
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 166-89* Штангенциркули. Технические условия.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР ШТАНГЕНЦИРКУЛИ ТЕХНИЧЕСКИЕ УСЛОВИЯ ГОСТ 166-89 (СТ СЭВ 704-77 ¸ СТ СЭВ 707-77; СТ СЭВ 1309-78, ИСО 3599-76) ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР ПО УПРАВЛЕНИЮ Москва ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
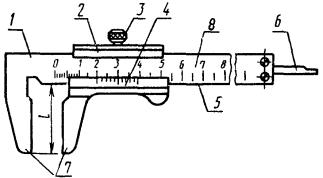
Срок действия с 01.01.91 до 01.01.96 Несоблюдение стандарта преследуется по закону Настоящий стандарт распространяется на штангенциркули, предназначенные для измерения наружных и внутренних размеров до 2000 мм, а также штангенциркули специального назначения для измерения канавок на наружных и внутренних поверхностях, проточек, расстояний между осями отверстий малых диаметров и стенок труб. Требования настоящего стандарта являются обязательными. (Измененная редакция, Изм. № 2). 1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ1.1. Штангенциркули следует изготовлять следующих основных типов: I - двусторонние с глубиномером (черт. 1); Т-1 - односторонние с глубиномером с измерительными поверхностями из твердых сплавов (черт. 2); II - двухсторонние (черт. 3); III - односторонние (черт. 4). Примечание. Допускается оснащать штангенциркули приспособлениями или вспомогательными измерительными поверхностями для расширения функциональных возможностей (измерения высот, уступов и др.).
1 - штанга; 2 - рамка; 3 - зажимающий элемент; 4 - нониус; 5 - рабочая поверхность штанги; 6 - глубиномер; 7 - губки с кромочными измерительными поверхностями для измерения внутренних размеров; 8 - губки с плоскими измерительными поверхностями для измерения наружных размеров; 9 - шкала штанги. Черт. 1
1 - штанга; 2 - рамка; 3 - зажимающий элемент; 4 - нониус; 5 - рабочая поверхность штанги; 6 - глубиномер; 7 - губки с плоскими измерительными поверхностями для измерения наружных размеров; 8 - шкала штанги. Черт. 2
1 - штанга; 2 - рамка; 3 - зажимающий элемент; 4 - нониус; 5 - рабочая поверхность штанги; 6 - устройство тонкой установки рамки; 7 - губки с кромочными измерительными поверхностями для измерения наружных размеров; 8 - губки с плоскими и цилиндрическими измерительными поверхностями для измерения наружных и внутренних размеров соответственно; 9 - шкала штанги. Черт. 3 (Измененная редакция, Изм. № 1).
1 - штанга; 2 - рамка; 3 - зажимающий элемент; 4 - нониус; 5 - рабочая поверхность штанги; 6 - губки с плоскими измерительными поверхностями для измерения наружных размеров; 7 - губки с цилиндрическими измерительными поверхностями для измерения внутренних размеров; 8 - шкала штанги. Черт. 4 (Измененная редакция, Изм. № 1). 1.2. Штангенциркуль следует изготовлять с отсчетом по нониусу (ШЦ) (черт. 1 - 4) или с отсчетом по круговой шкале (ШЦК) (черт. 5), или с цифровым отсчетным устройством (ШЦЦ) (черт. 6).
