
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ТР 76-98 Технические рекомендации по применению пластмассовых труб различных видов для электропроводок.ПРАВИТЕЛЬСТВО МОСКВЫ ТЕХНИЧЕСКИЕ
РЕКОМЕНДАЦИИ ТР 76-98 МОСКВА - 1999 Технические рекомендации по применению пластмассовых труб различных видов для электропроводок ТР 76-98 разработаны совместно лабораторией инженерного оборудования зданий НИИМосстроя (к.т.н. А.В.Сладков, к.т.н. А.А.Отставнов) и отделом электрооборудования МНИИТЭПа (инж. А.В.Кузилин, инж. В.Ф.Савинкин) при участии Мосстройлицензии (Ю.П.Емельянов) взамен "Указаний по применению пластмассовых труб различных видов для электропроводок" ВСН 17-87, 1987г. Технические рекомендации рассмотрены Ученым Советом НИИМосстроя (протокол № 2 от 16.06.98 г.) В Технических рекомендациях приведены выборки из нормативных материалов на гладкостенные и гофрированные трубы из непластифицированного поливинилхлорида, полипропилена и полиэтилена. Даются области использования пластмассовых труб. Излагаются правила и приемы термомеханической обработки пластмассовых труб. Указываются принципы размещения и крепления пластмассовых труб на монтаже. Оговариваются условия транспортирования и хранения пластмассовых труб и комплектующих их элементов. Регламентируются положения техники безопасности при трубозаготовке и монтаже. Расширяются возможности использования зарубежной продукции, но с обязательным наличием сертификатов соответствия российским стандартам. При составлении Технических рекомендаций использовался практический опыт строительных организаций ДСК-1, ДСК-3, ДСК-4, институтов ВНИИПЭМ и МНИИТЭП, а также НИИМосстроя.
1. ОБЩАЯ ЧАСТЬ1.1. Настоящие технические рекомендации распространяются на заготовку и монтаж гладкостенных и гофрированных труб из полипропилена (ПП), непластифицированного поливинилхлорида (ПВХ) и полиэтилена высокого и низкого давления (ПВД и ПНД) для устройства электропроводок напряжением до 1кВ при строительстве и реконструкции жилых, общественных и промышленных зданий г.Москвы. 1.2. Пластмассовые трубы не подвержены коррозии, не требуют окраски, обладают высокой влагостойкостью, малым весом, гладкой поверхностью и высокими электроизоляционными свойствами. Использование пластмассовых труб с герметичными соединениями особенно целесообразно для защиты электропроводок в сырых, особо сырых, с химически активной средой помещениях и в агрессивном грунте. Пластмассовые трубы, особенно гофрированные, применяются в качестве каналообразователей в крупнопанельном домостроении. Недостатками пластмассовых труб являются их низкая по сравнению со стальными механическая прочность, особенно при повышенных температурах, и пониженная ударопрочность труб из ПВХ при отрицательных температурах. Поэтому пластмассовые трубы следует оберегать от чрезмерных механических и ударных нагрузок.
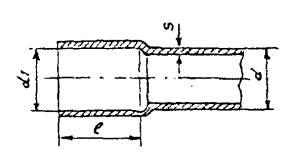
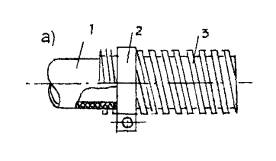
1.3. Пластмассовые трубы разрешается применять для защиты электропроводок от механических повреждений в сухих, влажных, сырых, особо сырых, пыльных и с химически активной средой помещениях, а также прокладываемых вне зданий и сооружений в соответствии с требованиями ПУЭ. 1.4. При устройстве каналов из гладких пластмассовых труб следует использовать детали с нормализованными углами и радиусами изгиба. 1.5. Следует учитывать, что усилия при затяжке проводов в пластмассовые трубы благодаря гладкости их стенок значительно меньше, чем при затяжке в каналы из других материалов. 1.6. Работы по монтажу трубопроводов должны выполняться в строгом соответствии с проектом. Отступления от проекта допустимы только по согласованию с проектной организацией. 1.7. Работы по монтажу электропроводок в каналах из пластмассовых труб должны выполняться в соответствии со строительными нормами и правилами (СНиП), правилами устройства электроустановок (ПУЭ), а также действующими инструкциями по охране труда и пожарной безопасности. 