
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ВСН 210-80 Инструкция по монтажу лифтов.МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ СТРОИТЕЛЬНЫХ РАБОТ СССР УТВЕРЖДАЮ заместитель министра монтажных и специальных строительных работ СССР Ярмуш В. И. 24 ноября 1980 г. ИНСТРУКЦИЯ ПО МОНТАЖУ ЛИФТОВ ВСН 210-80 ММСС СССР ЦЕНТРАЛЬНОЕ БЮРО НАУЧНО-ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ Москва - 1983 Инструкция по монтажу лифтов ВСН 210-80/ММСС СССР, разработанная ГПИ Гипротехмонтаж совместно с трестом Союзлифтмонтаж, предназначена для ИТР и рабочих в качестве руководящего материала при монтаже лифтового оборудования. В инструкции последовательно изложены операции монтажа оборудования лифтов с соблюдением технических требований их установки и регулировки, а также приведены основные указания безопасного ведения монтажных и пусконаладочных работ. ВСН 210-80 согласованы с Госстроем СССР 22 августа 1979 г. Составители: Е. И. Райков, Г. Н. Розенкан, О. Н. Харитонов, В. Н. Авдеев. Адрес для запросов и справок: 101000, Москва, ул. Мархлевского, 20/2. Трест Союзлифтмонтаж.
1. Общие положения1.1. Требования настоящей инструкции распространяются на монтаж пассажирских, больничных, грузовых и грузопассажирских лифтов грузоподъемностью от 100 до 5000 кг, со скоростью движения кабин от 0,18 до 4 м/с согласно ГОСТ 5746-67, ГОСТ 8822-67, ГОСТ 8823-67, ГОСТ 8824-67 и ГОСТ 13416-67. 1.2. При монтаже лифтового оборудования наряду с соблюдением требований данной инструкции надлежит также руководствоваться: документацией, поставляемой заводом-изготовителем; «Правилами устройства и безопасной эксплуатации лифтов» (ПУБЭЛ).- М.: «Недра», 1972; «Правилами устройства электроустановок» (ПУЭ). - М.: «Энергия», 1976; строительными нормами и правилами СНиП III-4-80 «Техника безопасности в строительстве». - М.: Стройиздат, 1980; ГОСТ 22845-77 «Лифты пассажирские, больничные и грузовые. Правила производства и приемки монтажных работ», «Инструкцией по технике безопасности при монтаже лифтов и канатных дорог» ВСН 333-74/ММСС СССР - М.: ЦБНТИ, 1974; ГОСТ 17538-72 «Блоки железобетонные для шахт лифтов»; ГОСТ 22011-76 «Лифты пассажирские, больничные и грузовые. Технические условия». 2. Подготовительные работы2.1. ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКИЕ МЕРОПРИЯТИЯ2.1.1. Получив от генподрядчика (заказчика) уведомление о готовности строительной части шахты и машинного помещения, монтажная организация направляет на объект своего представителя для обследования готовности строительной части лифтов к производству монтажных работ.
2.1.2. Представитель монтажной организации, прибыв на объект: проверяет наличие, комплектность и правильность оформления технической документации завода-изготовителя и ее соответствие данному объекту; определяет степень готовности шахты, приямка и машинного помещения под монтаж оборудования лифта и уточняет, в связи с этим, сроки начала монтажа; выдает в случае необходимости строительной организации задание на установку подмостей и проверяет состояние ограждений дверных проемов; решает вопросы, связанные с предоставлением и оборудованием генподрядчиком (заказчиком) временной мастерской и склада для хранения оборудования; решает вопросы, связанные с доставкой оборудования в зону монтажа, а также использования башенного крана и строительных подъемников для доставки и монтажа оборудования лифтов; проверяет наличие оборудования и его состояние; согласовывает совмещенный график строительно-монтажных работ; решает вопросы, связанные с доставкой материалов для прокладки постоянного освещения по шахте. 2.1.3. При наличии замечаний после проверки готовности объекта к монтажу стороны составляют акт обследования строительной части лифтовой установки (приложение 1), в котором приводится перечень работ, подлежащих выполнению генподрядчиком (заказчиком) до начала монтажа. Примечание. При отсутствии замечаний к строительной части лифтовой установки акт обследования не составляется. 2.1.4. После выполнения всех работ, указанных в акте обследования, представители сторон составляют акт готовности строительной части лифта под монтаж (приложение 1, ГОСТ 22845-77) и акт готовности подмостей и ограждений проемов дверей шахты к производству работ по монтажу оборудования лифта (приложение 2, ГОСТ 22845-77). 2.2. ОСОБЕННОСТИ ОРГАНИЗАЦИОННО-ТЕХНИЧЕСКОЙ ПОДГОТОВКИ К МОНТАЖУ ЛИФТОВ В ШАХТЕ ИЗ ОБЪЕМНЫХ БЛОКОВ (ТЮБИНГОВ)2.2.1. При монтаже лифтов в шахтах из тюбингов часть лифтового оборудования монтируют на ДСК или на производственно-комплектовочной базе управления (ПКБ). Установку тюбингов и связанные с ней строительные работы выполняют, как правило, комплексные бригады управлений. 2.2.2. Лифтовое оборудование, монтируемое в тюбингах, с заводов-изготовителей поступает на склады управлений (участков) при ПКБ или ДСК. Если в управлениях (участках) монтажных организаций складские помещения отсутствуют, оборудование поступает на склады заказчика, который затем доставляет его по заявкам монтажных организаций на объекты монтажа или на площадки для укрупнительной сборки. 2.2.3. Перед началом монтажных работ генподрядчик обязан принять нулевой цикл здания и вызвать представителя монтажной организации для приемки строительной части лифта под монтаж. В акте (форму акта см. в приложении 1, ГОСТ 22845-77) должно быть указано, что производится приемка только приямка. 2.2.4. Подготовленное к монтажу оборудование (установленное в тюбингах и объемных машинных помещениях и после укрупнения сложенное в ящики) должно быть передано представителем ПКБ или участка ДСК по двустороннему акту бригаде, устанавливающей тюбинги и монтирующей лифт. Примечание. Так как тюбинги на объект монтажа поступают с ПКБ или участка при ДСК с установленными дверями и инвентарными подмостями, которые являются собственностью монтажных управлений, то акты приемки подмостей и ограждений дверных проемов в этом случае не составляются. 2.3. ПРОВЕРКА ГОТОВНОСТИ ОБЪЕКТА К МОНТАЖУ ЛИФТОВ2.3.1. Готовность строительной части лифтовой установки под монтаж лифтового оборудования определяет представитель монтажной организации (как правило, работник ПСГ управления), при этом он проверяет: наличие освещения в шахте. Перед началом монтажных работ генподрядчик должен выполнить временное освещение по шахте лифта лампами накаливания напряжением не более 42 В и мощностью не менее 25 Вт (освещенность не менее 50 Лк). Лампы следует размещать вверху каждого настила в местах, не мешающих выполнению монтажных работ (рис. 1).
Рис. 1. Установка подмостей и навеска гирлянды для временного освещения лифтовой шахты: 1 - настил; 2 - деревянный брус; 3 - лампа накаливания; 4 - гирлянда; 5 - лифтовая шахта; 6 - выключатель Гирлянда временного освещения лифтовой шахты должна иметь выключатель, который прикрепляют к стене на первой остановке перед входом в шахту лифта (временное освещение машинного помещения выполняет генподрядчик после его готовности); правильность установки подмостей. Подмости должны быть установлены в соответствии с заданием, выданным строителям монтажной организацией (форму задания см. в приложении 2). К заданию на изготовление подмостей должен быть приложен чертеж настила, а также указаны места их установки в лифтовой шахте (привязка подмостей по высоте). Бруски подмостей, как правило, устанавливают в ниши, заранее выполненные строителями согласно АТ-6 (рис. 2, а). При отсутствии ниш допускается брусья устанавливать на ригели (рис. 2, б) или опорные уголки с приваркой последних к закладным деталям (рис. 2, в) При отсутствии ригелей, ниш и закладных деталей в шахтах грузовых лифтов допускается устанавливать стоечные леса (рис. 3). В шахтах лифтов из объемных блоков подмости допускается устанавливать на специальные закладные детали (рис. 4).
Рис. 2. Крепление инвентарных подмостей: а - в нишах; б - к металлическим ригелям; в - к закладным деталям; 1 - брус (балка); 2 - настил; 3 - стена шахты; 4 - ограничивающий брусок, 5 - скоба, шайба, гайка; 6 - металлический ригель; 7 - закладная деталь; 8 - опорный уголок
Рис. 3. Установка стоечных лесов в лифтовой шахте: 1 - стойка; 2 - поперечный брусок; 3 - продольный брусок; 4 - доски настила; 5 - люк; 6 - лестница Подмости, как правило, инвентарные, должны быть изготовлены из пиломатериалов не ниже второго сорта, иметь ровную поверхность с зазорами между досками не более 5 мм, прочность настилов должна быть рассчитана на равномерную распределенную нагрузку не менее 250 кг/м2 и сосредоточенную - 1300 Н. При высоте этажа 3,6 м и более необходимо устанавливать дополнительные подмости с таким расчетом, чтобы расстояние между щитами по высоте было не менее 1,8 и не более 3 м.
Рис. 4. Установка инвентарных подмостей в тюбинге: 1 - тюбинг; 2 - ригель подмостей; 3 - щит; 4 - закладная деталь; 5 - уголок При монтаже лифтового оборудования допускается применять инвентарные металлические подмости, изготовленные из специального коробчатообразного алюминиевого профиля. Пример установки инвентарных металлических подмостей см. на рис. 5; ограждение дверных проемов. Все дверные, а также временные (монтажные) проемы должны иметь ограждения (за исключением тюбингов, где проемы закрыты дверями шахты высотой не менее 1,1 м; надежно крепиться к стенам дверного проема и внизу иметь отбортовочную доску высотой не менее 150 мм (пример установки инвентарного ограждения дверного проема размерами 770 ´ 2050 мм показан на рис. 6). Допускается дверные проемы ограждать деревянными щитами (рис. 7). Щиты необходимо надежно крепить к поперечным балкам (перилам), последние должны выдерживать сосредоточенную нагрузку 700 Н. Для ограждений дверных проемов допускается применять металлическую сетку с поручнем. Элементы конструкций ограждений должны иметь массу не более 20 кг;
Рис. 5. Установка инвентарных металлических подмостей: 1 - выдвижной штырь; 2 - закладная деталь с опорным уголком; 3 - шахта лифта; 4 - подставка; 5 - балка; 6 - ограничивающий штырь; 7 - прижимная скоба техническую документацию лифта. Комплектность технической документации проверяют по комплектовочной ведомости завода-изготовителя, которая хранится, как правило, в ящике № 1. Примечание. По согласованию с заводом - изготовителем лифтов техническая документация может быть выслана заказчику по почте. Техническая документация должна поступать на объект монтажа в полном объеме согласно приложению 3, если не было дополнительных согласований завода-изготовителя с монтажной и эксплуатирующей организациями. При поставке по одному адресу группы лифтов одного назначения, типа и исполнения сопроводительная документация направляется в одном экземпляре на всю группу лифтов, за исключением паспортов и установочных (монтажных) чертежей. Представитель монтажной организации должен получить от заказчика следующую техническую документацию: установочный чертеж лифта с общими видами основных узлов, принципиальную и монтажные электрические схемы. Представитель монтажной организации должен проверить соответствие технической документации данному объекту;
Рис. 6. Установка инвентарного ограждения дверного проема: 1 - стойка; 2 - перила; 3 - отбортовочная доска; 4 - стена шахты размеры шахты (в плане) и вертикальность стен по исполнительной схеме, выданной генподрядчиком (см. приложение 1, ГОСТ 22845-77). Строительная часть шахты должна соответствовать требованиям «Альбома заданий на проектирование строительной части лифтовых установок» (АТ-6). Стены шахты должны быть вертикальными, без выступов и впадин (за исключением закладных деталей). Отклонение стен шахты от вертикальной плоскости не должно превышать 15 мм при высоте подъема кабины до 45 м, 20 мм при высоте подъема от 45 до 75 м и 30 мм при высоте подъема от 75 до 150 м. При этом размеры шахты в плане должны соответствовать размерам, указанным на установочном чертеже; допустимые отклонения не должны превышать 30 мм на сторону. Допустимая разность длин диагоналей шахты в плане не должна превышать 25 мм.
Рис. 7. Установка инвентарного деревянного ограждения дверного проема: 1 - щит; 2 - неподвижная скоба; 3 - замок; 4 - подвижная скоба; 5 - стена шахты При установке нескольких лифтов в одной шахте, если проектом не предусмотрено сплошное ограждение, шахта должна иметь разделяющие ригели шириной не более 100 мм и сетчатые ограждения (сетка должна быть выполнена из проволоки диаметром 1,2 мм, сторона квадрата не более 20 мм). Разделяющие ригели должны лежать в одной вертикальной плоскости; отклонение от вертикальной плоскости не должно превышать 20 мм по всей высоте шахты; закладные детали для крепления элементов оборудования в шахте лифта. Закладные детали должны быть выполнены в соответствии с проектом. Закладные детали для крепления кронштейнов направляющих кабины и противовеса могут быть смещены в вертикальном направлении (вверх или вниз) от проектного положения не более чем на 300 мм. Допустимое отклонение закладных деталей для крепления кронштейнов направляющих кабины и противовеса в горизонтальном направлении (вправо или влево) не должно превышать 10 мм; закладных деталей для крепления другого оборудования лифта (в любом направлении) - 10 мм. Толщина закладных деталей для крепления кронштейнов, дверей шахты и буферов должна быть не менее 8 мм; приямок шахты. Глубина приямка без заливки чистого пола должна соответствовать размеру, указанному на установочном (монтажном) чертеже. Приямок должен быть защищен от попадания в него грунтовых и сточных вод. Приямки всех лифтов (за исключением грузовых малых) должны быть оборудованы скобами. Оси скоб должны совпадать с осями дверного проема и выступать от стен шахты на 100 мм для пассажирских лифтов и на 135 мм - для грузовых. Количество скоб, устанавливаемых в приямках лифтовых шахт, а также расстояния между ними приведены в табл. 1. В приямках лифтовых шахт должны быть установлены тумбы под буферы кабины и противовеса. Количество тумб и их размеры приведены в табл. 2; расположение дверных проемов. Размеры дверных проемов (высота и ширина) должны соответствовать размерам, указанным на установочном (монтажном) чертеже. На стенах шахт в непосредственной близости от дверных проемов, а при проходной кабине и с другой стороны должны быть нанесены отметки чистых полов остановок. Размеры и расположение отверстий для установки вызывных аппаратов, световых указателей, табло и ключевин замков аварийного открывания дверей должны соответствовать размерам, указанным на установочном чертеже. При расстоянии между остановками более 15 м в шахте лифта должны быть предусмотрены временные монтажные проемы размерами 800 ´ 1500 мм с шагом не более 15 м; машинное помещение. Размеры машинного помещения, привязка отверстий в полу машинного помещения и монтажного проема и их размеры, а также размеры дверного проема и тумб с закладными деталями должны соответствовать размерам, указанным на установочном чертеже. Таблица 1 Размещение скоб в приямках лифтовых шахт
Примечание. При проходной кабине количество скоб увеличивается вдвое. Таблица 2 Количество тумб, устанавливаемых в приямках лифтовых шахт, и их размеры
Машинное помещение должно иметь ввод электроэнергии и заземления в местах, указанных на установочном чертеже, а также закладную деталь с петлей или монорельс для подъема оборудования. Дверь в машинное помещение должна быть обита листовым железом по асбесту, иметь вентиляционную решетку и врезной замок. Вокруг отверстий в полу машинного помещения должны быть устроены бортики высотой не менее 75 мм над уровнем пола (проверку выполнения генподрядчиком работ в машинном помещении допускается производить по мере их готовности согласно графику совмещенных строительно-монтажных работ); помещение для мастерской. Помещение для мастерской выделяет генподрядчик в непосредственной близости от места установки лифтов. Мастерская должна быть оборудована отоплением, освещением, стеллажами, столом и табуретками и иметь дверь, запирающуюся на замок. При наличии у монтажной организации своих передвижных мастерских (рис. 8) место их установки должно быть согласовано с генподрядчиком. Перед эксплуатацией следует проверить соответствие мастерской техническим условиям. Подсоединение мастерской к сети электроснабжения производит обслуживающий персонал генподрядчика. Ответственным лицом за противопожарную безопасность и электробезопасность должен быть назначен представитель монтажной организации; условия складирования и хранения лифтового оборудования. К началу монтажа лифтовое оборудование должно быть складировано или в зоне действия строительного башенного крана (при производстве монтажа лифтов укрупненными узлами), или в непосредственной близости от входа в здание, где устанавливается лифт (при отсутствии строительного крана). Площадка для складирования должна быть ровной и чистой. Независимо от наличия упаковки под лифтовое оборудование должны быть подложены деревянные подкладки, чтобы исключить его сползание или опрокидывание, а также, чтобы обеспечить свободный доступ к отдельным сборочным единицам (местам).
Рис. 8. Передвижная механизированная мастерская для работ по монтажу лифтов: 1 - кузов; 2 - стеллаж; 3 - слесарный верстак; 4 - шасси; 5 - слесарные тиски, 6 - заточный станок; 7 - стойка ИВ - 9202; 8 - электрическая печь; 9 - трансформаторы Механические узлы лифтов с установленным на них электрооборудованием (кабины, двери шахты, ограничители скорости, масляные буферы и другие узлы), а также стальные канаты следует хранить в закрытых помещениях. Механические узлы лифтов, на которых не установлено электрооборудование (направляющие кабины и противовеса, каркасы и грузы противовеса, опорные балки, трубы электроразводок и другие узлы) хранят под навесами или в помещениях. 2.4. ИНСТРУМЕНТ И ОСНАСТКА МОНТАЖНОЙ БРИГАДЫ2.4.1. Бригада монтажников должна быть оснащена комплектом инструмента, монтажными приспособлениями и контрольно-измерительными приборами согласно номенклатуре, указанной в табл. 3-5. 2.4.2. Перед началом монтажа мастер (производитель работ) должен проверить наличие и исправность у монтажной бригады инструмента, монтажных приспособлений, грузоподъемных механизмов, защитных средств и контрольно-измерительных приборов, а также доукомплектовать их, если этого требует производственная необходимость. Таблица 3 Комплект инструмента для бригады в составе 2-3 чел.
Таблица 4 Комплект приспособлений и оснастки
Таблица 5 Комплект контрольно-измерительного инструмента
2.4.3. Если в ППР применяются монтажные приспособления н оснастка, которые не являются типовыми, то они должны быть заранее изготовлены в монтажном управлении или на участке и доставлены на объект к началу выполнения монтажных работ. 2.4.4. При выполнении монтажных работ бригада, если этого требует производственная необходимость, может использовать специальный инструмент, входящий в комплект поставок лифта Перечень специализированного инструмента см. в приложении 4. 2.5. ОЗНАКОМЛЕНИЕ С ТЕХНИЧЕСКОЙ ДОКУМЕНТАЦИЕЙ2.5.1. Перед началом работ по монтажу лифтов бригадир должен получить у производителя работ (прораба) наряд на выполнение работ, ознакомиться с его содержанием и расписаться в получении. 2.5.2. Если условия монтажа лифтов не позволяют применить типовое решение, оговоренное настоящей инструкцией, то бригаде должна быть выдана технологическая записка или ППР, утвержденные главным инженером монтажного управления. 2.5.3. Бригадир, прибыв на объект монтажа, должен получить у представителя генподрядчика (заказчика) в одном экземпляре: комплектовочную ведомость на механическое и электрическое оборудование, установочный чертеж лифта, проект электропривода и автоматики, принципиальную и монтажные электрические схемы лифта, сборочные чертежи основных узлов лифта (1 компл.), заводскую инструкцию по монтажу лифтов. Примечания: 1. Документация, принятая ранее представителем монтажной организации при приемке строительной части лифтовой установки (согласно разделу 23 настоящей инструкции), должна быть передана бригадиру до выезда бригады на объект монтажа. 2. Объем документов, необходимых для выполнения монтажных работ, может быть изменен в зависимости от особенностей строительной части лифтовой установки и типа лифта. 2.5.4. До начала монтажа бригада обязана ознакомиться с технической документацией завода-изготовителя, настоящей инструкцией, технологической картой на монтаж данного лифта, а если он не типовой - с ППР или технологической запиской, утвержденной главным инженером монтажного управления. При производстве работы бригада обязана строго придерживаться положений, определенных в перечисленных документах. Кроме того, прораб (мастер) должен провести инструктаж на рабочем месте. 2.6. ПРИЕМКА ОБОРУДОВАНИЯ В МОНТАЖ И ЕГО РАСКОНСЕРВАЦИЯ2.6.1. Монтажная организация оборудование лифта принимает в монтаж после готовности строительной части шахты и приямка, а также выполнения организационно-технических мероприятий, указанных в разделе 2.1 настоящей инструкции. 2.6.2. Приемку механического и электрического оборудования производят по комплектовочной ведомости завода-изготовителя. Наличие оборудования проверяют по упаковочному листу, вложенному в каждый ящик. 2.6.3. При приемке оборудования необходимо обратить внимание на: целостность упаковки ящиков (мест) и соответствие вида упаковки указаниям в комплектовочной ведомости завода - изготовителя лифтов; комплектность механического и электрического оборудования; соответствие оборудования проекту (по маркировочным биркам на оборудовании) и проведение заводом-изготовителем испытаний и контрольной сборки (по паспортам на оборудование); отсутствие повреждений и дефектов оборудования, сохранность окраски и пломб на ограничителе скорости (одна пломба), редукторе лебедки (две пломбы), масляном буфере (одна пломба). 2.6.4. Обнаруженные при приемке несоответствия оборудования проекту, некомплектность, повреждения, необходимость ревизии и другие дефекты должны быть отражены в акте проверки состояния и приемки оборудования в монтаж (приложение 3, ГОСТ 22845-77) и устранены заказчиком согласно акту. 2.6.5. Принятое в монтаж оборудование подлежит расконсервации с полным удалением консервирующих смазок и покрытий. Расконсервацию производить промывкой деталей в веретенном масле или керосине с последующей смазкой деталей согласно таблице смазки, приведенной в инструкции по эксплуатации. Расконсервацию канатов производить путем погружения их в ванну с индустриальным маслом по ГОСТ 20799-75, подогретым до 50 °С, с последующей протиркой их сухой чистой бязью. Время выдержки канатов в ванне не должно превышать 60 мин. Примечание. Редукторы лебедок, если они залиты индустриальным маслом с 5-10 % присадки КП-2 по ТУ 33-1-01-9-70 или консервирующим маслом с 10 % присадки АКОР-1 по ГОСТ 15171-78, расконсервации не подлежат. 2.6.6. По окончании приемки оборудования в монтаж следует разобрать весь крепеж по размерам, на каждый болт подобрать гайку и шайбу, навернуть гайки на болты и разложить винты, болты и гайки в деревянный ящик по соответствующим секциям. 2.6.7. Вынуть из ящиков и перенести в мастерскую кнопки вызова, световые указатели и табло, вводное устройство, ограничитель скорости, трансформаторы, датчики, подвесной кабель, этажные переключатели, электропроводку, этажные клеммные коробки, шунты, весь крепеж электропроводки. Примечание. Мастерская по окончании рабочего дня должна быть закрыта на замок и сдана сторожевой службе генподрядчика под охрану. 3. Последовательность выполнения монтажных работТехнологическая последовательность производства монтажных работ зависит от состояния поставок лифтового оборудования на объект монтажа и степени строительной готовности шахты и машинного помещения. В табл. 6 представлена типовая технологическая последовательность монтажа пассажирских и грузовых лифтов, поступающих с заводов-изготовителей укрупненными узлами, с помощью строительного крана; в табл. 7 - грузовых и пассажирских лифтов, поступающих с заводов-изготовителей в разобранном виде, с помощью монтажной лебедки; в табл. 8 - пассажирских лифтов в шахтах из объемных элементов (тюбингов), причем состав работ на каждой операции, выполняемой на ПКБ или участке при ДСК, определяется технологической картой. Таблица 6 Последовательность монтажа лифтов строительным краном
Таблица 7 Последовательность монтажа лифтов монтажной лебедкой
Таблица 8 Последовательность монтажа пассажирских лифтов в шахтах из объемных элементов (тюбингов)
3.1. УКРУПНЕНИЕ ОБОРУДОВАНИЯ ЛИФТОВ НА ПРОИЗВОДСТВЕННО-КОМПЛЕКТОВОЧНОЙ БАЗЕ3.1.1. Поступающее с завода-изготовителя на производственно-комплектовочную базу монтажного управления оборудование лифтов после распаковки и проверки комплектности доставляют на специально оборудованные рабочие места для подготовки его к монтажу. 3.1.2. Все работы по подготовке лифтового оборудования к монтажу выполняются в соответствии с разработанными технологическими картами. 3.1.3. На производственно-комплектовочной базе осуществляют: входной контроль качества оборудования; подготовку и крепление стыковых планок к верхним концам направляющих; сборку кронштейнов крепления направляющих; подсоединение и подготовку к установке электроаппаратов, устанавливаемых в шахте; разделку подвесного кабеля и подсоединение его к клеммной коробке на кабине; заготовку жгутов электроразводки; установку трансформаторов и станции управления на подставку и подсоединение к ним электроразводки; проверку работы лебедки и заливку масла в редуктор; загрузку противовеса грузами; очистку канатов от консервирующего покрытия; маркировку клемм клеммных коробок; комплектовку и упаковку крепежных изделий; погрузку и отправку оборудования на объект. 4. Доставка лифтового оборудования к месту монтажа4.1. ДОСТАВКА ЛИФТОВОГО ОБОРУДОВАНИЯ К МЕСТУ МОНТАЖА КРАНОМ4.1.1. При наличии на объекте строительного крана доставку оборудования выполняют краном. Доставку оборудования можно производить заранее, до начала монтажных работ, или частями. 4.1.2. Предварительно в непосредственной близости от шахты лифта на отметке машинного помещения подготавливают площадку и согласовывают место складирования и сроки хранения с представителем генподрядчика (прорабом). 4.1.3. На площадке складирования необходимо подготовить оборудование к подъему: проверить места строповок и при необходимости подтянуть болтовые соединения; убедиться в целостности пакетов, ящиков и контейнеров с целью исключения выпадения отдельных деталей при подъеме; наметить очередность подъема оборудования. 4.1.4. При неперекрытых шахте и машинном помещении доставке с помощью крана к месту установки подлежат: направляющие кабины и противовеса, каркас противовеса, кабина лифта, двери шахты, лифтовая лебедка, панель управления, подлебедочные балки, трубы электроразводок по шахте и машинному помещению, отводные блоки, монтажная лебедка, ящик с лифтовыми канатами и жгут проводов, необходимые крепежные детали. 4.1.5. При перекрытой шахте и неперекрытом машинном помещении доставке с помощью крана подлежат: лифтовая лебедка, панель управления, подлебедочные балки, отводные блоки, трубы электропроводок по машинному помещению, монтажная лебедка.
Рис. 9. Строповка пакета направляющих: 1 - блочная крюковая подвеска; 2 - траверса; 3 - пакет направляющих 4.1.6. При нижнем расположении машинного помещения и перекрытой шахте лифта кран следует использовать только для доставки оборудования к зданию. 4.1.7. Подъем на крышу здания пакета направляющих кабины и противовеса, а также труб электроразводок по шахте и машинному помещению производить траверсой (рис. 9).
Рис. 10. Строповка контейнера с дверями шахты: 1 - блочная крюковая подвеска; 2 - двухветьевой строп; 3 - двери шахты; 4 - контейнер 4.1.8. Двери шахты, если они поступают с завода-изготовителя в контейнере, следует на крышу здания доставлять вместе с контейнером. Строповку контейнера производить за скобы двумя ветвями четырехветьевого стропа (рис. 10). При поставке дверей в пакетах строповку производить, как показано на рис. 11.
Рис. 11. Строповка пакета с дверями шахты: 1 - блочная крюковая подвеска; 2 - кольцевой (универсальный строп); 3 - пакет дверей шахты
Рис. 12. Строповка кабины: 1 - грузовой крюк блочной подвески; 2 - четырехветьевой строп; 3 - приспособление для строповки кабины; 4 - кабина
Рис. 13. Строповка лебедки: 1 - грузовой крюк блочной подвески; 2 - четырехветьевой строп; 3 - лебедка; 4 - кольцо; 5 - рым - болт; 6 - шпилька крепления подрамника; 7 - подрамник 4.1.9. При доставке на крышу здания кабин использовать специальное приспособление, которое закрепить в верхней балке- кабины болтами. Строповку кабин производить как изображено на рис. 12. 4.1.10. Строповку лифтовых лебедок и панели управления производить как показано на рис. 13 и 14. 4.1.11. При доставке лифтового оборудования строительным краном использовать стропы и траверсу, входящие в комплект крана.
Рис. 14. Строповка панели управления: 1 - грузовой крюк; 2 - двухветьевой строп; 3 - панель управления 4.1.12. При доставке лифтового оборудования с использованием строительного крана надлежит пользоваться знаковой и звуковой сигнализацией. 4.2. ДОСТАВКА ЛИФТОВОГО ОБОРУДОВАНИЯ К МЕСТУ МОНТАЖА С ПОМОЩЬЮ МОНТАЖНОЙ ЛЕБЕДКИ4.2.1. Когда на объекте отсутствует строительный кран, для доставки лифтового оборудования к месту монтажа используют монтажную лебедку. 4.2.2. Выбор монтажных механизмов и оснастки, приведенных в табл. 9-11, зависит от типа лифта, массы монтируемого оборудования (табл. 12) и высоты подъема. Таблица 9 Электрические монтажные лебедки
Таблица 10 Ручные рычажные лебедки
Таблица 11 Ручные тали
4.2.3. При доставке оборудования к месту установки необходимо: выбрать и подготовить такелажное оборудование и оснастку; проверить соответствие габаритов грузов размерам путей их перемещения; согласовать с генподрядчиком (прорабом строительной организации) возможность перемещения грузов по междуэтажным перекрытиям, крышам и т.д., а также возможность крепления монтажной лебедки и отводных блоков к элементам конструкции здания; очистить пути доставки и перемещения оборудования от посторонних предметов; надежно закрепить лебедку, блоки, крюки и прочую такелажную оснастку; электрическую лебедку надежно заземлить; обеспечить надлежащую двустороннюю связь между лебедчиком и лицом, руководящим подъемом грузов; канаты и стропы, используемые для подъема оборудования, должны соответствовать ГОСТ и иметь сертификат (свидетельство) завода-изготовителя. 4.2.4. Доставку тяжелого лифтового оборудования с площадки складирования к дверному проему шахты и в машинное помещение (при нижнем его расположении), а также перемещение по перекрытиям внутри здания производить ручными рычажными лебедками соответствующей грузоподъемности. При перемещении оборудования использовать катки. Волочить оборудование по перекрытиям и лестничным маршам без подкладок запрещается. 4.2.5. При доставке лифтового оборудования через шахту в машинное помещение использовать схемы установки монтажных лебедок и запасовки каната, как показано на рис. 15. 4.2.6. При установке лебедок и запасовке каната необходимо предусмотреть дальнейшее их использование в работах по монтажу остального оборудования. 4.2.7. Доставку тяжелого лифтового оборудования непосредственно в шахту, а также транспортирование его после подъема из шахты лифта на площадку остановки или на пол машинного помещения производить с применением подкладок, рассчитанных на массу оборудования. Производить оттяжку оборудования запрещается. Таблица 12 Масса лифтового оборудования, кг
Рис. 15. Схема установки монтажной лебедки и запасовки грузового каната: 1 - грузовой крюк; 2 - грузовой канат; 3 - верхний отводный блок; 4 - петля; 5 - монтажная лебедка; 6 - дополнительная балка; 7 - нижний отводный блок
Рис. 16. Крепление монтажной лебедки: а, б - к элементу конструкции здания; в - к наземному якорю; г - грузом; 1 - лебедка; 2 - колонна; 3 - канат; 4 - контргруз; 5 - упорная шайба; 6 - подрамник; 7 - неподвижная опора 4.2.8. При использовании монтажных лебедок по варианту I и III (см. рис. 15) доставку их к месту установки производить с помощью крана. При отсутствии на объекте крана применять вариант II. Крепление монтажных лебедок производить как показано на рис. 16. 4.2.9. Для крепления свободных концов каната при запасовке отводных блоков (и в других случаях) необходимо пользоваться специальными зажимами. 5. Определение координат установки оборудования в шахте лифта5.2. Привязку фактических размеров шахты к габаритным размерам кабины производить шаблоном. Размер шаблона в плане должен соответствовать наружным размерам (ширине, глубине) кабины. 5.3. Шаблоны, используемые для определения координат установки кабин, должны быть, как правило, многоразового применения и изготовлены по чертежам. 5.4. Шаблон устанавливают вверху шахты (рис. 17) на специальные балки (металлические или деревянные) и прикрепляют к ним гвоздями, шурупами или скобами не менее чем в четырех точках. Балки до установки на них шаблона необходимо раскрепить.
Рис. 17. Установка шаблона: 1 - шаблон; 1 - балка; 3 - шахта лифта; 4 - отвес 5.5. Для проверки положения кабины по всей высоте шахты с шаблона по его углам опускают четыре отвеса из стальной проволоки диаметром 1-1,5 мм. В приямке к концам отвесов привешивают груз массой 10-15 кг. Расстояние от низа груза до пола приямка не должно превышать 500 мм.
Рис. 18. Приспособление для закрепления отвесов: 1 - распорный болт с пятой; 2 - уголок; 3 - регулировочная планка; 4 - отвесы; 5 - стена шахты 5.6. Для предотвращения раскачивания отвесы с грузом рекомендуется закрепить, не нарушая их вертикальности, в специальном приспособлении (рис. 18) или с помощью деревянного бруска, устанавливаемого «в распор», как показано на рис. 19.