1 - круговая шкала отсчетного устройства; 1 - цифровое отсчетное устройство; 2 - штанга; 3 - рамка; 4 - шкала штанги. 2 - штанга; 3 - рамка. Черт. 5 Черт. 6 Примечание. Черт 1-6 не определяют конструкцию штангенциркулей. 1.3. Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы и шаг дискретности цифрового отсчетного устройства штангенциркулей должны соответствовать указанным в табл. 1. Таблица 1 мм
Примечания: 1. Нижний предел измерения у штангенциркулей с верхним пределом до 400 мм установлен для измерения наружных размеров. 2. У штангенциркулей типа Т-1 диапазон измерения относится только к измерениям наружных размеров и глубины. 3 Верхний предел измерения штангенциркулей типов I и Т-1 должен быть не более 300 мм. 4. Допускается изготовлять штангенциркули с раздельными нониусами или шкалами для измерения наружных и внутренних размеров. 5. Допускается изготовлять штангенциркули типа III с поверхностями для измерения наружных размеров из твердого сплава (Твердый сплав по ГОСТ 3882) Пример условного обозначения штангенциркуля типа II с диапазоном измерения 0 - 250 мм и значением отсчета по нониусу 0,05 мм: Штангенциркуль ШЦ-II-250-0,05 ГОСТ 166 То же, штангенциркуля типа II с диапазоном измерения 250 - 630 мм и значением отсчета по нониусу 0,1 мм, класса точности 1: Штангенциркуль ШЦ-II-250-630-0,1-1 ГОСТ 166 То же, штангенциркуля типа I с диапазоном измерения 0 - 150 мм с ценой деления круговой шкалы 0,02 мм. Штангенциркуле ШЦК-1-150-0,02 ГОСТ 166 То же, штангенциркуля типа I с диапазоном измерения 0 - 125 мм с шагом дискретности цифрового отсчетного устройства 0,01 мм: Штангенциркуль ШЦЦ-1-125-0,01 ГОСТ 166 (Измененная редакция). 1.4. Штангенциркули типов II и III, комплектуемые приспособлением для разметки, следует оснащать устройством для тонкой установки рамки (черт. 3). Для тонкой установки рамки допускается применять микрометрическую подачу. 1.5. Вылет губок l и l2 для измерения наружных размеров и вылет губок l1 и l3 для измерения внутренних размеров должен соответствовать указанным в табл. 2 (черт. 1 - 4). (Измененная редакция, Изм. № 2). Таблица 2 мм
(Измененная редакция. Изм. № 1). 1.6. Штангенциркули типов II и III с губками для измерения внутренних размеров должны иметь цилиндрическую измерительную поверхность с радиусом не более половины суммарной толщины губок (не более g/2). Для штангенциркулей с пределом измерения до 400 мм размер (черт. 3 - 4) не должен превышать 10 мм, а для штангенциркулей с верхним пределом измерения свыше 400 мм - 20 мм. 1.7. Длину нониуса следует выбирать из ряда 9; 19; 39 мм - при значении отсчета по нониусу 0,1 мм, 19; 39 мм - при значении отсчета по нониусу 0,05 мм. Длинные штрихи нониуса допускается отмечать целыми числами. 1.8. Штангенциркули с цифровым отсчетным устройством должны обеспечивать выполнение функций, характеризующих степень автоматизации, в соответствии с перечнем (по приложению). 1.9. Питание штангенциркулей с цифровым отсчетным устройством должно осуществляться от встроенного источника питания. Питание штангенциркулей, имеющих вывод результатов измерения на внешнее устройство, должно осуществляться от встроенного источника питания и (или) от сети общего назначения через блок питания. (Измененная редакция, Изм. № 2). 1.10. Конструкция штангенциркулей с цифровым отсчетным устройством должна обеспечивать правильность показаний при наибольшей допустимой скорости перемещения рамки не менее 0,5 м/с. 1.11. (Исключен. Изм. № 2). 