Основные ссылки
|
ГОСТ 16310-80* Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ
ИЗ ПОЛИЭТИЛЕНА, ПОЛИПРОПИЛЕНА
И ВИНИПЛАСТА
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ И РАЗМЕРЫ
ГОСТ 16310-80
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Министерством химического и нефтяного
машиностроения
ИСПОЛНИТЕЛИ
А.
Ф. Басанец (руководитель темы); Е. И.
Зелик, Д. В. Евсюков
ВНЕСЕН
Министерством химического и нефтяного машиностроения
Член Коллегии А. М. Васильев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением
Государственного комитета СССР по стандартам от 24 марта 1980 г. № 1309
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СОЕДИНЕНИЯ СВАРНЫЕ ИЗ ПОЛИЭТИЛЕНА,
ПОЛИПРОПИЛЕНА И ВИНИПЛАСТА
Основные типы, конструктивные элементы и размеры
Welded joints of polyethelene, polypropylene and
polyvinyl chloride Main types, design elements and
dimensions
|
ГОСТ
16310-80
Взамен ГОСТ 16310-70
|
Постановлением Государственного комитета СССР по стандартам
от 24 марта 1980 г. № 1309 срок действия установлен
с
01.07. 1981 г.
до
01.07. 1991 г.
1. Настоящий стандарт
распространяется на соединения из полиэтилена, полипропилена и винипласта,
выполненные сваркой нагретым газом с присадочным прутком или экструзионной
сваркой и устанавливает основные типы, конструктивные элементы и размеры
сварных соединений.
Стандарт не
распространяется на угловые и тавровые сварные соединения с углом между
соединяемыми элементами отличным от 90° ± 5°, а также на соединения
трубопроводов.
Требования
настоящего стандарта являются обязательными.
(Измененная
редакция. Изм. № 1)
2. В стандарте
приняты следующие обозначения способов сварки:
Г - сварка
нагретым газом с присадочным прутком;
Э - сварка
экструзионная.
3. Основные типы
сварных соединений приведены в табл. 1.
4.
Конструктивные элементы сварных соединений и их размеры должны соответствовать
указанным в табл. 2-31.
Таблица 1
|
Тип соединения
|
Форма
подготовленных кромок
|
Характер сварного
шва
|
Форма поперечного
сечения
|
Толщина
свариваемых деталей, мм, для способов сварки
|
Условное обозначение
сварного соединения
|
|
подготовленных
кромок
|
сварного шва
|
Г
|
Э
|
|
Стыковое
|
Без
скоса кромок
|
Односторонний
|
|
|
2-4
|
-
|
С1
|
|
Односторонний
на съемной подкладке
|
|
|
2-6
|
C2
|
|
Односторонний
на остающейся подкладке
|
|
|
C3
|
|
Двусторонний
|
|

|
2-4
|
-
|
C4
|
|
Со
скосом одной кромки
|
Односторонний
|
|

|
4-20
|
C5
|
|
Односторонний
на съемной подкладке
|
|
|
С6
|
|
Односторонний
на остающейся подкладке
|
|
|
С7
|
|
Двусторонний
|
|

|
С8
|
|
С
двумя симметричными скосами одной кромки
|
Двусторонний
|
|
|
8-20
|
С9
|
|
Со
скосом двух кромок
|
Односторонний
|
|
|
4-20
|
С10
|
|
Со
скосом двух кромок
|
на
съемной подкладке
|
|
|
4-20
|
С11
|
|
Односторонний
на остающейся подкладке
|
|
|
С12
|
|
Двусторонний
|
|
|
С13
|
|
С
двумя симметричными скосами двух кромок
|
Двусторонний
|

|
|
8-20
|
С14
|
|
Угловое
|
Без
скоса кромок
|
Односторонний
|
|
|
2-10
|
У1
|
|
Односторонний
|
|
|
2-4
|
-
|
У2
|
|
Двусторонний
|
|
|
2-10
|
УЗ
|
|
Двусторонний
|