Рис. 19. Закрепление отвесов: 1 - стена шахты; 2 - брусок (в распор); 3 - металлическая скоба; 4 - отвесы 5.7. Линейкой замерить расстояния от отвесов до стен шахты, начиная с приямка шахты (рис. 20), и результаты занести в табл. 13.
Рис. 20. Схема производства замеров геометрических размеров шахты: 1 - шахта лифта; 2 - шаблон Таблица 13 Таблица для записи результатов проверки размеров шахты
5.8. Замеры сравнить с проектными А, Б… З. Если окажется, что некоторые действительные размеры увеличены или уменьшены против указанных в табл. 13, необходимо переместить шаблон так, чтобы были выдержаны проектные размеры от кабины до стен шахты согласно п. 5.1 настоящей инструкции. 5.9. Если размеры шахт уменьшены так, что найти такое положение кабины, при котором требуемые размеры были бы соблюдены, не представляется возможным, необходимо с представителем заказчика решить вопрос о доведении шахты до требуемых размеров. После устранения дефектов строительной части шахты необходимо провести повторные замеры. 6. Установка кронштейнов крепления направляющих кабины и противовеса6.1. Установку кронштейнов крепления направляющих производят, как правило, по специальному кондуктору Крепление кронштейнов к стенам шахты производится путем приварки их к закладным деталям или на дюбелях (рис. 21). Болты при сборке следует установить по центрам овальных отверстий для последующей регулировки направляющих. 6.2. Для выверки кондуктора с шаблона по оси кабины опустить два отвеса и закрепить их в приямке согласно разделу 5 настоящей инструкции. Кондуктор установить в шахту и прикрепить к нему кронштейны (рис. 22). Выверить кондуктор по отвесам, опущенным с шаблона, и уровню. При этом предусмотренные на кондукторе риски необходимо совместить с отвесами Прикрепить кронштейны к стенам шахты путем приварки их к закладным. 6.3. Крепление на дюбелях выполнять в ниже приведенной последовательности: через отверстия в опорных уголках разметить место установки дюбеля; сверлом (с победитовым наконечником) диаметром, соответствующим диаметру, указанному на дюбеле, просверлить отверстия; вывернуть болт и снять шайбы; вставить дюбель в отверстие распорной гайкой внутрь и легкими ударами молотка вогнать дюбель вглубь отверстия так, чтобы наружный торец корпуса дюбеля находился в одной плоскости с краями отверстия, болт с шайбами пропустить через отверстие закрепляемой детали и ввернуть в распорную гайку до отказа ключом нормальной длины.
Рис. 21. Крепление кронштейнов к стенам шахты а - к закладным деталям, б - на дюбелях: 1 - закладная деталь, 2 - болтовое соединение, 3 - дюбель, 4 - верхний уголок кронштейна, 5 - нижний уголок кронштейна 6.4. При отсутствии специального кондуктора установку кронштейнов допускается производить по отвесам. Для этого с шаблона симметрично осям кабины и противовеса на одинаковом расстоянии от кронштейнов опустить по два отвеса (рис. 23).
Рис. 22. Кондуктор для установки кронштейнов крепления направляющих: а - при заднем расположении противовеса; б - при боковом расположении противовеса; 1 - шахта лифта; 2 - закладная деталь; 3 - кронштейн для крепления направляющих противовеса; 4 - кондуктор; 5 - кронштейн для крепления направляющих кабины; 6 - отвесы; 7 - комбинированный кронштейн 6.5. Отвесы для выверки кронштейнов допускается опускать с верхнего кронштейна, для чего линейкой выверить его положение относительно шаблона и закрепить к стене шахты одним из способов, перечисленных в п. 6.1 настоящей инструкции. С верхнего кронштейна по оси отверстий для закрепления направляющих или по оси комбинированного кронштейна (для крепления направляющих противовеса) опустить два отвеса, в приямке на отвесы навесить грузы. В приямке по спущенным отвесам установить нижний кронштейн и к нему прикрепить отвесы, спущенные с верхнего кронштейна так, чтобы не было колебаний и отвесы находились в вертикальном положении.
Рис. 23. Установка кронштейнов крепления направляющих: 1 - отвесы; 2 - кронштейны для крепления направляющих кабины; 3 - комбинированный кронштейн 6.6. Перед установкой на все кронштейны нанести риски по оси кронштейна и в местах прохода отвесов. Установить кронштейны на одинаковом расстоянии от обоих отвесов так, чтобы риски совместились с отвесами, выверить кронштейны по уровню и закрепить к стенам. 6.7. Кронштейны должны быть установлены на определенных отметках шахты согласно установочному чертежу. Допускаемое отклонение кронштейна от горизонтали не более 1 мм на 1 м, отклонение любого кронштейна от общей горизонтальной плоскости их установки не более 30 мм. 6.8. После установки и окончательной выверки направляющих приварить уголки крепления кронштейнов к их опорным уголкам. 6.9. Допускается установку кронштейнов крепления направляющих кабины и противовеса производить одновременно с монтажом направляющих, для чего после сборки «нитки» направляющих присоединить к ним кронштейн, выверить направляющую (или «нитку» направляющих), выдвинуть нижний уголок кронштейна к закладной детали и приварить. Установку кронштейнов указанным методом производить снизу вверх после упора «нитки» направляющих в приямке в фундамент. 7. Монтаж направляющих кабины и противовеса7.1. МОНТАЖ НАПРАВЛЯЮЩИХ КРАНОМ7.1.1. Доставить направляющие кабины и противовеса на крышу здания, как указано в разделе 4.1 настоящей инструкции.
Рис. 24. Установка рамы для навески направляющих кабины и противовеса: 1 - щит перекрытия; 2 - рама 7.1.2. Разложить направляющие по «ниткам» в порядке их монтажа и прикрепить к верхним концам направляющих стыковые планки. Если высота подъема стрелы башенного крана позволяет производить монтаж направляющих, состыкованными по две штуки, то их следует предварительно состыковать. 7.1.3. На торцы стен шахты башенным краном установить монтажную раму в положение для монтажа направляющих кабины или противовеса (рис. 24). Свободный проем шахты закрыть щитами. 7.1.4. Прикрепить к траверсе (рис. 25) захваты для крепления направляющих. 7.1.5. Навесить траверсу на грузовой крюк крана, прикрепить захваты к стыковым плавкам первых (нижних) направляющих. 7.1.6. Краном поднять направляющие и завести их концы в раму, установленную согласно п. 7.1.3 настоящей инструкции. Опустить направляющие в шахту так, чтобы стыковые планки направляющих оперлись на упоры (рис. 26). 7.1.7. Снять захваты от стыковых планок первых (нижних) направляющих и пристыковать их к следующей паре.
Рис. 25. Траверса для монтажа направляющих: 1 - гайки траверсы; 2 - траверса, 3 - канат; 4 - захват для крепления направляющих противовеса, 5 - захваты для крепления направляющих кабины 7.1.8. Застропить захватами траверсы следующую пару направляющих (вторую), завести их над рамой и состыковать с ранее на вешенными (первыми).
Рис. 26. Навеска направляющих: 1 - траверса; 2 - рама; 3 - направляющая; 4 - упор; 5 - прижим 7.1.9. После стыковки направляющих краном приподнять направляющие (первые и вторые) выше рамы на 200-300 мм. Из-под стыковых планок первых направляющих вывести упоры. 7.1.10. Опустить направляющие в шахту, под стыковые планки вторых направляющих подвести упоры и зафиксировать их в раме. 7.1.11. Аналогично произвести стыковку всех отрезков направляющих двух «ниток», за исключением верхних. 7.1.12. Установить траверсу на раму, для чего после стыковки последних направляющих «ниток» (за исключением верхних) и опускания их в шахту траверсу опереть на два упора рамы (рис. 27). 7.1.13. В приямке шахты под «нитки» направляющих подложить листы размерами 6 ´ 100 ´ 100 мм, гайками траверсы выверить положение «ниток» направляющих по высоте и прикрепить «нитки» направляющих к кронштейнам с помощью прижимов по всей высоте шахты.
Рис. 27. Навеска ниток направляющих: 1 - траверса; 2 - упор рамы; 3 - рама; 4 - «нитка» направляющих 7.1.14. Выверить положение «ниток» направляющих по отвесам, спущенным с шаблона, и проверить расстояние между головками направляющих и их смещение с помощью штихмасса. Не допускается отклонение направляющих от вертикали более 1/5000 на высоту до 50 м и не более 10 мм при высоте свыше 50 м. Расстояние по штихмассу должно быть выдержано с допуском ±2 мм. Смещение кромок рабочих поверхностей и направляющих в месте стыка не допускается более 0,25 мм, замеры производить линейкой, приложенной к плоскости направляющих. Смещение должно быть устранено зачисткой выступов на длине не менее 100 мм. Боковые рабочие поверхности направляющих должны находиться в одной вертикальной плоскости. Отклонение не должно превышать 0,5 мм на высоту боковой рабочей части направляющей. Измерение производить с помощью штихмасса. 7.1.15. Отстыковать траверсу от направляющих, убрать траверсу и раму, пристыковать верхние отрезки направляющих. 7.1.16. При монтаже направляющих с использованием строительного крана надлежит пользоваться знаковой или звуковой сигнализацией. 7.2. МОНТАЖ НАПРАВЛЯЮЩИХ ЛЕБЕДКОЙ7.2.1. При отсутствии строительного крана или при перекрытой шахте и машинном помещении монтаж направляющих производить с помощью монтажной лебедки (установку лебедки и отводных блоков производить согласно рис. 28 и 29).
Рис. 28. Установка монтажной лебедки: 1 - монтажная лебедка; 2 - рама
Рис. 29. Установка монтажной лебедки на отметке остановки кабины лифта: 1 - монтажная лебедка; 2 - канат лебедки; 3 - отводной блок; 4 - монтажная балка 7.2.2. Направляющие монтируют или способом наращивания, или способом сборки «ниткой», или комбинированным. Наращивание целесообразно применять при небольшой высоте подъема или при наличии монтажной лебедки небольшой грузоподъемности. Способ сборки направляющих «ниткой» целесообразно применять при большой высоте подъема, а также пои наличии лебедки достаточной грузоподъемности (масса «нитки» не должна превышать грузоподъемности лебедки). Комбинированный способ объединяет два первых способа. 7.2.3. До начала монтажных работ все направляющие независимо от способа монтажа необходимо доставить к проему двери шахты первой остановки и опустить в приямок. 7.2.4. При монтаже направляющих способом наращивания установить нижний отрезок направляющей на место и прикрепить к кронштейнам. На канат лебедки навесить захват для монтажа направляющих кабины (рис. 30) или захват для монтажа направляющих противовеса (рис. 31). Прикрепить к захвату последующий отрезок направляющей, приподнять его над первым, соединить их стыковой планкой и прикрепить к кронштейнам. И так поочередно поднимать и крепить последующие отрезки до сборки всей «нитки» направляющей. Затем переставить лебедку или отводные блоки для монтажа другой «нитки» направляющей, монтаж которой производится аналогично.
Рис. 30. Захваты для монтажа направляющих кабины: 1 - грузовой крюк; 2 - захват; 3 - направляющая
Рис. 31. Захваты для монтажа направляющих противовеса: 1 - грузовой крюк монтажной лебедки; 2 - захват; 3 - направляющая Поднять два состыкованных отрезка на высоту последующего за ними нижнего отрезка, соединить их стыковой планкой и т.д. до сборки всей «нитки» направляющей. Подвести направляющую к кронштейнам и закрепить, а затем расстропить. 7.2.6. Комбинированный метод монтажа направляющих включает в себя два предыдущих метода, описанных в пп. 7.2.4 и 7.2.5, т.е. сначала собрать часть отрезков направляющей в «нитку» и прикрепить к кронштейнам. Затем собрать следующую «нитку» направляющей и прикрепить к кронштейнам и т.д. Этот метод применяется при большой высоте подъема. 8. Монтаж дверей шахты8.1. МОНТАЖ ДВЕРЕЙ ШАХТЫ ПАССАЖИРСКИХ ЛИФТОВ8.1.1. До начала работ по монтажу дверей шахты должны быть закончены работы по установке и выверке направляющих кабины и двери доставлены на крышу здания согласно разделу 4 настоящей инструкции. 8.1.2. Демонтировать подмости на последней и предпоследней остановках. В ниши, служащие для установки брусков, вместо подмостей установить и раскрепить две продольные балки (швеллер № 14 или двутавр № 12). При наличии закладных деталей к ним необходимо приварить кронштейны, а затем на них установить продольные балки.
Рис. 32. Установка балок в шахте лифта: 1 - болт, гайка, шайба; 2 - ограничивающий уголок; 3 - продольная балка; 4 - поперечная балка 8.1.3. На продольные балки установить две поперечные (швеллер № 14 или двутавр № 12) и прикрепить их к продольным балкам болтами и гайками (рис. 32). На торцы стен шахты установить раму с монтажной лебедкой так, чтобы канат, сбегающий с барабана лебедки, совпадал с осью дверных проемов шахты. 8.1.4. Застропить три-четыре двери шахты и с помощью крана опустить их на установленные балки. 8.1.5. Приставить двери к направляющим кабины или к стене шахты, ослабить стропы и вывести крюки стропов из зацепления со скобами дверей шахты. 8.1.6. Навесить на крюк монтажной лебедки двухветьевой строп и застропить карабинами стропов первую к дверному проему дверь (рис. 33). 8.1.7. Монтажной лебедкой опустить дверь и установить ее на подмости нижней остановки, дверь опереть на направляющие или о стену шахты. 8.1.8. Аналогично описанному выше произвести доставку всех дверей шахты на подмости соответствующих этажей, где будут устанавливать двери. 8.1.9. После доставки всех дверей в шахту опустить крюк монтажной лебедки с навешенным двухветьевым стропом к скобам двери первой остановки и застропить дверь. 8.1.10. Монтажной лебедкой опустить или поднять дверь и установить ее так, чтобы уровень порога двери шахты совпадал с отметкой точной остановки. Совпадение уровня порога двери шахты с отметкой чистого пола остановки проверяют при открытых и зафиксированных створках двери шахты.
Рис. 33. Строповка двери шахты: 1 - грузовой крюк монтажной лебедки; 2 - двухветьевой строп; 3 - дверь шахты 8.1.11. В зоне верхних кронштейнов к закладным деталям приварить крепежные уголки и с помощью болтов и гаек навесить дверь. Вывести из зацепления карабины стропов из скоб двери шахты.
Рис. 34. Крепление блочной двери шахты к закладным деталям: 1 - дверь шахты; 2 - уголок; 3 - болт, гайка, шайба; 4 - закладная деталь; 5 - кронштейн; 6 - уголок 8.1.12. Выверить положение двери относительно направляющих кабины, для чего: проверить уровень порога двери шахты относительно отметки чистого пола остановки. При несовпадении отметок поднять или опустить дверь шахты, используя для этой цели регулировочные болты, подвески шахтной двери (рис. 34); на пороге двери шахты нанести отметку его оси; наложить на порог двери кондуктор так, чтобы упоры кондуктора вошли в паз порога двери шахты (рис. 35);
Рис. 35. Установка блочной двери шахты по порогу: 1 - кондуктор; 2 - прижим; 5 - створка двери, 4 - порог двери; 5 - прижимной винт прижимами зафиксировать кондуктор в направляющих кабины, выверить кондуктор по уровню; совместить стрелку кондуктора с отметкой, обозначающей ось двери шахты, и зафиксировать порог двери в кондукторе винтами. Порог должен быть установлен горизонтально как в продольном, так и поперечном направлениях. Допустимое отклонение от горизонтали не должно превышать 2 мм на всю длину порога; с линейки двери шахты опустить отвес и проверить согласно сборочному чертежу двери размер от оси порога до оси линейки; отклонение не должно превышать 2 мм. 8.1.13. После выверки двери к закладным деталям под порогом двери шахты приварить крепежные уголки и окончательно прикрепить шахтную дверь к стене шахты.
Рис. 36. Установка ключевины замка: 1 - пробка; 2 - трубка; 3 - стена шахты 8.1.14. Аналогично описанному выше произвести установку всех дверей шахты последовательно, начиная с нижней двери, и установить ключевины (рис. 36) для открытия замков дверей шахты на первой и последней остановках лифта, а также через этаж, если в конструкции дверей не предусмотрен механизм открытия замка в створке. Примечание. Установку дверей можно производить сразу же после их доставки на уровни остановок без временного складирования их на подмостях. 8.1.15. При перекрытой шахте доставку дверей в шахту производить через дверной проем нижней остановки. Установку дверей в проектное положение производить начиная с верхней остановки, используя монтажную лебедку. 8.1.16. В особых случаях, если двери шахты нельзя доставить в шахту в полной заводской готовности, двери необходимо разобрать. Разобранные узлы вручную или с помощью строительного подъемника доставить на площадки остановок. 8.1.17. Монтаж дверей шахты блочных конструкций методом «гирлянды» производить в такой последовательности: доставить двери шахты на крышу здания (см. раздел 4 настоящей инструкции); на торцы стен шахты установить раму, ранее используемую при монтаже направляющих (см. раздел 7.1 настоящей инструкции), в положение для монтажа дверей шахты, т.е. так, чтобы ось рамы совпадала с осью устанавливаемых дверей; прикрепить к стоякам двери шахты горизонтальную связь; застропить дверь с установленной связью двумя стропами; краном завести дверь над шахтой и опустить между швеллерами рамы так, чтобы горизонтальная связь была выше швеллеров рамы на 100-200 мм; установить под горизонтальную связь два упора (швеллер № 10) и опустить на них дверь; с помощью болтов к верхней части стояков двери шахты пристыковать два кронштейна из полосы 5 ´ 40 мм и вывести из зацепления крюки стропа крана; установить на следующую по порядку дверь (дверь второго этажа) горизонтальную связь, закрепив последнюю к стоякам -каркаса двери шахты болтами и прикрепить к ней крюки стропов; кранам поднять дверь и завести ее над первой дверью, которая была установлена между швеллерами рамы; соединить стояки дверей шахты друг с другом с помощью полосы (рис. 37);
Рис. 37. Соединение шахтных дверей блочной конструкции способом «гирлянды»: 1 - верхняя шахтная дверь; 2 - нижняя шахтная дверь; 3 - соединительная полоса; 4 - болт, гайка, шайба с помощью крана приподнять первую и вторую двери так, чтобы расстояние от горизонтальной связи первой двери до упоров было 100-200 мм; снять с первой двери горизонтальную связь и убрать из-под верхней балки двери шахты упоры; опустить первую и вторую двери так, чтобы расстояние от рамы до горизонтальной связи второй двери было 100-200 мм; установить под горизонтальную связь второй двери два упора и на них опустить состыкованные двери; вывести из зацепления крюки стропа крана и установить горизонтальную связь на следующую по порядку дверь; аналогично описанному выше произвести опускание всех дверей в шахту лифта; после опускания всей «нитки» дверей «нитку» навесить на траверсу и опереть на раму, подложив под нее упоры; выверить дверь с помощью кондуктора, приняв за базу установленные направляющие и отметки «чистых» полов остановок, и прикрепить двери к стенам шахты, после чего снять соединительные планки (полосы). дверь должна свободно закрываться, без приложения внешних усилий; лицевые поверхности створок должны лежать в одной вертикальной плоскости. Это достигается овальными отверстиями в каретках в местах крепления створок. Отклонение не должно превышать 2 мм; створки должны плотно прижиматься по всей высоте. Допускается местный зазор не более 2 мм на длину не более 300 мм; зазор между контр роликом и линейкой должен быть не более 0,2 мм. При этом раскрытие створок внизу допускается не более 15 мм при усилии 5 кгс на каждую створку. Регулировку зазора между линейкой и контрроликом производить путем поворота втулки эксцентрика на оси. По окончании регулировки гайку затянуть. Замер зазора производить щупом; при закрытии створок нормально открытый контакт выключателя двери шахты (ДШ) должен быть надежно замкнут. При этом должен быть обеспечен запас хода штока контакта 1-1,5 мм; зазор между штырьком дверного замка (ДЗ) и площадкой защелки замка, наключающей контакт, должен быть 1-2 мм. Регулировка наключения обеспечивается овальными отверстиями в площадках; зазор между защелкой замка и упором каретки должен быть 1-2 мм; защелка замка в открытом положении должна лежать на упоре каретки; упор защелки замка должен перекрывать упор каретки при их взаимодействии не менее чем на 7 мм по высоте упоров; контакты ДШ должны срабатывать при открытии створки на 5-7 мм (щель между створками 10-14 мм); зазор между нижней торцовой поверхностью створки и порогом в закрытом положении должен быть 5±1 мм; башмаки створок должны свободно входить в паз порога при полностью открытой створке. Заход крайнего башмачка в паз порога при полностью открытой створке должен быть не менее 6 мм. 8.2. МОНТАЖ ДВЕРЕЙ ШАХТЫ ГРУЗОВЫХ ЛИФТОВ8.2.1. На площадке складирования лифтового оборудования снять створки с дверей шахты (створки необходимо пронумеровать). 8.2.2. Используя монтажную лебедку, доставить створки и порталы ДШ на площадки остановок. совместить уровень порога двери шахты с отметкой чистого пола остановочной площадки; на порог наложить кондуктор, совместить стрелку кондуктора с серединой порога двери шахты, зафиксировать портал двери в кондукторе прижимными болтами; проверить порог двери шахты по уровню и прикрепить кондуктор к направляющим кабины с помощью прижимов (рис. 38); к порталу двери шахты прикрепить кронштейны крепления двери шахты к стене; прикрепить нижние кронштейны к стене шахты одним из способов, указанным на рис. 39; освободить прижимы кондуктора, передвинуть его на уровень верхней обвязки портала, совместить острие стрелки с серединой портала и затянуть болты прижимов;
Рис. 38. Выверка двери шахты грузовых лифтов: 1 - направляющие кабины; 2 - кондуктор прикрепить верхние и средние кронштейны портала к стене шахты; расстропить дверь, снять кондуктор и навесить створки двери шахты.
Рис. 39. Крепление дверей шахты грузовых лифтов а - к закладным деталям; б - шпильками; в - дюбелями; г - заделкой в ниши 8.2.4. Аналогично смонтировать все двери шахты, произвести их выверку и крепление, как указано в пункте 8.2.3 настоящей инструкции. 8.2.7. Створки дверей шахты должны закрываться легко и плавно и не касаться пола. При закрывании створок верхняя и нижняя части створок должны одновременно касаться упоров на каркасе. Зазоры между створками, а также между створками и каркасом должны быть соблюдены в соответствии с чертежом, в зависимости от конструкции двери. 8.2.8. После регулировки двери шахты проверить работу замков: вручную отвести рычаг ригельного запора на 25 мм, при нажатии на ручку шпингалетного замка его шток должен приподнять защелку и створки должны свободно открыться; при открывании створок двери фартук, поворачиваясь на осях при помощи флажка, должен препятствовать закрытию ригельного замка. При закрытых створках ригельный замок должен закрыться свободно; при закрытой двери зазор между упором тяги и флажком 2 мм; при закрытом ригельном замке и закрытых створках фартук при нажатии на него рукой не должен подниматься; шпингалетный замок должен работать свободно, без заеданий, защелка должна западать за упор под действием собственной массы; дверной замок (ДЗ), контролирующий запирание двери, должен разрывать цепь управления при половине хода ригельного затвора на открытие. 9. Монтаж обрамлений дверных проемов9.1. Установку стальных обрамлений для блочных дверей (рис. 40) производить в такой последовательности: установить в отверстия портала двери шахты заклепки; к левой и правой стойкам прикрепить кронштейны; завести стойки обрамления наличниками к стене и кронштейнами внутрь; закрепить стойки к порталу с помощью четырех заклепок; прикрепить кронштейны к порталу с помощью проволоки так, чтобы стойки были прижаты к наружным стенам шахты; загнуть скрутку проволок за уголок портала; к верху портала двери шахты прикрепить горизонтальную связь с помощью двух заклепок.
Рис. 40. Установка типового обрамления шахтной двери: 1 - горизонтальная связь; 2 - заклепка; 3 - портал шахтной двери; 4 - проволока; 5 - кронштейны; 6 - правая стойка 9.2. Установку обрамлений дверных проемов, прикрепляемых к закладным деталям, производить в такой последовательности: вывинтить винты по периметру обрамления и раздвинуть обрамление так, чтобы просвет между наличниками и рамой обрамления был на 10-15 мм больше толщины передней стены шахты; завести обрамление в дверной проем рамой внутрь; заготовить накладки из полосы толщиной 4-5 мм и просверлить в них отверстия диаметром 10 мм; под каждое отверстие рамы установить накладку, пропуская через отверстие рамы и накладки винт М8; завинчивая все винты в скользящую накладку, подтянуть наличник к раме (рис. 41). Подтяжка должна быть легкой;
Рис. 41. Установка обрамлений дверных проемов: 1 - наличник; 2 - винт; 3 - рама; 4 - накладка; 5 - закладная деталь выверить положение порога обрамления относительно порога шахтной двери по уровню и совместить оси обрамлений с осью двери шахты; приварить накладки к закладным деталям (рис. 42);
Рис. 42. Крепление обрамлений дверных проемов к закладным деталям шахты: 1 - накладка; 2 - винт; 3 - рама; 4 - закладная деталь с помощью винтов окончательно подтянуть наличники в раме, следя при этом, чтобы зазор между створками двери шахты и фигурным обрамлением рамы был равен 2-5 мм (см. рис. 41); приварить пластину к кожуху верхней балки двери шахты (пластина входит в комплект обрамления) и прикрепить верхнюю часть обрамления к кожуху верхней балки винтом. 10. Монтаж оборудования в приямке10.1. Монтаж оборудования в приямке производить после установки направляющих кабины и противовеса, которые служат базой для установки буферов, и натяжного устройства ограничителя скорости. 10.2. Опорные тумбы должны быть установлены так, чтобы их продольные оси совпадали с осями направляющих, а расстояние от направляющих соответствовало установочному (монтажному) чертежу. 10.3. Установку стоек буферов кабины и противовеса рекомендуется производить с помощью кондуктора (рис. 43), обеспечивающего точность установки стоек буферов относительно направляющих и отметок чистого пола первой остановочной площадки. 10.4. После заливки бетоном отверстий в тумбах буферов кабины опустить анкера стоек в гнезда и зафиксировать их. Стойки буферов противовеса установить на пол приямка, раскрепить их между направляющими и сдать строителям под заливку. Примечание. При наличии на тумбе закладной детали стойку буфера необходимо приварить к закладной. 10.5. Кондукторы для установки стоек буфера кабины и противовеса демонтировать по достижении бетоном проектной прочности или после приварки стоек буферов к закладным и установить на стойки буферов пружины. 10.6. С помощью прижимов установить натяжное устройство и под груз подложить подставку с таким расчетом, чтобы кронштейн натяжного устройства был в горизонтальном положении. После запасовки блока натяжного устройства канатом ограничителя скорости подставку убрать. 10.7. Для скоростных лифтов установку масляных буферов производить после закрепления и выверки опорной рамы; отклонение буферов от вертикали не должно превышать 1:1000. После установки буферы залить индустриальным маслом по ГОСТ 20799-75 через воронку с сеткой и закрыть чехлом.
Рис. 43. Установка стоек буферов кабины и противовеса: а - под кабину; б - противовес; 1 - направляющая кабина; 2 - стойка буфера кабины; 3 - кондуктор; 4 - направляющая противовеса; 5 - стойка буфера противовеса 11. Монтаж противовеса11.1. Рамы противовеса монтируют, как правило, в собранном виде, если: строительная часть шахты здания и размеры дверного проема позволяют доставить раму противовеса в приямок; шахта и машинное помещение не перекрыты и строительный кран не демонтирован. 11.2. Монтаж рамы противовеса через открытый проем шахты производить в нижеприведенной последовательности: в приямке шахты между направляющими противовеса установить деревянную подставку и раскрепить ее в направляющих противовеса (рис. 44).
Рис. 44. Установка подставки под противовес в приямке шахты: 1 - противовес; 2 - подставка; 3 - направляющая противовеса вверху шахты на уровне последней или предпоследней остановки установить балку, рассчитанную на массу рамы противовеса. Вариант установки балки показан на рис. 45;
Рис. 45. Установка балок под противовес: 1 - направляющая противовеса; 2 - поперечные балки; 3 - продольная балка; 4 - монтажная балка; 5 - прижим; 6 - комбинированный кронштейн застропить раму противовеса двумя ветвями четырехветьевого стропа крана (рис. 46) и поднять противовес над шахтой лифта; постепенно опуская противовес, завести башмаки противовеса в направляющие противовеса и опустить в шахту на установленные балки, расстропить противовес;
Рис. 46. Строповка рамы противовеса: 1 - грузовой крюк крана; 2 - двухветьевой строп, 3 - рама противовеса переставить монтажную лебедку, используемую ранее для монтажа направляющих и дверей шахты (раздел 7.2 и 8.1 настоящей инструкции), так, чтобы канат, сбегающий с барабана монтажной лебедки, находился на одной оси с направляющими противовеса; застропить противовес за верхнюю балку двухветьевым или универсальным (кольцевым) стропом и поднять противовес на 500-600 мм от балки, на которой был установлен противовес строительным краном; из-под противовеса убрать балку и опустить противовес по направляющим противовеса в приямок шахты на установленную подставку. 11.3. Монтаж противовеса через дверной проем шахты рекомендуется производить в такой последовательности: доставить раму противовеса к дверному проему шахты (при условии выполнения п. 11.1 настоящей инструкции); с одной стороны рамы противовеса снять направляющие и контрольный башмак; между направляющими противовеса установить деревянную подставку; опустить раму противовеса в приямок шахты; с помощью монтажной лебедки поднять противовес выше деревянной подставки, завести не снятые с рамы башмаки в направляющие противовеса и прикрепить к раме ранее снятые башмаки; поднять раму противовеса вверх шахты монтажной лебедкой и установить на балку в том случае, если сборка кабины осуществляется внизу шахты. 11.4. При невозможности доставки рамы противовеса в собранном виде (п. 11.1 настоящей инструкции) раму противовеса необходимо разобрать на верхнюю и нижнюю балки и стояки, после чего их вручную доставить в шахту лифта. При необходимости допускается демонтировать и отводные блоки. 11.5. Сборку рамы противовеса рекомендуется производить внизу или вверху шахты. При неперекрытых машинном помещении и шахте сборку противовеса производить внизу шахты, а при перекрытых - вверху. Сборку рамы противовеса внизу шахты производить на деревянной подставке, вверху - на балке. 11.6. Последовательность сборки противовеса: застропить нижнюю балку рамы противовеса универсальным кольцевым стропом; монтажной лебедкой (рычажной или электрической) поднять нижнюю балку выше подставки (балки), завести башмаки в направляющие и нижнюю балку опустить на подставку (балку); установить и закрепить в нижней балке рамы стояки противовеса; застропить верхнюю балку рамы противовеса, поднять выше стояков, завести в направляющие противовеса и прикрепить к стоякам болтами. Разность длин диагоналей каркаса противовеса не должна превышать 5 мм. 11.7. Доставку грузов противовеса на отметки остановок, в зоне которых осуществляется загрузка противовесов грузами, производить: вручную, если загрузка противовеса осуществляется в зоне приямка или в зоне одной-двух остановок; в пакете с помощью крана на уровень отметки машинного помещения, а затем вручную по лестничным маршам к отметкам верхних остановок кабины; строительным подъемником ТП или ПГС на отметки площадок этажей, а затем вручную к дверям шахты лифта. 11.8. После сборки рамы и навески противовеса на канаты в раму уложить грузы (бетонные или чугунные), количество которых указано в установочном (монтажном) чертеже. При укладке грузов установить металлическую стяжку и ограничивающие уголки. 11.9. Грузы должны плотно, без просвета, прилегать к опорной плите, а также друг к другу. Местные зазоры между грузами допускаются не более 5 мм. Непараллельность плоскостей грузов относительно балок противовеса не допускается более 10 мм на длину груза, смещение грузов в сторону от продольной оси противовеса не должно превышать 5 мм. Железобетонные грузы не должны иметь трещин и сколов. Грузы, имеющие дефекты, устанавливать запрещается. 12. Монтаж кабин12.1. МОНТАЖ КАБИН ЛИФТОВ В СОБРАННОМ ВИДЕ12.1.1. Кабины пассажирских и грузопассажирских лифтов, а также грузовых грузоподъемностью 500 и 1000 кг поступают с заводов - изготовителей лифтового оборудования в собранном виде. 12.1.2. Монтаж кабин рекомендуется производить с помощью строительного крана до перекрытия шахты и машинного помещения. 12.1.3. Монтаж кабин начинать с установки в шахте лифта продольных и поперечных балок. Балки должны быть установлены на предпоследней остановке и упираться в ниши для установки брусьев подмостей (см. рис. 32). При отсутствии ниш балки устанавливать на ригели или кронштейны, прикрепленные к стенам с помощью дюбелей. В качестве балок использовать швеллеры или двутавры. Номера балок для установки на них кабин указаны в табл. 14. 12.1.4. Застропить кабину, ранее доставленную на крышу здания (раздел 4.1 настоящей инструкции), одной или двумя ветвями четырехветьевого стропа крана за приспособление для строповки кабины (см. рис. 12). 12.1.5. Краном поднять кабину на 200-300 мм от уровня перекрытия и демонтировать используемую при транспортировании подставку, установленную на заводе-изготовителе. 12.1.6. Постепенно опуская кабину в шахту, завести нижние, а затем верхние башмаки кабины в направляющие и установить кабину на балки или подставки, установленные согласно п. 12.1.3 настоящей инструкции (рис. 47 и 48), посадить кабину на ловители. 12.1.7. Расстропить кабину и снять приспособления для ее строповки. Таблица 14 Номера балок для установки кабин различной массы
Допускается вместо балок применять специальные подставки по две штуки под одну кабину с креплением их к направляющим с помощью прижимов (рис. 47).
