
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ОНТП 02-86 Общесоюзные нормы технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Деревообрабатывающие цехи..
МИНИСТЕРСТВО АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ СССРОБЩЕСОЮЗНЫЕ НОРМЫ ДЕРЕВООБРАБАТЫВАЮЩИЕ ЦЕХИ ОНТП 02-86МинавтопромУтверддены Минавтопроыомпротокол № 6 от 18.03.86 по
согласованию Москва - 1986Пересмотр "Общесоюзных норм технологического проектирования предприятий машиностроения, приборостроения и металлообработки. Деревообрабативающие цехи" ОНТП 02-86, Минавтопром выполнен Гипроавтопромом совместно с институтами Гипротяжмаш, ГипроНИИэлектро, Гипротракторосельхозмаш, Гипромез, ЛГПИ на основании основных направлений по пересмотру норм технологического проектирования цехов и предприятий машиностроения, приборостроения и металлообработки Госстроя СССР (письмо от 01.03.05 г. № 20/8-31).
Содержание1.Общая часть, специализация и кооперированиеПункт 1.1. Общесоюзные нормы технологического проектирования должны применяться при разработке проектов на строительство (реконструкцию, расширение или техническое перевооружение), а также предпроектных документов цехов (участков) по производству деталей и узлов из пиломатериалов к изделиям (машины, механизмы, приборы и аппараты), деревянных моделей для литья, копиров, тары, а также ремонгно-строителышх цехов (участков). 1.2. При проектировании строительства промышленных комплексов, промузлов, производственных объединений, их расширения или реконструкции следует предусматривать создание общего для всех, входящих в их состав предприятий, специализированного предприятия (или цеха в составе одного из предприятий) для обеспечения всей группы предприятий продукцией или полуфабрикатами из дерева, работ по ремонту зданий и сооружений (при невозможности выполнения этих работ сторонними организациями). При наличии или строительстве в населенном пункте нескольких предприятий отрасли для удовлетворения их потребности в деревообработке и выполнении работ по ремонту зданий и сооружений предприятий создается единый для них двревообрабатывающий и ремонтно-строительный цех в составе одного из предприятий. Создание таких цехов на каждом предприятии отрасли, расположенных в одном населенном пункте, полностью исключается. В настоящих нормах принята следующая кооперация рассматриваемых цехов с другими цехами и внешними поставщиками. Цехи получают по кооперации: лесоматериалы круглые для ремонтно-строительных нужд; пиломатериалы по ГОСТ 8406-66, ГОCT 2695-71, ГОСТ 9685-61, ГОCT 7897-71; тарные комплекты (см. п. 4.1.1 табл. 54, 55), фанеру по ГОСТ 3916.1-96, ГОСТ 3916.2-96; древесно-волокнистую плиту по ГОСТ 4598-74, ГОСТ 9629-75 и другие древесные материалы. По ремонтно-строительным цехам - см. п. 5.2 табл. 60. Специализацию по ремонтным службам - см. п. 2.1.2; по кладовым - п. 2.9.4. Крепежные детали - покупные.
Деревообработка на машиностроительных предприятиях сводится в основном к производству: - деталей из пиломатериалов и других древесных материалов для изделий основной программы предприятия; - деревянных модельных комплектов, а также копиров и т.п.; - деревянных деталей и изделий для ремонта зданий и вооружений предприятий, а также изготовление и ремонт деревянного производственного и хозяйственного инвентаря; - деревянной тары и ремонта ее. 1.3. При проектировании деревообрабатывающих и ремонтно-строительных цехов следует руководствоваться действующими нормами, инструкциями и правилами, в том числе "Правилами техники безопасности и производственной санитарии в деревообрабатывающей промышленности", техники безопасности в строительстве, правилами техники безопасности по отдельным видам производства и обработки в цехах предприятий машиностроительной, приборостроительной и металлообрабатывающей промышленности, а также санитарными нормами и государственными стандартами ССБТ. 2. ОБЩИЕ HOPMЫ ПРОЕКТИРОВАНИЯ ДЕРЕВООБРАБАТЫВАЮЩИХ ЦЕХОВ (ВСЕХ НАЗНАЧЕНИЙ)2.1. Состав цеха, организация производства и управления.2.1.1. Состав цеха определяется при конкретном проектировании, исходя из потребностей производства в изделиях из дерева, выбранных технологических процессов и оборудования для изготовления продукции для предприятий машиностроения, приборостроения, металлообработки, а также уровнем принятой кооперации. Примерный состав цеха основного производства представлен в табл. 1. Деревообрабатывающие цехи следует, как правило, проектировать централизованными для обеспечения изделиями и деталями всех цехов основного производства предприятия или объединения, независимо от места их размещения. Деревообрабатывающие цехи входят в состав основного производства предприятия. Таблица 1
ПРИМЕЧАНИЯ: 1. Состав участков и других подразделений цеха следует уточнять при проектировании в каждом конкретном случае. 2. В случае смешанного выпуска продукции (при выпуске в цехе одновременно футляров, спецтары и спецмебели) участки, указанные в табл. 1, являются общими для всех видов производств. 2.1.2. Выполнение работ по ремонту, а также текущему обслуживанию технологического и подъемно-транспортного оборудования и электротустановок цеха осуществляется в централизованном порядке ремонтными службами предприятия. Организиция цеховых ремонтних участков для текущего и межремонтного обслуживания и малых ремонтов технологического оборудования допускается в случае расположения цеха из другой площадке, а также при числе оборудования в цexе не менее 200 единиц. Капитальный ремонт оснастки (инструмента и сложных приспособлений) следует осуществлять инструментальным цехом предприятия, а текущий ремонт оснастки и заточка инструмента корпусными ремонтно-заточными участками инструментального цеха. 2.2. Фонды времени работы рабочих и оборудования следует принимать по общесоюзным нормам технологического проектирования "Фонды времени работы оборудования и рабочих".2.3. Производительность труда (технологическая трудоемкость продукции)2.3.1. Производительность труда рабочих цеха следует определять принятым оборудованием, уровнем механизации и организации производства, оснащенностью и т.д. Она должна рассчитываться по станкоемкости и технологической трудоемкости деревообрабатывающих работ и количеству перерабатываемых материалов. В свою очередь, станкоемкооть и технологическая трудоемкость деревообрабатывающих работ следует рассчитывать на основании технологических процессов и технически обоснованных норм. 2.3.2. Выбранный состав оборудования, уровень механизации и организации труда должны обеспечивать среднюю производительность труда основных рабочих основного производства не менее указанной в табл. 2. Таблица 2
ПРИМЕЧАНИЯ: 1. Для крупносерийного и массового производства, а также крупногабаритных изделий следует принимать большие значения производительности труда. Для мелкосерийного производства и малогабаритных изделий - меньшие значения. 2. При отсутствии нормированных технологических процессов трудоемкость годового объема Т деревообрабатывающих цехов может быть укрупненно определена для проектных расчетов по формуле (1): Т=G Ф/п, (1) где G - масса материалов, перерабатываемых цехом в год, м3; Ф - годовой фонд времени работы одного рабочего; п - производительность труда одного основного рабочего цеха (м3/чел.), принятая по табл. 2. 3. производительность труда основного рабочего по цехам производства футляров, укладочной тары и спецмебели (окрашенных или лакированных) определяется по ведомственным нормативным документам. 2.4. Нормы для расчета количества и загрузки оборудования2.4.1. Нормой для расчета количества основного деревообрабатывающего оборудования по основной программе производства является станкоемкость и трудоемкость деревообрабатывающих работ (механическая обработка и сборка). Расчет количества основного деревообрабатывающего оборудования должен производиться на основании технологических процессов и технически обоснованных норм. Количество оборудования в составе поточной линии рассчитывается пооперационно по формуле (2)
где Ор - расчетное количество оборудования; Т - станкоемкость механической обработки на операции, ст.ч; П - годовая программа выпуска деталей, изделий, шт; Фэ - эффективный годовой фонд времени работы оборудования, ч. Количество принятого оборудования Оп определяется по расчетному Ор с последующим округлениием до целого числа. Коэффициент загрузки принимается из п. 2.4.2. Для стационарной узловой и общей сборки количество рабочих мест определяется по формуле (3):
где Ор - расчетное количество рабочих мест; Т - трудоемкость сборки одного изделия (узла), чел.ч.; П - годовая программа выпуска изделий, шт.; Фр - эффективный годовой фонд времени рабочего места, ч.; п - средняя плотность работы (количество рабочих, одновремено работающих на одном рабочем месте). При поточной сборке, включая и конвейерную, количество рябочих мест рассчитывается по формуле (4)
где Ор - расчетное количество рабочих мест; Т - трудоемкость сборки одного изделия (узла), чел.ч.; τ - такт сборки изделий или узлов, мин.; п - средняя плотность работ. При детальных расчетах количество рабочих мест определяется по отдельным операциям сборки. Плотность работ принимается в зависимости от габаритных размеров, сложности сборки и других особенностей собираемого узла или изделия. Количество принятого основного оборудования на сборочных работах определяется аналогично расчету количества оборудования механической обработки. 2.4.2. Коэффициент загрузки основного оборудования следует определять расчетом, исходя из станкоемкости годовогo выпуска, в зависимости от типа производства, при этом должен быть: - для единичного и мелкосерийного - 0,75-0,8 - для среднесерийного - 0,8-0,85 - для крупносерийного и массового - 0,85-0,9 2.5. Расчет работающих2.5.1. Расчет численности основных рабочих Расчетная численность основныx рабочих определяется по формулам (5) и (6) и табл. 3.