2. НОМЕНКЛАТУРА И СОРТАМЕНТ ПЛАСТМАССОВЫХ ТРУБ2.1. При устройстве каналов для электропроводок следует применять в первую очередь пластмассовые трубы, выпускаемые отечественной промышленностью: трубы для электропроводок гладкие из непластифицированного поливинилхлорида, табл. 1, 2, рис. 1 (ТУ 6-19-215-83); трубы из полиэтилена низкого давления, табл. 3 (ГОСТ 18599-83); трубы из полиэтилена высокого давления, табл. 4 (ГОСТ 18599-83); трубы из вторичного полиэтилена, табл. 5 (ТУ 63-072-оп 15-86); трубы для электропроводок гофрированные из жесткого поливинилхлорида, табл. 6; рис. 2 (ТУ 6-19-051-419-84); трубы для электропроводок гофрированные из полиэтилена низкого авления, табл. 7, (см. рис. 2) (ТУ 6-19-051-518-84); напорные трубы из ПВХ (табл. 8) (ТУ 6-19-231-87); напорные трубы из полипропилена, табл. 9 (ТУ 38.602.100-89). Напорные трубы рекомендуется применять при прокладке в земле, открыто снаружи помещений, а также в местах, где тонкостенные трубы требуют дополнительной механической защиты. 2.2. Также можно применять пластмассовые трубы зарубежного производства, имеющие сертификат соответствия российским стандартам. 2.3. По массе, трудовым затратам на монтаже, эксплуатационным расходам и безопасности при эксплуатации электропроводки в пластмассовых трубах предпочтительнее и экономичнее электропроводок в каналах из других материалов. Таблица 1 Размеры (мм) и теоретическая масса 1 м (кг) труб для электропроводок гладких из непластифицированного поливинилхлорида (ТУ 6-19-215-83)
в числителе для труб типа Н, в знаменателе - типа У. Примечания: 1. Предназначены для зашиты электропроводок от механических повреждений при открытой и скрытой прокладке. 2. Материал труб горюч - температура воспламенения 2700С, электрическая прочность не менее 30 кВ/мм 3. Трубы изготавливаются в отрезках длиной 5,5 и 6м. Допускаемое отклонение по длине ±50 мм. 4. Трубы типа Н используются при открытой и скрытой прокладках близко под поверхностью, трубы типа - У при скрытой прокладке. 5. Трубы выпускаются как без раструбов, так и с раструбами на одном конце. 6. Пример условного обозначения трубы типа Н наружным диаметром 50 мм из первичного сырья: трубы ПВХ ЭП 50Н, ТУ 6-19-215-83, труба типа У наружным диаметром 32 мм с раструбом (Р) из вторичного сырья (В): трубы ПВХ-В-Р ЭП 32У, ТУ 6-19-215-83.
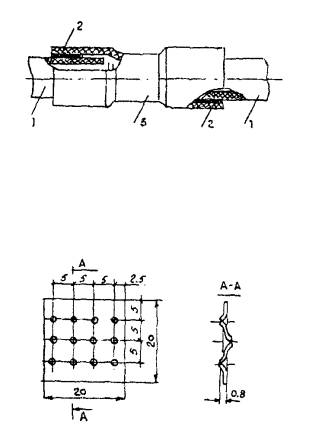
Рис. 1. Схема раструба на пластмассовой трубе для электропроводок
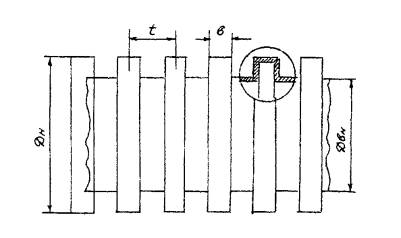
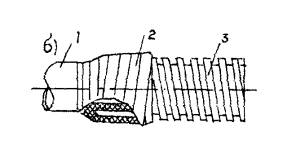
Рис. 2. Схема пластмассовой гофрированной трубы для электропроводок (ЭГТ) Таблица 2 Размеры раструбов (мм) для соединения труб из ПВХ (ТУ 6-19-215-83)
Примечание. Соотношения размеров труб и раструбов позволяют производить сборку соединений вручную как насухую, так и с помощью клеевых композиций. Таблица 3 Размеры (мм) масса 1 м (кг) напорных труб из ПНД по ГОСТ 18599-83
* в числителе для типа л, в знаменателе для типа сл Примечания: 1. Трубы поставляются в бухтах и в отрезках длиной до 200 и 12 м соответственно. 2. Материал труб обладает электрической прочностью не менее 35 кВ/мм. 3. Материал труб горюч - температура воспламенения 3000С. 4. Пример условного обозначения трубы из полиэтилена низкого давления наружным диаметром 32мм среднего типа: труба ПНД 32С, ГОСТ 18599-83. Таблица 4 Размеры (мм) и масса 1 м (кг) напорных труб из ПВД по ГОСТ 18599-83
*с, сл, л - см. табл. 3 Примечания: 1. Трубы поставляются в бухтах и в отрезках длиной до 200 и 12 м соответственно. 2. Материал труб обладает электрической прочностью не менее 35 кВ/мм 3. Материал труб горюч - температура воспламенения 300'С. 4. Пример условного обозначения трубы из полиэтилена высокого давления наружным диаметром 40мм среднелегкого типа труба ПВД 40 мм, ГОСТ 18599-83. Таблица 5. Трубы электротехнические
гофрированные из вторичного
Примечания: 1. Трубы поставляются в бухтах и в отрезках длиной до 200м. 2. Материал труб обладает электрической прочностью не менее 35 кВ/мм. 3. Материал труб горюч - температура воспламенения 3100С. 4. Трубы должны обладать кольцевой жесткостью, воспринимающей без разрушения усилие сжатия труб на 35±5% от номинального диаметра не менее 320Н, причем остаточная деформация труб после снятия нагрузки не должна превышать 10%. 5. Пример условного обозначения электротехнической гофрированной трубы из вторичного полиэтиленового сырья с наружным диаметром 25 мм: труба ЭГТ ПЭВ 25, ТУ 63-072-оп 15-86. Таблица 6 Трубы для электропроводок гофрированные (ЭГТ) из непластифицированного поливинилхлорида (ТУ 6-19-051-419-84)