Рис. 47. Установка опоры под кабину лифта: 1 - кронштейн; 2 - прижим; 3 - болт, гайка, шайба 12.1.8. При производстве механомонтажных работ находиться в кабине или на ее крыше, а также под кабиной разрешается при выполнении следующих требований: башмаки кабины заведены в направляющие, кабина посажена на ловители, кабина установлена на упоры или кабина и полностью загруженный противовес подвешены на тяговые (лифтовые) канаты, а последние струбциной прикреплены к канатоведущему шкиву, отключено ВУ (если лифт подключен к питающей сети).
Рис. 48. Установка кабины на балки: 1 - кабина; 2 - поперечная балка; 3 - продольная балка 12.2. МОНТАЖ КАБИН ПАССАЖИРСКИХ ЛИФТОВ В РАЗОБРАННОМ ВИДЕ12.2.1. Разборку кабин пассажирских лифтов производить в том случае, если к моменту начала работ по монтажу кабин шахта лифта перекрыта и доставка кабин в шахту в полном собранном виде не представляется возможной. 12.2.2. На площадке складирования лифтового оборудования кабина подлежит разборке на следующие узлы: верхние и нижние балки каркаса кабины, стойки каркаса кабины, раму с полом, вертикальные стояки купе кабины, боковые щиты купе кабины, потолок, вертикальные тяги рычагов включения ловителей, раму с приводом двери, верхнюю балку двери, створки двери. 12.2.3. Сборку кабин пассажирских лифтов производить по чертежам завода-изготовителя вверху шахты на балках или при невозможности транспортирования узлов кабины на верхнюю остановку - внизу шахты на специально усыновленных деревянных подставках, раскрепленных к направляющим кабины или на балках, устанавливаемых аналогично п. 12.1.3 настоящей инструкции. 12.2.4. Произвести сборку каркаса кабины, для чего: снять с одной стороны нижней балки каркаса кабины скользящий или роликовый башмак и завести нижнюю балку в шахту; поднять монтажной лебедкой нижнюю балку каркаса кабины выше ранее установленной подставки (п. 12.2.3 настоящей инструкции), установить в скользящий башмак чугунный вкладыш, завести скользящий или роликовый башмак в направляющую кабины и опустить нижнюю балку на подставки; в ранее снятый скользящий башмак установить чугунный вкладыш, завести скользящий или роликовый башмак в направляющую кабины и прикрепить его к нижней балке; выверить балку по уровню. Отклонение от горизонтали не должно превышать 1 мм на 1 м. Установить вертикальные стояки, прикрепив их к нижней балке; на нижнюю балку установить раму пола и прикрепить к стоякам (рис. 49);
Рис. 49. Установка нижней балки каркаса кабины и стояков: 1 - стояк; 2 - рама с подвижным полом; 3 - нижняя балка; 4 - поперечная балка с одной стороны верхней балки каркаса кабины снять скользящий башмак, монтажной лебедкой поднять верхнюю балку и завести ее в направляющие кабины аналогично нижней балке и прикрепить к стоякам каркаса кабины болтами и гайками (рис. 50); установить тяги рычагов включения ловителей (при нижнем расположении ловителей); прикрепить к каркасу короб для прокладки подвесного кабеля. 12.2.5. При сборке каркаса кабины должны быть соблюдены следующие условия: все болтовые соединения должны быть завернуты до отказа с установкой пружинных шайб; стойки должны быть установлены перпендикулярно раме пола. Допустимое отклонение стоек от перпендикулярности не должно превышать 2 мм на всю высоту стойки; башмаки кабины должны быть установлены таким образом, чтобы они не вызывали перекоса кабины и обеспечивали движение ее в направляющих без заедания. Боковые и торцовые поверхности всех башмаков кабины должны быть параллельны между собой и перпендикулярны полу кабины;
Рис. 50. Установка верхней балки: 1, 2, 3 - положения верхней балки при соединении ее со стояками суммарный боковой зазор между вкладышем башмака кабины и направляющей кабины не должен превышать 4 мм (по 2 мм на сторону). Суммарный зазор по штихмассу между вкладышами башмаков не должен превышать 4 мм; для кабин с роликовыми башмаками ролики должны прилегать ж рабочим поверхностям направляющих по всей ширине обода, без зазора; ловители должны быть установлены так, чтобы рабочие поверхности клиньев (или клина и колодки) были параллельны пазам башмаков и соосны им. Допуск на непараллельность не более 0,1 мм на длину клина. Допускается несоосность клиньев и башмаков не более 0,5 мм. 12.2.6. Последовательность сборки купе кабины с ограждением из щитов: к неподвижной раме пола прикрепить вертикальные стояки; занести потолок и привязать его к верхней балке кабины; на стояки надеть резиновые прокладки;
Рис. 51. Установка щитов ограждения: 1 - щит ограждения; 2 - прокладка; 3 - потолок установить щиты ограждения, предварительно прибив сверху прокладку (рис. 51), и прижать щиты к стоякам вертикальными раскладками (рис. 52); отвязать потолок от верхней балки и прикрепить его к стоякам; установить обрамление дверного проема и щиты над ним (рис. 53). Вариант крепления обрамлений на примере кабины грузопассажирского лифта грузоподъемностью 500 кг представлен на рис. 54;
Рис. 53. Установка щитов над дверным проемом: 1 - обрамление; 2 - щит; 3 - прокладка, 4 - потолок
Рис. 52. Крепление щитов ограждения купе: 1 - резиновая обкладка, 2 - вертикальный стояк, 3 - раскладка в сборе; 4 - щиты ограждения, 5 - обрамление дверного проема; 6 - вертикальные стояки; 7 - раскладка в сборе
Рис. 54. Крепление обрамления дверного проема: 1 - вентиляционная решетка; 2 - потолок; 3 - верхнее обрамление; 4 - боковое обрамление; 5 - передний правый щит; 6 - уголок; 7 - швеллер; 8 - передний левый щит выворачивая прижимные болты (рис. 55), плотно подогнать стенки кабины к потолку; стенки кабины, состоящие из двух и более щитов, сжать прижимными болтами (рис. 56). Примечание. До прижатия щитов к потолку и щитов между собой болты крепления раскладок не затягивать. Стенки купе кабины должны быть установлены перпендикулярно к раме пола. Допустимое отклонение не более 2 мм на всю высоту стенки. 12.2.7. Последовательность сборки дверей кабины: прикрепить верхнюю балку двери кабины к кронштейнам потолка (привод двери крепится к балке двери кабины); закрепить опорный уголок линейки (лифт грузоподъемностью 500 кг, вход с широкой стороны) с установленными каретками, ДК и ВКР, на потолок установить раму с приводом двери кабины и закрепить раму в верхней балке каркаса кабины с помощью болтов и гаек, установить цепь и подтянуть ее натяжным болтом; со шпилек створок снять по одной гайке и шайбе и демонтировать контрольные башмачки;
Рис. 55. Прижатие стенок кабины к потолку: 1 - раскладка; 2 - щит; 3 - прижимной болт
Рис. 56. Прижатие щитов купе больших размеров: 1 - щит; 2 - вертикальная раскладка; 3 - вертикальный уголок; 4 - прижимной болт завести шпильки створок в отверстия кареток и на шпильки навернуть ранее снятые болты (рис. 57); в паз порога завести башмачки створок двери кабины и прикрепить их к створкам болтами; при наличии шпингалетного замка установить ранее снятую тягу. Собранная дверь кабины на примере лифта грузоподъемностью 320 кг представлена на рис. 58.
Рис. 57. Установка створок раздвижных дверей кабины: 1 - направляющая линейка; 2 - каретка; 3 - регулировочные гайки; 4 - шпилька; 5 - створка; 6 - башмачок; 7 - отвес 12.2.8. При сборке дверей кабины должны быть выполнены следующие требования: линейка верхней балки двери кабины должна быть установлена параллельно порогу. Непараллельность не более 1 мм на длину 1000 мм; зазор между створками дверей и обрамлением кабины должен быть в пределах 2-6 мм; непараллельность зазора не более 1 мм по всей длине створки; створки должны передвигаться свободно без заеданий от усилия не более 1 кг при снятой пружине; створки должны закрываться плотно. Допускаются местные просветы не более 2 мм на длину до 300 мм; лицевые поверхности створок должны лежать в одной вертикальной плоскости. Отклонение по всей высоте не более 2 мм; зазоры между контрроликами кареток и направляющей линейкой не более 0,2 мм; при закрытых створках нормально разомкнутый ДК должен быть замкнут, запас хода 1-1,5 мм; запертый шпингалетный замок должен перекрывать упор на высоту не менее 6 мм. Штанги замка под действием пружины должны свободно без заедания возвращаться в исходное положение; цепь должна быть параллельна линейке в вертикальной плоскости;
Рис. 58. Раздвижные двери кабины: 1 - левая створка; 2 - отводка; 3 каретка; 4 - балка дверей кабины; 5 - привод дверей; 6 - водило; 7 - контрролик; 8 - правая створка; 9 - башмачок отклонение от вертикали плоскостей отводок кареток не более 2 мм; замыкание нормально разомкнутого ДК должно происходить при зазоре между створками не более 5 мм; при закрытой большой створке (лифт 500 кг) и запертом его замке нормально разомкнутый контакт ВКР должен быть замкнут; при установке привода должна быть обеспечена параллельность плоскости вращения рычага к плоскости движения кареток. Допустимое отклонение 1 мм на радиусе рычага. Контроль производить в трех положениях рычага; зазор между хвостовиком коромысла и дугой рычага микропереключателя должен быть 0,5-1,0 мм при работе привода без реверса; кулачки ВКО и ВКЗ привода должны быть выставлены так, чтобы обеспечивалось горизонтальное положение рычага в крайних положениях. Допустимое отклонение рычага от горизонтали 3-5 мм.
Рис. 59. Клиновые ловители, устанавливаемые на верхней балке кабины: 1 - клин; 2 - колодка; 3 - подъемный рычаг; 4 - соединительный рычаг; 5 - малая тяга; 6 - стяжная муфта; 7 - пружина; 8 - большая тяга; 9 - контакт ловителей; 10 - рычаг; 11 - планка; 12 - канат; 13 - направляющая кабина 12.2.9. Произвести регулировку срабатывания ловителей, для чего вручную несколько раз привести в движение механизм включения ловителей и проверить легкость его хода. К рычагу механизма включения ловителей прикрепить динамометр и поднять рычаг вверх. Механизм ловителей должен придти в движение и приблизить клинья к направляющим при усилии не более 15 кгс. В случае необходимости произвести регулировку возвратной пружины механизма включения ловителей, отвинчивая или ввинчивая гайку и контргайку (рис. 59-61). Все клинья ловителей должны одновременно коснуться направляющих. 12.2.10. Проверить зазоры между клиньями ловителей и башмаками кабины с помощью скоб или линейки, руководствуясь техническими требованиями согласно п. 12.2.5 настоящей инструкции и ТУ завода-изготовителя. В случае необходимости произвести регулировку зазоров между клиньями ловителей и направляющими. Регулировку зазоров между клиньями клиновых ловителей производить с помощью стяжной муфты (см. рис. 59-61). Кроме того, в клещевых ловителях необходимо проверить установочный размер клина. Расстояние от колодки клина до нижней части шеек, в которых перемещается клин (ход клина), должно быть: для ловителей № 3 - 73 или 53 мм в зависимости от конструкции ловителей, для ловителей № 2 - 80 мм. При необходимости произвести регулировку установочного размера, для чего ослабить контргайку стяжной муфты вертикальной тяги, вывинтить или ввинтить регулировочную муфту, добиться требуемого размера, зафиксировать положение муфты контргайкой.
Рис. 60. Клиновые ловители, устанавливаемые на нижней балке кабины: 1 - клин; 2 - колодка; 3 - подъемный рычаг; 4 - рычаг; 5 - малая тяга, 6 - стяжная муфта; 7 - пружина; 8 - большая тяга; 9 - контакт ловителей; 10 - приводной рычаг; 11 - трос; 12 - направляющая кабины
Рис. 61. Клещевые ловители: 1 - клин; 2 - тормозная колодка; 3 - левый рычаг; 4 - правый рычаг; 5 - регулировочная пружина; 6 - пружина; 7, 8 - стяжной болт; 9 - канат; 10 - планка; 11 - приводной рычаг; 12 - контакт ловителей; 13 - большая тяга; 14 - пружина; 15 - стяжная муфта; 16 - малая тяга; 17 - соединительный рычаг; 18 - подъемный рычаг; 19 - стяжная муфта; 20 - вертикальная тяга 12.2.11. Проверить выключатель ловителей. При подъеме рычага включения ловителей на 2/3 от его исходного положения контакты выключателя должны разомкнуться. 12.3. МОНТАЖ КАБИН ГРУЗОВЫХ ЛИФТОВ12.3.1. Кабины грузовых лифтов грузоподъемностью свыше 1000 кг поставляют узлами. При неперекрытых машинном помещении и шахте и наличии на объекте строительного башенного крана установку собранной кабины следует производить вверху шахты согласно разделу 12.1 настоящей инструкции. Сборка кабины в данном случае производится на монтажной площадке в зоне действия крана. 12.3.2. На монтажной площадке (на ровную поверхность) положить два деревянных бруса (шпалы) на расстоянии, равном расстоянию между опорными пластинами нижней балки каркаса кабины, и выверить их по уровню. На брусья установить нижнюю балку каркаса кабины. Очистить ловители и проверить их работу. Установить и прикрепить к нижней балке стояки каркаса, болты затянуть после установки верхней балки. Подать и установить раму пола кабины на нижнюю балку каркаса. Прикрепить пол к стоякам каркаса, болты затянуть после установки верхней балки. Подать верхнюю балку кабины с помощью крана к месту ее установки, завести между стояками каркаса и прикрепить к стоякам. Затянуть все болты. При верхнем расположении ловителей ловители очистить и проверить их работу. Установить и прикрепить наклонные тяги каркаса кабины к раме пола и к стоякам. Установить комбинированную отводку. Подачу узлов каркаса к месту монтажа осуществляют башенным краном. Установку и крепление верхней балки производят с подставки, установленной на пол кабины. Стояки каркаса должны быть установлены перпендикулярно раме пола. Отклонение от перпендикулярности не должно превышать 2 мм на всю высоту стояков. 12.3.3. Установить два противоположных боковых щита купе кабины напротив стояков каркаса, прикрепить их к полу кабины и к стоякам. Затем на щиты установить соответствующий потолочный щит и прикрепить его к боковым щитам (рис. 62). Крепление потолочных щитов производить с помощью болтовых соединений (рис. 63). Если кабина непроходная, после монтажа боковых стенок и потолка монтируют щиты ограждения задней стенки. По своей конструкции щиты ограждения купе кабины имеют конструктивные отличия, поэтому при сборке купе необходимо пользоваться сборочным чертежом. 12.3.4. При сборке кабины грузового лифта, в которой устанавливается монорельс, необходимо к верхней балке каркаса кабины с помощью болтов прикрепить швеллер в сборе, концы которого прикрепить болтами к швеллеру купе и установить тягу, затем установить потолочные щиты и прикрепить их к швеллеру в сборе совместно с кронштейнами для крепления монорельса.
Рис. 62. Крепление потолочных и боковых щитов: 1 - потолочный щит; 2 - болт, гайка, шайба, 3 - боковой щит
Рис. 63. Крепление потолочных щитов: 1 - потолочные щиты; 2 - болт, гайка, шайба 12.3.5. К потолочному щиту со стороны входа в кабину, а при проходной кабине с двух сторон прикрепить направляющую линейку для навески двери кабины по краям кабины (рис. 64) и по оси (рис. 65).
Рис. 64. Крепление направляющей линейки к потолочному щиту по краям кабины: 1 - направляющая линейка; 2 - втулка; 3 - болт, гайка, шайба; 4 - потолочный щит
Рис. 65. Крепление направляющей линейки к потолочному щиту по оси кабины: 1 - потолочный щит; 2 - болт, гайка, шайба; 3 - втулка; 4 - направляющая линейка 12.3.6. Для навески раздвижных створок дверей кабины, собираемой непосредственно в шахте, со створок необходимо демонтировать ролики. Затем поднять створку и завести ее так, чтобы линейка оказалась между вертикальными полосками створки. Приподнять створку и завести ее нижнюю часть в паз порога кабины (рис. 66). Установить ролики на месте. Аналогично навесить вторую створку. Прикрепить створки к уголкам ограждения кабины. Произвести регулировку створок. Створки должны легко от руки открываться и закрываться. При сборке кабины на монтажной площадке навеску створок производить одновременно с установкой линеек без снятия роликов. 12.3.7. Установить и прикрепить к кабине магнитную отводку (при проходной кабине устанавливают две магнитные отводки). Проверить работу магнитной отводки, нажав рукой на полозок. Подвижная часть отводки должна двигаться свободно и полностью возвращаться в исходное положение под действием пружины. В лифтах на две остановки взамен магнитных отводок на кабине устанавливают жесткие отводки. Для грузовых лифтов с монорельсом в кабине лифта установить монорельс.
Рис. 66. Монтаж двери кабины: 1 - створка двери; 2 ролик; 3 - направляющая линейка; 4 - паз порога 12.3.8. Установить вверху шахты поперечные и продольные балки согласно п. 12.1.3 или специальные подставки (см. рис. 47). Расстояние между продольными балками должно соответствовать расстоянию между опорными пластинами нижней балки кабины. 12.3.9. Застропить кабину двухветьевым стропом и поднять ее башенным краном к проему в машинном помещении. Затем через проемы машинного помещения и шахты опустить кабину в шахту на ранее установленные балки (п. 12.3.8). Башмаки кабины завести между направляющими. 12.3.10. Если машинное помещение и шахта перекрыты, сборку кабины рекомендуется производить в шахте на нижнем этаже аналогично сборке на монтажной площадке, при этом с нижней и верхней балок кабины необходимо снять с одной стороны скользящие башмаки и установить их на место после заводки балок в направляющие кабины. Узлы кабины подавать в шахту и монтировать с помощью монтажной лебедки. Для обеспечения доступа под кабину опорные балки для сборки кабины установить в ниши для брусков настила нижнего этажа. Установку балок или подставок производить согласно п. 12.3.8. 12.3.11. Регулировку ловителей грузовых лифтов производить согласно п. 12.2.10. 13. Монтаж оборудования машинного помещения13.1. МОНТАЖ ЛИФТОВОЙ ЛЕБЕДКИ НА ПЕРЕКРЫТИИ ШАХТЫ13.1.1. Перед монтажом лифтовой лебедки необходимо, руководствуясь монтажным (установочным) чертежом, разметить место установки подрамника лебедки на перекрытии шахты лифта. 13.1.2. В шахте лифта на расстоянии 700-800 мм от ее перекрытия между направляющими кабины и противовеса закрепить осевые струны из стальной проволоки диаметром 1-1,2 мм. На струны краской или изолентой нанести центры осей направляющих кабины и противовеса (рис. 67 и 68).
Рис. 67. Установка осевых струн для выверки лебедок (ось кабины совпадает с осью противовеса): 1 - направляющая противовеса, 2 - направляющая кабины, 3 - струбцина; 4 - струна
Рис. 68. Установка осевых струн для выверки лебедок (ось кабины не совпадает с осью противовеса): 1 - струна; 2 - струбцина; 3 - направляющая кабины; 4 - направляющая противовеса 13.1.3. Лифтовую лебедку доставить в машинное помещение согласно разделу 4.1 настоящей инструкции и установить подрамник лебедки на ранее намеченное место. Для скоростных лифтов подлебедочную плиту с установленным на ней приводом необходимо опустить на заранее подготовленные амортизаторы (рис. 69).
Рис. 69. Установка лифтовой лебедки скоростных лифтов: 1 - электродвигатель; 2 - электромагнит; 3 - тормоз; 4 - канатоведущий шкив; 5 - рама; 6 - подлебедочная плита; 7 - отводной блок; 8 - упор; 9 - амортизационная подкладка 13.1.4. Произвести выверку лебедки, для чего с середины канатоведущего шкива опустить двусторонний отвес (рис. 70) до пересечения с осевыми струнами, установить лебедку так, чтобы отвесы находились в местах отметок на осевых струнах. Допустимое отклонение центра подвески кабины и противовеса от середины образующей шкива 5 мм. 13.1.5. Вывернуть транспортировочные шпильки из подрамника и ввернуть их в раму лебедки так, чтобы расстояние от головки шпильки до подрамника было не менее 20 мм (рис. 71).
Рис. 70. Выверка установки лебедки: 1 - канатоведущий шкив лебедки; 2 - двусторонний отвес; 3 - струна; 4 - направляющая противовеса; 5 - направляющая кабины Для скоростных лифтов после выверки подлебедочной плиты необходимо ее зафиксировать четырьмя парами амортизаторов (см. рис. 69). 13.1.7. После выполнения регулировочных работ сдать лебедку строителям под заливку рамы и подрамника бетоном, если это предусмотрено проектом. Примечания. 1. Заливку рамы лебедки бетоном марки М-200 производить после подвески кабины и собранного противовеса к канатам. 2. Заливку подрамника производить после установки всего оборудования в машинном помещении и прокладки труб электроразводок. 13.1.8. После затвердевания бетона снять опалубку, очистить амортизаторы и раму от загрязнения, проверить уровень заливки рамы и подрамника бетоном. Уровень заливки рамы бетоном не должен доходить до верха рамы на 80 мм. Подрамник должен быть залит полностью (см. рис. 71). 13.1.9. Отрегулировать амортизаторы по высоте и проверить горизонтальность рамы аналогично п. 13.1.6 настоящей инструкции. Для лифтов грузоподъемностью 1000 кг и скоростью движения кабины 2 и 4 м/с установку отводного блока и крепление его к подлебедочной плите производить после перекрытия блочного помещения.
Рис. 71. Установка лебедки в проектное положение: 1 - лебедка; 2 - рамп лебедки, 3 - шпилька; 4 - амортизатор; 5 - подрамник 13.2. МОНТАЖ ОТВОДНЫХ БЛОКОВ И ЛЕБЕДКИ, УСТАНАВЛИВАЕМЫХ НА ПОДЛЕБЕДОЧНЫХ БАЛКАХ13.2.1. Установить между направляющими кабины и противовеса струны, как указано в п. 13.1.2 настоящей инструкции, и нанести на струны отметки для выверки лебедки и отводных блоков. При установке лифтовой лебедки и полиспастной подвески отметки на струну между направляющими кабины наносятся в зависимости от диаметра канатоведущего шкива и блоков на кабине и противовесе согласно рис. 72 и 73.
Рис. 72. Установка осевых струн для выверки лебедок грузовых лифтов грузоподъемностью 1000, 2000, 3200 кг, скоростью 0,5 м/с: 1 - струна; 2 - направляющая кабины; 3 - струбцина; 4 - направляющая противовеса
Рис. 73. Установка осевых струн для выверки лебедок грузовые лифтов грузоподъемностью 5000 кг, скоростью 0,25 м/с: 1 - струна; 2 - направляющая кабины; 3 - струбцина; 4 - направляющая противовеса 13.2.2. Установить подлебедочные балки на тумбы или в ниши стен машинного помещения согласно установочному чертежу (размеры балок приведены в табл. 15 и 16). 13.2.3. После установки подлебедочных балок в проектное положение разметить и просверлить в них отверстия согласно схеме разбивки отверстий по установочному чертежу. 13.2.4. Выверить подлебедочные балки по уровню и временно раскрепить их. 13.2.5. Установить под подлебедочные балки отводной блок (лифт грузовой грузоподъемностью 500 кг) и прикрепить его к балкам на болтах. 13.2.6. Установить раму с приводом лифта на подлебедочные балки с помощью крана или рычажной лебедки (рис. 74). Прикрепить раму к подлебедочным балкам болтами и гайками с постановкой косых шайб.
Рис. 74. Установка привода на подлебедочные балки: 1 - машинное помещение; 2 - петля, 3 - канат; 4 - отводной блок; 5 - проектное положение привода; 6 - исходное положение привода; 7 - швеллер; 8 - подлебедочная балка; 9 - швеллер; 10 - канат; 11 - рычажная лебедка 13.2.8. Произвести контрольную выверку лебедки, для чего с середины образующей канатоведущего шкива и отводного блока (при его наличии) опустить в шахту двусторонний отвес до пересечения с осевыми струнами, натянутыми между направляющими кабины и противовеса (см. рис. 72 и 73). Установку лебедки в проектное положение производить согласно п. 13.1.4. Таблица 15 Подлебедочные балки, устанавливаемые в машинных помещениях грузовых лифтов
Таблица 16 Подлебедочные балки, устанавливаемые в машинных помещениях грузовых лифтов с монорельсом
13.2.9. Выверить лифтовую лебедку согласно п. 13.1.6. 13.2.10. После выверки лебедки и отводных блоков приварить подлебедочные балки к металлическим пластинам, заделанным на торцах ниш и тумб. Ниши после обварки балок передать строителям под заливку бетоном. 13.3. МОНТАЖ ЛИФТОВОЙ ЛЕБЕДКИ И ОТВОДНЫХ БЛОКОВ НА ФУНДАМЕНТНОЙ ПЛИТЕ13.3.1. Разметить место установки подрамника на полу машинного помещения, руководствуясь при этом установочным (монтажным) чертежом. 13.3.2. Установить подрамник на пол машинного помещения и приварить его к закладным деталям. 13.3.3. Вывернуть из подрамника винтовые упоры на максимальную величину, снять амортизаторы и сдать подрамник строительной организации для изготовления фундаментной плиты. 13.3.4. В шахте лифта между направляющими кабины и противовеса натянуть осевые струны (см. рис. 68) и нанести на них отметки для выверки положения лебедки. 13.3.5. Установить лифтовую лебедку на фундаментную плиту, выверить положение лебедки по отвесу, опущенному в шахту лифта к отметке, обозначающей ось кабины. 13.3.6. Установить отводной блок на закладные детали фундаментной плиты, выверить его положение относительно канатоведущего шкива согласно монтажному чертежу и опустить второй конец двустороннего отвеса с образующей отводного блока к отметке на оси противовеса. 13.3.7. Произвести установку лебедки и отводного блока согласно п. 13.1.4. 13.3.8. Установить ранее снятые амортизаторы и подрамник, после чего завинтить винтовые упоры до наименьшего размера. 13.3.9. Произвести контрольную выверку блока и канатоведущего шкива, как указано в пп. 13.2.7 и 13.2.9. 13.3.10. После выверки привода лифта и отводного блока прикрепить отводной блок к анкерам с помощью болтов, а раму лебедки - к закладным деталям фундаментной плиты и залить раму лебедки и фундаментную плиту бетоном. 13.4. МОНТАЖ ЛИФТОВОЙ ЛЕБЕДКИ НА ФУНДАМЕНТЕ ПРИ НИЖНЕМ РАСПОЛОЖЕНИИ МАШИННОГО ПОМЕЩЕНИЯ.МОНТАЖ ОТВОДНЫХ БЛОКОВ13.4.1. Монтаж лифтовой лебедки и отводных блоков, устанавливаемых в машинном помещении внизу шахты, производить после определения координат установки оборудования согласно разделу 5 настоящей инструкции и установки верхних отводных блоков. 13.4.2. Разметить в машинном помещении места установки отводных блоков, руководствуясь размерами, указанными в установочном чертеже. 13.4.3. Доставить лифтовую лебедку, отводные блоки и раму для установки отводных блоков в машинное помещение согласно разделу 4.2 настоящей инструкции. 13.4.4. Прикрепить кронштейны с отводными блоками к раме, завести раму одним концом в нишу пола и временно прикрепить се к элементам конструкции (рис. 75).
Рис. 75. Монтаж рамы с отводными блоками: 1 - отвесы для выверки рамы; 2 - деревянный брусок; 3 - проволока; 4 - проектное положение рамы; 5 - исходное положение рамы 13.4.5. Выверить положение нижних блоков по отвесам, опущенным с центров образующих верхних блоков кабины и противовеса. Нити отвесов, опущенных с верхних блоков, должны совпадать с центрами образующих нижних блоков. Рама с нижними блоками должна быть при этом установлена вертикально. 13.4.6. Установить лифтовую лебедку на заранее подготовленный генподрядчиком бетонный фундамент, выверить ее положение относительно нижних отводных блоков, руководствуясь при этом размерами, указанными на монтажном (установочном) чертеже. Отводные блоки должны лежать в плоскости канатоведущего шкива. Сдвиг блока допустим в пределах ±2 мм. Выверку лифтовой лебедки производить, как указано в п. 13.1.6. 13.4.7. После выверки лифтовой лебедки и отводных блоков установить анкерные болты и ниши фундамента, закрепить к ним раму привода и залить ниши бетонам. Раму с отводными блоками приварить к закладным деталям и залить нишу бетонам. 13.5. МОНТАЖ ОГРАНИЧИТЕЛЯ СКОРОСТИ13.5.1. Установку ограничителя скорости производить в нижеприведенной последовательности: установить кронштейн с ограничителем скорости на подставку (при установке ограничителя скорости на перекрытие лифтовой шахты) или на подлебедочные балки; через шкив большого диаметра перекинуть двусторонний отвес и пропустить его в шахту через отверстия для прохода каната ограничителя скорости; выверить положение ограничителя скорости так, чтобы отвесы, опущенные со шкива большого диаметра, совпадали с рисками на шаблоне, если последний установлен согласно разделу 5 настоящей инструкции и не демонтирован к моменту выполнения работ по выверке ограничителя скорости. Если шаблон демонтирован, в качестве базы принять установленные и выверенные направляющие кабины (рис. 76). Размеры от головки направляющей кабины до двух нитей, спущенных в шахту, должны соответствовать размерам, указанным в установочном чертеже. Отклонение не должно превышать 5 мм;
Рис. 76. Выверка ограничителя скорости: 1 - ограничитель скорости; 2 - отверстие в полу машинного помещения; 3 - направляющая кабины; 4 - отвес закрепить подставку с ограничителем скорости. Если последний устанавливается на пол машинного помещения, то крепление производить с помощью отрезков уголков или полос и сдать подставку строителям под заливку бетоном. 13.6. МОНТАЖ ПАНЕЛИ УПРАВЛЕНИЯ13.6.1. В машинном помещении разметить место установки панели управления и установить подставку. 13.6.2. Доставку панели управления осуществить, как указано в разделе 4 настоящей инструкции. 13.6.3. Установить панель управления на подставку, подложив по углам шкафа резиновые амортизаторы. Прикрепить шкаф панели управления к подставке с помощью болтов. 13.6.4. Проверить установку панели управления относительно стен машинного помещения и ее горизонтальность по уровню или отвесу. 13.6.5. Раскрепить панель управления к стене машинного помещения стержнями, прихватив последние электросваркой к закладным деталям. При отсутствии закладных деталей стержни заделать в нишах цементным раствором (рис. 77).
Рис. 77. Установка панели управления: 1 - панель управления; 2 - стержень; 3 - гайка; 4 - амортизаторы; 5 - специальная шайба; 6 - уголок 13.6.6. Допускается панель управления устанавливать на швеллере и крепить ее с помощью болтов и гаек с последующей приваркой швеллеров к закладным деталям (рис. 78) или крепить непосредственно к анкерам (рис. 79). 13.6.7. Закрепить подставку панели управления к закладным деталям в полу машинного помещения. При отсутствии закладных деталей подставку панели управления необходимо сдать под заливку бетоном.
Рис. 78. Крепление панели управления к закладным деталям: 1 - панель управления; 2 - болт, гайка, шайба; 3 - амортизатор; 4 - швеллер; 5 - закладная деталь
Рис. 79. Крепление панели управления к анкерным болтам: 1 - панель управления; 2 - анкерный болт, гайка, шайба; 3 - амортизатор; 4 - стена; 5 - пол машинного помещения; 6 - бетонная подливка 13.7. УСТАНОВКА ВВОДНОГО УСТРОЙСТВА13.7.1. Разметить место установки вводного устройства (ВУ) на стене машинного помещения, руководствуясь при этом установочным (монтажным) чертежом. Нанести на стене метки мест для сверления отверстий под установку дюбелей. 13.7.2. Электродрелью просверлить четыре отверстия диаметром 15 мм на глубину 60 мм и установить в них дюбеля К 436.
Рис. 80. Установка вводного устройства: 1 - шпилька, гайка, шайба; 2 - вводное устройство; 3 - отвес 13.7.3. Установить вводное устройство на стене машинного помещения и закрепить его с помощью четырех болтов (рис. 80). 13.7.4. При наличии в стене машинного помещения закладных деталей вводное устройство (ВУ) крепить с помощью болтов к уголкам, а затем уголки приварить к закладным деталям (рис. 81).
Рис. 81. Установка вводного устройства: 1 - вводное устройство; 2 - закладная деталь; 3 - болт, гайка, шайба; 4 - отвес; 5 - уголок 13.7.5. При отсутствии в стене машинного помещения закладных деталей ВУ допускается крепить дюбелями (винтами) ДВП с помощью поршневого монтажного пистолета ПЦ-52. 13.8. УСТАНОВКА ТРАНСФОРМАТОРОВ13.8.1. На специальную этажерку установить трансформаторы (рис. 82) и прикрепить их болтами к раме этажерки.
Рис. 82. Установка трансформаторов на этажерке: 1 - этажерка; 2 - трансформатор НТС; 3 - трансформатор ТС; 4 - выпрямитель; 5 - трансформатор ОСО 13.8.2. На полу машинного помещения разметить место установки этажерки, руководствуясь установочным чертежом, перенести этажерку в намеченное место, временно раскрепить ее к стене машинного помещения и сдать этажерку под заливку бетоном. 13.8.3. Если проектом крепление трансформаторов предусмотрено непосредственно к стенам машинного помещения, то их установку производить в приведенной ниже последовательности: руководствуясь установочным чертежом, на стене машинного помещения наметить места установки трансформаторов; по отверстиям в кронштейнах на стене разметить места для сверления отверстий; просверлить сквозные отверстия в стене машинного помещения; на шпильку надеть планку и навернуть гайку, вставить шпильку в отверстие с наружной стороны стены машинного помещения; на шпильки установить кронштейн с трансформатором и затянуть болты (рис. 83).