где: Рр, Рп и Pк - суммарная расчетная численность основных рабочих, основных рабочих различных специальностей, рабочих-контролеров соответственно.
где: Тп - расчетная технологическая трудоемкость, определяемая нормированием на годовую программу по видам работ, с учетом табл. 4, чел.ч.; Фр - эффективный годовой фонд времени рабочего данной специальности, ч. Для укрупненных расчетов трудоемкость контрольных работ принимать по табл. 3. Таблица 3
ПРИМЕЧАНИЕ: Рабочие ОТК учитываются в категории основных рабочих только для предприятий министерств, указанных в постановлении ЦК КПСС и Совета Министров СССР от 13 апреля 1982 г. № 300-85 и письма Госкомтруда СССР и ЦСУ СССР от 18 мая 1984 г. № 1465-БГ, а дли предприятий министерств не вошедших в постановление рабочие ОТК принимаются по п. 2.5.6. Нормы обслуживания оборудования основными рабочими приведены в табл. 4. Таблица 4
ПРИМЕЧАНИЕ: Меньшие значения принимаются для больших размеров исходного материала. 2.5.2. Нормы определения численности вспомогательных рабочих Общая численность вспомогательных рабочих по цеху определяется путем умножения количества, принятого по табл. 5 на коэффициент сменности основных рабочих цеха. При размещении деревообрабатыващих цехов (участков) в одном корпусе с другими производственными и вспомогательными цехами следует создавать общекорпусные вспомгательные и обслуживающие цехи и участки: - ремонта и текущего обслуживания оборудования; - ремонта инструмента и приспособлений, заточки режущего инструмента; - транспортно-складских операций; - уборки производственных помещений (механизированная). В этих случаях количество вспомогательных рабочих следует принимать в соответствии с табл. 7, 8 в зависимости от типов цехов. 2.5.3. Нормы определения численности вспомогательных рабочих при цеховой организации вспомогательных служб. Номенклатура профессий вопомгательных рабочих и методика определения их численности приведены в табл. 5, 6. Таблица 5
Таблица 6
2.5.4. Укрупненные нормы расчета количества вспомогательных рабочих. Для укрупненных расчетов количество вспомогательных рабочих может быть определено в двух вариантах (см. п. 2.5.2): - при централизованной (общекорпусной) организации вспомогательных служб; - при цеховой организации вспомогательных служб. Процентное отношение количества вспомогательных рабочих к количеству основных рабочих для основного производства приведено в табл. 7, а для тарного, модельного и ремонтно-строительного цехов в табл. 8. Таблица 7
Таблица 8
ПРИМЕЧАНИЕ. Большие значения показателей следует принимать при более высоком уровне механизации работ. 2.5.5. Нормы расчета количества инженерно-технических работников (ИТР), служащих и младшего обслуживающего персонала (МОП). При централизованной (общекорпусной) системе организации вспомогательного производства в состав ИТР цеха включают лишь линейное руководство цехами, начальников участков и мастеров. Служащие при этой системе в цехах не предусмотрены, они представлены в централизованных службах корпуса предприятия, МОП при этой системе в цехах отсутствует. Нормы для расчета числа инженерно-технических работников (ИТР) приведены в табл. 9, а для расчета служащих и младшего обслуживающего персонала (МОП) в табл. 10. Таблица 9
ПРИМЕЧАНИЕ. Большие значения показателей следует принимать при меньшем количестве рабочих. Таблица 10
ПРИМЕЧАНИЯ: 1. Большие процентные значения следует принимать при количестве рабочих не более 100 человек. 2. Численность МОП при механизированной уборке принимается с коэффициентом 0,8. 2.5.6. Работники технического контроля Номенклатура профессий: контролеры; контрольные мастера. Нормы для расчета числа работников технического контроля приведены в табл. 11. Таблица 11.
примечания: 1. Большие значения норм относятся к производству сложых деталей и изделий. 2. Допускается обслуживание одним контрольным мастером двух или нескольких цехов. 3. Работники технического контроля подсчитываются по каждому цеху. Они находятся в подчинении начальника ОТК завода и учитываются в составе работающих ОТК. 4. Входной контроль деталей, заготовок и комплектующих деталей и узлов осуществляется ОТК завода и производится на участке входного контроля, который, как правило, размещается при складах. 2.5.7. Распределение работающих по сменам при цеховой и централизованной организации производства. Количество работающих в первую смену, % принимать по табл. 12 Таблица 12
2.5.8. Распределение ИТР, работающих в цехе и в конторских помещениях. Количество ИТР, работающих в цехе при централизованной системе организации производства, составляет 75-80 %, в конторских помещениях 20-25 % от их количества. Количество ИТР, работающих в цехе при цеховой системе организации производства, составляет 40-45 %, в конторских помещениях 55-60 % от их количества. 2.5.9. Количество женщин, работающих в деревообрабатывающих и ремонтно-строительных цехах, принимать по табл. 13. Таблица 13
2.5.10. Распределение рабочих но санитарным характеристикам производственных процессов приведено в табл. 14. Таблица 14
*) Соглаоно СНиП по проектированию вспомогательных зданий и помещений промышленных предприятий. ПРИМЕЧАНИЯ: 1. Инженерно-технических работников, вспомогательных рабочих и работников ОТК, занятых непосредственно на производственных участках, следует относить к той же группе санитарной характеристики, что и основных рабочих этого участка. Если указанные работники обслуживают все подразделения, состоящие из участков с различными санитарными характеристиками, их следует относить к участку, на котором возможно наибольшее загрязнение кожи и спецодежды. 2. Для видов работ, не указанных в настоящих нормах, группа санитарных характеристик определяется по отраслевым руководящим материалам, согласованным с Минздравом СССР или по главе СНиП по проектированию вспомогательных зданий и помещений промышленных предприятий. 2.6. Объемно-планировочные решения.Показатели удельной площади на единицу оборудования и одно рабочее место приведены в табл. 15. Таблица 15