|
|
2-4
|
-
|
У4
|
|
Со
скосом одной кромки
|
Односторонний
|
|
|
4-20
|
У5
|
|
Двусторонний
|
|
|
4-20
|
У6
|
|
С двумя
симметричными скосами одной кромки
|
Двусторонний
|
|
|
8-20
|
У7
|
|
Со
скосом двух кромок
|
Односторонний
|
|
|
4-20
|
У8
|
|
Двусторонний
|
|
|
У9
|
|
Тавровое
|
Без
скоса кромки
|
Односторонний
|
|
|
2-20
|
T1
|
|
Двусторонний
|
|
|
T2
|
|
Со
скосом одной кромки
|
Односторонний
|
|

|
4 20
|
T3
|
|
Двусторонний
|
|
|
T4
|
|
С
двумя симметричными скосами одной кромки
|
Двусторонний
|
|
|
8-20
|
Т5
|
|
Нахлесточное
|
Без
скоса кромок
|
Односторонний
|
|
|
2-20
|
H1
|
|
Двусторонний
|
|

|
Н2
|
|
|
|
|
|
|
|
|
|
|
Таблица 2
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S=S1
|
b
(пред. откл. +1)
|
g (пред. откл. ±1)
|
g1
(пред. откл. ±1)
|
е, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
С1
|
|
|
Г
|
2-4
|
0,5
|
2
|
1
|
6
|
Таблица 3
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S=S1
|
b
(пред. откл. ±1)
|
g
(пред. откл. ±1)
|
g1
(пред. откл.
±1)
|
е
не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
С2
|
|
|
Г
|
2-6
|
3
|
2
|
1
|
8
|
|
Э
|
10
|
Таблица 4
Размеры, мм
|
Условное обозначение
сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S=S1
|
b
(пред. откл.
±1)
|
g
(пред. откл. ±1)
|
е,
не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
C3
|
|
|
Г
|
2-6
|
2
|
2
|
8
|
|
Э
|
10
|
Таблица 5
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S=S1
|
b
(пред. откл.
±1)
|
g
(пред. откл. ±1)
|
g1
(пред. откл. ±1)
|
е,
не более
|
e1,
не более
|
|
подготовленных кромок
свариваемых деталей
|
сварного шва
|
|
С4
|
|

|
Г
|
2-4
|
0,5
|
2
|
2
|
8
|
3
|
Таблица 6
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S = S1
|
b
(пред. откл. +1)
|
g (пред. откл.
±1)
|
e, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
С5
|
|
|
Г; Э
|
4-6
|
0,5
|
2
|
10
|
|
7-9
|
16
|
|
10-12
|
3
|
18
|
|
13-15
|
20
|
|
16-18
|
24
|
|
19-20
|
26
|
Таблица 7
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S=S1
|
b
(пред. откл. ±1)
|
g
(пред. откл. ±1)
|
е, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
С6
|
|
|
Г; Э
|
4-6
|
2
|
2
|
10
|
|
7-9
|
16
|
|
10-12
|
3
|
18
|
|
13-15
|
20
|
|
16-18
|
24
|
|
19-20
|
26
|
Таблица 8
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S = S1
|
b
(пред. откл. +1)
|
g
(пред. откл. ±1)
|
e, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
С7
|
|
|
Г; Э
|
4-6
|
2
|
2
|
10
|
|
7-9
|
16
|
|
10-12
|
3
|
18
|
|
13-15
|
20
|
|
16-18
|
24
|
|
19-20
|
26
|
Таблица 9
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S=S1
|
b
(пред. откл. +1)
|
g=g1
(пред. откл. ±1)
|
e, не более
|
e1(пред. откл.
±1)
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
С8
|
|
|
Г; Э
|
4-6
|
0,5
|
2
|
10
|
6
|
|
7-9
|
16
|
|
10-12
|
3
|
18
|
|
13-15
|
20
|
9
|
|
16-18
|
24
|
|
19-20
|
26
|
Таблица 10
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S=S1
|
b
(пред. откл. +1)
|
g
(пред. откл. ±1)
|
e, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
С9
|
|