Примечания: 1. Трубы поставляются в бухтах и в отрезках длиной до 200м. 2. Материал труб горюч - температура воспламенения 2700С, электрическая прочность не менее 30 кВ/мм. 3. Трубы должны обладать кольцевой жесткостью, воспринимающей без разрушения усилие сжатия труб на 30-40%±5% не менее 0,75кН, причем остаточная деформация из поперечного сечения не должна превышать 10%. 4. Пример условного обозначения электротехнической гофрированной трубы из непластифицированного ПВХ с наружным диаметром 32 мм: труба ЭГТ ПЭВ 32, ТУ 6-19-051-419-84. Таблица 7 Трубы для электропроводок гофрированные (ЭГТ) из полиэтилена низкого давления (ТУ 6-19-051-518-84)
Примечания: 1. Трубы поставляются в бухтах длиной до 200 м. 2 . Материал труб обладает электрической прочностью не менее 35 кВ/мм. 3. Материал труб горюч - температура воспламенения З000С. 4. Трубы должны обладать кольцевой жесткостью, воспринимающей без разрушения усилие сжатия труб на 30-40% не менее 0,5 кН, причем остаточная деформация поперечного сечения не должна превышать 10%. 5. Пример условного обозначения гофрированных труб из полиэтилена низкого давления с наружным диаметром 20 мм: труба ЭГТ ПЭ-20, ТУ 6-19-051-518-84. Таблица 8 Размеры (мм) и масса 1 м (кг) напорных труб из ПВХ (ТУ 6-19-231-87)
* от - особо тяжелый, т, с и сл - см. табл. 3. Примечания: 1. Трубы поставляются в отрезках длиной до 12 м. 2. Материал труб обладает электрической прочностью не менее 35 кВ/мм. 3. Материал труб горюч - температура воспламенения 2700 С. 4. Пример условного обозначения трубы из поливинилхлорида наружным диаметром 40 мм среднелегкого типа: труба ПВХ 40 СЛ, ТУ 6-19-231-87. Таблица 9 Размеры (мм) масса 1 м (кг) напорных труб из полипропилена
Примечания: 1. Трубы из ПП изготовляются среднего типа, в бухтах длиной до 500м (диаметры 20 и 25 мм) и до 300м (диаметр 32 мм), внутренний диаметр бухт более 1200 мм; 2. Трубы диаметром 40 мм и выше изготовляют в отрезках номинальной длиной 5 м с отклонением не более 1 %; 3. Условное обозначение труб состоит из слова "труба", букв, цифр, разделенных интервалами, которые обозначают название материала, наружный номинальный диаметр, тип труб и технические условия, пример: труба ПП 32 С ТУ 38.102.100-89 4. Электрическое сопротивление ПП около 1013 ом, материал труб горюч - температура воспламенения 320 0С. 3. ОБЛАСТИ ПРИМЕНЕНИЯ ПЛАСТМАССОВЫХ ТРУБ ДЛЯ ЭЛЕКТРОПРОВОДОКОбласть применения пластмассовых труб для электропроводок определяется в соответствии с циркуляром №3-2/89 НПО "Электромонтаж". Область применения пластмассовых труб для прокладки проводов и кабелей, утвержденным 12.01.89. 4. СПЕЦИФИЧЕСКИЕ ТРЕБОВАНИЯ К ГЛАДКИМ ТРУБАМ ИЗ НЕПЛАСТИФИЦИРОВАННОГО ПОЛИВИНИЛХЛОРИДА (ПВХ)4.1. Гладкие трубы из непластифицированного ПВХ для электропроводок можно применять при температуре окружающей среды от -15 до +60°С (материал труб при отрицательных температурах становится хрупким, а при повышенных температурах размягчается). 4.2. При открытой прокладке трубопроводов необходимо учитывать температурное расширение (табл. 10). Таблица 10 Температурные изменения длины трубопровода из непластифицированного ПВХ
Температурный перепад определяется как максимально возможная разность температур трубы в условиях монтажа и эксплуатации (следует также учитывать дополнительное повышение температуры труб за счет нагрева от электропроводки). 4.3. Температурные изменения длины трубопровода должны компенсироваться компенсаторами (рис. 3) либо элементами самого трубопровода (муфтами и отводами). 5. ЗАГОТОВКА И МОНТАЖ ГЛАДКИХ ТРУБ ИЗ ПВХ, ПВД, ПНД И ПП5.1. Для трубопроводов вместе с трубами должны поставляться соединительные муфты и угловые элементы. В случаях, когда трубы поступают без муфт и угловых элементов, работы по заготовке этих деталей, а также по комплектации укрупненных узлов должны производиться в мастерских монтажных организаций. Количество соединительных муфт и угловых элементов в среднем может составить около 3% от веса труб. При заготовке укрупненных узлов надо исходить из того, что число операций, выполняемых на объектах монтажа, должно быть минимальным. 