Площадь на одну лесосушильную одноштабельную камеру без учета траверсного пути, площадок формирования штабелей, остывочного помещения, принимать 150 м2; а общую площадь - 220-230 м2. ПРИМЕЧАНИЯ: 1. В показателе удельной площади на рабочее место включаются площади под оборудование, основные и вспомогательные устройства, площади зоны обслуживания оборудования (в том числе, площадь для складирования половины сменного задания деталей (заготовок) у рабочих мест), хранения межоперационных запасов заготовок и деталей, для технологических выдержек деталей, а также проходы и проезды. 2. При применении станков с механизмами загрузки и разгрузки поточных и полуавтоматических линий, с учетом зоны обслуживания, площадь следует принимать по плану расположения оборудования. 3. Большие значения показателей применяются для цехов с преобладанием крупных изделий. 4. При обработке деталей разных длин в самостоятельних потоках площадь каждого потока следует рассчитывать отдельно. Нормы площадей вспомогательных участков и кладовых приведены в табл. 16. Таблица 16
примечания: 1. Площади для размещения сантехнических, энергетических и противопожарных установок при укрупненных расчетах следует увеличивать на 5-10 %. 2. Площади, определяемые по табл. 16, следует добавлять к расчетным, определенным по табл. 15. 3. Площади помещений, приведенных в табл. 16, уточняют при разработке компоновочных планов или планов расположения оборудования. 4. Площади участков заточки и ремонта инструмента и приспособлений уточняются в зависимости от принимаемого комплекта заточного оборудования для обслуживания цехов разного назначения (модельный, тарный и т.д.). Рекомендации по основным строительным параметрам зданий и грузоподъемности подъемно-транспортных средств приведены в табл. 17. Таблица 17
ПРИМЕЧАНИЯ: 1. При размещении деревообрабатывающих цехов в блоке с другими цехами размеры пролетов следует принимать такими же, что и для других цехов, размещенных в блоке. 2. Для многоэтажных зданий высота указана от пола до пола. 2.6.1. Нормы расстояний между станками и от станков до стен и колонн зданий, приведены в табл. 18. Нормы расстановки оборудования и рабочих мест и нормы ширины цеховых проходов и проездов учитывают требования научной организации труда на рабочем месте, проезд механизированного транспорта, уборочных машин, обеспечение правил техники безопасности и пожарной безопасности. Рабочие места должны быть организованы с учетом эргономических требований научной организации труда и с соблюдением всех норм и правил безопасности и промсанитарии. Расстановка оборудования и верстаков в цехе (участке) должна производиться с соблюдением норм, указанных в табл. 18-21. В габариты оборудования, от которых определяются нормируемые расстояния и ширина проездов, проходов и рабочих зон, включаются крайние положения движущихся частей и открывающихся дверок и крышек оборудования, постоянные ограждения, электрошкафы, пульты управления и т.п., составляющие неотъемлемую часть оборудования. При установке станков на индивидуальные фундаменты расстояние от колонн, стен и между станками следует принимать с учетом взаимоположения, конфигурации и глубины фундаментов станков, стен и колоны зданий. Нормы расстояний не учитывают каналов для промышленных трубопроводов (воды, пара, сжатого воздуха и т.п.), электропроводок транопортных устройств (рольганги, конвейеры местные краны и т.п.). Нормы в табл. 22 приведены с учетом одностороннего движения. При расположении оборудования по схемам, не предусмотренным в табл. 18-21 ширина прохода между оборудованием и элементами здания должна быть не менее 1100 мм. Ширина рабочей зоны у оборудования и рабочих мест должна быть не менее 900 мм (если по паспорту организации рабочего места для размещения оргоснастки не требуется большого пространства). При расположении оборудования или рабочих мест у отен с остеклением, уборка которых производится с помощью напольных механизированных уборочных машин (типа телескопического подъемника), необходимо вдоль стен предусматривать проезд шириной 1500 мм. Таблица 18
2.6.2. Нормы расстояний между рабочими местами на конвейерах и от рабочих мест до стен и колонн зданий, приведены в табл. 19. Таблица 19
Примечания: 1. Нормы расстояний между конвейерами даны для прохода людей. При применении транспортных средств ширина проездов принимается по табл. 22. 2. Нормы расстояний "а", "аI", "б", "бI", даны с учетом применения механизированных средств уборки. 2.6.3. Нормы расстояний между верстаками (рабочими столами) приведена в табл. 20. Таблица 20
ПРИМЕЧАНИЯ: 1. При поперечном размещении верстаков в количестве более двух (по фронту) размеры расстояний между верстаками "а" и "б" превращаются в проезды и должны приниматься по табл. 22. 2. Верстаки допускается устанавливать у стен зa исключением случаев, когда у стены размещаются радиаторы, трубопроводы и т.п. 2.6.4. Нормы расстояний между станками и местами складирования для разных схем организации рабочего места приведены в табл. 21 Таблица 21
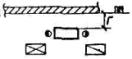
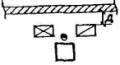
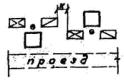
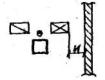
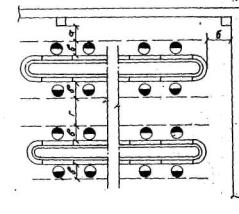
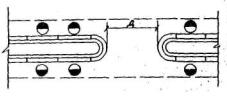
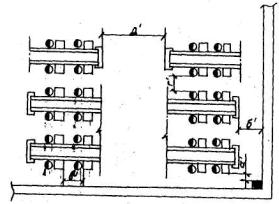
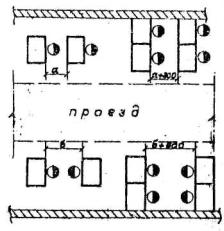
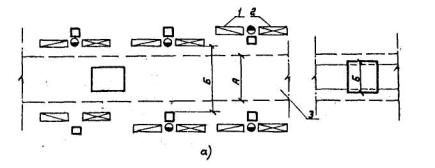
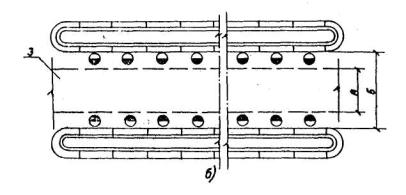
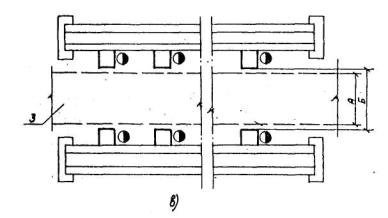
Примечание. Размер 750 мм (в схемах 2 и 4) следует принимать при обработке деталей шириной до 250 мм или длиной до 3 м, а размер 1000 мм - для деталей больших размеров. 2.6.5. Выбор и размещение системы уборки отходов. Отходы деревообрабатывающего производства (стружки, опилки и древесная пыль) убираются непосредственно с рабочих мест пневмотранспортом в циклоны с бункерами. Затем вывозится автотранспортом на предприятия, изготовляющие древесно-стружечные и древесно-волокнистые изделия. Кусковые отходы удаляются с мест их образования в цехах: с годовой переработкой до 10 тыс. м3 пиломатериалов в оборотных тележках, более 10 тыс. м3 в год подпольными ленточными конвейерами. 2.6.6. Нормы ширины цеховых проездов и расстояния между станками, местами складирования деталей (заготовок) и конвейерами, показанные на рис. 1 (а, б, в), приведены в табл. 22.