|
Г; Э
|
8-10
|
0,5
|
2
|
16
|
|
11-13
|
3
|
18
|
|
14-16
|
20
|
|
17-19
|
24
|
|
20
|
26
|
Таблица 11
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S=S1
|
b
(пред. откл. +1)
|
g
(пред. откл. ±1)
|
e, не более
|
|
Подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
С10
|
|
|
Г; Э
|
4-6
|
0,5
|
2
|
12
|
|
7-9
|
16
|
|
10-12
|
3
|
18
|
|
13-15
|
23
|
|
16-18
|
26
|
|
19-20
|
29
|
Таблица 12
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S=S1
|
b
(пред. откл. +1)
|
g
(пред. откл. ±1)
|
e, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
С11
|
|
|
Г; Э
|
4-6
|
0,5
|
2
|
12
|
|
7-9
|
16
|
|
10-12
|
3
|
18
|
|
13-15
|
23
|
|
16-18
|
26
|
|
19-20
|
29
|
Таблица 13
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S=S1
|
b
(пред. откл. +1)
|
g
(пред. откл. ±1)
|
е, не более
|
|
подготовленных кромок
свариваемых деталей
|
сварного шва
|
|
С12
|
|
|
Г; Э
|
4-6
|
0,5
|
2
|
12
|
|
7-9
|
16
|
|
10-12
|
3
|
18
|
|
13-15
|
23
|
|
16-18
|
26
|
|
19-20
|
29
|
Таблица 14
Размеры, мм
|
Условное обозначение
сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S=S1
|
b
(пред. откл. +1)
|
g=g1
(пред. откл. ±1)
|
е, не более
|
е1, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
С13
|
|
|
Г; Э
|
4-6
|
0,5
|
2
|
12
|
6
|
|
7-9
|
16
|
|
10-12
|
3
|
18
|
|
13-15
|
23
|
9
|
|
16-18
|
26
|
|
19-20
|
29
|
Таблица 15
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S=S1
|
b
(пред. откл. +1)
|
g
(пред. откл. ±1)
|
е, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
С14
|
|
|
Г; Э
|
8-10
|
0,5
|
2
|
16
|
|
11-13
|
3
|
23
|
|
14-16
|
26
|
|
17-19
|
29
|
|
20
|
30
|
Таблица 16
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S
|
b
(пред. откл. +1)
|
п
(пред. откл. +1)
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
У1
|
|
|
Г; Э
|
2-10
|
0,5
|
0
|
Таблица 17
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S
|
b
(пред. откл. +1)
|
g
(пред. откл. ±1)
|
е, не более
|
n
(пред. откл. +1)
|
|
подготовленных
промок свариваемых деталей
|
сварного шва
|
|
У2
|
|
|
Г
|
2-4
|
2
|
3
|
6
|
0
|
Таблица 18
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
s
|
b
(пред. откл. +1)
|
n
(пред. откл. +1)
|
|
подготовленных кромок
свариваемых деталей
|
сварного шва
|
|
У3
|

|
|
Г; Э
|
2-10
|
0
|
0
|
Таблица 19
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
s
|
b
(пред. откл. +1)
|
g
(пред. откл.
±1)
|
е, не более
|
п (пред. откл.
+1)
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
У4
|
|
|
Г
|
2-4
|
0,5
|
3
|
6
|
0
|
Таблица 20
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
s
|
b
(пред. откл. +1)
|
g
(пред. откл.
±1)
|
e, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
У5
|
|