Рис. 83. Крепление трансформатора к стене машинного помещения: 1 - трансформатор; 2 - кронштейн; 3 - шпилька, гайка, шайба Если трансформаторы крепятся с помощью анкерных болтов или дюбелей, то их установку производить, как показано на рис. 84. Допускается установку кронштейнов под трансформаторы производить на дюбелях (винтах) ДВП с помощью поршневого пистолета ПЦ-52.
Рис. 84. Крепление трансформатора к стене машинного помещения (вариант): 1 - трансформатор; 2 - кронштейн; 3 - анкерный болт, гайка 13.9. УСТАНОВКА ЖЕСТКОЙ И БАЛАНСИРНОЙ ПОДВЕСОК13.9.1. В машинное помещение доставить жесткую и балансирную подвески, проверить их комплектность по сборочному чертежу.
Рис. 85. Установка балансирной подвески: 1 - подлебедочная балка; 2 - траверса; 3 - палец, шайбы, шплинты; 4 - рама балансирной подвески; 5 - болт, гайка, шайбы; 6 - выключающее устройство; 7 - клиновая обойма; 8 - выключатель 13.9.2. Проверить крепление ушковых болтов к обоймам и траверсам.
Рис. 86. Установка жесткой подвески: 1 - подлебедочная балка; 2 - гайки, шайбы; 3 - тяга (ушковый болт); 4 - клиновая обойма 13.9.3. Прикрепить верхнюю траверсу к раме балансирной подвески с помощью пальца с постановкой шайб и шплинтов. 13.9.4. Установить балансирную подвеску на подлебедочные балки и прикрепить ее к ним болтами с постановкой косых, обычных и пружинных шайб (рис. 85). 13.9.5. После вывески балансирной подвести проверить легкость вращения балансиров и тяг. 13.9.6. При установке жесткой подвески необходимо ушковый болт (тягу) с навешенной обоймой завести в отверстие в подлебедочной балке и закрепить болтами с постановкой сферической шайбы. Количество подвесок зависит от числа (рис. 86) тяговых канатов. 14. Монтаж тяговых канатов14.1. МОНТАЖ ТЯГОВЫХ КАНАТОВ ПАССАЖИРСКИХ ЛИФТОВ14.1.1. Канаты поступают на монтажную площадку отрезками необходимой длины, уложенными в бухты. 14.1.2. Доставить бухты канатов в машинное помещение, предварительно проверив их длину и диаметр. Уложить канаты в непосредственной близости от лебедки. 14.1.3. Один конец каната, постепенно разматывая с бухты, опустить через отверстие в полу машинного помещения к подвеске на кабине. 14.1.5. От балансирной подвески отсоединить патроны с клином, пропустить канат через кольцо стяжки и патрон, вставить клин в петлю и проверить, чтобы метка, нанесенная на канате, находилась в середине тыльной стороны патрона, и с помощью клина ударами молотка заклинить канат в патроне. 14.1.6. Соединить патрон с тягой осью с постановкой шайбы ШЭЗ (рис. 87). Аналогичным образом подсоединить все канаты. 14.1.7. Свободный конец каждого каната, выходящий из патрона, прикрепить прижимом к несущему канату (см. рис. 87) на расстоянии 30-40 мм от патрона (80 мм для лифта грузоподъемностью 1000 кг). 14.1.8. Проволочным бандажом соединить концы свободных канатов с несущими и прикрепить стойки кольца стяжки к верхней балке кабины. 14.1.9. Уложить канаты в соответствующие ручьи канатоведущего шкива лебедки и вручную натянуть их до достижения горизонтального положения балансирной подвески, после чего на канатоведущий шкив установить струбцину (рис. 88) и вращением штурвала натянуть канаты.
Рис. 87. Крепление каната в обойме: 1 - палец; 2 - шайба ШЭЗ; 3 - канат; 4 - клин; 5 - обойма; 6 - прижим 14.1.10. Поочередно пропустить вторые концы канатов через отверстия в полу машинного помещения к противовесу, канатам дать возможность раскрутиться до свободного их провисания и произвести запасовку канатов на противовесе согласно пп. 14.1.4-14.1.8 настоящей инструкции без установки стяжки (рис. 89).
Рис. 88. Крепление канатов к канатоведущему шкиву: 1 - гайка; 2 - планка; 3 - брусок; 4 - канат; 5 - скоба; 6 - канатоведущий шкив на канатоведущем шкиве переставить струбцину, установленную согласно п. 14.1.9 настоящей инструкции, в положение «Б» (см. рис. 88); рычагом отжать тормозные колодки и вручную с помощью штурвала приподнять кабину на 200-300 мм от подставки; кабину посадить на ловители и из-под кабины убрать подставку или продольные и поперечные балки; снять кабину с ловителей и ранее установленную струбцину, поднять противовес и убрать из-под него подставку; штурвалам кабину поднять на уровень последней остановки и проверить навеску кабины и противовеса, для чего совместить порог кабины с уровнем порога двери шахты последней остановки и проверить размеры от буфера противовеса, а также от пола приямка. Проверяемые размеры должны соответствовать размерам, указанным на монтажном (установочном) чертеже, с учетом их вытяжки;
Рис. 89. Крепление канатов к противовесу: 1 - клиновая обойма; 2 - ушковый болт; 3 - балка противовеса; 4 - гайка; 5 - пружина; 6 - прижим регулировку канатов производить гайками тяг на подвески противовеса. Канаты должны быть натянуты равномерно, рычаг балансирной подвески кабины должен находиться в горизонтальном положении. Если с помощью тяг полностью отрегулировать натяжение канатов не удается, то у слишком натянутого каната снять прижим, ударами молотка по патрону ослабить канат до установки рычага балансирной подвески в горизонтальное положение и поставить снятый прижим на место. 14.1.12. При установке кабины лифта внизу шахты, а противовеса вверху подсоединение канатов производить сначала к противовесу, а затем к кабине. 14.2. МОНТАЖ ТЯГОВЫХ КАНАТОВ ГРУЗОВЫХ И БОЛЬНИЧНЫХ ЛИФТОВ14.2.1. Монтаж тяговых канатов больничного и грузового лифтов грузоподъемностью 500 кг производить, как указано в разделе 14.1 настоящей инструкции. 14.2.2. При полиспастной подвеске кабины и противовеса, как изображено на рис. 90, монтаж тяговых канатов производить в такой последовательности:
Рис. 90. Полиспастная подвеска кабины и противовеса на канаты: 1 - противовес; 2 - блок противовеса; 3 - жесткая подвеска; 4 - канатоведущий шкив; 5 - балансирная подвеска; 6 - канаты; 7 - блок кабины; 8 - кабина закрепить один (два) канат с бухты к балансирной подвеске в клиновых обоймах с постановкой прижимов; свободные концы канатов с бухты опустить в шахту на крышу кабины; спущенные канаты пропустить через отводные блоки кабины и опустить в приямок; из машинного помещения, через отверстия для прохода канатов, опустить пеньковый канат в шахту лифта, прикрепить к пеньковому канату при помощи прижима две ветви каната (рис. 91) с таким расчетом, чтобы свисающие концы канатов имели длину, достаточную для заводки их на канатоведущий шкив, запасовки блоков противовеса и с учетом крепления к жесткой подвеске;
Рис. 91. Крепление канатов при подъеме: 1 - тяговые канаты; 2 - прижим; 3 - пеньковый канат с помощью пенькового каната вытянуть канаты в машинное помещение, вручную натянуть тяговые канаты так, чтобы не было провисания и прикрепить пеньковый канат к балкам лебедки; выбрать из шахты свободно висящие канаты, перекинуть их через канатоведущий шкив и опустить в шахту к блокам противовеса; поставить на канатоведущий шкив струбцину, предварительно выбрав слабину канатов; отвязать пеньковый канат от подлебедочных балок и снять прижим; вручную штурвалом натянуть ветви канатов, идущие с отводных блоков кабины; аналогично произвести монтаж остальных канатов; поочередно завести остальные канаты, опущенные в шахту через отводные блоки противовеса, и прикрепить их к клиновым обоймам жесткой подвески. 14.2.3. Регулировку натяжения канатов производить, как указано в п. 14.1.11 настоящей инструкции. Натяжение канатов производить на жесткой подвеске, при этом траверсы балансирной подвески должны находиться в горизонтальном положении. 14.2.4. При расположении кабины вверху шахты, а противовеса внизу подсоединение канатов к балансирной подвеске производить после запасовки их через отводные блоки кабины, остальная последовательность выполнения работ по монтажу канатов остается без изменения. 14.3. МОНТАЖ ТЯГОВЫХ КАНАТОВ ГРУЗОВЫХ ВЫЖИМНЫХ ЛИФТОВ14.3.1. Доставить бухты канатов на подмости последнего этажа, прикрепить к настилу гвоздями бруски (рис. 92) и приготовить накладки.
Рис. 92. Схема монтажа тяговых канатов: 1 - блок кабины; 2 - кабина; 3 - тяговый канат; 4 - настил; 5 - бухта каната; 6 - жесткая подвеска; 7 - верхние отводные блоки; 8 - балансирная подвеска; 9 - блок противовеса; 10 - противовес; 11 - канатоведущий шкив; 12 - нижние отводные блоки; 13 - накладка; 14 - направляющий брус 14.3.2. К концу одной ветви каната прикрепить груз массой 5-10 кг, опустить груз в шахту, пропуская ветвь каната через лунку направляющего бруска. 14.3.3. Опустить канат с навешенным грузом в приямок шахты, отсоединить груз, пропустить ветвь каната через блок II (см. рис. 92) и через проем в стене машинного помещения. 14.3.4. Обвести ветвь каната через канатоведущий шкив и отводной блок I (см. рис. 92). 14.3.5. С подмостей верхнего этажа опустить в приямок шахты пеньковый канат. Прикрепить тяговый канат, пропущенный через отводной блок I, к пеньковому и поднять его вверх шахты. 14.3.7. Завести опущенный канат (п. 14.3.6 настоящей инструкции) через несущие блоки кабины и поднять его с помощью пенькового каната вверх на величину, достаточную для запасовки его к клиновой обойме жесткой подвески. 14.3.8. Прикрепить ветвь каната к жесткой подвеске с помощью клиновых обойм, как указано в разделе 14.1 настоящей инструкции. 14.3.9. Прикрепить с помощью накладки ветвь каната к бруску, установленному согласно п. 14.3.1 настоящей инструкции (см. рис. 92). 14.3.10. Аналогично произвести запасовку и крепление всех несущих канатов. 14.3.11. После того, как все канаты закреплены в жесткой подвеске, поочередно завести свободные концы канатов через отводной блок IV (см. рис. 92) и опустить их к верхней раме противовеса. 14.3.12. Пропустить ветви канатов через блок противовеса и прикрепить их к балансирной подвеске с помощью клиновых обойм и прижимов. До крепления канатов к траверсам балансирной подвески освободить канат, демонтировав временные накладки. 14.3.14. При установке кабины вверху шахты лифта, а противовеса внизу монтаж канатов производить согласно п. 14.3.13 с той лишь разницей, что сначала ветви канатов подсоединить к балансирной подвеске, а затем, после запасовки грузовых блоков кабины, к жесткой подвеске. 14.3.15. Для выжимных - тротуарных лифтов крепление одного конца каната производить на платформе к стяжному устройству, а другого с помощью клина на барабане лебедки (рис. 93). На барабане лебедки должна быть обеспечена укладка не менее полутора запасных витков каждого каната при наинизшем положении платформы. Регулировку натяжения канатов производить стяжными муфтами, расположенными в нижней части платформы.
Рис. 93. Крепление каната к барабану лебедки: 1 - клин; 2 - канат; 3 - лебедка; 4 - барабан 15. Монтаж каната ограничителя скорости15.1. Опустить одну ветвь каната ограничителя скорости из машинного помещения или с верхних подмостей (для выжимного лифта) к рычагу включения ловителей на кабине. 15.2. Подсоединить канат ограничителя скорости к рычагу включения ловителей с помощью прижимов (рис. 94). 15.3. Перекинуть ветвь каната через большой шкив ограничителя скорости и постепенно опустить свободный конец каната в приямок. 15.4. Завести ветвь каната через блок натяжного устройства и соединить с рычагом включения ловителей на кабине. 15.5. Убрать подставку из-под груза и проверить горизонтальность кронштейна натяжного устройства. Если кронштейн натяжного устройства не горизонтален, необходимо ослабить прижимы и соответственно подтянуть или опустить канат так, чтобы кронштейн принял горизонтальное положение. 15.6. При креплении каната ограничителя скорости к рычагу включения ловителей через соединительную планку (рис. 95) канат монтировать в приведенной ниже последовательности: снять соединительную планку с рычага механизма включения ловителей кабины; перекинуть канат через большой шкив ограничителя скорости и, пропустив его ветви через отверстия в перекрытии шахты, опустить их в приямок;
Рис. 94. Крепление каната ограничителя скорости к рычагу включения ловителя на кабине: 1 - прижим; 2 - коуш; 3 - рычаг включения ловителей; 4 - канат ограничителя скорости в приямке шахты прикрепить соединительную планку к одному концу каната прижимами; пропустить второй конец каната через блок натяжного устройства и прикрепить его к планке прижимами. Длина каната должна быть такой, чтобы кронштейн натяжного устройства находился в горизонтальном положении;
Рис. 95. Крепление каната ограничителя скорости к рычагу включения ловителей на кабине через соединительную планку: 1 - ограничитель скорости; 2 - канат ограничителя скорости; 3 - соединительная планка; 4 - прижимы; 5 - натяжное устройство; 6 - рычаг включения ловителей на кабине; 7 - шайба ШЭЗ; 8 - ось лишние концы каната обрубить. На концы каната наложить бандажи из мягкой проволоки; вручную перемещая канат, совместить соединительную планку с рычагом включения ловителей на кабине (см. рис. 95); состыковать соединительную планку с рычагом включения ловителей осью с постановкой шайбы ШЭЗ. 16. Монтаж уравновешивающих цепей и компенсирующих канатов16.1. Монтаж уравновешивающих цепей производить в такой последовательности: доставить цепи на подмости, установленные в шахте в середине высоты подъема кабины; согласно установочному (монтажному) чертежу разметить места крепления компенсирующих цепей к кронштейнам направляющих противовеса. Место крепления цепей должно находиться на середине высоты подъема кабины плюс 0,3 м; к кронштейну крепления направляющих противовеса приварить кронштейн для крепления уравновешивающей цепи (рис. 96); прикрепить цепь к кронштейну с помощью оси с постановкой шайбы ШЭЗ; аналогично описанному прикрепить вторую цепь к противоположному кронштейну; опустить вторые концы цепей в приямок и прикрепить их к нижней балке противовеса аналогично креплению к кронштейнам направляющих противовеса. 16.2. При установке противовеса вверху шахты крепление цепей производить сначала к нижней балке противовеса, а затем к кронштейнам крепления направляющих противовеса. 16.3. Монтаж уравновешивающих канатов производить следующим образом: доставить бухты канатов на отметку первой остановки; с подмостей, установленных под кабиной лифта, в приямок шахты опустить пеньковый канат;
Рис. 96. Крепление уравновешивающей цепи: 1 - кронштейн крепления направляющих; 2 - кронштейн; 3 - цепь; 4 - ось, шайба ШЭЗ перекинуть второй конец пенькового каната через блок, установленный под кабиной; к концу каната, опущенного в приямок, прикрепить прижимами компенсирующий канат; с помощью пенькового каната поднять конец компенсирующего каната к блоку подвески под кабиной и пропустить канат через блок (рис. 97); с помощью пенькового каната вытянуть конец компенсирующего каната в приямок к блоку натяжного устройства; сначала пропустить пеньковый канат, а затем компенсирующий через блок натяжного устройства и через блок подвески на противовесе; отсоединить конец пенькового каната от компенсирующего, смотать пеньковый канат в бухту и доставить на настил, расположенный под кабиной лифта; опустить один конец пенькового каната в приямок шахты и состыковать его с помощью прижима с компенсирующим канатом, пропущенным через блок подвески на противовесе и блок натяжного устройства; с помощью пенькового каната вытянуть компенсирующий канат к кронштейну крепления его к нижней балке кабины; прикрепить компенсирующий канат к кронштейну на кабине с помощью клиновой обоймы, аналогично креплению тяговых канатов к подвескам кабины и противовеса (см. рис. 87); пропустить второй конец компенсирующего каната через блок натяжного устройства и подсоединить его к кронштейну на противовесе, аналогично его креплению к кабине лифта. Примечание. Аналогично произвести монтаж остальных канатов.
Рис. 97. Схема крепления компенсирующих канатов: 1 - блок подвески компенсирующих канатов на кабине; 2 - балка кабины; 3 - клиновая обойма; 4 - прижим; 5 - блок натяжного устройства; 6 - компенсирующий канат; 7 - блок подвески компенсирующего каната на противовесе; 8 - балка противовеса 16.4. После запасовки компенсирующих канатов произвести балансировку лифта, установив при этом окончательное количество грузов в раме противовеса. 17. Монтаж электропроводки и электроаппаратуры17.1. МОНТАЖ ТРУБ ЭЛЕКТРОРАЗВОДОК ПО ШАХТЕ ЛИФТА17.1.1. Прокладку труб электроразводки по шахте производить согласно установочному (монтажному) чертежу и схеме разводки проводов. Крепление труб в шахте производить к кронштейнам, предусмотренным проектом. 17.1.2. Установить кронштейны крепления труб, для чего: на верхней остановке (под перекрытием шахты) разметить место крепления кронштейна к закладной. В случае крепления кронштейна дюбелями необходимо разметить места установки дюбелей; приварить верхний кронштейн к закладной детали или закрепить кронштейн дюбелями (рис. 98); по отвесу, спущенному с верхнего кронштейна, установить кронштейн на нижней остановке и прикрепить к нему отвес;
Рис. 98. Установка кронштейнов для крепления труб: 1 - кронштейн; 2 - закладная деталь; 3 - скоба; 4 - труба диаметром 48 мм по спущенным отвесам установить все кронштейны крепления труб с приваркой их к закладным или с помощью дюбелей; аналогично описанному выше установить кронштейны, служащие для крепления стояка труб из машинного помещения к клеммной коробке № 2 (если проектом предусмотрен отдельно стоящий стояк из труб). При наличии в шахте металлических ригелей кронштейны (уголки крепления труб) устанавливать в той же последовательности и крепить к ригелям. 17.1.3. На середине высоты подъема кабины разметить согласно чертежу электроразводки проводов по шахте место установки клеммной коробки № 2, для чего: перенести и отметить мелом на стене шахты уровень порога двери шахты или уровень чистого пола остановки; отмерить расстояние от нанесенной метки до низа клеммной коробки № 2 (размер «А», рис. 99) и от оси направляющих кабины до оси клеммной коробки № 2 (размер «Б», рис. 99);
Рис. 99. Крепление клеммной коробки № 2: 1 - клеммные коробки; 2 - направляющая кабины; 3 - дюбель; 4 - рама прикрепить раму клеммной коробки № 2 дюбелями марки К 436-К 438 к стене шахты или к закладным. Крепление кронштейнов труб к стенам шахты, а также установку коробки № 2 при отсутствии закладных деталей допускается производить дюбелями ДГП или ДВП с помощью пистолета ПЦ-52. 17.1.4. Перед началом монтажа труб электроразводки по шахте необходимо выполнить следующие подготовительные работы: разложить трубы в порядке очередности их монтажа на крыше здания или вблизи первой остановки; зачистить отверстия от заусенец; открыть крышки клеммных коробок, в нижнюю часть каждой клеммной коробки вставить по трубе, выверить их положение относительно друг друга так, чтобы корпуса коробок были перпендикулярны трубам; приварить корпуса коробок к трубам и надеть на каждую трубу втулку (рис. 100);
Рис. 100. Крепление труб к клеммным коробкам: 1 - втулка; 2 - клеммная коробка; 3 - труба приварить муфты к верхним частям отрезков труб для соединения труб между собой при прокладке стояка труб из машинного помещения к клеммной коробке № 2 (рис. 101). Примечание. Если проектом предусмотрено соединение труб с протяжной и клеммной коробками с помощью скоб, то их установку производить по мере наращивания стояка труб в шахте лифта. 17.1.5. После выполнения подготовительных работ монтаж труб электроразводок производить в приведенной ниже последовательности: разметить место установки этажной клеммной коробки первого этажа и нанести на стене шахты отметку верха клеммной коробки; доставить в шахту отрезок трубы, прокладываемый от клеммной коробки первого этажа до клеммной коробки второго; прикрепить трубу к стене шахты так, чтобы уровень низа трубы совпадал с отметкой на стене шахты для установки клеммной коробки первого этажа; приварить к установленной трубе клеммную коробку первого этажа; вставить в отверстие клеммной коробки второго этажа следующую по порядку трубу с закрепленной клеммной коробкой третьего этажа, прикрепить трубу к кронштейнам и приварить клеммную коробку к трубе;
Рис. 101. Крепление муфты к трубе: 1 - муфта; 2 - труба аналогично произвести монтаж остальных труб с закрепленными клеммными коробками. Установку отдельного стояка труб от клеммной коробки № 2 в машинное помещение производить аналогично вышеописанному, соединяя трубы между собой с помощью муфт (рис. 102). 17.1.6. При креплении клеммных коробок к трубам с помощью скоб (рис. 103) их установку производить, начиная с первого этажа, в такой последовательности:
Рис. 102. Крепление труб между собой: 1 - трубы; 2 - муфта установить трубу, к ней прикрепить клеммную коробку первого и второго этажей, затем следующую трубу, коробку и т.д.
Рис. 103. Крепление труб к клеммным коробкам скобами: 1 - труба; 2 - скоба; 3 - клеммная коробка; 4 - втулка 17.1.7. Из протяжной коробки, установленной в общем стояке в месте ответвления к клеммной коробке № 2, вывести отводы на клеммную коробку № 2 и прикрепить их с помощью скоб или сваркой. При недостаточной длине отрезка трубы соединение труб допускается производить с помощью втулок (см. рис. 102). 17.1.8. Монтаж труб электроразводки для постоянного освещения шахты производить в такой последовательности: разметить места прокладки труб электроразводки по шахте лифта согласно проекту; разобрать все трубы по размерам, к трубам приварить с одной стороны по ответвительной коробке, учитывая при этом, что ответвительные коробки ставятся в стояке через этаж; вверху шахты установить кронштейн для крепления труб и по нему, опустив отвес, установить кронштейны на всех этажах. Кронштейны крепить к закладной детали или к стене дюбелем ДГП с помощью пистолета ПЦ-52, или к кронштейнам крепления направляющих, а также к металлическим ригелям электросваркой; монтаж труб производить последовательно, начиная с низа шахты, соединить трубы друг с другом с помощью втулок и ответвительных коробок, к кронштейнам трубы крепить скобами (рис. 104); вблизи каждой ответвительной коробки установить хомут и навесить на них светильники. Хомуты прихватить к трубам электросваркой.
Рис. 104. Установка труб электроразводок для постоянного освещения в шахте лифта: 1 - втулка; 2 - закладная деталь; 3 - полоса, скоба; 4 - светильник; 5 - крюк - хомут; 6 - ответвительная коробка; 7 - труба; 8 - винт, гайка, шайба 17.1.9. При заготовке отводов на месте должны быть выполнены следующие условия: при открытой прокладке труб и наличии одного изгиба радиус изгиба должен быть не менее 4, а при большем количестве изгибов не менее 6 наружных диаметров трубы. При прокладке труб под заливку бетоном радиус изгиба должен составлять не менее 10 наружных диаметров трубы. Угол изгиба труб должен быть не менее 90°. 17.2. МОНТАЖ ТРУБ ЭЛЕКТРОРАЗВОДКИ ПО МАШИННОМУ ПОМЕЩЕНИЮ17.2.1. До начала работ по монтажу труб в машинном помещении должно быть установлено все оборудование согласно разделу 13 настоящей инструкции. 17.2.2. В машинном помещении разметить места прокладки труб согласно чертежу электроразводок по машинному помещению. 17.2.3. Замерить расстояния от вводного устройства до станции управления, от станции управления до электродвигателя лебедки, ограничителя скорости и трансформатора, а также до отверстий в полу машинного помещения, оставленных для прокладки труб электроразводки в шахту лифта. 17.2.4. По полученным размерам подобрать трубы нужной длины и при необходимости производить их подгонку по месту. 17.2.5. В шахту лифта опустить отводы через отверстия в полу машинного помещения и состыковать их с муфтами труб, установленных в шахте согласно разделу 17.1 настоящей инструкции (рис. 105).
Рис. 105 Соединение отводов с трубами для электроразводок по шахте: 1 - труба; 2 - муфта; 3 - отвод 17.2.6. Проложить трубы по полу машинного помещения и подсоединить к оборудованию скобами или электросваркой. Между собой трубы соединить муфтами аналогично соединению труб шахты лифта (см. рис. 102). 17.2.7. После прокладки труб по полу машинного помещения и их крепления к оборудованию приварить отводы труб к стоякам труб, проложенным в шахте. 17.3. МОНТАЖ ЭЛЕКТРОАППАРАТОВ17.3.1. Распаковать аппараты, очистить, открыть крышки, снять заглушки, осмотреть состояние аппаратов и вручную проверить правильность работы их, при этом: кнопки при нажатии на них должны свободно утапливаться и размыкать (замыкать) контакты. Под действием пружины кнопка должна четко возвращаться в исходное положение; в этажном переключателе рычаг должен четко возвращаться из среднего положения в крайнее, контакты должны надежно замыкаться (размыкаться); при нажатии на шток или рычаг блокировочных выключателей не должно быть заеданий, и под действием пружины освобожденный шток (рычаг) должен возвращаться в исходное положение. 17.3.2. После очистки и проверки аппаратов произвести заготовку проводов и металлорукавов, для чего: подобрать для аппарата соответствующий металлорукав, руководствуясь чертежом разводки приводов и фактическим местам их установки, и заготовить необходимые отрезки; заготовить для каждого аппарата провода соответствующей длины. Провода к аппаратам, поступающим с завода-изготовителя смонтированными, не заготавливать; затянуть в металлорукав провода. Клещами КСИ-1 или МБ-1, снять с проводов изоляцию и зачистить жилы; надеть на провода с обеих сторон полихлорвиниловые трубки длиной 20-25 мм и концы проводов загнуть круглогубцами или клещами; на полихлорвиниловые трубки нанести несмываемыми чернилами маркировку согласно схеме. При применении многожильного провода его концы должны быть облужены припоем марки ПОС-40.
Рис. 106. Крепление металлорукава к корпусу аппарата: 1 - металлорукав; 2 - гайка; 3 - штуцер; 4 - корпус аппарата 17.3.3. После заготовки металлорукавов и проводов произвести коммутацию аппаратов, соединяя металлорукава с аппаратами с помощью штуцеров и гаек (рис. 106). Если металлорукав к аппарату через штуцер (звонок, розетки и т.д.) подсоединить нельзя, на конец металлорукава необходимо надеть оконцеватель (рис. 107). 17.3.4. Установку этажных переключателей, датчиков н шунтов производить в такой последовательности: верхний кронштейн с установленным аппаратом прикрепить к направляющей кабины с помощью прижимов и выверить положение аппарата относительно оси кабины и уровня порога шахтной двери, руководствуясь при этом монтажным чертежом;
Рис. 107. Оконцевание металлорукава: 1 - металлорукав; 2 - втулка аналогично описанному выше установить нижний аппарат; с верхнего аппарата опустить отвес из стальной проволоки и прикрепить его к нижнему аппарату; установить аппараты на всех этажах (рис. 108), выверяя их положение относительно отвеса и уровня порога двери шахты.
Рис. 108. Установка этажных переключателей, датчиков и шунтов: 1 - прижим; 2 - направляющая кабины; 3 - кронштейн; 4 - датчик; 5 - шунт; 6 - этажный переключатель 17.3.5. На остановках кабин лифтов в зависимости от типа лифта и его назначения устанавливать следующие аппараты: кнопки вызова или вызывные посты, световые указатели, световые табло, коммутационные ящики. На каждой остановке лифта установить кнопки вызова, для чего: аппарат вставить в отверстие, предназначенное для его установки; на шпильки надеть пластину и закрепить аппарат в стене шахты болтами с постановкой пружинных шайб; выверить положение аппарата относительно уровня остановки и оси двери шахты; пластину приварить к закладным деталям (рис. 109).
Рис. 109. Установка вызывного аппарата: 1 - вызывной аппарат; 2 - планка; 3 - гайка, шайба; 4 - шпилька; 5 - закладная деталь; 6 - световой указатель СУ-2; 7 - световой указатель СУ-1 Установку световых указателей производить аналогично установке вызывных аппаратов (см. рис. 109) за исключением того, что на первой и последней остановках устанавливают СУ-1, а на всех промежуточных-СУ-2. Световые табло устанавливать на всех этажах или только на первом в зависимости от назначения лифта в специальные ниши с подготовленными штробами по размерам вилок рамки. Крепление табло производить мягкой проволокой с последующей заделкой вилок рамки цементным раствором (рис. 110). После затвердевания раствора деревянный брусок и проволоку снять.
Рис. 110. Установка светового табло: 1 - световое табло; 2 - рамка; 3 - проволока; 4 - деревянный брусок Коммутационный ящик крепить к наружной стене шахты аналогично креплению светового табло и устанавливать только на первой остановке. 17.3.6. Установить в приямке шахты согласно монтажному чертежу выключатель приямка, звонок, штепсельную розетку, розетку для телефонной связи и переключатель КНУ. Все перечисленные выше аппараты крепить к направляющим кабины с помощью прижимов (рис. 111) или крепить к стенам шахты. КНУ можно крепить к кронштейну натяжного устройства на винтах.
Рис. 111. Крепление электроаппарата в приямке: 1 - направляющая кабины; 2 - прижим; 3 - винт, гайка, шайба; 4 - кронштейн; 5 - выключатель приямка; 6 - штепсельная розетка; 7 - звонок; 8 - кнопка звонка При наличии (масляного буфера на раму установить конечный выключатель для контроля полного выхода плунжера масляного буфера кабины и противовеса. 17.3.7. В машинном помещении на подставку ограничителя скорости или на раму установить конечный выключатель переспуска и переподъема кабины (СПК). 17.3.8. Перед установкой КНУ и конечных выключателей переспуска и переподъема кабины, а также выключателя на натяжном устройстве компенсирующих канатов в выключателях следует снять пружины самовозврата. 17.3.9. Установить согласно чертежу все электроаппараты на кабинах лифтов, поступающих на монтаж в разобранном виде. 17.3.10. Кожухи и крышки всех аппаратов должны быть плотно закрыты и прочно закреплены винтами; пылевлагозащитные прокладки должны быть поставлены на место. 17.4. УСТРОЙСТВО ЗАЗЕМЛЕНИЯ ЛИФТОВОГО ОБОРУДОВАНИЯ17.4.1. Заземление электроаппаратуры и оборудования должно быть выполнено в соответствии с чертежами разводок проводов, инструкцией по монтажу электроразводок лифтов, а также «Правилами устройства электроустановок». 17.4.2. Заземлению подлежат все металлические части лифта, которые могут оказаться под напряжением вследствие нарушения изоляции. Заземлению подлежат: корпуса всех электроаппаратов, направляющие кабины, кабина лифта, двери шахты, трубы электроразводок и металлорукава, корпус вводного устройства, шкаф панели управления, рама привода, электродвигатель, корпус тормозного магнита, трансформаторы, шкаф переключения режимов работы. 17.4.4. Для установки заземляющей магистрали в машинном помещении необходимо: разметить места ее крепления к стенам шахты; заготовить отрезки уголков и просверлить в них отверстия под дюбеля для крепления к стенам машинного помещения; прикрепить уголки к стенам шахты с помощью дюбелей К 436-438 и к ним приварить магистраль заземления. Заземляющая магистраль должна проходить вдоль стен машинного помещения на высоте 500 мм от уровня пола, иметь шаг крепления 1-1,5 м и расстояние до стены шахты 10 мм (рис. 112). Допустимо крепить уголки к стенам шахты дюбелями ДГП или ДВП с помощью пистолета ПЦ-52.
Рис. 112. Крепление заземляющей магистрали к стенам машинного помещения: 1 - заземляющая магистраль; 2 - утолок; 3 - дюбель 17.4.5. От основной магистрали заземления, проложенной согласно пп. 17.4.3 и 17.4.4, необходимо сделать ответвления к элементам оборудования, подлежащим заземлению. Все ответвления производить параллельно, последовательное присоединение оборудования не допускается. Ответвления выполнять стальной полосой того же сечения, что и основная заземляющая магистраль с присоединением одного конца к заземляющей магистрали, а другого - к заземляющему оборудованию. Присоединение ответвлений к неподвижным конструкциям (подрамнику), трубам (рис. 113, 114), подлебедочным балкам, подставкам и рамам для установки трансформаторов и т.д. производить электросваркой. Длина сварного шва на стыках должна быть не менее двойной ширины. Присоединение к аппаратам, каркасу панели управления, приводу, если последний установлен на амортизаторах, выполнять гибкой перемычкой (рис. 115). В качестве гибкой перемычки применять многожильный медный провод ПРГ сечением 2,5 мм2, концы которого необходимо загнуть кольцом и облудить припоем ПОС-40. Места присоединения на оборудовании и планках заземления необходимо зачистить до блеска и смазать тонким слоем технического вазелина. Под головку болта должны быть подложены нормальная и пружинная шайбы (рис. 116).
