 |
1,04 |
1,28 |
560 |
0,08 |
0,11 |
0,15 |
0,18 |
0,23 |
|
120 |
0,38 |
0,52 |
0,68 |
0,86 |
1,07 |
580 |
0,08 |
0,11 |
0,14 |
0,18 |
0,22 |
|
140 |
0,33 |
0,45 |
0,58 |
0,74 |
0,91 |
600 |
0,08 |
0,10 |
0,14 |
0,17 |
0,21 |
|
160 |
0,29 |
0,39 |
0,51 |
0,65 |
0,80 |
620 |
0,07 |
0,10 |
0,13 |
0,17 |
0,21 |
|
180 |
0,26 |
0,35 |
0,46 |
0,58 |
0,71 |
640 |
0,07 |
0,10 |
0,13 |
0,16 |
0,20 |
|
200 |
0,23 |
0,31 |
0,41 |
0,52 |
0,64 |
660 |
0,07 |
0,09 |
0,12 |
0,16 |
0,19 |
|
220 |
0,21 |
0,29 |
0,37 |
0,47 |
0,59 |
680 |
0,07 |
0,09 |
0,12 |
0,15 |
0,19 |
|
240 |
0,19 |
0,26 |
0,34 |
0,43 |
0,53 |
700 |
0,07 |
0,09 |
0,12 |
0,15 |
0,18 |
|
260 |
0,18 |
0,24 |
0,31 |
0,40 |
0,49 |
720 |
0,06 |
0,09 |
0,11 |
0,14 |
0,18 |
|
280 |
0,16 |
0,22 |
0,29 |
0,37 |
0,46 |
740 |
0,06 |
0,08 |
0,11 |
0,14 |
0,17 |
|
300 |
0,15 |
0,21 |
0,27 |
0,35 |
0,43 |
760 |
0,06 |
0,08 |
0,11 |
0,14 |
0,17 |
|
320 |
0,14 |
0,20 |
0,26 |
0,32 |
0,40 |
780 |
0,06 |
0,08 |
0,10 |
0,13 |
0,16 |
|
340 |
0,14 |
0,18 |
0,24 |
0,30 |
0,38 |
800 |
0,06 |
0,08 |
0,10 |
0,13 |
0,16 |
|
360 |
0,13 |
0,17 |
0,23 |
0,29 |
0,36 |
820 |
0,06 |
0,08 |
0,10 |
0,13 |
0,16 |
|
380 |
0,12 |
0,16 |
0,22 |
0,27 |
0,34 |
840 |
0,05 |
0,07 |
0,10 |
0,12 |
0,15 |
|
400 |
0,12 |
0,16 |
0,21 |
0,26 |
0,32 |
860 |
0,05 |
0,07 |
0,10 |
0,12 |
0,15 |
|
420 |
0,11 |
0,15 |
0,20 |
0,25 |
0,30 |
880 |
0,05 |
0,07 |
0,09 |
0,12 |
0,15 |
|
440 |
0,10 |
0,14 |
0,19 |
0,24 |
0,29 |
900 |
0,05 |
0,07 |
0,09 |
0,12 |
0,14 |
|
460 |
0,10 |
0,14 |
0,18 |
0,23 |
0,28 |
920 |
0,05 |
0,07 |
0,09 |
0,11 |
0,14 |
|
480 |
0,10 |
0,13 |
0,17 |
0,22 |
0,27 |
940 |
0,05 |
0,07 |
0,09 |
0,11 |
0,14 |
|
500 |
0,09 |
0,13 |
0,16 |
0,21 |
0,26 |
960 |
0,05 |
0,07 |
0,09 |
0,11 |
0,13 |
|
520 |
0,09 |
0,12 |
0,16 |
0,20 |
0,25 |
980 |
0,05 |
0,06 |
0,08 |
0,11 |
0,13 |
|
540 |
0,09 |
0,12 |
0,15 |
0,19 |
0,24 |
1000 |
0,05 |
0,06 |
0,08 |
0,10 |
0,13 |
Таблица А.2.3 - Укорочение тавровых элементов при последовательном наложении поясных швов, мм/м
|
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
||||||||
|
6 |
7 |
8 |
9 |
10 |
6 |
7 |
8 |
9 |
10 |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
40 |
0,29 |
0,39 |
0,51 |
0,65 |
0,80 |
280 |
0,04 |
0,06 |
0,07 |
0,09 |
0,11 |
|
60 |
0,19 |
0,26 |
0,34 |
0,43 |
0,53 |
300 |
0,04 |
0,05 |
0,07 |
0,09 |
0,11 |
|
80 |
0,14 |
0,20 |
0,25 |
0,32 |
0,40 |
320 |
0,04 |
0,05 |
0,06 |
0,08 |
0,10 |
|
100 |
0,12 |
0,16 |
0,20 |
0,26 |
0,32 |
340 |
0,03 |
0,05 |
0,06 |
0,08 |
0,09 |
|
120 |
0,10 |
0,13 |
0,17 |
0,22 |
0,27 |
360 |
0,03 |
0,04 |
0,06 |
0,07 |
0,09 |
|
140 |
0,08 |
0,11 |
0,15 |
0,18 |
0,23 |
380 |
0,03 |
0,04 |
0,05 |
0,07 |
0,08 |
|
160 |
0,07 |
0,10 |
0,13 |
0,16 |
0,20 |
400 |
0,03 |
0,04 |
0,05 |
0,06 |
0,08 |
|
180 |
0,06 |
0,09 |
0,11 |
0,14 |
0,18 |
420 |
0,03 |
0,04 |
0,05 |
0,06 |
0,08 |
|
200 |
0,06 |
0,08 |
0,10 |
0,13 |
0,16 |
440 |
0,03 |
0,04 |
0,05 |
0,06 |
0,07 |
|
220 |
0,05 |
0,07 |
0,09 |
0,12 |
0,15 |
460 |
0,03 |
0,03 |
0,04 |
0,06 |
0,07 |
|
240 |
0,05 |
0,07 |
0,09 |
0,11 |
0,13 |
480 |
0,02 |
0,03 |
0,04 |
0,05 |
0,07 |
|
260 |
0,04 |
0,06 |
0,08 |
0,10 |
0,12 |
500 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
Таблица А.2.4 - Укорочение тавровых элементов при одновременном наложении поясных швов двухдуговым автоматом, мм/м
|
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
||||
|
6 |
7 |
8 |
6 |
7 |
8 |
||
|
40 |
0,40 |
0,55 |
0,72 |
280 |
0,06 |
0,08 |
0,10 |
|
60 |
0,27 |
0,37 |
0,48 |
300 |
0,05 |
0,07 |
0,10 |
|
80 |
0,20 |
0,28 |
0,36 |
320 |
0,05 |
0,07 |
0,09 |
|
100 |
0,16 |
0,22 |
0,29 |
340 |
0,05 |
0,06 |
0,08 |
|
120 |
0,14 |
0,18 |
0,24 |
360 |
0,04 |
0,06 |
0,08 |
|
140 |
0,12 |
0,16 |
0,20 |
380 |
0,04 |
0,06 |
0,08 |
|
160 |
0,10 |
0,14 |
0,18 |
400 |
0,04 |
0,06 |
0,07 |
|
180 |
0,09 |
0,12 |
0,16 |
420 |
0,04 |
0,05 |
0,07 |
|
200 |
0,08 |
0,11 |
0,14 |
440 |
0,04 |
0,05 |
0,07 |
|
220 |
0,07 |
0,10 |
0,13 |
460 |
0,04 |
0,05 |
0,06 |
|
240 |
0,07 |
0,09 |
0,12 |
480 |
0,03 |
0,05 |
0,06 |
|
260 |
0,06 |
0,08 |
0,11 |
500 |
0,03 |
0,04 |
0,06 |
Таблица А.2.5 - Укорочение элементов от приварки к ним деталей односторонними швами, мм/м шва
|
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
||||||||
|
6 |
7 |
8 |
9 |
10 |
6 |
7 |
8 |
9 |
10 |
||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
100 |
0,07 |
0,09 |
0,12 |
0,15 |
0,18 |
560 |
0,01 |
0,02 |
0,02 |
0,03 |
0,03 |
|
120 |
0,06 |
0,08 |
0,10 |
0,12 |
0,15 |
580 |
0,01 |
0,02 |
0,02 |
0,03 |
0,03 |
|
140 |
0,05 |
0,06 |
0,08 |
0,11 |
0,13 |
600 |
0,01 |
0,02 |
0,02 |
0,02 |
0,03 |
|
160 |
0,04 |
0,06 |
0,07 |
0,09 |
0,11 |
620 |
0,01 |
0,01 |
0,02 |
0,02 |
0,03 |
|
180 |
0,04 |
0,05 |
0,07 |
0,08 |
0,10 |
640 |
0,01 |
0,01 |
0,02 |
0,02 |
0,03 |
|
200 |
0,03 |
0,05 |
0,06 |
0,07 |