|
Г; Э
|
4-6
|
0,5
|
2
|
12
|
|
7-9
|
16
|
|
10-12
|
3
|
18
|
|
|
|
|
13-15
|
20
|
|
16-18
|
24
|
|
10-20
|
26
|
Таблица 21
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S
|
b
(пред. откл. +1)
|
g
(пред. откл.
±1)
|
e, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
У6
|
|
|
Г; Э
|
4-6
|
0,5
|
2
|
12
|
|
7-9
|
16
|
|
10-12
|
3
|
18
|
|
13-15
|
20
|
|
16-18
|
24
|
|
19-20
|
26
|
Таблица 22
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S
|
b
(пред. откл. +1)
|
g=g1
(пред. откл.
±1)
|
e, не более
|
e1, не более
|
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
|
У7
|
|
|
Г; Э
|
8-10
|
0,5
|
2
|
16
|
14
|
|
|
11-13
|
|
|
3
|
18
|
16
|
|
|
14-16
|
20
|
18
|
|
|
17-19
|
24
|
22
|
|
|
20
|
26
|
24
|
|
Таблица 23
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S
|
b
(пред. откл. +1)
|
g=g1
(пред. откл.
±1)
|
e, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
У8
|
|
|
Г; Э
|
4-6
|
0,5
|
2
|
12
|
|
7-9
|
16
|
|
10-12
|
3
|
18
|
|
13-15
|
23
|
|
16-18
|
26
|
|
19-20
|
29
|
Таблица 24
Размеры, мм
|
Условное обозначение
сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S
|
b
(пред. откл. +1)
|
g
(пред. откл.
±1)
|
е, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
У9
|
|
|
Г; Э
|
4-6
|
0,5
|
2
|
12
|
|
7-9
|
16
|
|
10-12
|
3
|
18
|
|
13-15
|
23
|
|
16-18
|
26
|
|
19-20
|
29
|
Таблица 25
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S
|
b
(пред. откл. +1)
|
|
подготовленных кромок
свариваемых деталей
|
сварного шва
|
|
Т1
|
|
|
Г; Э
|
2-20
|
0
|
Таблица 26
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S
|
b
(пред. откл. +1)
|
|
подготовленных кромок
свариваемых деталей
|
сварного шва
|
|
Т2
|
|
|
Г; Э
|
2-20
|
0
|
Таблица 27
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S
|
b
(пред. откл. +1)
|
g
(пред. откл.
+2)
|
е, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
T3
|
|
|
Г; Э
|
4-6
|
0,5
|
3
|
12
|
|
7-9
|
5
|
16
|
|
10-12
|
7
|
18
|
|
13-15
|
9
|
20
|
|
16-18
|
11
|
24
|
|
19-20
|
13
|
26
|
Таблица 28
Размеры, мм
|
Условное обозначение
сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S
|
b
(пред. откл. +1)
|
g
(пред. откл.
+2)
|
е, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
Т4
|
|
|
Г; Э
|
4-6
|
0,5
|
3
|
12
|
|
7-9
|
5
|
16
|
|
10-12
|
7
|
18
|
|
13-15
|
9
|
20
|
|
16-18
|
11
|
24
|
|
19-20
|
13
|
26
|
Таблица 29
Размеры, мм
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S
|
b
(пред. откл. +1)
|
g
(пред. откл. +2)
|
е, не более
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
Т5
|
|
|
Г; Э
|
8-12
|
0,5
|
5
|
18
|
|
13-15
|
7
|
20
|
|
16-18
|
9
|
24
|
|
19-20
|
11
|
26
|
Таблица 30
Размеры, мм
|
Условное обозначение
сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S
|
b
(пред. откл. +1)
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
H1
|
|
|
Г; Э
|
2-20
|
0
|
Таблица 31
Размеры, мм
|
Условное обозначение
сварного соединения
|
Конструктивные
элементы
|
Способ сварки
|
S
|
b
(пред. откл. +1)
|
|
подготовленных
кромок свариваемых деталей
|
сварного шва
|
|
Н2
|
|
|
Г; Э
|
2-20
|
0
|
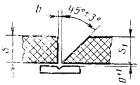
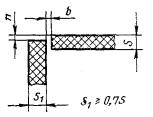
5. При разнице в
толщине свариваемых деталей свыше 1 мм на детали, имеющей большую толщину S1, должен быть сделан скос с одной или двух сторон до
толщины более тонкой детали S, как указано на
черт. 1, 2 и 3. При этом конструктивные элементы подготовленных кромок и
размеры сварного шва следует выбирать по меньшей толщине.
Черт. 1
Черт. 2
Черт. 3
6. Для расчетных
сварных соединений катет углового шва К должен
быть установлен при проектировании соединений.
7. Предельные
отклонения катета углового шва К от
номинального значения должны соответствовать:
+1,0 мм - при К < 6 мм;
+1,5 мм - при 6 < К < 12 мм;
+2,0 мм - при К > 12 мм.
8. Допускается усиление
углового шва до 2 мм или ослабление до 3 мм.
Источник информации: https://internet-law.ru/stroyka/text/8493
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|