Рис. 1. Схема расположения станков, мест складирования (а), конвейеров (б), (в) и цеховых проездов 1 - место складирования заготовок; 2 - место складирования готовых деталей; 3 - цеховый проезд. А - ширина проезда; Б - расстояние между линиями станков и местами складирования и конвейерами; В - ширина рельсовой тележки. Таблица 22
ПримечаниЯ: 1. При использовании вильчатых электропогрузчиков указанные для электрокаров размеры ширины проездов увеличиваются на 500 мм. 2. Ширина магистральных проездов 4000 мм. При размещении цеха в блоке с производственными цехами ширина проезда принимается по ширине проезда в производственных цехах. 3. При необходимости транспортировки более крупных деталей, узлов или изделий ширина проезда и расстояние между линиями станков и рабочих мест устанавливается индивидуально для каждого конкретного случая. 4. Ширина прохода для рабочих принимается не менее 1100 мм. 5. Размер рабочей зоны 900 мм (на конвейерах 800 мм). 2.6.7. Требования к отделке помещений цехов, конструкций, полов, колонн. Стены и потолки производственных помещений с внутренней стороны окрашиваются в контраст с древесной пылью в соответствии с указаниями по проектированию цветовой отделки интерьеров производственных зданий промышленных предприятий. Внутренние поверхности стен помещений, где производится отделка изделий и деталей, должны быть облицованы несгораемыми материалами, не дающими искр от ударов или трения о них на высоте не менее 2 м от пола. Облицовочные материалы должны допускать легкую очистку от загрязнения. Трубопроводы должны быть окрашены в соответствии с ГОСТ 14202-69. Материал покрытия стен, перегородок рекомендуетcя принимать пылеотталкивающим. В помещениях, где процесс связан с использованием значительного количества воды, межэтажное перекрытие должно иметь гидроизоляцию, а полы - стоки в канализацию. Каналы потока древесной массы и стены должны быть закрыты съемными рифлеными металлическими щитами. Стены и перегородки помещений гардеробных блоков, помещений для сушки, обеспыливания рабочей одежды, уборных должны быть облицованными влагостойкими материалами светлых тонов, по СНиП на проектирование вспомогательных зданий и помещений промышленных предприятий. 2.6.8. Технологические требования к конструкции полов, отделке стен и потолков помещений приведены в табл. 23. Таблица 23
пРИмечания: 1. Отделка помещений должна допускать влажную уборку с применением моечных машин. 2. Материал покрытия полов в производственных помещениях на постоянных рабочих местах не должен превышать величины показателя теплоусвоения S = 25 кДж/(м2·ч) °С. Допускается отступление от этого требования при условии укладки на пол на рабочих местах деревянных щитов или теплоизолирующих ковриков. 2.6.9. Перечень участков и других технологических подразделений, требующих особых условий производства приведены в табл. 24. Таблица 24
2.6.10. Перечень участков и подразделений цеха, выделяемых в отдельные помещения приведен в табл. 25. Таблица 25
ПРИМЕЧАНИЯ. 1. При компоновании цеха подразделения, перечисленные в поз. 2, 4, 5, 6, 9, 10, 15 во всех случаях следует размещать в отдельных помещениях. Остальные подразделения в зависимости от принятой технологии должны совмещаться в одном помещении. Кладовые материалов (поз. 1) следует выгораживать остекленными перегородками. 2. При организации и размещении участков и рабочих мест не должен нарушаться принцип поточности производства. 2.7. Материалоемкость и энергоемкость.2.7.1. Количество основных материалов, перерабатываемых деревообрабатыващим цехом, определяется его годовой производственной программой. Это количество материалов следует определять, исходя из данных, получаемых от заказчика: номенклатуры и количества изделий, выпускаемых предприятием и норм расхода материалов на каждое изделие. При установлении нормы расхода пиломатериалов необходимо учитывать: - потери при сушке (усушке и брак материала при сушке); - опилки при распиливании; - рейки при раскрое необрезных пиломатериалов; - концевые отходы при поперечном раскрое; - потери, связанные с качеством древесины (трещины, сучки, гниль и т.д.); - припуски на механическую обработку (стружка). Значения норм расхода пиломатериалов будут различны и находятся в прямой зависимости от характера обработки, породы, сортности и размеров пиломатериалов, от размеров деталей и чистоты их обработки, применяемого оборудования и т.п. Нормы расхода пиломатериалов необходимо рассчитывать в следующей последовательности с определением: - размеров чистовой заготовки (длина, ширина, толщина) и ее объем; - величины припусков на обработку черновой заготовки; - величин припусков на усушку пиломатериалов по ширине (при раскрое сырого необрезного пиломатериала); - величин припусков на потери при продольном распиле пиломатериалов; - размеров черновой заготовки (длина, ширина, толщина), которые должны соответствовать номинальным размерам пиломатериала пo государственным стандартам; - объем черновой заготовки, отнесенной к одной детали; - рясходного коэффициента для перехода от объема черновой заготовки к объему походного материала; - нормы расхода пиломатериала на деталь и на изделие. Расходпым коэффициентом называется отношение нормы расхода лесоматериала на изделие к содержанию древесины в чистоте принимаемый по табл. 26, а величина обратная расходному коэффициенту называется коэффициентом использования исходного материала и приводится в табл. 27. Таблица 26
ПРИМЕЧАНИЕ. Расходные коэффициенты для 2, 3 и 4 сортов взяты из условий изготовления деталей машин и аппаратов, требующих пиломатериал 1 сорта. Таблица 27
2.7.2. Нормы расхода материалов для ремонтно-строительных цехов (участков) рассчитываются по ведомоственным нормативным данным. Фактический расход материалов по видам деревообрабатыващих производств уточняется в каждом конкретном случае по заводским нормативным данным. 2.7.3. Нормы расхода энергоносителей. Расход энергоносителей (пар, сжатый воздух, вода и электроэнергия) приводится в разд. 3-5 (см. табл. 37, 51, 52, 54). Параметры и качество энергоносителей должны обеспечивать выполнение производственного процесса по всем видам деревообрабатывающего производства. Расход электроэнергии по цеху (участку) определяется расчетом по формуле (7) Wr = Рн·Ко·Тм, кВт. ч. (7) где: Wr - активная электроэнергия, кВт.ч.; Рн - номинальная (установленная) мощность токоприемников, кВт; Ко - коэффициент спроса; Тм - годовое количество часов использования максимума активной нагрузки. 2.8. Механизация и автоматизация.2.8.1. Выбор средств механизации и автоматизации. Выбор средств автоматизации и механизации производственных процессов и погрузочно-разгрузочных операций определяется спецификой производства и характером груза. 2.8.2. Удельный вес автоматизированного оборудования в общем количестве производственного оборудования, по видам и характеру производств должен составлять не менее значений, приведенных в табл. 28. Таблица 28
2.8.3. Уровень механизации Ум, определяется по формуле (8)
где: Qм, Qм-p - количество материалов, перерабатываемых механизированным и механизированно-ручным способом соответственно; Q - общее количеотво материалов, перерабатываемых в цехе. Нормы уровня механизации приведены в табл. 29 Таблица 29
Уровень автоматизации в крупносерийном и массовом производствах должен, составлять, по видам производств %: деревообрабатывающее основного производства - 40-50; тарное - 30-40. 2.9. Организация складского хозяйства и механизация погрузочно-разгрузочных работ.Складское хозяйство должно включать склады сырых, сухих пиломатериалов и заготовок, деталей и полуфабрикатов. Склады сырых и сухих пиломатериалов, черновых сырых заготовок, фанеры, ДСП, столярных плит, шпона и кусковых отходов проектируются по ОНТП общезаводских складов. 2.9.1 Механивация транспортно-складских работ В цехах крупносерийного и среднесерийного производств передача деталей и узлов должна производиться непрерывным транспортом (напольные или подвесные конвейеры, монорельсовые электродороги и т.д.) или электропогрузчиками. Для цехов мелкосерийного и единичного производства более целесообразным должно явиться использование электропогрузчиков, а в некоторых случаях - ручных тележек. В кладовых и на рабочих местах участка могут применяться следующие способы хранения: - бессталажное, многоярусное штабелирование на соответствующих поддонах (высотой до 2 м); - укладка в стеллажах в таре и без нее (высотой до 4 м). Оборудование, которое следует применять при механизации погрузочно-разгрузочных работ, приведено в табл. 30. Нормы запаса хранения древесины на внутрицеховых складах принимать по табл. 31, а нормы расчета площадей складов - по табл. 32. Таблица 30
ПРИМЕЧАНИЕ: Грузоподъемность подъемно-транспортных механизмов назначается в каждом конкретном случае. 2.9.2. Нормы запасов хранения древесины на цеховых складах приведены в табл. 31. Таблица 31
ПРИМЕЧАНИЯ: 1. Большие значения следует принимать к складам цехов с меньшим годовым потреблением древесины. 2. Сбор и накопление отходов (опилки и стружка) производится в циклонах с последующей их разгрузкой и отправкой по назначению. 2.9.3. Нормы для расчета площадей цеховых складов пиломатериалов деталей, узлов и готовых изделий приведены в табл. 32. Таблица 32
ПРИМЕЧАНИЕ. Площадь склада моделей может рассчитываться по формуле (9).
