
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 7236-93 Плоскогубцы. Технические условия.ГОСТ 7236-93 (ИСО 5743-88, ИСО 5745-88) МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ПЛОСКОГУБЦЫ ТЕХНИЧЕСКИЕ УСЛОВИЯ МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ Минск Предисловие 1 РАЗРАБОТАН Госстандартом России ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации 2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г. За принятие проголосовали:
3 Стандарт полностью соответствует требованиям международных стандартов ИСО 5743-88 и ИСО 5745-88, а также соответствует требованиям международного стандарта ИСО 5744-88 в части методов испытаний плоскогубцев с дополнительными требованиями, отражающими потребности народного хозяйства 4 ВВЕДЕН ВЗАМЕН ГОСТ 7236-86 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 01.01.95 Настоящий стандарт распространяется на плоскогубцы, предназначенные для захвата и манипулирования. Стандарт не распространяется на плоскогубцы, изготовляемые из материалов, предназначенных для работы во взрывоопасных условиях. Требования настоящего стандарта являются обязательными (кроме разд. 3). Стандарт пригоден для целей сертификации на безопасность по пп. 4.7 - 4.9. 1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ1.1. Плоскогубцы должны изготовляться типов: 1 - с короткими губками; 2 - с длинными губками. Плоскогубцы должны изготовляться без изолирующих или с изолирующими рукоятками в соответствии с ГОСТ 11516. 1.2. Основные размеры плоскогубцев должны соответствовать указанным на черт. 1 и в табл. 1.
* Размер Т1 выдерживается на длине L3. Черт. 1 Примечания. 1. Черт. 1 не определяет конструкцию. 2. Размеры плоскогубцев даны без учета изолирующих рукояток. Таблица 1 мм
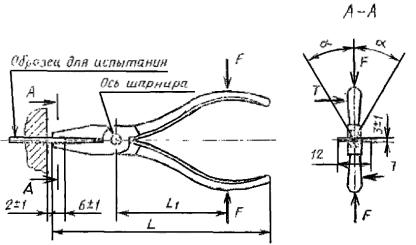
* Размеры плоскогубцев, соответствующие ИСО 5745-88. Пример условного обозначения плоскогубцев типа 1 исполнения 1 длиной 160 мм, с покрытием Х9, без изолирующих рукояток: Плоскогубцы 7814-0084 Х9 ГОСТ 7236-93 То же с изолирующими рукоятками: Плоскогубцы 7814-0084 и Х9 ГОСТ 7236-93 2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ2.1. Плоскогубцы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке. 2.2. Плоскогубцы должны изготовляться из стали марки У7А по ГОСТ 1435 или из стали других марок, обеспечивающих выполнение технических требований и выдерживание нагрузок при испытаниях в соответствии с настоящим стандартом. 2.3. Твердость зажимных поверхностей должна быть не ниже 45,5НRСэ. 2.4. На плоских зажимных поверхностях губок (не менее половины их длины от торца) должны быть нанесены рифления по ГОСТ 21474. Допускается на длине шага от вершины губок рифления не наносить. 2.5. При сжатых рукоятках плоскогубцев концы губок должны сходиться вплотную. Зазор между плоскими зажимными поверхностями губок должен равномерно увеличиваться и у шарнира не превышать 0,8 мм. 2.6. Соединение в шарнире должно обеспечивать плавное движение без заеданий и люфтов. Зазор в шарнире между рычагами в диаметральном направлении не должен превышать 0,3 мм на сторону для плоскогубцев длиной 125 мм и 0,4 мм на сторону - для остальных плоскогубцев. Усилие для раскрытия губок плоскогубцев не должно превышать 9,8 Н. 2.7. Смещение вершин губок плоскогубцев относительно друг друга в направлении оси шарнира не должно превышать 0,2 мм для плоскогубцев длиной 125 и 140 мм; 0,3 мм - для остальных плоскогубцев. 2.8. Плоскогубцы должны иметь защитно-декоративные металлические и неметаллические покрытия по ГОСТ 9.306, ГОСТ 9.303 и ГОСТ 9.032. Виды покрытий указаны в приложении 1. Допускается на поверхности под изолирующие рукоятки защитно-декоративные покрытия не наносить. 2.9. Параметры шероховатости Rа по ГОСТ 2789 поверхностей плоскогубцев под покрытия не должны быть более, мкм: наружных поверхностей головок, кроме скосов.......... 1,6 (3,2) наружных поверхностей рукояток и скосов................. 3,2 (6,3) внутренних поверхностей рукояток.............................. 6,3 (12,5) Примечания. 1. Параметры шероховатости, указанные в скобках, допускаются по согласованию с потребителем. 2. Параметры шероховатости наружных и внутренних поверхностей рукояток для плоскогубцев с изолирующими рукоятками допускается не более Rа 25 мкм. 2.10. Плоскогубцы, предназначенные для работы в электроустановках напряжением до 1000 В, дополнительно должны соответствовать ГОСТ 11516. 2.11. На плоскогубцах должен быть четко нанесен товарный знак предприятия-изготовителя. Маркировка плоскогубцев с изолирующими рукоятками - по ГОСТ 11516. Остальная маркировка - по заказу потребителя. 2.12. Маркировка транспортной и потребительской тары и упаковка плоскогубцев - по ГОСТ 18088. 3. ПРИЕМКАПриемка плоскогубцев - по ГОСТ 26810 и ГОСТ 11516. 4. МЕТОДЫ ИСПЫТАНИЙ4.1. Размеры плоскогубцев проверяют универсальными или специальными средствами измерения. 4.2. Шероховатость поверхностей плоскогубцев проверяют сравнением с образцами шероховатости по ГОСТ 9378 или профилометрами (профилографами). 4.3. Проверка твердости плоскогубцев - по ГОСТ 9013. 4.4. Качество гальванических покрытий проверяют по ГОСТ 9.301 и ГОСТ 9.302, лакокрасочных покрытий - по ГОСТ 9032 и ГОСТ 22133. 4.5. Усилие для раскрытия губок плоскогубцев проверяют приложением нагрузки 9,8 Н к рукояткам на расстоянии L1 от оси шарнира (черт. 2). 4.6. Плоскогубцы типов 1 и 2 проверяют на прочность рукояток и кручение. Испытания проводят до насаживания изолирующих рукояток. 4.7. Испытания плоскогубцев на прочность рукояток проводят приложением нагрузки (черт. 2, табл. 2) в местах наибольшего расстояния между рукоятками на расстоянии от оси шарнира L1.