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ2.1. Штангенциркули следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке. 2.2. Штангенциркули со значением отсчета по нониусу 0,1 мм и верхним пределом измерения до 400 мм и штангенциркули с отсчетом по круговой шкале с ценой деления 0,1 мм следует изготовлять двух классов точности: 1 и 2. 2.3. Предел допускаемой погрешности штангенциркулей при температуре окружающей среды (20 ± 5) °С должен соответствовать указанному в табл. 3. 2.4. Предел допускаемой погрешности штангенциркулей типов 1 и Т-1 при измерении глубины, равной 20 мм, должен соответствовать табл. 3. Таблица 3 мм
(Измененная редакция). Примечания: 1. За измеряемую длину принимают номинальное расстояние между измерительными поверхностями губок. 2. У штангенциркулей с одним нониусом погрешность проверяют по губкам для измерения наружных размеров. 3. При сдвигании губок штангенциркулей до их соприкосновения смещение нулевого штриха нониуса допускается только в сторону увеличения размера. 4. Погрешность штангенциркуля не должна превышать значений, указанных в табл. 3 при температуре (20 ± 10) °С при поверке их по плоскопараллельным концевым мерам длины из стали. 2.5. Допуск плоскостности и прямолинейности измерительных поверхностей должен составлять 0,01 мм на 100 мм длины большей стороны измерительной поверхности штангенциркулей. При этом допускаемые отклонения плоскостности и прямолинейности измерительных поверхностей должны быть: 0,004 мм - для штангенциркулей со значением отсчета по нониусу, с ценой деления шкалы и шагом дискретности не более 0,05 мм и длиной большей стороны измерительной поверхности менее 40 мм; 0,007 мм - для штангенциркулей со значением отсчета по нониусу и с ценой деления шкалы 0,1 мм и длиной большей стороны измерительной поверхности менее 70 мм. Допуск прямолинейности торца штанги штангенциркулей типов I и Т-1 должен составлять 0,01 мм. По краям плоских измерительных поверхностей в зоне шириной не более 0,2 мм допускаются завалы. Примечание. Требования к плоскостности относят только к поверхностям шириной более 4 мм. (Измененная редакция. Изм. № 1, 2). 2.6. Допуск параллельности измерительных поверхностей губок для измерения внутренних размеров должен составлять 0,010 мм на всей длине. Для штангенциркулей 2 класса точности измерительные поверхности кромочных губок допускается изготовлять с допуском параллельности 0,02 мм. В зоне до 0,5 мм от верхней кромки измерительных поверхностей допускаются завалы. Допуск параллельности на 100 мм длины плоских измерительных поверхностей губок для измерения наружных размеров должен быть: 0,02 мм - при значении отсчета по нониусу, цене деления шкалы и шаге дискретности не более 0,05 мм; 0,03 мм - при значении отсчета по нониусу и цене деления шкалы 0,1 мм. 2.7. Мертвый ход микрометрической пары устройства для тонкой установки рамки не должен превышать 1/3 оборота. 2.8. Отклонения размера губок с цилиндрическими измерительными
поверхностями для измерения внутренних размеров не должны превышать: ( 2.9. Рамка не должна перемещаться по штанге под действием собственного веса при вертикальном положении штангенциркуля. 2.10. Усилие перемещения рамки по штанге должно быть не более значений, указанных в табл. 4. Таблица 4
Примечание. Для штангенциркулей с диапазоном измерения 0 - 125, 0 - 135, 0 - 150 мм допускаемые значения усилия перемещения выбирают из ряда 10, 15 Н. 2.11. Требования к шкале штанги и нониуса. 2.11.1 Расположение плоскости шкалы нониуса относительно плоскости шкалы штанги указано на черт. 7.