Рис. 113. Заземление подрамника: 1 - подрамник; 2 - полоса заземления; 3 - магистраль заземления
Рис. 114. Заземление труб электроразводок: 1 - трубы; 2 - полоса заземления (заземляющая магистраль)
Рис. 115. Заземление подвижных аппаратов: 1 - заземляющая магистраль; 2 - планка; 3 - наконечник; 4 - перемычка; 5 - корпус аппарата (подвижная конструкция) 17.4.6. В качестве основной заземляющей магистрали в лифтовой шахте принимается отдельно проложенная магистраль из полосы 4 ´ 25. В качестве дополнительно заземляющей магистрали в шахте может быть принята магистраль, образуемая из труб электроразводок. Отдельно проложенную магистраль, а также трубы электроразводок необходимо соединить с заземляющей магистралью в машинном помещении, установленной согласно пп. 17.4.3 и 17.4.4. В том случае, когда двери шахты не имеют механической связи друг с другом и в шахте прокладка жгутов приводов выполнена без труб, двери шахты необходимо соединить с помощью полосы заземления с магистралью, как изображено на рис. 117.
Рис. 116. Крепление перемычки к корпусу аппарата: 1 - болт; 2 - гайка; 3 - наконечник; 4 - перемычка; 5 - корпус аппарата; 6 - нормальная шайба; 7 - пружинная шайба Все соединения основной заземляющей магистрали выполнять сваркой. 17.4.7. От основной заземляющей магистрали, проложенной по шахте согласно п. 17.4.6, необходимо сделать ответвления к элементам оборудования, подлежащим заземлению; ответвление выполнять стальной полосой сечением 4 ´ 25 мм, если заземляемое оборудование неподвижно (двери шахты, коробки, трубы электроразводки). Остальное оборудование шахты подсоединять к основной заземляющей магистрали с помощью гибких перемычек с установкой планок, если оборудование расположено вблизи основной магистрали заземления (см. рис. 115). В качестве дополнительной магистрали заземления можно использовать трубы электроразводки. Для этой цели все трубы и клеммные коробки соединить друг с другом с помощью гибких перемычек (рис. 118), если проектом предусмотрено соединение труб и клеммных коробок посредством втулок, и установить перемычки между трубами при соединении их манжетами (рис. 119). 17.4.8. Направляющие кабины заземлить с помощью перемычек (провод ПРГ), которые установить между стыками направляющих под винты стыковых планок. Верхние отрезки направляющих соединить перемычками с отводом (полоса 4 ´ 25), приваренным к основному контуру заземления в шахте. Места установки перемычек необходимо зачистить до блеска и смазать тонким слоем технического вазелина.
Рис. 117. Заземление блочных дверей шахты: 1 - перекрытие шахты; 2 - блочная дверь; 3 - заземляющая магистраль; 4 - полоса заземления
Рис. 118. Заземление клеммных коробок: 1 - труба; 2 - болтовое соединение; 3 - перемычка; 4 - клеммная коробка
Рис. 119. Заземление труб при соединении их друг с другом манжетой: 1 - труба; 2 - болтовое соединение; 3 - перемычка; 4 - манжета 17.4.9. Заземление металлорукавов по шахте и машинному помещению производить посредством соединения металлорукава гибкой перемычкой с корпусами аппаратов или клеммных коробок (рис. 120).
Рис. 120. Заземление металлорукавов: 1 - корпус аппарата; 2 - металлорукав; 3 - перемычка; 4 - винт, шайба 17.4.10. Электрооборудование, устанавливаемое на заземленных конструкциях (кронштейнах), отдельному заземлению не подлежит при условии, если места установки электроаппаратов зачищены до металлического блеска и смазаны в местах соединения тонким слоем технического вазелина. Во всех остальных случаях корпус электроаппарата лифта подлежит заземлению перемычкой, соединяющей корпус непосредственно с заземленным кронштейном, на котором этот аппарат установлен, или с клеммой «Земля», провод от которой проложен вместе с токоведущими проводами и соединен в клеммной коробке с клеммой «Земля». 17.4.11. Кабину заземлить через одну из жил подвесного кабеля в процессе присоединения последнего к клеммной коробке № 2 и 3; в клеммной коробке № 3 от клеммы «земля» должна идти перемычка к винту крепления клеммной рейки; в клеммной коробке № 2 жила заземления должна быть подсоединена к клемме «Земля» и от нее через перемычку под винт «Земля» на корпусе клеммной коробки. Для дополнительного заземления использовать тросик подвесного кабеля, который подсоединяется с одного конца к балке кабины (рис. 121), а с другого к кронштейну клеммной коробки № 2.
Рис. 121. Заземление подвесного кабеля: 1 - кронштейн кабины; 2 - подвесной кабель; 3 - тросик подвесного кабеля; 4 - винт, гайка, шайба 17.4.12. Рама пола кабины, нижние и верхние балки, а также стояки каркаса должны быть соединены между собой гибкими перемычками, обеспечив тем самым надежный контур заземления. При выполнении купе кабины из металлических щитов (грузовые лифты) необходимо соединить перемычками щиты потолка (рис. 122) и ограждения между собой, а также с рамой пола и каркасом кабины (рис. 123). Места металлоконструкций кабины, где устанавливаются перемычки, должны быть зачищены до металлического блеска и смазаны тонким слоем технического вазелина.
Рис. 122. Заземление щитов кабины: 1 - перемычка; 2 - болт, гайка, шайба; 3 - щиты
Рис. 123. Заземление боковых щитов кабины и рамы пола: 1 - щит кабины; 2 - рама пола; 3 - планка заземления; 4 - винт, шайбы; 5 - перемычка заземления 17.4.13. По окончании всех работ по устройству заземления проверить непрерывность цепи между вводом заземления и всеми заземленными элементами оборудования. Проверку заземления проводить омметром М-372, для чего: один из зажимов прибора соединить струбциной с предварительно защищенным участком заземляющей магистрали, а ко второму зажиму присоединить провод со щупом; подсоединить острие щупа к предварительно зачищенному месту на проверяемом оборудовании и снять показания прибора. Сопротивление проверяемого участка не должно превышать десятой доли ома при условии положительных результатов внешнего осмотра (болтовые соединения должны быть затянуты до отказа, а сварные - надежно приварены). Допускается проверку заземления проводить измерителем заземления МС-08. Результаты проверки сети защитного заземления оборудования, установленного в шахте и машинном помещении, оформить протоколом (форму протокола, входящего в «Технический отчет по испытаниям устройств защитного заземления и проверки изоляции электрических сетей и электрооборудования», см. приложение 5). Заказчик (генеральный подрядчик) до начала производства работ по проверке заземления оборудования должен представить организации, монтирующей лифт, акт о величине сопротивления заземляющего контура. 17.4.14. По окончании проверки заземления окрасить заземляющую магистраль и все ответвления в черный цвет. 17.5. МОНТАЖ ЖГУТОВ ПРОВОДОВ ПРИ ПРОКЛАДКЕ ИХ БЕЗ ТРУБ17.5.1. На направляющих кабины разметить места установки кронштейнов для крепления жгута проводов, протяжной и клеммных коробок, руководствуясь чертежом электроразводок по шахте и машинному помещению. 17.5.2. В намеченных местах установить кронштейны для крепления протяжной и клеммных коробок (рис. 124), а также кронштейны для крепления жгутов проводов (рис. 125). 17.5.3. Установить этажные и протяжную клеммные коробки, для чего: открыть крышку клеммной коробки, совместить отверстия в кронштейне с отверстиями в корпусе клеммной коробки и прикрепить коробку к кронштейну болтами с постановкой пружинных шайб.
Рис. 124. Установка этажной клеммной коробки: 1 - кронштейн; 2 - направляющая кабины; 3 - прижим; 4 - болт, гайка, шайба; 5 - клеммная коробка 17.5.4. Доставить жгуты проводов на последнюю остановку и уложить на верхние подмости или крышу кабины.
Рис. 125. Установка кронштейна для крепления жгутов проводов: 1 - прижим; 2 - болт, гайка, шайба; 3 - кронштейны; 4 - направляющая кабины 17.5.5. Снять с доставленных жгутов проводов бандажи из полихлорвиниловой ленты до бандажа М (рис. 126). 17.5.6. В трубу, идущую от панели управления в шахту, пропустить стальную проволоку и прикрепить к ней конец жгута № 1, предназначенного для подсоединения к клеммам на панели управления. 17.5.7. Затянуть жгут проводов № 1 в трубу электропроводки по машинному помещению на длину, достаточную для подсоединения проводов к клеммам на панели управления. Отметка (В) 1 синего цвета на жгуте № 1 должна находиться на уровне низа этажной клеммной коробки верхнего этажа. 17.5.9. Опустить второй конец жгута и проверить совпадение бандажей синего цвета с низом клеммных коробок. Проверку производить выборочно не менее чем на двух остановках. При необходимости подтянуть или опустить жгут проводов так, чтобы большинство отметок совпало с уровнем низа клеммных коробок; допуск не менее 100 мм. 17.5.10. Аналогично произвести монтаж жгута № 2, предназначенного для соединения клеммной коробки № 2 с панелью управления. 17.5.11. Прикрепить жгуты проводов № 1 и 2 к кронштейнам, для чего: забандажировать место крепления жгутов к кронштейну полихлорвиниловой лентой в 2-3 слоя; завести жгуты в стаканы и прикрепить их к кронштейну с помощью клина (рис. 127).
Рис. 126. Схема прокладки жгутов проводов 17.5.12. Подсоединить жгуты проводов к клеммам этажных коробок и клеммной коробке № 2, для чего: открыть крышку клеммной коробки; с жгута проводов, предназначенных для крепления отводов, снять полихлорвиниловую ленту; пропустить провода отводов через отверстия в клеммной коробке; на провода надеть втулку и прикрепить ее к корпусу клеммной коробки; подсоединить провода к клеммам в клеммной коробке согласно их маркировке (с клеммной рейки вывернуть контактный винт, на винт установить пружинную шайбу, шайбу-звездочку и кольцо провода и винтом прикрепить провод к клемме), руководствуясь при этом схемой электрических соединений.
Рис. 127. Крепление жгута проводов к кронштейну: 1 - жгут проводов; 2 - клин; 3 - стакан; 4 - кронштейн 17.5.13. Подсоединить жгуты проводов к клеммам на панели управления, для чего: снять шпагат, крепящий жгут проводов к раме панели управления (п. 17.5.8 настоящей инструкции); с конца каждого провода снять изоляцию на длину 20 мм и сделать кольцо; со жгутов проводов снять полихлорвиниловую ленту, крепящую оконцеватели; разобрать провода согласно их маркировке и подсоединить их к клеммам панели управления на винтах с постановкой под каждый винт пружинной шайбы и шайбы-звездочки; разделать провода под «гребенку» и прикрепить их к раме панели управления перфорированной лентой и кнопками; резервные провода свернуть «улиткой» и перевязать полихлорвиниловой лентой; маркировочные бирки надвинуть на оголенные места проводов так, чтобы маркировка на бирках была видна. Примечание. При поступлении на ПКБ плит перекрытия шахты с каналами под электроразводку подсоединение жгутов проводов к клеммам на панели управления производить на ПКБ. 17.6. ПРОКЛАДКА И ПОДСОЕДИНЕНИЕ ЭЛЕКТРОПРОВОДКИ ПО ШАХТЕ И МАШИННОМУ ПОМЕЩЕНИЮ17.6.1. Прокладку проводов производить после установки всех труб, окончательного закрепления их на месте прокладки, установки клеммных коробок и выполнения всех сварочных работ. При этом концы труб должны быть оконцованы специальными втулками. 17.6.2. Провода в трубы электропроводки рекомендуется затягивать, предварительно заготовив их в специальные жгуты в количестве, указанном на схеме электрических соединений по шахте и машинному помещению. 17.6.3. Заготовку жгутов проводов для прокладки их по трубам электроразводки производить после контрольного промера расстояний от панели управления до этажной клеммной коробки первого или последнего этажа (выжимные лифты), для чего вдоль труб машинного помещения от панели управления проложить провод-мерку и пустить его в шахту рядом с проложенными трубами, на проводе-мерке нанести отметки мест установки всех этажных клеммных коробок, панели управления и клеммной коробки № 2. жгута от панели управления до этажных клеммных коробок; жгутов-перемычек, соединяющих клеммные коробки между собой; жгута проводов от этажных клеммных коробок до клеммной коробки № 2; жгута проводов от панели управления к клеммной коробке № 2. При заготовке жгутов проводов учесть длину на подключение проводов к клеммам на панели управления и в клеммных коробках. Заготовленные провода, входящие в жгуты, обвязать изоляционной лентой с шагом 2-3 м и на расстоянии 200 мм от их концов. 17.6.5. Для облегчения маркировки проводов при разделке и подсоединении их к клеммам при заготовке каждого жгута каждый провод необходимо обернуть тонкой проволокой и прикрепить к жгуту бирку с их порядковыми номерами, а затем, выписав против порядкового номера провода его номер по электросхеме, свернуть заготовку в жгут (рис. 128). 17.6.6. После заготовки отдельных жгутов проводов (п. 17.6.4 настоящей инструкции) их необходимо собрать в общие жгуты (пучки) под теми номерами, которые указаны в схеме электрических соединений, причем в каждом общем жгуте проводов проложить по два резервных провода. Отдельные жгуты проводов соединить в общий жгут (пучок), связав отдельные жгуты проводов между собой изоляционной лентой с шагом 2-3 м. Концы проводов обмотать изоляционной лентой и прикрепить к жгуту. Заготовленные общие жгуты (пучки) проводов собрать в бухты, привязать к жгуту бирку с порядковым номером пучка согласно схеме электрических соединений и обвязать бухту провода шпагатом.
Рис. 128. Заготовка жгута электроразводки: 1 - стальная проволока; 2 - оплетка провода; 3 - жила провода 17.6.7. Для затяжки жгутов проводов пропустить стальную проволоку через трубы, прослеженные от панели управления до клеммной коробки верхнего этажа. Привязать жгут проводов к проволоке и вытянуть верхнюю часть жгута в машинное помещение. Нижнюю часть жгута протянуть через все клеммные коробки до первого этажа, пользуясь стальной проволокой. Если трубы от клеммной коробки № 2 проложены отдельным стояком, затягивание в них жгута проводов производить с помощью стальной проволоки, пропущенной по трубам от панели управления до клеммной коробки № 2. 17.6.8. В машинном помещении замерить расстояние от соответствующих клемм панели управления до вводного устройства, протяжной коробки, клемм электродвигателя, тормозного магнита, конечного выключателя и трансформаторов. Руководствуясь схемой электрических соединений и чертежом электроразводки по машинному помещению, нарезать соответствующие провода, связать их в «пучки» изоляционной лентой, подобрать на «пучок» (если последний прокладывается в металлорукаве) нужного диаметра металлорукав. 17.6.9. Пропуская поочередно в трубы, идущие от вводного устройства, протяжной коробки и электродвигателя, стальную проволоку, затянуть в трубы соответствующий жгут (пучок) проводов. 17.6.10. Для присоединения металлорукавов с проводами к этажным (клеммным) и протяжным коробкам на металлорукав навернуть гайку, пропустить его через отверстие коробки, навернуть вторую гайку и закрепить ими металлорукав (рис. 129). Допускается металлорукав крепить к корпусам коробок с помощью штуцеров (рис. 130).
Рис. 129. Крепление металлорукава к корпусу клеммной и протяжной коробок на гайках: 1 - металлорукав; 2 - корпус коробки; 3 - гайка; 4 - втулка Для предохранения проводов от задиров на конец металлорукава необходимо надеть втулку, кроме случая крепления металлорукавов с помощью штуцеров.
Рис. 130. Крепление металлорукава к клеммной коробке с помощью штуцера: 1 - металлорукав; 2 - гайка штуцера; 3 - кронштейн; 4 - корпус коробки; 5 - гайка; 6 - штуцер 17.6.11. Металлорукава от электроаппаратов прокладывать по поясам, трубам и другим металлическим конструкциям лифтовой установки или по стенам и крепить к ним скобами или пряжками (рис. 131). 17.6.12. Присоединение одножильных медных проводов сечением до 10 мм2 выполнять без напайки наконечников и без облуживания концов. При этом зачищенный до блеска конец провода необходимо загнуть кольцом и прижать к клемме аппарата винтом с обязательной подкладкой нормальной и пружинной шайб. Перед загибанием кольца на провод надеть полихлорвиниловую трубку длиной 20-25 мм, которую после присоединения надвинуть на оставшееся на проводе оголенное место. На полихлорвиниловую трубку нанести маркировку в соответствии со схемой. 17.6.13. Одножильные провода сечением выше 10 мм2 и многожильные сечением выше 2,5 мм2 в местах подсоединения необходимо оконцовывать наконечниками, для чего: алюминиевый или медный провод закладывают в наконечник и спрессовывают клещами. Оконцевание медных проводов наконечниками допускается производить с помощью припоя ПОС-40 или ПОС-60. Концы многожильных проводов сечением до 2,5 мм2 включительно присоединять изогнутым кольцом с облуживанием его припоем ПОС-40. 17.6.15. Снятие изоляции с концов проводов сечением до 2,5 мм2 производить клещами. При снятии изоляции с помощью ножа запрещается делать круговой надрез изоляции во избежание частичного или полного перерезания жил проводов. 17.6.16. Освобожденную от изоляции жилу зачищать шкуркой под слоем кварце- или цинковазелиновой пасты. Зачищенную жилу перед изгибанием в кольцо необходимо покрыть слоем чистой кварце- или цинковазелиновой пасты. Загибание жил в кольцо производить клещами или круглогубцами. 17.6.18. Перед подсоединением проводов к клеммным зажимам аппаратов необходимо «пробнитом» (батарея, индикатор) проверить непрерывность цепи и правильность маркировки проводов.
Рис. 131. Крепление металлорукавов: а - к кронштейну; б - к стене шурупами; в - к трубе; г - к стене в нишах; д - крепление между собой; 1 - кронштейн; 2 - металлорукав; 3 - пряжка; 4 - полоса; 5 - шуруп; 6 - скоба; 7 - труба 17.6.19. Соединение медных проводов с алюминиевыми производить только в наборных зажимах с присоединением жил изогнутым кольцом под головку контактного винта. Запрещается соединять медные и алюминиевые провода в одном наборном зажиме (клемме). 17.6.20. Пучок проводов при подходе к местам подключения необходимо обмотать киперной лентой или шпагатом и разделать под «гребенку» так, чтобы длина свободных концов не превышала установленные размеры (п. 17.6.14 и 17.6.17). Пример разделки проводов при подсоединении их к клеммам панели управления приведен на рис. 132.
Рис. 132. Подключение пучков проводов к клеммным рейкам на панели управления 17.6.21. Резервные провода, проложенные в трубах электроразводки (п. 17.6.6), свернуть «улиткой» и перевязать шпагатом. Допускается для бандажирования пучков проводов и прикрепления их к раме панели управления применять пряжки из полиэтилена или поливинилхлоридной ленты с полиэтиленовыми кнопками. 17.7. МОНТАЖ ПОДВЕСНОГО КАБЕЛЯ17.7.1. Монтаж подвесного кабеля производить по окончании монтажа кабины и противовеса и подвески их на тяговые канаты. 17.7.2. Если подвесной кабель поступил на объект в общей бухте, разрезать его на отрезки необходимой длины. Количество отрезков кабеля приведено в проекте установки лифта. Для определения длины отрезков кабеля опустить проволоку по месту прохода кабеля и добавить припуск для его прокладки по кабине и на подсоединение в клеммных коробках № 2 и 3. Необходимая длина отрезка кабеля может быть определена по формуле
где L - длина кабеля, м; Н - высот подъема кабины, м. Более точно длина кабеля может быть определена следующим образом: от установленной в центре шахты клеммной коробки № 2 опустить провод в приямок шахты; свободный конец провода поднять к кабине до уровня порога первой остановки так, чтобы расстояние от центра петли до пола приямка было 300-350 мм; отметить полученную длину на проводе-мерке; на очищенной площадке растянуть и закрепить концы провода-мерки, по которому замерить длину кабеля с прибавлением на подключение к клеммной коробке № 2 - 500 мм провода и к клеммной коробке № 3 - 3500-4000 мм в зависимости от типа кабины, после чего кабель отрезать. В местах подвески на кабель наложить бандаж из медной проволоки диаметром 1 мм (рис. 133). По первому отрезку кабеля заготовить остальные отрезки. 17.7.3. Перед началом монтажа подвесного кабеля, если кабель поступает на монтаж мерными отрезками, необходимо проверить соответствие полученного кабеля по длине и количеству жил. 17.7.5. Для извлечения тросика из кабеля для подвески его к кабине необходимо выполнить следующее: на расстоянии 3500-4000 мм от конца кабеля, предназначенного для подсоединения к кабине (см. рис. 133), наложить бандаж из медной проволоки диаметром 1 мм;
Рис. 133. Заготовка подвесного кабеля: 1 - подвесной кабель; 2 - бандаж из медной проволоки на расстоянии 350 мм от бандажа в сторону конца кабеля, подлежащего разделке, разрезать металлическую оплетку по окружности (отрезая отдельные пряди); разрезанную металлическую оплетку сдвинуть от места надреза на 300 мм в каждую сторону; разрезать в двух местах вдоль кабеля шланговую оболочку на 150 мм; отмерить от бандажа 500 мм в сторону конца кабеля, отрубить тросик и вытащить его наружу; обмотать конец тросика, оставшегося в кабеле, крученым шнуром и уложить между жилами; заделать разрезанную часть кабеля согласно п. 17.7.4 настоящей инструкции. 17.7.6. Если в установленной раме не предусмотрен уголок для крепления подвесного кабеля, то под клеммной коробкой № 2 с помощью дюбелей К 438 прикрепить уголок к стене шахты (рис. 134).
Рис. 134. Установка уголка для крепления подвесного кабеля: 1 - уголок; 2 - дюбель, 3 - клеммная коробка № 2 Допустимо крепить уголок дюбелями ДВП М 10 ´ 60 или ДГП 4,5 ´ 60 с помощью пистолета ПЦ-52. 17.7.7. Крепление подвесного кабеля к кабине производить следующим образом: освобожденный из кабеля стальной тросик (п. 17.7.5 настоящей инструкции) завести в коуш ушкового болта, загнуть его и установить прижим на расстоянии 15-20 мм от коуша (рис. 135);
Рис. 135. Крепление подвесного кабеля: а - к кронштейну на кабине; б - к уголку в шахте; 1 - кронштейн; 2 - коуш; 3 - зажим; 4 - бандаж; 5 - подвесной кабель; 6 - трос; 7 - винт заземления; 8 - ушковый болт; 9 - уголок на расстоянии 10-15 мм от прижима наложить на тросик бандаж из мягкой проволоки диаметром 1-1,5 мм; оставшийся конец тросика зачистить до блеска и на конце сделать кольцо под винт для крепления его к кронштейну на кабине; зачистить шкуркой кронштейн в месте крепления конца тросика, смазать это место тонким слоем технического вазелина и подсоединить тросик к кронштейну с помощью винта с установкой плоской и пружинной шайбы. 17.7.8. Крепление подвесного кабеля в шахте к уголку, установленному согласно п. 17.7.6 настоящей инструкции, производить аналогично креплению к кронштейну на кабине (п. 17.7.7 настоящей инструкции, рис. 135). открыть клеммную коробку № 3 и пропустить проволоку через короб; подсоединить конец подвесного кабеля к проволоке и вытащить конец подвесного кабеля к клеммной коробке № 3; надеть на кабель гайку сальника (рис. 136) и металлическую шайбу; с конца кабеля, подлежащего разделке, снять металлическую оплетку; расплести конец металлической оплетки и отогнуть ее на 5-7 мм; на шланговую оболочку кабеля вплотную к отогнутой металлической оплетке надеть металлическую шайбу, сальниковое уплотнение и вторую металлическую шайбу; пропустить кабель через корпус сальника, пока сальниковое уплотнение с шайбами и отогнутой металлической оплеткой полностью не войдет в гнездо сальника; к отогнутой металлической оплетке придвинуть металлическую шайбу и завернуть гайку в корпус сальника; на конец металлической оплетки наложить бандаж из медной проволоки диаметрам 1,5 мм. Бандаж припаять к металлической оплетке припоем ПОС-40. Конец металлической оплетки зачистить шкуркой, загнуть в кольцо и подсоединить к винту «Земля» на клеммной коробке; разрезать шланговую оболочку кабеля, подлежащего разделке, вдоль по кабелю и снять ее; на конец шланговой оболочки наложить бандаж из шнура; сжать рабочие жилы кабеля в плотный пучок, накладывая на проводе бандаж из шнура диаметром 1 мм;
Рис. 136. Разделка подвесного кабеля: 1 - контактное кольцо; 2 - полихлорвиниловая трубка; 3 - жила кабеля; 4 - бандаж; 5 - шланговая оболочка; 6, 12 - металлическая шайба; 7 - отогнутая металлическая оплетка; 8 - заземленный провод; 9 - маркировочная бирка; 10 - металлическая оплетка; 11 - гайка сальника; 13 - сальниковое уплотнение; 14 - шайба; 15 - корпус сальника выделить поочередно ответвляемые жилы и наложить бандаж из шнура у начала радиуса сгиба каждой ответвляемой жилы; клещами КСИ-1 или МБ-1 освободить конец каждой жилы от изоляции на длине 15-25 мм, на провода надеть полихлорвиниловые трубки длиной 20-25 мм с нанесенной на них маркировкой; зачистить жилы шкуркой, загнуть кольцом и облудить припоем ПОС-40; руководствуясь схемой электрических соединений кабины и маркировкой на клеммных рейках, подсоединить жилы под контактные винты; надвинуть полихлорвиниловые трубки на оголенные места проводов; изолировать, свернуть улиткой и перевязать шпагатом резервные жилы кабеля; закрыть клеммную коробку крышкой. 17.7.10. Подсоединение подвесного кабеля к уголку, установленному рядом с клеммной коробкой № 2, его разделку и маркировку производить согласно п. 17.7.9 настоящей инструкции (см. рис. 134). 17.7.11. До подсоединения жил кабеля клеммам в коробках № 2 и 3 произвести прозвонку жил кабеля прибором УМЖК-56, руководствуясь приложенной к прибору инструкцией. 17.7.12. На клеммные рейки клеммных коробок нанести маркировку проводов в соответствии со схемами электрических соединений белой эмалью ПФ-223. 17.8. ЗАМЕР СОПРОТИВЛЕНИЯ ИЗОЛЯЦИИ17.8.1. После полного окончания электромонтажных работ замерить сопротивления изоляции электрооборудования и электрических цепей мегаомметром М 4100/4 напряжением 1000 В. Мегаомметр имеет три зажима; «земля», «линия» и «экран». Сопротивление изоляции замеряется по отношению к земле, при этом зажим «Земля» подсоединяется к заземленному участку (к корпусу двигателя, заземляющей жиле и т.п.), а зажим «линия» - к токоведущей жиле (обмотке), изоляция которой проверяется. Зажимом «экран» следует пользоваться при проверке изоляции в сырую погоду или при наличии высокой влажности в помещении, где проходят измерения. Зажим «экран» в данном случае присоединяют к изоляции испытуемого провода, а два других зажима - так, как указано выше. При всех измерениях ручку мегаомметра вращать со скоростью 120 оборотов в минуту. 17.8.2. Перед началом измерений необходимо проверить мегаомметр и подсоединенные к нему провода. Для этого провода мегаомметра замкнуть накоротко и вращать ручку мегаомметра. Прибор должен показать сопротивление, равное нулю, а при разомкнутых проводах - равное бесконечности. 17.8.3. Сопротивление изоляции замерить при отключенном рубильнике вводного устройства и снятых с панели управления предохранителях. Все выключатели, переключатели и автоматы должны быть включены. Имеющиеся по схеме заземленные провода должны быть обязательно отключены. Все двери шахты и кабины должны быть закрыты. Электросхема должна быть переключена в режим нормальной работы. Лампы рабочего и аварийного освещения должны быть вывернуты. 17.8.4. Замер сопротивления изоляции силовой цепи производить по отношению к земле, мегаомметр (зажим «линия») подключать поочередно к каждой фазе силовой цепи (например, к зажимам автомата «А»), а зажим «Земля» - к контуру заземления. При замере сопротивления изоляции между фазами зажимы мегаомметра «линия» и «земля» подсоединять к тем же точкам силовой цепи, но одновременно к двум фазам (Л1-Л2, Л2-Л3, Л1-Л3). Сопротивление изоляции силовой цепи должно быть не менее 0,5 МОм. 17.8.5. Проверку изоляции обмоток электродвигателя производить между обмотками и по отношению к земле (корпусу электродвигателя). Для проверки изоляции между обмотками снять перемычку между ними и отсоединить обмотки от внешних цепей. Зажимы мегаомметра «линия» и «Земля» подсоединять поочередно между различными обмотками, а при проверке изоляции по отношению к земле между обмотками и корпусом электродвигателя Сопротивление изоляции обмоток электродвигателя должно быть не менее 0,5 МОм. 17.8.6. Сопротивление изоляции катушек тормозного магнита проверять как по отношению к земле, так и между собой. Сопротивление изоляции катушек тормозного магнита должно быть не менее 0,5 МОм. 17.8.7. Сопротивление изоляции обмоток трансформатора проверять по отношению к земле, для чего зажим «линия» мегаомметра поочередно подсоединять к обмоткам высшего и низшего напряжений. Сопротивление изоляции должно быть не менее 0,5 МОм. 17.8.8. Замер сопротивления изоляции цепи управления производить по отношению к земле, для чего зажим мегаомметра «линия» подсоединить к зажиму цепи управления, а зажим «Земля» - к контуру заземления. Сопротивление изоляции должно быть не менее 1,0 МОм. 17.8.9. Сопротивление изоляции цепей освещения и сигнализации проверять по отношению к земле, для чего зажим мегаомметра подсоединить к клеммам освещения и сигнализации, а зажим «Земля» - к контуру заземления. Сопротивление изоляции должно быть не менее 1,0 МОм. 17.8.10. После проведения замеров сопротивления изоляции составить протокол. (Форму протокола, входящего в «Технический отчет по испытаниям устройств защитного заземления и проверке изоляции электрических сетей и электрооборудования лифта», см. в приложении 5). 18. Строительно-отделочные работы18.1. Строительно-отделочные работы в шахте лифта производят, как правило, с установленных подмостей по всей высоте шахты. Допускается отделочные работы по шахте производить с кабины, которая должна вручную перемещаться от штурвала лебедки вниз, при этом должна быть отрегулирована и опробована система ловителей. 18.2. Передача лифта под строительно-отделочные работы оформляется актом (приложение 4, ГОСТ 22845-77). При передаче лифта под отделочно-строительные работы представитель монтажной организации совместно с представителем генподрядчика составляют перечень работ, которые необходимо выполнить при производстве отделочных работ в шахте и машинном помещении. Примерный перечень работ см. в приложении 6. Контроль за качеством выполненных строительных работ должен осуществлять прораб (мастер, бригадир) генподрядчика. По окончании строительно-отделочных работ прораб монтажной организации принимает, а представитель генподрядчика сдает выполненные работы с составлением акта (приложение 5, ГОСТ 22845-77). 18.3. Шины заземления и заземляющие перемычки должны быть окрашены в черный цвет. Боковые (торцовые) поверхности вращающихся механизмов (канатоведущий шкив лебедки, шкив ограничителя скорости, отводные блоки), пресс-масленки, сливные пробки и т.п. должны быть окрашены в красный цвет. На створках дверей шахты с внутренней стороны должны быть написаны номера соответствующих этажей. При групповой установке лифтов в машинном помещении оборудование, относящееся к каждому лифту, обозначить арабскими цифрами. Высота заливки чистого пола в приямке и машинном помещении должна составлять 50 мм. Примечания: 1. Высота заливки пола при установке в общем машинном помещении нескольких лифтов должна быть 100 мм. 2. Заливка чистого пола не требуется, когда электропроводка в полу машинного помещения выполнена в каналах. 3. Штукатурка кирпичных шахт не требуется, если стены шахт выполнены с расшивкой швов. 19. Опробование лифта19.1. Цель опробования смонтированного лифта - убедиться, что монтаж оборудования и электропроводки выполнен в соответствии с проектом. При выполнении строительно-отделочных работ с крыши кабины опробование должно быть произведено до сдачи лифта по акту для выполнения отделочных работ в шахте. Если строительно-отделочные работы производят с подмостей, то опробование лифта следует производить I после выполнения строителями отделочных работ. 19.2. Перед опробованием смонтированного лифта необходимо: произвести смазку механизмов лифта, залить масло в редукторы лебедки и привода дверей, проверить уровень масла в редукторах и масляном буфере по игле маслоуказателя (см. таблицу смазки в инструкции по эксплуатации); проверить отсутствие в шахте посторонних предметов, сварочного кабеля, брусков и настила, монтажных балок и т.д.; проверить правильность включения электродвигателя; проверить надежность работы тормозного устройства; убедиться, что все двери шахты закрыты. 19.3. Правильность подключения электродвигателя проверяют визуально, сличая маркировку проводов, подключенных к клеммам на панели управления и на электродвигателе, с маркировкой клеммных реек.