где: Qr - годовой выпуск моделей (плотная масса древесины), м3/год. Кх - коэффициент, учитывающий часгь выпуска изделий дерево-модельного цеха, подлежащих хранению на складе (Кх = 0,4-0,5); Тх - средний срок хранения модельных комплектов на складах, год; Кгаб. - коэффициент, характеризующий отношение габаритного объема моделей к объему древесины, заключенной в модельных комплектах (Кгаб. =2,5); Кз.скл. - коэффициент использования (заполнения) склада моделей (Кз.скл. = 0,3) Нскл. - высота склада моделей, м. 2.9.4. Организация цеховых кладовых. Обеспечение цеха лесоматериалами (пиломатериалы или заготовки из древесины, фанеры, строганый шпон, древесно-стружечная плита и т.п.) должно производиться со складов лесоматериалов. При очень малых расходах фанеры и плит подачу пакетов следует производить непосредственно к рабочим местам раскроя, кладовая фанеры в этом случае не предусматривается. Для цехов крупносерийного и среднесерийного производств целесообразно блокировать склады фанеры, строганного шпона, древесностружечных плит с деревообрабатывающим цехом. 2.9.5. Нормы расчета, цеховых кладовых. Расчет площади цеховых кладовых (фанеры, шпона и др.) промежуточных, вспомогательных материалов, ЛВЖ и ГЖ, готовой продукции и клеевых материалов следует производить, исходя из годового расхода материалов, с учетом номенклатуры и норм запасов хранения материалов и норм нагрузки на 1 м2 полезной площади по формуле (10),
где; S - площадь кладовой, м2; Q - годовой расход материала, т; t - нормы запаса, раб. дни; q - нагрузка на 1 м2 полезной площади при высоте укладки 1м, т/м2; h - выcота укладки хранимых материалов, м; К - коэффициент использования полезной площади кладовой; М - число календарных дней в году - 365 дней; Ко - коэффициент изменения нагрузки на 1 м2 полезной, площади кладовой в зависимости от типа производства, равный 0,8; 1,0; 1,1 для мелкосерийного и единичного, среднесерийного и крупносерийного производства соответственно, Величины t, q, К приведены в табл. 33. Годовой расход материалов Q и высота укладки h определяются в процеccе проектирования. Таблица 33
ПРимечания: 1. Нормы запаса даны с учетом наличия на предприятиях аналогичных общезаводских складов. 2. При удалении общезаводских складов предприятия (центрального материального склада, склада комплектации и пр.) от основной площадки, нормы запасов в цеховых кладовых в отдельных случаях могут быть увеличены при соответствующем обосновании. 3. Меньшие значения коэффициента использования полезной площади относятся к мелким кладовым, большие - к крупным. 2.9.6. Нормы расчета площади кладовых инструмента, оснастки и чертежей. Площадь кладовой инструмента, оснастки и чертежей следует определять, исходя из площади, приходящейся на одного основного рабочего, и рассчитывать по формуле (11) S = T·К (11) где: S - площадь кладовой, м2; Т - численность основных рабочих, чел.; К - норма площади кладовой, приходящейся на одного основного рабочего (К=0,15 м2 для всех видов производств). 2.10. Требования безопасности.При проектировании деревообрабатывающих и ремонтно-строительных цехов (участков) следует руководствоваться действующими нормами, инструкциями и правилами проектирования, относящимися к вопросам охраны труда, техники безопасности и пожаровзрывоопасности, согласованными с Госстроем СССР, должны выполняться требования "Санитарных правил организации технелогичеоких процессов и технических требований к производственному оборудованию", а также необходимо соблюдать санитарные правила стандартов безопасности труда. Пожаробезопасность технологических процессов деревообрабатывающих цехов (участков) обусловлена наличием в них значительных количеств пиломатериалов, фанеры, древесно-волокнистых и древесно-стружечных плит. Категория по взрывной, взрывопожарной и пожарной опасности для производств, охваченных настоящими нормами, следует принимать по соответствующей главе СНиП на проектирование производственных зданий промышленных предприятий или специальным отраслевым перечням, устанавливающим эти категории, которые должны быть утверждены министерствами и ведомствами; классы производственных помещений и установок следует принимать по ведомственным нормам или назначать (технологами совместно с электриками) на основании "правил устройства электроустановок" (ПУЭ). Автоматические средства пожаротушения и пожарную сигнализацию cледует принимать в соответствии со специальными перечнями зданий и помещений, утвержденными миниcтерствами и ведомствами по согласованию с Госстроем СССР и ГУПО МВД СССР. Первичные средства пожаротушения (огнетушители, ящики с песком и др.) следует предусматривать в соответствии с "Типовыми правилами пожарной безопасности для промышленных предприятий". При необходимости включения в состав деревообрабатывающих цехов стационарных участков окраски, лакировки и им подобных, их следует проектировать по нормам технологического проектирования окрасочных цехов. Для удаления из цеха (участка) от станков, верстаков и других рабочих мест отходов в виде стружки, пыли и опилок следует предусматривать системы пневмотранспорта, раздельные (по пожарней опасности) для производств с разными категориями. Установку циклонов этих систем следует предусматривать вне производственных помещений и с удобными подъездами. Участки, относящиеся к категории "Б", следует размещать в отдельных помещениях, у наружных стен. От других помещений эти участки следует выгораживать несгораемыми стенами (с пределом огнестойкости не менее 0,75 ч). В этих помещениях следует предусматривать легкосбрасываемые конструкции (кровли, оконные и дверные проемы) из расчета не менее 3 м2 на 100 м3 объема помещений. Следует предусматривать выход из помещений категории "Б" в помещение других категорий через тамбур-шлюз, а также автоматическую сигнализацию, предупреждающую об образовании в воздушной среде недопустимых концентраций. При блокировании деревообрабатывающих производотв с другими производствами (в одном здании) их необходимо выделять стенами (перегородками) с пределом огнестойкости согласно СНиП по проектированию производственных зданий и сооружении. В процессах деревообработки возможно действие следующих опасных и вредных производственных факторов: - движущихся машин и механизмов; - незащищенных подвижных элементов производственного оборудования, передвигающихся изделий, заготовок, материалов; - повышенной запыленности и загазованности воздуха рабочей зоны; - повышенной или пониженной температуры воздуха рабочей зоны; - повышенной температуры поверхностей оборудования; - повышенного уровня шума на рабочем месте; - повышенного уровня вибрации; - повышенной влажности воздуха рабочей зоны; - опасного уровня напряжения в электрической цепи, замыкание которой может произойти через тело человека; - недостаточной освещенности рабочей зоны. Процессы деревообработки должны соответствовать требованиям ГОСТ 12.3.003-75 и ГОСТ 12.3.007-75. Участки производственных помещений, пребывание на которых связано с опасностью для работающих, а также оборудование, являющееся источником опасности, должны быть окрашены в сигнальные цвета и иметь знаки по ГОСТ 15543-70. Концентрация вредных веществ в воздухе рабочей зоны не должны превышать ПДК, установленных ГОСТ 12.1.005-76. Для уменьшения влияния из работающих вредных факторов производства следует предусматривать: - размещение производств, выделяющих вредные реагенты, в изолированных помещениях, если герметезация их невозможна или трудновыполнима; - оснащение рабочих мест, выполнение работ на которых сопровождается выделением пыли, пылеулавливающими устройствами; - блокировку технологического оборудования с системой вентиляции, исключающую возможность работы оборудования при отключении вентиляции и соответствущую сигнализацию в помещениях и на рабочих местах, где выделяются горючие пары и токсические вещества. Технологическое, подъемно-транспортное оборудование, электросети КИП, автоматика, устанавливаемые в цехе, должны отвечать требованиям "Правил устройства электроустановок", а их эксплуатация - "Правилам технической эксплуатации электроустановок потребителей" и "Правилам техники безопасности при эксплуатации электроустановок потребителей"; а также должны быть выполнены в cоответcтвии с ГОСТ 12.2.003-74. Нестандартизированное оборудование, установленное в цехе, должно быть выполнено в соответствии со стандартом ОСТ 4Г0.097.000. Рабочее технологическое оборудование и трубопроводы, связанные с обработкой, приемом и перемещением веществ, жидкостей и паров, являющихся диэлектриками, должны бить защищены от статического электричества в соответствии с действующими "Правилами защиты от статического электричества в производстве химической, нефтехимической и нефтеперерабатывающей промышленности", утвержденными президиумом ЦК профсоюза. Производство работ по деревообработке должно предусматриваться с учетом требований ГОСТ 12.3.007-75. Температура, относительная влажнооть и скорость движения воздуха в помещениях цеха должны быть в пределах, установленных "Санитарными нормами проектирования промышленных предприятий" и главой СНиП по отоплению, вентиляции и кондиционированию воздуха. Устройство освещения в помещениях цеха должно соответствовать требованиям СНиП по естественному и искуственному освещению и СН "Санитарных норм промышленных предприятий". В целях обеспечения условий высокой культуры производства и чистоты в помещениях цеха следует предусматривать применение механизированных средств уборки пыли, грязи, мусора. Выбор способа и средств уборки производить в зависимости от группы и высоты производственных помещений, степени и характера загрязнений и видов покрытий объектов уборки согласно ОСТ 4Г0.052.009. Все работы