Черт. 7 2.11.2. Расстояние а от верхней кромки края нониуса до поверхности шкалы штанги не должно превышать 0,25 мм для штангенциркулей со значением отсчетов 0,05 и 0,30 мм - для штангенциркулей со значением отсчета 0,1 мм. 2.11.3. Размеры штрихов шкал штанги и нониуса должны соответствовать указанным ниже: ширина штрихов 0,08 - 0,20 мм; разность ширины штрихов в пределах одной шкалы (для шкалы штанги на расстоянии более 0,3 от края шкалы) и штрихов шкал штанги и нониуса одного штангенциркуля не более 0,03 мм при отсчете по нониусу 0,05 мм; 0,05 мм при отсчете по нониусу 0,1 мм. (Измененная редакция, Изм. № 2). 2.12. Требования к круговой шкале отсчетного устройства 2.12.1. Длина деления шкалы должна быть не менее 1 мм. 2.12.2. Ширина штрихов шкалы 0,15 - 0,25 мм. Разность ширины соответствующих штрихов в пределах одной шкалы должна быть не более 0,05 мм. 2.12.3. Ширина стрелки над делениями шкалы должна быть 0,15 - 0,20 мм. Конец стрелки должен перекрывать короткие штрихи не более чем на 0,8 их длины. Расстояние между концом стрелки и циферблатом не должно превышать 0,7 мм для шкалы с ценой деления не более 0,05 мм и 1,0 мм с ценой деления 0,1 мм. 2.12.4. Отсчетное устройство должно обеспечивать возможность совмещения стрелки с нулевым делением круговой шкалы. 2.13. У штангенциркулей с цифровым отсчетным устройством высота цифр отсчетного устройства должна быть не менее 4 мм. 2.14. Штангенциркули с цифровым отсчетным устройством дополнительно могут оснащаться интерфейсом для вывода результата измерения на внешнее устройство. 2.15. Твердость измерительных поверхностей штангенциркулей должна быть: из инструментальной и конструкционной стали - не менее 59 HRCэ; из высоколегированной стали - не менее 51,5 НRСэ. Примечание. Для штангенциркулей типа I с верхним пределом измерения до 160 мм, изготовленных из инструментальной или конструкционной сталей, твердость измерительных поверхностей должна быть не менее 53 НRСэ. 2.16. Параметр шероховатости плоских и цилиндрических измерительных поверхностей штангенциркулей - Rа £ 0,32 мкм по ГОСТ 2789-73; измерительных поверхностей кромочных губок и плоских вспомогательных измерительных поверхностей - Rа £ 0,63 мкм по ГОСТ 2789-73. (Измененная редакция, Изм. № 1). 2.17. Наружные поверхности штангенциркулей должны быть покрыты или обработаны в соответствии с табл. 5. Таблица 5
Примечание. Допускается применять другие металлические и неметаллические покрытия по ГОСТ 9.303 и ГОСТ 9.032, по защитно-декоративным свойствам не уступающие указанным в табл. 5. Допускается штангенциркули с верхним пределом измерения свыше 1000 мм не хромировать. (Измененная редакция, Изм. № 1). 2.18. Штангенциркули должны быть размагничены. 2.19 - 2.24 (Исключены. Изм № 1, 2). 2.25. Комплектность 2.25.1. К каждому штангенциркулю должна быть приложена эксплуатационная документация по ГОСТ 2.601. 2.25.2. По заказу потребителя штангенциркули типов II и III комплектуют приспособлением для разметки. 2.26. Маркировка 2.26.1. На каждом штангенциркуле должны быть нанесены: товарный знак предприятия-изготовителя; порядковый номер по системе нумерации предприятия-изготовителя; условное обозначение года выпуска; значение отсчета по нониусу или цена деления; размер g (штангенциркулей типов II и IIIс одним нониусом или одном шкалой, черт. 3 - 4) на одной из губок; класс точности 2 (для штангенциркулей со значением отсчета по нониусу или ценой деления шкалы 0,1 мм); слово «Внутр.» на шкале для измерения внутренних размеров. (Измененная редакция, Изм. № 2). 2.26.2. Допускается не указывать порядковый номер в эксплуатационной документации. 2.26.3. Маркировка на футляре - по ГОСТ 13762. Наименование или условное обозначение штангенциркуля наносят только на жестком футляре. 2.27. Упаковка 2.27.1. Методы и средства для обезжиривания и консервации штангенциркулей - по ГОСТ 9.014. 2.27.2. Штангенциркули должны быть упакованы в футляры, изготовленные из материалов по ГОСТ 13762 Для штангенциркулей с нониусом с верхним пределом до 630 мм включительно допускается мягкая упаковка. 