Рис. 137. Универсальный щуп: 1 - щуп-линейка; 2 - шаблон-линейка 19.4. Проверить тормозное устройство. Проверить рычаги колодок и сами колодки, зазор между тормозной полумуфтой и колодками, а также зазор между якорем и ярмом тормозного магнита. Зазор между тормозными обкладками и поверхностью тормозной полумуфты должен быть равен 0,3-0,8 мм и быть одинаковым для обеих тормозных колодок, проверку производить при расторможенном тормозе. Зазор между якорем и ярмом для короткоходового электромагнита должен быть равен 4 мм, для длинноходового - 20 мм. Проверку производить щупом (рис. 137), как изображено на рис. 2 и 3 приложения 7. При необходимости произвести регулировку зазоров между фрикционными обкладками и поверхностью тормозной полумуфты, между якорем тормозного магнита и ярмом. Для тормоза с короткоходовым электромагнитом регулировку производить следующим образом: отвинтить гайку (рис. 138);
Рис. 138. Тормозное устройство с короткоходовым электромагнитом: 1 - колодка; 2 - контргайка; 3 - регулировочный упор; 4 - регулировочная гайка; 5 - рычаг; 6 - электромагнит; 7 - рычаг ручного привода; 8 - плита электромагнита; 9 - корпус электромагнита; 10 - болт крепления корпуса электромагнита; 11 - пружина; 12 - рычаг колодки; 13 - ось колодки; 14 - ось рычага вывинчиваем или ввинчиванием упора установить требуемые зазоры между поверхностью фрикционной обкладки и поверхностью тормозной полумуфты; зафиксировать положение регулировочного упора контргайкой; аналогично отрегулировать зазор между поверхностями тормозной полумуфты и фракционной обкладкой второй тормозной колодки; нажать на рычаг до упора и измерить зазор между фрикционными обкладками и поверхностью тормозной полумуфты. Эти зазоры должны быть в пределах 0,3-0,8 мм и быть одинаковыми для обеих тормозных колодок. Регулировку рабочих зазоров тормозного устройства с длинноходовым электромагнитам (рис. 139) производить следующим образом: отвернуть гайки на стяжке со стороны канатоведущего шкива, снять пружину с упорными кольцами и вынуть стяжку; снять стопорные шайбы (или извлечь шплинты) с пальцев на серьге и извлечь пальцы;
Рис. 139. Тормозное устройство с длинноходовым электромагнитом: 1 - тяга, 2 - электромагнит; 3 - серьга; 4 - пружина; 5 - ось колодки; 6 - стопорная планка; 7 - ось рычага, 8 - рычаг, 9 - колодка; 10 - стяжка вывинтить тяги на нужное число оборотов, если зазоры между фрикционными обкладками и тормозной полумуфтой менее 0,3 мм, или ввинтить тяги на нужное число оборотов, если эти зазоры более 0,8 мм; проверить плотность прилегания тормозных колодок к тормозному шкиву, для чего полоску папиросной бумаги вставить между тормозной колодкой и шкивом и прижать колодку, если полоска бумаги не вынимается, то тормозная колодка прилегает плотно; вывинтить серьгу на нужное число оборотов, если зазор между якорем и ярмом более 20 мм; зафиксировать серьгу на штоке контргайкой и прикрепить тяги к серьге; поставить стяжку вместе с пружинами и завернуть гайки; вручную поднять якорь тормозного электромагнита до упора. Зазор между фрикционными обкладками и тормозной полумуфтой должен быть в пределах 0,3-0,8 мм. Прилегание обеих колодок должно быть одновременным. Рабочая поверхность тормозной полумуфты должна быть ровной, без следов выработки и чистой от масла и грязи. Тормозные обкладки должны иметь толщину не менее 4 мм. Фиксаторы должны надежно фиксировать тормозные колодки и не мешать их самоустановке при торможении. Электромагнит должен срабатывать четко, его катушки должны быть прочно закреплены и не гудеть при работе.
Рис. 140. Ограничитель скорости: 1 - тяга, 2 - упор; 3 - корпус; 4 - контрольный штифт; 5 - груз; 6 - оси грузов; 7 - ось; 8 - диск; 9 - пружина; 10 - планка 19.5. Опробование лифтовой установки начинать с проверки посадки кабины на ловители, для чего: штурвалом поднять кабину на уровень верхнего этажа; включить ВУ, автоматы на панели управления, переключатель ВР поставить в положение, при котором движение кабины осуществляется от кнопок «М.Кн» на панели управления; нажать на кнопку «М.Кн вниз» и после того, как кабина достигнет номинальной скорости, нажать на контрольный штифт ограничителя скорости (рис. 140), кабина при этом должна сесть на ловители. При испытании ловителей и ограничителя скорости, а также при управлении кнопками приказа из машинного помещения находиться в кабине или на ее крыше запрещается. 19.6. Проверить надежность посадки кабины на ловители, для чего выключить ВУ и штурвалом вручную попытаться опустить кабину. Если кабина села на ловители, перемещение кабины не произойдет. Вручную штурвалом снять кабину с ловителей и проверить путь торможения и одновременность срабатывания ловителей линейкой и уровнем. Минимальный путь торможения кабины не должен превышать значений, указанных в табл. 4 ПУБЭЛ. Проверку посадки кабины на ловители для выжимных лифтов производить аналогично вышеописанному за исключением того, что на ограничителе скорости необходимо до начала испытаний ослабить затяжку скобы (рис. 141) и, сдвинув ее, опустить раму до упора. После проведения испытаний необходимо поднять палец, установить скобу в исходное положение и закрепить ее болтом.
Рис. 141. Механизм фиксации ограничителя скорости: 1 - болт; 2 - палец; 3 - скоба Растормаживание лебедки вручную производить путам нажатия на рычаг тормозного магнита. Удерживать тормозные колодки в разжатом положении каким-либо механическим способом запрещается. 19.7. Произвести испытание ограничителя скорости, для чего: снять с КВШ струбцину, включить ВУ, включить все автоматы, переключатель режимов работы установить в положение «Управление из машинного помещения», нажать на кнопку «М.Кн вверх» и установить кабину на уровень верхнего этажа, крючком или канатиком перебросить канат ограничителя скорости на ручей малого диаметра (контрольный шкив), нажать на кнопку «М.Кн вниз» При движении кабины вниз с номинальной скоростью ограничитель скорости должен сработать и кабина сесть на ловители. Если ограничитель скорости не сработает, необходимо остановить кабину, нажав на кнопку «М.Кн стоп», и составить акт о том, что ограничитель скорости на заводе не отрегулирован и необходимо, в связи с этим снять пломбу и произвести регулировку. Регулировку производить путем уменьшения сжатия пружины (см. рис. 140), затем произвести контрольное испытание и, получив положительный результат, возвратить канат ограничителя скорости на ручей большого диаметра. Произвести 2-3 пробных пуска лифта вверх и вниз. Ограничитель скорости при этом не должен сработать. После испытания ловителей составить акт или сделать запись в журнале бригадира. 19.8. Произвести проверку зазоров между выступающими частями кабины и оборудованием, установленным в шахте лифта, для чего перевести систему управления лифтом в режим «ревизия» и, перемещаясь на кабине с помощью щупа (см. рис. 137), руководствуясь допусками, приведенными в приложении 7, выполнить следующие работы: проверить зазор между порогом двери кабины и дверью шахты по всей длине порога (рис. 1, приложение 7). Зазор между дверью кабины и всеми дверями шахты должен быть одинаковым и соответствовать проекту; проверить зазор между шунтом и датчиком (рис. 39-41, приложение 7). Пластина шунта должна располагаться в пазу датчика симметрично и перекрывать паз на глубину 30-40 мм. Боковой зазор между пластиной шунта и пазом датчика с одной из сторон должен быть в пределах 4-14 мм. При положении кабины на уровне точной остановки датчик должен располагаться по середине шунта; проверить заход ролика шахтной двери в скобу на кабине (рис. 12, приложение 7). Ролик рычага шахтной двери должен заходить в скобу не менее чем на 10 мм, регулировка достигается изменением длины консоли оси ролика в резьбе с последующей фиксацией ее контргайкой. При этом следует иметь в виду, что зазор между торцом ролика и порогом кабины должен быть не менее 14 мм (рис. 37, приложение 7); проверить зазор между отводкой двери кабины и порогом двери шахты. Зазор должен быть не менее 14 мм (рис. 27, приложение 7); проверить зазор между цилиндрической поверхностью ролика и внутренней плоскостью отводки (рис. 1, приложение 7). Зазор между цилиндрической поверхностью ролика и отводкой должен быть равен 8-4 мм; проверить расстояние от подвижных башмаков кабины до прижимов, крепящих направляющие к кронштейнам. Расстояние от головок прижимов до башмаков кабины должно быть не менее 12 мм (рис. 22, приложение 7); проверить зазор между торцом оси ролика этажного переключателя и комбинированной отводкой при нахождении ролика в прямолинейном участке комбинированной отводки (рис. 23, приложение 7). Зазор между торцом оси ролика и комбинированной отводкой должен быть не менее 10-12 мм. Зазор между комбинированной отводкой и рычагом этажного переключателя должен быть в пределах 10-15 мм (рис. 24, приложение 7); проверить зазор между стенкой кабины и роликом автоматического замка (рис. 10, приложение 7). Зазор должен быть не менее 6 мм; проверить зазор между роликом автоматического замка и электромагнитной отводкой в рабочем положении (рис. 9, приложение 7) Зазор должен быть не менее 6 мм. Отводка на кабине должна быть установлена таким образом, чтобы при нажатии на ролик автоматического замка ригель освободил защелку, а ДЗ разорвал бы электрическую цепь. Поверхность качания ролика должна полностью совпадать с рабочей частью отводки. Регулировку производить шпилькой, на которой закреплен ролик. Аналогично произвести проверку регламентированных зазоров на всех этажах. кабина и противовес подвешены на тяговые канаты; противовес загружен до проектного значения и грузы прикреплены; опробованы и отрегулированы тормоз и система ловителей; закрыты и заперты двери шахты; электросхема переключена в режим управления с крыши кабины (режим «ревизия»); задействованы концевые выключатели и блокировочные устройства кабины. Примечание. В лифтах, оборудованных односкоростным приводом (кроме малогрузовых лифтов), разрешается перемещаться, находясь на кабине, сверху вниз. При этом управление движением должно осуществляться из кабины от кнопок приказа. 20. Регулировка оборудования лифта20.1. Регулировку оборудования лифта, расположенного в шахте, производить с кабины при работе лифта в режиме «ревизия». 20.2. Регулировка тормоза, ловителей, проверка зазоров между элементами оборудования кабины и шахты описаны в разделе 19 настоящей инструкции. Регулировку дверей шахты пассажирских лифтов в процессе их монтажа см. п. 8.1.18 настоящей инструкции. Регулировку дверей грузовых лифтов см. пп. 8.2.5, 8.2.6 и 8.2.8 настоящей инструкции. Регулировку дверей кабины см. п. 12.2.8 настоящей инструкции. Проверку зазоров между элементами оборудования см. в приложении 7 настоящей инструкции. 20.3. Проверить проем между торцами открытых створок дверей шахты и кабины для лифтов с автоматическим приводом при нахождении кабины на этаже. Размер проема открытых дверей шахты и кабины должен соответствовать проекту. Регулировка достигается изменением положения кулачков (рис. 142). 20.4. Проверить работу редуктора и контакта реверса электродвигателя привода дверей, для чего вставить между торцами закрывающихся створок деревянный брусок толщиной 20 мм или щуп (рис. 29, приложение 7). После соприкосновения с бруском или щупом створки должны открыться без рывка, что указывает на отсутствие большого зазора в червячной паре и на исправность работы механизма реверса. При необходимости проверить зазоры между штоком и скосом линейки (рис. 143), зазор должен быть равен 3-4 мм. Регулировку производить перемещением всего привода после ослабления всего крепления.
Рис. 142. Привод дверей кабины: 1 - скоба; 2 - шток; 3 - линейка; 4 - рычаг микропереключателя; 5 - водило; 6 - ролик; 7 - кулачок; 5 - выключатель ВКЗ; 9 - кронштейн; 10 - микропереключатель; 11 - кронштейн микропереключателя; 12 - выключатель ВКО; 13 - редуктора Проверить зазор между штоком и линейкой отводки. Зазор при закрытых дверях должен быть равен 1-2 мм. При необходимости произвести регулировку зазора путем перемещения створок относительно каната связи.
Рис. 143. Проверка зазоров между штифтом микропереключателя и линейкой каретки двери: 1 - скоба; 2 - линейка; 3 - шток; 4 - ролик, 5 - рычаг микропереключателя 20.5. Проверить взаимодействие регулировочного болта на шток микропереключателя, для чего вручную с помощью ремня приоткрыть створки дверей кабины, нажать на ту створку двери, на которую действует водило, и убедиться, что головка регулировочного болта микропереключателя воздействует на шток микропереключателя. После прекращения воздействия на створку между головкой болта и штоком образуется зазор не менее 1 мм. Зазор регулировать регулировочным болтом микропереключателя. 20.6. Проверить взаимодействие кулачков на выключатели «ВКО» и «ВКЗ». Кулачки, воздействующие на выключатели, должны быть отрегулированы таким образом, чтобы при открытых дверях кабины водило привода дверей останавливалось в горизонтальном положении, при этом между водилом и резиновыми упорами, ограничивающими ход водила, должен оставаться зазор 5±1 мм. Регулировку производить, изменяя угол установки кулачков. 20.7. Проверить состояние и крепление ремня, для чего включить привод дверей и проверить, нет ли проскальзывания ремня в шкивах электродвигателя и редуктора. Регулировку производить регулировочным болтом. Натяжение ремня должно быть таким, чтобы при сжатии обеих ветвей ремня прогиб был не более 5 мм. 20.8. Проверить работу контакта, контролирующего обрыв или ослабление одного или нескольких тяговых канатов (контакт СПК), для чего нажать на рамку контакта и выключить его, а затем попытаться пустить кабину. Кабина двигаться не должна. 20.9. Проверить положение балансиров у балансирной подвески. Балансиры должны находиться в горизонтальном положении. Выравнивание балансиров производить за счет подтягивания ушковых болтов или путем перепасовки канатов. 20.10. Проверить подвижный пол кабины. 20.10.1. Проверку подвижного пола производить грузом массой 15 кг, который необходимо положить в любом месте пола, при этом: отключаются наружные вызовы с этажей; двери кабины закрываются только при нажатии кнопки приказа; При опускании пола до упора должен оставаться свободный ход штока подпольных контактов (не менее 2 мм). Регулировку производить изменением натяжения пружины на рычагах и перемещением контакта. 20.10.2. При снятии нагрузки пол должен легко возвращаться в исходное положение, включая наружные вызовы и обеспечивая автоматическое закрывание дверей с выдержкой времени. 20.10.3. Параллельность подвижного пола относительно рамы пола достигается изменением длины тяги вращением стяжных муфт и прокладками под кронштейны (при необходимости). 20.10.4. Ход пола грузопассажирских и пассажирских лифтов со скоростью 1 м/с (рис. 144) составляет 4 мм. При загрузке кабины на 110 % ее грузоподъемности подвижный пол опускается на 8 мм, размыкая контакт ограничителя грузоподъемности. При этом в кабине на панели управления должен загораться сигнал «лифт перегружен» (для лифтов грузоподъемностью 500 кг и выше). Ход пола вниз ограничивается упорными болтами. При снятии лишнего груза (сверх 100 %) контакт ограничителя грузоподъемности должен разомкнуться, а сигнал «лифт перегружен» снят. Регулировку производить изменением натяжения пружин на рычагах и перемещением контакта. Движение вверх (при снятой нагрузке) регулировать изменением положения и массы груза. Ход вверх регулировать специальной гайкой, навернутой на тягу (рис. 144). Ход вверх грузопассажирского лифта грузоподъемностью 500 кг с входом с широкой стороны регулируется болтом, установленным на кронштейне подвижной рамы пола (см. рис. 145).
Рис. 144. Подвижной пол пассажирских и грузопассажирских лифтов со скоростью движения кабины до 1 м/с: 1 - рычаг; 2 - подпольный контакт; 3 - стяжная муфта; 4 - тяга; 5 - пружина; 6 - рама; 7 - пол; 8 - груз; 9 - гайка; 10 - упор 20.10.5. На лифтах со скоростью движения кабины 1 м/с и выше при загрузке кабины на 90 % должна быть отключена система попутных вызовов. 20.10.6. Подвижной пол кабины должен быть выполнен из одного щита. Ширина неподвижной рамы пола с боковой и задних стен кабины не должна превышать 25 мм. Движение подвижного пола должно быть легким, без заеданий в шарнирах. Все шарниры трения должны быть покрыты тонким слоем смазки. 20.11. Проверить натяжное устройство ограничителя скорости и компенсирующих канатов. Рычаг натяжного устройства ограничителя скорости должен находиться в горизонтальном положении и легко проворачиваться на оси. Блоки натяжных устройств компенсирующих канатов должны размещаться так, чтобы расстояние от упоров на башмаках до ролика выключателя равнялось как снизу, так и сверху по 300 мм. Проверить работу контакта, контролирующего обрыв или ослабление каната ограничителя скорости (ВНУ) и выключателей канатного устройства компенсирующих канатов (НБ), для чего нажать на ролик контакта и выключить его, при этом кабина двигаться не должна. Находиться в приямке шахты разрешается при выполнении требований, изложенных в п. 19.9 настоящей инструкции, а также если: отключены ВУ и автоматический выключатель; выключен выключатель приямка. Примечание. Выключатель, контролирующий ослабление или обрыв каната ограничителя скорости, а также выключатели натяжного устройства компенсирующих канатов должны быть несамовозвратными. При необходимости пружина самовозврата должна быть вынута.