5.2. При выполнении заготовки с использованием термомеханической обработки обычно выполняются: входной контроль качества; разметка и резка труб на мерные отрезки; снятие фасок на гладких концах; нагрев трубных заготовок для изготовления соединительных муфт и угловых элементов; формование раструбов на соединительных элементах; гнутье угловых элементов; охлаждение; комплектация и маркировка заготовок по заказу. 5.3. Разметку и резку рекомендуется производить на станке, имеющем желоб для укладки труб, мерную линейку и маятниковую дисковую пилу с ограждением. Линейка должна иметь упор и передвижение стрелки для фиксации требуемой длины. Пила должна иметь мелкие зубья без развода, толщина диска пилы должна уменьшаться к центру. Это снижает выделение тепла в зоне распила и обеспечивает чистоту торцов. Рабочий должен быть обеспечен защитными очками и рукавицами. При резке труба должна быть плотно прижата к желобу. 5.4. Резку труб можно также производить ножовкой по металлу, а в отдельных случаях монтерским ножом с упором на твердую горизонтальную поверхность. 5.5. Снятие фасок под любым углом на концах гладких труб производится конусными фрезами с требуемым углом заточки. При этом труба должна быть плотно закреплена. 5.6. Нагрев заготовок труб для изготовления соединительных муфт и угловых элементов рекомендуется производить в ваннах с глицерином, гликолем, оборудованных электрообогревом с терморегуляторами, температура в ванне должна быть от +120 до +130°С (ПВХ), от +100 до +110°С (ПВД), от 125 до 135°С (ПНД) и от 140 до 150°С (ПП), что обеспечивает условия для технологичной обработки изделий и не приводит к нарушению экологических и гигиенических требований, относящихся к нагреву полимеров в процессе их переработки. Время нагрева заготовок в ванне зависит от толщины стенки трубы (табл. 11). Таблица 11 Время нагрева концов труб в ванне
* для труб из ПВХ (трубы из полиолефинов ПЭ и ПП нагреваются в 1,5-2 раза дольше). Нагрев может производиться также горячим воздухом в термошкафах с автоматической регулировкой температуры в пределах от +130 до +135°С. Ориентировочное время нагрева определяется по табл. 12. Таблица 12 Время нагрева заготовок труб из непластифицированного ПВХ в воздухе
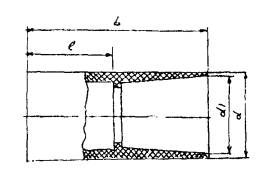
* для труб из ПВХ (трубы из полиолефинов нагреваются в 2 раза дольше). Для нагрева концов труб из ПВХ можно использовать инфракрасные излучатели (ТЭНы) с температурой на поверхности от 600 до 700°С. Время нагрева будет составлять для указанных толщин от 20 до 60 сек. 5.7. Соединительные муфты формуются из отрезков труб того же диаметра, что и соединяемые трубы. Форма и размеры муфт приведены в табл. 13 и на рис. 4.
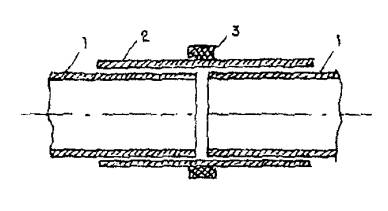
Рис. 3. Схема компенсатора: 1 - компенсируемый трубопровод; 2 – муфта компенсирующая отрезок трубы ПВХ большего диаметра); 3 – крепление муфты
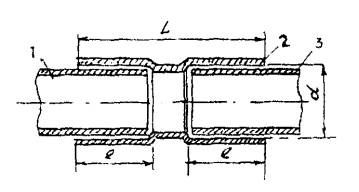
Рис. 4. Схема соединения из разных пластмасс труб для электропроводок посредством муфты: 1 – труба из ПНД; 2 – труба из ПП; 3 – муфта из ПВХ Таблица 13 Размеры соединительных муфт
Соединение полиэтиленовых труб можно упрочнить с помощью царапающей вставки, выполняемой из стальной полосы толщиной 0,5 мм (рис. 5). 5.8. Формование раструбов производится на концах труб так же, как и муфт. Формование производится на дорнах, передвигаемых по оси трубы. Они вводятся в разогретый конец заготовки и выпрессовывают раструб. Затем раструбы охлаждаются водой, после чего дорны выводятся и заготовка снимается из зажима. 5.9. Можно использовать соединительные муфты аналогичные типам У 276 УХЛЗ-У 297 УХЛЗ (табл. 14, рис. 6), имеющие сертификат соответствия российским стандартам. Таблица 14 Размеры муфт соединительных типа У 276 УХЛЗ - У 297 УХЛЗ
Рис. 5. Схема соединения пластмассовых труб для электропроводок с помощью царапающей вставки: 1 - пластмассовая труба; 2 - царапающая вставка; б - соединительная муфта.
