
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ВСН 98-74 Технические указания по проектированию, изготовлению и монтажу составных по длине конструкций железобетонных мостов.МИНИСТЕРСТВО ТРАНСПОРТНОГО СТРОИТЕЛЬСТВА ТЕХНИЧЕСКИЕ УКАЗАНИЯ ПО ПРОЕКТИРОВАНИЮ, ИЗГОТОВЛЕНИЮ И МОНТАЖУ СОСТАВНЫХ ПО ДЛИНЕ КОНСТРУКЦИИ ЖЕЛЕЗОБЕТОННЫХ МОСТОВ ВСН 98-74 Минтрансстрой Москва 1975 Содержание Утверждены начальником Главного технического управления. Приказ № 34 от 30 сентября 1974 г. ПРЕДИСЛОВИЕ«Технические указания по проектированию, изготовлению и монтажу составных по длине конструкций железобетонных мостов» разработаны в развитие «Указаний по проектированию мостов и труб» и распространяются на проектирование и строительство составных по длине мостовых конструкций из предварительно напряженного и обычного железобетона. В «Технических указаниях» изложены требования, которые необходимо соблюдать при проектировании составных конструкций, изготовлении их элементов, укрупнительной сборке и монтаже. В Приложениях дан подсобный материал по проектированию, изготовлению, укрупнительной сборке и монтажу составных конструкций, облегчающий организацию и выполнение этих работ. С введением этого документа отменяются «Технические указания по проектированию, изготовлению и монтажу составных по длине мостовых железобетонных конструкций» (ВСН 98-64), утвержденные Техническим управлением Минтрансстроя 18 января 1964 г. для опытного применения. Настоящие «Технические указания» разработали кандидаты технических наук И. Н. Серегин (руководитель), Н. А. Калашников, Ю. Н. Саканский, инж. М. И. Шейнцвит при участии кандидатов технических наук Л. В. Захарова, Ю. Л. Мельникова и С. Н. Пшеничникова, инженеров И. Л. Крестникова, А. П. Пономарева и Н. Н. Тихонова. Общее редактирование выполнил канд. техн. наук И. Н.Серегин. При подготовке «Технических указаний» к изданию учтены замечания Технического управления (инж. В. В. Гольшух).
1. ОБЩИЕ ПОЛОЖЕНИЯ1.1. Настоящие «Технические указания» разработаны в развитие «Указаний по проектированию мостов и труб» и распространяются на проектирование и строительство мостовых конструкций, составных по длине (высоте) с напрягаемой или ненапрягаемой арматурой. Примечание. Составными по длине (высоте) называются конструкции, состоящие в пределах длины пролета (высоты опоры) из отдельных блоков, соединенных между собой тем или иным способом. 1.2. Составные по длине (высоте) конструкции допускается применять в пролетных строениях и опорах автомобильно-дорожных и городских мостов при любых статических схемах и конструктивных решениях.
2. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ СОСТАВНЫХ КОНСТРУКЦИЙМатериалы2.1. Составные конструкции проектируют с соблюдением требований главы СНиП II-Д.7, «Указаний по проектированию мостов и труб» и настоящих «Технических указаний». 2.2. Для блоков пролетных строений применяют тяжелый бетон марки по прочности на сжатие не менее 400 или керамзитобетон марки не менее 300. В сборно-монолитных конструкциях пролетных строений или сборных с отделенной плитой проезжей части для элементов плиты проезжей части и диафрагм допускается тяжелый бетон марки не менее 300 и керамзитобетон марки не менее 200. Для блоков составных опор применяют тяжелый бетон марки не менее 300, а для элементов опор, расположенных выше горизонта ледохода, - керамзитобетон марки не менее 200. Для заполнения швов между блоками применяют бетон или раствор прочностью не менее прочности бетона блоков, а для клееных стыков - специальные материалы (см. разделы 5 и 6). Примечания. 1. При применении для блоков пролетных строений бетона марки более 400 для омоноличивания продольных швов между балками допускается бетон марки 400, если по расчету не требуется большей прочности. 2. Допускается в одной и той же конструкции (балке, ригеле) применять блоки из бетонов разной прочности. 2.3. В качестве напрягаемой арматуры используют: а) семипроволочные арматурные пряди диаметром 15 мм по ГОСТ 13840-68; б) холоднотянутую стальную круглую углеродистую проволоку по ГОСТ 7348-63; в) стальные канаты в соответствии с ВСН 71-70 Минтрансстроя. Пучки, располагаемые в открытых каналах, должны выполняться из арматурной проволоки с цинковым покрытием по ГОСТ 7372-66*. Стали и другие материалы, используемые для изготовления анкеров, приведены в разд. 7. 2.4. Для омоноличивания напрягаемой арматуры, расположенной в открытых каналах, применяют бетон или раствор на гидрофобном цементе или с пластифицирующими газововлекающими или газообразующими добавками, повышающими пластичность смеси и улучшающими структуру бетона (раствора). Бетон (раствор) должен иметь марку по прочности на сжатие не менее 300, марку по водонепроницаемости В-8 (ГОСТ 4800-59 «Бетон гидротехнический. Методы испытания бетона») и В/Ц ≤ 0,40. Заполнитель для бетона омоноличивания применяют крупностью не более 20 мм. Для омоноличивания напрягаемой арматуры, расположенной в закрытых каналах, используют цементное тесто или цементный раствор (см. разд. 8). Принципы проектирования2.5. Составные конструкции проектируют исходя из условий изготовления блоков на стационарных предприятиях (завод, полигон) или на стройплощадке в инвентарной опалубке, при строгом соблюдении допусков в размерах блоков и других требований настоящих «Технических указаний». Место укрупнительной сборки (на заводе, стройплощадке или в пролете) назначают в зависимости от местных условий на основе технико-экономического анализа разных вариантов организации работ. 2.6. Разрезные балочные пролетные строения из предварительно собранных балок монтируют теми же способами, что и пролетные строения из цельнопролетных балок. Пролетные строения мостов других систем монтируют: навесным (рис. 1) или полунавесным способами, путем продольной надвижки (рис. 2), а также путем сборки на инвентарных передвижных (рис. 3) или стационарных подмостях.
Рис. 1. Схема
навесной уравновешенной сборки: 2.7. Способ монтажа назначают в зависимости от местных условий на основе технико-экономического анализа, при этом учитывают, что пролетные строения, монтируемые методом продольной надвижки, должны располагаться на прямом участке профиля или вертикальной кривой одного радиуса. Балочные неразрезные пролетные строения с пролетами 33 и 42 м при небольшом количестве пролетов монтируют, как правило, методом продольной надвижки, а при большом количестве пролетов (7-8 и более) - на перемещающихся подмостях. Пролетные строения с пролетами 63 м и более балочных неразрезных и рамно-консольных мостов, как правило, монтируют уравновешенным навесным способом. 2.8. Пролетные строения, монтируемые методом продольной надвижки, проектируют постоянной высоты по длине пролета, а монтируемые навесным способом, как правило, переменной высоты. 2.9. Конструкцию, разбивку пролетных строений и опор на блоки и способ их монтажа назначают так, чтобы размеры сечений бетона и арматуры определялись расчетными усилиями от эксплуатационных нагрузок. Назначение размеров сечений по расчетным усилиям от монтажных нагрузок допускают лишь при условии соответствующего технико-экономического обоснования.
Рис. 2. Последовательность
сборки и продольной надвижки пролетного строения:
Рис. 3. Последовательность сборки на
инвентарных передвижных подмостях: 2.10. Составные балки объединяют между собой (в поперечном направлении) теми же способами и средствами, что и цельнопролетные. 2.11. Блоки пролетных строений и опор, особенно заводского изготовления, должны быть полностью или частично типизированы таким образом, чтобы для серии конструкций их изготовление, укрупнительная сборка и монтаж осуществлялись с применением одного и того же технологического оборудования. В мостах консольных систем блоки, равноудаленные от концов консоли, следует проектировать так, чтобы они были одинаковыми при любой величине пролета. При заводском изготовлении конструкций блоки коробчатого сечения с консолями следует проектировать так, чтобы из них можно было собирать мосты с различными габаритами, изменяя только длину консолей блоков. 2.12. Габаритные размеры блоков типовых конструкций (или повторного применения) и их вес назначают из условий возможности перевозки и перегрузки блоков с одного вида транспорта на другой средствами общего назначения. 2.13. Форму блоков принимают из условия изготовления их в инвентарной опалубке, состоящей из ограниченного количества щитов длиной на весь блок. Форму и местоположение выступов и утолщений в блоках при необходимости их устройства выбирают такими, чтобы они не затрудняли распалубку. В конструкциях с нижней арматурой, расположенной в открытых каналах, часть блоков коробчатого сечения должна иметь в плите окна для подачи внутрь коробок бетона омоноличивания. Блоки конструкций с напрягаемой арматурой из стальных канатов должны иметь полукруглые или очерченные по кривой переменного радиуса выступы для анкеровки петель канатов. Примечания. 1. При расположении напрягаемой арматуры под тротуарами применение тротуарных блоков с вкладными плитами не допускается. 2. При расположении напрягаемой арматуры в верхнем поясе устройство трамвайного пути на балласте не рекомендуется. 2.14. Составные конструкции с клееными стыками проектируют по возможности такими, чтобы они были способны: нести монтажные нагрузки при неотвержденном клее и допускать обжатие клеевого шва путем натяжения части рабочей арматуры. 2.15. При проектировании составных конструкций должны быть предусмотрены: фиксаторы, установочные и монтажные приспособления, реперы и марки. Установочные и монтажные приспособления рассчитывают на усилия, действующие в процессе монтажа. Как правило, установочные и монтажные приспособления используют многократно и после окончания монтажа полностью или частично удаляют. Примечания. 1. Фиксаторы-устройства, предназначенные для обеспечения с заданной точностью правильного положения опалубки или блоков при изготовлении или взаимного положения смежных блоков при монтаже (укрупнительной сборке). 2. Установочные приспособления-устройства, предназначенные для облегчения установки блоков и элементов опалубки в проектное положение с заданной точностью. 3. Монтажные приспособления - устройства, предназначенные для захвата блоков, закрепления блоков в проектном положении до момента полного или частичного натяжения арматурных элементов; обжатия стыков на время отверждения клея или раствора в стыках; закрепления подкрановых путей и анкеровки монтажного крана. 4. Реперы и марки-устройства, предназначенные для контроля: правильности положения блоков в процессе монтажа (укрупнительной сборки). 5. Функцию фиксаторов, установочных и монтажных приспособлений может выполнять одно устройство, соответственно запроектированное. 6. Применения для крепления фиксаторов, установочных и монтажных приспособлений стальных закладных частей следует избегать. 7. Непосредственное сопряжение (в упор) стальных закладных деталей в стыке не допускается. 2.16. В блоках пролетных строений с клееными и сухими стыками для обеспечения правильного положения их в конструкции и фиксации положения при «наводке» следует устраивать железобетонные фиксаторы в плите проезжей части и в стенках блока (рис. 4). В блоках, примыкающих к опоре, предусматривают специальные марки, необходимые для точной установки этих блоков в плане и профиле. 2.17. Конструкция верха опор и надопорных блоков должна обеспечивать простое и безопасное выполнение всех операций, связанных с монтажом конструкции и их установкой на опорные части (установка, временная заделка, в случае необходимости, и освобождение опорных частей, регулировка положения монтируемых консолей и другие работы). 2.18. Отверстия в блоках главных балок или монтажные петли, служащие для крепления захватных приспособлений, располагают так, чтобы блок, подаваемый на монтаж, не имел больших перекосов.
Рис. 4. Общий вид блока с железобетонными
фиксаторами: Для установки блока в необходимое положение следует применять специальные траверсы, позволяющие менять положение точки подвески блока и его положение в пространстве. 2.19. Поверхности блоков, на которые в дальнейшем будут укладывать бетон омоноличивания пучков, устраивают шероховатыми; это указывают в опалубочных чертежах блоков. Армирование и анкеровка2.20. В качестве напрягаемой арматуры применяют: - пучки из 7, 12 и 19 семипроволочных прядей диаметром 15 мм с конусными анкерами; - пучки из 24, 36 и 65 проволок диаметром 6 мм с высаженными на концах головками; - щучки из 24 отдельных проволок диаметром 5 мм с конусными анкерами (рис.5). Допускается применять стальные канаты с анкерами стаканного типа или заанкериваемые петлей, огибающей выступ в плите блока. Примечания. 1. Допускается применять пучки из большего числа пряден или проволок, а также из проволок или прядей большего диаметра при условии всесторонней экспериментальной проверки прочности и деформативности анкеров. 2. Допускается использовать анкеры для закрепления пучков из меньшего количества прядей или проволок при условии симметричного их расположения относительно оси анкера. 3. В пучках из проволок с высаженными головками один анкер должен быть сборным.
Рис. 5. Поперечное
сечение пучков из проволок и прядей: 2.21. Напрягаемую проволочную и прядевую арматуру располагают, как правило, в закрытых каналах с минимальным увеличением бетонного сечения для их размещения и максимальным использованием рабочей арматуры в качестве монтажной (приложение 1). Концы всех или части пучков следует заводить в стенки с целью уменьшения влияния поперечной силы от вертикальной нагрузки на работу конструкции и использования рабочей арматуры для обжатия стыков в процессе укрупнительной сборки или монтажа, чтобы избежать или сократить применение напрягаемых хомутов или монтажных тяжей (пучков). Располагать напрягаемую арматуру под тротуарными блоками, а также в непосредственной близости от бордюра и водоотводных трубок не рекомендуется. Чередовать по длине расположение напрягаемой арматуры в открытых и закрытых каналах (кроме концевых участков, которые, как правило, располагают в закрытых каналах) не допускается. 2.22. Напрягаемую арматуру разрешается располагать с отгибами в вертикальной или горизонтальной плоскостях, а также с перегибом в обеих плоскостях. Отгибают арматуру плавно с минимальными углами перегиба. В необходимых случаях в местах перегиба устанавливают стальные и пластмассовые трубки или принимают другие меры для уменьшения сил трения при натяжении арматуры (обмотка пучка проволокой или его смазка на участке перегиба). 2.23. Пучки из проволок и прядей обрывают, как правило, на торцах блоков в стенках, на утолщении стенок или плит у стенок. Анкеры располагают во всех блоках или группе блоков по возможности в одних и тех же местах. Анкерные колодки размещают в углублениях так, чтобы концы пучков после их натяжения и обрезки не выступали за габариты блока. При обрыве пучков в плите проезжей части (включая вуты и утолщения) гнезда для анкерных колодок проектируют так, чтобы их можно было заполнять бетоном сверху. 2.24. Диаметры закрытых каналов для проволочной и прядевой арматуры в пределах основной длины пучков принимают независимо от типа анкеров не менее: - для пучков из 24 отдельных проволок диаметром 5 мм - 55 мм; - для пучков из 36 проволок диаметром 6 мм и 7 прядей диаметром 15 мм - 70 мм; - для пучков из 65 проволок диаметром 6 мм и 12 прядей диаметром 15 мм - 90 мм; - для пучков из 19 прядей диаметром 15 мм - 110 мм. Диаметр закрытых каналов для арматуры из стальных канатов с анкерами стаканного типа принимают на 20 мм больше диаметра анкера. 2.25. На участке, примыкающем к анкеру, диаметр канала с учетом размещения организованного участка пучка и утапливания натяжных анкеров для проволок с высаженными головками принимают: - для пучков с конусными анкерами - по рис. 6; - для пучков из проволок с высаженными головками - на 10 мм больше диаметра корпуса натяжного анкера и габаритных размеров пучка у входа в корпус сборного неподвижного анкера. Длину уширенного участка канала назначают равной величине удлинения пучка плюс 50 см. Сопряжение уширенного участка канала с нормальным выполняют с уклоном стенки . 1:10.
Рис. 6. Поперечное
сечение концевых участков каналов и пучков с конусными анкерами: 2.26. Патрубки для инъектирования каналов, при отсутствии специальных отверстий в анкерах, устанавливают вблизи анкеров под углом не более 45° к оси канала. В каналах длиной более 60 м устанавливают дополнительные патрубки для инъектирования. 2.27. При расположении напрягаемой арматуры в открытых каналах предусматривают конструктивные меры, обеспечивающие сохранение арматурой проектного положения при монтаже пролетного строения и ее обетонирования, а также свободный доступ к входным отверстиям закрытых каналов. 2.28. Защитный слой бетона омоноличивания напрягаемой арматуры, расположенной .в открытых каналах, должен иметь толщину не менее 50 мм. Толщину защитного слоя у анкерных колодок и распределительных листов принимают не менее 30 мм. Отвод воды и гидроизоляция2.29. В проекте предусматривают конструктивные меры, обеспечивающие быстрый сток воды с поверхности всех элементов, на которые она может попасть, и предупреждающие попадание и скопление воды под элементами одежды и тротуарами, а также загрязнение фасадных поверхностей. 2.30. Все стыки между тротуарными блоками и их элементами, через которые возможно проникание воды на нижележащую конструкцию пролетного строения, заполняют водонепроницаемым материалом. В месте примыкания покрытия к тротуарным блокам и окаймлению деформационных швов в покрытии устраивают штрабу шириной 20 мм и глубиной 20-30 мм, заполняемую водонепроницаемым материалом. 2.31. В зависимости от местоположения моста стыки и штрабы заполняют: в I и II дорожно-климатических зонах - тиоколовым герметиком («Гидром, Г-1»); во II и III дорожно-климатических зонах - мастикой «Изол» или резино-битумным вяжущим (РБВ-25, 35, 50); в III-V дорожно-климатических зонах - резино-битумной мастикой. При применении тиоколового герметика сопрягаемую поверхность асфальтобетонного покрытия предварительно промазывают клеем 78 БЦС или эпоксидной грунтовкой. 2.32. Отвод воды осуществляют приданием уклонов всем поверхностям, на которые может попасть вода, и специальными устройствами, выводящими воду из пониженных мест за пределы конструкций. 2.33. Поверхность проезжей части, тротуаров, конструкций,, расположенных под тротуарами и гидроизоляцией, устраивают с поперечным уклоном не менее 20 ‰. Поверхность предохранительных полос разрешается устраивать с большим уклоном, равным уклону обочин на подходах. При наличии на мосту продольного уклона более 10 ‰ допускается применять меньшие поперечные уклоны, при этом сумма продольного и поперечного уклонов должна быть не менее 30 ‰. В случаях, когда дно корыта трамвайного полотна располагают ниже верха плиты автомобильного полотна, а также при устройстве пути на балластном слое поверхность подготовительного слоя под трамвайным полотном устраивают конвертами так, чтобы все плоскости конверта имели уклон не менее 30 ‰ (рис. 7, а). При продольном уклоне трамвайного пути более 30 ‰ конверты не устраивают (рис. 7, б). 2.34. За пределы конструкции воду удаляют путем: - установки водоотводных трубок или лотков; - обеспечения свободного стока вдоль моста на подходы и сброса воды по поперечным лоткам, устраиваемым на откосах насыпи на расстоянии не менее 10 м за устоями; - сброса воды на сторону через тротуары или щели под ними. Отводить воду на сторону допускается на мостах, под которыми нет регулярного движения людей и транспортных средств, при этом через тротуары - только при слабом пешеходном движении. Отвод воды путем свободного стока вдоль моста применяют при продольном уклоне не менее 10 ‰. Для удаления воды из-под тротуаров в наружном ребре тротуарных блоков устраивают щели или устанавливают блоки так, чтобы щель шириной не менее 50 мм была между концом консоли и наружным ребром тротуарного блока. Удалять воду из-под тротуаров путем устройства водоотводных трубок или отверстий не рекомендуется.
Рис. 7. Схема
отвода воды из-под трамвайных путей: 2.35. На концах консолей плиты крайних балок и тротуаров устраивают выступы (слезники) высотой не менее 20 мм, препятствующие затеканию воды на нижние и боковые поверхности конструкций. 2.36. Трубки для отвода поверхностной воды устанавливают в пределах предохранительных полос. Расстояние между трубками (лотками) принимают по табл. 1, при этом в пролете должно быть не менее трех трубок - одна в середине пролета и у опор. Трубки у опор располагают так, чтобы вода из них не попадала на откос конуса и тело опор. Таблица 1
При продольном уклоне менее 5‰ к водоотводным трубкам вдоль моста устраивают подводящие лотки с таким расчетом, чтобы уклон дна их был не менее 5‰. Кроме того, устанавливают дополнительно: - трубки (дрены) диаметром не менее 30 мм во всех пониженных местах плиты проезжей части (в центре конвертов под трамвайным полотном, у деформационных швов и т. п.) для удаления фильтрационных вод с поверхности гидроизоляции; - трубки во всех пониженных местах нижнего пояса балок коробчатого сечения, в которых возможно скопление воды, попадающей через деформационные швы или от конденсата. Перечисленные водоотводные устройства предусматривают проектом и выполняют при изготовлении блоков. 2.37. Конструкция водоотводных трубок должна допускать механизированное устройство элементов проезжей части (подготовительный и защитный слои, покрытие) и обеспечивать сток воды не только с поверхности покрытия, но и с поверхности гидроизоляции. 2.38. Верх водоотводных воронок, решеток или дрен и дно водоотводных лотков располагают на 20-30 мм ниже поверхности, с которой отводится вода. Водоотводные трубки и лотки устраивают так, чтобы вода из них не попадала на элементы конструкции. Низ водоотводных и дренирующих трубок должен выступать из конструкции не менее чем на 150 мм с тем, чтобы вода не затекала на наружную поверхность бетона. 2.39. Конструкцию гидроизоляции и материалы для нее принимают в соответствии с конструкцией пролетных строений. На разрезных балочных пролетных строениях с клееными и сухими стыками и напрягаемой арматурой, расположенной в нижней зоне, оклеечную гидроизоляцию устраивают в соответствии с общими требованиями, как в мостах из цельно-пролетных балок с учетом настоящих «Технических указаний». На пролетных строениях с напрягаемой арматурой, расположенной в уровне плиты проезжей части и особенно в открытых каналах, число изолирующих слоев принимают на один больше. 2.40. Гидроизоляцией должны быть закрыты все элементы несущих конструкций, находящиеся как под проезжей частью, так и под тротуарами. При наличии в зоне расположения ограждающих устройств и под тротуарами напрягаемой арматуры гидроизоляцию устраивают непрерывной по всей ширине пролетного строения (рис. 8, а, б).
Рис. 8. Схемы сопряжения оклеенной гидроизоляции с элементами
мостового полотна: 2.41. Б случае раздельного устройства гидроизоляции под проезжен частью, тротуарами, а также под трамвайным полотном концы ее загибают так, чтобы верх загиба был выше поверхности покрытия и поверхности под тротуаром не менее чем на 100 мм и прикрыт сверху козырьком с выступом не менее 30 мм (рис. 8, в) или другим конструктивным элементом, защищающим гидроизоляцию и предупреждающим попадание воды за нее. При применении отдельных бордюрных камней (чего следует избегать) кран гидроизоляции заводят под козырек в тротуарном блоке, а верхнюю часть пространства между блоками и камнями заполняют водонепроницаемым материалом (рис. 8,г). Во всех случаях элементы мостового полотна, к которым приклеивают края гидроизоляции, должны иметь надежную связь с плитой проезжей части. 2.42. Материал гидроизоляции и технологию ее устройства принимают в соответствии с «Техническими указаниями по проектированию и устройству гидроизоляции мостов и труб». Для изолирующих слоев рекомендуется применять битум марки «Пластбит» (ТУ 38-1-253-69 Миннефтехимпрома). 2.43. Защитный слой устраивают из бетона с размером заполнителя не более 10 мм или из цементопесчаного раствора. Марку бетона или раствора по прочности на сжатие и морозостойкость принимают не менее 200. Защитный слой выполняют толщиной 40 мм и армируют стальной сеткой № 45 из проволоки диаметром 2-2,5 мм (ГОСТ 5336-67*). Стыки и их конструкция2.44. Стыки в составных по длине конструкциях могут быть: а) по расположению - вертикальными, горизонтальными или наклонными; б) по форме - плоскими, плоскими с уступом или зубчатыми (рис. 9). 2.45. Объединение отдельных элементов в единую по длине конструкцию выполняют путем: а) заполнения зазора между торцами стыкуемых блоков бетоном или раствором (бетонируемый стык); б) упора стыкуемых блоков в торец друг другу с введением в стык тонкого слоя клея (клееный стык); в) непосредственного упора стыкуемых блоков в торец друг другу (сухой стык). 2.46. Бетонируемые стыки применяют для стыкования составных по длине элементов любых конструктивных форм. Клееные и сухие стыки применяют для стыкования блоков отдельных ветвей составных по длине конструкций: отдельных балок или ферм, столбов, опор и т.д. (рис. 10). Ветви объединяют между собой с помощью бетонируемых или сварных стыков.
Рис. 9. Виды
стыков: Сухие стыки применяют только в тех случаях, когда устройство клееных стыков невозможно или сопряжено с большими трудностями. В районах с сейсмичностью выше 5 баллов стыковать элементы конструкций насухо запрещается. 2.47. Расстояние между стыками назначают исходя из технико-экономических соображений (стоимости и удобства изготовления, транспортировки и монтажа), при этом расстояние между сухими стыками принимают не менее четверти наибольшего размера поперечного сечения стыкуемого элемента. 2.48. Плоские стыки применяют, когда поперечные силы, действующие в конструкции на различных стадиях ее работы, могут быть восприняты силами трения между стыкуемыми блоками или силами сцепления материала, заполняющего стык, с бетоном объединяемой конструкции. Плоские стыки с уступом применяют, когда при укрупнительной сборке конструкции или ее монтаже, сил трения между блоками недостаточно для передачи поперечных сил, действующих в стыке на этой стадии работы конструкции. Зубчатые стыки устраивают в тех случаях, когда сил трения или сцепления недостаточно для того, чтобы воспринять поперечные силы, действующие в конструкции в стадии строительства и эксплуатации. 2.49. Допускается устройство комбинированных соединений: на части сечения стыкуемых элементов - клееных или сухих стыков, а на остальной части сечения - бетонируемых стыков. При комбинированных соединениях стыкуют на клее или насухо часть сечения, способную воспринимать нагрузки, действующие в стадии укрупнительной сборки или монтажа конструкции. Участки бетонируемых стыков при комбинированных соединениях располагают там, где их устройство технологически совмещается с укладкой выравнивающего слоя или другими работами по укладке бетона. 2.50. Для улучшения работы комбинированных соединений на действие поперечных сил от временной нагрузки в бетонируемом шве плиты проезжей части устраивают железобетонную шпонку (рис. 11) или выпуски арматуры. 2.51. Угол между плоскостью стыка и вертикалью α (см. рис. 9) принимают для клееного стыка не более 10°, а для сухого и бетонируемого - не более 30°. Угол между плоскостью стыка и линией, соединяющей центры тяжести отдельных элементов конструкции (плит, ребер), β (см. рис. 9) не должен превышать: для клееного стыка - 70°, а для сухого и бетонируемого - 60°. 2.52. Размеры уступа в плоских с уступом стыках назначают исходя из удобства работ по изготовлению и монтажу конструкции, при этом угол наклона рабочих граней уступа к горизонтальной плоскости принимают: при клееных стыках - не более 20°, а при сухих стыках - 30°.
Рис. 10. Схема расположения стыков в составных
конструкциях: 2.53. Зубчатые стыки устраивают только в пределах ребер (см. рис. 9), при этом крайние зубья располагают от верхней и нижней граней сечения на расстоянии не менее 20 см.
Рис. 11. Схема
устройства комбинированного стыка: Очертание зубчатого шва выбирают исходя из работы сечения, удобства изготовления блоков и укрупнительной сборки составной конструкции. В сечениях, работающих на однозначную поперечную силу, зубчатый шов устраивают в виде треугольных выступов (рис. 12). Угол между наклонными гранями зубьев должен быть близок к 90°. В сечениях, работающих на поперечные силы различного знака, выступы разрешается устраивать трапецеидального очертания. Угол наклона а рабочих граней выступов к горизонтальной плоскости принимают: для клееных стыков - не более 20° и для сухих стыков - не более 30°. Плоские участки зубчатого стыка, в том числе участки стыков, расположенные в пределах горизонтальных элементов поперечного сечения, должны составлять с осью элементов углы, не более указанных в п. 2.51.