Рис. 145 Подвижной пол грузопассажирского лифта, вход в кабину с широкой стороны: 1 - пружина, 2 - стяжная муфта, 3 - подпольный контакт; 4 - груз; 5 - рама пола, 6 - пол, 7 - упор 20.12. Проверить раздвижные двери кабины грузовых лифтов. Раздвижные решетчатые двери кабины должны легко, без заеданий открываться при приложении усилия не более 3 кг. Это достигается смазкой роликов и шарнирных соединений. 20.13. При регулировке дверей шахты грузовых лифтов необходимо обеспечить свободное без заеданий открывание и закрывание защелки замка дверей шахты. 20.14. При регулировке фартука дверей шахты грузовых лифтов необходимо выдержать зазор 2 мм между флажком фартука и упором ригельного замка. При закрытом ригельном замке и закрытых створках фартук не должен подниматься. При открытом ригельном замке и открытых створках флажок фартука должен перекрывать упор ригельного замка. 20.15. Ролики ригелей шахтных дверей грузовых лифтов должны находиться на одной вертикальной линии. Отводка на кабине устанавливается таким образом, чтобы при полном нажатии отводки на ролик ригеля ригельный затвор не препятствовал отпиранию шпингалетного замка. Ролик ригельного замка должен быть установлен так, чтобы в момент воздействия на него отводки кабины замок открывался, имея запас хода 2-3 мм. Шпилькой, на которой закреплен ролик ригельного замка, добиваются того, чтобы поверхность качения ролика полностью совпадала с рабочей частью отводки. 20.16. Проверить работу концевых выключателей. Концевые выключатели должны срабатывать при проходке кабин верхней или нижней остановки не более чем на 200 мм (для выжимных тротуарных лифтов не более 40 мм, а для магазинных не более 100 мм). Регулировка достигается изменением положения упоров, установленных на канате ограничителя скорости, или перестановкой этажных переключателей, когда в качестве конечных выключателей используются этажные переключатели. Проверить возврат плунжера масляного буфера, для чего посадить кабину (противовес) на скорости ревизии на буфер, а затем с помощью штурвала снять их с буфера. При положении кабины (противовеса) на буфере проверить работу выключателя, контролирующего выход плунжера. При попытке пустить кабину с помощью аппаратов управления кабина в движение прийти не должна. После посадки кабины (противовеса) на буфер необходимо иглой маслоуказателя проверить уровень масла в полости втулки. 20.17. Проверить точность остановки кабины на этажах. Точность остановок кабин лифтов, загруженных посредством напольного транспорта, а также больничных лифтов должна быть ±15 мм, для остальных лифтов ±50 мм. Проверку производить щупом (см. рис. 4, приложение 7). Регулировку точности остановки при условии нормального торможения производить перестановкой этажных переключателей или шунтами датчиков точной остановки. Проверить работу блокировочных контактов и шунтирующего выключателя закрытия люка (лифт выжимной тротуарный), для чего установить платформу на верхнюю остановку и нажать кнопку приказа «вниз». После начала движения платформы «вниз» подложить между створками люка деревянный брус. Платформа должна остановиться. 20.18. Регулировку электроаппаратуры производить при снятом напряжении, предварительно очистив ее от пыли и грязи. 20.19. Особенно тщательно следует осмотреть аппаратуру на панели управления. Контактные поверхности должны быть чистыми и сухими. Сопряженные контакты должны замыкаться одновременно и плотно. 20.20. При осмотре и проверке контакторов необходимо производить все работы при выключенном вводном устройстве. Контакторы не должны иметь механических повреждений, « все болтовые и винтовые соединения должны быть затянуты. Включив и отключив контактор несколько раз от руки, проверить, нет ли механических заеданий. Замеченные недостатки следует устранить. Подвижные контакты должны соприкасаться с неподвижными по всей плоскости. Допускается отклонение 0,5 мм. Контакты и блок-контакты контакторов должны иметь провал 2-4 мм и необходимый раствор (зазор между подвижным и неподвижным контактами). При осмотре магнитной системы необходимо обратить внимание на следующее: якорь должен легко поворачиваться с минимальным перемещением вдоль оси призмы; между боковой поверхностью втягивающей катушки и (магнитопроводом должен быть зазор не менее 2 мм; при выключении контактора якорь должен плотно прилегать к шляпке сердечника. Допускаемый зазор между якорем и концом шляпки сердечника, обращенным к оси вращения якоря, не более 0,5 мм. 20.21. При осмотре реле времени необходимо проверить: крепление реле на панели, крепление присоединенных к зажимам реле проводов; отсутствие затирания подвижной системы при повороте якоря от руки. 20.22. Регулировка растворов и провалов контактов производится путем перемещения неподвижных контактов. Растворы между неподвижными и подвижными контактами должны быть у размыкающихся не менее 3,5 мм, у замыкающихся не менее 4 мм. Провал размыкающихся и замыкающихся контактов должен быть не менее 1,5 мм. 20.23. При осмотре этажных реле необходимо осмотреть контактную систему: при нажатом якоре замыкающиеся контакты должны замкнуться, а размыкающиеся - разомкнуться. Подвижная система реле должна четко возвращаться в исходное положение. 20.24. Проверить на вводном устройстве вход ножей в пинцеты и зазор между губками пинцетов; ножи в пинцеты должны входить без перекоса. Зазор между губками пинцетов должен быть равен половине толщины ножей. 21. Наладочные работы21.1. Наладочные работы производить после выполнения работ по механической регулировке всех узлов оборудования лифта. 21.2. В комплекс наладочных работ входят подготовительный период, пусконаладочный период и комплексное опробование оборудования. 21.3. В подготовительный период входят работы по ознакомлению с технической документацией, осмотр оборудования и выявление дефектов изготовления и монтажа с составлением дефектной ведомости, комплектование необходимых для ПНР приборов и инструмента, подготовка рабочего места и др. 21.4. В пусконаладочный период входят работы по замеру параметров электрических цепей и аппаратуры лифта с составлением необходимых технических отчетов, опробование работы оборудования лифтов под нагрузкой с электрической регулировкой аппаратуры с целью получения заданных проектом характеристик, наладка автоматических режимов работы лифта или группы лифтов по количественным и качественным показателям, проведение необходимых сдаточных испытаний на эксплуатационных режимах. 21.5. В комплексное опробование оборудования входят работы по опробованию в эксплуатационных режимах работы лифтов в группе или одиночного лифта в технологическом процессе. 21.6. Наладочные работы выполнять в соответствии с инструкцией по наладке лифтов и технической документацией заводов-изготовителей. 22. Обкатка и сдача лифта в эксплуатацию22.1. Обкатка лифта производится с номинальной нагрузкой. В процессе обкатки движение кабины должно осуществляться с остановками по всем этажам как снизу вверх, так и сверху вниз в режиме нормальной работы. Цикл с остановками по этажам должен чередоваться с транзитным циклом движения кабины между крайними остановками. Непрерывность работы лифта в указанных режимах не должна превышать 8-10 мин, после чего в работе лифта должна быть сделана пауза на 2-3 мин. Всего за время обкатки должно быть выполнено 13-15 чередующихся циклов. 22.2. Во время обкатки проверяется работоспособность лифта, взаимодействие его узлов и механизмов, работа электроаппаратуры, отсутствие вибрации и шума от работы лебедки, работа микропривода у грузовых лифтов с монорельсом. 22.3. После обкатки необходимо убедиться в отсутствии течи масла из редуктора, проверить состояние стыков направляющих, вкладышей башмаков кабины и противовеса, а также произвести ревизию крепежа кронштейнов, направляющих, каркаса кабины и противовеса, лебедки и другого оборудования. 22.4. После проведения регулировочных и наладочных работ, а также обкатки лифта монтажная организация сдает лифт заказчику (владельцу лифта) по акту (форму акта см. в приложении 8). 22.5. Сданный в эксплуатацию лифт подлежит регистрации и техническому освидетельствованию органами Госгортехнадзора в соответствии с разделами 7.1-7.3 ПУБЭЛ. 22.6. Монтажные организации гарантируют нормальную работу лифтов в части, их касающейся, в течение 6 мес со дня ввода их в эксплуатацию при условии соблюдения заказчиком правил их хранения и эксплуатации. 23. Техника безопасности при монтаже лифтов23.1. При производстве работ необходимо выполнять правила по технике безопасности, указанные в СНиП III-4-80 «Техника безопасности в строительстве», «Правила технической эксплуатации электроустановок потребителей» (ПТЭ), «Правилах техники безопасности при эксплуатации электроустановок потребителей» (ПТБ) и «Инструкции по технике безопасности при монтаже лифтов и канатных дорог» ВСН 333-74/ММСС СССР, a также приводимые ниже общие требования. 23.2. Все грузоподъемные и такелажные средства (электролебедки, стропы и т.д.) перед началом эксплуатации, а также периодически в процессе работы должны проверяться и испытываться согласно требованиям Госгортехнадзора. 23.3. При монтаже оборудования должна применяться монтажная оснастка, проверенная расчетом. 23.4. Во время производства монтажа на рабочем месте должно находиться не менее двух монтажников. 23.5. Вести работы по монтажу лифтового оборудования, а также находиться на строительной площадке без защитной каски запрещается. 23.6. Производство монтажных работ в шахте с помощью грузоподъемных механизмов при отсутствии видимой связи между рабочим местом монтажников и машинистом крана или мотористом лебедки без налаженной телефонной или радиосвязи запрещается. 23.7. Запрещается вести работы по монтажу лифтового оборудования, находясь на крыше здания при скорости ветра 15 м/с и более, отсутствии ограждения, а также при гололедице, грозе, сильном снегопаде или тумане, исключающем видимость в пределах фронта работ. 23.8. Подъем оборудования массой, близкой к максимальной грузоподъемности подъемных средств, следует производить в два этапа. Сначала оборудование поднять на высоту 200-300 мм, проверить строповку и состояние тормоза, затем на полную высоту. Запрещается поднимать оборудование, масса которого неизвестна. 23.9. По окончании монтажа оборудования через открытый проем шахты последний должен быть закрыт постоянно железобетонной плитой или временно сплошным деревянным настилом. 23.10. Крепление подъемных приспособлений (лебедок, талей, блоков) к строительным конструкциям, а также временное складирование элементов оборудования на перекрытиях здания (крышах, этажах) разрешаются только в местах, указанных генподрядчиком (заказчиком). 23.11. При монтаже лифтов запрещается: оставлять открытыми двери шахты; подключать к цепи управления лифта электрический инструмент, лампы освещения или другие электрические приборы, за исключением измерительных; производить работы с каркаса или с крыши кабины во время их движения; находиться на крыше кабины более чем двум монтажникам; перевозить в кабине лиц, не связанных с монтажом лифта; выполнять электросварочные работы (включая замену электродов) в изношенной, рваной или мокрой спецодежде, а также работать неисправным электрододержателем; снимать кабину с ловителей включением электродвигателя; оставлять после работы на крыше кабины или на подмостях горюче-смазочные материалы, ветошь, инструмент и запчасти; входить на крышу кабины и перемещаться по шахте на малогрузовых лифтах; производить пуск лифта с этажной площадки через открытые двери шахты и кабины; шунтировать (выводить из действия) при движении на номинальной скорости предохранительные и блокировочные устройства лифта; пользоваться переносными лампами с напряжением более 42 В; опускаться или подниматься по канатам, направляющим и закладным; переходить из шахты в смежную шахту по металлоконструкциям; подключать инструмент к контактам, находящимся под напряжением. Наличие напряжения проверять только контрольными приборами; укладывать без предварительного разрешения руководителя работ детали оборудования на подмости во избежание возможного их обрушения; изменять положение стропов или захватных приспособлений при грузе, находящемся на весу; работать вблизи места сварки без защитных очков; выполнять на крыше кабины работы (промывку и очистку канатов, деталей и т.д.), которые можно делать вне шахты; совмещать работы в шахте с работами строительных или других монтажных организаций; пользоваться незакрепленной монтажной лебедкой; передвигаться на скорости, превышающей 0,36 м/с, находясь на крыше кабины (кроме движения вниз для односкоростных лифтов); находиться в кабине при испытании ловителей; производить пуск лифта механическим нажатием контакторов «Вверх» или «Вниз»; оставлять лифт подключенным к сети после прекращения работ на объекте; использовать не штатный кабель для подключения его к аппарату управления режима ревизии и панели управления; проверять уровень масла в масляных буферах при посадке на них кабины или противовеса. 23.12. Переключение режимов работы кнопочного поста управления на крыше кабины производить при открытой двери шахты. 23.13. При работе с монтажным поршневым пистолетом ПЦ-52 запрещается: работать с пистолетом необученным лицам; работать неисправным пистолетом; направлять пистолет на себя или других лиц независимо от того, заряжен он или нет; производить выстрел без дюбеля; применять нерекомендуемый тип дюбелей; класть и переносить с места на место заряженный пистолет; заряжать пистолет не у места забивки дюбеля; разряжать пистолет ранее чем через 20 с после спуска курка, если выстрела не произошло; работать с приставных лестниц; забивать дюбель в хрупкие основания, дающие острые осколки (керамику, чугун и т.п.), а также в твердые, вызывающие разрушение дюбеля (гранит, базальт, закаленную сталь); работать без очков, противошумных наушников, а также без перчаток; извлекать патрон с «осечкой» при несрабатывании выбрасывателя, пользуясь самодельным извлекателем, а также выталкивать патрон со стороны «дульца» при снятом стволе. 23.14. Перед началом работ по электросварке заземлить корпуса сварочной аппаратуры, проверить исправность изоляции сварочных проводов и электрододержателя, а также плотность соединения всех контактов. При обнаружении каких-либо неисправностей сварочную установку включать запрещается. 23.15. При проведении сварочных работ запрещается: приступать к работе при неисправной аппаратуре; производить сварку свежеокрашенных конструкций; пользоваться одеждой и рукавицами со следами масел, жиров, бензина, керосина и других горючих жидкостей; допускать к работе учеников и монтажников, не имеющих удостоверений сварщика; допускать соприкосновения электрических проводов с баллонами со сжатым и сжиженным газами; использовать контур заземления в качестве обратного провода сварочной цепи; производить ремонт сварочной аппаратуры, находящейся под напряжением. 23.16. Проведение сварочных работ при монтаже лифтового оборудования в пожароопасных помещениях разрешается производить после покрытия всех деревянных конструкций, устанавливаемых в шахте (ограждения, подмости и т.д.), антипиренами или окраски огнестойкой краской. 23.17. Подсоединение и отсоединение от сети электросварочного оборудования должен производить электрик генподрядчика. 23.18. При появлении напряжения на частях оборудования и аппаратуры, не являющихся токоведущими, сварку необходимо прекратить и вызвать электромонтера. 23.19. Запрещается использовать сгораемые материалы (толь, рубероид, пергамент и т.д.) для застилки полов в коридорах и на площадках, а также крыши кабины, где ведутся сварочные работы. 23.20. По окончании сварочных работ необходимо: отключить источник питания сварочной дуги от электросети; отсоединить провод с электрододержателем от источника питания и убрать в ящик из теплостойкого материала; проверить все помещения, где велась сварка (если в шахте, то все подмости и приямок), на предмет отсутствия дыма и гари при соприкосновении расплавленного металла с горючими материалами. Приложение 1Приложение 2
Приложение 3ПЕРЕЧЕНЬ
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
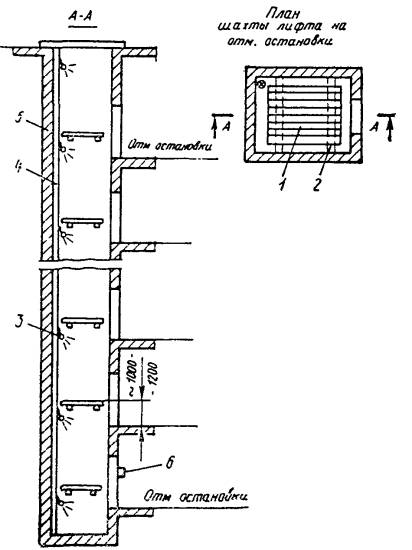
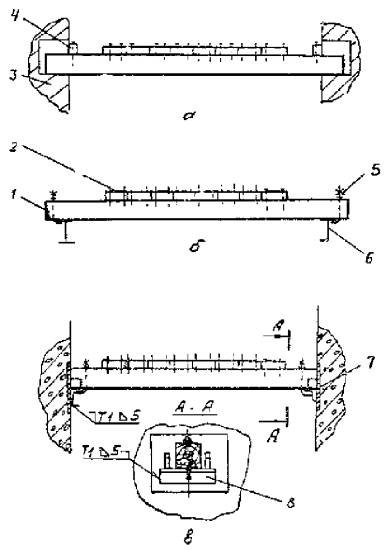
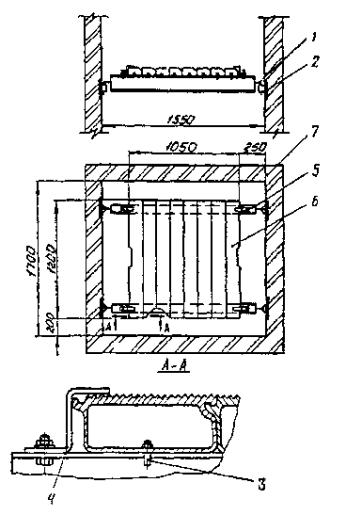
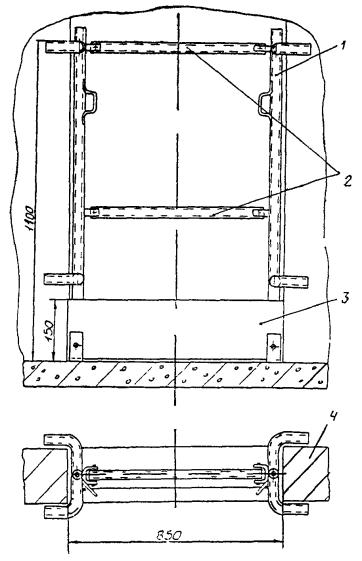
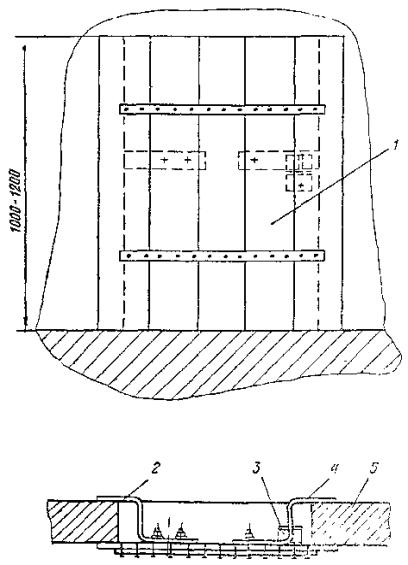
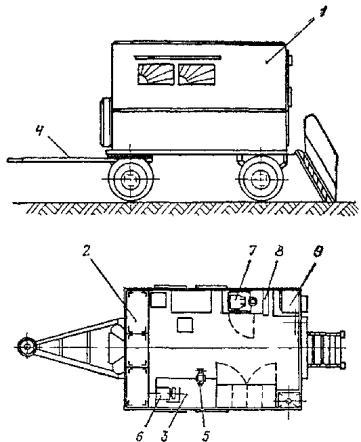
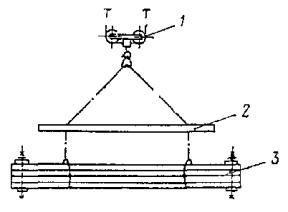
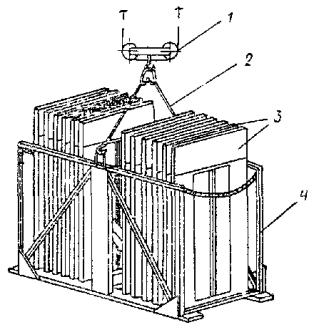
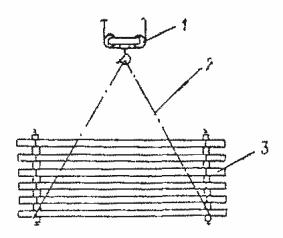
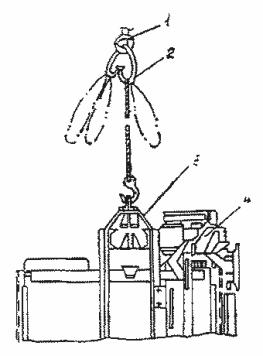
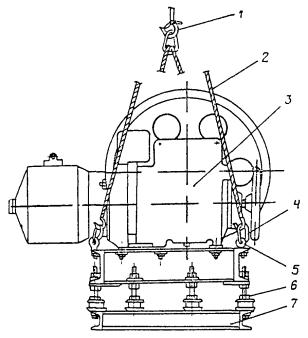
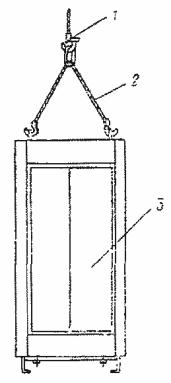
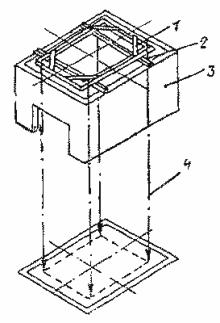
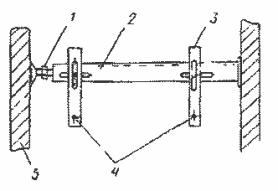
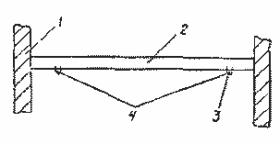
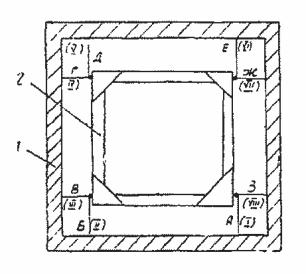
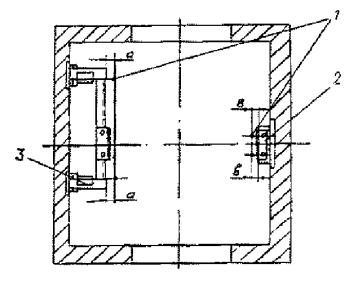
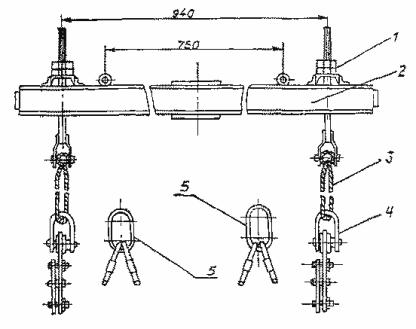
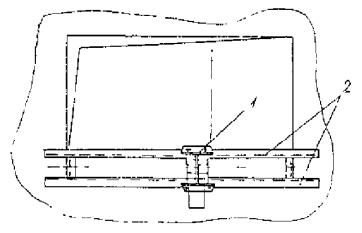
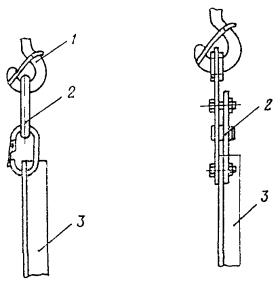
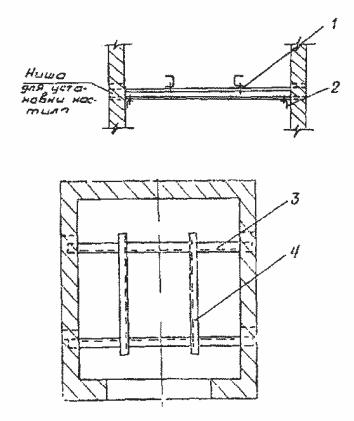
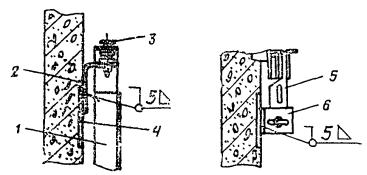
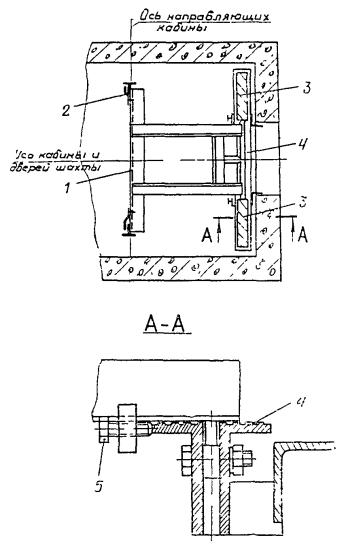
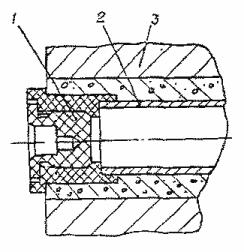
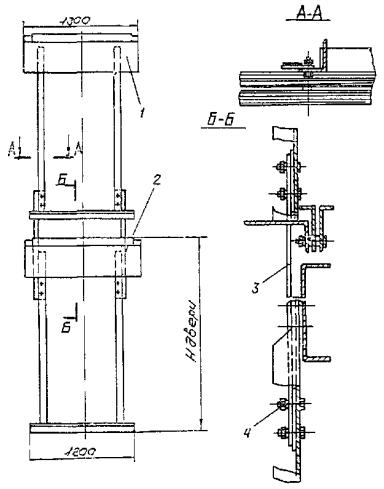
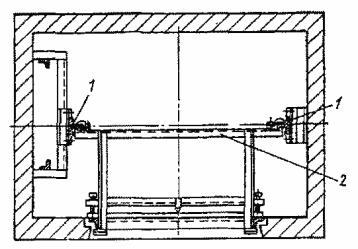
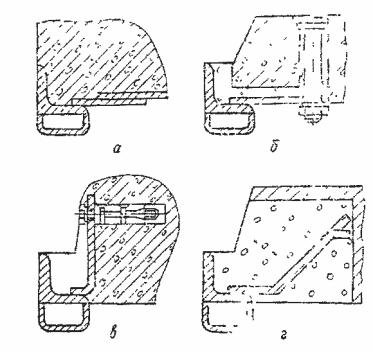
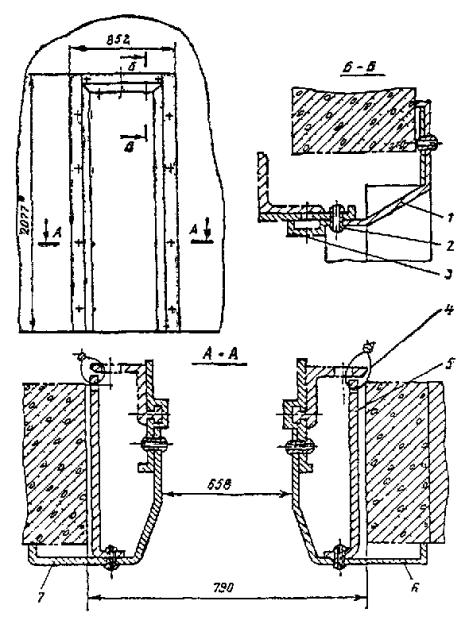
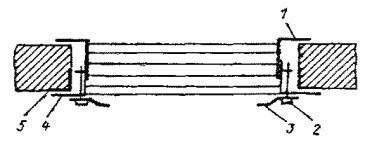
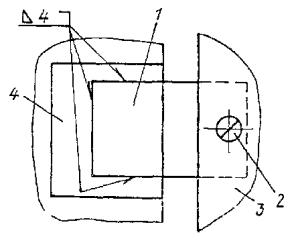
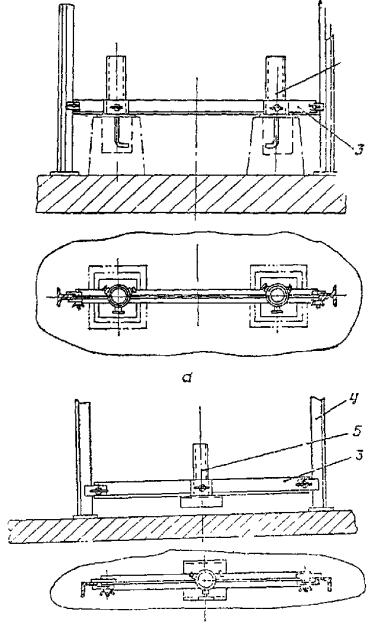
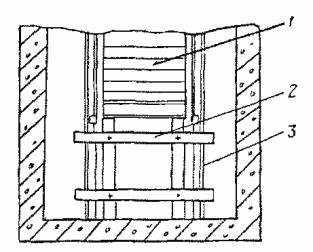
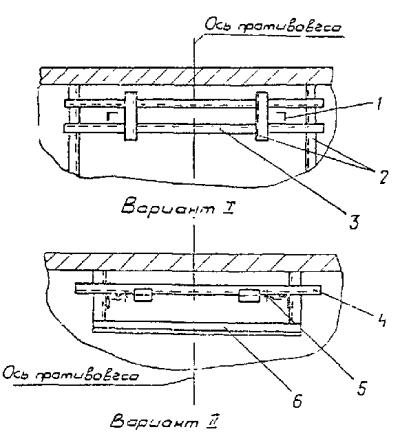
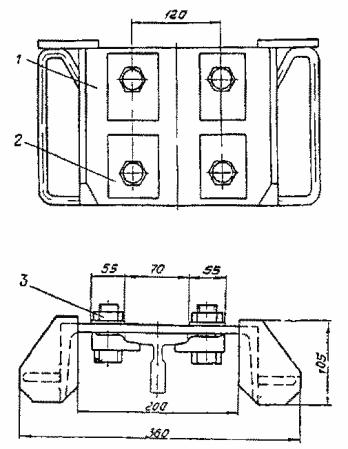
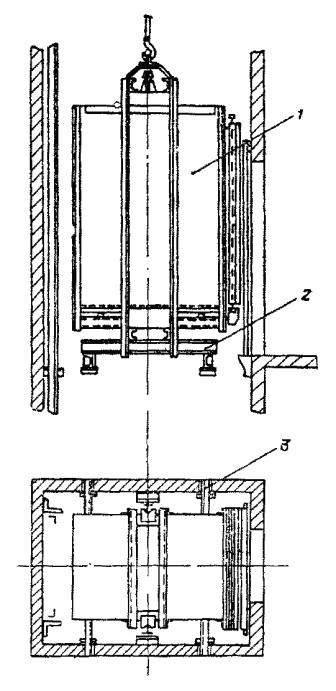
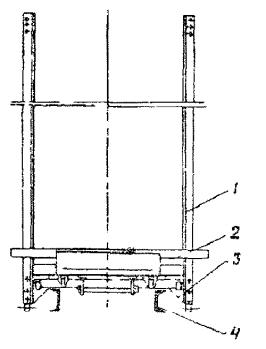
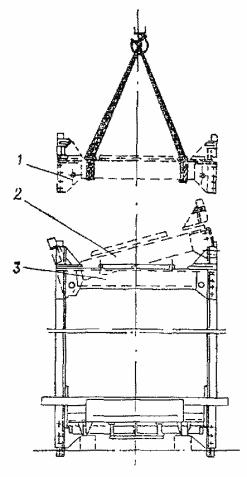
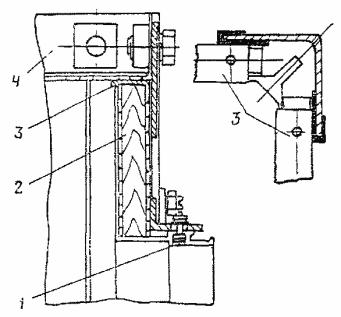
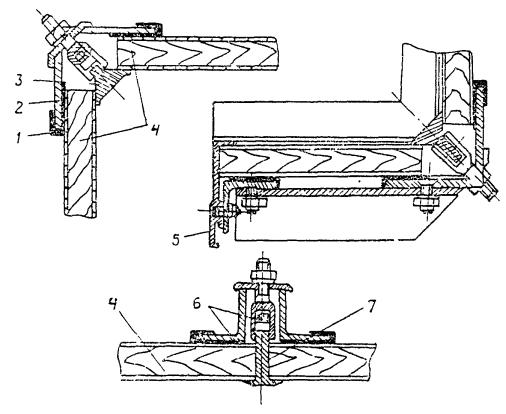
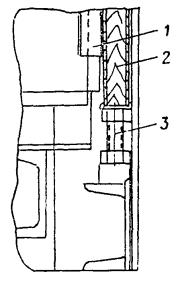
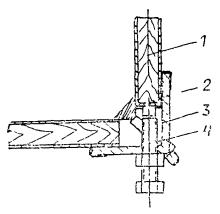
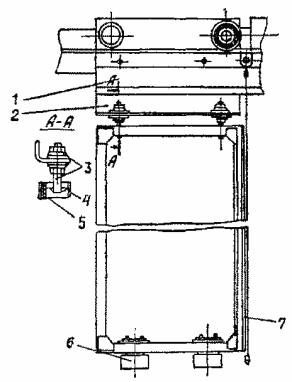
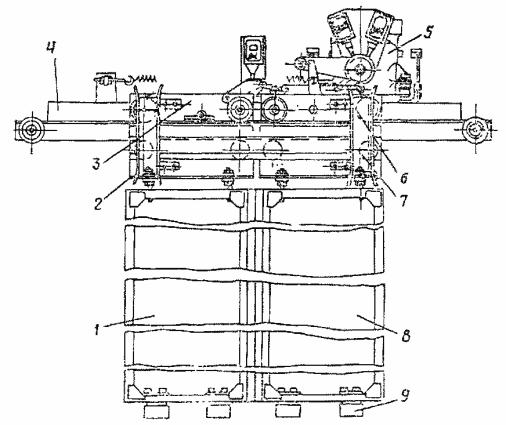
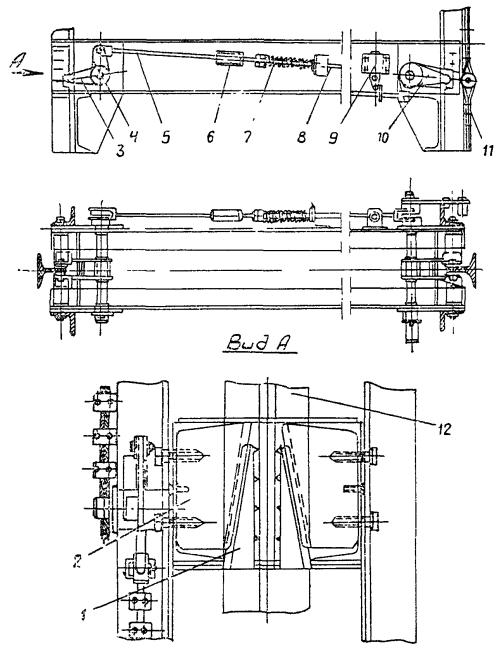
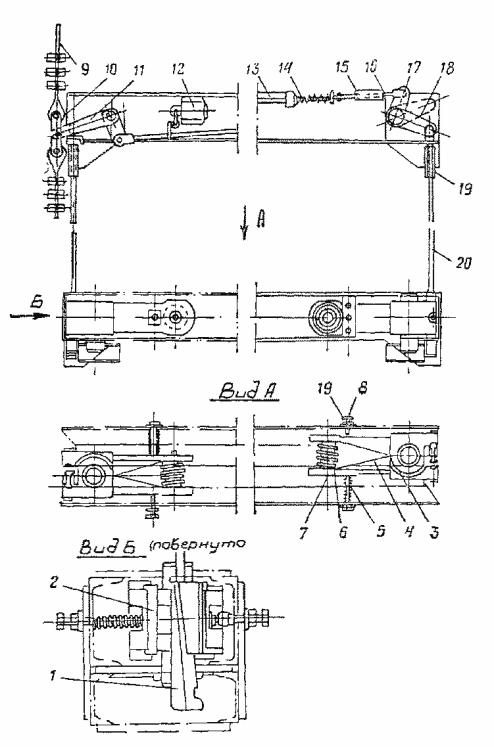
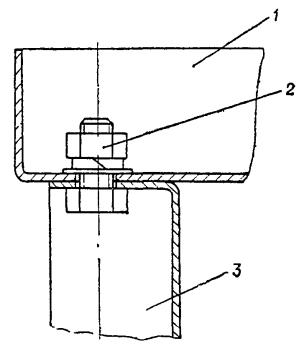
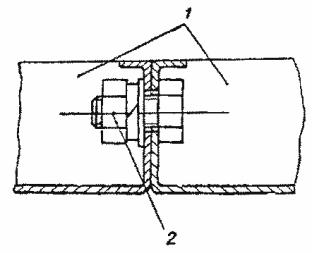
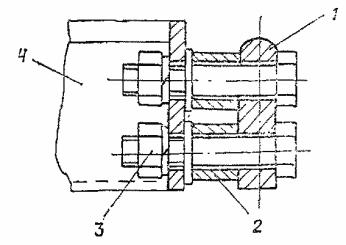
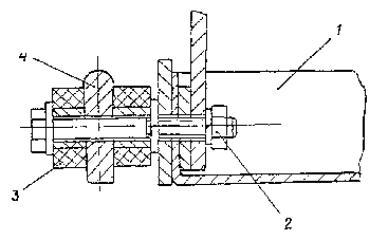
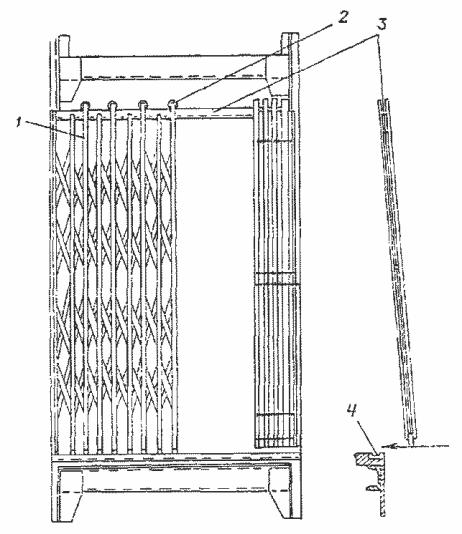
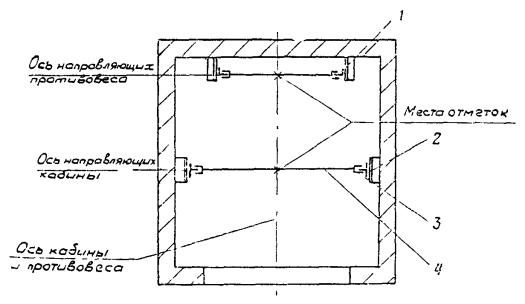
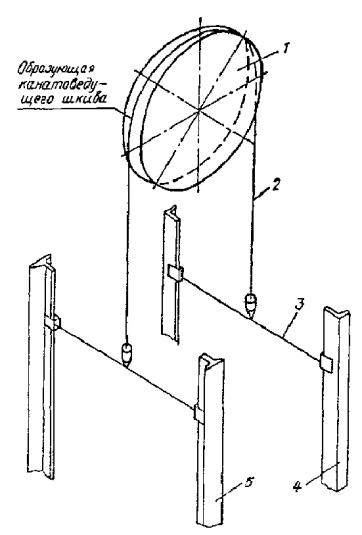
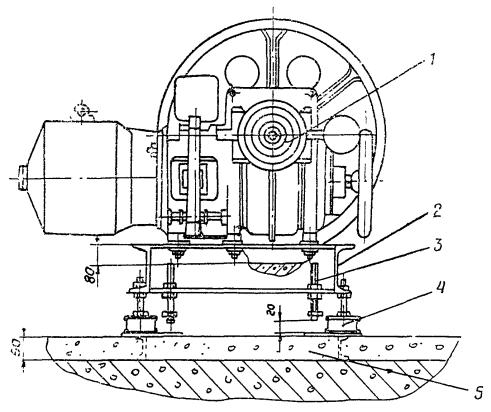
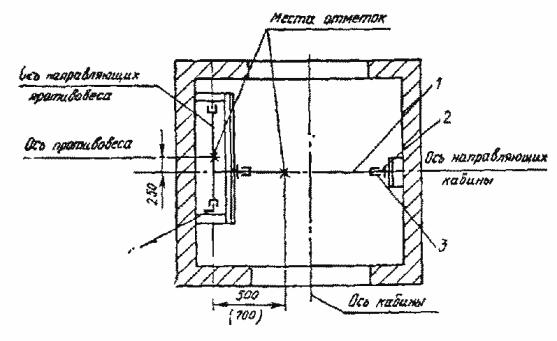