0,09 |
660 |
0,01 |
0,01 |
0,02 |
0,02 |
0,03 |
|
220 |
0,03 |
0,04 |
0,05 |
0,07 |
0,08 |
680 |
0,01 |
0,01 |
0,02 |
0,02 |
0,03 |
|
240 |
0,03 |
0,04 |
0,05 |
0,06 |
0,08 |
700 |
0,01 |
0,01 |
0,02 |
0,02 |
0,03 |
|
260 |
0,03 |
0,03 |
0,05 |
0,06 |
0,07 |
720 |
0,01 |
0,01 |
0,02 |
0,02 |
0,03 |
|
280 |
0,02 |
0,03 |
0,04 |
0,05 |
0,07 |
740 |
0,01 |
0,01 |
0,02 |
0,02 |
0,02 |
|
300 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
760 |
0,01 |
0,01 |
0,02 |
0,02 |
0,02 |
|
320 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
780 |
0,01 |
0,01 |
0,02 |
0,02 |
0,02 |
|
340 |
0,02 |
0,03 |
0,03 |
0,04 |
0,05 |
800 |
0,01 |
0,01 |
0,02 |
0,02 |
0,02 |
|
360 |
0,02 |
0,03 |
0,03 |
0,04 |
0,05 |
820 |
0,01 |
0,01 |
0,02 |
0,02 |
0,02 |
|
380 |
0,02 |
0,02 |
0,03 |
0,04 |
0,05 |
840 |
0,01 |
0,01 |
0,01 |
0,02 |
0,02 |
|
400 |
0,02 |
0,02 |
0,03 |
0,04 |
0,05 |
860 |
0,01 |
0,01 |
0,01 |
0,02 |
0,02 |
|
420 |
0,02 |
0,02 |
0,03 |
0,04 |
0,04 |
880 |
0,01 |
0,01 |
0,01 |
0,02 |
0,02 |
|
440 |
0,02 |
0,02 |
0,03 |
0,03 |
0,04 |
900 |
0,01 |
0,01 |
0,01 |
0,02 |
0,02 |
|
460 |
0,01 |
0,02 |
0,03 |
0,03 |
0,04 |
920 |
0,01 |
0,01 |
0,01 |
0,02 |
0,02 |
|
480 |
0,01 |
0,02 |
0,02 |
0,03 |
0,04 |
940 |
0,01 |
0,01 |
0,01 |
0,02 |
0,02 |
|
500 |
0,01 |
0,02 |
0,02 |
0,03 |
0,04 |
960 |
0,01 |
0,01 |
0,01 |
0,02 |
0,02 |
|
520 |
0,01 |
0,02 |
0,02 |
0,03 |
0,03 |
980 |
0,01 |
0,01 |
0,01 |
0,02 |
0,02 |
|
540 |
0,01 |
0,02 |
0,02 |
0,03 |
0,03 |
1000 |
0,01 |
0,01 |
0,01 |
0,02 |
0,02 |
Таблица А.2.6 - Укорочение элементов от приварки втавр деталей двусторонними швами при их последовательном наложении, мм/м прикрепления
|
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
||||||||
|
6 |
7 |
8 |
9 |
10 |
6 |
7 |
8 |
9 |
10 |
||
|
100 |
0,10 |
0,13 |
0,18 |
0,22 |
0,28 |
560 |
0,02 |
0,02 |
0,03 |
0,04 |
0,05 |
|
120 |
0,08 |
0,11 |
0,15 |
0,19 |
0,23 |
580 |
0,02 |
0,02 |
0,03 |
0,04 |
0,05 |
|
140 |
0,07 |
0,10 |
0,13 |
0,16 |
0,20 |
600 |
0,02 |
0,02 |
0,03 |
0,04 |
0,05 |
|
160 |
0,06 |
0,08 |
0,11 |
0,14 |
0,17 |
620 |
0,02 |
0,02 |
0,03 |
0,04 |
0,04 |
|
180 |
0,06 |
0,07 |
0,10 |
0,12 |
0,15 |
640 |
0,02 |
0,02 |
0,03 |
0,03 |
0,04 |
|
200 |
0,05 |
0,07 |
0,09 |
0,11 |
0,14 |
660 |
0,02 |
0,02 |
0,03 |
0,03 |
0,04 |
|
220 |
0,04 |
0,06 |
0,08 |
0,10 |
0,12 |
680 |
0,01 |
0,02 |
0,03 |
0,03 |
0,04 |
|
240 |
0,04 |
0,06 |
0,07 |
0,09 |
0,11 |
700 |
0,01 |
0,02 |
0,03 |
0,03 |
0,04 |
|
260 |
0,04 |
0,05 |
0,07 |
0,09 |
0,11 |
720 |
0,01 |
0,02 |
0,02 |
0,03 |
0,04 |
|
280 |
0,04 |
0,05 |
0,06 |
0,08 |
0,10 |
740 |
0,01 |
0,02 |
0,02 |
0,03 |
0,04 |
|
300 |
0,03 |
0,04 |
0,06 |
0,07 |
0,09 |
760 |
0,01 |
0,02 |
0,02 |
0,03 |
0,04 |
|
320 |
0,03 |
0,04 |
0,06 |
0,07 |
0,09 |
780 |
0,01 |
0,02 |
0,02 |
0,03 |
0,04 |
|
340 |
0,03 |
0,04 |
0,05 |
0,07 |
0,08 |
800 |
0,01 |
0,02 |
0,02 |
0,03 |
0,03 |
|
360 |
0,03 |
0,04 |
0,05 |
0,06 |
0,08 |
820 |
0,01 |
0,02 |
0,02 |
0,03 |
0,03 |
|
380 |
0,03 |
0,04 |
0,05 |
0,06 |
0,07 |
840 |
0,01 |
0,02 |
0,02 |
0,03 |
0,03 |
|
400 |
0,02 |
0,03 |
0,04 |
0,06 |
0,07 |
860 |
0,01 |
0,02 |
0,02 |
0,03 |
0,03 |
|
420 |
0,02 |
0,03 |
0,04 |
0,05 |
0,07 |
880 |
0,01 |
0,02 |
0,02 |
0,03 |
0,03 |
|
440 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
900 |
0,01 |
0,01 |
0,02 |
0,02 |
0,03 |
|
460 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
920 |
0,01 |
0,01 |
0,02 |
0,02 |
0,03 |
|
480 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
940 |
0,01 |
0,01 |
0,02 |
0,02 |
0,03 |
|
500 |
0,02 |
0,03 |
0,04 |
0,04 |
0,06 |
960 |
0,01 |
0,01 |
0,02 |
0,02 |
0,03 |
|
520 |
0,02 |
0,03 |
0,03 |
0,04 |
0,05 |
980 |
0,01 |
0,01 |
0,02 |
0,02 |
0,03 |
|
540 |
0,02 |
0,02 |
0,03 |
0,04 |
0,05 |
1000 |
0,01 |
0,01 |
0,02 |
0,02 |
0,03 |
Таблица А.2.7 - Укорочение элементов от приварки втавр деталей двусторонними швами при наложении последних двухдуговым автоматом, мм/м прикрепления
|
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
||||||
|
6 |
7 |
8 |
6 |
7 |
8 |
6 |
7 |
8 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
100 |
0,14 |
0,19 |
0,25 |
400 |
0,04 |
0,05 |
0,06 |
700 |
0,02 |
0,03 |
0,04 |
|
120 |
0,12 |
0,16 |
0,21 |
420 |
0,03 |
0,05 |
0,06 |
720 |
0,02 |
0,03 |
0,03 |
|
140 |
0,10 |
0,14 |
0,18 |
440 |
0,03 |
0,04 |
0,06 |
740 |
0,02 |
0,03 |
0,03 |
|
160 |
0,09 |
0,12 |
0,16 |
460 |
0,03 |
0,04 |
0,05 |
760 |
0,02 |
0,03 |
0,03 |
|
180 |
0,08 |
0,11 |
0,14 |
480 |
0,03 |
0,04 |
0,05 |
780 |
0,02 |
0,02 |
0,03 |
|
200 |
0,07 |
0,10 |
0,12 |
500 |
0,03 |
0,04 |
0,05 |
800 |
0,02 |
0,02 |
0,03 |
|
220 |
0,06 |
0,09 |
0,11 |
520 |
0,03 |
0,04 |
0,05 |
820 |
0,02 |
0,02 |
0,03 |
|
240 |
0,06 |
0,08 |
0,10 |
540 |
0,03 |
0,04 |
0,05 |
840 |
0,02 |
0,02 |
0,03 |
|
260 |
0,05 |
0,07 |
0,10 |
560 |
0,03 |
0,03 |
0,04 |
860 |