в цехе должны проводитьоя в соответствии с заводскими инструкциями, обеспечивающими безопасное ведение технологического процесса, безопасную эксплуатацию оборудования. На постоянных рабочих местах и рабочих зонах в производственных помещениях (цехах) и на территории предприятий уровни звукового давления в октавных полосах частот, уровни звука и эквивалентные уровни звука в ДБА не должны превышать допустимых по ГОСТ 12.1.003-83. Защиту от шума, воздействующего на человека на рабочих местах, следует осуществлять комплексом мер, включающим: - технические средства борьбы с шумом (уменьшение щума машин в источнике); - строительноакустические мероприятия в соответствии с требованиями СНиП "Защита от шума. Нормы проектирования" и рекомендациями справочника проектировщика "Защита от шума" и "Руковдотва по расчету и проектированию шумоглушения в промышленных зданиях"; - дистанционное управление шумными машинами; - средства индивидуальной защиты по ГОСТ 12.4.051-78; - организационные мероприятия (сокращение времени нахождения в шумных условиях, лечебно-профилактические и другие мероприятия). При выполнении акустических расчетов шумовые характеристики машин (оборудования) должны отвечать требованиям ГОСТ 23941-79 для ручных машин с пневматическим и электрическим приводом ГОСТ 12.2.030-83. На постоянных рабочих местах в производственных помещениях (цехах) предприятий среднеквадратичные значения виброскорости в м/с (или уровни виброскорости в дБ в октавных полосах частот) общей вибрации, передающейся через опорные поверхности на тело сидящего или стоящего человека, и локальной вибрации, передащейся через руки работающего, не должны превышать допустимых по ГОСТ 12.1.012-78. Защиту от общей и локальной вибрации следует осуществлять комплексом мер, предусматриващим: - применение вибробезопасных машин; - применение средств виброзащиты, снижающих вибрацию на путях ее распространения, в (соответствии с рекомендациями "Руководства по проектированию вииброизоляции", по ГОСТ 12.4.046-78; - проектные решения технологических процессов и производственных помещений в соотвотствии с требованиями главы СНиП по проектированию фундаментов машин с динамическими нагрузками ГОСТ 12.4.046-78; ГОСТ 17712-72; - применение средств индивидуальной защиты по ГОСТ 12.4.002-74, ГОСТ 12.4.024-76; - организационные мероприятия (улучшение организации рабочих мест, качество используемого виброопасного инструмента и оборудования; улучшение санитарно-гигиенического и лечебно-профилактического обслуживания рабочих). Транспортировка древесных отходов на специализированные заводы должна производиться с соблюдением техники безопасности при перевозке опилок, стружки и пыли. Брикетирование и измельчение отходов должны производиться в выгороженных помещениях. В помещениях, где расположено сушильное оборудование, в коридорах управления, лабораториях должна быть устроена надежно действующая приточно-вытяжная вентиляция, обеспечивающая поддержание температуры в этих помещениях не выше 25°С. Воздуховоды, паропроводы, кожухи вентиляторов вне пределов сушильной камеры должны иметь тепловую изоляцию с тем, чтобы температура их стенок снаружи не превышала 60°С. Камеры должны быть оснащены дистанционними приборами для контроля режима сушки, а при возможности и автоматическими регуляторами. 2.11. Охрана окружающей среды.2.11.1. Виды древесных отходов. В процессе обработки пиломатериалов и их производных образуются отходы двух видов по структуре и размерам; сыпучие - опилки, стружка, древесная пыль; кусковые - рейки, срезки досок, вырезки брака, короткомер. Сыпучие отходы и пыль следует удалять от станков пневмосистемой и собирать в циклоны. Желательно каждый вид отходов, то есть опилки, стружку собирать в отдельные циклоны, а пыль - в другие. Кусковые отходы должны собираться в транспортные пакеты и вывозиться из цеха на склад древесных отходов или с помощью подпольной системы ленточных конвейеров удалять в дробильный участок либо на склад отходов. Количество отходов по видам в процентах от объема сырья приведено в табл. 34. Таблица 34
ПРИМЕЧАНИЕ. Позиции, отмеченные звездочкой, использовать для укрупненных расчетов на стадиях предпроектной документации. 2.11.2. Рекомендации по переработке и использованию древесных отходов. Сращивание коротких отрезков по длине на зубчатый шип в длинные заготовки и доски дает увеличение выходов основных заготовок на 8-12 %, что должно быть учтено в норме расхода пиломатериалов. Реализация отходов должна осуществляться на специализированные предприятия, для которых исходным сырьем являются древесные отходы. К таким предприятиям относятся целлюлозно-бумажные комбинаты и заводы, заводы древесно-волокнистых и древесно-стружечных плит, гидролизные заводы, завод или цехи древесной муки, применяющие энергохимический способ использования древесных отходов. При этом требуется только рассортировать отходы по видам (щепа, стружка и т.п.) и по породам, а кусковые отходы сдавать в измельченном виде, согласно государственных стандартов и технических условий на сырье. Главным условием при поставке древесных отходов заводам-потребителям должно явиться сохранение постоянства физико-механических показателей этих отходов. Брикетирование опилок, стружки и предварительно измельченных отходов возможно только при влажности до 15 % и без каких-либо связующих, что позволяет легко транспортировать брикеты на специализированные предприятия; использовать их в качестве топлива. Производство древесно-волокнистых и древесно-стружечных плит на машиностроительных предприятиях не рекомендуется, так как это экономически не выгодно. Возможно производство прессованных тарных ящиков из измельченных древесных отходов (по рекомендации УкрНИИМОД), а также плиток паркелита. Рентабельность такого производства проверяется в каждом конкретном случае. Древесная пыль ввиду небольших ее объемов на предприятиях приборостроения, машиностроения и металлообработки подлежит уничтожению. 2.11.3. Организация водоснабжения и охрана водного бассейна. Вода, потребляемая в деревообрабатывающих цехах, используется на хозяйственно-питьевые нужды, противопожарные и производственные нужды (гидрофильтры окрасочных камер). Расходы воды на указанное количество сбрасываемых сточных вод принимать в соответствии с главами СНиП по проектированию внутреннего водопровода и канализации и СНиПов по наружным сетям к сооружениям на водоснабжение и канализацию. Требования к качеству воды, используемой на производственные нужды, принимать согласно нормам технологического проектирования цехов окраски. Для питьевых целей качество воды должно отвечать требованиям ГОСТ 2874-73; состав сточных вод должен отвечать специальным технологическим регламентам, а условия их сброса - правилам охраны поверхностных вод от загрязнения сточными водами. 2.11.4. Охрана воздушного бассейна. С целью защиты воздушного бассейна от загрязнения выбросами деревообрабатывающих цехов проектом должны предусматриваться следующие мероприятия: - применение безотходных технологических процессов; - обеспечение нормативных условий эксплуатации технологического оборудования; - устройство повременных эффективных сооружений для систем вытяжной вентиляции; - контроль за эффективностью очистных сооружений и соблюдением нормы предельно-допустимого выброса вредных веществ в атмосферу. Техлологическое оборудование, требующее устройства местного отсоса, объемы удаляемого воздуха и количества отходов, образующихся в процессе обработки древесины, необходимо определять по паспортным данным оборудования, имеющимся отраслевым методикам по определению выбросов в атмосферу вредных веществ от технологического оборудования. 2.12. Себестоимость продукции.2.12.1. Себестоимость продукции цехов определяется в технико-экономической части проекта в соответствии с принятой методикой. Себестоимость включает стоимость основных материалов (за вычетом отходов), заработную плату основных рабочих, отчисления на социальное страхование, цеховые, общезаводские и внепроизводственные расходы. 2.12.2. Себестоимость продукции модельных и тарных цехов в ценах 1982 года привалены в табл. 39, 53, 54. 3. НОРМЫ ПРОЕКТИРОВАНИЯ ЦЕХОВ (УЧАСТКОВ) ПО ИЗГОТОВЛЕНИЮ ДЕРЕВЯННЫХ МОДЕЛЕЙ3.1. Назначение и состав цехов.Двревомодельные цехи (участки) предприятий машиностроения, приборостроения и металлообработки предназначены для изготовления деревянной модельной и стержневой оснастки для литейного производства, деревянных моделей-макетов для опытного единичного, мелкосерийного и среднесерийного производства, а также копиров для копировально-фрезерных станков. 3.1.1. Состав модельного цеха. В состав модельного цеха входят следующие участки и службы: - раскройно-заготовительный участок; - участок нормализованных узлов и деталей (косяков, щитов, плит, барабанов, элементов ящиков и т.п.); - участок сборки мелких и средних моделей; - участок сборки крупных моделей; - станочный участок; - токарно-фрезерный участок; - окрасочный участок; - контрольно-проверочный участок; - участок ремонта моделей; - склад моделей; - вспомогательные службы и кладовые. Состав цеха уточняется при проектировании. Окрасочные участки следует проектировать по нормам технологического проектирования окрасочных цехов и в соответствии с правилами и нормами техники безопасности, пожарной безопасности и промышленной санитарии, для окрасочных цехов. 3.1.2. Заданием на проектирование деревомодельних цехов (участков) служит годовой выпуск (в тоннах) годного литья цехами предприятия с указанием, серийности отливок, их группы сложности, веса и применяемой модельной оснастки (металлической, деревянной и др.). Расход пиломатериалов, на годовую программу для изготовления деревянных модельных комплектов (табл. 35, 36) определяет производственную мощность цеха (участка). По расходу пиломатериала и соответствующей трудоемкости переработки 1 м3 (табл. 37) определяются трудозатраты (в чвл. ч.) на годовую программу. Уточнив общие трудозатраты (в чел. ч.) по табл. 39 определяют основные данные проектируемого цеха (участка). При промежуточных показателях параметры цеха (участка) следует уточнить путем интерполяции. 3.2.Нормы расхода пиломатериалов на изготовление деревянных моделей.Укрупненные нормы расхода пиломатериалов приведены в табл. 33, 34. При выборе нормы расхода пиломатериалов на изготовление моделей необходило учитывать следующее: способ формовки моделей, ее габарит, сложность, конфигурацию и конструкцию, а также точность и прочность изготовления в соответствии с ГОСТ 13354-67 и ГОСТ 11963-66, 3.2.1. Нормы расхода пиломатериалов для предприятий машиностроения, металлообработки и черной металлургии приведены в табл. 35. Таблица 35