Рис. 12. Конструкция
зубчатых стыков и схема армирования выступов стенки: 2.54. Размеры треугольных и трапецеидальных выступов не должны выходить за пределы размеров, указанных на рис. 12, при этом максимальным (минимальным) длинам выступов должны соответствовать максимальные (минимальные) высоты. Углы выступов устраивают закругленными. Радиус кривизны участка, сопрягающего грани выступов, принимают равным 1,5-2,0 см: 2.55. Торцы стыкуемых элементов армируют сеткой из стержней диаметром не менее б мм с ячейками по горизонтали не более 10 см и по вертикали - 20 см, при этом суммарное сечение вертикальных стержней дополнительных сеток, устанавливаемых с каждой стороны стыка, должно быть не меньше суммарного сечения горизонтальных стержней, прерывающихся в стыке на участке, равном по высоте тройной длине анкеровки горизонтальных стержней. Каждый выступ зубчатого стыка армируют не менее чем двумя стержнями диаметром 10 мм. Рекомендуется армировать выступы зубчатого стыка каркасами, состоящими из зигзагообразных стержней и сеток, соединенных между собой сваркой. 2.56. Анкеровку арматуры, расположенной у стыков, выполняют в соответствии с «Указаниями по проектированию мостов и труб». В блоках конструкций, выполняемых путем бетонирования «в торец», стержни продольной арматуры, доводимой до нижнего угла блока, заканчивают у стыка отгибами, предотвращающими сколы углов при снятии блоков с плаза. При продольной арматуре диаметром более 20 мм нижние углы блоков армируют у стыка дополнительными стержнями диаметром 8 мм. 2.57. Устройство местных уширений (фланцев) на торцах стыкуемых элементов, а также введение в сухой стык мягких прокладок (полиэтиленовая пленка, пергамин, асбест, резина и т. п.) не допускается, так как это приводит к появлению у стыков дополнительных силовых воздействий, снижающих прочность конструкции. По этой же причине не рекомендуется вводить в стык жесткие (металлические) прокладки. 2.58. Водонепроницаемость сухих стыков обеспечивают гидроизоляцией стыка с поверхности после объединения конструкции. Гидроизоляцию наносят на конструкцию таким образом, чтобы предотвратить попадание влаги в стык. Стыки, подвергающиеся увлажнению только в процессе возведения сооружения, не изолируют. Ширину полосы гидроизоляции стыков принимают не менее: в горизонтальных элементах - 30 см; в вертикальных и наклонных элементах - 20 см. 3. ОСОБЕННОСТИ РАСЧЕТА СОСТАВНЫХ КОНСТРУКЦИЙОбщие вопросы3.1. Прочность и трещиностойкость центрально растянутых, внецентренно растянутых и изгибаемых составных по длине железобетонных конструкций независимо от типа стыка (клееный, сухой, бетонируемый) обеспечивают путем установки необходимого количества арматуры и ее натяжения. 3.2. Прочность и трещиностойкость центрально и внецентренно сжатых составных по длине железобетонных конструкций обеспечивают одним из следующих способов или их сочетанием: - обжатием стыков собственным весом конструкции; - объединением соседних блоков с помощью арматуры, бетона или клея; - обжатием стыков напрягаемой арматурой. 3.3. Прочность, трещиностойкость и деформации конструкции проверяют и определяют на всех стадиях работы конструкции, в том числе на всех этапах монтажа; при этом прочностные и деформативные свойства бетона принимают в соответствии с возрастом и прочностью, достигнутыми к проверяемому этапу работы конструкции. 3.4. Расчетные усилия в составных конструкциях статически неопределимых систем определяют, как и в цельнопролетных (влияние стыков на деформативность конструкции не учитывают). Для экономии материалов в мостах неразрезных балочных и рамных систем, собираемых навесным способом, рекомендуется использовать различные приемы регулирования расчетных усилий по длине пролетных строений, а также принимать меры по уменьшению моментов, вызываемых натяжением нижней арматуры в неразрезной системе. 3.5. Расчетные усилия в рамно-консольной системе с одним шарниром в пролете определяют в предположении жесткой заделки опор на уровне обреза фундамента. Если при этом предположении расчетные прогибы концов консолей от временной нагрузки превышают половину нормативных величин, деформации конструкции определяют с учетом податливости основания. 3.6. В рамно-консольных мостах с одним шарниром в пролете при определении усилий в ригеле от временной нагрузки, отделенной от рассматриваемого пролета одной или несколькими опорами, а при расчете массивных сплошных или пустотелых опор при любом ее положении вдоль моста распределение временной нагрузки в поперечном направлении принимают равномерным на все элементы поперечного сечения. Опоры сквозной конструкции или сдвоенные гибкие опоры рассчитывают с учетом крутящих моментов, возникающих в них при асимметричном расположении временной нагрузки относительно продольной оси моста. 3.7. В рамно- и балочно-консольных мостах подвесные пролетные строения, имеющие на краях диафрагмы, допускается рассчитывать как разрезные балочные пролетные строения на жестких опорах, т. е. без учета упругой податливости консолей, на которые они опираются, но с учетом дополнительных крутящих моментов Мкр в балках, определяемых по формуле
где G - модуль сдвига бетона, кгс/см2; Ik - момент инерции при кручении главной балки подвесного пролета, см4; l - расчетный пролет подвесного пролетного строения, см; Θ - разность углов поворота торцов подвесного пролетного строения относительно продольной оси моста, ‰. Примечание. Разность углов Θ определяют при наиболее невыгодном загружении (для величины Θ) консолей, на которые опирается подвесное пролетное строение. При отсутствии торцовых диафрагм подвесные пролетные строения рассчитывают с учетом упругой податливости консолей, на которые они опираются. 3.8. При расчете опор на дополнительное сочетание нагрузок, временной нагрузкой в рамно-консольных мостах загружают один из примыкающих пролетов, имеющий наибольшую площадь линии влияния для данной опоры. При определении усилий в опоре от сил торможения длину загружения принимают: в рамно-консольных мостах с одним шарниром в пролете равной длине консоли; в рамно-консольных мостах с подвесным пролетным строением, независимо от типа опорных частей, равной сумме длины консоли и подвесного пролетного строения. 3.9. При определении расчетных усилий от веса бетона (раствора) омоноличивания напрягаемой арматуры, расположенной в открытых каналах, коэффициент перегрузки принимают таким же, как для бетона конструкции. 3.10. Составные конструкции рассчитывают, как цельно-пролетные с учетом требований п.3.11. Дополнительно составные конструкции рассчитывают на прочность и трещиностойкость по сечениям, совпадающим со стыками или пересекающим их, в том числе проверяют конструкции на сдвиг по стыкам. 3.11. При расчете на прочность сечений ригеля рамно-консольных мостов с одним шарниром в пролете на действие положительного изгибающего момента к расчетному сопротивлению арматуры, расположенной в нижней зоне сечения, вводят дополнительный коэффициент условий работы m2 = 0,8, учитывающий меньшую точность определения расчетных усилии для этой арматуры. При расчете шарниров, соединяющих консоли соседних рам, коэффициент условий работы m2 принимают равным 0,7. Расчет на прочность и устойчивость3.12. Прерывающуюся в стыках ненапрягаемую арматуру при определении прочности и устойчивости составных конструкций с сухими, клееными и бетонируемыми стыками в расчётах не учитывают. Положение центра тяжести в сечениях, проходящих через стык, определяют с учетом всей арматуры, в том числе и прерывающейся в них. 3.13. При расчете
нормальных сечений составных конструкций к расчетному сопротивлению бетона на
прочность вводят коэффициент условий работы 3.14. Значение коэффициента условий работы сухого стыка Примечания. 1. При расстоянии
между сухими стыками менее максимального размера сечения, а также при наличии в
конструкции двух сближенных сухих стыков (вставленная в стык диафрагма)
значение 2. При наличии в сжатой зоне стыка элементов из монолитного бетона
(выравнивающий слой проезжей части, бетон омоноличивания открытой арматуры и т.д.),
участвующих в работе составной конструкции, значение 3.15. В фермах при
расположении сухих стыков только на торцах сжатых элементов коэффициенты 3.16. При расчете наклонных сечений составных элементов с сухими стыками на изгибающий момент проверяют как плоские, так и ломаные сечения, частично проходящие через стык (рис. 13). В расчете по косому сечению допускается учитывать работу только тех прерывающихся в стыке горизонтальных стержней арматуры, которые имеют достаточную длину заделки l. 3.17. Конструкции с
клееными стыками рассчитывают на нагрузки, действующие до отверждения клея, как
составные, а на нагрузки, действующие после отверждения клея, - как
цельнопролетные (коэффициент условий работы
Рис. 13. Возможные разрезы при проверке прочности составной
конструкции по наклонному сечению: 3.18. Значение
коэффициента условий работы При назначении величины коэффициента условии работы клееного стыка при неотвержденном клее следует также учитывать примечание 1 к п. 3.14. 3.19. Как цельнопролетные рассчитывают следующие конструкции с бетонируемыми плоскими и зубчатыми стыками: - конструкции, в которых суточные температурные деформации и усадка бетона в период сборки не приводят к возникновению растягивающих напряжений в стыках (например, при навесной сборке конструкций); - конструкции, имеющие в стыке обычную или напрягаемую арматуру в количестве, достаточном для воспринятая растягивающих температурных и усадочных напряжений, возникающих в стыках в процессе сборки; - конструкции, при укрупнительной сборке которых принимают специальные меры, предотвращающие образование температурных и усадочных трещин по контакту бетона омоноличиванием с бетоном конструкции (установка стяжек и др.). 3.20. При расчете конструкций с бетонируемыми стыками на
нагрузки, действующие в стадии натяжения арматуры и монтажа, значения
коэффициента условий работы
Рис. 14. Графики зависимости коэффициента
условии работы бетонируемого шва от прочности материала, заполняющего шов: Примечание. Значения коэффициента условий работы приведены для элементов
сечения толщиной 12 см и более. При толщине менее 12 см и при наличии в
стыкуемых элементах отверстий для пропуска пучков значение коэффициента
условий работы 3.21. Конструкции, в которых при укрупнительной сборке возможно образование в бетонируемом стыке температурных, усадочных или силовых трещин, рассчитывают как конструкции с сухими стыками. В стадии натяжения
арматуры и монтажа коэффициент условий работы 3.22. Прерывающуюся в стыках арматуру при расчете конструкций с бетонируемыми и клееными стыками по косому сечению учитывают так же, как в конструкциях с сухими стыками. 3.23. Изгибаемые элементы конструкции с сухими, клееными и бетонируемыми плоскими и плоскими с уступом, вертикальными или наклонными стыками проверяют на сдвиг по стыку. Конструкции с зубчатыми сухими, клееными и бетонируемыми стыками на сдвиг по стыку не проверяют. 3.24. Конструкции с плоскими, плоскими с уступом, сухими и бетонируемыми стыками проверяют на сдвиг по стыку на всех стадиях их работы, при этом конструкции с бетонируемыми стыками - только в том случае, если в них возможно появление усадочных, температурных или силовых трещин. Плоские и плоские с уступом клееные стыки, напрягаемые до отверждения клея, проверяют на сдвиг только на тех стадиях работы конструкции, когда клей неотвержден. После отверждения клея стыки проверяют на сдвиг только при работе конструкции в стадии эксплуатации. Примечание. Проверка на сдвиг по стыку после отверждения клея является условной. Цель проверки - обеспечить работоспособность составной клееной конструкции на поперечные силы ч случае потери сцепления клея с бетоном. 3.25. Стыки проверяют на сдвиг по формуле Qн ≤ m · μс · Nн , где Qн - сдвигающее усилие в стыке от нормативной нагрузки (с учетом динамического коэффициента), кгс; Nн - прижимающее усилие в стыке (с учетом динамического коэффициента), кгс; μс - коэффициент трения в стыке; m - коэффициент условий работы стыка при проверке на сдвиг. 3.26. Сдвигающее усилие в стыке Qн определяют обычным способом. При определении прижимающего усилия Nн, которое может быть введено в расчет при проверке стыка на сдвиг, учитывают только нормальное усилие Nнр, передающееся через ребро изгибаемой конструкции. В случае, когда Qн > m · μс · Nнр, допускается учитывать нормальные усилия в прилегающих к ребру участках полок или уширений. Длина вводимых в расчет свесов полок или уширений bп не должна превышать их толщины в месте примыкания к ребру. 3.27. Коэффициент трения бетона по бетону в сухом стыке независимо от вида поверхности стыкуемых торцов (рифленая, гладкая) и способов изготовления блоков (бетонирование «в торец», изготовление в опалубке со строганными торцами и др.) принимают равным 0,55. Коэффициент трения в клееном стыке, включаемом в работу до отверждения клея, принимают равным: при гладкой поверхности стыкуемых торцов - 0,15; при рифленой поверхности одного из стыкуемых торцов - 0,20; при рифленой поверхности обоих стыкуемых торцов - 0,30. 3.28. Коэффициент условий работы т при проверке стыка на сдвиг принимают равным 0,65. Если при подсчете Nн учитывают не только нормальные усилия в ребре, но и нормальные усилия в полках проверяемого сечения, дополнительно проверяют стык на сдвиг с учетом только нормальных усилий в ребре. Коэффициент условии работы стыка т при этом допускается (принимать равным 0,8. 3.29. При проверке клееного стыка на сдвиг после отверждения клея коэффициент трения принимают равным 0,55, а коэффициент условий работы стыка т - равным 1,0. Учитывать при определении Nн нормальные усилия, действующие в полках сечения, в этом случае не допускается. 3.30. Элементы проезжей части с сухими и клееными стыками (до отверждения клея) проверяют на сдвиг по стыку от местных нагрузок, действующих в стадии монтажа и эксплуатации. Стыки плиты проезжей части проверяют на сдвиг по формуле Qн ≤ m · μс · Nнп ,
гдe Qн - поперечная сила в плите от действующих нагрузок на участке стыка длиной не менее пяти толщин плиты, кгс; Nнп - нормальное усилие в плите на рассматриваемом участке стыка от действующих нагрузок, кгс; μс - коэффициент трения в стыке (принимается в соответствии с п. 3.27); m - коэффициент условий работы стыка на сдвиг (принимается равным 0,8). 3.31. Нижнюю плиту составных конструкций при ломаном или криволинейном очертании в вертикальной плоскости проверяют на изгиб в плоскости, перпендикулярной продольной оси плиты. 3.32. Нормальные напряжения, действующие в стыках составных конструкций, на разных этапах их работы, при расчете по формулам сопротивления упругих материалов подсчитывают общими методами. Величины нормальных
напряжений в сухих, клееных (до отверждения клея) и бетонируемых стыках
составных конструкции не должны превышать соответствующих расчетных
сопротивлении бетона, умноженных на коэффициент условии работы стыка Расчет по деформациям3.33. Жесткость составной по длине конструкции определяют как цельнопролетной конструкции с введением дополнительного коэффициента К1, учитывающего повышению деформативность составной конструкции. 3.34. В конструкциях с бетонируемыми стыками дополнительный коэффициент подсчитывают по формуле
а в конструкциях с сухими и клееными (до отверждения клея) стыками - по формуле
где l1 - средняя длина блока в конструкции, см; l2 - средняя длина бетонируемого стыка, см; Еб - модуль упругости бетона блоков, кгс/см2; Еш - модуль упругости бетона (раствора), заполняющего шов, кгс/см2; δш - относительные деформации сухого и клееного стыка. В конструкциях с клееными стыками после отверждения клея коэффициент К1 принимают равным 1. 3.35. Значение δш при определении деформативности конструкции с сухими и клееными стыками принимают для стыков, образованных: двумя рифлеными поверхностями блоков - δш = 2,0·10-4 см3/кгс; одной гладкой, а другой рифленой поверхностью блоков - δш = 1,5·10-4 см3/кгс. двумя гладкими поверхностями, выполненными любым способом - δш = 1·10-4 см3/кгс. Расчет на трещиностойкость3.36. В составных конструкциях при любом виде арматуры и на всех стадиях работы растягивающие напряжения во всех типах стыков не допускают, за исключением случаев, оговоренных в п.3.37, при этом в конструкциях, монтируемых методом продольной надвижки, при определении напряжении и стыках учитывают возможность поддомкрачивания балки во время ее надвижки. 3.37. В пролетных строениях мостов, собираемых навесным
способом, с сухими стыками на стадии монтажа в зоне, сжатой при любых сочетаниях
эксплуатационных нагрузок, в сечениях по стыку допускают условные растягивающие
напряжения не более Примечание. Напряжения названы условными потому, что их вычисляют в предположении работы сечения по стыку на растяжение, чего при сухом стыке не может быть. 3.38. Продольную трещиностойкость сжатой при монтаже зоны конструкции при наличии растягивающих напряжений в сухом стыке проверяют путем определения максимальных сжимающих напряжений в бетоне конструкции без учета работы стыка на растяжение. При проверке учитывают усилие и напрягаемой арматуре Nпр , усилие в монтажных тяжах или пучках и собственный вес монтируемой конструкции. Эпюру напряжений в сжатой зоне стыка конструкции принимают по треугольнику. Максимальные
напряжения в стыке не должны превышать расчетных сопротивлений RT, умноженных на коэффициент
условий работы стыка 3.39. Ребра изгибаемых элементов составных конструкций должны быть проверены на главные напряжения. В соответствии с требованиями «Указаний по проектированию мостов и труб» проверяют на главные напряжения ребра следующих составных конструкций: - конструкций с зубчатыми стыками; - конструкций с плоскими, плоскими с уступом, бетонируемыми и клееными (после отверждения клея) стыками; - конструкции с плоскими, плоскими с уступом, сухими и клееными (до отверждения клея) стыками, в которых отношение сдвигающей силы к силе трения в стыке равно или меньше 0,5; - конструкции с плоскими, плоскими с уступом, сухими и клееными (до отверждения клея) стыками, в которых во всех волокнах шва по его высоте сдвигающие силы меньше или равны силам трения (рис. 15). τс ≤ μс·σх·b, где τс - касательные напряжения от нормативной нагрузки в рассматриваемом волокне стыка, определенные как для монолитной конструкции, кгс/см2; b - ширина ребра конструкции, см; μс - коэффициент трения в стыке; σх - нормальное напряжение в рассматриваемом волокне от нормативной нагрузки, кгс/см2; b = b + 2bп - принятая ширина сечения при определении (см. п. 3.26 и рис. 15) для проверки конструкции на сдвиг по стыку.
Рис. 15. Эпюры сил трения и сжимающих сил в стыке 3.40. В конструкциях с плоскими, плоскими с уступом, сухими и клееными (до отверждения клея) стыками, коэффициент условий работы которых при проверке на сдвиг лежит в пределах 0,65>т>0,5, а касательные усилия в стыке, определенные как для монолитной конструкции, в ряде волокон по высоте сечения превышают силы трения в этой точке стыка (рис. 15,б), главные напряжения в бетоне блоков определяют как для целых конструкций, принимая суммарные касательные напряжения в стыке τс равными: - касательным напряжениям, определяемым как для монолитной конструкции (первая проверка); - силам трения, умноженным на коэффициент условий работы стыка τс = m · μс · σх (вторая проверка). При этом касательные усилия в любой точке стыка не должны превышать сил трения в этой точке более чем на 20%. При несоблюдении указанного требования необходимо изменить размеры сечения или перейти на другую конструкцию стыка, обеспечивающую лучшую его работу на поперечные силы. 3.41. При определении потерь напряжения в арматуре деформации сухих и клееных (до отверждения клея) стыков определяют по формуле Δш = σб · δш, где Δш - деформация шва, см; σб - напряжения в бетоне конструкции на уровне центра тяжести напрягаемой арматуры, кгс/см2; δш - относительная деформация сухого и клееного стыка (см. п. 3.35). Обжатие бетонируемых и клееных стыков (после отверждения клея) при определении потерь напряжения в арматуре можно не учитывать. 3.42. Характеристики ползучести бетона принимают при расчетах составных конструкций такими же, как и при расчете целых конструкций. 4. ИЗГОТОВЛЕНИЕ ЭЛЕМЕНТОВ СОСТАВНЫХ КОНСТРУКЦИЙКонструкции с сухими и клееными стыками4.1. Блоки конструкции с сухими и клееными стыками изготовляют следующими способами, обеспечивающими плотное примыкание их торцовых поверхностей и получение проектного очертания конструкции: а) в специальной опалубке с жесткими плоскими торцовыми щитами (рис. 16,а); б) бетонированием «в торец» с использованием в качестве опалубки торца соседнего блока. 4.2. Рекомендуются следующие разновидности способа бетонирования «в торец»: а) последовательное бетонирование блоков в стационарной опалубке (рис. 16,б); б) последовательное бетонирование блоков в передвижной опалубке (рис. 16,в и г); в) бетонирование блоков на плазу через один (рис. 16,д). Примечание. Разновидностью этого способа является прибетонировка слепка, когда бетонируется только зазор между установленными на плазу блоками (рис. 16,е). 4.3. Способ изготовления блоков выбирают в зависимости от конструкции сооружения, объема работ по изготовлению блоков, формы и размеров блоков, условий их транспортировки и принятой организации производства работ. Блоки типовых пролетных строений и опор постоянного по длине и относительно небольшого по размерам поперечного сечения рекомендуется изготовлять в опалубке со строганными стальными торцами. Крупногабаритные блоки пролетных строений мостов больших пролетов рекомендуется бетонировать «в торец» последовательно в стационарной (приложение 2) и передвижной опалубке. Прибетонировывать торцы (рис. 16,е) следует только в случае, когда блок собирают из нескольких заранее изготовленных плоских элементов. 4.4. Плотное касание блоков в стыке при их раздельном изготовлении в опалубке с жесткими торцовыми щитами обеспечивают путем выполнения стыкуемых поверхностей блоков плоскими, что достигается соблюдением ряда конструктивных и технологических требований при проектировании и изготовлении опалубки (приложение 3).
Рис. 16. Схемы
изготовления блоков конструкций с сухими и клееными стыками: 4.5. Торцовые щиты опалубки для раздельного изготовления блоков выполняют жесткими. Прогиб любой точки щита от давления бетонной смеси при ее укладке не должен, превышать 0,2 мм. 4.6. Плоскую рабочую поверхность торцового щита получают обработкой на станках (строгальных, карусельных) или устройством навесной облицовки. Отклонение рабочей поверхности торцового щита от плоскости в любом направлении не должно превышать 0,3 мм на метр длины. Отклонение от плоскости на всей высоте (ширине) торцового щита не должно превышать 0,6 мм. Отклонения проверяют нивелировкой, используя в качестве рейки стальную миллиметровую линейку. 4.7. Рифление на торцовой поверхности блоков осуществляют, выполняя рабочую поверхность торцового щита рифленой. Глубина рифления на торцовом щите может отличаться от проектных размеров не более чем на 0,2 мм. 4.8. Плотное касание в сухом и клееном стыке при изготовлении блоков путем бетонирования их «в торец» достигается устройством фиксаторов, обеспечивающих при монтаже конструкции такое же взаимное расположение стыкуемых поверхностей, как при изготовлении. 4.9. Торцы блоков, используемые в качестве опалубки, при изготовлении блоков конструкции с плоскими клееными и сухими стыками должны иметь гладкую поверхность без ступенек и местных неровностей. Для получения требуемой поверхности торцы блоков опалубливают стальным листом. Деревянная строганая опалубка допускается только при изготовлении блоков конструкции с клееными стыками, монтируемых навесным способом. 4.10. Работы по изготовлению блоков составных конструкций с сухими стыками при всех способах изготовления блоков организуют таким образом, чтобы разница в температуре элементов поперечного сечения блока в период схватывания и в первые часы твердения бетона не превышала 10°С. 4.11. Опалубку или торцовую поверхность блока, с которой снимают слепок, покрывают перед укладкой бетона специальной смазкой (приложение 4). При зубчатых стыках смазки наносят на торцовую поверхность и на прилегающие к торцам боковые поверхности блоков на длине 10 см. Использовать при изготовлении блоков конструкций с клееными стыками смазки, имеющие в своем составе различные виды масел, не допускается. 4.12. Фиксаторы, обеспечивающие точное совмещение стыкуемых поверхностей блоков, следует выполнять в виде бетонных выступов. Фиксаторы в виде стальных закладных детален, соединяемых между собой точеными болтами (рис. 17), допускается использовать, когда они нужны не только для совмещения стыкуемых поверхностей, но и должны выполнять другие функции, которые бетонные фиксаторы не могут выполнять (например, обжатие стыка при склеивании). Необходимый при монтаже конструкции зазор между уголками фиксаторов обеспечивают при заделке фиксаторов путем установки между их уголками прокладки толщиной 3-4 мм.
Рис. 17. Фиксаторы
в виде уголков, соединяемых точеными болтами: В конструкциях, укрупнительную сборку которых выполняют на плазу или подмостях, фиксаторы должны исключать смещение блоков в плане и допускать взаимное смещение блоков в вертикальной плоскости. 4.13. Отклонение осей собранных конструкций от проектного положения не должно превышать: а) для опор - 1/250 высоты опоры, но не более 1/20 размера сечения верха опоры в направлении вдоль или поперек моста; б) для балочных разрезных пролетных строений: - в плане - 1/1000 пролета; -в вертикальной плоскости - 1/1000 пролета, но не более 3 см; в) для пролетных строений рамно-консольных и неразрезных систем в плане и вертикальной плоскости - 1/1000 пролета, но не более 5 см. Длина собранных конструкций не должна отличаться or проектной более чем на 3´n мм, где п - число блоков по длине конструкции. Случаи, когда требуется более высокая точность изготовления конструкции, указывают в проекте. 4.14. Проектное очертание конструкций с сухими и клееными стыками, изготовляемых путем последовательного бетонирования блока на плазу или через один, обеспечивают приданием плазу необходимого профиля, соблюдением проектных размеров опалубки и ее положения в плане. Отклонения осей бетонируемой конструкции от заданного положения не должны превышать 1 см. 4.15. Проектное очертание конструкций с сухими и клееными стыками, бетонируемых в опалубке с жесткими строгаными торцовыми щитами, обеспечивают взаимным расположением торцовых щитов, а бетонируемых последовательно в стационарной опалубке - взаимным положением поддона блока (и, следовательно, самого блока) в I и II позициях (см. рис. 16). 4.16. Очертание плаза, взаимное расположение торцовых щитов опалубки (поддона в позициях I и II) и допускаемые отклонения от заданного положения указывают в проекте. При определении очертания плаза, взаимного расположения торцовых щитов и поддона блока в позициях I и II учитывают все деформации монтируемой конструкции, в том числе длительные. 4.17. Допускаемые отклонения торцовых щитов и поддонов от заданного положения подсчитывают по допустимым отклонениям осей собираемых конструкций от проектного положения (п. 4.13) исходя из предположения, что отклонения во всех блоках одинаковы по величине и по знаку (контур блоков имеет одинаковое трапецеидальное очертание), а фактическая ось конструкции представляет собой по отношению к проектной оси круговую кривую (рис. 18). 4.18. Допускаемые отклонения в положении торцовых щитов и поддонов не должны быть меньше следующих значений: в отметках идентичных марок щитов или фиксаторов ± 1,0 мм; в расстоянии между контрольными марками щитов ± 1,0 мм; в углах наклона щитов ±2 мин.
Рис. 18. Очертание
балок для определения точности изготовления блоков: В случае, когда указанная выше возможная точность установки фиксаторов не обеспечивает соблюдение приведенных в п. 4.13 допусков, предусматривают меры, позволяющие регулировать очертание конструкции в процессе ее сборки. 4.19. Необходимую точность установки торцовых щитов опалубок в проектное положение при раздельном изготовлении блоков обеспечивают оснащением опалубок: - приспособлениями винтового или клинового типа, позволяющими установить щиты и надежно закрепить их в проектном положении при монтаже опалубки; - марками для измерения взаимного расположения щитов при монтаже опалубки и в процессе ее эксплуатации; - специальными фиксаторами, позволяющими быстро устанавливать щиты в проектное положение. При последовательном изготовлении блоков в стационарной опалубке заданное очертание составной конструкции обеспечивают оснащением поддона, изготавливаемых блоков и стенда опалубки установочными приспособлениями и фиксаторами, определяющими необходимое положение блока в вертикальной плоскости и в плане, как в I, так и во II позиции (см. рис. 16). 4.20. Установочные приспособления и фиксаторы должны быть простыми и надежными в работе, не расстраиваться при вибрировании бетона и позволять легко и быстро корректировать положение торцовых щитов (поддона) при эксплуатации опалубки. Конструкцию установочных приспособлений, марок и фиксаторов выбирают исходя из способа и требуемой точности установки щитов и поддона в проектное положение (см. приложения 2 и 3). 4.21. Установочные приспособления, марки и фиксаторы должны быть надежно защищены от случайных ударов и загрязнения в процессе выполнения всех технологических операций по изготовлению блоков. Деформации фиксаторов от действующих на них в процессе эксплуатации опалубки усилий определяются расчетом и не должны вызывать деформаций торцовых щитов на величину более 0,5 мм. 4.22. В процессе эксплуатации опалубки необходимо тщательно следить за состоянием установочных винтов и фиксаторов и периодически проверять положение торцовых щитов, замеряя контрольные размеры, указанные в проекте опалубки. 4.23. Боковые щиты опалубки, предназначенной для раздельного и последовательного изготовления блоков конструкции с сухими и клееными стыками, оснащают винтовыми или клиновыми приспособлениями, позволяющими устанавливать и закреплять щиты в проектном положении. Отклонения боковых щитов опалубки и поддона от проектного положения не должны превышать 3 мм. При изготовлении блоков конструкций, монтируемых методом продольной надвижки, отклонения поддона опалубки от проектного положения в вертикальной плоскости в зоне будущего опирания на плаз и накаточные устройства не должны превышать 1 мм. Швы сопряжения боковых щитов с торцовыми щитами опалубки следует надежно уплотнить. 4.24. Блоки опор и собираемых «в навес» пролетных строений с сухими и клееными стыками рекомендуется готовить в порядке их подачи на монтаж. Порядок изготовления блоков разрезных и неразрезных пролетных строений с сухими и клееными стыками, монтируемых другими способами, назначают исходя из порядка их укрупнительной сборки и особенностей производства. 4.25. Первые по ходу монтажа блоки опор и собираемых «в навес» пролетных строений с сухими и клееными стыками должны иметь специальные реперы (марки), определяющие положение блоков в пространстве. 4.26. Конструкцию реперов (марок), способ ориентирования и точность фиксации положения блока в пространстве указывают в проекте организации работ. В случае необходимости в проекте предусматривают специальные приспособления или устройства, позволяющие регулировать положение блока при монтаже и закреплять его и необходимом положении. 4.27. Распалубливать и снимать со стенда блоки забетонированной составной конструкции разрешается после достижения бетоном прочности не менее 150 кгс/см2. Случаи, когда эту операцию следует выполнять при большей прочности бетона, отмечают в проекте. 4.28. Порядок распалубки и съема со стенда блоков конструкции, а также места строповки и опирания блоков на подкладки в процессе их хранения и транспортировки указывают в проекте. Блоки с зубчатыми торцами должны иметь ниши для домкратов, позволяющих раздвинуть блоки во избежание повреждения зубьев при снятии с плаза. При распалубке, снятии с плаза, хранении и транспортировке блоков следует принимать меры, предупреждающие повреждение их торцовых поверхностей. 4.29. Отгружать блоки на место строительства разрешается после того, как они достигнут проектной прочности. По согласованию с заказчиком разрешается отгрузка блоков при прочности, равной 80% проектной. Перед отправкой на место строительства блоки принимает заводская инспекция пли технический персонал строительства. При этом составляют акт приемки и наносят на поверхность блока соответствующее клеймо. Конструкции с бетонируемыми стыками4.30. Бетонируемые стыки в составных по длине мостовых конструкциях устраивают тонкими (δ = 20÷30 мм) или толстыми (δ = 70 мм и более). Тонкие стыки заполняют цементным раствором, а толстые - бетоном. Стыки в конструкциях без соединения на монтаже рабочей арматуры устраивают как тонкими, так и толстыми. В конструкциях, состоящих из сборных элементов с арматурными выпусками, размеры стыков назначают из удобства выполнения работ по стыкованию арматуры и бетонированию стыкового зазора. 4.31. Блоки конструкций с тонкими стыками изготавливают в стальной опалубке. Блоки конструкций с толстыми, стыками допускается выполнять в деревянной или комбинированной дерево-металлической опалубке. Отклонения размеров блоков от проектных величин не должны превышать значений, указанных в табл. 2. 4.32. Распалубливание блоков, их приемку и отгрузку на место строительства выполняют в соответствии с указаниями пп. 4.27-4.29. Таблица 2
Образование каналов для напрягаемой арматуры4.33. Закрытые каналы для пропуска напрягаемой арматуры выполняют, как правило, с бетонными стенками. На криволинейных участках при малом радиусе их кривизны, когда образование канала с бетонными стенками сопряжено с трудностями, а также в целях уменьшения потерь от трения арматуры о стенки канала устраивают каналы со стальными стенками или из полимерных материалов. 4.34. Каналы с бетонными стенками образуют с помощью специальных каналообразователей, извлекаемых после бетонирования блоков. Конструкция извлекаемых каналообразователей должна обеспечивать получение проектного сечения закрытого канала, легкое их извлечение из канала без повреждения окружающего бетона и многократную оборачиваемость. 4.35. Криволинейные и прямолинейные каналы образуют путем извлечения из затвердевшего бетона труб из полимерных материалов с сердечником из стальной трубы, стержня или пучка высокопрочных проволок. Как правило, применяют трубы из полиэтилена низкой плотности (МРТУ 6-05-918-67, тип Л), имеющего температурный интервал применения от -70°С до 85°С. При температурах до 110°С применяют трубы из полиэтилена высокой плотности (МРТУ 6-05-917-67, тип Л), а при температурах от -5°С до 140°С - трубы из полипропилена (ТУ 38-2-54-69, группа Л-26, тип Л). Сердечник должен иметь диаметр на 2-3 мм меньше внутреннего диаметра трубы. Перед введением его необходимо смазывать мылом или касторовым маслом. Назначение сердечника - придать трубе большую жесткость и обеспечить ее проектное положение в опалубке. При блоках длиной до 10 м каналы образуют с помощью одной трубы, извлекаемой в ту или другую сторону. В блоках большей длины каналы образуют с помощью двух труб, извлекаемых в разные стороны. Стык труб перекрывают отрезком полиэтиленовой или стальной трубы длиной 15-20 см. 4.36. Прямолинейные каналы длиной до 12 м допускается образовывать путем извлечения из незатвердевшего бетона стальных труб. При блоках длиной до 6 м каналы образуют с помощью одной трубы, извлекаемой в ту или другую сторону. В блоках большей длины каналы образуют с помощью двух стальных труб, извлекаемых в разные стороны. Стык труб перекрывают отрезком полиэтиленовой или стальной трубы длиной 15-20 см. 4.37. Отклонения каналообразователей от проектного положения не должны превышать величин, приведенных в табл. 3. 4.38. Проектное положение каналообразователей обеспечивают закреплением их в фиксаторах, связанных с арматурным каркасом или опалубкой. Конструкция, расположение фиксаторов и способы их крепления указывают в проекте опалубки. Фиксаторы положения стальных труб рекомендуется располагать не реже чем через 3 м, а полиэтиленовых труб - 1 м. Таблица 3
Фиксаторы не должны препятствовать извлечению каналообразователя. 4.39. Перед установкой в опалубку поверхность стальных каналообразователей очищают от прилипшего бетона, грязи и смазывают жидким мылом или маслом. Не допускается использовать в качестве каналообразователей стальные трубы, имеющие вмятины или изъязвленную ржавчиной поверхность. 4.40. Стальные трубы рекомендуется извлекать из бетона сразу же после его схватывания. Интервал между укладкой бетона и извлечением каналообразователей определяют опытным путем. При температуре окружающей среды 15÷20°С трубы извлекают через 2-3 часа после укладки бетона. Для облегчения извлечения прямолинейных труб рекомендуется их слегка поворачивать во время и после укладки бетона. Трубы поворачивают на угол не более 5-10°, так как при большем угле поворота возможно повреждение окружающего трубу бетона. 4.41. Порядок извлечения стальных труб определяется конструкцией изготавливаемого блока. Обычно вначале извлекают криволинейные, а затем прямолинейные каналообразователи. Работы ведут сверху вниз. Сразу же после извлечения каналообразователей проверяют проходимость каналов челноком, имеющим диаметр на 3 мм меньше диаметра канала, и исправляют им оплывшие участки канала. 4.42. Трубы из полимерных материалов извлекают через 6-8 часов после укладки бетона или позже. Вначале извлекают сердечники, а затем сами рукава. Способ крепления трубы пли рукава к тросу лебедки должен исключать повреждение трубы (рис. 19). 4.43. Закрытые каналы со стальными стенками образуют, закладывая в опалубку гибкие стальные рукава (ГОСТ 3575-47, тип В или Г) или тонкостенные стальные трубы. Закрытые каналы с полиэтиленовыми стенками образуют, закладывая в опалубку гофрированные дренажные трубы из полиэтилена высокой плотности (ТУ 6-05-1078-72).