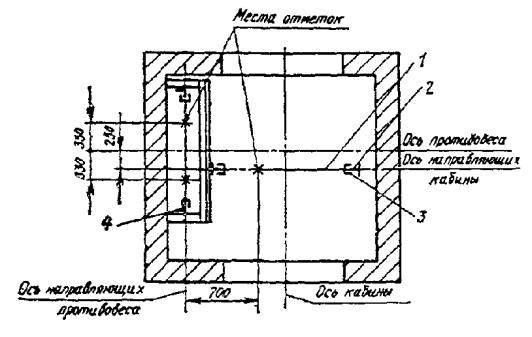
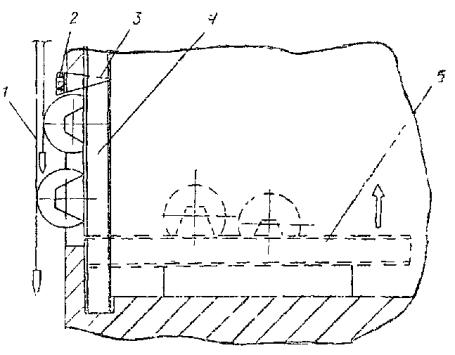
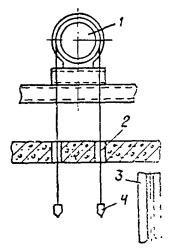
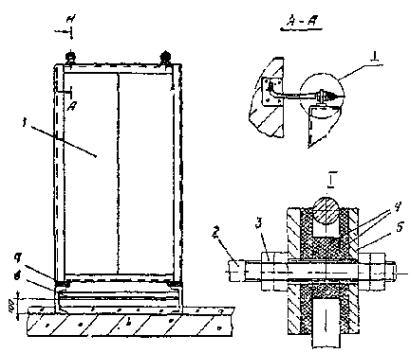
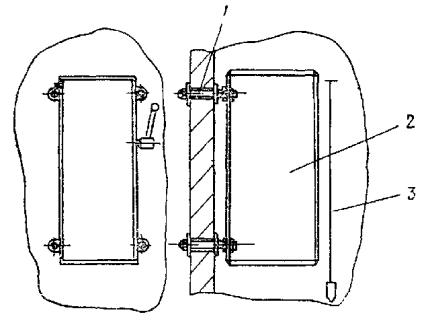
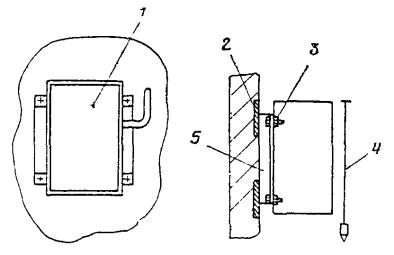
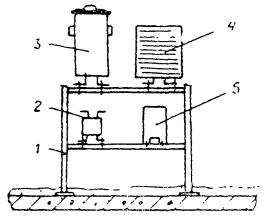
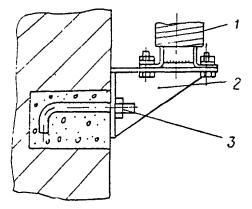
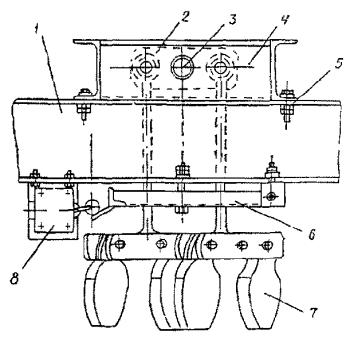
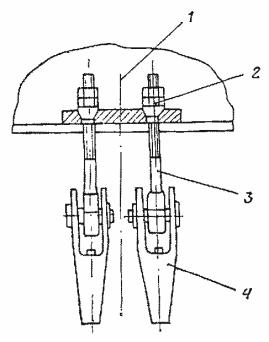
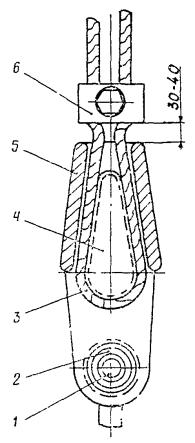
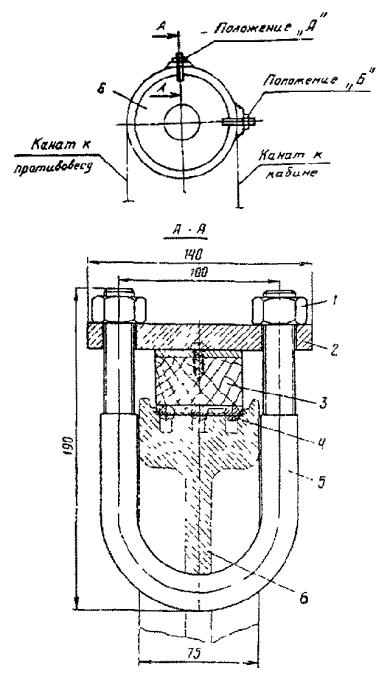
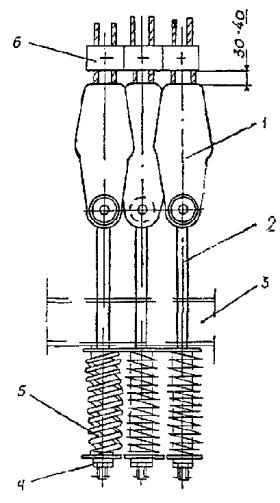
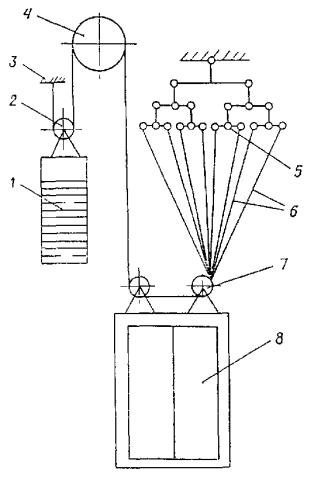
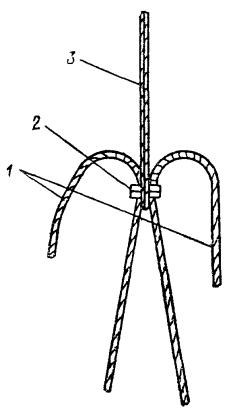
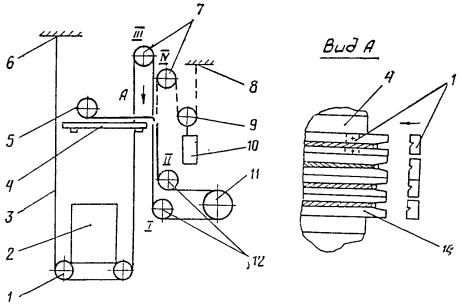
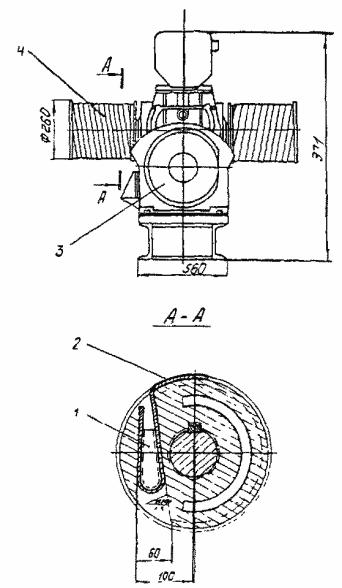
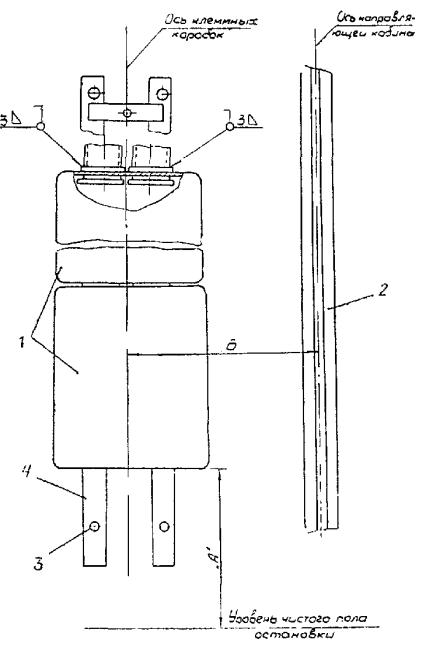
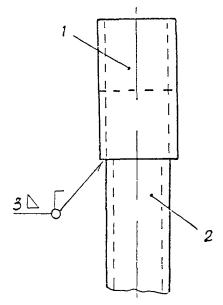
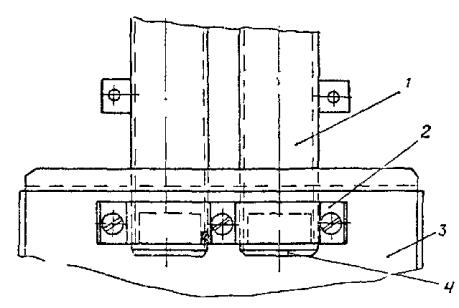
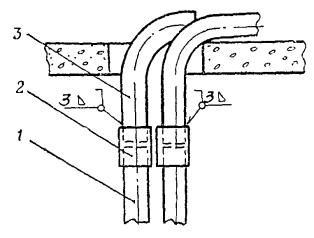
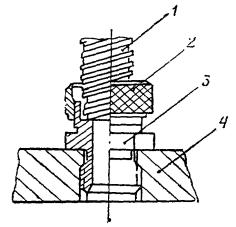
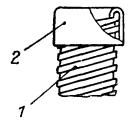
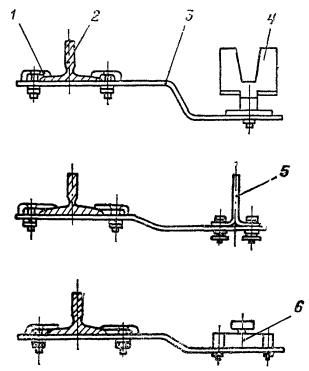
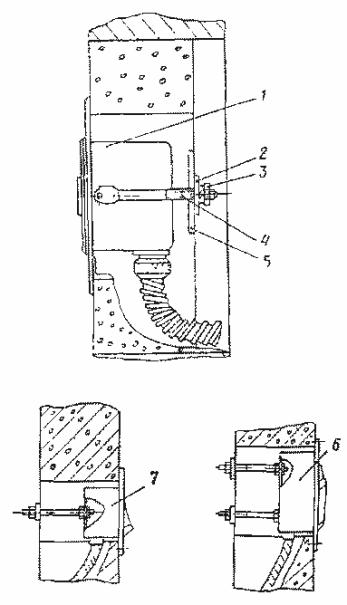
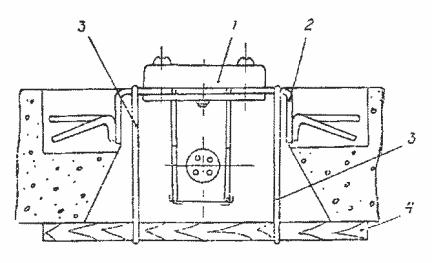
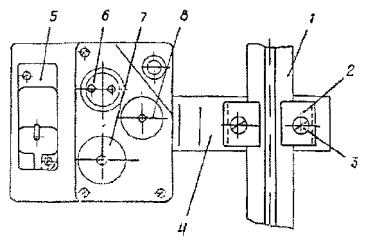
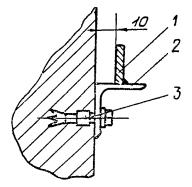
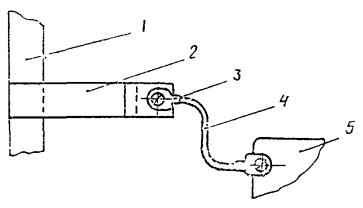
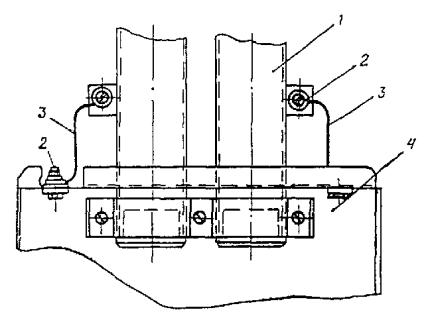
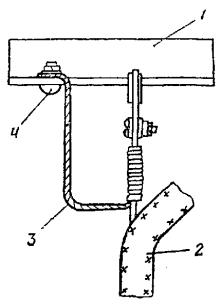
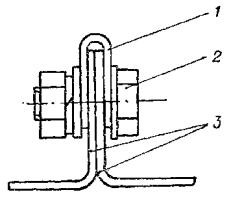
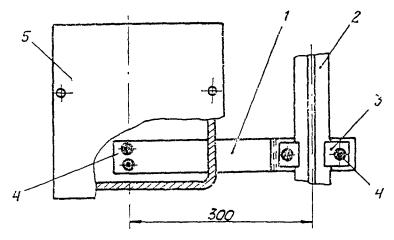
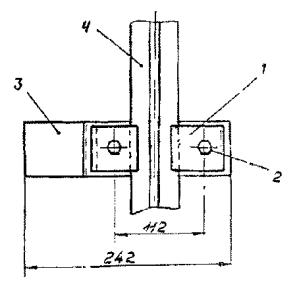
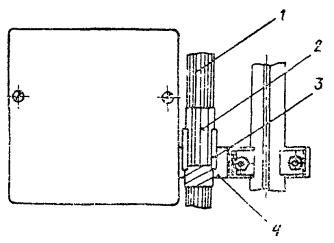
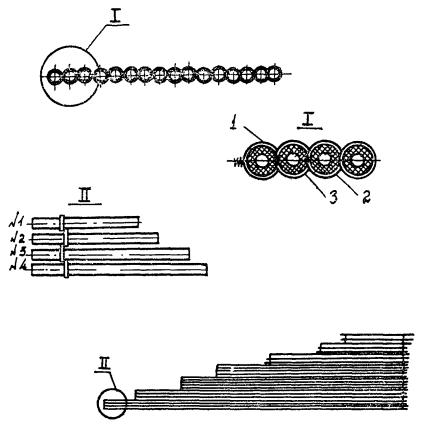
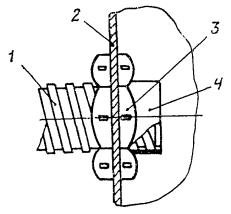
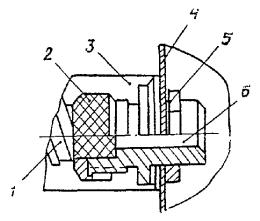
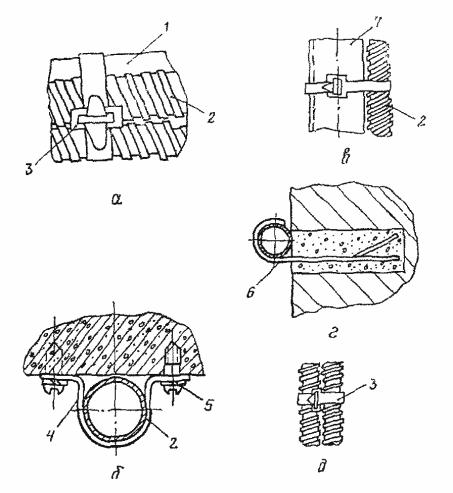
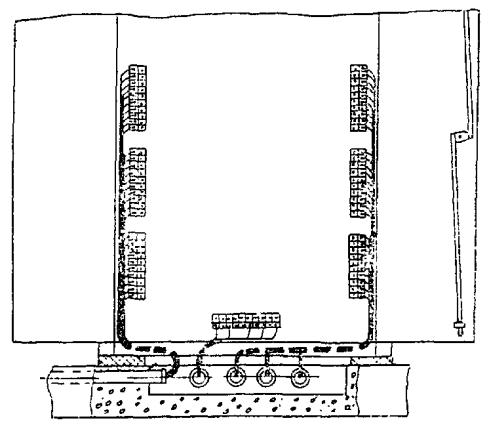
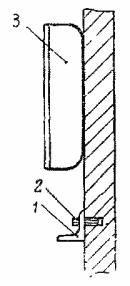
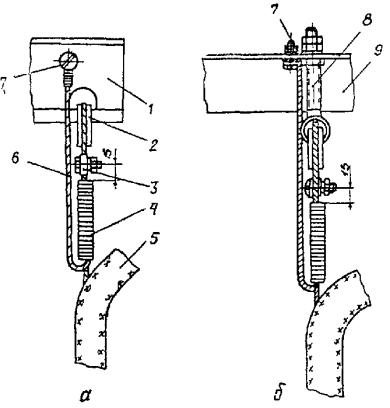
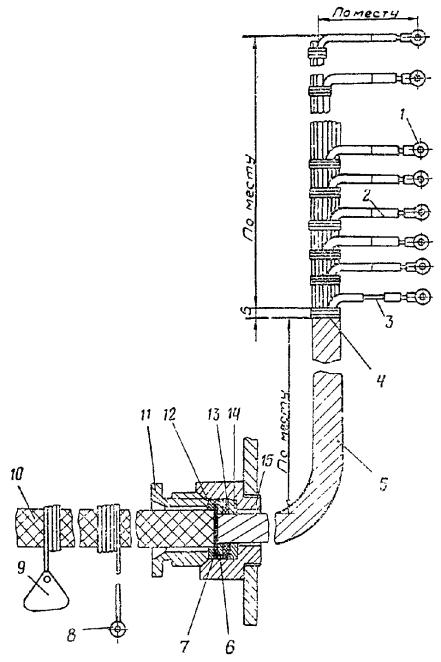
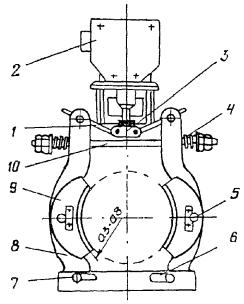
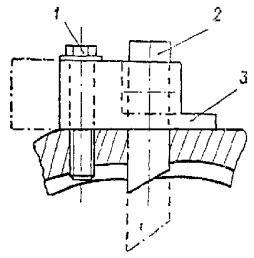
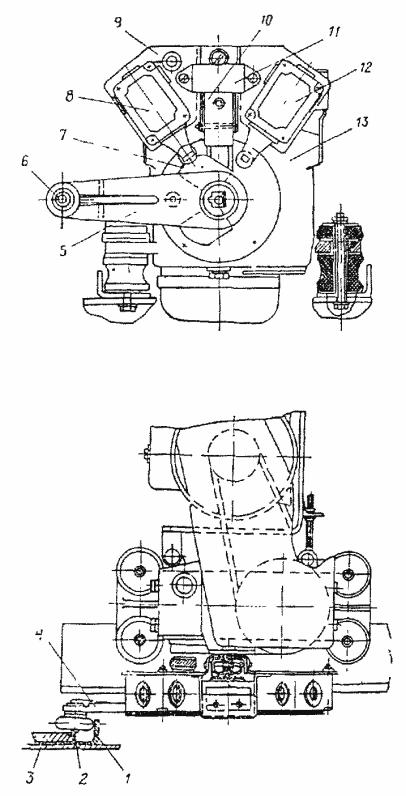
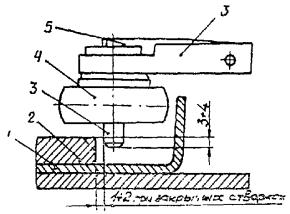
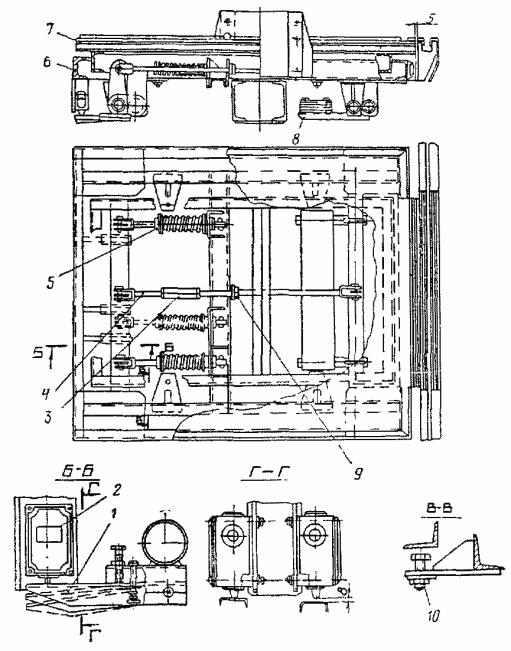
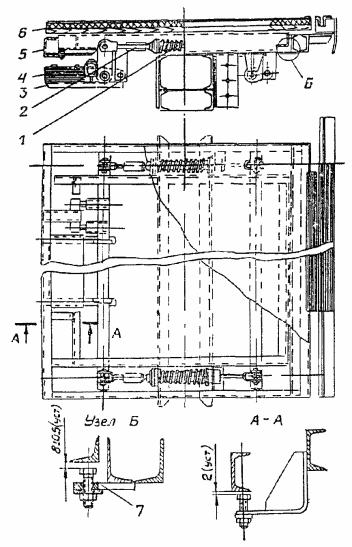
|
Деталь |
Количество, шт. |
|
Съемный штурвал лебедки |
1 |
|
Струбцина к канатоведущему шкиву |
По две на один канатоведущий шкив |
|
Ключ для гайки вала редуктора |
1 |
|
Ключ для люка кабины |
1 |
|
Ключ для клещевых ловителей |
1 |
|
Ключ для аварийного открывания дверей шахты |
1 |
|
Ключ для пальцев муфты диаметром 300 мм |
1 |
|
Штыковой шприц |
1 |
Примечания: 1. По согласованию с заказчиком количество поставляемого инструмента может быть увеличено.
2. При установке оборудования нескольких лифтов в одном машинном помещении комплект инструмента и приспособлений поставляется один на группу лифтов одного завода-изготовителя.
Приложение 5
|
___________________________________________________________________________ (наименование управления) ТЕХНИЧЕСКИЙ ОТЧЕТ
|
ПРОТОКОЛ № 1
измерения сопротивления изоляции электрооборудования и электрических сетей
Таблица 1
|
Наименование участка сети или электрооборудования |
Марка и сечение провода |
Способ прокладки |
Сопротивление изоляции МОм |
Заключение |
|||||
|
относительно земли |
между фазами |
||||||||
|
А-О |
В-О |
С-О |
А-В |
А-С |
В-С |
||||
|
От рубильника (автомата) до контактора конечного выключателя электродвигателя |
|
|
|
|
|
|
|
|
|
|
Обмотка статора электродвигателя |
|
|
|
|
|
|
|
|
|
|
От электродвигателя контактов панели до электромагнита (тормоза) |
|
|
|
|
|
|
|
|
|
|
Обмотка электромагнита (тормоза) |
|
|
|
|
|
|
|
|
|
|
От предохранителя до трансформатора 1 |
|
|
|
|
|
|
|
|
|
|
То же, до трансформатора 2 |
|
|
|
|
|
|
|
|
|
|
То же, до трансформатора 3 |
|
|
|
|
|
|
|
|
|
|
От предохранителя на освещение кабины |
|
|
|
|
|
|
|
|
|
|
Контактная линия |
|
|
|
|
|
|
|
|
|
|
От предохранителя до электродвигателя дверей кабины |
|
|
|
|
|
|
|
|
|
|
Обмотка статора электродвигателя привода дверей |
|
|
|
|
|
|
|
|
|
Таблица 2
|
Наименование участка сети или электрооборудования |
Переходное сопротивление, Ом |
Заключение |
|
Корпус вызывного аппарата этажа: |
|
|
|
1-го |
|
|
|
2-го |
|
|
|
3-го |
|
|
|
4-го |
|
|
|
5-го |
|
|
|
6-го |
|
|
|
7-го |
|
|
|
8-го |
|
|
|
9-го |
|
|
|
10-го |
|
|
|
11-го |
|
|
|
12-го |
|
|
|
13-го |
|
|
|
14-го |
|
|
|
15-го |
|
|
|
16-го |
|
|
|
17-го |
|
|
|
18-го |
|
|
|
19-го |
|
|
ПРОТОКОЛ № 2
проверки сети защитного заземления электрооборудования
Таблица 3
|
Наименование электрооборудования |
Переходное сопротивление, Ом |
Заключение |
|
1 |
2 |
3 |
|
Металлоконструкции шахты - направляющие (машинное отделение) |
|
|
|
Станина электродвигателя |
|
|
|
Корпус электродвигателя |
|
|
|
МТ-Мр КНУ |
|
|
|
МТ-Мр к электродвигателю |
|
|
|
Корпус электротормоза |
|
|
|
МТ-Мр к электротормозу |
|
|
|
Кронштейн конечного выключателя |
|
|
|
Корпус конечного выключателя |
|
|
|
МТ-Мр к конечному выключателю |
|
|
|
Корпус КНУ |
|
|
|
Каркас контактной панели |
|
|
|
МТ-Мр к ВУ |
|
|
|
МТ-Мр к панели управления |
|
|
|
МТ-Мр к трансформаторам |
|
|
|
МТ-Мр в шахту |
|
|
|
МТ-Мр к ВКО |
|
|
|
Каркас рубильника (ввода) |
|
|
|
Корпус блока парной работы |
|
|
|
Кожух предохранителя |
|
|
|
МТ-Мр к плафону |
|
|
|
МТ-Мр к ВКЗ |
|
|
|
Корпус ВКЗ |
|
|
|
Корпус плафона |
|
|
|
Корпус ВКО |
|
|
|
Общий кронштейн трансформаторов |
|
|
|
Корпус трансформатора МТ-Мр по шахте |
|
|
|
Корпус дверного контакта шахты этажа: |
|
|
|
1-го |
|
|
|
2-го |
|
|
|
3-го |
|
|
|
4-го |
|
|
|
5-го |
|
|
|
6-го |
|
|
|
7-го |
|
|
|
8-го |
|
|
|
9-го |
|
|
|
10-го |
|
|
|
11-го |
|
|
|
12-го |
|
|
|
13-го |
|
|
|
Корпус двери контакта кабины |
|
|
|
Панель кнопочного аппарата кабины |
|
|
|
Портал или корпус этажного переключателя или датчика этажа: |
|
|
|
1-го |
|
|
|
2-го |
|
|
|
3-го |
|
|
|
4-го |
|
|
|
5-го |
|
|
|
6-го |
|
|
|
7-го |
|
|
|
8-го |
|
|
|
9-го |
|
|
|
10-го |
|
|
|
11-го |
|
|
|
12-го |
|
|
|
13-го |
|
|
|
14-го |
|
|
|
15-го |
|
|
|
16-го |
|
|
|
17-го |
|
|
|
18-го |
|
|
|
19-го |
|
|
|
20-го |
|
|
|
Каркас кабины |
|
|
|
Корпус электродвигателя привода дверей |
|
|
ПРОТОКОЛ № 3
измерения сопротивления растекания тока от каркаса шахты лифта
Таблица 4
|
Сопротивление растеканию, Ом |
Заключение |
Рекомендации |
|
|
|
|
Измерения производили:
Заключение:
1. Сопротивление изоляции электрооборудования и электросетей лифта соответствует (не соответствует) требованиям ПТЭ.
2. Переходные сопротивления в контактах соответствуют (не соответствуют) требованиям ПТЭ.
Приложение 6
ПРИМЕРНЫЙ ПЕРЕЧЕНЬ РАБОТ, ВЫПОЛНЯЕМЫХ ПО ШАХТЕ И МАШИННОМУ ПОМЕЩЕНИЮ
|
Машинное помещение 1. Выполнить чистый пол высотой_________ мм. 2. Побелить, покрасить стены и пол масляной краской. 3. Покрасить оборудование лифта, при этом вращающиеся части в красный цвет, шины заземления - в черный. 4. Установить демонтажную балку по осям привода и люка, выполнить надписи: балка № ____ грузоподъемность____ дата испытания. 5. Обить люк железом, сделать запор и падающую ручку. 6. Выполнить освещение и подать напряжение на ВУ по постоянной схеме. 7. Забетонировать подлебедочную раму. 8. Обить дверь железом, врезать вентиляционную решетку и замок. 9. Выполнить бортики для прохода тросов высотой 75 мм над уровнем пола. _________________________________________ 10. Сделать рамку для электросхемы размерами ___ 11. Выполнить соответствующие надписи на электрооборудовании и на двери машинного помещения. 12. Положить два диэлектрических коврика (подставки). 13. Обеспечить масло для заливки в редуктор лебедки. 14. Окна застеклить и поставить решетку. 15. Убрать оборудование, не имеющее отношения к лифту. 16. Выполнить площадку перед входом в машинное помещение размерами 1000 ´ 1000 мм. Шахта и приямок 1. Поштукатурить и побелить перекрытие и стены шахты. 2. Заделать отверстия под бруски настилов. 3. Очистить и покрасить металлоконструкции лифта. 4. Разобрать подмости. 5. Забетонировать тумбы в приямке. 6. Выполнить чистый пол в приямке высотой ____, оштукатурить и покрасить масляной краской. 7. Установить скобы в приямке. 8. Выполнить обрамление шахтных дверей (зазор между обрамлением и шахтной дверью 2-5 мм). 9. Заделать вызывные аппараты, световые табло и ключевины. 10. Повесить на первом этаже табличку ответственного лица за эксплуатацию и правила пользования лифтом. 11. Обеспечить телефонные трубки-3 шт. на лифт. 12. Выполнить надписи на дверях шахты с внутренней стороны. 13. Навесить разделительную сетку между шахтами лифтов. Подготовить исполнительную документацию для сдачи лифта 1. Акт на скрытые работы, перекрытие, устройство приямка, заделка закладных деталей). 2. Акт петля - фаза - нуль. 3. Акт на испытание демонтажной балки. 4. Акт замера шума, заверенный санэпидстанцией. 5. Расчет временной силовой нагрузки (при отсутствии постоянного силового напряжения). 6. Откорректировать установочные чертежи согласно установленному оборудованию. Заказчику обеспечить недостающее оборудование и материалы __________________________________________________________________________ __________________________________________________________________________ __________________________________________________________________________ Представитель монтажного управления _____________________________________ |
Приложение 7
ТАБЛИЦА
измеряемых сопряжений (расстояний, зазоров) между элементами оборудования
|
Наименование измеряемых параметров (расстояний, зазоров) |
Расстояние (зазор), мм |
Положение щупа при производстве замеров |
|||
|
не менее |
не более |
||||
|
1 |
2 |
3 |
4 |
||
|
Кабина-шахта |
|
|
|
||
|
Между порогами дверей кабины и шахты одинаковое по всей ширине порога |
15 |
50 |
|||
|
Тормозное устройство |
|
|
|
||
|
Между ярмом и якорем для длинноходового электромагнита |
- |
20 |
|||
|
То же, для короткоходового электромагнита |
- |
4 |
|||
|
Точность остановок кабины на этажах должна находиться в пределах, не превышающих: для грузовых лифтов, загруженных посредством напольного транспорта, а также для больничных лифтов |
- |
15 |
|||
|
для остальных лифтов |
- |
50 |
|||
|
Автоматические и неавтоматические замки и контакты распашных дверей шахты лифтов |
|
|
|
||
|
Между притворной планкой двери шахты и притворным стояком |
- |
2 |
|||
|
Свободный ход контакта контроля притвора дверей шахты при закрытой двери |
2 |
- |
|||
|
Провалы контактов |
2 |
4 |
|||
|
Растворы контактов |
4 |
- |
|||
|
Между роликом автоматического замка и лыжей при втянутой вручную электромагнитной отводке |
6 |
- |
|||
|
Между торцом оси ролика и стенкой кабины |
6 |
- |
|||
|
Оборудование, установленное на верхней балке двери шахты лифтов с автоматическими раздвижными дверями |
|
|
|
||
|
Между роликами замков и боковыми сторонами отводок |
4 |
12 |
|||
|
Глубина входа ролика в паз отводки |
10 |
15 |
|||
|
Перекрытие пальцев рычага тела защелки |
2 |
- |
|||
|
Провал контакта контроля закрывания створок двери шахты |
2 |
4 |
|||
|
Перекрытие упоров защелки и каретки |
7 |
- |
|||
|
Распашные двери кабины |
|
|
|
||
|
Между приоткрытыми створками двери кабины до отключения контакта |
- |
10 |
|||
|
Подвижной пол кабины |
|
|
|
||
|
Ход пола |
- |
20 |
|||
|
Провалы подпольных контактов |
2 |
4 |
|||
|
Между штоками контактов и упорами поднятого пола |
2 |
- |
|||
|
Свободный ход штоков контактов при наличии груза 15 кг |
2 |
- |
|||
|
Башмаки кабины |
|
|
|
||
|
Между стальными направляющими и рабочими поверхностями башмаков в продольном и поперечном направлениях на сторону |
- |
2 |
|||
|
Между подвижным башмаком кабины и неподвижным прижимом направляющей |
12 |
- |
|||
|
Этажные переключатели |
|
|
|
||
|
Между торцами осей роликов и дном комбинированной отводки |
10 |
12 |
|||
|
Между корпусами переключателей и комбинированной отводкой |
10 |
15 |
|||
|
Раздвижные двери шахты |
|
|
|
||
|
Между обрамлением портала и створками |
3 |
5 |
|||
|
Между порогом и нижними торцовыми поверхностями створок дверей шахты |
3 |
5 |
|||
|
Между порогами шахтных дверей и створкой двери кабины |
14 |
- |
|||
|
Глубина входа башмачка створки двери шахты в паз порога |
6 |
- |
|||
|
Между камуфляжами створок дверей и кабины |
25 |
- |
|||
|
Зазор между створками двери шахты, при котором должен срабатывать блокировочный контакт ДШ, контролирующий притвор створок |
6 |
14 |
|||
|
Примыкание створок двери шахты на длине 300 мм |
- |
2 |
|||
|
Между запертыми створками двери шахты при приложении к каждой растягивающего усилия в 15 кг |
- |
15 |
|||
|
Раздвижные автоматические двери кабины |
|
|
|
||
|
Между обрамлением створок и обрамлением стенок кабины |
3 |
5 |
|||
|
Между порогом кабины и нижними торцовыми поверхностями створок |
3 |
5 |
См. рис. 26 |
||
|
Между роликами водила и упором правой каретки |
3 |
6 |
|||
|
Провалы контактов контроля закрывания створок двери кабины и концевых выключателей на отключение электропривода при открывании и закрывании створок двери кабины |
2 |
4 |
|||
|
Между порогом кабины н роликами рычагов дверей шахты |
14 |
- |
|||
|
Ловители |
|
|
|
||
|
Между клиньями (эксцентриками) и направляющими |
2 |
3 |
|||
|
Датчики точной остановки и замедления |
|
|
|
||
|
Между датчиком и шунтом |
10 |
15 |
|||
|
Между датчиком и шунтом с боковой стороны |
6 |
14 |
|||
|
Между датчиком и головками болтов, крепящих шунт |
25 |
- |
|||
Рис. 1.
1 - шаблон-линейка; 2 - щуп-линейка; 3 порог двери кабины; 4 - порог двери шахты
Рис. 2.
1 - шаблон-линейка; 2 - длинноходовой электромагнит; 3 - якорь
Рис. 3.
1 - щуп-линейка; 2 - короткоходовой электромагнит; 3 - якорь
Рис. 4.
1 - шаблон-линейка; 2 - щуп-линейка; 3 - порог двери кабины; 4 - порог двери шахты
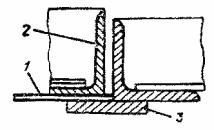
Рис. 5.
1 - щуп-линейка; 2 - притворный стояк; 3 - притворная планка распашной двери шахты
Рис. 6.
1 - щуп-линейка; 2 - щиток; 3 - замок распашной двери шахты; 4 - контакт контроля притвора дверей шахты; 5 - подвижный контакт; 6 - неподвижный контакт
Рис. 7.
1 - щуп-линейка; 2 - щиток; 3 - замок распашной двери шахты; 4 - контакт контроля притвора дверей шахты; 5 - подвижный контакт; 6 - неподвижный контакт
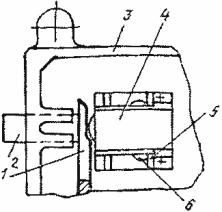
Рис. 8.
1 - щуп-линейка; 2 - щиток; 3 - замок распашной двери шахты; 4 - контакт контроля притвора дверей шахты; 5 - подвижный контакт; 6 - неподвижный контакт
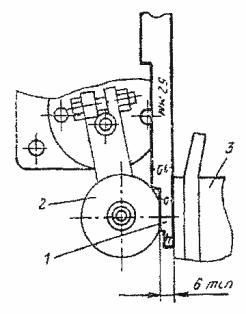
Рис. 9.
1 - щуп-линейка; 2 - ролик автоматического замка; 3 - электромагнитная отводка
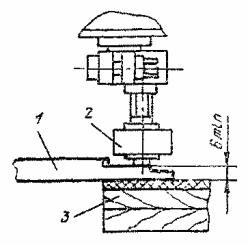
Рис. 10.
1 - щуп-линейка; 2 - ролик автоматического замка; 3 - стенка кабины
Рис. 11.
1 - шаблон-линейка; 2 - ролик рычага замка двери шахты; 3 - отводка двери кабины
Рис. 12.
1 - шаблон-линейка; 2 - ролик рычага замка двери шахты; 3 - отводка двери кабины
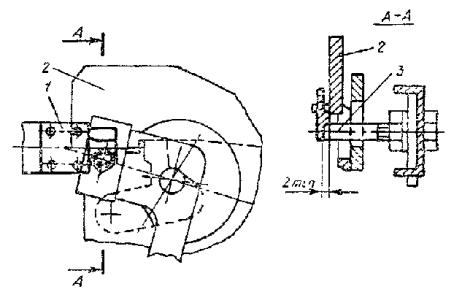
Рис. 13.
1 - шаблон-линейка; 2 - защелка замка; 3 - палец рычага
Рис. 14.
1 - щуп-линейка; 2 - контакт контроля закрывания створок двери шахты; 3 - подвижный контакт; 4 - неподвижный контакт; 5 - защелка замка, 6 - каретка
Рис. 15.
1 - шаблон-линейка; 2 - защелка замка; 3 - каретка
Рис. 16.
1 - щуп-линейка; 2 - створка двери кабины
Рис. 17.
1 - шаблон-линейка, 2 - пол кабины; 3 - порог двери шахты
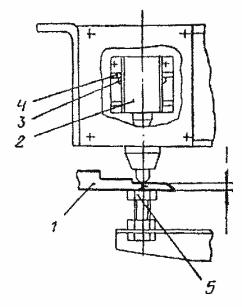
Рис. 18.
1 - щуп-линейка; 2 - подпольный контакт; 3 - подвижный контакт; 4 - неподвижный контакт; 5 - упор пола
Рис. 19.
1 - щуп-линейка; 2 - подпольный контакт; 3 - подвижный контакт; 4 - неподвижный контакт; 5 - упор пола
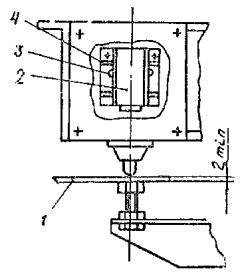
Рис. 20.
1 - щуп-линейка; 2 - подпольный контакт; 3 - подвижный контакт; 4 - неподвижный контакт
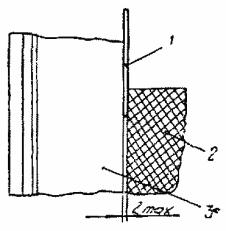
Рис. 21.
1 - щуп-линейка; 2 - вкладыш башмака; 3 - направляющая
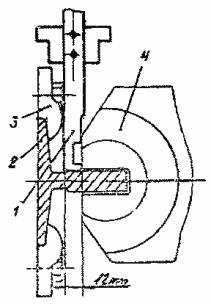
Рис. 22.
1 - шаблон-линейка; 2 - направляющая; 3 - прижим; 4 - башмак кабины
Рис. 23.
1 - щуп-линейка; 2 - комбинированная отводка; 3 - ролик этажного переключателя
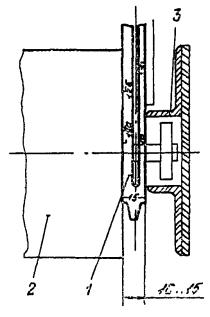
Рис. 24.
1 - шаблон-линейка; 2 - корпус этажного переключателя; 3 - комбинированная отводка
Рис. 25.
1 - шаблон-линейка; 2 - обрамление портала; 3 - створка двери шахты
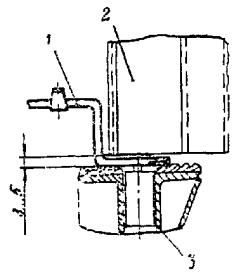
Рис. 26.
1 - шаблон-линейка; 2 - створка дверей шахты (кабины); 3 - порог дверей шахты (кабины)
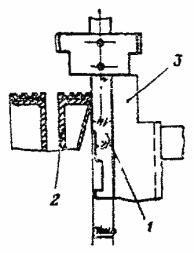
Рис. 27.
1 - шаблон-линейка; 2 - порог дверей шахты; 3 - отводка каретки двери кабины
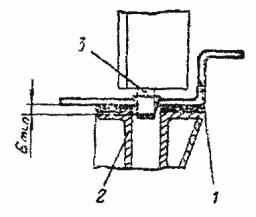
Рис. 28.
1 - шаблон-линейка; 2 - порог двери шахты; 3 - башмачок створки двери шахты
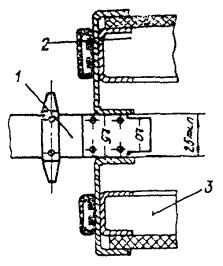
Рис. 29.
1 - шаблон-линейка; 2 - створка двери кабины; 3 - створка двери шахты
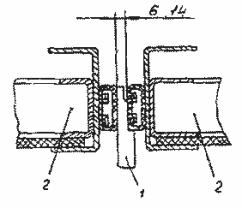
Рис. 30.
1 - щуп-линейка (шаблон-линейка); 2 - створка двери шахты
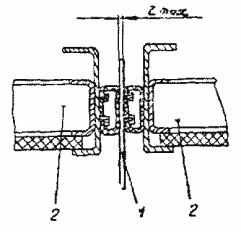
Рис. 31.
1 - щуп-линейка; 2 - створка двери шахты
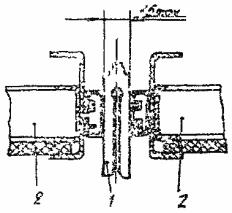
Рис. 32.
1 - щуп-линейка; 2 - створки двери шахты
Рис. 33.
1 - шаблон-линейка; 2 - обрамление кабины; 3 - створка двери кабины
Рис. 34.
1 - щуп-линейка (шаблон-линейка); 2 - ролик водила; 3 - упор правой каретки
Рис. 35.
1 - щуп-линейка; 2 - рычаг; 3 - левая каретка; 4 - контакт контроля закрывания створок двери
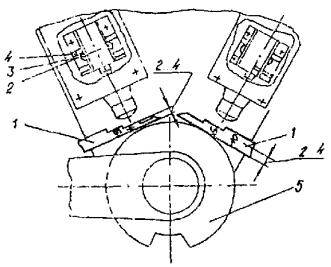
Рис. 36.
1 - щуп-линейка; 2 - контакт концевого выключателя; 3 - подвижный контакт; 4 - - неподвижный контакт; 5 - кулачковая шайба
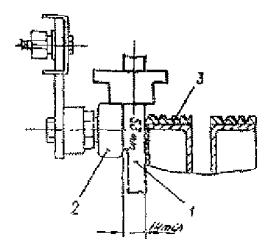
Рис. 37.
1 - шаблон-линейка; 2 - ролик рычага замка двери шахты; 3 - порог двери кабины
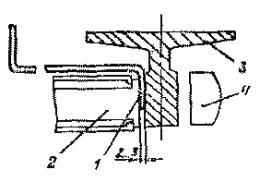
Рис. 38.
1 - скоба для проверки зазора между клиньями ловителей и направляющими; 2 - клин ловителя; 3 - направляющая; 4 - тормозная колодка
Рис. 39.
1 - шаблон-линейка; 2 - датчик; 3 - шунт
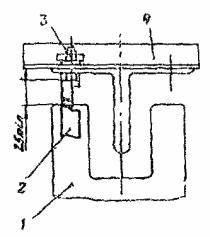
Рис. 40.
1 - датчик; 2 - шаблон-линейка; 3 - болт, гайка, шайба; 4 - кронштейн шунта
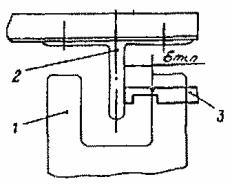
Рис. 41.
1 - датчик; 2 - шунт; 3 - шаблон-линейка
Приложение 8
АКТ
|
СОДЕРЖАНИЕ
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/9577
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|