ПРимечания: 1. Меньшие показатели расхода пиломатериалов по п. 1 относятся к мелким и средним отливкам мелкосерийного производства, большие показатели - к тяжелым и особо тяжелым отливкам единичного производства. 2. Расход пиломатериалов для макетов и копиров рассчитывается по конкретному заданию (чертежу). 3.2.2. Нормы расхода пиломатериалов на изготовлепие деревянных моделей для тяжелого машиностроения приведены в табл. 36 Таблица 36
3.3. Укрупненные нормы удельной трудоемкости изготовления деревянных модельных комплектов на переработку 1 м3 пиломатерилов приведены в табл. 37, чел. ч.Таблица 37
ПРимечания: 1. Объем станочных работ при изготовлении деревянных моделей составляет примерно 60-70 % (по трудоемкости). 2. трудоемкость при изготовлении макетов и копиров принимать такой же, как и на изготовление модельных комплектов с учетом категории сложности и массы. 3. Классификация отливок по сложности и массе принята по прейскуранту 25-01, М. Прейскурантиздат, 1981. 3.4. Состав и количество деревообрабатывающего оборудования модельного цеха (участка) в зависимости от годовой программы приведен в табл. 38.Таблица 38
ПРИМЕЧания: 1. Приведенный примерный состав деревообрабатывающего оборудования модельного цеха (участка) следует уточнять в каждом конкретном случае. 2. При изготовлении моделей для отливок массой более 6300 кг организуется монтажный участок. Набор оборудования участка принимать в зависимости от объема производства и конструкций моделей. 3. Количество разметочных и сборочных плит принимают из расчета одной плиты на 3-5 модельщиков в наибольшую смену. 3.5. Перечень профессий и процентное соотношение основных рабочих.Общую численность основных рабочих определяют, исходя из годовой технологической трудоемкости по видам работ отнесенной к действительному годовому фонду времени рабочего. Для укрупненных расчетов следует принимать следующее распределение основных рабочих по профессиям: - модельщики – 60-70 %; - станочники на заготовительном участке – 4-5 %; - столяры по заготовке полуфабрикатов и типовых узлов, модельной оснастки – 10-12 %; - фрезеровщики, токари и другие рабочие, станочного участка – 6-8 %; - контролеры модельщики – 4-5 %; - столяры-лакировщики – 5-8 %. 3.6. Основные данные и технико-экономические показатели пс цехам деревянных моделей приведены в табл. 39.Таблица 39
примечания: 1. Количество вспомогательных рабочих, ИТР, служащих и МОП принимать по табл. 5, 6, 8-10. 2. Расчет площади склада моделей производить по формуле (8). 4. НОРМЫ ПРОЕКТИРОВАНИЯ ЦЕХОВ ПО ИЗГОТОВЛЕНИЮ ДЕРЕВЯННОЙ ТАРЫ4.1. Назначение и состав цехов.4.1.1. Цехи (участки) деревянной тары предназначены для изготовления и ремонта деревянных ящиков и другой тары (поддоны, клетки и т.п.), используемой для отправки продукции потребителям, а также для внутреннего потребления. При расчете объема производства цехов деревянной тары следует исходить из того, что преобладающее количество ящиков мелких типоразмеров следует изготовлять из тарных комплектов (дощечек), получаемых от специализированных (в том числе отраслевых) предприятий. Крупные ящики, ящики нестандартных типоразмеров, в также ящики в экспортном исполнении подлежат изготовлению полностью в тарном цехе предприятия. Показатели по изготовлению окрашенной или лакированной тары принимать по ведомственным нормам. 4.1.2. Цехи проектируют в следующем составе: - участок станочной обработки, (доработки); - сколоточный участок; - участок ремонта тары; - участок хранения тары, подлежащей ремонту (навес); - участок хранения готовой тары (навес); - вспомогательные службы и кладовые. При небольших размерах производства и ремонта тары на предприятиях организуют участок деревянной тары в составе деревообрабатывающего цеха. Если на заводе нет других деревообрабатывающих производств, то состав тарного цеха необходимо уточнять при проектировании с учетом участков, приведенных в табл. 1. 4.2. Нормы расхода материалов на изготовление деревянных ящиков, поддонов, плотиков, щита разделки для ж. д. контейнеров, приведены в табл. 40 на 100 условных единиц.Таблица 40
примечания: 1. На брак по качеству древесины и производства принимать следующие надбавки, %, при получении: - в деталях – 10; - в пиломатериалах – 5-8. 2. Расходы даны при изготовлении тары из следующих сортов: - нестроганная – III и IV, необрезные пиломатериалы; - строганные – II и III, обрезные пиломатериалы. 3. При изготовлении ящиков другой емкости или конструкции (на шипах, с вкладышами, фанерными стенками, спецящиков и др.) расход материалов определяют по чертежам и расходным коэффициентам (см. табл. 42). 4. В расчетах учитывать следующий породный состав древесины в % от общего потребления: - необрезные пиломатериалы - хвойные - 50-60; - лиственные - 40-50. - обрезные пиломатериалы - хвойные - 55-65; - лиственные - 35-45. Укрупненные нормы расхода пиломатериалов на изготовление деревянной тары для предприятий тяжелого машиностроения приведены и табл. 41. Таблица 41
примечания: 1. Расход материалов на строганную тару принимать по табл. 42. 2. В каждом конкретном случае расход пиломатериалов необходимо уточнять по действующим (отраслевым, заводским) нормативам. 4.3. Средневзвешенные расходные коэффциенты для перевода кубатуры древесины (в чистоте) в норму расхода пиломатериалов потребляемых для различных по назначению видов деревянных ящиков при укрупненных расчетах принимать по табл. 42.Таблица 42
примечания: 1. Коэффициенты предназначены для расчета норм расхода пиломатериалов стандартных размеров и качества на тару, упаковку и крепление продукции. 2. Расходный коээффициент 1,65 для строгаемых деталей следует применять для расчета норм расхода пиломатериалов на экспортную тару при поставке продукции в страны с умеренным климатом, а расходный коэффициент 1,74 - на экспортную тару при поставке продукции в страны с тропическим климатом. 3. Точность измерения для расчета норм расхода материалов, м3: - для древесностружечных и древесноволокнистых плит – 0,0001; - фанеры – 0,00001; - пиломатериалов хвойных и лиственных пород, комплектов ящичных деталей – 0,0001 4.4. Нормы трудоемкости.4.4.1. Нормы времени на изготовление деревянных упаковочных ящиков общепромышленного наполнения из необрезного пиломатериала (тип I и II) на 100 шт., ст. ч., приведены в табл. 43. Таблица 43
4.4.2. Нормы времени на изготовление деревянных упаковочных ящиков экспортного исполнения из обрезного пиломатериала (тип I) на 100 шт., ст. ч. приведены в табл. 44. Таблица 44
4.4.3. Нормы времени на изготовление деревянных упаковочных ящиков экспортного исполнения из обрезного пиломатериала (тип III и IV) на 100 шт. в ст. ч. приведены в тлбл. 45. Таблица 45
4.4.4. Нормы времени на изготовление деревянных упаковочных ящиков общепромышленного исполнения из необрезного пиломатериала (тип III и IV) на 100 шт. в ст. ч. приведены в табл. 46. Таблица 46
ПРИМЕЧАНИЕ. При изготовлении решетчатых ящиков типа III и IV применять коэффициент 0,75. 4.4.5. Нормы времени на изготовление плотиков, поддонов на 100 шт. ст. ч. приведены в табл. 47. Таблица 47
ПРИМЕЧАНИЯ к табл. 43-47: 1. При отсутствии особых указаний 80 % сколоточных работ производить на гвоздезабивных станках, а 20 % - на столах. 2. Трудоемкость сколотки щитов и ящиков с применением гвоздезабивных пистолетов принимать на 20-30 % менее, чем при ручной сколотке. 3. Удельные площади на станки и рабочие места принимать по табл. 15. 4. Количество вспомогательных рабочих, ИТР, служащих и МОП принимается по табл. 5, 6, 8-10. 5. Трудоемкость составлена применительно к среднесерийному производству (10000 м3). При мелкосерийном производстве (4000 м3) трудоемкость следует увеличивать на 15-20 %. При крупносерийном (16000 м3) и массовом (125000 м3) трудоемкость уменьшать на 10-15 %. 6. Типы ящиков приняты согласно ГОСТ 2991-76, ГОСТ 10198-78. 4.4.6. Нормы времени на 1 м3 перерабатываемого пиломатериала по изготовлению деревянной тары, чел. ч. приведены в табл. 48. Таблица 48
примечания: 1. Нормативы даны для средней по размеру тары; для крупной тары (объемом от 1 м3 и более) принимать коэффициент 0,7-0,8. 2. Для расчета количества станков технологическую трудоемкость по позициям 1, 2, 3 принимать с коэффициентом 0,5; 3. Принятый набор оборудования в зависимости от конструкции тары может быть уточнен с соответствующей корректировкой технологической трудоемкости. 4.5 Условный выпуск продукции по цехам (участкам) деревянной тары приведен в табл. 49.4.5.1. I вариант. Таблица 49
примечаниЕ. В расчетах за исходный материал принято в % от общего объема: обрезные пиломатериалы: - 10, хвойные - 55, лиственные - 45, необрезные пиломатериалы - 85 и тарные комплекты - 5, в том числе: хвойные –50, лиственные - 50. 4.5.2. II вариант. Таблица 50.