Рис.19.Захват для крепления полиэтиленовой
трубы или резинотканевого рукава к тросу лебедки: 4.44. Открытые каналы устраивают с помощью инвентарных деревянных или стальных вкладышей, извлекаемых после приобретения бетоном необходимой прочности. Конструкция вкладышей, способы их крепления к опалубке и методы извлечения указывают в проекте. 5. СБОРКА КОНСТРУКЦИЙ И УСТРОЙСТВО СТЫКОВУкрупнительная сборка и монтаж составных конструкций5.1. Составные конструкции собирают в соответствии с требованиями главы СНиП III-43-75 и настоящих «Технических указаний». 5.2. Конструкции с сухими и клееными стыками собирают, совмещая торцовые поверхности стыкуемых блоков и обжимая конструкцию силами предварительного натяжения арматуры или собственным весом. При клееных стыках на стыкуемые поверхности перед их совмещением наносят слой клея. 5.3. Блоки конструкции с сухими и клееными стыками, изготовленные путем бетонирования в торец, могут занимать в конструкции только то место, которое они занимали при бетонировании. 5.4. Однотипные блоки, изготовленные в опалубке с жесткими строгаными торцами, взаимозаменяемы, и их положение в собираемой конструкции определяют только типоразмер блока и форма рифления на торцовых поверхностях. Стыковать поверхности с совпадающими по направлению рифлениями не допускается. 5.5. Проектное очертание неразрезных пролетных строений с клееными стыками, монтируемых методами продольной надвижки или сборки на перемещающихся подмостях, а также разрезных балок, собираемых предварительно на плазу, обеспечивается, как правило, приданием соответствующего очертания плазу (подмостям). Силу обжатия клееных стыков выбирают при этом такой, чтобы она была недостаточна для раскружаливания склеиваемой конструкции. Допускается обеспечивать проектное очертание разрезных конструкций с клееными стыками монтируемых (собираемых) на подмостях (плазу) за счет геометрических размеров блоков. Силу обжатия при этом назначают такой, чтобы она обеспечивала раскружаливание склеиваемой конструкции. Очертание пролетных строений (балок) с сухими стыками определяется геометрическими размерами блоков. Силу натяжения арматуры при укрупнительной сборке разрезных конструкций с сухими стыками назначают такой, чтобы обеспечить раскружаливание конструкции. Очертание и положение в пространстве составных пролетных строений с сухими и клееными стыками, собираемых методом навесной сборки, а также составных по высоте опор определяются геометрическими размерами образующих их блоков и положением корневых блоков. 5.6. Отклонения осей собранных конструкций с сухими и клееными стыками от проектного положения не должны превышать величин, указанных в п. 4.13. Отклонения в вертикальной плоскости измеряют по верхней грани балок, а в горизонтальной плоскости - по оси балок или наружной поверхности ребер (в фасадных балках). 5.7. Взаимные смещения в стыке соседних блоков, изготовленных в опалубке с жесткими строгаными торцами, не должны превышать 5 мм. При размещении вставной диафрагмы в шве между блоками, изготовленными раздельным способом, допускаемые взаимные смещения блоков разрешается увеличивать в 1,5 раза. Взаимные смещения соседних блоков в стыках конструкций, монтируемых методом продольной надвижки, в зоне размещения устройств скольжения не должны превышать 2 мм. Взаимные смещения в стыке измеряют: - в плане - по осям блоков или по их внешней грани (в фасадных балках); - в вертикальной плоскости - по нижней грани балок. 5.8. Взаимные смещения в стыке соседних блоков, изготовленных методом бетонирования «в торец», не должны превышать 1 мм. Точное совмещение торцов обеспечивают фиксаторами, устраиваемыми при изготовлении блоков. 5.9. Разница в толщине клеевого шва в конструкциях, очертание которых определяется очертанием плаза, не должна превышать 3 мм. 5.10. Поступающие на строительство блоки тщательно осматривают и обмеряют, особенно торцовые поверхности, фиксаторы и реперы. Результаты осмотра и обмера заносят в специальный журнал. Блоки, не отвечающие по своим размерам или качеству предъявляемым к ним требованиям, бракуют. Исправлять цементным раствором, клеем или другим способом торцовые поверхности блоков конструкций с сухими стыками не допускается. Возникающие неплотности ликвидируют путем превращения сухого стыка в клееный (нанесение на стыкуемые поверхности слоя клея необходимой толщины или нагнетание клея в шов). 5.11. Укрупнительную сборку разрезных конструкции выполняют на плазах, состоящих из рельсов или стальных опорных башмаков, уложенных на бетонные фундаменты. Основание фундаментов должно обеспечивать неизменность положения рельсов и башмаков в процессе укрупнительной сборки. Опорные башмаки должны обеспечивать свободное продольное перемещение блоков при сохранении ими необходимого взаимного положения. Для ускорения и облегчения работ по укрупнительной сборке и обеспечения требуемой точности установки блоков опорные башмаки оснащают установочными приспособлениями винтового или клинового типа, позволяющими легко регулировать положение блоков в плане и вертикальной плоскости. 512. Очертание плаза в вертикальной плоскости выбирают исходя из метода обеспечения проектного очертания конструкции. В случае, когда очертание конструкции определяется плазом, последний должен иметь очертание, придаваемое конструкции при ее сборке. Отклонения плаза от требуемого очертания не должны превышать 5 мм. В случае, когда очертание конструкции определяется геометрией ее блоков, плазу придают такое очертание, чтобы монтируемые конструкции после натяжения арматуры опирались только на концевые опорные башмаки, а зазор между низом конструкции балки и опорными башмаками в середине пролета не превышал 20 мм. 5.13. Блоки разрезных конструкций с сухими стыками устанавливают на башмаки с минимальным зазором в стыке (2-3 мм) и затем совмещают торцы блоков, натягивая часть рабочих пучков. 5.14. Клей на торцы блоков разрезных конструкций с клееными стыками наносят до их установки на плаз или после установки, поочередно сдвигая блоки к середине. Состав клея подбирают таким образом, чтобы его адгезионная жизнеспособность не менее чем в 1,5 раза превышала предполагаемый срок сборки балки. В дальнейшем состав клея корректируют исходя из фактических сроков сборки балки. 5.15. При разработке конструкции, технологии и организации работ по продольной надвижке пролетных строений следует исходить из принципа попролетной сборки и попролетной надвижки с максимальным использованием рабочей арматуры в качестве монтажной. 5.16. В мостах, расположенных на продольном уклоне или вертикальной кривой, надвижку выполняют, как правило, со стороны подхода, имеющего меньшие отметки, при этом при уклоне более 10‰ в проекте конструкции должен быть предусмотрен стопор, способный передать на устой или плаз в процессе и после окончания надвижки каждого пролетного строения горизонтальное усилие, подсчитанное исходя из условия, что трение в устройствах скольжения равно 0,01. 5.17. Плаз для тыловой сборки монтируемой конструкции выполняют из шпал или сборных железобетонных плит, к которым крепят рельсовый путь. В проекте организации работ должны быть приняты меры, уменьшающие деформации насыпи и ее основания, а именно: - возведение устоя и отсыпка насыпи за 6-8 месяцев до устройства плаза; - отсыпка насыпи по возможности из дренирующих песчаных грунтов с их послойным уплотнением до плотности, не менее 0,98 от стандартной. Примечание. На подходах к мостам более 2/3 деформаций верха насыпи является следствием уплотнения грунтов ее основания, поэтому практикуемое иногда устройство плаза на сваях дает ожидаемый эффект только при несжимаемом основании. 5.18. Плаз располагают в вертикальной плоскости таким образом, чтобы его ось была повернута в сторону моста и составляла угол, равный 1/1000 с осью пролетного строения в первом пролете. 5.19. Конструкции плаза и узла сопряжения плаза с устоем должны обеспечивать, как правило, их совместную работу на горизонтальные силы, возникающие при продольной надвижке пролетных строений. 5.20. Рельсовый путь для сборки и надвижки пролетных строений должен быть бесстыковым. Конструкция крепления рельсового пути к шпалам должна обеспечивать передачу сил трения с пути на насыпь, а конструкция крепления рельсов к железобетонным плитам плаза, кроме того, должна позволять компенсировать возможную осадку насыпи и ее основания перемещением рельсового пути вверх не менее чем на 1/100 высоты насыпи. Очертание пути проверяют перед сборкой каждого пролета и при необходимости исправляют подбивкой шпал 'или перемещением рельсового пути. Отклонения пути от проектного очертания должны быть в пределах от +2 до +5 мм. Минусовые отклонения не допускаются. 5.21. Опорные башмаки, служащие для опирания блоков на рельсовый путь плаза, должны позволять регулировать по высоте положение устанавливаемого блока в пределах ± 5мм. Рекомендуется опирать башмаки на рельсовый путь через прокладки из антифрикционных материалов. Места опирания блоков на башмаки указывают в проекте, 5.22. Блоки конструкции с клееными стыками устанавливают на плаз с зазором, достаточным для удобного нанесения клея (20-40 см). Нанесение клея и обжатие стыков выполняют в последовательности, исключающей перемещение блоков по плазу после совмещения их стыкуемых поверхностей (рис. 20, а). Обжатие стыков рекомендуется выполнять теми же механизмами, которые используют для надвижки пролетных строений. В конструкции пролетных строений должен быть предусмотрен стопор, способный передать усилие обжатия на устой или плаз. Адгезионная способность клея должна отвечать требованиям п. 5.14. 5.23. Арматуру натягивают после отверждения клея в стыках в порядке (указывается в проекте), исключающем появление в стыках растягивающих напряжений. 5.24. Скорость надвижки пролетных строений не должна превышать 30 см/мин (18 м/час). Оборудование для надвижки, а также схемы передачи усилий, возникающих при надвижке, выбирают исходя из местных условий и имеющегося оборудования. Рекомендуется использовать для надвижки домкраты тройного действия конструкции Союздорнии-Главстроймеханизации для натяжения пучков из прядей мощностью 230 и 350 т, передвигающиеся по закрепленным на устое пучкам из 12 или 19 прядей диаметром 16 мм (рис. 20,б).
Рис. 20. Укрупнительная
сборка и надвижка пролетного строения: 5.25. Механизмы, используемые для надвижки, должны обеспечивать надвижку с выбранной скоростью, а при необходимости и возможность ее изменения в заданных пределах. Мощность механизмов должна превышать проектную не менее чем на 30%. Насосные станции механизмов должны иметь предохранительные клапаны, предотвращающие возникновение в гидравлической системе давления выше заданного. Работа домкратов должна быть синхронизирована таким образом, чтобы автоматически обеспечивалось осевое приложение нагрузки к надвигаемой конструкции. Все операции, связанные с перемещением механизмов, должны быть механизированы. 5.26. Мощность пучков при надвижке тянущими домкратами, выбирают исходя из условия, чтобы упругое удлинение пучка при начале движения конструкции не превышало 10 см. 5.27. Пролетные строения надвигают по специальным устройствам скольжения, имеющим в своем составе прокладки антифрикционного материала. Конструкция устройств скольжения и их расположение на опоре должны обеспечивать: - минимальные силовые воздействия на опоры в процессе надвижки; - возможность поворота опорных сечений пролетных строений при нормальных напряжениях в антифрикционных прокладках не выше расчетных; - отсутствие недопустимых нормальных напряжений в антифрикционных прокладках из-за местных неровностей на нижней поверхности надвигаемой конструкции; - исключение смещения надвигаемой конструкции поперек оси моста; - контроль горизонтальных усилий, передающихся на опоры, с автоматическим выключением (например, концевым выключателем) механизмов надвижки при превышении заданных значений усилий; - фиксацию и регулировку (при необходимости) вертикальных реакций, возникающих в опирании пролетных строений на устройства скольжения. 5.28. Для надвижки следует применять специальные инвентарные устройства скольжения. Использовать в качестве устройств скольжения опорные части пролетных строений не рекомендуется. Возможные конструктивные схемы инвентарных устройств скольжения приведены на рис. 21. 5.29. Устройства скольжения следует располагать на опорах эксцентрично относительно центра опор, сдвигая их вдоль моста против направления движения. Величину эксцентриситета указывают в проекте. Размеры устройств скольжения в плане и их высота должны позволять размещать на опоре в одном продольном створе с устройствами скольжения домкраты для их разгрузки и ремонта, при этом высота устройств скольжения должна не менее чем на 5 см превышать высоту постоянных опорных частей пролетных строений.
Рис. 21. Устройства
скольжения: При надвижке пролетных строений, расположенных на продольном уклоне или вертикальной кривой, уклон плоскости скольжения устройств скольжения на каждой опоре должен быть равен уклону пролетного строения на этой опоре. Отметки опорных поверхностей устройств скольжения могут отличаться от проектных значений не более чем на 5 мм, при этом разница в отметках опорных поверхностей устройств скольжения, расположенных на одной опоре, не должна превышать 2 мм. 5.30. В качестве антифрикционного материала в устройствах скольжения попользуют фторопласт-4 по ГОСТ 10007-72 марки А или Б, незакаленный, обеспечивающий минимальную величину коэффициента трения. Фторопласт-4 применяют в виде прокладок размером 20´20 см и более толщиной, как правило, 4 мм. Допускается использование других антифрикционных материалов (нафтлен, полиэтилен низкого давления), если это предусмотрено проектом. Фторопластовые прокладки перед употреблением сортируют по толщине. Толщины прокладок, используемых на одной опоре, не должны разнится более чем на 0,5 мм. 5.31. В качестве контртела используют листы нержавеющей стали δ = 2 мм, с поверхностью, обработанной по 8-11-му классу частоты, или листы обычной стали такой же толщины, окрашенные атмосферостойкими красками, лаками или эмалями, имеющими глянцевый блеск. 5.32. Расчетные коэффициенты трения (коэффициенты сцепления при первой подвижке после выстойки более 18 часов) фторопласта-4 по контртелу (см. п. 6.31) при смазке трущихся поверхностей солидолом и скорости движения до 5 мм/сек приведены на рис. 22. 5.33. В случае надвижки пролетных строений при температурах ниже 0°С для уменьшения коэффициента трения следует применять устройства скольжения с обогреваемым контртелом (рис. 23). Конструкция устройства скольжения и терморегулятора должна обеспечивать равномерный нагрев контртела и постоянство температуры с точностью ±5°С. При надвижке без обогрева контртела следует применять смазки, имеющие температуру застывания ниже предполагаемой (веретенное масло, осевое масло). 5.34. Допускаемые давления на фторопластовые прокладки, свободно лежащие на фанере, при осевом и внецентренном сжатии в зависимости от температуры окружающей среды принимают по табл. 4. 5.35. Упругую прокладку между фторопластом и нижней поверхностью пролетного строения выполняют из полос пятислойной фанеры, стыкуемой «в торец» по мере перемещения пролетных строений и устанавливаемой таким образом, чтобы шпон рубашки, соприкасающейся с фторопластом, был перпендикулярен направлению движения.
Рис. 22. Расчетные коэффициенты трения
фторопласта-4 по стали, окрашенной и смазанной:
Рис. 23. Деталь
устройства скольжения с обогреваемым контртелом: Таблица 4
Уступы на нижней поверхности балок величиной δ > 2 мм перед установкой фанеры устраняют клиновидными стальными прокладками или набором стальных, толщиной 1 мм, листов различной длины, позволяющими разогнать уступ на длине не менее 100δ. Упругую прокладку из трех- или пятислойной фанеры устанавливают и в месте опирания устройств скольжения на опоры. 5.36. Горизонтальные усилия, передающиеся на опоры в процессе надвижки, контролируют, измеряя деформации сдвига слоистых резиновых опорных частей (РОЧС), включаемых в состав устройств скольжения (РОЧС одновременно играют и роль упругого шарнира, обеспечивающего угловые деформации пролетных строений). Деформации сдвига верха РОЧС относительно тела опоры измеряют стальной линейкой с ценой деления 1 мм. Автоматическое выключение механизмов надвижки пролетного строения при превышении заданных деформаций обеспечивают установкой на каждом устройстве скольжения концевых выключателей (см. рис. 21) 5.37. Конструкция РОЧС и материалы, из которых они выполняются, должны соответствовать требованиям «Технических указаний по применению в мостах опорных частей из полимерных материалов» ВСН 86-71. Размеры РОЧС в плане и их количество в устройстве скольжения определяют расчетом. Высота РОЧС должна быть не менее 40 мм. Расстояние между РОЧС в плане следует принимать равным 5 мм. Стальная опорная плита, на которую укладывают контртело, должна быть гибкой и выполняться из двух листов стали толщиной 5-6 мм каждый. 5.38. Усилие Т, действующее на опору при надвижке, определяют по деформации РОЧС, пользуясь формулой
где F - суммарная площадь РОЧС, установленных на опоре, см2; G - модуль сдвига резины, кгс/см2; Δ - горизонтальная деформация верхней поверхности РОЧС относительно ее нижней поверхности, см; h - суммарная толщина резиновых слоев РОЧС, см. Модуль сдвига резины марок ИРП 1347 и НО-68-1 принимают при проектировании по рис. 10 ВСН 86-71. Учитывая, что модуль сдвига резины одной и той же марки может отличаться от приведенных в ВСН 86-71 данных на ±30%, а та клее учитывая его зависимость от температуры, рекомендуется перед надвижкой уточнять модуль сдвига опытным путем на образцах размером 70´70 мм, вырезанных из применяемых РОЧС. 5.39. Для фиксации и регулировки в процессе надвижки опорных реакций пролетных строений в конструкцию устройств скольжения включают гидравлические домкраты (см. рис. 21). Равномерное распределение опорных давлений между устройствами скольжения, расположенными на одной опоре, и измерение их величины обеспечивают соединением домкратов общим маслопроводом и включением в гидросистему манометра. Для регулировки величины опорной реакции, приходящейся на ту или иную опору, в гидросистему включают маслонасос. Деформации опор контролируют нивелировкой ригелей опор и в случае необходимости корректируют высоту устройств скольжения. Контроль и корректировку выполняют в интервале между надвижками. 5.40. Направляющие устройства, обеспечивающие правильное положение надвигаемой конструкции в плане, должны быть расположены не менее чем на трети опор, в том числе на первой (по ходу надвижки) промежуточной опоре. Рекомендуется объединять направляющие устройства с устройствами скольжения (рис. 24). Направляющие устройства рассчитывают на усилие, равное 1/10 продольного усилия, приходящегося на промежуточные опоры. 5.41. Пролетные строения, опоры и устройства скольжения должны быть рассчитаны на усилия, возникающие в процессе надвижки. В конструкциях коробчатого сечения распределение усилий между устройствами скольжения, расположении ми на одной опоре, при отсутствии в устройствах плоских гидравлических домкратов, принимают неравномерными - 65% на одно устройство скольжения и 35% - на другое
Рис. 24. Направляющее
устройство: 5.42. Длина аванбека, его вес, жесткость, очертание нижней поверхности и способ объединения с надвигаемой конструкцией должны быть указаны в проекте. Объединение аванбека с пролетным строением рекомендуется выполнять с помощью напрягаемых арматурных пучков Ориентировочная длина аванбека - 2/3 большего пролета. Величина опорной реакции в опирании аванбека на опору а в случае необходимости и ее изменение в процессе надвижки должны быть указаны в проекте. 5.43. Управление продольной надвижкой осуществляют с командного пункта, оборудованного надежной двусторонней связью с каждой опорой моста. На каждой опоре должны быть установлены аварийные выключатели, позволяющие выключить в случае необходимости механизмы для на движки. 5.44. При разработке проекта конструкции и организации работ по навесному монтажу следует исходить из принципа «уравновешенной»* сборки, с максимальным использованием рабочих арматурных пучков в качестве монтажных. * Под термином «уравновешенная» сборка имеется в виду такой порядок сборки, при котором разница в весе консолей справа и слева от опоры не превышает веса одного блока. 5.45. Для навесного монтажа используют краны общего назначения или специальные краны, разработанные для навесного монтажа (приложение 5). Тип и грузоподъемность кранов или монтажных устройств должны соответствовать максимальному весу блока и объему работ в сооружении. Конструкция специальных кранов должна обеспечивать: 1) монтаж, демонтаж и транспортировку самих кранов с опоры на опору простейшими средствами; 2) возможность установки краном корневых блоков; 3) возможность продольного смещения блоков до 30 см для нанесения клея мосле контрольной сборки; 4) минимальное значение отношения собственного веса крана (включая противовесы) к его грузоподъемности. Для обеспечения точной наводки монтируемых блоков на фиксирующие устройства используют специальные траверсы с изменяемой точкой подвески (рис. 25). 5.46. Монтируемое пролетное строение надежно объединяют с опорой или ее обстройкой. В пролетных строениях неразрезных систем узел объединения должен иметь конструкцию, позволяющую корректировать положение собранного пролетного строения в вертикальной плоскости и в плане в пределах ±1/1000l. 5.47. Конструкции временного или постоянного узла объединения пролетного строения с опорой рассчитывают на суммарные монтажные усилия, возникающие: а) от веса одного неуравновешенного блока монтируемой конструкции, учитываемого с динамическим коэффициентом 1,20; б) от собственного веса монтируемой конструкции, при этом коэффициент перегрузки собственного веса одной из консолей принимается равным 1,05; в) от веса монтажного оборудования, а также дополнительного оборудования и материалов, находящихся на монтируемой конструкции, при этом вес дополнительного оборудования и материалов принимается по фактическим данным, но не менее 50 кг/м2 монтируемой конструкции. 5.48. Положение блоков в пространстве проверяют по маркам (реперам), установленным при их изготовлении. Метод, проверки и фиксации положения корневого блока в пространстве указывают в проекте. При коротких (узких), но высоких блоках пролетных строений проверку положения с помощью геодезических инструментов дополняют проверкой по методу фиксированных отвесов (рис. 26).
Рис. 25. Траверса с перемещаемой точкой
подвески блока:
Рис. 26. Установка
корневого блока в проектное положение при помощи отвеса: 5.49. Положение блоков определяют при возможно уравновешенном расположении относительно оси опоры и пролетного строения (или балки) всех грузов, находящихся на смонтированной часта конструкции. В конструкциях, которые могут сильно деформироваться из-за неравномерного нагрева солнцем (мосты рамных систем на высоких опорах, мосты с открыто расположенной арматурой), при проверке положения блоков следует учитывать температурные деформации конструкции или принимать меры по их уменьшению - контролировать положение блоков в пасмурную погоду, рано утром или поздно вечером. 5.50. Максимальные отклонения конструкции с клееными и сухими стыками от проектного положения в плане и вертикальной плоскости не должны превышать при навесной сборке 30 мм. При превышении этой величины очертание конструкции выправляют устройством бетонируемого или клиновидного клееного стыка. 5.51. При сборке конструкций с бетонируемыми стыками устанавливают и закрепляют блоки в проектном положении и заполняют швы между блоками бетоном или раствором. Арматуру натягивают после приобретения материалом шва прочности, указанной в проекте. 5.52. Отклонения элементов собираемых конструкций от проектного положения в плане и вертикальной плоскости в сооружениях с тонкими и толстыми швами не должны превышать: при сборке конструкций на стенде - 10 мм; при навесной сборке и сборке опор - 20 мм. Отклонения в вертикальной плоскости измеряют по верхней грани конструкции, а в плане - по оси блоков или их наружной грани. 5.53. В многоветвевых конструкциях отклонения от проектных размеров элементов конструкций, объединяющих ветви между собой, не должны при тонких и толстых швах превышать следующих величин: а) вертикальных наружных граней планок диафрагм - 5 мм; б) каналов для поперечной предварительно напряженной арматуры в вертикальной плоскости и вдоль пролета - 10 мм. 5.54. Взаимное смещение блоков в конструкциях с бетонируемыми стыками не должно превышать 5 мм. Размер тонкого шва может отличаться от проектного не более чем на 10 мм, а толстого шва - на 20 мм. 5.55. Взаимные смещения в плане измеряют по оси балок или по наружной грани (в крайних балках), а в вертикальной плоскости - по нижней грани блоков. 5.56. Стенды для укрупнительной сборки балок с бетонируемыми стыками должны обеспечивать неизменность положения блоков в процессе сборки. Для ускорения работ по укрупнительной сборке стенд следует оснащать установочными приспособлениями, а при больших объемах работ - применять переносные шаблоны или устанавливать вокруг стенда обноску и закреплять на ней проектные положения блоков. 5.57. При навесной сборке конструкций с бетонируемыми стыками предусматривают специальные устройства, позволяющие устанавливать и поддерживать блок в проектном положении до натяжения арматуры и включения стыка в работу. 5.58. При расположении пучков на части длины в открытых, а на части длины в закрытых каналах входные отверстия закрытых каналов со стороны бетона омоноличивания заделывают сразу после натяжения каждого пучка (группы пучков) для предупреждения засорения и проникания бетона (раствора) омоноличивания пучков в канал с одновременной установкой резиновых трубок, образующих отверстия для выхода воздуха при инъектировании. Каналы инъецируют после омоноличивания пучков. 5.59. Положение блоков регулируют и закрепляют их так, чтобы полностью исключить возможность падения блоков. Возможность использования монтажных приспособлений для регулировки положения блоков после снятия с крюка крапа указывают в проекте. Пропускать суда под блоками, не закрепленными полностью в соответствии с проектом, запрещается. По мере сборки пролетного строения устанавливают временные перила. 5.60. В мостах консольных и неразрезных систем, собираемых навесным способом, во избежание появления трещин в бетоне омоноличивания арматуры его следует укладывать и направлении от конца консолей (середины пролетов) к опорам. Устройство клееных и сухих стыков5.61. Для склеивания блоков следует применять клеи холодного отверждения на основе эпоксидно-диановых и алкилрезорциновых эпоксидных смол. Разрешается применять для склеивания блоков другие щелоче-, морозо- и водостойкие, биостойкие и долговечные клеи холодного отверждения, позволяющие получить клеевой шов необходимой прочности. 5.62. Клеи на основе эпоксидной и алкилрезорциновой эпоксидной смол допускается применять для устройства стыков при положительных и отрицательных температурах. Другие клеи используют при отрицательных температурах, если это оговорено в указаниях по их применению. 5.63. Состав клея и его технологические свойства выбирают исходя из условий выполнения клееного стыка: температуры окружающей среды, интервала между приготовлением клея и обжатием стыка, необходимых сроков твердения, возможности увлажнения. Для склеивания поверхностей, которые могут увлажняться перед выполнением или в процессе выполнения работ, следует использовать клеи, имеющие в своем составе фуриловый спирт. 5.64. Клеи следует наносить на обе стыкуемые поверхности. Консистенцию клея подбирают на месте строительства такой, чтобы он легко наносился на стыкуемые поверхности блоков выбранным способом, хорошо на ней держался (не сплывал) при толщине слоя до 2 мм и при принятых величинах обжатия и температурных условиях выполнения клеевого стыка обеспечивал получение плотного шва с образованием по его контуру валика. При проектировании конструкции расход клея, независимо от вида поверхности блоков (гладкая, рифленая), принимают равным 3 кг на 1 м2 шва. Составы клеев подбирают в построечной лаборатории заранее. Технологические свойства подобранных составов проверяют на контрольных образцах и нескольких пробных стыках. В районах со стабильными температурами воздуха подбирают и проверяют 1-2 состава, обеспечивающих качественное выполнение работ по стыкованию блоков при принятом темпе монтажа и ожидаемых погодных условиях. В районах с сильными колебаниями температуры воздуха подбирают и проверяют 3-4 состава клея. Рекомендуемые для различных условий ориентировочные составы эпоксидных клеев, способы приготовления, нанесения и регулирования их технологических свойств, а также условия хранения составляющих для приготовления клея приведены в приложениях 6 и 7. 5.65. Арматуру в конструкциях с клееными стыками допускается натягивать как до, так и после отверждения клея. Время обжатия клеевого шва и порядок натяжения арматуры выбирают исходя из особенностей собираемой конструкции, условий работы стыка при неотвержденном клее и указывают в проекте. Составные конструкции, в которых в процессе монтажа не возникает больших нормальных и поперечных сил, следует проектировать с учетом возможности их монтажа и включения в работу до отверждения клея. Количество арматуры, натягиваемой до отверждения клея, назначают таким, чтобы обеспечить работоспособность конструкции и предотвратить температурные деформации в стыке. 5.66. В процессе укрупнительной сборки или монтажа конструкции обеспечивают обжатие стыка собственным весом блоков, натяжением части пучков рабочей арматуры или специальных монтажных устройств. Стыки, в которых интервал между приготовлением клея и обжатием стыка не превышает технологической жизнеспособности клея выбранного состава, обжимают усилием, создающим в каждой точке стыка напряжения не менее 0,5 кгс/см2. Стыки, в которых время между приготовлением клея и обжатием стыка лежит в интервале между технологической и адгезионной жизнеспособностью клея выбранного состава, должны быть обжаты усилием, создающим в каждой точке стыка напряжения не менее 2 кгс/см2. Примечание. 1. Под технологической жизнеспособностью клея подразумевается срок с момента его приготовления, в течение которого клен можно наносить на поверхность конструкции. 2. Под адгезионной жизнеспособностью клея подразумевается срок с момента его приготовления, в течение которого клей сохраняет способность к склеиванию. 5.67. Стыки, включаемые в работу после отверждения клея, нагружают не ранее чем стык достигнет прочности на срез или растяжение при изгибе 25 кгс/см2. До приобретения этой прочности в стыке не должны допускаться растягивающие напряжения. 5.68. Клей готовят небольшими порциями непосредственно перед его употреблением и наносят на стыкуемые поверхности блока валиками, полотерными щетками, жесткими кистями, ручниками, шпателем или специальными механизмами, тщательно растушевывая его по поверхности. 5.69. При навесном монтаже конструкций клей рекомендуется наносить на стыкуемые поверхности блоков, поднятых на проектную отметку и разведенных на 30-50 см. Подмости для выполнения работ по нанесению клея закрепляют на ранее установленном блоке собираемой конструкции или монтажном кране. 5.70. Склеиваемые поверхности очищают от грязи, жировых пятен, остатков обмазки и грунтуют. Примечание. При использовании клеевых композиций с ускорителями твердения грунтовать поверхности не допускается; грунтовка в этом случае должна быть заменена тщательной очисткой поверхности. Сохранившиеся на отдельных участках остатки обмазки удаляют шпателем и жесткими щетками. Поверхности, загрязненные маслами или жирами, очищают следующими способами: а) очистка стальными щетками, обработка 10%-ным раствором каустической соды с последующей промывкой сильной струей воды и просушкой; б) двукратная промывка 5%-ным раствором соляной кислоты при расхода раствора 150 г/м2 с последующей выдержкой до грунтовки не менее 30 мин. Поверхности, сильно загрязненные маслами или жирами, очищают неоднократной промывкой обезжиривающими средствами (10%-ный раствор соляной кислоты, раствор кремнефтористого натрия с добавкой канифольного мыла, 10%-ный раствор каустической соды или мыла ОП-7) с последующей промывкой сильной струей воды для удаления остатков кислоты и образующихся продуктов реакции и высушиванием на воздухе в течение 24 часов. 5.71. Для грунтовки склеиваемых поверхностей используют клеи тех же составов, которые применяют для склеивания, но без наполнителя. Взамен или в дополнение к пластификатору в состав выбранного клея вводят растворитель (ацетон или толуол) в количестве, равном количеству смолы. Грунтуют склеиваемые поверхности блоков не менее чем за 6 часов до нанесения клея. Расход грунтовки на 1 м2 грунтуемой поверхности выбирают таким, чтобы она целиком впитывалась в бетон. Остатки грунтовки в виде слоя клея на поверхности бетона удаляют сухой чистой ветошью через час после ее нанесения. 5.72. Укрупнительную сборку и монтаж конструкций с клееными стыками организуют таким образом, чтобы срок между приготовлением клея и обжатием стыка пучковой арматурой или монтажными приспособлениями был минимальным и во всяком случае не превышал сроков, принятых при выборе состава клея и силы обжатия стыка (п. 5.66). Рабочие пучки или инвентарные приспособления, используемые для обжатия стыка и создания в нем необходимых для склеивания напряжений, устанавливают и приводят в рабочее состояние до нанесения клея. Необходимо иметь запасные приспособления на случай выхода основных из строя. В случае, когда принятые сроки обжатия стыка по каким-либо причинам не могут быть выдержаны, клей до его отверждения удаляют с поверхности блоков вначале шпателями или скребками, а затем кистями или тампонами, смоченными в ацетоне или дибутилфталате. 5.73. Выправлять очертание конструкции путем устройства клиновидного клееного стыка разрешается только в случае выполнения работ при положительной температуре. Стыки должны иметь толщину не более 10 мм. Клиновидность клееного шва создают наклейкой на торец смонтированного или монтируемого блока прокладок необходимой толщины из бакелизированной фанеры или клея, армированного 3-4 слоями стеклоткани. Размеры прокладок выбирают такими, чтобы они могли воспринять усилия, приходящиеся на них при монтаже блока (рис. 27).