0,02 |
0,02 |
0,03 |
|
280 |
0,05 |
0,07 |
0,09 |
580 |
0,02 |
0,03 |
0,04 |
880 |
0,02 |
0,02 |
0,03 |
|
300 |
0,05 |
0,06 |
0,08 |
600 |
0,02 |
0,03 |
0,04 |
900 |
0,02 |
0,02 |
0,03 |
|
320 |
0,04 |
0,06 |
0,08 |
620 |
0,02 |
0,03 |
0,04 |
920 |
0,02 |
0,02 |
0,03 |
|
340 |
0,04 |
0,06 |
0,07 |
640 |
0,02 |
0,03 |
0,04 |
940 |
0,01 |
0,02 |
0,03 |
|
360 |
0,04 |
0,05 |
0,07 |
660 |
0,02 |
0,03 |
0,04 |
960 |
0,01 |
0,02 |
0,03 |
|
380 |
0,04 |
0,05 |
0,07 |
680 |
0,02 |
0,03 |
0,04 |
980 |
0,01 |
0,02 |
0,03 |
|
400 |
0,04 |
0,05 |
0,06 |
700 |
0,02 |
0,03 |
0,04 |
1000 |
0,01 |
0,02 |
0,02 |
Таблица А.2.8 - Укорочение элементов от приварки к ним втавр с двух сторон деталей при последовательном наложении швов, мм/м прикрепления
|
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
||||||||
|
6 |
7 |
8 |
9 |
10 |
6 |
7 |
8 |
9 |
10 |
||
|
100 |
0,20 |
0,27 |
0,35 |
0,45 |
0,55 |
560 |
0,04 |
0,05 |
0,06 |
0,08 |
0,10 |
|
120 |
0,16 |
0,22 |
0,29 |
0,37 |
0,46 |
580 |
0,03 |
0,05 |
0,06 |
0,08 |
0,09 |
|
140 |
0,14 |
0,19 |
0,25 |
0,32 |
0,39 |
600 |
0,03 |
0,04 |
0,06 |
0,07 |
0,09 |
|
160 |
0,12 |
0,17 |
0,22 |
0,28 |
0,34 |
620 |
0,03 |
0,04 |
0,06 |
0,07 |
0,09 |
|
180 |
0,11 |
0,15 |
0,20 |
0,25 |
0,31 |
640 |
0,03 |
0,04 |
0,06 |
0,07 |
0,09 |
|
200 |
0,10 |
0,13 |
0,18 |
0,22 |
0,28 |
660 |
0,03 |
0,04 |
0,05 |
0,07 |
0,08 |
|
220 |
0,09 |
0,12 |
0,16 |
0,20 |
0,25 |
680 |
0.03 |
0,04 |
0,05 |
0,07 |
0,08 |
|
240 |
0,08 |
0,11 |
0,15 |
0,19 |
0,23 |
700 |
0,03 |
0,04 |
0,05 |
0,06 |
0,08 |
|
260 |
0,08 |
0,10 |
0,14 |
0.17 |
0,21 |
720 |
0,03 |
0,04 |
0,05 |
0,06 |
0,08 |
|
280 |
0,07 |
0,10 |
0,13 |
0,16 |
0,20 |
740 |
0,03 |
0,04 |
0,05 |
0,06 |
0,07 |
|
300 |
0,07 |
0,09 |
0,12 |
0,15 |
0,18 |
760 |
0,03 |
0,04 |
0,05 |
0,06 |
0,07 |
|
320 |
0,06 |
0,08 |
0,11 |
0,14 |
0,17 |
780 |
0,03 |
0,03 |
0,05 |
0,06 |
0,07 |
|
340 |
0,06 |
0,08 |
0,10 |
0,13 |
0,16 |
800 |
0,02 |
0,03 |
0,04 |
0,06 |
0,07 |
|
360 |
0,05 |
0,07 |
0,10 |
0,12 |
0,15 |
820 |
0,02 |
0,03 |
0,04 |
0,05 |
0,07 |
|
380 |
0,05 |
0,07 |
0,09 |
0,12 |
0,14 |
840 |
0,02 |
0,03 |
0,04 |
0,05 |
0,07 |
|
400 |
0,05 |
0,07 |
0,09 |
0,11 |
0,14 |
860 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
|
420 |
0,05 |
0,06 |
0,08 |
0,11 |
0,13 |
880 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
|
440 |
0,04 |
0,06 |
0,08 |
0,10 |
0,12 |
900 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
|
460 |
0,04 |
0,06 |
0,08 |
0,10 |
0,12 |
920 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
|
480 |
0,04 |
0,06 |
0,07 |
0,09 |
0,11 |
940 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
|
500 |
0,04 |
0,05 |
0,07 |
0,09 |
0,11 |
960 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
|
520 |
0,04 |
0,05 |
0,07 |
0,09 |
0,11 |
980 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
|
540 |
0,04 |
0,05 |
0,07 |
0,08 |
0,10 |
1000 |
0,02 |
0,03 |
0,04 |
0,04 |
0,06 |
Ребра жесткости продольные и поперечные. Ортотропные и ребристые плиты
Таблица А.2.9 - Укорочение элементов от приварки втавр с двух сторон деталей сближенными швами при наложении последних двухдуговым автоматом, мм/м прикрепления
|
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
Площадь поперечного сечения элемента, см2 |
Катет шва, мм |
||||||
|
6 |
7 |
8 |
6 |
7 |
8 |
6 |
7 |
8 |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
100 |
0,28 |
0,38 |
0,50 |
400 |
0,07 |
0,10 |
0,12 |
700 |
0,04 |
0,05 |
0,07 |
|
120 |
0,23 |
0,32 |
0,42 |
420 |
0,07 |
0,09 |
0,12 |
720 |
0,04 |
0,05 |
0,07 |
|
140 |
0,20 |
0,27 |
0,36 |
440 |
0,06 |
0,09 |
0,11 |
740 |
0,04 |
0,05 |
0,07 |
|
160 |
0,18 |
0,24 |
0,31 |
460 |
0,06 |
0,08 |
0,11 |
760 |
0,04 |
0,05 |
0,07 |
|
180 |
0,16 |
0,21 |
0,28 |
480 |
0,06 |
0,08 |
0,10 |
780 |
0,04 |
0,05 |
0,06 |
|
200 |
0,14 |
0,19 |
0,25 |
500 |
0,06 |
0,08 |
0,10 |
800 |
0,04 |
0,05 |
0,06 |
|
220 |
0,13 |
0,17 |
0,23 |
520 |
0,05 |
0,07 |
0,10 |
820 |
0,03 |
0,05 |
0,06 |
|
240 |
0,12 |
0,16 |
0,21 |
540 |
0,05 |
0,07 |
0,09 |
840 |
0,03 |
0,05 |
0,06 |
|
260 |
0,11 |
0,15 |
0,19 |
560 |
0,05 |
0,07 |
0,09 |
860 |
0,03 |
0,04 |
0,06 |
|
280 |
0,10 |
0,14 |
0,18 |
580 |
0,05 |
0,07 |
0,09 |
880 |
0,03 |
0,04 |
0,06 |
|
300 |
0,09 |
0,13 |
0,17 |
600 |
0,05 |
0,06 |
0,08 |
900 |
0,03 |
0,04 |
0,06 |
|
320 |
0,09 |
0,12 |
0,16 |
620 |
0,05 |
0,06 |
0,08 |
920 |
0,03 |
0,04 |
0,05 |
|
340 |
0,08 |
0,11 |
0,15 |
640 |
0,04 |
0,06 |
0,08 |
940 |
0,03 |
0,04 |
0,05 |
|
360 |
0,08 |
0,11 |
0,14 |
660 |
0,04 |
0,06 |
0,08 |
960 |
0,03 |
0,04 |
0,05 |
|
380 |
0,07 |
0,10 |
0,13 |
680 |
0,04 |
0,06 |
0,07 |
980 |
0,03 |
0,04 |
0,05 |
|
400 |
0,07 |
0,10 |
0,12 |
700 |
0,04 |
0,05 |
0,07 |
1000 |
0,03 |
0,04 |
0,05 |
Таблица А.2.10 - Укорочение листов при сварке их в пакеты, в случае приварки накладных компенсаторов и т.п., мм/м одностороннего шва