ПРИМЕЧАНИЯ: 1. Объем работ по ремонту и восстановлению возвратной деревянной тары условно принят в % от общей потребности в пиломатериалах, и отремонтированные ящики являются дополнением к основной программе. Объем этих работ в каждом отдельном случае может быть откорректирован, и включен в основную программу с соответствующим уменьшением расходуемых пиломатериалов. 2. В расчетах за исходный материал принято в % от общего объема обрезных пиломатериалов - 10, из них: хвойные - 60, лиственные - 40; необрезные пиломатериалы - 55, из них: хвойные - 50, лиственные - 50. Тарные комплекты - 55, из них: хвойные - 60, лиственные - 40. 4.6. Состав оборудования для цехов (участков), рассчитанный по табл. 49, 50, приведен соответственно в табл. 51, 52.4.6.1. I вариант. Таблица 51
4.6.2. II вариант. Таблица 52
ПРИМЕЧАНИЯ к табл. 51, 52: 1. При размещении цехов деревянной тары с другими деревообрабатывающими цехами следует учитывать возможность совместного использования отдельных станков. 2. При наличии на проектируемом (реконструируемом) предприятии деревообрабатывающих цехов лесосушильное хозяйство проектируется единым. 3. Набор оборудования и рабочих мест уточняется в зависимости от конструкции и ТУ на тару. 4.7. Основные данные и технико-экономические показатели по цехам (участкам) деревянной тары приведены в табл. 53, 54.4.7.1. I вариант. Таблица 53
4.7.2. II вариант. Таблица 54
5. HOPMЫ ПРОЕКТИРОВАНИЯ РЕМОНТНО-СТРОИТЕЛЬНЫХ ЦЕХОВ5.1. Назначение и состав цехов (участков)Ремонтно-строительные цехи (участки) предназначены для обеспечения выполнения профилактического, капитального и текущего ремонтов зданий, сооружений, а также ремонта и изготовления деревянного производственного и хозяйственного инвентаря. Ремонтно-строительные цехи (участки) выполняют собственными силами текущий и частично капитальный ремонт зданий и сооружений. Основной объем капитального ремонта должен выполняться подрядным способом, ведомственными (отраслевыми) или районными ремонтно-строительными управлениями и трестами. 5.1.2. Мощность ремонтно-строительного цеха (участка) проектируемого предприятия следует устанавливать с учетом планов развития специализированных отраслевых или районных ремонтно-строительных подрядных организаций. Объемы ремонтно-строительных работ по предприятию определяют, исходя из суммы амортизационных отчислений от балансовой стоимости зданий и сооружений предприятия на капитальный ремонт и средств выделяемых на текущий ремонт. 5.1.3. Задание на проектирование ремонтно-строительного цеха (участка) должно содержать данные о балансовой стоимости зданий и сооружений предприятия и их техническом состоянии, а также данные о мощности районных (ведомственных) специализированных ремонтно-строительных предприятий и годовом объеме выполняемых ремонтных работ подрядным способом для проектируемого предприятия. Нормами расчета ремонтно-строительных цехов (участков) предприятий (табл. 55) принято, что объем ремонтных работ, выполняемых подрядными ремонтно-строительными организациями, составляет 50-80 % от общего объема ремонтных работ по предприятию (в зависимости от размеров предприятия). По определенному на основании указанных расчетов объему ремонтно-строительных работ параметры и состав оборудования цеха (участка) принять по табл. 56. Промежуточные значения определяют интерполяцией. Техника безопасности при ремонтно-строительных работах должна выполняться в соответствии с СНиП по технике безопасности в строительстве, правилами техники безопасности и производственной санитарии при электросварочных работах, СНиП по кровле, гидроизоляции, пароизаляции, теплоизоляции по приготовлению и применению строительных растворов, типовой номенклатурой мероприятий по охране труда в строительстве (утверждена Президиумом ЦК профсоюза работников строительства и промышленности строительных материалов, 1968 г.) СН по общим требованиям к эксплуатационным качествам строительных машин. 5.2. Объем работ по капитальному и текущему ремонтам промышленных зданий и сооружений предприятия приведен в табл. 55.Таблица 55
примечания: 1. Отчисления на ремонт зданий принят в размере 2,4 % от балансовой стоимости знаний и сооружений предприятия, в том числе: капитальный ремонт - 1,4 %; текущий ремонт - 1 %. Рекомендуется с учетом местных условий в максимальной степени увеличивать годовой объем работ, выполняемых подрядными организациями по ремонту зданий и сооружений предприятия, а в 1-ю очередь, капитальный ремонт и вносить соответствующую корректировку в расчет ремонтно-строительного цеха (участка). 2. При разработке проектов реконструкции действующих предприятий, в зависимости от технического состояния существующих здалий и сооружений, отчисления на капитальный и текущий ремонты следует принимать с коэффициентом, равным 1,2, а объем работ, выполняемых подрядными организациями, соответственно уменьшать на 10-15 %. 5.3. Основные данные для расчета ремонтно-строительных цехов (участков) приведены в табл. 56.Таблица 56
ПРИМЕЧАНИЯ: 1. Количество вспомогательных рабочих, ИТР, служащих и МОП принимать по табл. 5, 6, 8-10. 2. Распределение основных рабочих по профессиям уточняют в соответствии с соотношением отдельных видов виполненных работ. 3. Лесосушильные камеры при цехе следует принимать при отсутствии их при деревообрабатывающем цехе предприятия или невозможности получения пиломатериалов в сухом виде со стороны, при этом учитывать из общего потребления лесоматериалов 40 % лиственных пород, 60 % - хвойных пород. 4. При промежуточных значениях объема годового выпуска цеха (участка) основные данные следует уточнять путем интерполяции, а состав оборудования принимать по ближайшему показателю. 5. Кровельно-жестяницкие полуфабрикаты для ремонтно-строительных нужд выполняются силами энергоцеха предприятия. 6. Расходы строительных материалов на ремонтные нужды принимают по ведомственным нормативным данным, а нормы запасов хранения и расчеты складских помещений этих материалом по "Межотраслевым нормам технологического проектирования механических, сборочных и механо-сборочних цехов серийного производства и нормам технологического проектирования общезаводских складов машиностроительных заводов". 5.4. Состав оборудования ремонтно-строительного цеха (участка) приведен в табл. 57.Таблица 57
ПРИМЕЧАНИЯ: Приведенный примерный состав оборудования ремонтно-строительних цехов (участков) следует уточнять в каждом конкретном случае в зависимости от местных условий. Текст соответствует источнику.
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/6772
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||






|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|