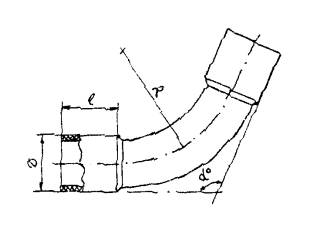
Рис. 6. Схема соединительных муфт типа У276 УХЛЗ - У 297 УХЛЗ для использования с пластмассовыми трубами для электропроводок 5.10. Гнутье угловых элементов производится в горячем состоянии на гибочных станках или гибочных столах по шаблонам. Для предохранения труб от смятия в них предварительно вводятся опоры в виде металлорукава, резиново-тканевые шланги с толстыми стенками или жгуты из термостойкой резины, диаметр которых должен быть на 2-3 мм меньше внутреннего диаметра труб. После гнутья трубы охлаждаются, и опоры из них вынимаются. 5.11. Нормализованные угловые элементы должны иметь углы 90, 120, 135, 150° и радиусы изгиба 200, 400 и 800 мм (табл. 15, рис. 7).
Рис. 7. Схема соединительного углового элемента для использования с пластмассовыми трубами для электропроводок Таблица 15 Размеры соединительных угловых элементов
5.12. Угловые элементы с радиусом гиба 200 и 400 мм следует применять преимущественно для открытых прокладок и прокладок в подливке полов, а элементы с радиусом гиба 800 мм - для прокладки в фундаментах для технологического оборудования. 5.13. Трубы, укладываемые в фундаменты для технологического оборудования, до бетонирования следует крепить к арматуре, опорам и конструкциям вязальной проволокой или пластмассовой перфорированной лентой с кнопками. 5.14. Соединение пластмассовых труб между собой следует выполнять с помощью соединительных муфт путем плотной посадки, а при необходимости получения герметичной сборки - на клею. 5.15. Соединение пластмассовых труб со стальными гибкими металлорукавами производится с использованием стальной муфты (рис. 8). При необходимости выполнить уплотненное соединение применяют поливинилхлоридную изоляционную ленту, которую наматывают поверх пластмассовой трубы и половины стальной муфты. 5.16. При соединении с металлорукавом пластмассовая труба может закрепляться хомутом, либо изоляционной лентой (рис. 9). Ленту наматывают поверх металлорукава не менее чем в два слоя внахлест на половину ширины ленты. Внутренний слой и две части наружного слоя наматываются с натягом. При намотке последней трети наружного слоя натяг следует постепенно уменьшать так, чтобы последний виток был без натяга. 5.17. При необходимости выполнения герметизированных соединений труб из непластифицированного ПВХ между собой и с уголковыми элементами применяются клеи аналогичные ГИПК-127 (ТУ 6-05-251-95-79), ПС-20, РСД-15, БМК-5К, а также лаки ПВХ-1 и ПХВ-2, имеющие сертификат соответствия российским стандартам.
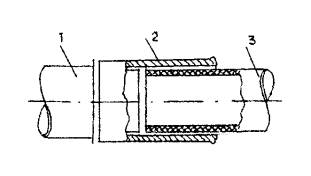
Рис. 8. Схема соединения стальной с пластмассовой трубой для электропроводок: 1 - стальная труба; 2 - стальная (чугунная) муфта; 3 - пластмассовая труба
Рис. 9. Схема соединений
пластмассовых труб для электропроводок с 1 - ЭГТ; 2 - хомут; 3 - металлорукав; 4 - изолента 5.19. Клей наносится на концы соединяемых труб кистью ровным слоем. Затем муфту надвигают на конец одной трубы, а потом вдвигают в нее конец второй трубы. Излишек клея удаляют бумажным тампоном. 5.20. Для беспрепятственного ввода концов труб в муфты и сохранения клея на соединяемых поверхностях следует предварительно снять на концах труб фаску под углом 15-45°. 5.21 Клеевые соединения должны находиться в покое не менее 2 часов без приложения монтажных нагрузок. 5.22. Монтаж пластмассовых труб при скрытой прокладке производится после монтажа арматуры строительных конструкций (для крепления труб к арматуре), монтаж при открытой прокладке- после окончания (в основном) отделочных работ. Во время прокладки и по окончании монтажа около открытых пластмассовых труб не должны вестись газо-, электросварочные работы. 5.23. Для удобства стыкования при открытой параллельной прокладке рекомендуется выдерживать расстояния между трубами, приведенные в табл. 16. Таблица 16 Минимально допустимые расстояния между пластмассовыми трубами
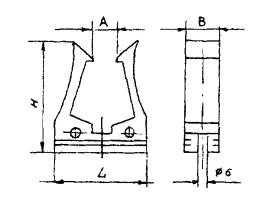
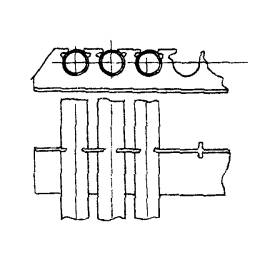
5.24. Крепление открыто проложенных труб из непластифицированного ПВХ выполняют хомутами, накладками и клицами аналогичными типам Л75УЗ-Л78УЗ (табл. 17, рис. 10), имеющими сертификат соответствия российским стандартам. Они позволяют трубе перемещаться вдоль своей оси в случае возможных температурных деформаций. Таблица 17 Размеры (мм) и масса (г) пластмассовых клиц
При параллельной прокладке нескольких труб рекомендуется набирать клицы в С-образный монтажный профиль типа К101 (рис. 11). Можно применять безметизное крепление труб в уголках из листовой стали с фасонными вырезами (рис. 12), которые изготовляют из стального листа толщиной 1,0-1,5 мм на листогибочном станке; фасонные вырезы вырубают штампом. 5.25. Расстояния между подвижными креплениями не должны превышать указанных в табл. 18.