|
Площадь поперечного сечения пакета, см2 |
Катет шва, мм |
||||||
|
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
|
100 |
0,08 |
0,10 |
0,14 |
0,17 |
0,21 |
0,26 |
0,31 |
|
120 |
0,06 |
0,09 |
0,11 |
0,14 |
0,18 |
0,22 |
0,26 |
|
140 |
0,05 |
0,07 |
0,10 |
0,12 |
0,15 |
0,18 |
0,22 |
|
160 |
0,05 |
0,07 |
0,09 |
0,11 |
0,13 |
0,16 |
0,19 |
|
180 |
0,04 |
0,06 |
0,08 |
0,10 |
0,12 |
0,14 |
0,17 |
|
200 |
0,04 |
0,05 |
0,07 |
0,09 |
0,11 |
0,13 |
0,15 |
|
220 |
0,03 |
0,05 |
0,06 |
0,08 |
0,10 |
0,12 |
0,14 |
|
240 |
0,03 |
0,04 |
0,06 |
0,07 |
0,09 |
0,11 |
0,13 |
|
260 |
0,03 |
0,04 |
0,05 |
0,07 |
0,08 |
0,10 |
0,12 |
|
280 |
0,03 |
0,04 |
0,05 |
0,06 |
0,08 |
0,09 |
0,11 |
|
300 |
0,03 |
0,03 |
0,05 |
0,06 |
0,07 |
0,09 |
0,10 |
|
320 |
0,02 |
0,03 |
0,04 |
0,05 |
0,07 |
0,08 |
0,10 |
|
340 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
0,08 |
0,09 |
|
360 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
0,07 |
0,09 |
|
380 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
0,07 |
0,08 |
|
400 |
0,02 |
0,03 |
0,03 |
0,04 |
0,05 |
0,06 |
0,08 |
|
420 |
0,02 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
0,07 |
|
440 |
0,02 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
0,07 |
|
460 |
0,02 |
0,02 |
0,03 |
0,04 |
0,05 |
0,06 |
0,07 |
|
480 |
0,02 |
0,02 |
0,03 |
0,04 |
0,04 |
0,05 |
0,06 |
|
500 |
0,02 |
0,02 |
0,03 |
0,03 |
0,04 |
0,05 |
0,06 |
Таблица А.2.11 - Линейные деформации стыкового шва в направлении продольной оси плети в зависимости от величины зазора в стыке, мм
|
Величина зазора |
Деформации |
Величина зазора |
Деформации |
Величина зазора |
Деформации |
Величина зазора |
Деформации |
|
0,00 |
0,92 |
1,00 |
1,09 |
2,00 |
1,32 |
3,00 |
1,60 |
|
0,25 |
0,95 |
1,25 |
1,15 |
2,25 |
1,39 |
3,25 |
1,68 |
|
0,50 |
1,00 |
1,50 |
1,20 |
2,50 |
1,46 |
3,50 |
1,77 |
|
0,75 |
1,04 |
1,75 |
1,27 |
2,75 |
1,53 |
3,75 |
1,85 |
|
1,00 |
1,09 |
2,00 |
1,32 |
3,00 |
1,60 |
4,00 |
1,96 |
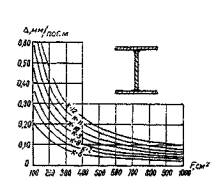
Рисунок А.2.6 - Укорочение двутавровых и Н-образных элементов от наложения всех поясных швов
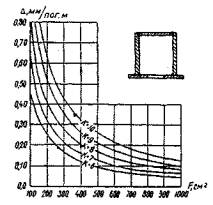
Рисунок А.2.7 - Укорочение коробчатых элементов от наложения поясных швов
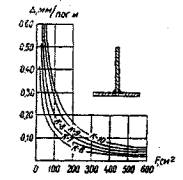
Рисунок А.2.8 - Укорочение тавровых элементов при последовательном наложении
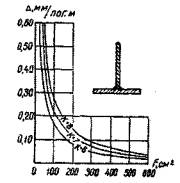
Рисунок А.2.9 - Укорочение тавровых элементов при одновременном наложении поясных швов двухдуговым автоматом
Пользование таблицами и графиками
Исходные данные для расчета величины укорочения элемента от наложения сварных швов могут быть взяты из технического проекта или из рабочих чертежей. При этом длины швов, ребер жесткости, фасонок, иных прикреплений принимаются в метрах, площадь поперечного сечения элемента - в сантиметрах2. Катеты, обозначенные в техническом или рабочем проекте, могут считаться расчетными.
Относительное укорочение элемента от наложения поясных швов находится по таблицам А.2.1 - А.2.4 (см. рисунки А.2.6 - А.2.9).
Абсолютное укорочение подсчитывается умножением относительной усадки на длину той части элемента, на которой имеются поясные швы. Как правило, поясные швы имеются по всей длине элемента, потому обычно L равняется его длине.
Если катеты поясных швов различны по сечению элемента, укорочение элемента -как среднее арифметическое между возможными укорочениями при условии выполнения всех швов одинаковыми.
По таблицам А.2.5 - А.2.9 находятся относительные деформации элемента от прикрепления к нему деталей односторонними или двусторонними швами. Абсолютное укорочение находится умножением относительного укорочения на суммарную длину швов или их совокупности.
Если сечение балки переменно, балка разбивается на участки по числу различных значений площади поперечного сечения. Укорочения находятся для каждого участка отдельно, после чего полученные величины суммируются.
При назначении для деталей припусков, покрывающих укорочение элемента от сварки, следует иметь в виду, что листы приобретают продольные деформации не только при сварке элемента, но еще и до его сборки при стыковке плетей, сварке листов в пакеты, приварке упоров и т.п.
Поэтому в припуск для каждого листа необходимо внести коррективы с учетом тех сварочных операций, которым подвергается лист до сборки элемента.
Данные о продольных деформациях пакета приведены в таблице А.2.10, об укорочении плети при сварке стыков (в зависимости от величины зазора в стыках) - в таблице А.2.11.
Общая длина плети после сварки стыковых соединений получается равной:
L = SLл + Sb - SD,
где SLл - сумма длин стыкуемых в плеть листов;
Sb - суммарная величина всех зазоров;
SD - сумма поперечных усадок сварных стыковых соединений (общее укорочение плети после сварки всех стыков).