2.27.3. Штангенциркули с пределом измерения свыше 400 мм при транспортировании в контейнерах допускается упаковывать в футляры без транспортной тары. При упаковывании без транспортной тары футляры с штангенциркулями должны быть закреплены так, чтобы исключалась возможность их перемещения. 3. ПРИЕМКА3.1. Для проверки соответствия штангенциркулей требованиям настоящего стандарта следует проводить государственные испытания, приемочный контроль, периодические испытания. (Измененная редакция, Изм. № 2). 3.2. Государственные испытания - по ГОСТ 8.383 и ГОСТ 8.001. Проверку погрешностей штангенциркулей при температуре (20 ± 10) °С проводят только при государственных испытаниях. 3.3. При приемочном контроле каждый штангенциркуль проверяют на соответствие требованиям пп. 1.3; 1.4; 1.6; 1.8; 2.3 - 2.10; 2.12.4; 2.16; 2.18; 2.25; 2.26. 3.4. Периодические испытания проводят не реже раза в 3 года не менее чем на 3 штангенциркулях каждого типоразмера из числа прошедших приемочный контроль на соответствие всем требованиям настоящего стандарта. Результаты испытаний считают удовлетворительными, если все образцы соответствуют всем проверяемым требованиям. (Измененная редакция, Изм. № 2). 3.5. (Исключен. Изм. № 2). 4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ4.1. Поверка штангенциркулей - по ГОСТ 8.113 и МИ 1384. 4.2. При определении влияния транспортной тряски используют ударный стенд, создающий тряску ускорением 30 м/с2 при частоте 80 - 120 ударов в минуту. Штангенциркули в упаковке крепят к стенду и испытывают при общем числе ударов 15000. После испытаний погрешность штангенциркулей не должна превышать значений, указанных в табл. 3. Допускается проводить испытания штангенциркулей транспортированием на грузовой машине со скоростью 20 - 40 км/ч на расстояние не менее 100 км по грунтовой дороге. 4.3. Воздействие климатических факторов внешней среды при транспортировании определяют в климатических камерах в следующих режимах: при температуре минус (50 ± 3) °С, плюс (50 ± 3) °С и при влажности (95 ± 3) %. Выдержка в климатической камере по каждому из трех видов испытаний - 2 ч. После испытаний погрешность штангенциркулей не должна превышать значений, указанных в табл. 3. Допускается после выдержки штангенциркулей в каждом режиме выдерживать его в нормальных условиях в течение 2 ч. 5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕТранспортирование и хранение - по ГОСТ 13762. 6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИШтангенциркули допускался эксплуатировать при температуре окружающей среды от 10 до 40 °С и относительной влажности воздуха - не более 80 % при температуре 25 °С. 7. ГАРАНТИИ ИЗГОТОВИТЕЛЯИзготовитель гарантирует соответствие штангенциркулей требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации. Гарантийный срок эксплуатации штангенциркулей - 12 мес со дня ввода в эксплуатацию, штангенциркулей, оснащенных твердым сплавом, - 18 мес, а при продаже через розничную сеть - 12 мес со дня продажи. ПРИЛОЖЕНИЕОбязательное ПЕРЕЧЕНЬ ФУНКЦИЙ, ХАРАКТЕРИЗУЮЩИХ СТЕПЕНЬ АВТОМАТИЗАЦИИ1. Выдача цифровой информации в прямом коде (с указанием знака и абсолютного значения). 2. Установка начала отсчета в абсолютной системе координат. 3. Запоминание результата измерения*. 4. Гашение памяти с восстановлением текущего результата измерения*. 5. Вывод результатов измерения на внешнее устройство*. 6. Предварительная остановка нуля. 7. Предварительная установка числа (ввод констант)*. 8. Сравнение результатов измерения с пороговыми границами*. 9. Арифметические действия с результатами измерения и константами*. * По заказу потребителя. ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности ИСПОЛНИТЕЛИ М.Б. Шабалина, канд. техн. наук (руководитель темы); Н.В. Семенова 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 30.10.99 № 3253 3. ВЗАМЕН ГОСТ 166-80 4. Срок проверки - III кв. 1994 г., периодичность - 5 лет 5. Стандарт полностью соответствует СТ СЭВ 704-77 - СТ СЭВ 707-77, СТ СЭВ 1309-78, ИСО 3599-76 6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
СОДЕРЖАНИЕ
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/7260/
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|