Рис. 27. Схема
устройства клиновидного стыка: 5.74. Клеи для устройства клиновидных швов готовят, используя в качестве наполнителя тиксотропную добавку. Количество тиксотропной добавки подбирают опытным путем исходя из необходимой вязкости клея. Клей наносят шпателем. Толщина слоя клея, наносимого на каждую стыкуемую поверхность, должна быть не менее 0,7 толщины клеевого шва в этом месте стыка. Арматурные каналы заклеивают накануне тканью, смоченной в эпоксидном клее. После приобретения клеем шва необходимой прочности пробивают отверстия в клеевом шве стальным стержнем. 5.75. Работы по устройству клееных стыков должна выполнять бригада рабочих, прошедших специальное обучение и работающих под руководством ответственного лица из технического персонала. В процессе выполнения клееных стыков ведут журнал, в котором фиксируют все необходимые параметры. При работе необходимо соблюдать правила техники безопасности и сангигиены (приложение 8). 5.76. Должное качество клееных стыков обеспечивают соблюдением требований настоящих «Технических указаний» к материалам для приготовления клея и условиям их хранения, а также точным выполнением рекомендуемой технологии приготовления клея и устройства клееных стыков. Качество выполнения клееных стыков, контролируют внешним осмотром, испытанием контрольных образцов или определением прочности склеивания с помощью переносного адгезиометра (например, конструкции ЦНИИС). 5.77. Стык осматривают сразу же после его обжатия. Осмотр производит лицо, ответственное за выполнение работ по устройству клееных стыков. Качественно выполненный стык должен иметь на вертикальных участках шва валик, образованный выдавленным из шва клеем.
Рис. 28. Конструкция
контрольных образцов и схемы их испытания: 5.78. Контрольные образцы (рис. 28) изготовляют из 3 кубов размерами 10´10´10 или 15´15´15 см. Бетон кубов должен иметь в момент склеивания образцов прочность не менее проектной прочности бетона конструкции. Кубы склеивают тем же составом клея, что и выполненный стык, и хранят на месте сборки конструкции в тех же условиях. 5.79. Образцы склеивают в специальном приспособлении (рис. 29), обеспечивающем необходимую точность геометрических размеров контрольных образцов, обжимая их винтом, до выдавливания излишков клея из стыков. Для предотвращения приклеивания образцов к формам перед склеиванием в формы закладывают бумагу или кальку.
Рис. 29. Схема
приспособления для обжатия контрольных образцов: 5.80. Прочность клееного стыка на срез или изгиб (см. рис. 28) определяют по трем контрольным образцам. Образцы испытывают в возрасте, когда клей должен приобрести проектную прочность (см. приложение 6) или перед включением стыка в работу. Цена деления силоизмерителя на прессе должна быть не более 1/20 усилия, необходимого для разрушения контрольного образца. Стык считается качественным, если два образца из трех показали прочность не менее 25 кгс/см2. 5.81. С помощью переносного адгезиометра (рис. 30) прочность клеевого шва определяют путем отрыва наклеенного на бетон металлического диска. Усилие отрыва определяют по тарировочному графику. Металлические диски наклеивают на бетон в области стыка одновременно со склеиванием конструкции. Отрыв металлического диска вместе с бетоном свидетельствует о хорошем качестве клеевого шва. 5.82. Остатки обмазок, предотвращающих сцепление бетона при изготовлении блоков, перед устройством сухих стыков удаляют жесткими волосяными щетками и напорной струей воды. 5.83. Для гидроизоляции сухих стыков используют следующие материалы: а) герметики*: ГС-1; У-30; УТ-34; УТ-36; МОС-1; УМС-50; ЦПЛ-2; КБ-0,5; ТБ-0,5; ТМ-0,5; АМ-0,5; СМ-1; СМ-4; ТМ-2 и др.; * Герметик - уплотнительный материал, обладающий способностью вулканизироваться при комнатной температуре при добавлении вулканизирующего агента и ускорителя. Изготовляют на основе жидкого тиокола марки «НВ» пли полиизобутилена. На поверхность элемента наносят кистью. Герметик транспортируют, хранят и употребляют в соответствии с Временными техническими указаниями на эти материалы (ТУ-38-3 № 339-68, ТУ-38-3Г № 335-68 и др.). б) битумную эмульсию или разжиженный в керосине битум (зимой); в) масляную краску, приготовленную на натуральной олифе. 5.84. Слой гидроизоляции, наносимый на поверхность блока, должен иметь следующую толщину: а) герметики и битум - не менее 2 мм; б) масляная краска - не менее 0,5 мм. Консистенцию и расход гидроизоляции на 1 м2 поверхности подбирают таким образом, чтобы обеспечить необходимую толщину гидроизоляционного слоя. 5.85. Поверхность бетона, на которую наносят гидроизоляцию, должна быть сухой и очищена от пыли и грязи. Битумную эмульсию разрешается наносить на влажную поверхность. При использовании герметиков поверхность очищают от жировых пятен таким же образом, как и при устройстве клееных стыков.
Рис. 30. Переносной
адгезмометр ЦНИИС: Устройство бетонируемых стыков5.86. Бетонируемые стыки устраивают, заполняя швы между блохами бетоном или раствором. В конструкциях с арматурой в шве последнюю перед укладкой бетона стыкуют. Способы, последовательность стыкования ненапрягаемой арматуры и применяемые для этого материалы указывают в проекте. 5.87. Каналы для пропуска пучков в тонких швах образуют: заклейкой каналов в блоках с последующим образованием отверстий в материале, заполняющем шов; введением в каналы заглушек различном конструкции или установкой в стыке уплотняющих колец из пористой резины. В широких швах каналы образуют с помощью заглушек, различной конструкции. 5.88. Если каналы образуют пробивкой отверстий в материале, заполняющем шов, то их заранее или непосредственно перед заполнением швов заклеивают стеклотканью или марлей, смоченной эпоксидным клеем. Нельзя заклеивать отверстия плотными тканями, не обладающими биостойкостью. Отверстия в шве перед установкой пучков пробивают стальным стержнем. 5.89. В качестве заглушек при образовании каналов в широких и тонких швах, заполняемых подвижным цементным раствором, используют полиэтиленовые трубы (МРТУ 6-5-918-67, тип Л), резино-тканевые рукава (ГОСТ 18698-73, тип В или Г) или отрезки резино-тканевого рукава, закрепленные на стальном стержне (рис. 31). Два кольцевых упора, приваренных к стержню, фиксируют положение отрезков рукавов на стержне. Для облегчения заводки заглушки в шов рукав закрепляют на стержне так, чтобы его концы могли несколько смещаться вдоль стержня. В швах, заполняемых жестким бетоном или жестким раствором, каналы разрешается образовывать с помощью стальных и полиэтиленовых трубок. 5.90. Наружный диаметр полиэтиленовых труб, резинотканевых рукавов и стальных трубок должен быть на 3-4 мм меньше диаметра канала. В тонких швах, заполняемых подвижным цементным раствором, резино-тканевые рукава должны заходить в канал мс менее чем на 50 см, а в широких бетонируемых стыках - не менее чем на 15 см. При длине каналов более 15 м каналообразователи из полиэтиленовых труб и резино-тканевых рукавов выполняют из двух частей, извлекаемых в разные стороны. Извлекать заглушки, резино-тканевые рукава и полиэтиленовые трубы следует через 2-4 часа после заполнения шва.
Рис. 31. Устройство каналов в стыке при помощи заглушек из
резинотканевого рукава: 5.91. Стальные трубки изготовляют из листовой стали толщиной 0,6-0,8 мм или отрезков стальных труб (рис. 32). Длина трубок должна превышать толщину шва не менее чем на 10 см. Трубки вставляют в каналы блоков по мере их установки на сборочный стенд. При наличии между трубкой и стенкой канала зазоров более 2 мм место входа трубы в канал заделывают цементным раствором. 5.92. Уплотняющие резиновые кольца (рис. 33) ослабляют сечение конструкции в стыке и их применяют для образования каналов только в случае, когда это предусмотрено проектом. Кольца должны иметь внутренний диаметр на 1-2 мм больше диаметра канала, ширину 10-12 мм и толщину на 30-40% больше толщины шва. Кольца наклеивают на один из стыкуемых торцов с помощью клеев № 88 и 88-Н, соответствующих ТУ № 1542-49 и ТУ № УТ 880-58, или с помощью битума.
Рис. 32. Устройство
каналов в стыке при помощи отрезков стальных труб:
Рис. 33.
Устройство каналов в стыке при помощи резиновых колец: 5.93. Для заполнения широких швов применяют бетонную смесь с осадкой конуса 2-3 см. Швы, не имеющие арматуры, допускается заполнять торкрет-бетоном, используя для этой цели цемент - пушки небольшой производительности. Бетон для заполнения швов приготовляют на чистых фракционированных заполнителях крупностью до 20 мм; укладывают слоями по 20-25 см и послойно уплотняют шланговыми вибраторами. 5.94. Опалубка толстых швов должна иметь приспособления, позволяющие плотно прижимать ее к стыкуемым блокам, и уплотняющие прокладки, которые предотвращали бы вытекание цементного теста из бетона шва. При блоках выше 2,5 м в опалубке шва устраивают окна для подачи и уплотнения бетона, закрываемые в дальнейшем закладными досками. 5.95. Стыкуемые поверхности блоков перед установкой опалубки очищают от пыли и грязи стальными щетками и промывают. Перед заполнением швов стыкуемые поверхности блоков обильно смачивают водой. 5.96. Для увеличения сцепления бетона омоноличивания с бетоном блоков рекомендуется обрабатывать торцовые поверхности блоков следующими способами: а) промазка клеем на основе эпоксидной смолы. Эпоксидный клей наносят на торец блока за 20-30 мин до укладки бетона; бетонные поверхности предварительно подготавливают в соответствии с пп. 5.70 и 5.71; б) смазка 50%-ным раствором сульфитно-спиртовой барды стенок опалубки, образующих торцовые поверхности блоков (при бетонировании) с последующим (через сутки) удалением слоя незатвердевшего раствора металлическими щетками и тщательной промывкой водой. Насекать стыкуемые поверхности блоков запрещается. 5.97. Тонкие швы составных конструкций заполняют цементным раствором. При отсутствии в стыке арматуры или небольшом ее количестве допускается зачеканивать шов жестким раствором. Швы с напрягаемой арматурой заполняют подвижным цементным раствором, приготовленным на мелком или молотом кварцевом песке (50-60% отвеса цемента). 5.98. Прочность материала шва, при которой разрешается нагружать конструкцию и включать ее частично или полностью в работу, назначают в соответствии с п. 3.20 и оговаривают в проекте. Прочность материала стыка определяют испытанием контрольных кубов размером 15´15´15 см (толстые стыки) или 10´10´10 см (тонкие стыки), закладываемых одновременно с бетонированием швов и хранящихся в таких же условиях, как и материал шва. 5.99. Применять для заполнения швов цементное тесто, а также растворы н бетоны с добавкой хлористого кальция запрещается. 5.100. Раствор для заполнения топких швов приготовляют и растворомешалках, применяемых для приготовления инъекционного раствора. Подвижность раствора должна быть минимальной, при которой его можно подавать растворонасосом. 5.101. Раствор готовят мелкими порциями. Объем замеса выбирают таким, чтобы время между приготовлением и окончанием потребления раствора не превышало 15-20 мин. Чтобы избежать образования пробок в штуцерах и шлангах растворонасоса, цемент и песок перед употреблением просеивают через сито с отверстиями диаметром 1-2 мм. 5.102. Раствор подают в стык ручными растворонасосами производительностью 150-200 л/ч через трубки, расположенные в нижней части шва. При больших сечениях для подачи раствора следует устраивать несколько трубок, расположенных через 1,5-2,0 м, и по мере заполнения шва переставлять штуцер растворонасоса в расположенную выше трубку. 5.103. Опалубку тонких швов рекомендуется выполнять из мешковины и слоя цементо-песчаного раствора состава 1:1 толщиной 8-10 мм (рис. 34). Мешковину приклеивают к стыкуемым блокам цементным тестом, имеющим водо-цементное отношение 0,45-0,55, пли эпоксидным клеем. Раствор наносят на мешковину спустя 2-3 часа после ее наклейки. Одновременно вставляют трубки для подачи в шов раствора. Для ускорения твердения цементного теста и раствора наклеенную мешковину и обмазку обрызгивают 10%-ным раствором хлористого кальция. Заполнять стык разрешается через 12-18 часов после наклейки мешковины. 5.104. Опалубку швов снимают до натяжения арматуры. Поверхность распалубленных стыков тщательно выравнивают и затирают цементо-песчаным раствором. 5.105. Уход за свежеуложенным раствором или бетоном стыков осуществляют, укрывая их периодически увлажняемыми матами или нанося на них влагонепроницаемые пленки из латекса, помароля, лака-этиноля, битумной эмульсии и др. (см. «Технические указания по уходу за свежеуложенным бетоном дорожных и аэродромных покрытий с применением пленкообразующих материалов» (ВСН 35-70) Минтрансстроя СССР), предохраняющих материал стыка от высыхания. Защитные пленки наносят сразу же после распалубливания стыка. Уход прекращают не ранее чем материал стыка наберет проектную прочность.
Рис. 34. Оклеечная опалубка тонких стыков: 5.106. При отсутствии в бетонируемых стыках ненапряженной арматуры или ее недостаточном количестве должны быть приняты меры, предотвращающие образование температурных трещин по контакту бетона омоноличивания с бетоном блоков. Перечень таких мероприятий и все необходимые данные (порядок бетонирования стыков, конструкция стяжек, их мощность, время установки и натяжения и т.д.) указывают в проекте организации работ. 6. ОСОБЕННОСТИ УСТРОЙСТВА СТЫКОВ ПРИ НИЗКИХ ПОЛОЖИТЕЛЬНЫХ И ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХОсобенности устройства клееных стыков6.1. Способ устройства клееных стыков при отрицательных температурах (табл. 5) выбирают при проектировании конструкции исходя из особенностей ее работы, климатических условий, предполагаемых темпов сборки и технико-экономических соображений. Предпочтение следует отдавать способам, не требующим обогрева зоны клеевого шва. Таблица 5
* Один блок (балка) в сутки и более. 6.2. При устройстве клееных стыков в местном тепляке монтируемая конструкция должна быть рассчитана на температурные напряжения, возникающие в зоне стыков при нагреве и остывании конструкции, подобран допустимый режим прогрева конструкции и установлен постоянный и тщательный контроль за его соблюдением. 6.3. В объемлющих тепляках клееные стыки выполняют теми же методами, что и при положительных температурах. Разница в температуре воздуха в различных точках объемлющего тепляка не должна превышать 10°С. 6.4. Монтаж составной конструкции при прогреве клееных стыков в местных или объемлющих тепляках и сетками организуют таким образом, чтобы арматура была напряжена до остывания конструкции. 6.5. Для выполнения клееных стыков при отрицательных температурах следует применять клеи с ускорителями твердения (см. табл. 1 приложения 6). В конструкциях, способных работать при неотвержденном клее, и в стыках, устраиваемых с прогревом зоны шва, допускается использовать клеи без ускорителей твердения. Клеи, наносимые на поверхность бетона с температурой ниже 0°С, должны иметь в своем составе в качестве пластификатора фуриловый спирт и тиксотропную добавку. Введение тиксотропной добавки обязательно также при прогреве зоны клеевого шва. 6.6. Стыкуемые поверхности блоков обрабатывают пол клей заранее, обезжиривают и грунтуют при положительной температуре, очищают от снега, инея и льда перед нанесением клея. Клей наносят на стыкуемые поверхности теми же способами, что и летом. 6.7. Клеи приготовляют в отапливаемом помещении при температуре 15-25°С. Транспортировка клея без ускорителей твердения к месту работы и хранение в процессе работы должны обеспечить сохранение клеем температуры 15-25°С вплоть до его нанесения. Клеи с ускорителями твердения охлаждают после приготовления компаунда до температуры наружного воздуха. Отвердитель и ускоритель вводят в компаунд непосредственно перед нанесением клея и очень тщательно его перемешивают. 6.8. Температура бетона, на который наносят клей, не должна превышать: а) для клея с ускорителями твердения - 0°С; б) для клея без ускорителей твердения - +20°С. При температуре наружного воздуха ниже -20°С поверхность бетона для облегчения и ускорения нанесения клея подогревают до указанных выше температур. Подогрев ведут сетками (рис. 35) или воздухом в местных брезентовых тепляках. Длина концов блоков, заходящих в местный тепляк, не должна быть больше двух и меньше полутора толщин прогреваемого элемента сечения. 6.9. Стыки должны быть обжаты рабочими пучками пли монтажными приспособлениями в период адгезионной жизнеспособности клея. В стыках, выполняемых без обогрева, жизнеспособность клея определяют по температуре наружного воздуха, а в стыках с обогревом - по температуре поверхности бетона, на которую нанесен клей. 6.10. Предварительное обжатие должно создавать в стыке напряжения не менее 2 кгс/см2. В дальнейшем до отверждения клея в стыке не должны возникать растягивающие напряжения. 6.11. Температура бетона в стыке при обогреве зоны шва электросетками не должна превышать +40°С, а при обогрева зоны шва в местном тепляке +20°С. Перепад температур в бетоне в обогреваемой зоне и вне ее не должен превышать: - при обогреве зоны шва сетками - 50°С; - при обогреве зоны шва в местном тепляке - 30°С.
Рис. 35. Схема
электропрогрева клееных стыков: Скорость изменения температуры бетона при нагреве и охлаждении зоны шва не должна превышать 10°С в час. 6.12. Электросетки изготовляют из обычной арматурной стали и устанавливают па расстоянии 2,0-2,5 см в свету от торцовой поверхности блока. Электросетки конструируют таким образом, чтобы обеспечить одинаковый нагрев всех элементов поперечного сечения конструкции. Диаметр стержней электросеток и их длину определяют теплотехническим расчетом (приложения 9 и 16). Электросетки устанавливают, как правило, в торцах обоих стыкуемых блоков. 6.13. Отеплять стык при обогреве клея сетками допускается только при одностороннем их расположении. Полоса отеплителя должна при этом иметь ширину не более толщины отепляемого элемента и располагаться по оси стыка. 6.14. Стержни электросеток обмазывают эпоксидным клеем или эмалевой краской для электроизоляции от арматурного каркаса конструкции. Для нагревания сеток используют сварочные или печные трансформаторы (приложение 17). Способы подключения электросеток к трансформаторам, методы контроля и регулирования температуры в стыке изложены в приложении 9. 6.15. Местные тепляки для обогрева стыков должны быть инвентарными и легкопереносимыми. Конструкция тепляка и расположение обогревающих устройств должны обеспечивать примерно одинаковый нагрев всех элементов поперечного сечения конструкции (разница в температуре бетона не должна превышать 10°С). Размер тепляка вдоль конструкции должен быть не менее четырех толщин элемента поперечного течения конструкции плюс 30 см. 6.16. Конструкцию тепляка и мощность нагревающих устройств определяют теплотехническим расчетом. Мощность устанавливаемых в тепляке отопительных устройств должна превышать расчетную при труднопроницаемых отеплителях не менее чем в 1,5 раза, а при легкопроницаемых отеплителях (см. табл. 2 приложения 16) - не менее чем в 2 раза. 6.17. Режим и сроки прогрева стыка выбирают с учетом состава клея, температурных условий и темпов монтажа конструкции. Время прогрева стыка определяют по графику (рис. 2, приложение 6) и уточняют испытанием контрольных образцов, склеенных тем же клеем и прогретых в аналогичных температурных условиях. 6.18. Качество выполнения клееных стыков при отрицательных температурах контролируют так же, как и в теплое время года: внешний осмотр стыка и испытание на прочность контрольных клееных образцов или определение прочности шва адгезиометром. Прочность контрольных образцов клеевого шва на растяжение при изгибе или на срез перед натяжением рабочей арматуры (если она не была натянута до отверждения клея) и включении стыка в работу должна быть не менее 25 кгс/см2. Контрольные клееные образцы (3 шт.) закладывают одновременно со склеиванием блоков; хранят в тех же условиях, в которых находится конструкция, и испытывают на прочность перед загружением составной конструкции монтажными или эксплуатационными нагрузками. Для конструкций, клееные стыки которых вступают в работу при положительных температурах, образцы испытывают при наступлении температуры 15°С. Особенности устройства бетонируемых стыков6.19. При отрицательных и неустойчивых положительных температурах воздуха необходимо принимать меры по обогреву материала шва или выполнять укрупнительную сборку в объемлющих тепляках. 6.20. Широкие стыки устраивают в обогреваемой опалубке (рис. 36) методом электродного прогрева (рис. 37) или обогревают материал шва сетками, установленными в торцах стыкуемых блоков или непосредственно в шве. Допускается устройство широких стыков в местном тепляке при условии расчета конструкции на температурные напряжения и организации тщательного контроля за соблюдением назначенного режима.
Рис. 36. Прогрев
материала шва в местном тепляке: 6.21. Тонкие стыки устраивают при отрицательных температурах в объемлющем тепляке. Устраивать тонкие стыки с обогревом зоны стыка запрещается. 6.22. Стальная обогреваемая опалубка должна иметь длину, равную толщине шва плюс толщина стыкуемого элемента. Опалубку обогревают водой, циркулирующей между ее стенками. 6.23. Электродный прогрев применяют для обогрева материала швов, в которых размещается только напрягаемая арматура. Для электродного прогрева используют переменный ток, который подводят к бетону через электроды из полосового железа толщиной 2-3 мм. Для улучшения контакта с бетоном устраивают перфорированные электроды. 6.24. Расположение электродов на поверхности шва (рис. 37) должно обеспечивать равномерный нагрев его. Расположение электродов, напряжение в сети, необходимое для получения нужной плотности тока и температуры в бетоне стыка, устанавливают опытным путем. Электропроводность бетона по мере его твердения и высыхания уменьшается в 5-8 раз, поэтому в составе электрической цепи, собранной для электродного прогрева стыка, необходимо иметь устройства, позволяющие изменять напряжение на электродах и поддерживать в бетоне стыка в процессе прогрева необходимую температуру. Зону стыка отепляют при электродном прогреве на длине, равной толщине шва плюс 10 см. 6.25. Сетки (спирали) для обогрева бетонируемых стыков проектируют исходя из тех же принципов, что и при обогреве клееных стыков. Сетки устанавливают в материале шва или в обоих стыкуемых торцах. В стыках толщиной до 160 мм сетки, располагаемые в материале шва, устанавливают по оси шва. В более толстых стыках устанавливают две сетки - у торцов стыкуемых блоков. Диаметр стержней сеток и их длину определяют теплотехническим расчетом. Стык при обогреве сетками отепляют на длине, равной толщине шва плюс 10 см.