Укорочение листа от приварки упоров или противоугонных уголков может быть определено по таблице А.2.5, а от приварки накладных компенсаторов - по таблице А.2.10.
Пример пользования таблицами
Требуется рассчитать припуски на продольные деформации для листов балки пролетного строения lр = 33,6 м (рисунок А.2.10).
Исходные данные
1. Балка имеет переменное сечение: на длине L1 = 20,0 м, F1 = 586 см2; на длине L2 = 14,2 м, F2 = 634 см2.
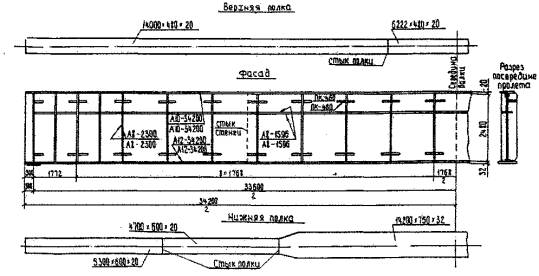
Рисунок А.2.10 - Конструкция балки
пролетного строения lр
= 33,6 м
(второстепенные детали балки не показаны; фасонки верхних продольных связей
привариваются, нижних - приклепываются)
2. Односторонними швами привариваются к нижнему поясу балки 2 листа, которыми балка устанавливается на опорные части. Листы расположены на первом участке, обвариваются по контуру швом
K = 10 мм, длина шва 2(05 + 0,58)2 = 4,3 м.
3. Фасонки связей прикрепляются втавр двусторонними швами, накладываемыми в К-образную разделку. Величина катета расчетного шва
![]()
На первом участке расположены 22 фасонки, суммарная длина прикрепления составляет 0,46×22 = 10 м.
На втором участке 16 фасонок общей длиной 0,46×16 = 7,5 м.
4. Ребра жесткости с двух сторон стенки привариваются четырьмя сближенными швами, катет которых равен 8 мм; наложение швов производится двухдуговым автоматом. На первом участке общая длина вертикальных и горизонтальных ребер 2,48×16 + 20,0 = 60 м, на втором 2,48×8 + 14,2 = 34 м.
Подсчет укороченной балки в целом
1. От поясных швов - с помощью таблицы А.2.1 (см рисунок А.2.6).
На первом участке:
если принять, что все поясные швы имеют катет K = 12 мм, то DL1 = 0,16×20 = 3,2 мм;
если принять, что K = 10 мм, то DL1 = 0,12×20 = 2,4 мм.
Среднее DL1 = 2,8 мм.
На втором участке:
если принять, что K = 12 мм, то DL2 = 0,15×12,2 = 2,1 мм;
K = 10 мм, то DL2 = 0,10×14,2 = 1,4 мм.
Среднее DL2 = 1,8 мм.
2. От приварки опорных плит - по таблице А.2.5
DL1 = 0,09×4,3 = 0,4 мм.
3. От приварки фасонок связей - по таблице А.2.6.
На первом участке: DL1 = 0,03×10 = 0,3 мм;
на втором участке: DL2 = 0,03×7,5 = 0,2 мм.
4. От приварки ребер жесткости - по таблице А.2.9.
На первом участке: DL1 = 0,09×60 = 5,4 мм;
на втором участке: DL2 = 0,08×34 = 2,7 мм.
Общее укорочение балки от сварки:
SDL = 2,8 + 1,8 + 0,4 + 0,3 + 0,2 + 5,4 + 2,7 = 13,6 мм.
При назначении припусков на каждую плеть необходимо учесть:
а) верхняя полка (площадь поперечного сечения ее F = 120 см2) имеет два стыка, к ней привариваются швом с катетом K = 10 мм и длиной lш = 0,4×8 = 3,2 м восемь противоугонных уголков; по таблице А.2.11 укорочение плети в районе стыковых соединений (при условии, что стыки собраны без зазора) равно 0,9×2 = 1,8 мм, а по таблице А.2.4 0,15×3,2 = 0,5 мм;
б) нижняя полка имеет 4 стыка, соответственно чему плеть при стыковке укоротится на 0,9×4 = 3,6 мм;
в) стенка стыкуется в трех местах, при этом она укорачивается на 0,9×3 = 2,7 мм.
Итак, в рабочих чертежах должны быть указаны следующие припуски для полотнищ:
верхней полки 13,6 + 1,8 + 0,5 = 16 мм;
нижней полки 13,6 + 3,6 = 17 мм;
стенки 13,6 + 2,7 = 16 мм.
При проведении измерений в заводских условиях для шести балок, о которых говорится в примере, получено среднее укорочение около 15 мм. Отклонение замеренных величин укорочений от их среднего значения составляет ±3 мм.
А.3 МЕТОДИКА РАСЧЕТА ДЕФОРМАЦИЙ ПРИ СВАРКЕ КОРОБЧАТЫХ, ТАВРОВЫХ И ДВУТАВРОВЫХ ЭЛЕМЕНТОВ СТАЛЬНЫХ КОНСТРУКЦИЙ МОСТОВ
В настоящем разделе изложена методика расчета деформаций укорочения элементов мостовых конструкций из стали 10ХСНД и 15ХСНД ГОСТ 6713-91 при их заводском изготовлении. Сварочные материалы: проволока Св-08А и Св-08ГА ГОСТ 2246-70*. Флюс АН-348А и АН-348АМ ГОСТ 9087-81.
Изложены экспериментальные работы по расчету деформаций сварных элементов решетчатых пролетных строений для пролетов 66; 77; 88 и 110 м, а также замеры этих деформаций в процессе изготовления элементов мостовых конструкций в условиях Улан-Удэнского ЗММК (авторы В.И. Звирь и Т.Б. Комогорцева).
А.3.1 Определение деформации укорочения элементов коробчатого сечения
Технология изготовления и методика расчета деформаций элементов коробчатого сечения
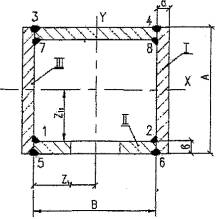
Рисунок А.3.1.1 - Принятые обозначения геометрических параметров сварного элемента коробчатого сечения
Действующий технологический процесс изготовления коробчатых элементов состоит из следующих операций: сборка U-образного элемента в сборочном кондукторе из позиций I, II, III и сварка двухдуговым автоматом швов 1-2; сборка коробчатого элемента с добавлением позиции IV и наложение швов 3-4; кантовка элемента и сварка 5-6 и 7-8 угловых соединений; сверловка отверстий под монтажные соединения в готовом элементе.
С целью повышения производительности и улучшения условий труда была проведена работа по совершенствованию технологии изготовления элементов, которая заключалась в учете деформаций от сварки элемента. В производственных условиях укорочение от сварки определяли методом замеров длины элемента до и после его сварки. Для этого наносили точки керном диаметром 0,5 мм на расстоянии 20-25 мм от шва до торца элемента. Замеры выполняли эталонной рулеткой.
Расчет деформаций от сварки выполняли по известной методике исследования сварочных деформаций В.Н. Савельева (НИИмостов) в следующей последовательности: определяли режимы сварки в зависимости от глубины проплавления Н в соответствии с ВСН 169-80, таблица 19; определяли продольную усадку от первого шва углового соединения. Усадку от последующих швов определяли с учетом коэффициента Kн,i, который представляет собой взаимосвязь напряженного состояния элемента, вызванного наложением каждого предыдущего шва:
где н - номер шва, от которого определяется деформация;
i - номер шва, от которого учитывается начальное напряженное состояние;
У - коэффициент, учитывающий влияние разных тепловых режимов сварки на остаточные деформации.
Он определяется следующим соотношением:
![]()
Поскольку деформирующая
способность последующих сварных швов изменяется вследствие наличия начального
напряженного состояния, создаваемого ранее выполненными швами, в формуле
значение погонной энергии ![]() приводим к
действительной деформирующей способности. Например
приводим к
действительной деформирующей способности. Например ![]()
По приведенной формуле выполнили расчеты укорочения коробчатых элементов железнодорожного пролетного строения и сопоставили их с результатами экспериментальных работ при изготовлении этих элементов.