Черт. 2 Таблица 2 Размеры, мм
L1 - расстояние от оси шарнира до места приложения нагрузок. Примечание. S = W1 - W2, где W1 - расстояние между рукоятками до испытания; W2 - расстояние между рукоятками после приложения нагрузки. Для испытаний между вершинами губок плоскогубцев вставляют образец, обеспечивающий зазор (3 ± 1) мм. Размеры и профиль образца должны обеспечить контакт на длине 8 ± 1 мм от вершины губок. Образец для испытаний должен иметь твердость 31,5 ... 41,5НRСэ. Первоначально к рукояткам прикладывают нагрузку 50 Н и измеряют расстояние между рукоятками W1, увеличивают нагрузку до усилия F, указанного в табл. 2, затем уменьшают до 50 Н. Нагрузка должна быть приложена 4 раза. После этого повторно измеряют расстояние между рукоятками W2 на том же расстоянии L1. Разница между первым и вторым измерениями не должна превышать максимального значения остаточной деформации S = W1 - W2, указанного в табл. 2. Примечание. Если испытание рукояток на прочность невозможно
проводить на расстоянии L1 от оси шарнира, выбирают другое расстояние L¢1, и пересчитывают прилагаемую
нагрузку F¢
по формуле После испытания не должно быть деформации инструмента, влияющей на его использование по назначению. 4.8. При испытании на кручение (черт. 3) захватывают плоской зажимной поверхностью плоскогубцев образец-пластину с сечением 3´12 мм твердостью 46 ... 51,5НRСэ. Прикладывают к рукояткам сжимающую нагрузку 50 Н на расстоянии L1 от оси шарнира для того, чтобы противодействовать крутящему моменту.
Черт. 3 Крутящий момент Т прикладывают в обоих направлениях. Угол поворота a не должен превышать 15° (табл. 2). Любое ослабление шарнира или остаточная деформация губок, являющаяся результатом испытаний, не должна влиять на использование инструмента по назначению. 4.9. Кроме испытаний по пп. 4.7, 4.8 плоскогубцы с изолирующими рукоятками подвергают испытаниям по ГОСТ 11516. 5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕТранспортирование и хранение - по ГОСТ 18088 и ГОСТ 11516. 6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ6.1. Изготовитель гарантирует соответствие плоскогубцев требованиям настоящего стандарта при соблюдении условий хранения, установленных настоящим стандартом. 6.2. Гарантийный срок эксплуатации - 9 мес. со дня продажи через розничную торговую сеть, а для внерыночного потребления - с момента получения потребителем. ПРИЛОЖЕНИЕ 1Обязательное ЗАЩИТНО-ДЕКОРАТИВНЫЕ ПОКРЫТИЯ
ПРИЛОЖЕНИЕ 2Справочное СООТВЕТСТВИЕ НАСТОЯЩЕГО СТАНДАРТА МЕЖДУНАРОДНЫМ СТАНДАРТАМ ИСО 5743-88, ИСО 5744-88, ИСО 5745-88Размеры плоскогубцев и величины параметров, определяющих условия проведения их испытаний на прочность рукояток и кручение по настоящему стандарту полностью охватывают номенклатуру размеров и соответствуют величинам параметров, определяющих условия проведения испытаний по международному стандарту ИСО 5745-68. Размеры плоскогубцев по стандарту ИСО 5745-88 отмечены в табл. 1 стандарта знаком*. Технические требования к плоскогубцам, установленные в настоящем стандарте, полностью соответствуют требованиям международного стандарта ИСО 5743-88. Методы испытаний плоскогубцев полностью соответствуют международному стандарту ИСО 5744-88. Дополнительно в настоящем стандарте расширена номенклатура размеров плоскогубцев, а также конкретизированы требования к материалу, твердости, шероховатости и точности для изготовления плоскогубцев, установлены требования к правилам приемки, методам контроля, упаковке, транспортированию и хранению плоскогубцев. ИНФОРМАЦИОННЫЕ ДАННЫЕССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
СОДЕРЖАНИЕ
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/7420
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|