Рис. 37. Схемы расположения электродов при
обогреве бетона шва: 6.26. Местные тепляки для обогрева материала шва должны быть инвентарными и легко переносимыми. В балках таврового и двутаврового сечения рекомендуется устраивать тепляк из матов толщиной 25-30 мм, выполняемых из двух слоев брезента с прослойкой ваты, пакли или отходов льна между ними. Маты прижимают к поверхности стыкуемых блоков деревянными или металлическими рамками. Тепляки обогревают электрокалориферами. Мощность электрокалориферов должна превышать потребную по расчету не менее чем в 2 раза. Конструкция тепляка и места подачи теплого воздуха должны обеспечивать равномерный нагрев материала стыка. Разница в температуре бетона стыка в различных его точках не должна превышать 10°С. 6.27. Режим прогрева стыка подбирают таким, чтобы температура бетона в шве и разница в температуре бетона в шве и вне его не превышала 30°С. 6.28. Поверхность опалубки, примыкающую к материалу шва при всех видах прогрева, выполняют из водонепроницаемого материала. Торцы стыкуемых блоков перед укладкой бетона покрывают эпоксидным клеем с пластификатором - фуриловым спиртом. Состав клея подбирают исходя из того, чтобы бетон укладывался в стык при незатвердевшем клее. 6:29. Бетон и раствор для заполнения швов приготовляют на горячей воде, а в необходимых случаях и на подогретых заполнителях. Температуру нагрева воды (нагрев воды выше 70°С запрещается) и заполнителей подбирают такой, чтобы бетонная смесь при укладке в шов имела температуру не ниже 20°С. 6.30. Стык прогревают до тех пор, пока материал шва не наберет проектной прочности. Время прогрева определяют испытанием контрольных кубов, хранящихся в таких же температурно-влажностных условиях, что и материал шва. 6.31. Арматуру частично натягивают до окончания прогрева, чтобы к моменту окончания прогрева в конструкции были созданы усилия, способные предотвратить образование температурных трещин в стыке при ее остывании. 6.32. Температура в объемлющем тепляке в процессе прогрева стыков и натяжения арматуры конструкции не должна изменяться более чем на 10°С, в противном случае принимают конструктивные меры, предотвращающие образование температурных трещин по контакту сопряжения бетона шва с бетоном конструкции. Температура торцов блоков в момент бетонирования швов должна быть не менее +5°С. 7. ИЗГОТОВЛЕНИЕ, УСТАНОВКА И НАТЯЖЕНИЕ ВЫСОКОПРОЧНОЙ ПУЧКОВОЙ АРМАТУРЫ7.1. Арматуру хранят в закрытом сухом помещении на деревянном настиле или стеллажах. При складировании обеспечивают возможность периодического осмотра арматуры и сохранность металлических бирок завода-изготовителя. В процессе заготовки, транспортировки и натяжения арматуру предохраняют от загрязнения, особенно маслянистыми веществами, от повреждений, а также от действия высоких температур. 7.2. Перед началом изготовления арматурных пучков испытывают контрольные образцы, взятые по одному в начале и конце каждой бухты, в соответствии с требованиями ГОСТ и ТУ. Если результаты проверки хотя бы одного образца не соответствуют требованиям ГОСТ, следует провести повторную проверку двойного количества образцов от бухты, показавшей неудовлетворительные результаты. Если результаты повторной проверки не соответствуют требованиям ГОСТ хотя бы по одному образцу, бухта бракуется. 7.3. Для натяжения и закрепления арматурных пучков применяют анкеры, конструкция которых приведена в приложении 10. Другие типы анкеров применяют при технико-экономическом обосновании целесообразности их использования и проведении необходимых испытаний. В пучках из проволок с высаженными головками на одном конце устанавливают натяжной монолитный анкер, а на другом конце - натяжной сборный или неподвижный сборный (при натяжении пучка с одной стороны) анкер. 7.4. Анкеры изготовляют централизованно на заводах или в механических мастерских. Технические условия изготовления деталей анкеров устанавливаются проектом. Анкеры должны поступать на стройки с паспортами, в которых указываются марка стали, характер обработки (механической и термической) и основные размеры. Детали сборных анкеров для проволок с высаженными, головками маркируют. 7.5. Материалы, из которых следует изготовлять детали анкеров, и требования к их твердости после термической обработки приведены в табл. 6. Таблица 6
Допускается использовать для изготовления анкеров другие марки стали прочностью не менее рекомендуемых и обеспечивающие получение требуемой твердости. 7.6. Боковая поверхность конусов для пучков из 24 проволок должна иметь нарезку треугольного или трапециевидного профиля. Конусы для пучков из 48 проволок и для пучков из прядей должны иметь пазы вдоль образующей конуса. Ширина, глубина и уклон пазов должны быть одинаковыми. Конусы для пучков из прядей должны иметь, кроме того, кольцевые пазы глубиной на 0,8-1,0 мм больше глубины продольных пазов. Для обеспечения одинакового уклона и профиля пазов вдоль образующей конуса пазы необходимо фрезеровать специальными фрезами цехового изготовления на горизонтально-фрезерном станке (рис. 38). Для центровки конусов на оправке при фрезеровке пазов допуски на размеры центрового отверстия принимают не ниже 3 класса точности. 7.7. Размеры деталей анкеров контролируют специальными шаблонами. Размеры конусов и конусных отверстий обойм выдерживают по 4 и 5 классу точности. Торцовые поверхности обойм должны иметь чистоту не ниже 3 класса. Точность изготовления деталей сборных анкеров для проволок с высаженными головками н их резьбовых соединений должна обеспечивать свободную сборку (разборку) вручную. 7.8. Твердость анкеров контролируют не менее чем у 50% деталей каждой заводской партии, изготовленных из одной стали и с одинаковой термической обработкой. Твердость замеряют на передних торцах, а в конусах анкеров для пучков из 24 проволок диаметром 5 мм и на боковой рифленой поверхности. Твердость на торцах замеряют на расстоянии 3-4 мм от края и не менее чем в четырех точках в соответствии с ГОСТ 9013-59. Среднее показание по четырем точкам должно соответствовать требуемой твердости, причем отклонения в показаниях для отдельных точек не должны превышать 5 единиц. Твердость на боковой рифленой поверхности замеряют с помощью тарированных напильников. 7.9. Стаканы анкеров стальных канатов заливают цинковым сплавом АЦ-13-2, состоящим из цинка, 7-8% алюминия, 1,8-2,2% меди и 0,5% магния. Допускается заливать стаканы другими сплавами, удовлетворяющими следующим требованиям: а) временное сопротивление сжатию - не ниже 60 кгс/мм2; б) временное сопротивление при разрыве - не ниже 20 кгс1мм2; в) температура плавления - не выше 400°С. Рекомендации по установке анкерных стаканов на канаты и заливка сплавом даны в приложении 11. 7.10 Арматурные пучки из проволок (прядей) изготовляют протаскиванием проволок (прядей) через шаблон с отверстиями (рис. 39), скрепляя их непрерывной обмоткой с шагом 10-15 см или скрутками из двух-трех витков вязальной проволоки диаметром 2 мм через 1,5-2,0 м. Проволоки или пряди режут при заготовке механическим путем или огневыми средствами - бензорезом, керосинорезом, автогеном. Электродуговая резка с помощью электрода не допускается. Арматуру при резке защищают от попадания брызг металла.
Рис. 38. Схема фрезеровки продольных пазов
конуса на горизонтально-фрезерном станке:
7.11. Длина пучков с конусными анкерами не должна превышать проектной, определенной с учетом захвата проволок (прядей) в анкерах и домкратах, более чем на 10 см. При определении длины пучка из 48 проволок диаметром 5 мм, напрягаемого с одной стороны, необходимо учитывать, что противоположный от домкрата конец пучка должая выступать за торец анкера на 60 см. Допуск на длину арматурных элементов из проволок с высаженными головками, определенную как расстояние между внутренними гранями анкеров, устанавливают в проекте. Разница в длинах проволок в одном пучке не должна превышать ±0,5 мм на каждые 10 м длины пучка. При определении длины пучка модуль упругости проволок принимают равным 1,9·106 кгс/см2.
Рис. 39. Шаблоны для формирования пучков из 7, 12 и 19 прядей 7.12. При заготовке проволок для пучков с высаженными головками резка их способами, вызывающими нагрев проволок, категорически запрещается. Рекомендуется применять для этой цели втулочные ножницы типов РПН-1 и ГПH-7 конструкции ЦНИИС соответственно для одиночной и групповой (до 7 проволок) резки, а также гидравлические пресс-ножницы типа ГПН-48 конструкции ЦНИИС для одновременной резки 48 проволок пучка. Допускается применение других режущих механизмов, обеспечивающих образование ровного торца в месте разреза. 7.13. Анкерные головки на концах проволок выполняют холодной опрессовкой. Рекомендации по заготовке проволок, резке и торцовке концов проволок и высадке анкерных головок даны в приложении 11. 7.14. Арматурные элементы из канатов изготовляют на стендах (обтяжка канатов, раскрой их на отрезки проектной длины, устройство анкеров и их испытание). Канат обтягивают усилием, которое на 10% превышает контролируемое усилие предварительного напряжения, фиксируемое при окончательном закреплении каната в конструкциях. Продолжительность обтяжки не менее 30 мин. Допускается выполнять обтяжку многократным натяжением (не менее чем трехкратным) тем же усилием с разгрузкой до усилия не более 0,1 от максимального. Количество повторений натяжения определяют из условия, чтобы разница удлинений при двух последних натяжениях не превышала 1% полного удлинения. Длину арматурного элемента (расстояние между анкерами) выдерживают с допуском -10, +50 мм. Канат следует резать способом, при котором он остается неповрежденным, а проволоки сохраняют свои физико-механические свойства. Рекомендуется резать канат механическим путем. Электродуговая резка каната с помощью электрода запрещается. 7.15. Арматурные пучки следует хранить в сухом закрытом помещении на стеллажах или намотанными на барабаны в условиях, предохраняющих от загрязнения. Допускается применять пучки, проволоки которых имеют слабый, легко удаляемый ветошью налет ржавчины. 7.16. Арматурные пучки транспортируют в зависимости от их длины и имеющегося оборудования в виде плети, намотанной на барабаны или свернутой в бухты диаметром не менее 45 диаметров пучка и не менее 2 м. Анкеры с открытой резьбой закрывают при транспортировке кожухами из кровельного железа, предохраняющими резьбу от повреждения. Сборные детали анкеров транспортируют в деревянных ящиках, обернутыми в промасленную бумагу. При перемещении пучка в виде плети предохраняют его от резких перегибов, для чего применяют траверсы с подвеской пучка не реже чем через 4 м. В случае, когда арматурные пучки подают на пролетное строение в виде бухты, скрутки, скрепляющие пучки, ставят так, чтобы была обеспечена быстрая и безопасная раскатка бухты. 7.17. Арматурные пучки большого веса и длины заводят в канал с помощью «лидера» из проволоки или гибкого троса и лебедки. Передний конец пучка перед заводкой в каналы снабжают специальным наконечником. 7.18. Перед установкой пучков конические отверстия обойм и рабочие поверхности конусов тщательно очищают ветошью или наждачной бумагой и обрабатывают бензином до получения чистой и сухой поверхности. Торцовые листы и отверстия в них очищают от бетона и заусенцев для обеспечения плотного примыкания обойм, устанавливаемых перед натяжением пучков. Венец обоймы для пучка из 48 проволок должен беспрепятственно входить в отверстие торцового листа. На анкерах для пучков из проволок с высаженными головками проверяют состояние резьбы и при необходимости прогоняют ее специально изготавливаемыми метчиками и разъемными лерками. 7.19. Арматурные пучки натягивают специальными домкратами одиночного, двойного или тройного действия (приложение 12). При работе с домкратами необходимо выполнять требования «Инструкции по эксплуатации гидродомкратов», прилагаемой заводом-изготовителем к каждому домкрату. 7.20. Пучки натягивают в строгом соответствии с проектом, в котором указывают: а) порядок натяжения: групповое или поочередное; с одной или с двух сторон; последовательность натяжения отдельных пучков; б) параметры натяжения: Nнк - контролируемое усилие в пучке, соответствующее расчетному сопротивлению арматуры на стадии монтажа Rн; Nпер - наибольшее усилие в пучке, предусматриваемое для уменьшения потерь напряжения от релаксации арматурной стали и компенсации потерь от трения арматуры о стенки каналов, а также время выдержки пучка при этом усилии; Nзапр - усилие в пучке, при котором осуществляется запрессовка конуса (назначается таким, чтобы после передачи усилия с домкрата на анкер усилие в пучке достигло проектного значения Nпр); в) величины удлинения пучков (канатов) и упругого обжатия конструкции при изменении усилия в пучке в интервале от 0,2 Nнк до Nнк. Величины усилий Nнк, Nпер, Nзапр, Nпр указывают в проекте для участка пучка, находящегося в пределах конструкции непосредственно за анкером, при этом величину Nзапр назначают исходя из требуемого усилия в пучке Nпр, величины податливости анкеров, очертания канала на прилегающем к анкеру участке и сил трения пучка о стенки канала. Рекомендации по натяжению пучков даны в приложении 13. 7.21. Величину податливости анкеров при передаче усилия на анкер принимают равной: а) для проволочных пучков с конусными анкерами и пучков из проволок с высаженными головками - 2 мм; б) для пучков из прядей с конусными анкерами - 8 мм; в) для канатов со стаканными анкерами от уплотнения металлических вилкообразных шайб под анкерами и обмятая бетона под шайбами - 0,5 мм на каждый шов, но не менее 2 мм на анкер. Необходимость контроля заложенной в проекте податливости анкеров пучков из прядей и соответствующей корректировки параметров натяжения должна быть указана в проекте. Фактическую податливость определяют путем измерения величины затяжки конуса на 6-8 анкерах, после чего корректируют величину усилия в пучке Nзапр, при которой производится запрессовка конуса. 7.22. При назначении рабочего давления в домкрате для создания в пучке на различных этапах его натяжения усилии Nнк, Nпер, Nзапр и Nпр учитывают потери в натяжении, вызванные трением в самом домкрате и трением пучка в обойме конусного анкера и направленные в сторону, противоположную движению тянущего цилиндра. Потери при проектировании конструкции принимают в следующих размерах от величины усилия, создаваемого в пучке: а) для пучков из проволок с высаженными головками и для пучков с анкерными стаканами - 2%; б) для пучков с конусными анкерами - 8%. 7.23. Натяжение пучков выполняют по достижении бетоном прочности, указанной в проекте, что проверяется испытанием контрольных кубов. Опалубка стыков перед натяжением должна быть удалена. При натяжении арматуры должно быть обеспечено свободное перемещение блоков напрягаемой конструкции. Особое внимание обращают на возможность свободного перемещения ее опорных узлов. В процессе натяжения арматуры необходимо следить за состоянием стыков и контролировать очертание балок при их раскружаливании. 7.24. Величину натяжения пучков контролируют измерением усилия в пучке (как правило, по показаниям манометров) и измерением величины упругого удлинения пучка при контролируемом усилии в пучке. Примечание. В пучках из проволок с высаженными головками усилия натяжения дополнительно можно контролировать по динамометру, установленному непосредственно на тяге домкрата. Манометры, установленные в гидравлической системе натяжных устройств, должны обеспечивать точность измерения усилия в пределах 4%. Работу манометров следует ежемесячно проверять образцовым манометром класса 0,2, устанавливаемым взамен одного из двух параллельно расположенных манометров. Проверка манометров палатой мер и весов проводится в установленном порядке. 7.25. Величину удлинения пучков измеряют стальной линейкой с точностью до 1 мм. Контролируемую при натяжении величину удлинения пучка получают умножением проектного значения (п. 7.20) на отношение проектного модуля упругости к фактическому модулю, полученному при испытании используемой партии арматуры. Отклонение в величине замеренного удлинения пучка or контролируемого значения не должно превышать ±10%. Удлинение пучка контролируют при увеличении усилия натяжения от условного нуля до контролируемого и наибольшего усилия (п. 7.20), при этом за условный нуль принимают усилие, соответствующее 20% контролируемого усилия натяжения. 7.26. Если результаты измерения величины удлинения пучка не удовлетворяют требованиям (п. 7.25), проверяют состояние арматурных каналов, исправность натяжного оборудования и принятый для определения удлинения арматуры модуль упругости. Для уточнения коэффициентов трения, принятых в проекте при нахождении удлинения арматуры рекомендуется определять потери натяжения за счет трения по длине арматуры, контролируя домкратом усилия на противоположном конце пучка. Если разница между величинами потерь, предусмотренными проектом и полученными при натяжении пучка, составляет более 5% от проектного усилия натяжения, корректируют величину потерь на трение и все параметры натяжения пучка. 7.27. В конструкции оставляют не более одной пятой части арматурных пучков с оборванными или не полностью напряженными проволоками, если их количество не превышает 5% от общего числа проволок в пучке. При обрывах прядевой арматуры пучки заменяют. В отдельных случаях по согласованию с проектной организацией оставляют в конструкции пучки, ослабленные выше допустимого. 8. ИНЪЕКТИРОВАНИЕ ЗАКРЫТЫХ КАНАЛОВ К ЗАПОЛНЕНИЕ ОТКРЫТЫХ КАНАЛОВОсновные требования8.1. Защита арматурных пучков от коррозии и обеспечение их связи с бетоном конструкции достигается путем: а) заполнения (инъектирования) закрытых каналов цементным тестом или раствором; б) заполнения открытых каналов бетоном или раствором. 8.2. Открытые каналы заполняют после натяжения группы пучков монтируемой конструкции. В случае, когда интервал между натяжением пучков, расположенных в открытых каналах, и их обетонированием превышает 1 месяц, принимают меры по защите пучков от коррозии (защита пучков от увлажнения, окраска цементным тестом и др.). 8.3. Заполняют и инъектируют каналы, как правило, при среднесуточной температуре наружного воздуха не ниже + 5°С. При более низких температурах принимают специальные меры, обеспечивающие набор раствором (бетоном) до его замерзания прочности не менее 200 кгс/см2. 8.4. Работы по инъектированию закрытых и заполнению открытых каналов выполняются специализированной бригадой, прошедшей обучение и работающей под контролем инженера, ответственного за выполнение этой работы. Инъектирование закрытых каналов8.5. Растворы для инъектирования должны удовлетворять следующим требованиям: а) текучесть раствора, определенная на текучестемере с опускающимся грузом (приложение 15), не должна превышать: сразу после приготовления раствора - 40 сек, через 60 мин после приготовления - 80 сек; б) оседание раствора не должно превышать 2%; в) прочность раствора в возрасте 7 суток - не менее 200 кгс/см2 и в возрасте 28 суток - не менее 300 кгс/см2; г) раствор должен быть морозостойким - не увеличивать своего объема при однократном охлаждении до температуры -23°С. При заполнении каналов с бетонными стенками морозостойкость определяют только для составов с В/Ц>0,45 и только в случае, когда инъектирование выполняют в зимний период. При заполнении каналов с металлическими стенками и станками из полимерных материалов морозостойкость определяют для составов с В/Ц>0,4 независимо от сезона выполнения работ. 8.6. Растворы для инъектирования закрытых каналов приготовляют из портландцемента марки 400 и выше, воды и пластифицирующих добавок. Применение пуццолановых портландцементов и шлако-портландцементов не допускается. Вводить в раствор для инъектирования хлористый кальций и другие соли, вызывающие коррозию арматуры, запрещается. Вода для затворения раствора должна удовлетворять требованиям ГОСТ 4797-69. 8.7. В качестве пластифицирующих добавок применяют СДБ или мылонафт. СДБ вводят в количестве 0,2% (сухого вещества) от веса цемента, а мылонафт в количестве 0,12-0,15%. При применении пластифицированного цемента количество добавок уменьшают: СДБ - до 0,1% и мылонафта до 0,05-0,07%. 8.8. Составы инъекционного раствора подбирают заранее для каждого цемента, который предполагается использовать для инъектирования. Работы по подбору состава выполняют, используя те же растворомешалки, что и при инъектировании, и при тех же температурных условиях. При резких колебаниях температуры воздуха рекомендуется при инъектировании подбирать 2-3 состава для различных погодных условий. 8.9. Цемент при приготовлении раствора дозируют по весу, воду и пластифицирующую добавку - по объему. При наличии в растворомешалке специального прибора для определения подвижности раствора в процессе его приготовления допускается заменять весовую дозировку цемента дозировкой по объему приготовляемого раствора с дополнительным контролем состава раствора по его подвижности. Прибор для определения подвижности раствора перед началом работ на растворе данного состава тарируют. Цемент перед употреблением должен быть просеян через сито с ячейками 0,5-1 мм. СДБ перед употреблением следует разводить до 10%-ной концентрации. Количество воды, заливаемой в растворомешалку, определяют с учетом воды, содержащейся в растворе СДБ. 8.10. Раствор приготовляют в механических мешалках, агрегатированных с растворонасосами для его нагнетания. Ручное приготовление раствора запрещается. Для нагнетания раствора применяют растворонасосы небольшой производительности с максимальным давлением до 10 кгс/см2, обеспечивающие заполнение каналов со скоростью не выше 3 м/мин и его опрессовку давлением 6 кгс/см2. Применять для инъектирования насосы большой производительности и пневматические установки запрещается. Металлический наконечник шланга насоса должен иметь выходное отверстие диаметром не менее 14 мм. Отверстие в анкере, через которое инъектируют раствор, должно иметь диаметр не менее 16 мм. 8.11. Раствор готовят в количестве, которое может быть использовано в течение 60 мин с начала его приготовления. При хранении раствор, во избежание расслаивания, постоянно перемешивают. 8.12. Составляющие подают в растворомешалку в следующей очередности: вода, цемент, СДБ. СДБ вводят в виде водного раствора через две минуты после введения цемента. Общее время перемешивания раствора должно составлять не менее 8-10 мин. Температура инъекционного раствора к моменту нагнетания в канал должна быть не ниже 10 и не выше 30°С. При нарушении этого условия предусматривают подогрев составляющих раствора или его охлаждение. 8.13. Короткие закрытые каналы по концам открыто расположенных пучков инъектируют после обетонирования пучков. 8.14. Не позже чем за сутки до начала инъектирования каналы заполняют водой для определения проходимости и выявления раковин или других неплотностей в бетоне конструкции, требующих заделки. Трещины раскрытием более 1 мм и раковины заделывают сразу после удаления воды из канала. Одновременно омоноличивают анкерные устройства. 8.15. Инъекционный раствор нагнетают в канал, заполненный водой. При расположении анкеров пуча<а в разных уровнях раствор закачивают в канал со стороны нижнего анкера. Инъектирование одного канала проводят без перерыва. В случае образования «пробки» канал промывают водой и работы по нагнетанию раствора выполняют заново. Одновременно одним растворонасосом рекомендуется инъектировать один канал. После заполнения канала спрессовывают закаченный раствор в течение 5 мин давлением 6 кгс/см2. 8.16. Оставлять неподвижным раствор в шлангах более 15 мин не рекомендуется. При более длительных перерывах все механизмы промывают водой. Во избежание больших перерывов в процессе инъектирования рекомендуется иметь резервное оборудование для нагнетания раствора. После окончания работ все механизмы и инструмент (растворомешалка, насос, сита, шланги и др.) промывают водой. 8.17. Для обеспечения безопасности работ при инъектировании нагнетающий шланг надевают на штуцер, имеющий не менее четырех уступов, и крепят двумя хомутами. Рабочих снабжают защитными очками. 8.18. В процессе инъектирования ведут журнал, по окончании составляют акт. Обетонирование открыто расположенной арматуры8.19. Марка бетона омоноличивания напрягаемой арматуры, порядок его укладки, количество и размещение противоусадочной арматуры, а также способы обработки поверхности арматуры и бетона конструкции устанавливаются проектом в зависимости от особенностей возводимых конструкций. 8.20. Бетон омоноличивания приготовляют на портландцементах марки 400 и выше и чистых фракционированных заполнителях крупностью не более 20 мм. Применять для приготовления бетона омоноличивания быстротвердеющие цементы не рекомендуется. В целях повышения водонепроницаемости, удобоукладываемости и морозостойкости вводят в бетон пластифицирующие добавки - СДБ, абиетиновую смолу и др. 8.21. Подготавливаемые под омоноличивание поверхности обрабатывают стальными щетками с последующей промывкой напорной струей воды. Применять при подготовке бетонной поверхности к омоноличиванию инструменты ударного действия (отбойные молотки, пневматические бучарды и т. п.) запрещается. Жировые пятна удаляют моющими средствами (п. 5.70); применение соляной кислоты не допускается. За 3-4 часа до укладки бетона подготовленные поверхности обильно смачивают водой. Непосредственно перед укладкой бетона остатки воды удаляют. 8.22. Бетон омоноличивания укладывают с тщательным и интенсивным вибрированием, в особенности у швов сопряжения. 8.23. Поверхность свежеуложенного бетона сразу после бетонирования затирают и покрывают паронепроницаемыми пленками или мешковиной и периодически увлажняют. В период схватывания и твердения бетон омоноличивания предохраняют от высыхания, сотрясений, механических повреждений и химических воздействий. Пробивать бетон омоноличивания для установки в нем каких-либо закладных частей, отводных трубок и т. п. запрещается. Их следует устанавливать до укладки бетона омоноличивания. Особенности инъектирования и обетонирования при отрицательных температурах 8.24. Указания настоящего раздела распространяются на работы по инъектированию при температуре воздуха от +5 до -20°С. Инъектировать каналы при более низких температурах запрещается. 8.25. Инъекционный раствор должен быть морозостоек и иметь к моменту замерзания прочность не менее 200 кгс/см2. Твердение инъекционного раствора в зимних условиях достигается искусственным подогревом конструкции или введением в его состав спирта, понижающего температуру замерзания воды. 8.26. Инъекционный раствор обогревают, пропуская переменный ток по арматурным пучкам или располагая конструкцию в тепляке (местном или общем). Электропрогрев конструкции путем пропуска тока через пучки применяют только при наличии надежного контакта между анкерами и проволоками пучка (конусные анкеры, анкеры для проволок с высаженными головками, анкеры стаканного типа с заливкой сплавами). 8.27. Мощность источников питания, трансформаторов, приборов, регулирующих напряжение, и подводящей цепи определяют расчетом (приложение 16) в зависимости от конструкции балки, температуры наружного воздуха и выбранного режима прогрева. При большой длине шин, соединяющих трансформаторы с балкой, учитывают потери напряжения и мощности в этих элементах. 8.28. Температура инъекционного раствора при электропрогреве через пучки не должна превышать 40°С. Температуру воздуха при теплотехническом расчете принимают равной среднемесячной для данного района, а коэффициент, учитывающий обветривание, в зависимости от расположения прогреваемых балок (на земле - обычные условия; в пролете - сильное обветривание). Мощность оборудования для электропрогрева должна в 1,5 раза превышать потребную мощность, определенную расчетом. 8.29. Местные тепляки обогревают электрическим током, горячим воздухом или водой. Нагревательные элементы при электрообогреве балки в рубашке выполняют из обычной арматурной стали и конструируют в зависимости от выходного напряжения имеющегося трансформатора. Температура воздуха в местном тепляке не должна превышать 30°С. При обогреве в местном тепляке конструкцию проверяют на температурные напряжения, возникающие из-за разности температур в различных зонах конструкции. 8.30. В конструкциях, не испытывающих в течение 2-3 месяцев после инъектирования дополнительных нагрузок, допускается вводить в раствор спирт для обеспечения его твердения при отрицательных температурах. При температуре наружного воздуха до -5°С спирт должен составлять 10%, а при температуре до -10°С - 20% от объема воды затворения. При более низких температурах воздуха применять спирт запрещается. 8.31. Инъекционный раствор должен отвечать тем же требованиям, что и в летних условиях. При электропрогреве раствора через пучки и включении всех пучков в цепь возраст, в котором раствор становится морозостойким, не определяют. 8.32. При всех указанных выше способах обеспечения твердения инъекционного раствора последний должен поступать в канал, имея температуру не ниже 10°С. Воду для приготовления раствора нагревают с таким расчетом, чтобы раствор после приготовления имел температуру порядка 20°С. Для уменьшения остывания раствора в процессе его хранения баки растворомешалки утепляют войлоком или другими теплоизолирующими материалами. 8.33. Балку перед инъектированием нагревают до температуры 15÷20°С, каналы промывают водой, нагретой до 30-35°С, быстро инъектируют, нагревают балку до проектной температуры и затем поддерживают эту температуру до тех пор, пока раствор не наберет необходимой прочности и не станет морозостойким. При инъектировании раствором с добавками спирта конструкции подогревают водой, нагретой до температуры 40÷50°С, пропуская ее через каналы. В остальных случаях для нагрева конструкции применяют нагревательные приборы. При нагреве конструкции током, пропускаемым по арматурным щучкам, температура проволок пучка не должна превышать 120°. Каналы на время нагрева заполняют водой. 8.34. Время прогрева конструкции в рубашке определяют на основании испытания контрольных кубиков из раствора размером 10´10´10 см, которые хранят внутри рубашки на уровне расположения каналов. Длительность прогрева при пропуске тока через пучки определяют предварительно на 2-3 опытных призмах длиной 3-5 м (приложение 15). Если время остывания балки до 0°С составляет не менее 40% времени, необходимого для набора инъекционным раствором проектной прочности, время прогрева уменьшают на половину времени остывания. Независимо от того, учитывается время остывания при определении срока прогрева или нет, тепляк с балки снимают не ранее ее остывания до 0°С. 8.35. При выполнении работ по электропрогреву соблюдают «Правила по технике безопасности при сооружении мостов и труб» (М., Оргтрансстрой, 1969). Электропрогрев следует вести при круглосуточном наблюдении дежурных монтеров. Производить какие-либо работы под напряжением выше 65 В запрещается. Рабочие, занятые на работах по электропрогреву, получают перчатки, калоши и инструмент с изолированными рукоятками. Каналы инъектируют только при выключенном напряжении. 8-36. Работы по обетонированию арматуры при температуре воздуха от +5 до -10°С разрешается выполнять в местном переносном тепляке теми же методами, что и летом. После достижения бетоном омоноличивания заданной прочности обеспечивают его постепенное охлаждение до температуры наружного воздуха. Приложение 1ПРОЕКТИРОВАНИЕ СОСТАВНЫХ КОНСТРУКЦИЙ1. Составные конструкции рекомендуется применять в пролетных строениях мостов при длине пролетов 33 м и более. В зависимости от длины пролетов используют следующие системы и способы строительства мостов: - разрезные, монтируемые путем установки кранами или на перемещающихся подмостях, при l = 33÷42 м; - неразрезные, монтируемые на перемещающихся подмостях, при l = 33÷42 м; - неразрезные, монтируемые методом продольной надвижки, при l = 33÷63 м; - балочные и рамные, монтируемые навесным способом: неразрезные при l = 63÷105 м; рамные при l ≥ 63 м; в том числе рамно-консольные с подвесными пролетными строениями длиной 33 м или без них при l ≥ 105 м. При проектировании следует отдавать предпочтение неразрезным и рамным системам, позволяющим получить более плавный профиль, избежать устройства большого количества деформационных швов и обеспечить более благоприятные условия для безопасного и комфортабельного движения автомобилей. 2. Длину составных балок в разрезных или расстояние между осями опор (основных пролетов) в неразрезных и консольных системах мостов, как правило, принимают в соответствии с сеткой унифицированных длин 33, 42, 63, 84, 105, 126, 144 м. В случае применения других расстояний между осями опор, например, в крайних lкр или в сопрягающих пролетах lс мостов неразрезных и консольных систем (рис. 1), полная длина пролетных строений или расстояние между деформационными швами, измеренное в уровне проезжей части, должны быть, как правило, кратными 3 м.
Рис. 1. Схема компоновки моста рамно-подвесной системы: 3. Мосты следует проектировать по возможности однородными, т. е. состоящими из пролетов одного размера. При наличия в сооружении пролетных строений различной величины следует стремиться проектировать все пролетные строения таким образом, чтобы их можно было смонтировать, используя один технологический способ монтажа и одно и то же монтажное оборудование. 4. Береговые пролеты мостов, монтируемых методом навесной сборки, чтобы избежать устройства монтажных подмостей или временных опор, выполняют длиной 0,5-0,6l. Отрицательную опорную реакцию на устое ликвидируют устройством пригруза. 5. Поперечное сечение балок для мостов неразрезных и рамных систем принимают: при пролетах 33 и 42 м - коробчатым с длинными консолями или плитно-ребристым с длинными консолями; при пролетах 63 м и более - коробчатым с длинными консолями. 6. Пролетные строения под две полосы движения, а при пролетах более 84 м и под три полосы движения целесообразно проектировать с одной балкой коробчатого сечения. Расстояние между боковыми стенками коробок назначают таким, чтобы ширину мостового полотна при переходе от одного габарита к другому можно было изменять, меняя длину консолей при постоянных размерах коробки. В мостах с числом полос движения п≥4 следует устраивать раздельные пролетные строения для каждого направления движения. 7. Пролетные строения мостов с пролетами до 42 м, а также устанавливаемых путем продольной на движки при любых пролетах проектируют постоянной высоты; пролетные строения мостов, собираемых навесным способом, проектируют, как правило, переменной высоты. Высоту на опоре в пролетных строениях рамно-консольной системы назначают в пределах от 1/15 до 1/20l, а в пролетных строениях неразрезной системы от 1/18 до 1/26l . Высота пролетных строений неразрезной системы в пролете не должна быть менее 1,80 м и 1/50l. 8. В балках коробчатого сечения с малоизменяющейся высотой (пролеты до 84 м) внутренний контур блоков целесообразно принимать одинаковым для всех блоков, а стенки - наклонными, сближающимися книзу. Толщину нижней плиты изменяют путем изменения полной высоты балок. 9. Длину блоков назначают в пределах от 2,0 до 3,5 м. Размеры блоков, изготавливаемых на заводах или полигонах, назначают такими, чтобы обеспечить их перевозку железнодорожным и автомобильным транспортом. Вес блоков заводского и полигонного изготовления для пролетов до 84 м включительно рекомендуется принимать в пределах 50-60 т. При изготовлении на строительной площадке вес блока принимают исходя из местных условий. 10. Верхнюю плиту проектируют толщиной 20-25 см. Толщину плиты на консоли назначают исходя из заделки ограждающих устройств. Нижняя плита должна иметь толщину не менее 12 см, а при расположении в ней арматурных пучков - не менее 2,5 диаметров каналов, в которых расположены пучки. Наклонные стенки выполняют с уклоном ~ 1/5 к вертикали. Толщину стенок назначают исходя из размещения напрягаемой арматуры, а в приопорных сечениях - исходя из касательных напряжений. 11. Все элементы поперечного сечения блока, включая цоколи ограждающих устройств, бетонируют одновременно с блоком. Устраивать накладные тротуары, а также применять коробчатые блоки, собираемые из плит с последующим добетонированием торцов, не рекомендуется. Объем бетона омоноличивания, расположенного в растянутой (от действия эксплуатационных нагрузок) зоне и не подвергаемого предварительному напряжению, должен быть минимально возможным. 12. Диафрагмы устраивают в опорных сечениях, на концах консолей, а в случае необходимости и в местах резкого изменения очертания нижнего пояса. Диафрагмы устраивают в пределах одном коробки. Объединение диафрагм соседних коробок между собой в единую диафрагму рекомендуется только на концах консолей при опирании на них подвесного пролетного строения Диафрагма в опорном сечении должна иметь такую толщину, чтобы опорная часть при всех ее положениях не выходила за пределы диафрагмы.