Для расчета использовали режимы сварки, приведенные в таблице А.3.1.1.
Таблица А.3.1.1 - Режимы сварки
|
Параметры |
Единица измерений |
Значения параметров режима сварки швов угловых соединений |
|
|
внутренних |
наружных |
||
|
Сила тока |
А |
300-350 |
400 |
|
Напряжение |
В |
27-29 |
38 |
|
Скорость сварки |
м/ч |
25 |
25 |
|
Скорость подачи проволоки диаметром 2 мм |
м/ч |
162 |
162 |
Погонную энергию сварки наружных швов угловых соединений рассчитываем по формуле Qn = 0,24JUh:
Qn = 0,24×400×38×0,65 = 2371 кал/см.
Результаты расчетов и практических замеров деформаций укорочения приведены в таблицах А.3.1.2 - А.3.1.5.
Таблица А.3.1.2 - Элементы коробчатого сечения пролетного строения длиной 110 м
|
Марка |
Длина, мм |
Сечение, мм |
Продольная усадка |
|||
|
а´А |
в´В |
расчетная |
фактическая |
|||
|
мм |
мм/м |
мм |
||||
|
М290 М350 М461 |
10990 |
32´650 |
10´426 |
1,27 |
0,11 |
1,0-1,5 1,4 |
|
М462 М463 |
11002 |
25´650 |
12´476 |
1,53 |
0,14 |
1,5-2,0 1,7 |
|
М17 |
17260 |
20´650 |
10´486 |
2,86 |
0,16 |
2,5-3,0 2,8 |
|
М16 |
17260 |
16´650 |
10´494 |
3,3 |
0,19 |
3,0-3,5 3,4 |
|
М464 |
11002 |
40´650 |
16´440 |
1,2 |
0,109 |
0,5-1,0 0,9 |
|
М5 |
11002 |
36´650 |
10´454 |
1,16 |
0,105 |
1,0-1,5 1,1 |
|
М18 М19 |
1760 |
12´450 |
10´502 |
4,7 |
0,27 |
4,5-5,0 4,8 |
|
М560 М561 |
1680 |
25´800 |
16´476 |
2,19 |
0,129 |
2,0-2,5 2,1 |
Примечание. В числителе указаны минимальные и максимальные значения укорочения, в знаменателе -средняя величина.
Таблица А.3.1.3 - Элементы коробчатого сечения пролетного строения длиной 66 м
|
Марка |
Длина, мм |
Сечение, мм |
Продольная усадка |
|||
|
а´А |
в´В |
расчетная |
фактическая |
|||
|
мм |
мм/м |
мм |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
М9 М10 |
12770 |
10´526 |
10´430 |
4,02 |
0,31 |
4,0-4,5 4,2 |
|
М2 М350 |
8242 |
12´526 |
12´426 |
-2,3 |
0,279 |
1,5-2,0 1,8 |
|
М3 |
8242 |
12´526 |
16´426 |
2,2 |
0,266 |
1,0-2,0 1,96 |
|
М4 |
11000 |
12´526 |
16´426 |
2,86 |
0,26 |
2,5-3,0 2,7 |
|
М5 |
11000 |
12´526 |
12´426 |
3,2 |
0,29 |
3,0-4,0 3,2 |
|
М7 |
8250 |
12´526 |
20´426 |
1,6 |
0,19 |
1,5-2,0 1,6 |
|
М8 |
12690 |
12´526 |
16´576 |
2,5 |
0,197 |
2,5-3,0 2,6 |
|
М7 |
10000 |
12´526 |
20´426 |
1,94 |
0,196 |
1,5-2,5 1,83 |
Примечание. В числителе указаны минимальные и максимальные значения укорочения, в знаменателе - средняя величина.
Таблица А.3.1.4 - Элементы коробчатого сечения пролетного строения длиной 77 м
|
Марка |
Длина, мм |
Сечение, мм |
Продольная усадка |
|||
|
а´А |
в´В |
расчетная |
фактическая |
|||
|
мм |
мм/м |
мм |
||||
|
М1Т |
8242 |
16´450 |
10´494 |
2,04 |
0,24 |
2,0 |
|
М3Т |
8242 |
25´450 |
10´476 |
1,58 |
0,19 |
1,5 |
|
М5Т |
10992 |
25´450 |
12´476 |
1,75 |
0,16 |
1,5-2,0 1,6 |
|
М7Т |
8250 |
20´450 |
12´486 |
1,76 |
0,21 |
1,5 |
|
М8Т |
8250 |
32´450 |
12´462 |
1,23 |
0,15 |
1,0 |
|
М9 |
1100 |
32´450 |
16´462 |
1,48 |
0,13 |
1,5 |
|
М10 |
12600 |
20´600 |
12´486 |
2,26 |
0,18 |
2,0 |
|
М12 |
12700 |
12´450 |
10´502 |
2,74 |
0,29 |
3,5-4,0 3,8 |
Примечание. В числителе указаны минимальные и максимальные значения укорочения, в знаменателе - средняя величина.
Таблица А.3.1.5 - Элементы коробчатого сечения пролетного строения длиной 88 м
|
Марка |
Длина, мм |
Сечение, мм |
Продольная усадка |
|||
|
а´А |
в´В |
расчетная |
фактическая |
|||
|
мм |
мм/м |
мм |
||||
|
М1, М2 |
10990 |
16´650 |
12´494 |
2,08 |
0,19 |
2,0 |
|
М3, М4 |
10990 |
20´650 |
10´650 |
1,91 |
0,17 |
2,0 |
|
М5, М6 |
10990 |
20´650 |
10´486 |
1,91 |
0,17 |
2,0 |
|
М7 |
11002 |
25´650 |
12´476 |
1,53 |
0,14 |
1,5-2,0 1,7 |
|
М12 |
17020 |
20´800 |
12´486 |
2,44 |
0,14 |
2,0-2,5 2,2 |
|
М14 |
17260 |
12´700 |
10´502 |
3,95 |
0,22 |
3,5-4,0 3,7 |
|
М15 |
17260 |
16´650 |
10´494 |
3,26 |
0,18 |
3,0-3,5 3,4 |
|
М16 |
17260 |
10´450 |
10´502 |
4,7 |
0,27 |
4,5-5,0 4,8 |
Примечание. В числителе указаны минимальные и максимальные значения укорочения, в знаменателе - средняя величина.
А.3.2 Определение деформации укорочения элементов двутаврового сечения
Технологический процесс изготовления двутавровых элементов включает следующие основные операции: сборка элемента в сборочном кондукторе на прихватках; сварка одновременно 1-го и 2-го швов угловых соединений двухдуговым автоматом; кантовка элемента и сварка 3-го и 4-го швов; сверловка отверстий под монтажные соединения в готовом элементе.
Основным источником для расчета деформаций явилась методика В.Н. Савельева (НИИмостов).
Исходя из принятого проектом размера катета углового шва, назначаем режим сварки и определяем полную эффективную погонную энергию сварки.
Так как соотношение между геометрическими характеристиками балки J ¹ Z2F, то при расчете деформаций от сварки учитываем влияние напряженного состояния, создаваемого швами, которые наклеиваем в первую очередь. Величину укорочения элемента D1 от сварки одного продольного шва рассчитываем по формуле
![]()
где Qn - погонная энергия сварки, кал/см;
F - площадь сечения, см2;
L - длина элемента, см;
Z - расстояние от шва до центра тяжести сечения, см;
J - момент инерции сечения, см4.
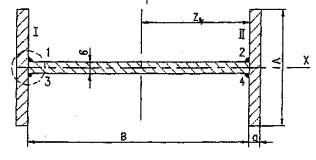
Рисунок А.3.2.1 - Принятые обозначения геометрических параметров сварного элемента двутаврового сечения
Определение деформаций укорочения от наложения четырех поясных швов сведено к расчету от трех швов I, II, III, т.е. 1-й и 3-й швы принимаются как один шов (см. рисунок А.3.2.1), а суммарная деформация после наложения четырех швов определяется по расчетной формуле
где ![]() - соотношение,
учитывающее напряженное состояние, создаваемое вторым швом углового соединения;
- соотношение,
учитывающее напряженное состояние, создаваемое вторым швом углового соединения;
![]() - коэффициент,
учитывающий долю деформаций от 2-го шва, оставшуюся после наложения 4-го шва.