Рис. 10. Схема пластмассовых клиц типа Л 75УЗ – Л 78УЗ для крепления пластмассовых труб для электропроводок Таблица 18 Максимально допустимые расстояния между подвижными креплениями открыто прокладываемых пластмассовых труб
5.26. При скрытой прокладке пластмассовых труб расстояние в свету между соседними трубами должно быть не менее 10 мм. 5.27. Глубина скрытой прокладки в стенах должна позволять устраивать защитный слой из штукатурки или строительного раствора над трубой толщиной не менее 10 мм (табл. 19).
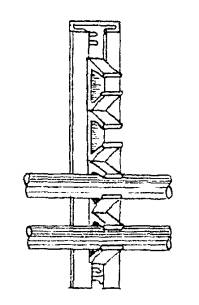
Рис. 11. Схема параллельной прокладки пластмассовых труб для электропроводки в клицах, набранных в С-образный профиль типа К-101.
Рис. 12.
Схема крепления пластмассовых труб для электропроводок Таблица 19 Рекомендуемые глубина и ширина борозд для скрытой прокладки пластмассовых труб в стенах
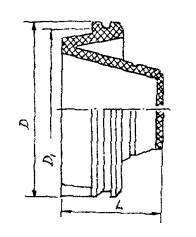
5.28. Глубина прокладки пластмассовых труб в полу должна обеспечивать толщину бетона и его покрытия над трубой не менее 20 мм, в т.ч. в местах пересечения трубных трасс. Если нельзя обеспечить необходимую глубину заложенных пересекающихся труб, на каждую трубу в месте пересечения следует надеть гильзу из стальной трубы большего диаметра или применить другие меры, обеспечивающие сохранность труб. В местах пересечения труб, проложенных в полу, с трассами внутрицехового транспорта пластмассовые трубы следует защищать отрезками стальных труб или иными способами. При толщине слоя бетона над трубой более 100 мм защита не требуется. 5.29. При выполнении открытых и скрытых прокладок пластмассовых труб вблизи отопления и горячего водоснабжения необходимо соблюдать следующие требования: а) при параллельной прокладке расстояние в свету между пластмассовыми трубами электросетей и элементами отопления и горячего водоснабжения должно быть не менее 100 мм; б) при пересечении пластмассовых труб электросетей с трубопроводами отопления и горячего водоснабжения расстояние в свету между ними должно быть не менее 50 мм, при этом гнутые элементы должны находиться на отоплении и горячем водоснабжении. Пластмассовые трубы должны быть защищены от теплового воздействия горячих трубопроводов каким-либо экраном, либо провода и кабели должны иметь соответствующее исполнение. 5.30. При открытой прокладке пластмассовых труб - проход через строительные элементы необходимо соблюдать следующие требования: а) в местах прохода через стены, перекрытия и другие строительные элементы трубы следует прокладывать в стальных гильзах, внутренний диаметр которых должен быть на 5-10 мм больше наружного диаметра трубы для обеспечения температурных перемещений труб. Края гильзы не должны иметь острых кромок и заусенцев и должны выступать за пределы строительного элемента на 10-20 мм с каждой стороны; б) размещение соединений труб в гильзах не допускается. 5.31. Вводы труб в коробки, ящики и аппараты могут выполняться как с уплотнением, так и без него. 5.32. Уплотненные вводы пластмассовых труб выполняются с применением эластичных уплотнительных втулок аналогичным типам У292УХЛЗ-У293УХЛЗ (табл. 20, рис. 13, 14) и имеющим сертификат соответствия российским стандартам. Таблица 20 Размеры эластичных уплотнительных втулок
5.33. Неуплотненные вводы пластмассовых труб (рис. 15) осуществляются непосредственно через стенку либо с использованием деталей с резьбой. 5.34. Ввод труб в пластмассовые распаечные коробки типа КРП-8 (рис. 16) легко осуществляется с помощью сменных ответвительных и соединительных патрубков диаметром 16, 18, 20 и 25 мм.