Рис. 2. Схемы расположения напрягаемой арматуры в пролетных
строениях: 13. Пучки следует располагать в закрытых каналах и анкеровать на торцах блоков, специальных анкерных блоках или опорных диафрагмах. Открытого расположения арматуры с последующим обетонированием. в особенности на верхней плите пролетного строения, а также анкеровки на приливах нижней и в особенности верхней плиты следует избегать. Большую часть пучков необходимо размещать в ребре, переводя их из нижней плиты в верхнюю таким образом, чтобы возможно большая часть поперечной силы воспринималась напрягаемой арматурой. 14. В разрезных балках, устанавливаемых целиком или собираемых на перемещающихся подмостях, часть нижних пучков следует обрывать по длине пролета с анкеровкой в плите проезжей части (рис. 2, а) так, чтобы их можно было натягивать после установки балок на опоры. В неразрезных пролетных строениях, монтируемых на перемещающихся подмостях или методам продольной надвижки, пучки следует анкеровать нa специальных упорных блоках (рис. 2, б и в). Анкеровка вразбежку на приливах нижней или верхней плиты не рекомендуется. В пролетных строениях, собираемых навесным способом, большую часть верхних пучков отгибают в стенки (рис. 2 г) с таким расчетом, чтобы все сечение по стыку на стадии монтажа было сжато, а главные растягивающие напряжения были менее расчетных без применения напрягаемых хомутов и специального утолщения стенок. Пересечения пучков в стенках вне пределов анкерных блоков следует избегать 15. Пучки следует применять мощные, из прядей или из проволок с высаженными головками. Рекомендуемая мощность пучков: разрезные пролетные строения l = 33÷42 м с 4-5 стенками в поперечном сечении - 100-180 т; то же с двумя стенками в поперечном сечении - 180-280 т; неразрезные пролетные строения, монтируемые на перемещающихся подмостях или методам продольной надвижки, - 280 т и более; неразрезные и рамные пролетные строения, монтируемые методом навесной сборки, - 100-280 т. Мощность арматурных пучков при навесной сборке выбирают исходя из условия, чтобы при выбранных размерах блоков в каждом стыке обрывалось по возможности только два пучка. 16. В наиболее нагруженных сечениях конструкции при проектировании следует предусматривать 4-5% дополнительных каналов для размещения дополнительных пучков в случае недотяжки части основных пучков или обрыва проволок в них. 17. Концы тротуарных консолей архитектурно оформляют устройством навесной облицовки высотой 25-40 см из сборных бетонных элементов с рифленой или волнистой поверхностью (рис. 3). Способ временного крепления облицовочных плит к несущим конструкциям до их окончательной установки должен обеспечивать возможность регулировки положения плит по высоте и в плане и получение заданного проектом профиля карниза.
Рис. 3. Архитектурный карниз: Приложение 2СТАЦИОНАРНАЯ ОПАЛУБКА ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ИЗГОТОВЛЕНИЯ БЛОКОВ СОСТАВНЫХ КОНСТРУКЦИЙ1. Опалубка (см. рисунок) представляет собой стационарный агрегат, устанавливаемый на заводе железобетонных конструкций или приобъектном полигоне и предназначенный для последовательного изготовления блоков балок коробчатого сечения с постоянным внутренним контуром и постоянной толщиной стенок (высота блоков может меняться в небольших пределах за счет изменения толщины нижней плиты, развиваемой во внешнюю сторону). 2. Торцовый щит опалубки следует устраивать откидывающимся и выполнять из стального листа, усиленного ребрами жесткости. Очертание и размеры проема в щите должны точно соответствовать очертанию н размерам внутреннего контура изготовляемой конструкции. 3. Торцовый щит должен быть жестким (прогиб любой точки щита от усилий, действующих на него в процессе изготовления блока, не должен превышать 0,5 мм) и иметь специальные приспособления-фиксаторы, позволяющие устанавливать его с необходимой точностью в проектное положение. Торцовый лист щита должен иметь толщину не менее 10 мм и гладкую поверхность. Сварные швы листа зачищают заподлицо с его поверхностью. Люфт в шарнире торцового щита не должен превышать 0,5 мм. 4. Распалубку блока и установку щита в проектное положение выполняют гидравлическими домкратами 7. Ход домкрата должен обеспечивать горизонтальное перемещение щита в уровне низа блока не менее чём на 2 мм. 5. Торцовый щит должен иметь приспособления для установки каналообразователей и образования каналов во всех изготовляемых в опалубке блоках. Если каналы образуют с помощью извлекаемых полиэтиленовых труб, то в щите устраивают отверстия для пропуска труб (см. приложение 3). Размер отверстия должен на 2 мм превышать диаметр каналообразователя. Неиспользуемые при изготовлении данного блока отверстия закрывают заглушками, поверхность которых должна быть расположена заподлицо с поверхностью торцового листа. В случае образования каналов с помощью оставляемых в бетоне гибких рукавов или тонкостенных труб торцовый щит должен иметь стальные съемные бобышки длиной 7-10 см, на которых закрепляются концы каналообразователей. Не используемые при изготовлении блока бобышки снимают, а отверстия для их крепления закрывают заглушками, расположенными заподлицо с поверхностью торцового листа. 6. Боковые щиты имеют обычную конструкцию. Длина боковых щитов должна на 100-150 мм превышать длину изготовляемого блока. Боковые щиты устанавливают в проектное положение прижатием их к поддону изготовляемого блока и боковой поверхности блока, служащего торцовой опалубкой. Швы сопряжения боковой опалубки с торцовым щитом и поддоном надежно уплотняют. 7. Щиты внутренней опалубки 3 должны иметь длину на 200-300 мм больше длины изготовляемого блока и крепятся на консоли специальной тележки 12 при помощи винтовых или гидравлических домкратов 10. Опалубку в проектное положение устанавливают введением ее после установки арматурного каркаса внутрь блока и прижатием винтовыми домкратами к внутреннему контуру ранее изготовленного блока и торцового щита. Швы сопряжения щитов внутреннем опалубки между собой и с внутренним: контуром торцового щита должны быть надежно уплотнены.
Принципиальная схема стационарном опалубки для последовательного изготовлении
блоков конструкции с клееными и сухими стыками: 8. Продольное перемещение тележки 12 со смонтированной на ней опалубкой внутреннего короба обеспечивается лебедкой, установленной на тележке или вне ее. 9. Рама поддона 5 должна быть жесткой и иметь специальные фиксаторы, позволяющие устанавливать ее с необходимой точностью в проектное положение как в плане, так и в вертикальной плоскости. Отклонения фиксаторов рамы от проектного положения и прогиб середины рамы, относительно фиксаторов от веса блока, не должны превышать 0.5 мм. Рама из позиции I в позицию II (cм. рисунок) перемешается с помощью тележки 8. оснащенной гидравлическими домкратами 7 и лебедки. При изготовлении блоков прямолинейных в плане пролетных строений допускается установка поддона на специальных направляющих непосредственно на рельсы или стальной брус. Очертание бруса, способы его крепления к основанию и допускаемые отклонения от проектного очертания указывают в проекте. 10. Поддон опалубки разрешается выполнять как из стали, так и из дерева. При переменной высоте изготовляемой конструкции поддон выполняют съемным. Высоту конструкции изменяют за счет изменения высоты поддона. 11. Фиксаторы положения рамы поддона (блока) в позиции I и II в вертикальной плоскости 13 и в плане 17 должны иметь винтовые или клиновые приспособления для регулировки их положения с необходимой точностью, приспособления для надежного закрепления фиксатора в заданном положении и быть практически недеформируемыми. Фиксаторы надежно защищают от загрязнения и случайных ударов, при изготовлении блоков. 12. Фиксаторы устанавливают в проектное положение при помощи геодезических инструментов. Точность установки фиксаторов указывают в проекте изготовляемой конструкции. 13. Фундамент опалубки должен иметь конструкцию, обеспечивающую неизменное положение всех элементов опалубки, связанных с приданием; изготовляемой конструкции проектного очертания. Приложение 3ОПАЛУБКА С ЖЕСТКИМИ ТОРЦОВЫМИ ЩИТАМИ1. Опалубку с жесткими торцовыми щитами устраивают стационарном н монтируют на отдельно стоящем фундаменте. В состав опалубки должны входить: стальные торцовые и боковые щиты, поддон, фундамент с закладными частями и стальная обстройка дня монтажа и обслуживания опалубки. 2. В каждой опалубке следует предусматривать изготовление только идентичных блоков. Переставлять при изготовлении блоков торцовые щиты и изменять расположение каналообразователей в них не рекомендуется. Примечание При щитах с концентрическим рифлением со смещенным центром (рис 1.а) или с диагональным рифлением (рис. 1.б) количество опалубок будет равно количеству типоразмеров блоков. При других видах рифления, например, комбинации продольного с поперечным (рис. 1,в) или комбинации гладкой поверхности с концентрическим рифлением (рис. 1,г), количество опалубок будет превышать количество типоразмеров блоков. 3 Торцовые щиты устраивают раскрывающимися. Щиты могут иметь форму поперечного сечения изготовляемого блока и устанавливаться между боковыми щитами опалубки (рис. 2) или выполняться в виде трапецеидальной плиты и примыкать к торцам боковых щитов (рис. 3). Щиты, имеющие форму поперечного сечения блоков, крепят к поддону опалубки; щиты, форма которых не связана с поперечным сечением блоков, допускается устраивать отдельно стоящими и закреплять на общем фундаменте. 4. Торцовые щиты опалубки, предназначенной для изготовления блоков большого поперечного сечения, выполняют ребристыми, сварными или литыми. Торцовый лист щита должен иметь толщину не менее 20 мм, ребра жесткости торцового листа должны иметь толщину не менее 10 мм и высоту - не менее 1/20 их длины. Расстояние между ребрами жесткости не должно превышать 200 мм. Торцовые щиты опалубки, предназначенной для изготовления блоков небольшого поперечного сечения (200´150 см и менее), разрешается выполнять из стального листа без усиления его ребрами жесткости. Лист должен иметь толщину не менее 1/40 наибольшего размера щита. 5. Отверстия в торцовых щитах для пропуска наклонных каналообразователей выполняют: а) в виде наклонных отверстий в специальных втулках (рис. 4, а); б) в виде круглых отверстий раструбного типа - при углах наклона не более 10° (рис. 4.б). Втулки с наклонными отверстиями устанавливают на место (на резьбе или на эпоксидном клее) до обработки торцовой поверхности щита. 6. Минимальный размер отверстия для пропуска каналообразователя должен превышать размер каналообразователя на 2 мм. В круглых отверстиях раструбного типа диаметр отверстия принимают на 3 мм больше диаметра каналообразователя. 7. Рабочие поверхности торцовых щитов опалубки должны быть плоскими, что достигается обработкой их на строгальных или карусельных станках. 8. Рифление на торцовой поверхности блоков выполняют путем придания необходимого очертания рабочей поверхности торцового щита. Глубина рифления может отличаться от проектных размеров не более чем на 0,2 мм (см. рис. 1). При наличии строгальных станков с необходимой шириной стола рекомендуются продольное, поперечно; или диагональное рифление. При наличии карусельного станка с планшайбой большого диаметра применяют концентрическое рифление с центром, смещенным относительно осей торца. Смешение центра при этом выбирают таким, чтобы угол пересечения бороздок рифления во всех точках стыкуемых поверхностей был не менее 45°.
Рис.1. Виды рифлений на торцовых щитах: 9. Рифление выполняют сразу же после обработки торцового листа под плоскость на этом же самом станке, без перестановки щита. 10. Все сварочные работы при изготовлении торцовых щитов выполняют до обработки их рабочих поверхностей. Перед обработкой рабочих поверхностей ребристые щиты подвергают старению в естественных условиях в течение одного месяца. После обработки торцовых поверхностей все установочные и крепежные детали прикрепляют к щитам только на болтах или винтах.
Рис. 2. Схема опалубки с плоским торцовым щитом: 11. Фиксаторы, определяющие положение торцового щита в плане и вертикальной плоскости, должны быть расположены в уровне верхней грани щита и быть практически недеформируемыми. Если фиксаторы положения торцовых щитов крепят к боковым щитам, то их конструкция должна обеспечивать неизменность положения торцовых щитов при деформации боковых щитов от давления бетона. 12. При установке торцовых щитов в проектное положение в общем случае должно быть обеспечено (рис. 5): а) равное возвышение идентичных точек щитов b и b' над горизонтальной плоскостью; б) расположение осей симметрии щитов у-у в одной вертикальной плоскости; в) проектное расстояние l (l') между точками пересечения осей у-у с нижним (верхним) ребром опалубки; г) перпендикулярность горизонтальных ребер щитов продольной оси опалубки х-х; д) проектная величина угла a между осями у-у и х-х. 13. Проектное положение щитов по высоте и расположение их осей у-у в одной вертикальной плоскости проверяют нивелировкой марок b и b', равноудаленных от оси щита у-у. При высоких щитах (3 м более) правильность расположения осей у-у разрешается контролировать по отвесу. Груз отвеса должен иметь заостренный конец, весить не менее 500 г и подвешиваться на тонкой гибкой нити.
Рис. 3. Схема опалубки с отдельно
стоящим ребристым торцовым щитом:
Рис. 4. Варианты выполнения отверстий в торцовых щитах для
пропуска каналообразователей:
Рис. 5. Контролируемые размеры при установке торцовых щитов в проектное положение Проектное положение щитов относительно продольной оси опалубки контролируют измерением диагоналей с, d; с', d'; т, п; т', п'. 14. Расстояние между марками при допускаемых отклонениях щитов от проектного положения >2 мм измеряют стальной рулеткой, а при необходимости более точно установить щиты - специально изготовленной раздвижной штангой, снабженной индикатором с ценой деления 0,01 мм (рис. 6, а). Штанга должна иметь простейшие приспособления, исключающие ее нагревание от рук персонала, занятого измерением расстояний.
Рис. 6. Конструкция штанги (а) и фиксаторов (б) для установки
торцовых щитов в проектное положение: Марки, по которым измеряют расстояния между щитами, выполняют в виде конусообразных углублений в торцовом листе щита (рис. 6,б). Щиты устанавливают в проектное положение в два-три приема методом последовательного приближения и закрепляют установочными винтами и фиксаторами при помощи контргаек, шплинтов или другим способом. Приложение 4СОСТАВЫ СМАЗОК ДЛЯ ОПАЛУБКИ И ТОРЦОВЫХ ПОВЕРХНОСТЕЙ БЛОКОВ ПРИ ИЗГОТОВЛЕНИИ СОСТАВНЫХ КОНСТРУКЦИЙ1. Смазки выбирают на месте изготовления блоков в зависимости or материала торцовой опалубки, вида стыков составной конструкции и имеющихся в распоряжении строителей материалов. В качестве смазок можно применять составы, основанные на битуме, различных маслах, каолине, меле, извести и латексе. 2. Битумную смазку применяют для покрытия бетонных поверхностей при изготовлении слабоработающих па поперечные силы составных конструкций (арки, опоры) с сухими стыками путем бетонировки блоков «в торец». Смазка состоит из 7 вес. ч. битума, разваленного и 10 вес. ч, керосина. 3. Масляная смазка (солидол, автол, соляровое масло, нефть, мазут и т.д.) предназначена для покрытия торцовых щитов опалубки и бетонных поверхностей блоков при изготовлении составных конструкций с сухими стыками путем бетонировки «в торец». 4. Известковую, меловую и каолиновую смазки используют для бетонных поверхностей при изготовлении составных конструкций с клееными стыками путем бетонировки блоков «в торец». Смазки состоят из наполнителя и воды. В качестве наполнителя используют: известь, мел, каолин 0-4 сортов по ГОСТ 3314-63 и ГОСТ 4193-63. 5. Известь, мел, каолин независимо от их сорта и упаковки хранят в закрытых сухих помещениях. Перед употреблением сухие составляющие обмазок просеивают через сито, имеющее 64 отверстия на 1 см2. 6. Полимерной латексной смазкой покрывают стальные торцовые щиты опалубки, в которой изготовляют блоки составной конструкции с клееными и сухими стыками. Смазка состоит из синтетического каучука, образующего в водяной среде эмульсию. Содержание твердого остатка в эмульсии зависит от марки применяемого латекса и составляет от 40 до 80 вес. ч к общему весу эмульсии. В качестве смазок рекомендуется использовал эмульсии дестабилизированных латексов СКС-30, СКС-50, СКС-65, выпускаемых заводом-изготовителем в готовом виде по ТУ 217-59. 7. Эмульсии латексов следует хранить в закупоренных стеклянных или металлических емкостях при температуре воздуха от 10 до 30°С. Гарантийный срок хранения эмульсии - 6 месяцев. При хранении латексной эмульсии выше указанного срока пригодность ее для смазки опалубки определяют следующим образом: на очищенные металлические формы, применяемые для изготовления контрольных кубов, наносят испытуемую латексную смазку; не ранее чем через 20 мин после нанесения смазки форму заполняют бетоном. После приобретения бетоном необходимой для его распалубки прочности формы разбирают. Латексная смазка должна надежно предохранять опалубку от сцепления с бетоном и обеспечивать легкую разборку форм. 8. Эмульсию на основе каолина и латексную эмульсию рекомендуется применять наряду с существующими видами смазки для металлической опалубки, в которой изготовляют «лицевые» поверхности блоков составных конструкции, а также поверхности, подвергающиеся последующей отделке или окраске. 9. Эмульсия на основе каолина состоит из 1 вес. ч. каолина, 1 вес. ч. масла и 3 вес. ч. воды. Масло служит эмульгатором, поддерживающим дисперсное распределение каолина в воде. Для приготовления эмульсии можно применять различные минеральные масла (автол, соляровое масло и др.). В качестве пигмента - наполнителя используют каолин, входящий в каолиновую смазку (см. п. 4). 10. Битумную смазку приготовляют разжижением битума керосином при перемешивании вручную или в смесителях. 11. Известковую, меловую и каолиновую смазки приготовляют смешиванием компонентов (известь, каолин, мел) с водой вручную или в смесителях. Консистенцию растворов выбирают в зависимости от способов внесения смазки (кистями, вручную или распылением). При приготовлении эмульсии на основе каолина в емкость загружают необходимое количество каолина и масла, перемешивают до получения густой однородной массы, затем заливают воду и вновь перемешивают до получения эмульсии. 12. Смазки наносят на обезжиренные поверхности опалубки кистями или распылением. Рекомендуемые расходы смазок на 1 м2 поверхности опалубки и средние прочности сцепления опалубки с уложенным бетоном приведены в таблице.
Кисти, емкости, форсунки и шланги распыливающих механизмов после внесения смазок промывают водой. 13. Бетон в опалубку с нанесенной на ее поверхности латексной эмульсией допускается укладывать только после высыхания смазки и образования тонкой пленки на защищенных поверхностях опалубки, но не расе чем через 20 мин после нанесения смазки. При других смазках бетон укладывают сразу же после нанесения смазки. 14. Латексная смазка обеспечивает трехкратное бетонирование без ее возобновления при твердении бетона в естественных условиях и двукратное - при обработке бетона в пропарочных камерах. Поверхности опалубки очищают от латексной смазки ветошью или метками, смоченными в керосине или бензине. Приложение 5НАВЕСНОЙ МОНТАЖ ПРОЛЕТНЫХ СТРОЕНИЙ1. Для навесного монтажа применяют специальные консольные и консольно-шлюзовые краны, перемещающиеся по смонтированной части пролетных строений, а также краны общего назначения - козловые, плавучие, автомобильные, кабель-краны. 2. Консольные краны (рис. 1) используют, как правило, при монтаже пролетных строений рамных систем больших пролетов при возможности подачи блоков под кран снизу. Консольно-шлюзовыми крапами (рис. 2) монтируют, как правило, мосты с пролетными строениями неразрезных систем при количестве пролетных строений в сооружении более 4-5. 3. Консольные краны должны иметь простую конструкцию и состоять из элементов, которые могут быть смонтированы на надопорном блоке, а после сборки конструкции демонтированы с использованием простейших приспособлении. Вес консольных кранов должен составлять 30-40% веса монтируемых блоков. Использование для навесного монтажа консольных кранов сложной конструкции не рекомендуется. 4. Конструкция консольного крана должна обеспечивать: - монтаж и анкеровку на надопорном блоке длиной не более 3 м; - перемещение по смонтированной конструкции с использованием для этой цели гидропередвижчиков, лебедки или тали; - простую и быструю анкеровку за смонтированную конструкцию; - установку монтируемых блоков в проектное положение (по высоте и в плане) с точностью ±20 мм с зазором в стыке не менее 30 см; - перемещение монтируемого блока в проектное положение после нанесения клея; - размещение на консоли крана рабочей люльки для обслуживания оборудования при натяжении арматуры. 5. Консольно-шлюзовые краны должны быть легкими, простыми па конструкции, состоять из минимального количества монтажных элементов, быстро переводиться из транспортного положения в монтажное и наоборот. Краны должны иметь две грузовые тележки, две самостоятельные или объединенные с грузовыми тележками люльки для размещения рабочих и механизмов и обеспечивать наводку блоков с точностью не менее ±20 мм. При проектировании консольно-шлюзовых кранов рекомендуется предусматривать возможность подвески монтируемого уравновешенным способом неразрезного пролетного строения к крану, с тем чтобы избежать обстройки опор. 6. Для облегчения и упрощения конструкций консольных и консольно-шлюзовых кранов рекомендуется широко использовать при их проектировании легкие сплавы и легированные стали, предварительное напряжение наиболее нагруженных элементов консольно-шлюзовых кранов и антифрикционные материалы. 7. Надопорные блоки в пролетных строениях мостов рамных систем, монтируемых консольными кранами, бетонируют, как правило, на месте. Блоки должны иметь длину не менее длины пролетных блоков, две диафрагмы, расположенные в уровне граней опор, выпуски арматуры или отверстия для крепления монтажных приспособлений (в случае необходимости) и отверстия в верхней плите для анкеровки крана. При устройстве торцовых щитов опалубки надопорных блоков особое внимание следует обращать на соблюдение проектного положения отверстий для каналообразователей.
Рис.1. Схема
консольного крана для навесной сборки:
Рис. 2. Схема консольно-шлюзового крана: 8. В пролетных строениях, монтируемых консольно-шлюзовым краном и кранами, перемещающимися не по монтируемой конструкции (козловые, плавучие и другие), надопорные блоки изготовляют одновременно или после пролетных блоков и устанавливают на место краном. При изготовлении блоков конструкции с клееными стыками путем последовательного бетонирования в стационарной опалубке надопорный блок бетонируют в торец корневым блокам на специальном стапеле, обеспечивающем получение проектного очертания конструкции в вертикальной плоскости и в плане.
Рис. 3. Схема обстройки опоры неразрезного моста: 9. Гибкие опары мостов рамных систем и опоры мостов с пролетными строениями неразрезных систем при необходимости усиливают путем постановки с одной или двух сторон опоры стальных рам или стоек (рис. 3). 10. Опорные части неразрезных пролетных строении после установки на них и приведения в проектное положение надопорного блока должны быть заблокированы установкой домкратов или стальных прокладок с клиньями. Блокирующие устройства рассчитывают на усилия, возникающие в процессе монтажа (см. п. 5.47). При гибких опорах для блокирования опорных частей используют элементы обстройки усиления. Конструкцию блокирующих устройств назначают с учетом использования их для корректировки положения смонтированной конструкции как в вертикальной плоскости, так и в плане. Снимают блокирующие устройства не ранее объединения смонтированной конструкции с соседней. 11. Корневые блоки конструкций с клееными стыками монтируют навесным способом даже при наличии обстройки у опоры. Монтировать их, опирая на обстройку, не рекомендуется. 12. Монтаж ведут двумя консольными кранами. Челночный способ монтажа одним краном не рекомендуется. 13. Порядок монтажа (последовательность объединения) пролетных строений неразрезной системы выбирают по возможности таким, чтобы каждая вновь присоединяемая секция была свободной и ее положение в пространстве могло быть перед объединением скорректировано, а при натяжении замыкающей арматуры она оказывала минимальное сопротивление деформациям, возникающим при обжатии конструкции (от берега к берегу, от середины к опорам). 14. Перед бетонированием замыкающих блоков объединяемые секции следует надежно соединять между собой, чтобы предотвратить разрушение молодого бетона от температурных и других деформаций смонтированной конструкции. Приложение 6СОСТАВЫ И ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА ЭПОКСИДНЫХ КЛЕЕВ1. Составы эпоксидных и алкилрезорциновых эпоксидных клеев, рекомендуемые для склеивания составных конструкций при различных погодных условиях, приведены и табл. 1-4. Приведенные составы являются ориентировочными (свойства смолы, пластификатора и отвердителя меняются со временем) и подлежат корректировке. 2. Состав клея корректируют следующим образом: - выбирают по соответствующей таблице состав клея в зависимости от температуры, при .которой будут вести работы по склеиванию; - готовят навеску клея 30-50 г и храпят его в бюксе или коробочке при этой температуре; - определяют жизнеспособность клея: технологическую - по появлению отрыва нитей в клее при извлечении из него периодически погружаемой стеклянной палочки; адгезионную - по потере прилипаемости к клею пальца руки: когезионную - по испытанию на прочность образцов, склееных в пределах адгезионной жизнеспособности клея и выдержанных до получения прочности стыка не менее 25 кгс/см2; - сравнивают полученные жизнеспособности с табличными и в случае разницы более чем на 20% повторяют опыт, изменив в нужном направлении количество отвердителя. Время полимеризации клея с ускорителем твердения (когезионная жизнеспособность), приготовленного и хранившегося при температуре 10-20°С, не должно превышать 70 мин. В случае, если время полимеризация пробного замеса резко превышает указанные сроки, проверяют качество составляющих клея-смолы, отвердителя и ускорителя в соответствии с требованиями соответствующих ГОСТов или ТУ на эти материалы. 3. Вязкость клея регулируют изменением количества наполнителя исходя из погодных условий и способа нанесения клея (валиком, кистью, шпателем, специальной установкой). Вязкость клея подбирают такой, чтобы он легко наносился на стыкуемые поверхности блоков и вместе с тем хорошо удерживался на них, не стекая. Чтобы уменьшить стекание клея с вертикальных поверхностей, в состав клея, кроме наполнителя, вводят тиксотропные добавки (аэрозоль, сажу, молотый асбест и т. а.) в количестве 3-10 вес. ч. на 100 вес. ч. эпоксидной смолы. Введение тиксотропной добавки в состав клея с ускорителем твердения - солянокислым анилином обязательно. В случае устройства клиновидного клееного стыка применяют те же составы клеев, что и при склеивании блоков, но вместо наполнителя вводят одну тиксотропную добавку. Ориентировочное количество тиксотропной добавки принимают равные: аэросила или аэрозоля 12-15 вес. ч., сажи (газовой) - 20-30 все. ч. и молотого асбеста - до 90 вес. ч. При использовании клеев на основе эпоксидной смолы ЭД-16 и ЭД-14 с целью уменьшения вязкости клея и введения большего количества наполнителя в состав клея вводят поверхностно-активное вещество ОП-7 (ОП-10) в размере 8-10% от количества смолы. Поверхностно-активным веществом обрабатывают наполнитель перед его введением в клей. 4. Цвет клея, близкий к цвету бетона, получают, используя в качестве наполнителя каолин или мел и добавляя красители. В качестве красителей используют цемент или молотый асбест (50-100 вес. ч.) или серую нитрокраску (15 вес. ч.). 5. Эпоксидные и алкилрезорциновые эпоксидные клеи применяют для склеивания составных конструкций как при положительных, так и при отрицательных температурах, а также для повышения сцепления бетона омоноличивания с бетоном конструкции. В последнем случае поверхность бетона готовят под клен так же, как и при склеивании составных конструкций. Время, затрачиваемое на укладку бетона омоноличивания, при использовании клея для повышения сцепления не должно превышать приведенной адгезионной жизнеспособности клея выбранного состава (табл. 1-4). Таблица 1 Клеи на эпоксидной смоле ЭД-20
Примечание. Когезионная жизнеспособность - возраст клея, при котором полимеризация практически заканчивается или прочность склеивания превышает 25 кгс/см2. Таблица 2 Клеи на эпоксидной смоле ЭД-16 и ЭД-14
Таблица 3 Клеи на алкилрезорциновой эпоксидной смоле ЭИС-1
Примечание. Блоки пролетных строений склеивают клеями №1 и №2, содержащими от 30 до 50 вес. ч. модификатора (каменноугольного дегтя) на 100 вес. ч. смолы ЭИС-1. Блоки сборных опор склеивают клеями №1 и №2, содержащими от 50 до 100 вес. ч. модификатора на 100 вес. ч. смолы ЭИС-1. Взамен каменноугольного дегтя в состав клеев №1 и №2 допускается вводить эпоксидно-диановые смолы марок ЭД-22, ЭД-20, ЭД-16 и ЭД-14 в количестве 10 вес. ч. Таблица 4 Клеи с широко регулируемыми сроками жизнеспособности
6. Если время сборки конструкции превышает адгезионную жизнеспособность клеев, приведенных в табл. 1-3, применяют клеи с регулируемыми в широких пределах сроками жизнеспособности (табл. 4). Жизнеспособность клея в этом случае регулируют изменением количества отвердителя (полиэтиленполиамина) и введением в его состав замедлителя реакции полимеризации - триэтаноламина.