- коэффициент,
учитывающий долю деформаций от 2-го шва, оставшуюся после наложения 4-го шва.
Этот коэффициент рассчитываем по формуле
где ![]() - площадь зоны с
пластическими деформациями растяжения.
- площадь зоны с
пластическими деформациями растяжения.
Формула для определения ![]() от каждого шва
представлена в общем виде:
от каждого шва
представлена в общем виде:
В таблице A.3.2.1 сведены результаты расчета и измерения деформаций укорочения различных элементов двутаврового сечения.
Таблица А.3.2.1 - Значения деформаций укорочения
|
Пролетное строение, м |
Сечение, мм |
Длина, мм |
Продольная усадка расчетная |
Усадка фактическая, мм |
||
|
а´А |
в´В |
|
мм |
мм/м |
||
|
66 |
12´280 |
10´502 |
10740 |
2,3 |
0,22 |
2 |
|
88 |
10´380 |
10´506 |
14300 |
2,8 |
0,2 |
|
|
110 |
10´380 |
10´506 |
13900 |
2,8 |
0,2 |
3 |
А.3.3 Определение деформации укорочения элементов таврового сечения
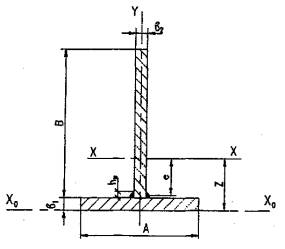
Рисунок А.3.3.1 - Принятые обозначения геометрических параметров сварного элемента таврового сечения
В настоящем Стандарте методика расчета деформаций укорочения (продольной усадки) принята к использованию при изготовлении элементов пролетных строений 44-100 м. В качестве примера расчета продольной усадки элемента принято сечение следующих размеров:
горизонтальный лист (в1×А) мм.............................................16´200
вертикальный лист (в2×В) мм................................................ 16´120
длина элемента, мм.................................................................870
площадь сечения, см2.................................................….........51
Сварку выполняли двухдуговым автоматом на режиме:
сварочный ток, А....................................................................280
напряжение на дуге, В............................................................28
скорость сварки, м/ч ..............................................................25
скорость подачи проволоки, м/ч...........................................162
При сварке создавали предварительный выгиб элемента в сторону, противоположную искривлению элемента от сварки.
Погонная энергия сварки определяется по формуле
![]()
Погонную энергию дуги при сварке двухдуговым автоматом определяем с учетом коэффициента b1,2;
Qn = 0,24JUhb1,2,
где b1,2 - коэффициент, учитывающий условия двухдуговой сварки, определяемый по графику в зависимости от d, Qn, i b1,2 = 2,63;
Qn = 2318×2,63 = 6096 кал/см.
Расстояние между сварными швами составит:
d = в2 + hш = 1,6 + 0,6 = 2,2 см.
Коэффициент, учитывающий распределение тепловложения, определяем следующим образом:
![]()
Определяем статический момент сечения относительно оси Хo-Хo
![]()
где а - расстояние между центром тяжести и осью Хo-Хo.
Определяем расстояние от оси Хo-Хo до центральной оси Х-Х
![]()
Момент инерции сечения рассчитываем по формуле
![]()
Определяем продольную усадку элемента
![]()
![]()
Определяем кривизну элемента от сварки
![]()
где l - расстояние от центра тяжести сварного шва до оси Х-Х.
Стрела прогиба элемента получается
![]()
Необходимый предварительный обратный прогиб до сварки
![]()
где Кпр - коэффициент пружинения.
![]()
Данные расчета и фактических замеров сведены в таблицы А.3.3.1 - А.3.3.3.
Таблица А.3.3.1 - Деформации элементов таврового сечения пролетного строения длиной 66 м
|
Марка |
Длина, мм |
Сечение листов, мм |
Продольная усадка |
Стрела прогиба расчетная, мм |
|||
|
расчетная |
фактическая |
||||||
|
горизонтального s2´А |
вертикального s2´Б |
мм |
мм/м |
мм |
|||
|
М364 |
4190 |
10´200 |
10´120 |
3,0 |
0,71 |
3,0 |
23 |
|
М362 |
4190 |
16´200 |
16´120 |
1,8 |
0,42 |
2,0 |
10 |
|
М368 |
3200 |
10´200 |
10´150 |
2,0 |
0,62 |
2,5 |
16 |
|
М369 |
4940 |
10´200 |
10´150 |
3,0 |
0,61 |
3,0 |
38 |
|
М374 |
5740 |
10´200 |
10´150 |
4,0 |
0,69 |
4,0 |
50 |
|
М375 |
5740 |
10´200 |
10´150 |
4,0 |
0,69 |
4,0 |
50 |
|
М359 |
8700 |
16´200 |
16´120 |
3,67 |
0,42 |
4,0 |
34 |
|
М360 |
8700 |
10´200 |
10´120 |
6,0 |
0,68 |
7,0 |
100 |
|
М361 |
8700 |
10´200 |
10´120 |
6,0 |
0,68 |
7,0 |
100 |
Таблица А.3.3.2 - Деформации элементов таврового сечения пролетного строения длиной 44 и 55 м
|
Марка |
Длина, мм |
Сечение листов, мм |
Продольная усадка |
Стрела прогиба расчетная, мм |
|||
|
расчетная |
фактическая |
||||||
|
горизонтального s2´А |
вертикального s2´Б |
мм |
мм/м |
мм |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
М350 |
6890 |
10´200 |
10´120 |
4,7 |
0,68 |
5,5 |
70 |
|
М351 |
6890 |
10´200 |
10´120 |
4,7 |
0,68 |
5,5 |
70 |
|
М352 |
3330 |
10´200 |
10´120 |
2,3 |
0,69 |
2,5 |
17 |
|
М353 |
3330 |
10´200 |
10´120 |
2,3 |
0,69 |
2,5 |
17 |
|
М354 |
3330 |
10´200 |
10´120 |
2,3 |
0,69 |
2,5 |
17 |
|
М355 |
7130 |
10´200 |
10´120 |
4,8 |
0,68 |
6,0 |
75 |
|
М356 |
3450 |
10´200 |
10´120 |
2,4 |
0,69 |
2,5 |
18 |
|
М357 |
4350 |
10´200 |
10´120 |
3,0 |
0,55 |
3,0 |
25 |
|
М358 |
6890 |
10´200 |
10´120 |
4.7 |
0,68 |
5,5 |
70 |
|
М359 |
1480 |
10´200 |
10´120 |
1,0 |
0,67 |
1,0 |
4 |
|
М379 |
1860 |
10´200 |
10´150 |
1,1 |
0,59 |
1,0 |
6,4 |
|
М403 |
3330 |
10´200 |
10´120 |
2,3 |
0,69 |
2,5 |
17 |
Таблица А.3.3.3 -Деформации элементов таврового сечения пролетного строения длиной 110м
|
Марка |
Длина, мм |
Сечение листов, мм |
Продольная усадка |
Стрела прогиба расчетная, мм |
|||
|
расчетная |
фактическая |
||||||
|
горизонтального s2´А |
вертикального s2´Б |
мм |
мм/м |
мм |
|||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
М506 М507 М508 М510 |
6990 |
12´240 |
12´150 |
2,9 |
0,40 |
3,0 |
20 |
|
М511 М512 М513 М514 М515 М516 М517 |
3360 |
12´240 |
12´150 |
1,4 |
0,44 |
1,5 |
5,0 |
|
М491 М492 |
5970 |
20´200 |
16´180 |
1,2 |
0,2 |
1,0 |
19 |
|
М493 М494 |
6130 |
20´200 |
16´180 |
1,3 |
0,2 |
1,0 |
21 |
|
М521 |
1390 |
10´220 |
10´120 |
0,75 |
0,57 |
1,0 |
3 |
|
М522 М523 М520 |
1230 1860 5140 |
10´220 10´220 10´220 |
10´120 10´120 10´120 |
0,6 1,0 2,7 |
0,48 0,53 0,52 |
0,5 1,0 3,0 |
2 4 35 |
БИБЛИОГРАФИЯ
1. Душницкий В.М., Пассек В.В. Рекомендации по правке стальных мостовых конструкций. М, ЦНИИС, 1988, 107 с.