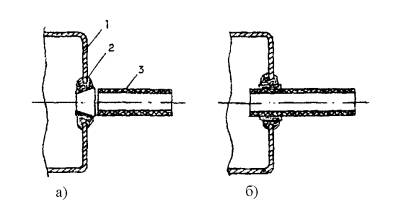
Рис. 13. Схема уплотнительной втулки для ввода в коробки пластмассовых труб для электропроводок
Рис. 14. Схема устройства уплотненного ввода в коробку пластмассовых труб для электропроводок с использованием втулки: а) до монтажа, б) после монтажа; 1 - корпус коробки; 2 - уплотнительная втулка; 3 - пластмассовая труба
Рис. 15. Схема устройства неуплотненных выводов пластмассовых труб для электропроводок посредством стальных патрубка и гаек (а) и непосредственно в отверстие коробки (б)
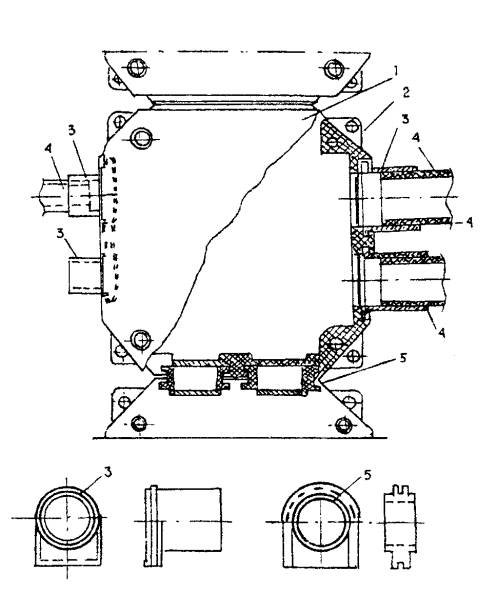
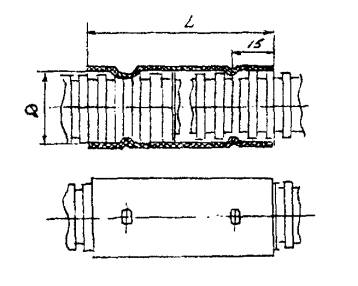
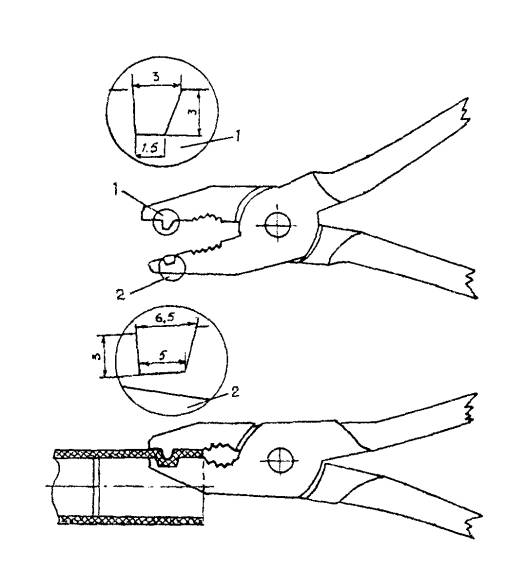
Рис. 16. Схема ввода пластмассовых труб для электропроводок в распаечную пластмассовую коробку типа КРП-8: 1 - крышка; 2 - корпус коробки; 3 - ответвительные патрубки; 4 - пластмассовые трубы; 5 - соединительный патрубок 6.3. При заготовке элементов трубопроводов из ЭГТ выполняются следующие операции: входной контроль ЭГТ; разметка и резка труб на мерные отрезки; резка гладких труб на патрубки для изготовления соединительных муфт; выпрессовка фиксирующих выступов в заготовках муфт; входной контроль качества изделий; комплектование и маркировка заготовок трубопроводов. 6.4. Резка ЭГТ производится монтажным ножом, Резка гладких труб производится в соответствии с пп.5.3 и 5.4. 6.5. Соединительные муфты изготовляют из труб, диаметр которых на одну ступень выше, чем диаметр соединяемых ЭГТ. 6.6. Для закрепления соединяемых труб в муфте используются два диаметрально расположенные фиксирующие выступа, выпрессовываемые с каждой стороны муфты. 6.7. Выпрессовку фиксирующих выступов в муфтах можно производить пассатижами, в одной из губок которых имеется выступ, а в другой впадина. Сжатием пассатижами стенок без подогрева получают соединительные муфты соответствующих форм и размеров (табл. 21 и рис. 17).
Рис. 17. Схема соединения пластмассовых гофрированных труб для электропроводок посредством муфты с выступами: а - разрез; б - общий вид Таблица 21 Параметры соединительных муфт
* выступы с одной стороны муфты и в одной плоскости поперечного сечения с одинаковыми расстояниями между ними. 6.8. Размеры выступов, как правило, принимаются для всех муфт одинаковыми (рис. 18).