Рис. 1. Жизнеспособность эпоксидных
клеев, приведенных в табл. 4, в зависимости от содержания полиэтиленполиамина в
составе комбинированного отвердителя: 7. Состав клея с широко регулируемом жизнеспособностью при температуре 20-30°С определяют следующим образом: - исходя из производственных условий устанавливают необходимую жизнеспособность клея; - по графикам (рис. 1) определяют количество полиэтиленполиамина «П» (на 100 вес. ч. смоли) в составе комбинированного отвердителя; - вычисляют количество триэтаноламина для выбранного состава клея. Количество триэтаноламина «Т» определяют по следующим формулам: - клей № 1,2 Т=1,5(10-П); - клей № 3 Т = 2(15-П). 8. При температуре воздуха +10¸+20°С для сохранения выбранной жизнеспособности клеев (табл. 4) количество полиэтиленполиамина в составе комбинированного отвердителя увеличивают в 1,5 раза. Количество триэтаноламина определяют по тем же формулам. 9. Для склеивания составных конструкций при отрицательных температурах применяют клеи, имеющие в своем составе ускорители твердения (см. табл. 1). Допускается применять при отрицательных температурах клеи без ускорителей твердения (см. табл. 1-4). Клеи составов №2 и 4 (см. табл. 1), № 2, 5, 7, 9 (см. табл. 2), № 2 (см. табл. 3) применяют в случае нанесения клея на разогретые поверхности блоков. Учитывая, что температура блоков к моменту нанесения клея не должна превышать 15-20°С, количество отвердителя полиэтиленполиамина в составах клея принимают для температуры 20сС.
Рис. 2. Зависимость времени прогрева
клея от температуры стыка: Состав клея №2 (табл. 1), № 5 и 7 (табл. 2), № 2 (табл. 3) применяют в случае нанесения клея на холодные поверхности, температура блоков к моменту нанесения клея в этом случае не должна превышать +5°С, а количество отвердителя в составе клея принимают для температуры 5°С. Время прогрева клея в зависимости от температуры стыка ориентировочно принимают по графикам (рис. 2) и затем уточняют в процессе прогрева стыков. Приложение 7ПРИГОТОВЛЕНИЕ И НАНЕСЕНИЕ КЛЕЯ1. В состав эпоксидных клеев входят следующие компоненты: а) эпоксидные смолы - эпоксиднодиановые смолы ЭД-20, ЭД-16, ЭД-14, Эпоксн-1200, алкилрезорциновая смола марки ЭИС-1 и др. Вязкость смол ЭД-20 и ЗПС-1 значительно меньше, чем смол ЭД-16 и ЭД-14, поэтому при склеивании конструкции удобнее работать со смолами ЭД-20 и ЭИС-1; б) пластификаторы - дибутилфталат, фуриловый спирт, фурфуролацетоновый мономер ФА, полиэфиркрилаты МГФ-9, ТГМ-3 и др. Пластификатор снижает вязкость смолы и позволяет ввести в клей большее количество наполнители, что улучшает его свойства. Пластификаторы, как правило, являются также модифицирующими добавками, придающими клею определенные свойства. Мономер ФА, например, придает клею повышенную теплостойкость, фуриловый спирт позволяет склеивать влажные бетонные поверхности без специальной обработки их перед склеиванием и не увеличивает при этом времени полимеризации клея, позволяет свободно наносить этот состав клея на бетонные поверхности, имеющие отрицательную температуру; в) модификаторы - каменноугольный деготь или эпоксидно-диановые смолы. Модификаторы вводят в состав клея для повышения морозостойкости алкилрезорциновой эпоксидной смолы ЭИС-1. Каменноугольный деготь является также тиксотропной добавкой в клее и, кроме того, в 1,5-2 раза снижает стоимость клея; г) отвердители - полиэтиленполиамин, триэтаноламин, гексаметилендиамин, кубовый остаток ГМДА и др. Триэтаноламин вводят в состав клея в том случае, если необходимо получить клей с повышенной жизнеспособностью; д) ускорители твердения - хлорное железо, солянокислый анилин; е) наполнители - цемент, молотый кварцевый песок и др. Увеличение количества наполнителя до 600 вес. ч. в составе клея не снижает его прочностных свойств, но уменьшает расход эпоксидной смолы и снижает хрупкость клеевого шва; ж) поверхностно-активное вещество - ОП-7 (ОП-10). Поверхностно-активное вещество применяют для обработки наполнителя с целью уменьшения вязкости клея при использовании смол марки ЭД-16 и ЭД-14, а также для введения большого количества наполнителя при применении смолы ЭД-20 и ЭИС-1; з) тиксотропные добавки - аэрозоль, сажа, молотый асбест и др. 2 Все продукты, входящие в состав клея, выпускаются промышленностью, поставляются потребителю в готовом виде и имеют заводские паспорта (табл. 1). Таблица 1
Может быть предусмотрена поставка смолы с пластифицирующими добавками в виде готового компаунда. 3. Химикаты, входящие в состав эпоксидного клея, хранят в сухом прохладном помещении (температура от 0 до 20°С). Эпоксидные и алкилрезорционовые эпоксидные смолы в упакованном виде хранят в обычных складских условиях. Гарантийный срок хранения смолы - 1 год со дня изготовления. Полиэфиркрилаты МГФ-9, ТГМ-3 хранят в стеклянных бутылях, окрашенных снаружи асфальтовым или битумным лаком. Срок хранения полиэфира не должен превышать в теплое время года 3 месяца, а в остальное время - 6 месяцев. Дибутилфталат и фуриловый спирт хранят в металлических емкостях или стеклянных бутылях не более 12 месяцев. Полиэтиленполиамин, триэтаноламин, кубовый остаток гексаметилендиамина хранят в стеклянных бутылях. Гарантийный срок хранения - 12 месяцев. Каменноугольный деготь хранят в металлической закрытой таре. В случае хранения на открытом воздухе (в ямах) деготь должен быть обезвожен. 4. Качество составляющих (эпоксидной смолы, пластификатора, отвердителя и ускорителя) перед склеиванием составных конструкций проверяют в лаборатории строительства по времени полимеризации пробного замеса клея выбранного состава. Время полимеризации (когезионная жизнеспособность) клея не должно превышать когезионной жизнеспособности, указанной в таблицах: 1-4 приложения 6. Время полимеризации клея с ускорителем твердения (табл. 1, 3 приложения 6), приготовленного и хранившегося при температуре 15-20°С, не должно превышать 70 мин. В случае, если составляющие для приготовления клея хранятся более сроков, указанных в п. 3, или время полимеризации пробного замеса резко превышает сроки, указанные в табл. 1-4 приложения 6, проверяют качество составляющих - смолы, отвердителя, пластификатора и ускорителя. Проверку выполняют в соответствии с требованиями соответствующих ГОСТ или ТУ на эти материалы. 5. Для приготовления клеевых составов необходимо иметь: а) сушильный шкаф (для сушки наполнителей и посуды); б) сита с 64 отверстиями на 1 см2 (для просеивания цемента); в) весы грузоподъемностью 10 кг и мерную посуду (для дозировки компонентов клея); г) водяную баню (для разогрева смоли ЭД-16 и ЭД-14 перед пластификацией и поддержания необходимой температуры клеевой композиции перед подачей на монтаж при отрицательной температуре воздуха); д) клеемешалки; е) термометры (для измерена л температуры смолы ЭД-16 и ЭД-14 в процессе ее разогрела перед введением пластификатора и температуры клея); ж) вискозиметр ВЗ-4 и секундомер (для измерения вязкости клеевой композиции при нанесении клея распылением). 6. Летом клей приготовляют на открытом воздухе в хорошо проветриваемом месте, защищенном от солнечных лучей, а зимой - в теплом помещении, оборудованном приточно-вытяжной вентиляцией (см. приложение 8). Объем приготовляемого клея не должен превышать объема клея, расходуемого в течение срока его жизнеспособности. 7. Клей готовят путем тщательного перемешивания эпоксидной или алкилрезорциновой эпоксидной смолы с остальными его компонентами. Входящие в состав клея химикаты должны быть перед его приготовлением тщательно перемешаны, а цемент - просушен и просеян. Температура компонентов, входящих в состав клея, не должна превышать при его приготовлении 25°С. 8. Все компоненты клея дозируют по весу. 9. Клей приготовляют в определенной последовательности: а) смолы ЭД-10 и ЭД-14 для уменьшения вязкости подогревают до 40¸60°С в водяной бане и отвешивают в требуемом количестве в чистую и сухую небьющуюся емкость (смолы ЭД-20, ЭИС-1, Эпоксп-1200 имеют меньшую вязкость и подогрев их не обязателен). Примечание. Эпоксидную смолу ЭД-20 и ЭИС-1 на заводе пластифицируют полисульфидом; о процессе хранения она расслаивается, что может отрицательно сказаться на качестве склеивания конструкций, поэтому перед приготовлением клея смолу ЭД-20 тщательно перемешивают в емкости, в которой она хранится; б) соответствующее количество пластификатора и модификатора вводят в разогретую смолу, тщательно перемешивая все составляющие, после чего охлаждают пластифицированную смолу до температуры окружающего воздуха. Примечание. Рекомендуется приготовлять клей на предварительно пластифицированной и охлажденной до температуры окружающего воздуха смоле. При этом заранее пластифицируется любое количество смолы. Пластифицированную смолу перед приготовлением клея тщательно перемешивают; г) расчетное количество модификатора - каменноугольного дегтя или эпоксидно-диановой смолы вводят в пластифицированную смолу марки ЭИС-1. При этом заранее приготавливают любое количество смолы. Модифицированную смолу перед приготовлением клея тщательно перемешивают; д) расчетное количество отвердителя вводят в пластифицированную смолу при тщательном перемешивании смеем. При комбинированном введении отвердителей первым смешивают триэтаноламин, а затем полиэтиленполиамин; допускается предварительно смешивать отвердители друг с другом; е) в полученную смесь вводят просушенный до постоянного веса и охлажденный до температуры окружающего воздуха наполнитель; все составляющие клея тщательно перемешивают не менее 5 мин. Разрешается заранее приготовить в лаборатории компаунд, состоящий из смолы пластификаторов и наполнителя, а непосредственно на месте монтажа перед, нанесением клея вводить необходимое количество отвердителя. 10. В клеях с хлорным железом применяют только кислотостойкие или универсальностойкие наполнители: молотый песок (кварц), андезитовая или диабазовая мука, каолин, асбест и др. Наполнитель на кислотостойкость проверяют следующим образом: берут навеску концентрированной (36-37%) соляной кислоты весом 60 г добавляют в нее испытуемый наполнитель в количестве 20 г. При выделении пузырьков газа из раствора наполнитель считается непригодным для склеивания конструкций клеями с ускорителем. В клеях с ускорителем - солянокислым анилином в качестве наполнителя можно применять как кислотостойкие, так и щелочестойкие наполнители. 11. Клей с ускорителями твердения приготовляют при положительной температуре в указанной выше последовательности. При использовании в качестве ускорителя твердения солянокислого анилина разрешается заранее при положительной температуре приготавливать компаунд, смешивая составляющие в такой последовательности; смола + пластификатор + ускоритель + наполнитель. Приготовленный компаунд разрешается хранить при отрицательной температуре в течение 3 суток. Непосредственно перед склеиванием составной конструкции в охлажденную композицию добавляют отвердитель и тиксотропную добавку. Ускоритель - хлорное железо и отвердитель полиэтиленполиамин вводят в охлажденный клей непосредственно перед склеиванием составной конструкции Хлорное железо перед введением в состав клея расплавляют в водяной бане при температуре 30¸40°С. 12. При введении наполнителя в большом количестве (200-600 вес. ч.) в целях экономии смолы, а также снижения вязкости клея при нанесении его на поверхность кистью наполнитель рекомендуется обрабатывать поверхностно-активными веществами ОП-7 или ОП-10. Поверхностно-активнее вещество предварительно тщательно перемешивают с наполнителем, а затем обработанный наполнитель вводят в эпоксидный клей. 13. Наилучшее перемешивание клеев обеспечивают клеемешалки с планетарным вращением лопаток. Небольшое количество клея (80-100 кг в смену) разрешается замешивать простейшими механическими клеемешалками (клеемешалка МО-6, клеемешалка, показанная на рис. 1, и др.) или вручную (20-30 кг в смену). Клеи с ускорителями твердения перемешивают при приготовлении особенно тщательно. В частности, охлажденный и поэтому вязкий клей после введения в него ускорителя или отвердителя перемешивают не менее 5 мин. 14. При температуре воздуха 15¸20°С клей приготовляют и подают к месту нанесения в обычных оцинкованных или пластмассовых ведрах, а при более высокой температуре - в емкостях с двойными стенками. Пространство между стенками предназначено для заполнения водой и поддержания в смеси необходимой температуры и должно иметь объем, превышающий в 3-4 раза объем приготовленного клея. 15. Клей наносят на обе стыкуемые поверхности блоков малярными валиками (рис. 2), жесткими полотерными щетками, кистями, шпателями (при небольших объемах работ) или распылением.
Рис. 1. Установка для приготовления клея: 16. По окончании работ клеемешалки, емкости для клея, а также валики, щетки и другое оборудование тщательно очищают горячей водой, ацетоном и растворителями. Пневматические клеенаносители и другое оборудование, имеющее резиновые шланги, очищают многократной промывкой горячей водой, подаваемой под давлением в 2-3 атм. Затем перекрывающие краны и распылитель промывают ацетоном или другими растворителями. Распылители, кисти, щетки, валики после очистки хранят в ацетоне, дибутилфталате или других растворителях. 17. Для облегчения очистки используемых емкостей, валика и шпателей рекомендуется перед использованием смазывать их антиадгезионными растворами или разделительными смазками. Рецепты трех антиадгезионных водно-спиртовых растворов приведены в табл. 2. В состав водно-спиртовых растворов обычно добавляют 0,5% хозяйственного мыла.
Рис. 2. Валик для нанесения клея: Таблица 2
Поливиниловый спирт с расчетным количеством воды замачивают, а затем растворяют при нагревании до 60¸70°С в водяной бане. К водному раствору поливинилового спирта добавляют по каплям этиловый спирт и интенсивно перемешивают. Глицерин обычно добавляют в качестве пластификатора для придания пленке эластичности. Антиадгезионные свойства растворов сохраняются в пределах одного часа. Возможно также применение разделительной смазки на основе полиизобутилена. Состав смазки: 2% полиизобутилена и 98% бензина. Приложение 8УКАЗАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ЭПОКСИДНЫМИ КЛЕЯМИ1. Работы, связанные с применением эпоксидных смол, следует выполнять, руководствуясь правилам и по технике безопасности «Санитарные правила при работе с эпоксидными смолами» за №348-60 от 27 декабря 1960 г., а также краткими правилами по технике безопасности, изложенными ниже. 2. Клеи на основе эпоксидных смол и их составляющие (отвердители, пластификаторы, растворители) токсичны, оказывают на организм человека вредное воздействие, и поэтому работа с ними требует осторожности и аккуратности. 3. Наиболее токсичный компонент клея - гексаметилендиамин. Поэтому во всех случаях, где это возможно, гексаметилендиамин необходимо заменять менее токсичным отвердителем, в частности полиэтиленполиамином. 4. Наибольшей токсичностью эпоксидная смола обладает во время подогрева, когда наблюдается интенсивное выделение эпихлоргедрина, и во время смешения ее в разогретом состоянии с пластификатором, поэтому разогревать смолу рекомендуется до температуры не выше 60¸80°С. Большую опасность представляет собой клей в случае прямого контакта токсичных компонентов с кожей работающего. 5. Все процессы, связанные с приготовлением клея на основе эпоксидных смол, рекомендуется выполнять в изолированных помещениях, снабженных приточно-вытяжной вентиляцией. Разрешается приготавливать клей в небольших количествах (10-15 кг в смену) в общем помещении (с легко открывающимися рамами и фрамугами для проветривания комнаты), но на специальных рабочих местах, оборудованных местным отсосом воздуха. 6. Все составляющие клея должны храниться на складе. В производственных помещениях неотвержденные эпоксидные смолы, отвердители, компаунды и клеи можно хранить в небольших количествах (10-15 кг) в хорошо проветриваемом вытяжном шкафу. 7. Рабочие места и помещения убирают ежедневно в конце рабочего дня или смены в соответствии с порядком и условиями работы на данном производстве. Пыль в производственных помещениях, где приготавливают клей и склеивают образцы, удаляют влажной тряпкой. 8. При работе с эпоксидными клеями и полимеррастворами, помимо общей умывальни и душевой, на месте работ устанавливают раковины с подводкой холодной и горячей воды. В умывальнях должны быть мягкое мыло, щетки и бумажные полотенца или салфетки (из обыкновенной белой оберточной бумаги). Для мытья рук специальными жидкостями, допущенными органами Государственного надзора, оборудуются устройства из расчета одно устройство на 40 человек, работающих в наиболее многочисленной смене. 9. Кубатура цеха (объемлющего тепляка,) где производятся сборка и склейка конструкций, должна быть такой, чтобы на одного работающего приходилось не менее 40 м3 воздуха. 10. Материалы, используемые при приготовлении эпоксидных клеев должны храниться в соответствии с правилами по хранению химических материалов, изложенными в ГОСТ 10587-72, СТУ 89-257-62, СТУ49-2529-02 и др. 11. При применении эпоксидных клеев следует брать для работы минимальное количество их компонентов, необходимое на рабочий день, смену или для выполнения разового задания. 12. На рабочих местах вывешивают основные указания по работе с эпоксидными смолами и правила по технике безопасности, утвержденные в соответствии с действующими Положениями. 13. Столы, на которых работают с эпоксидными смолами, покрывают прочной бумагой, легко удаляемой в случае загрязнения. 14. Для сбора загрязненной бумаги и обтирочного материала в помещении устанавливают металлические емкости с крышками, которые в конце рабочего дня или смены очищаются, а содержимое их сжигается в специально отведенных местах. 15. При изготовлении контрольных образцов излишки неотвержденной эпоксидной смолы снимают бумагой, а затем ветошью, смоченной ацетоном или этилцеллозольвом. Применять для этой цели бензол, толуол, четыреххлористый углерод и другие токсичные растворители запрещается. 16. Кисти, шпатели, лопаточки и другие приспособления, употребляемые для приготовления н нанесения клея, должны иметь защитные экраны (металлические или из плотного картона) на ручке инструмента. 17. Тару из-под смолы, пластификатора и отвердителя моют горячей водой и ацетоном в специальном хорошо вентилируемом помещении, а летом на открытом воздухе. Загрязненный растворитель после мытья посуды и инструмента рекомендуется сливать в специальную герметически закрывающуюся емкость и после отстаивания и фильтрования повторно использовать. Запрещается сливать в канализационную сеть, в реки или водоемы загрязненный растворитель и неиспользованные эпоксидные составы. Неиспользованные эпоксидные составы и загрязненный растворитель необходимо сливать в специальную посуду и относить в выделенное место дня уничтожения, где их закапывают или сжигают. 18. Летом клеи рекомендуется готовить на открытом воздухе. Рабочие должны находиться с наветренной стороны, чтобы ветер уносил от них токсичные пары, выделяющиеся из клея. Вблизи места работ не должны находиться посторонние люди. 19. В помещении, где работают с эпоксидными составами, запрещается принимать пищу, курить, пользоваться открытым огнем (паяльные лампы, различные горелки, газо- и электросварка и резка и т.д.). 20. Попавшую на рабочее место или инструмент эпоксидную смолу следует удалять ацетоном или растворам этилцеллозольва, а затем этот предмет или место вымыть теплой водой с мылом. 21. При работе с эпоксидными смолами и их отвердителями требуются аккуратность и строгое соблюдение правил безопасности. Необходимо следить за чистотой рук, полотенец, спецодежды, рабочих столов, инструментов и посуды. Тщательное мытье рук должно производиться не только во время перерывов (туалет, прием пищи) и после окончания работы, но и после случайного загрязнения рук смолой и отвердителем. При попадании на кожный покров эпоксидной смолы или отвердителя необходимо немедленно промыть это место теплой водой и протереть тампоном, смоченным в этиловом спирте. 22. Для предупреждения контакта кожи рук с эпоксидными смолами и их отвердителями всех работающих обеспечивают полиэтиленовыми на бязевой подкладке или резиновыми перчатками (для тонкого манипулирования), а для выгрузки контрольных образцов из сушильного шкафа (после отверждения или полимеризации) - еще и рукавицами. 23. Во избежание кожных заболеваний, которые могут возникнуть при прямом контакте токсичных веществ с кожным покровом, рекомендуется перед работой смазывать открытые места тела (лицо, шею, кисти рук, независимо от того, защищаются они дополнительно резиновыми перчатками или нет) вазелином, защитными пастами или мазями типа мази Селисского, ХИОТ-6, пасты миколан, ИЭД-1 «невидимые перчатки» в соответствии с инструкцией завода-изготовителя. 24. Работающие на различных участках по применению эпоксидных клеев и полимеррастворов должны иметь защитную спецодежду: хлопчатобумажный халат с застежкой сзади (или комбинезон), хлопчатобумажную шапочку или косынку, пластмассовые нарукавники и фартуки (желательно из текстовинита или полиэтилена) и спецобувь в соответствии с нормами. 25. Выносить спецодежду с предприятий запрещается. Стирать спецодежду на производстве следует отдельно от другой одежды. 26. Менять спецодежду необходимо не реже одного раза в неделю, а в случае сильного загрязнения химикатами - немедленно. 27. Рабочие снабжаются обтирочным материалом для рук и инструментов. Каждому работающему с эпоксидными смолами выдается 400 г мыла в месяц. 28. К работе с эпоксидными смолами допускаются лица, прошедшие предварительный медицинский осмотр и получившие разрешение врача. Противопоказанием для приема на работу являются кожные и аллергические заболевания (дерматит, экзема, бронхиальная астма, крапивница, сенная лихорадка, вазомоторный насморк и др.), а также хронические заболевания верхних дыхательных путей и слизистых оболочек глаз. Работающие с эпоксидными смолами и их отвердителями должны проходить периодические медицинские осмотры в соответствии с приказом Министерства здравоохранения СССР № 400 от 30 мая 1969 г. 29. Лица, у которых при работе с эпоксидными смолами и их отвердителями возникают стойкие кожные заболевания, - подлежат переводу на другую работу. 30. Все работающие с эпоксидными смолами и их отвердителями должны пройти вводный инструктаж и инструктаж на рабочем месте по технике безопасности и проходить повторный инструктаж не реже одного раза в три - месяца. К работе допускаются липа, прошедшие курсовое обучение по типовым программам, сдавшие экзамены и имеющие удостоверения на право производства работ. Администрация предприятия, на котором производятся работы с эпоксидными смолами, обязана разработать инструкцию по технике безопасности и производственной санитарии применительно к местным производственным условиям на основании настоящих правил и Правил техники безопасности и производственной санитарии при сооружении мостов и труб Минтрансстроя СССР и СНиП III.А-11-70. Приложение 9УСТРОЙСТВО СТЫКОВ С ОБОГРЕВОМ КЛЕЯ ЭЛЕКТРОСЕТКАМИ ЗАДЕЛЫВАЕМЫМИ В ТОРЦАХ БЛОКОВ1. Электросетки для обогрева стыков устраивают в виде плоской спирали из одной проволоки (рис. 1) или сетки из нескольких параллельных проволок, расположенных на требуемом расстоянии друг от друга (рис. 2). Предпочтительнее применять спирали, позволяющие более гибко регулировать температуру по сечению конструкции, использовать широко распространенные сварочные трансформаторы и избежать большого количества сварки при изготовлении нагревательных элементов.
Рис. 1. Схемы размещения спиралей прогрева в балках двутаврового и коробчатого сечении
Рис. 2. Схемы размещения сеток прогрева в балках двутаврового и коробчатого сечений 2. Сетки выполняют из обычной арматурной стали диаметром не менее 6 мм, сваривая отдельные проволоки в общую сетку. Диаметр стержней сеток и спиралей и расстояние между стрежнями сеток (шаг спиралей) определяют теплотехническим расчетом (см. приложение 16) исходя из температурных условий, выбранного режима прогрева и характеристик имеющегося оборудования. 3. Конструирование сеток заключается в распределении отдельных проволок по поперечному сечению элементов и объединении отдельных сеток в общую цепь. Определив расчетную потребную площадь сечения сетки нагреваемого элемента стыка (плиты, стенки и т.д.) при выбранном напряжении, подбирают диаметр проволок сетки. Чтобы обеспечить равномерный нагрев торца элемента, расстояние между проволоками сетки не должно превышать 12 см, а расстояние крайних проволок сетки от боковой поверхности элемента - 3-4 см. Для сохранения заданных расстояний проволоки сеток соединяют поперечными стержнями диаметром 10-16 мм. 4. Конструирование спиралей заключается в подборе шага спирали для отдельных элементов сечения стыка. Имея расчетную длину спирали, подбирают ее шаг таким образом, чтобы расстояние между проволоками не превышало 12 см. Элемент поперечного сечения (плиту стенку) обогревают, как правило, одной спиралью. Если длина спирали, определенная расчетом, недостаточна для равномерного обогрева стыка, задаются большим диаметром арматуры и вновь определяют расчетную длину. При больших диаметрах арматуры наиболее массивные и длинные элементы сечения разбивают на два самостоятельных участка, для каждого из которых рассчитывают и конструируют спирали, соединяя их параллельно. 5. Чтобы исключить перегрев выводных клемм, площадь их поперечного сечения должна в три раза превышать суммарную площадь сечения проволок сетки. 6. Характеристики некоторых трансформаторов, которые используются для прогрева стыков сетками, приведены в приложении 17. 7. Сетки при изготовлении блоков устанавливают в опалубку и прикрепляют для. обеспечения проектного положения к опалубке или основному каркасу вязальной проволокой через бетонные сухари. Изолируют электросетки (спирали) от основного каркаса окраской сеток эпоксидным клеем или эмалевой краской. 8. При приемке блоков конструкции с электросетками проверяют их работу, кратковременно включая сетки в цепь с необходимым напряжением и измеряя силу тока в цепи. Измеренная сила тока в цепи не должна отличаться от расчетной более чем на 20%. 9. Обогрев клееных стыков сетками при навесной сборке конструкции выполняют в такой последовательности: а) установка блока в проектное положение, сборка электрической схемы прогрева, контроль работы электросеток; б) контроль изменения температуры бетона в стыке и корректировка, при необходимости, напряжения в цепи; в) подъем температуры бетона в стыке до заданной, разводка блоков на 30-50 см, выключение напряжения и нанесение клея на стыкуемые поверхности; г) совмещение блоков и обжатие стыка рабочей арматурой или монтажными приспособлениями; д) включение электросеток и подъем температуры в стыке до заданной. е) поддержание в стыке заданной температуры, пока клей не наберет необходимой прочности; ж) натяжение пучковой арматуры и выключение сеток. 10. При укрупнительной сборке конструкции на строительной площадке или подмостях с последующей установкой в пролет порядок склеивания блоков сохраняется таким же, как и при навесной сборке конструкции. Стыкуемые поверхности блоков в этом случае разогревают не при сомкнутых, а выставленных с зазором 20-30 см блоках. При заданной температуре на торцы блоков наносят клей, после чего блоки сближают, обжимают стыки натяжением рабочих или инвентарных пучков, снова включают электропрогрев и доводят температуру в стыке до заданной. 11. Для измерения температуры бетона в стыке в трех-четырех характерных местах в зоне стыка сверлят наклонные отверстия диаметрам 15-20 мм и глубиной 60-70 мм. Отверстия заполняют минеральным маслом. Если отверстия под термометр расположены более чем в 3 см от стыка, температуру в стыке определяют по графику (рис. 3), на котором по горизонтали дано расстояние от стыка до термометра S (см), а по вертикали - поправочный коэффициент K на который умножают измеренную температуру, чтобы получить температуру в стыке. При раздвинутых блоках поправочный коэффициент дополнительно умножают на 0,7. 12. Методы поддержания заданной температуры в стыке выбирают исхода из имеющегося оборудования. При прогреве стыка трансформаторами, когда регулировка напряжения на выходе трансформатора не связана с его отключением и переключением контактов, следует по достижении требуемой температуры уменьшить напряжение на выводных зажимах трансформатора и дальше соблюдать установившийся режим. Если регулировка напряжений на выходе требует достаточно сложных переключений контактов, заданный режим при прогреве стыка можно поддерживать периодическим отключением и включением сеток для электропрогрева в сеть. Время включения и выключения выбирают таким образом, чтобы температура в стыке при его остывании опускалась ниже расчетной не более чем на 10°С. 13. Время прогрева клея в стыке определяют исходя из принятого режима прогрева и состава клея и проверяют испытанием контрольных кубов.
Рис. 3. Значение поправочного коэффициента К для определения температуры в стыке Приложение 10АНКЕРЫ ДЛЯ НАПРЯГАЕМОЙ АРМАТУРЫ1. Конструкция, основные размеры и допуски на изготовление конусных анкеров для пучка из 24 проволок диаметром 5 мм приведены на рис. 1, а для пучков из 7, 12 и 19 семипроволочных пряден диаметром 15 мм - на рис. 2 и 3. Допускается уширенную часть обойм для пучков из 7 и 12 прядей выполнять прямоугольной с размерами сторон соответственно 150´270 и 200´360 мм.
Рис. 1. Конусный анкер для пучка из 24 проволок диаметром 5 мм: а - обойма; б - конус Допускается устройство спаренных обойм для пучков из 7 и 12 прядей диаметром 15 мм (рис. 4 и 5). Для пучков из 24 проволок могут быть забетонированы анкерные плиты. Толщину и размеры конусных отверстий анкерных плит принимают по размерам обойм (см. рис. 1). Размеры анкерных плит в плане принимают по проекту из условия передачи усилия натяжения пучков на бетон. Размеры анкеров, допуски на которые на приведенных рисунках не указаны, выполняют с точностью ±0,5 мм. Острые кромки при изготовлении притупляют. 2. Для пучков из проволок с высаженными на концах головками используют натяжные монолитные или сборные анкеры типа Т48М5 и Т48С5 для захвата гидравлическими домкратами (рис. 6 и 7) и неподвижные сборные пластинчатые анкеры типа Н48С (рис. 8). Примечание. Т-натяжной анкер; Н-неподвижный анкер; М-монолитный анкер; С-сборный анкер. Число между буквами означает число проволок в пучке, число в конце - диаметр проволоки в миллиметрах. Ориентировочные габаритные размеры анкеров для пучков с усилием натяжения 50, 100 и 180 тс приведены в таблице.