2. Окерблом Н.О. Конструктивно-технологическое проектирование сварных конструкций. М., «Машиностроение», 1964, 419 с.
3. Кащенко Г.А. Основы металловедения. М. «Машиностроение», 1959, 395 с.
4. Лащенко М.Н. Аварии металлических конструкций зданий и сооружений. Л., «Стройиздат», 1969, 182 с.
5. Шкинев А.Н. Аварии в строительстве. М., «Стройиздат», 1984, 319 с.
6. Малышев Б.Д. Сварка и резка в промышленном строительстве. Справочник. М., «Стройиздат», 1980, 784 с.
7. Винокуров В.А. Сварочные деформации и напряжения. М., «Машиностроение», 1967,170 с.
8. Николаев Г.А., Куркин С.А., Винокуров В.А. Сварные конструкции (в двух томах). М., «Высшая школа», 1983.
9. Орлов В.Г. Влияние правки на несущую способность сжатых сварных элементов мостовых конструкций. Диссертация на соискание ученой степени канд. техн. наук. М., ЦНИИС, 1971.
10. Душницкий В.М. Исследование термической правки и ее влияния на несущую способность сварных мостовых балок. Диссертация на соискание ученой степени канд. техн. наук. М., ЦНИИС, 1978.
11. Пассек В.В. Научные основы эффективного учета и использования тепловых процессов при строительстве мостов и железных дорог. Диссертация на соискание ученой степени д-ра техн. наук. М., ЦНИИС, 1998.
12. Черный Д.Г. Новые технологические решения правки сварных элементов строительных металлоконструкций. Диссертация на соискание ученой степени канд. техн. наук. М., ЦНИИС, 2000.
13. Гребенчук И.В. Технология изготовления сварных мостовых балок с учетом теплового взаимовлияния отдельных операций. Диссертация на соискание ученой степени канд. техн. наук. М., ОАО ЦНИИС, 2006.
14. Большаков К.П., Пассек В.В., Душницкий В.М., Гурин Л.Я., Шаферман И.М., Пасеков П.X., Передереев Б.М., Синявский А.И. Устройство для правки грибовидности полок сварных элементов. А.с. СССР № 580027, 10.06.76.
15. Большаков К.П., Пассек В.В., Душницкий В.М. Способ термической правки грибовидности полок сварных элементов. А.с. СССР № 724239, 21.01.77.
16. Пассек В.В., Душницкий В.М. Устройство для термической правки полок сварных элементов. А.с. СССР № 1558528, 06.11.87.
17. Пассек В.В., Михайловский Л.Е., Заковенко В.В., Черный Д.Г. Способ изгиба гофрированных металлических элементов. Патент РФ № 2218229 на изобретение, 28.02.02.
18. Пассек В.В., Михайловский Л.Е., Заковенко В.В., Пассек Вяч.В. Способ изгиба гофрированных металлических элементов. Патент РФ № 2218228 на изобретение, 28.02.02.
19. Пассек В.В., Гребенчук И.В. О возможности использования предварительного выгиба перед сваркой тавровых элементов. Научные труды ОАО ЦНИИС, вып. № 228. М., ОАО ЦНИИС, 2005.
20. Пассек В.В., Душницкий В.М., Черный Д.Г. Повышение эффективности термической правки металлоконструкций. «Транспортное строительство», 1993, № 5-6.
21. Большаков К.П., Пассек В.В., Душницкий В.М., Передереев Б. М. Автоматизация термической правки грибовидности. В сб. научных трудов № 103. М., ЦНИИС, 1977.
22. Пассек В.В., Душницкий В.М. Исследование термической правки грибовидности. В сб. научных трудов № 103. М., ЦНИИС, 1977.
23. Пассек В.В., Орлов В.Г., Душницкий В.М. Термическая правка элементов деформированных стальных конструкций. В сб. научных трудов № 103. М., ЦНИИС, 1977.
24. Большаков К.П., Душницкий В.М., Пассек В.В. Руководство по проектированию заводов металлоконструкций, разд. «Правка мостовых элементов стальных конструкций, режимы и выбор оборудования». М., ЦНИИПСК, 1981.
25. Пассек В.В. Исследование термической правки выгиба продольной оси линейных элементов. В сб. научных трудов № 90. М., ЦНИИС, 1974.
26. Пассек В.В., Орлов В.Г. О влиянии повторного нагрева при правке грибовидности сварных Н-образных элементов. «Сварочное производство», 1970, № 12.
27. Пассек В.В. Расчет температурных деформаций и напряжений в линейных элементах при их нагреве отдельными пятнами. Алгоритм, Госфонд алгоритмов и программ П000553, бюлл. № 1. М., 1974.
28. Пассек В.В., Величко В.П. Расчет температурных деформаций и напряжений в линейных элементах при их нагреве непрерывными полосами. Алгоритм, Госфонд алгоритмов и программ, П000554, бюлл. № 1. М., 1974.
29. Пассек В.В., Душницкий В.М., Черный Д. Г. Правка грибовидности поясов балок и Н-образных элементов. «Транспортное строительство», 1992, № 5.
30. Душницкий В.М. Выбор размеров участков нагрева при термической правке хлопунов. Труды ЦНИИС, вып. 90. М, «Транспорт», 1974.
31. Орлов В.Г., Шелестенко Л.П. Остаточные напряжения в элементах мостовых конструкций от холодной и термической правки. Труды ЦНИИС, вып. 90. М., «Транспорт», 1974.
32. Черный Д.Г. Выявление оптимальной величины удельных тепловых потоков пламени газовой горелки при правке грибовидности сварных элементов. В сб. научных трудов «Тепловые процессы при строительстве транспортных сооружений (учет, использование, управление)». М., ЦНИИС, 1999.
33. Черный Д.Г. Сопоставление эффективности применения различных горючих газов при термической правке грибовидности сварных элементов. В сб. научных трудов. «Тепловые процессы при строительстве транспортных сооружений (учет, использование, управление)». М., ЦНИИС, 1999.
34. Научно-технический отчет «Разработка предложений по совершенствованию нагревателей, применяемых для термической правки и предварительного подогрева сварных мостовых конструкций на основе исследований тепловых параметров процессов». Д-ВМ-1-83, р.а., ЦНИИС, 1983.
35. Научно-технический отчет «Автомат для термической правки грибовидности балок (с использованием изобретения по авторскому свидетельству № 493268)». ВК-Х-1-77/76, р. 1а., ЦНИИС, 1978.
36. Научно-технический отчет «Разработка усовершенствованной конструкции узлов автомата для термической правки грибовидности сварных балок». ЦЛИТ-ПД-98-8268. ЦНИИС, 1998.
37. Гребенчук И.В., Пассек В.В. Расчет деформаций грибовидности при изготовлении мостовых тавровых элементов. Вестник Воронежского ГТУ, серия «Физико-математическое моделирование», т.2, № 8. Воронеж, 2006, с. 104 - 106.
38. Гребенчук И.В. Трехмерный расчет напряжений и деформаций при термической правке грибовидности мостовых балок. Научные труды ОАО ЦНИИС, вып. № 228. М., ОАО ЦНИИС, 2005, с. 105-111.
Ключевые слова: Сварочные деформации, свариваемость стали, термическая и термомеханическая правка.
Исполнители:
Зам. Генерального директора
ОАО «Научно-исследовательский институт
транспортного строительства» (ОАО ЦНИИС),
д-р техн. наук А.А. Цернант
Филиал ОАО ЦНИИС «НИЦ «Мосты»
Директор, д-р техн. наук А.С. Платонов
Заведующий лабораторией
металлических мостов, инж. А.В. Кручинкин
Инженер-сварщик В.И. Звирь
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/56584
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|