Рис. 18. Схема выполнения выступов в стенках муфт для соединения ЭГТ с использованием пассатижей: 1 - выступ; 2 - впадина 6.9. ЭГТ используются в основном при скрытых прокладках электропроводок (замоноличиваемых в железобетонные панели на заводе или в стены и перекрытия при монолитном строительстве, а также в подготовке полов). Соединения труб должны быть уплотненными. Уплотнение соединений обеспечивается применением кольцевой резинки, надеваемой на конец трубы перед вставлением ее в соединительную муфту. 6.10. При применении ЭГТ в качестве каналообразователей в железобетонных панелях соединения проводов могут выполняться как в полостях (нишах), так и в соединительных коробках. 6.11. При замоноличивании ЭГТ без применения коробок образование ниш и фиксация труб осуществляется при помощи фиксаторов, составляющих одно целое с пустообразователем, предназначенным для формирования отверстия, через которое электропроводка выводится из панели. 6.12. При монтаже ЭГТ должны использоваться пластмассовые коробки, имеющие сертификат соответствия российским стандартам. 7.ТРАНСПОРТИРОВКА И ХРАНЕНИЕ ПЛАСТМАССОВЫХ ТРУБ И КОМПЛЕКТУЮЩИХ ЭЛЕМЕНТОВ ДЛЯ УСТРОЙСТВА КАНАЛОВ ДЛЯ ЭЛЕКТРОПРОВОДОК7.1. Пластмассовые трубы и комплектующие изделия (соединительные муфты, угловые элементы, крепежные клицы) могут перевозиться любыми видами транспорта: трубы ПВХ при температуре не ниже -30°С; полипропиленовые трубы - не ниже -20°С; трубы из полиэтилена - без ограничения температуры. Все пластмассовые трубы в отрезках могут перевозиться в пачках, трубы из полиолефинов - в бухтах, комплектующие изделия - в ящиках, коробках и контейнерах. Длина грузовой площадки транспортного средства может быть менее длины перевозимых труб. Допускается свисание концов труб в пачке не более 20% от их длины, не больше 1 м. При перевозке укладывать на трубы какие-либо грузы категорически воспрещается. 7.2. При погрузке, разгрузке и складировании не допускается бросать, перегибать, деформировать трубы и комплектующие изделия. Особую осторожность следует соблюдать при отрицательных температурах, когда трубы приобретают повышенную жесткость оболочки, а стенки ПВХ труб хрупкость. 7.3. Трубы и комплектующие изделия должны храниться в местах, защищенных от прямых солнечных лучей, а в закрытых помещениях не ближе 1м от нагревательных приборов. Трубы могут храниться на стеллажах в штабелях высотой не более 1,7 м. Трубы одного диаметра должны храниться, как правило, в отдельном штабеле. Длина стеллажей для прямых труб должна быть не менее их длины. Длина и ширина стеллажей для труб, поставляемых в бухтах, должна быть не меньше диаметра бухты. Класть на трубы какие-либо грузы категорически воспрещается. Комплектующие изделия должны храниться в ящиках или коробках и, как правило, в рассортированном виде. 8. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ЗАГОТОВКЕ И МОНТАЖЕ ПЛАСТМАССОВЫХ ТРУБ ПРИ УСТРОЙСТВЕ КАНАЛОВ ДЛЯ ЭЛЕКТРОПРОВОДОК8.1. До начала работ по изготовлению пластмассовых трубозаготовок весь персонал, занятый на этих работах, должен быть ознакомлен с проектом производства работ (технологическими картами) и приемами, обеспечивающими безопасность их выполнения. 8.2. При работе с клеями (лаками) необходимо соблюдать требования инструкций заводов-изготовителей этих веществ. 8.3. Клеи (лаки) огнеопасны и токсичны. В помещениях, где работают с клеями (лаками), категорически запрещено курить, зажигать (или вносить) огонь и принимать пищу. Клеи, лаки и растворители должны храниться в герметичной таре в помещениях с приточно-вытяжной вентиляцией. 8.4. Все работающие с клеями (лаками) должны быть в спецодежде из плотной ткани, головных уборах и защитных очках. Непосредственно перед работой с клеями (лаками) руки для предохранения кожи рекомендуется смазывать тонким слоем силиконового крема (биологические перчатки). Загрязненные клеями или лаками участки кожи следует по окончании работ протереть тампоном из хлопчатобумажной ткани, смоченной в керосине или соляровом масле, и промыть водой с мылом. 8.5. При нагреве трубных заготовок в ваннах (термошкафах) и изготовлении трубной фурнитуры следует пользоваться щипцами. Персонал, занятый на этих работах, должен обеспечиваться фартуками, юфтевыми полусапогами на масло-, бензиностойкой резиновой подошве, удлиненными рукавицами (крагами) и защитными очками. 8.6. При закреплении пластмассовых труб для механической обработки следует учитывать их упругие свойства. Ненадежное закрепление труб может быть причиной травм. 8.7. При нагреве труб в жидкостных ваннах необходимо следить за погружаемыми их концами. Они должны быть сухими. В противном случае возможны выплески горячей жидкости, что может привести к ожогу работника. 8.8. Категорически запрещается нагревать трубы открытым пламенем. Это может привести к деструкции полимера, что будет сопровождаться выделением токсичных веществ, и к нарушению экологической обстановки на месте проведения работ.
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/7023
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|