Рис. 2. Обоймы анкеров Союздорнии для
пучков из:
Рис.3. Конуса анкеров Союздорнии для
пучков из:
Рис. 4. Конструкция спаренном обоймы для 2 пучков из 12 прядей
Рис. 5. Конструкция спаренной обоймы для 2 пучков из 7 прядей
Рис. 6. Натяжной монолитный анкер типа Т48М5:
Рис. 7. Натяжной сборный анкер типа Т48С5:
Рис. 8. Неподвижный сборный пластинчатый анкер типа Н48С5:
Примечания. 1. В числителе дан размер анкера натяжного монолитного, в знаменателе - натяжного сборного. 2. При замене одного диаметра проволоки на другой соответственно изменяется число, диаметр и рисунок отверстий в корпусе анкера. 3. В анкерах для пучков усилием натяжения до 100 тс допускается применять наружную метрическую резьбу с шагом не менее 3-4 мм, внутренняя резьба во всех случаях и наружная в анкерах для пучков большей мощности должна быть упорной или трапецеидальной. 4. Круглые отверстия в корпусах анкеров для пропуска и закрепления проволок диаметром 5 и 6 мм должны иметь размеры на 0.3±0.1 мм больше диаметра проволоки, а для пропуска проволок 7 мм на 0,4±0.1 мм больше диаметра проволоки. 5. Шаг отверстий для проволок в натяжных монолитных анкерах должен быть не менее 1,6d, в сборных пластинчатых анкерах - 2d, где d-диаметр проволоки. 6. Возможны другие решения анкеров для пучков из проволок с высаженными головками. При этом конструкции анкеров и захватов должны быть проверены расчетом и экспериментально, а также увязаны с местными условиями эксплуатации изготавливаемой конструкции.
Рис. 9. Анкер стаканного типа для пучков из канатов: 3. Конструкция и основные размеры анкеров стаканного типа в зависимости от диаметра d каната показаны на рис. 9. Наружный диаметр стакана D назначают из условия его равнопрочности с применяемым канатом. 4. Размеры анкеров для пучков из проволок и канатов даны из условия опирания их на торцовые плиты, устанавливаемые при бетонировании блоков.
Рис. 10. Схема заделки в бетон обоймы конусного анкера: Толщину торцовых плит и их размер в плане принимают исходя из условия передачи усилия натяжения пучков на бетон. Диаметры отверстий в торцовых плитах принимают равными диаметру уширенного участка канала. Размеры обойм для пучков из пряден даны из условия заделки их в бетон конструкции (рис. 10) прочностью не менее 400 кгс/см2. Приложение 11ИЗГОТОВЛЕНИЕ АРМАТУРНЫХ ЭЛЕМЕНТОВПучки из проволок с высаженными головками1. Арматурные элементы рекомендуется изготавливать на технологических линиях (рис. 1) с использованием гидравлических перемещающихся пресс-ножниц конструкции ЦНИИС типа ГПН-48, позволяющих резать одновременно до 48 проволок, пли типа ГПН-7 (при последовательном - формировании арматурного элемента из отдельных проволок или четырех-, шестипроволочных заготовок). Применение втулочных ножниц ЦНИИС исключает дополнительную обработку торцов после резки перед высадкой на их концах анкерных головок. Основные данные о ножницах для высокопрочной проволоки приведены в табл. 1. Таблица 1
Примечание. Размеры в скобках относятся к ножницам для резки проволок диаметром 7 и 8 мм. 2. До высадки головок на арматурные пучки необходимо надеть монолитные анкеры, для чего концевой участок пучка на длине около 1,5 м должен быть свободных от скруток. Головки рекомендуется высаживать на гидравлических прессах ГП-5 и ГП-8 конструкции ЦНИИС (табл. 2). Таблица 2
Рис. 1. Технологическая линия для изготовлении пучков из
проволок с высаженными головками (мощностью до 100 Т): 3. Прочность высаженных головок определяют испытанием контрольных образцов в количестве не менее 6 шт. на каждую тысячу головок, а также после замены матриц (клиньев), пуансона или ремонта высадочного пресса. Для испытания отбирают 12 образцов проволок длиной 40 см из одной бухты. Из них 6 образцов испытывают в клиновых захватах, другие 6 (с высаженными головками) - в специальных разъемных захватах (рис. 2). Допускается снижение средней прочности в образцах с высаженными головками до 3% по сравнению с образцами, попытанными в клиновых захватах. Применение проволок с высаженными головками, показавших прочность ниже нормативной, не допускается. 4. Анкерная головка на концах прополок должна иметь параллельную форму с установленными размерами (рис. 3). Запрещается применять в мостовых конструкциях анкерные головки со скосами, искривлениями или отклонениями в основных размерах более 0,2 мм. 5. При (работе на гидропрессе необходимо следить за постановкой проволоки в упор к пунсону, высаживающему головку. В этом случае гарантируются полнота ее образования и сохранение равной длины проволок в пучке. 6. После высадки головок на обоих концах арматурного элемента резьбу монолитных тяжных анкеров смазывают отработанным маслом и защищают кожухом из кровельного железа.
Рис. 2. Конструкция захвата для
испытания образцов проволоки диаметром 5 мм с высаженными головками:
Пучки из канатов7. Обтяжку, раскрой каната, заделку концов каната в анкерные стаканы и их испытание производят на специальном стенде. До начала работ стена испытывают усилием, на 10% превышающим расчетное усилие обтяжки канатов. Длину обтягиваемого куска каната принимают по ведомости раскроя такой, чтобы из него можно было изготовить не менее двух арматурных элементов. Для обтяжки используют анкеры, которые в дальнейшем войдут в состав арматурных элементов. Перед обтяжкой канат осматривают. 8. Канат обтягивают гидравлическими домкратами, тарированными с манометрами. Усилие увеличивают ступенями, равными 1/10-1/5 контролируемого усилия предварительного напряжения, фиксируемого при окончательном закреплении каната в конструкции. Деформации каната измеряют по перемещению траверсной балки и заносят в журнал. За начальное положение принимают положение балки при усилии, равном 10% от контролируемого. 9. Усилие обтяжки каната должно на 10% превышать контролируемое усилие натяжения. Разметку каната для раскроя производят при усилии в канате, равном 50% контролируемого. 10. Анкерные стаканы устанавливают на канаты на специальном верстаке, расположенном в закрытом помещении, в такой последовательности: заправляют канаты в стаканы, расплетают проволоки и загибают на концах крюки, устанавливают и закрепляют канат в проектном положении, заливают стаканы сплавом (см. п. 7.9). 11. Перед заправкой каната внутреннюю поверхность стакана очищают песком до металлического блеска и промывают бензином или щелочью. Канат должен быть подготовлен к разрезке и расплетанию проволок (рис. 4), а также очищен от грязи, масла и обезжирен бензином или щелочью по длине всей обмотки. 12. Канат расплетают до второй оплетки на отдельные проволоки концы которых загибают в соответствии с проектом. Канат заводят в стакан таким образом, чтобы все проволоки находились ниже кромки резьбы в стакане не менее чем на 5 мм. Перед заливкой канат центрируют по оси стакана и устанавливают их строго вертикально. На длине 1,5 м от стакана канат должен быть прямолинейным. Зазоры между канатом и стаканом в нижней части стакана заделывают глиной или размоченным асбестом. 13. Перед заливкой сплава стакан прогревают снаружи газовыми горелками или кольцевыми электропечами до температуры 300°С. Температура сплава при разливе должна быть в пределах 415¸425°C и контролироваться термопарой или ртутным термометром с ценой деления 5°. Непрерывность заливки обеспечивают использованием разливочного тигеля емкостью, превышающей емкость стакана. Сплав заливают до нижней кромки резьбы. Тщательность заполнения сплавом промежутков между проволоками обеспечивают легким остукиванием стакана. 14. Сплав разогревают в электрических тиглях при температуре не выше 430¸450°C. Однородность сплава достигается тщательным перемешиванием сухой деревянной палкой, которая, обугливаясь, поглощает кислород. Перемешивание способствует всплытию шлака и угля, которые удаляют.
Рис. 3. Форма и основные размеры высаженной головки
Рис. 4.
Подготовка каната к разрезке: Перед плавкой сплав размельчают и плотно укладывают в тигель. Для предохранения от окисления покрывают поверхность сплава слоем мелкого (крупностью 5-10 мм) и хорошо просушенного, древесного угля толщиной не менее 25-30 мм. 15 Стальные тигли и другие приспособления из стали (мешалки, скребки, лотки и т. п.) после каждой плавки необходимо очищать, покрывать специальной обмазкой, наносимой кистью ровным слоем, и просушивать. Обмазка состоит из размолотых и просеянных мела, графита и жидкого стекла, взятых в равных количествах по весу и разведенных водой до жидкой консистенции. 16. От каждой партии однотипных анкеров, изготовленных с одним сплавам в одинаковых производственных условиях, должны быть отобраны и испытаны до разрыва не менее 3 образцов, но не менее 1% общего числа анкеров. Результаты испытаний считают удовлетворительными, если пучок рвется без разрушения анкера при усилии не ниже нормативного. При испытании устанавливают предельно допустимый выход каната из анкерного стакана, соответствующий усилию, на 10% превышающему контролируемое усилие натяжения. 17. Испытываемый образец должен иметь паспорт, содержащий заводской сертификат на канат, акт о вырезке образца каната из данного барабана, сертификаты на анкерные стаканы и на сплав для заливки. 18. Каждый изготовленный арматурный элемент снабжают биркой с указанием порядкового номера элемента и проектной марки арматурного элемента, которая должна быть выбита также на анкерных стаканах. 19. Изготовленные арматурные элементы с помощью намоточного станка с механическим приводом наматывают на деревянные барабаны, закрывают и маркируют. Маркировка включает номер барабана, марки арматурных элементов, дату обтяжки и назначение. Приложение 12ОБОРУДОВАНИЕ ДЛЯ НАТЯЖЕНИЯ АРМАТУРЫТаблица 1 Основные характеристики гидравлических домкратов двойного и тройного действия для натяжения пучков с конусными анкерами
Таблица 2 Основные характеристики домкратов для натяжения пучков из проволок с высаженными головками
Таблица 3 Основные характеристики гидравлического домкрата ДГ-100-2 для натяжения канатов со стаканными анкерами
Таблица 4 Основные характеристики насосных станций и подъемников Дарницкого завода
* К домкрату грузоподъемностью 350 тс в качестве подъемника предусмотрена поставка электротали марки ТЭ 2-621 грузоподъемностью 2,0 тс в комплекте с мостовой балкой пролетом 2,18 м. Приложение 13НАТЯЖЕНИЕ АРМАТУРНЫХ ПУЧКОВ1. В пучках с конусными анкерами необходимое размещение проволок (прядей) пучка непосредственно перед анкером и в самом анкере обеспечивается соответствующей организацией концевых участков пучков (см. рис. 6 настоящих Указаний) и раскладкой проволок (прядей) в обойме с дальнейшим их закреплением конусом. Для облегчения раскладки используют распределительные шаблоны. 2. Клинья захвата проволок или прядей перед установкой домкрата очищают от гряда и масла. При отсутствии механизации захвата проволок клинья забивают (выбивают) молотком из мягкой стали. Рабочий, забивающий (выбивающий) клинья, должен быть в защитных очках. 3. Натяжение пучков с конусными анкерами с одной стороны выполняют в такой последовательности: а) натягивают пучок до величины, равной 20% контролируемого усилия Nнк и при этом усилии наносят на проволоки или пряди контрольные метки в сечениях 1-1, 2-2 и 3-3 (рис. 1), предназначенные для обнаружения проскальзывания и замера затяжки пучка вместе с конусом в обойму, определения удлинения арматуры при натяжении и обнаружения проскальзывания арматуры в захватах домкрата; б) создают в пучке контролируемое усилие Nнк, осматривают контрольные метки на предмет обнаружения проскальзывания проволок или прядей, измеряют стальной линейкой с ценой деления 1 мм вытяжку пучка (Δl = Δ"2 - Δ'2) и затяжку проволок или прядей в обойму (Δк = Δ'1 - Δ"1): з) подсчитывают удлинение пучка и сравнивают его с проектным значением; при соблюдении требований п. 7.25 продолжают операции по натяжению пучка. Удлинение подсчитывают по формуле: Δlп = Δl - Δк - Δб, где Δб - упругая деформация напрягаемой конструкции, вызванная усилием в натягиваемом пучке (приводится в проекте); г) создают в пучке повышенное усилие Nпep и выдерживают его под этим усилием в течение 10 мин; л) снижают усилие в пучке до усилия Nзапр и запрессовывают конус; усилие, которым запрессовывают конус, не должно быть менее 60% усилия в пучке в момент запрессовки; е) плавно снижают усилие в тянущем домкрате и передают усилие с домкрата на анкер, осматривают метки на проволоках или прядях в сечения 2-2; при проскальзывании отдельных проволок или прядей поступают в соответствии с требованиями п. 7.27. 4. Арматурные пучки из проволок с высаженными на концах головками натягивают за натяжной анкер. Перед установкой домкрата в рабочее положение (рис. 2) надевают на ввинченную в анкер 7 на всю длину резьбы инвентарную тягу 3, анкерующую гайку 1 с гайковертом-трещоткой 2, устанавливают по оси канала домкрат и закрепляют его на тяге с помощью шаровой тяговой гайки 4; при необходимости устанавливают динамометр сжатия 5. 5. Натяжение пучка с одной стороны выполняют в такой последовательности (рис. 2): а) натягивают пучок до величины, равной 20% контролируемого усилия, и берут с точностью до 1 мм начальный отсчет (Δ'2) по мерной линейке 6, установленной на домкрате; б) увеличивают усилие до контролируемого (Nнк), берут отсчет по мерной линейке (Δ"2) и определяют вытяжку пучка (Δ"2 - Δ'2); в) подсчитывают удлинение арматуры, учитывая при этом упругие деформации напрягаемой конструкции и деформации инвентарной тяги 3; при выполнении требований п. 7.25 продолжают натяжение пучка; г) выдерживают пучок не менее 10 мин при максимальном усилии Nпep, после чего снижают усилие до проектного Анкерную гайку 1 навинчивают на анкер по мере его вытяжки. При проектном усилии анкерную гайку навинчивают до упора в торец конструкции, после чего снижают усилие в домкрате до нуля, отсоединяют домкрат от тяги и вывертывают тягу из анкера.
Рис. 1. Схема измерения удлинении пучка
при натяжении домкратами двойного действия:
Рис. 2. Натяжение пучка из 48 проволок диаметром 5 мм домкратом
ЦНИИС:
Рис. 3. Схема натяжения канатов домкратами ДГ-100-2: 6. Канаты можно натягивать по схеме рис. 2, для чего на анкерных стаканах выполняют резьбу для навинчивания анкерных гаек. При отсутствии специальных домкратов или при передаче усилия натяжения через торец анкера при помощи вилкообразных шайб канаты натягивают по схеме рис. 3 при помощи домкратной установки, состоящей из двух домкратов 1, опорного столика 2, траверсы 6, инвентарной тяги 3, ввинченной в анкер 4 на всю длину резьбы, тяговой гайки 7 и ганки 5, служащей для перехвата тяги. Натяжение выполняют в последовательности, изложенной выше, ступенями, определяемыми ходом домкрата, перехватывая тягу 3 при помощи гайки 5. Величину вытяжки определяют, измеряя расстояние между опорным столиком 2 и траверсой 6 При выполнении работ по этой схеме необходимо следить за тем, чтобы элементы домкратной установки были соосны с осью канала. 7. Усилие натяжения каната передают на конструкцию через набор вилкообразных шайб, устанавливаемых после создания в канате проектного усилия. Размеры шайб указывают в проекте, при этом шайба, примыкающая к конструкции, должна иметь толщину не менее 40 мм. После установки шайб снижают усилие в домкратах на 10-15 мин до нуля для обжатия шайб, затем поднимают усилие до проектного, выдерживают 5 мин и при необходимости добавляют шайбы. 8. Арматурные пучки с двух сторон натягивают поочередно, наращивая нагрузку ступенями в принятой последовательности (пп. 3, 5, 6), обеспечивая необходимую для анкеровки длину выхода обоих анкеров и равномерность натяжения пучка. Производить натяжение пучков или их анкеровку одновременно обоими домкратами запрещается. 9. Во время натяжения арматурных пучков запрещается находиться напротив анкеров или домкратов. Во время натяжения пучков из проволок с высаженными головками со стороны неподвижного анкера устанавливают ограждение из сплошных щитов вплотную к выступающим из анкера головкам. У натянутых открыто расположенных арматурных пучков необходимо выставлять оградительные плиты, запрещающие проход и проезд по натянутой арматуре, а также сварочные и другие работы, которые могут вызвать повреждение арматуры. 10. Величину потерь усилия от трения в домкрате и обойме конусного анкера определяют экспериментальным путем на стенде или при натяжении пучка в прямолинейном канале, когда потери на трение по длине пучка отсутствуют или незначительны. Домкраты устанавливают на пучок с двух сторон. Пучок натягивают с одном стороны активным домкратом, а другой (пассивный) домкрат используют для контроля усилия на противоположном конце пучка. Конусы анкеров не устанавливают; центровку домкратов обеспечивают по обоймам анкеров. Последовательность выполнения работ: а) гидроцилиндры натяжения устанавливают на масляную подушку в 100-200 мм и в таком положении закрепляют арматурный пучок на домкратах; б) создают в активном домкрате усилие Nд, на 10% превышающее контролируемое усилие в пучке Nнк, и при этом усилии определяют усилие Nд’ в пассивном домкрате; в) величину потерь η (в долях от усилия в пучке) определяют по формуле
принимая в качестве Nд и N’д средние значения трех последовательных измерений. 11. Величину принятых в проекте потерь от трения пучка о стенки канала проверяют при натяжении рабочих пучков непосредственно в конструкции. Домкраты устанавливают на пучок с двух сторон. Пучок натягивают активным домкратом в принятой при производстве работ последовательности, а пассивный домкрат используют для контроля усилия на другом конце пучка. Порядок выполнения работ: а) пассивный домкрат устанавливают на масляную подушку в 100-200 мм и в таком положения закрепляют пучок на домкрате; б) создают в активном домкрате усилие Nд = (1 + η)Nнк и измеряют при этом усилие Nд в пассивном домкрате. Фактические усилия натяжения Nс подсчитывают в расчетном сечении пучка С по следующим формулам: - для пучков, имеющих симметричное очертание в сечении, совпадающем с осью симметрии пучка,
- для любых пучков в сечении у анкера, примыкающего к пассивному домкрату, Nд = (1 + η)´ Nд’ Величину перетяжки пучка определяют по найденным значениям усилии по формуле
где Nс.пр и Nс.ф - проектное и фактическое усилия в искомом сечении. 12. В случаях, когда величина Nпep превышает установленные нормами максимальные напряжения в арматуре или возможности натяжного оборудования, предусматривают (на участке пучка в месте перегиба) мероприятия, снижающие потери на трение, а именно: а) для канала с бетонными стенками - обмотка пучка вязальной проволокой с шагом 3-5 см; б) для каналов с металлическими или полиэтиленовыми гофрированными стенками - смазка пучка солидолом. В исключительных случаях допускается плотная обмотка пучка пленкой из полиэтилена (для бетонных каналов) или фторопласта (для любых каналов). Пленку на пучке обматывают вязальной проволокой с шагом 3-5 см. Для принятого способа снижения потерь на трение определяют опытным путем усилия в расчетном сечении пучка и назначают величину натяжения пучка Nпep в соответствии с п. 11. Корректируют также и величину усилия, при котором осуществляют анкеровку пучка. Приложение 14ОПРЕДЕЛЕНИЕ СВОЙСТВ И ПОДБОР СОСТАВА ИНЪЕКЦИОННОГО РАСТВОРА1. Подвижность (текучесть) раствора определяют на специальном приборе - текучестемере (рис. 1). Принцип работы прибора основан на продавливании испытуемого раствора опускающимся грузам в кольцевой зазор между грузом и внутренней поверхностью цилиндра. Мерой текучести является время погружения груза весом 5 кг (подгонка веса осуществляется путем загрузки дроби во внутреннюю полость груза) на глубину 500 мм. Перед испытанием раствора цилиндр прибора 2, пользуясь уровнем на подставке 1 и регулирующими винтами, приводят в вертикальное положение. Внутреннюю поверхность цилиндра и груз увлажняют кистью или тряпкой, чтобы исключить потери воды из раствора на смачивание этих поверхностей. Затем заливают в цилиндр 1,9 л испытываемого раствора (до отметки, расположенной на 26 см ниже верха трубы) и устанавливают груз 3 в исходное положение. В исходном положении опорный диск груза опирается на деревянную стойку 4 длиной 500 мм, при этом сам груз должен быть полностью погружен в раствор. Затем стойку снимают, и груз под действием собственного веса опускается вниз по трубе до тех пор, пока опорный диск не коснется ее верха. Время опускания груза измеряют секундомером. Испытание выполняют три раза Среднее время погружения при втором и третьем испытаниях является характеристикой текучести. 2. Оседанием называется способность раствора уплотняться и уменьшаться в объеме с момента приготовления до окончания схватывания. В результате оседания раствора в верхней части заинъектированного канала образуется обычно «пазуха», иногда частично заполненная водой. Величину оседания определяют как отношение объема образовавшейся пазухи к общему объему раствора и выражают в процентах.
Рис. 1. Текучестемер: 3. Оседание инъекционного раствора определяют на приборе Союздорнии (рис. 2) Перед испытанием внутренние стенки цилиндров и резьбу крышек протирают тряпкой, пропитанной машинным маслом.
Рис. 2. Прибор для определения оседания раствора: Цилиндры прибора заполняют раствором в вертикальном положении со стороны крышки, имеющей отверстие. При заполнении цилиндров, особенно в начальный момент, необходимо следить за тем, чтобы в углах цилиндров не остались пузырьки воздуха. На заполненные раствором цилиндры навинчивают верхние крышки, отверстия в которых после выхода излишка воздуха и раствора закрывают пластилином. Цилиндры с раствором хранят на слегка наклонной подставке. Через 24 часа верхнюю крышку цилиндра свинчивают, отслоившуюся из раствора воду сливают к пазуху в верхней части цилиндра заполняют жидким минеральным маслом с помощью мерной бюретки. Объем залитого масла (см3), деленный на 10, дает величину оседания в процентах. Испытания проводят одновременно в трех цилиндрах и за величину оседания принимают среднее значение. 4. Прочность инъекционного раствора определяют по стандартной методике на кубах размером 10´10´10 см. Перед заливкой раствора металлические формы следует герметизировать, промазав швы снаружи менделеевской замазкой, пластилином или другим уплотняющим составом. 5. Морозостойкостью инъекционного раствора называют способность не увеличиваться в объеме при отрицательных температурах. Морозостойкость определяют измерением деформаций образцов (рис. 3) при их однократном замораживании. Для каждого испытания приготовляют 3 образца. Для каналов с бетонными стенками образцы (рис. 3, а) изготовляют в металлической опалубке размером 4´4´16 см по 3 шт. на каждое водо-цементное отношение. Через сутки их распалубливают, помещают в камеру влажного хранения и через трое суток после приготовления испытывают. Для каналов с металлическими и полимерными стенками образцы (рис. 3, б) приготовляют и испытывают в стеклянных трубках. Стеклянная оболочка предотвращает удаление влаги из раствора и этим хорошо воспроизводит условия твердения раствора в каналах с металлической оболочкой. Образцы испытывают в возрасте 3, 14 и 28 суток. Деформации образцов измеряют на приборе Гипроцемента или других аналогичных приборах. 6. После выдерживания образцов в течение необходимого времени (3, 14 и 28 суток) их измеряют и помещают на 3 часа в морозильную камеру с температурой не выше -23°. Затем образцы вынимают и быстро, в течение 1-2 мин, вновь измеряют. Если размеры образца в замороженном состоянии не превышают первоначальных, морозостойкость раствора обеспечена.
Рис. 3. Образцы для испытания инъекционного раствора на
морозостойкость:
Рис. 4. Зависимость текучести и оседания инъекционного
раствора от водо-цементного отношения: 7. Подбор состава инъекционного раствора сводится к определению свойств растворов, имеющих различное водо-цементное отношение, и выбору состава, наилучшим образом отвечающего предъявляемым к нему требованиям. Сначала определяют текучесть и оседание раствора. Текучесть раствора проверяют дважды: сразу после приготовления и после 60 мин хранения при постоянном перемешивании. Для каждого вида цемента испытывают 4-5 составов с водо-цементными отношениями, отличающимися на 0,02; 0,04 в ту или другую сторону от предварительно выбранного состава. Для сравнения свойств и выбора состава инъекционного раствора строят график зависимости текучести и оседания раствора от водо-цементного отношения (рис. 4). При выборе рабочего состава учитывают диаметр и длину канала. Короткие каналы большого диаметра инъектируют более густыми растворами. Для длинных каналов небольшого диаметра берут более подвижные растворы с текучестью 40-50 сек. После подбора состава по текучести и оседанию проверяют его прочность и морозостойкость. Приложение 15ОБОГРЕВ ИНЪЕКЦИОННОГО РАСТВОРА ЭЛЕКТРИЧЕСКИМ ТОКОМ, ПРОПУСКАЕМЫМ ПО АРМАТУРНЫМ ПУЧКАМ1. В конструкциях, имеющих каналы с бетонными стенками, когда отдельные пучки напряженной арматуры и их анкеры изолированы друг от друга, возможно последовательное или комбинированное (последовательно параллельное) соединение пучков в электрическую цепь.
Рис. 1. Соединение пучков в электрическую цепь: Отсутствие контакта между пучками проверяют после их натяжения. Для этого один конец электрической цепи с подключенной последовательно контрольной лампочкой соединяют с пучком, а другой конец цепи поочередно подсоединяют ко всем остальным пучкам. При наличии контакта между пучками их необходимо соединять параллельно, чтобы предотвратить обрыв перегретых проволок пучков в местах замыкания их стержнями арматурного каркаса. 2. Пучки соединяют между собой короткими стальными стержнями, приваренными по возможности до установки пучков к анкерным обоймам в местах, указанных проектом, или стальными шпильками, ввернутыми в отверстия конусов и связанными между собой медными или алюминиевыми шинами. С источником тока пучки соединяют стальными, алюминиевыми или медными шинами (проводами). Шины с балкой и между собой соединяют болтами (рис. 1). 3. Во избежание больших потерь напряжения и перегрева концевых участков пучков подводящие шины и соединительные элементы должны быть возможно более короткими и иметь достаточное сечение. Плотность тока в подводящих шинах не должна превышать следующих величин, а/см2: Стальные шины 100 Алюминиевые шипы 200-400 Медные шины 250-500 При токе 400-500 а принимается верхний предел, а при токе 3000-4000 а - нижний предел плотности. При промежуточных значениях силы тока допустимую плотность тока определяют по интерполяции. В коротких соединительных элементах (шпильки, перемычки и т.д.) плотность тока может в два раза превышать приведенные величины. Сечения сварных швов, прикрепляющих соединительные элементы к анкерам, должны иметь площадь не меньше поперечного сечения прикрепляемых элементов. 4. Шины соединяют внахлестку и стягивают в зависимости от размеров двумя-четырьмя болтами. Площадь контактной поверхности должна превышать площадь сечения стыкуемых шин не менее чем в 8 раз. Сечение стяжных болтов выбирают таким, чтобы обеспечить в соединении контактных поверхностей следующее давление:
5. При трехфазном токе рекомендуется при параллельном соединении пучков прогревать сразу три балки, а при последовательном соединении пучков - разбить их на три одинаковые группы и включить в разные фазы. При нечетном числе последовательно соединяемых пучков и необходимости иметь выводы с одной стороны балки разрешается не включать в цепь один пучок, окруженный на всем протяжении балки другими пучками. Балки с параллельно соединенными пучками для уменьшения длины подводящих шин соединяют по схеме «звезда» (рис. 2, а), а балки с последовательно соединенными пучками - как по схеме «звезда», так и по схеме «треугольник» (рис. 2,б). 6. Для уменьшения расхода энергии при прогреве балку или ее часть, в которой расположены пучки, рекомендуется утеплять. При температуре до -10° утепляют брезентовой рубашкой, а при более низкой температуре - рубашкой из двух слоев брезента с 3-4-сантиметровой прослойкой ваты или войлока (рис. 3). При температуре выше 0° рубашку не устраивают. 7. Необходимые напряжения в пучках балок и температуру инъекционного раствора в процессе прогрева конструкции поддерживают: переключением секций - при трансформаторах с секционированной обмоткой; дросселированием - при сварочных трансформаторах; включением в цепь со стороны первичной обмотки трансформатора дополнительного автотрансформатора или регулятора напряжения. Значительно изменить напряжение в цепи можно переключением схемы питания с «треугольника» на «звезду» или изменением схемы соединения обмоток трансформатора.
Рис. 2. Схемы питания балок:
Рис. 3. Конструкция рубашки для отепления балки: Поддерживать необходимую температуру периодическим включением арматурных пучков в сеть не рекомендуется, так как многократное изменение температуры проволок пучка может ухудшить сцепление с раствором. 8. Опытные призмы для определения нарастания прочности инъекционного раствора и временя прогрева конструкции при пропуске тока через пучки изготовляют за 12-15 дней до инъектирования каналов основных балок. Призмы выполняют сечением 15´15 см и длиной 3,0-3,5 м, чтобы можно было разместить 7-8 окон для определения прочности инъекционного раствора в процессе прогрева (рис. 4). Каналы опытных призм должны иметь такие же стенки, как и каналы основных балок. Каналы с бетонными стенками образуют извлечением из бетона полиэтиленовой трубы, резинового рукава d = 60 мм или стальной трубы. Для образования каналов с металлическими стенками в опалубку закладывают гибкие стальные рукава. В металлическом рукаве после твердения бетона прорубают «окна» под заглушками. При бетонировании на боковой грани призм образуют с помощью специальных заглушек «окна». Для определения твердости инъекционного раствора нужна ровная поверхность, поэтому к узкому торцу заглушки прибивают металлическую пластинку из кровельного железа. Для получения ровной площадки раствора под заглушкой призма при ее инъектировании должна находиться в перевернутом положении.
Рис. 4 Конструкция опытной призмы:
Рис. 5. Боек для определения твердости инъекционного раствора После набора бетоном необходимой прочности (150-200 кгс/см2) в каналы призм заводят пучки и натягивают усилием 15 тс. Инъектируют призму тем же раствором, который предполагается использовать для каналов основных балок, и включают в электрическую цепь с таким расчетом, чтобы плотность тока в пучках была такой же, как и в балках. Спустя сутки после начала прогрева призмы поворачивают гранью с заглушками вверх. Твердость инъекционного раствора определяют специальным бойком из стали марки Ст. 3 (рис. 5). Боек должен свободно падать на ровную площадку инъекционного раствора с высоты 60 см. Направляет боек по время падения труба длиной 70 см и внутренним диаметром 52-36 см. Размеры «окна» позволяют бросить боек по трубе 3 раза. Замеры диаметра отпечатка на самом инъекционном растворе затруднительны, поэтому на раствор кладут зачерненной стороной вниз листок копировальной бумаги. Полученные на бумаги отпечатки измеряют стальной линейкой с точностью до 0,5 мм. Вычисляют средний из трех замеренных диаметров отпечатков и по графику (рис. 6) находят прочность раствора. Твердость раствора определяют через каждые 6 часов, начиная с суточного возраста инъекционного раствора, используя в каждый из последующих случаев соседние «окна». Прогрев ведут до тех пор, пока прочность раствора не достигнет 200 кгс/см2.
Рис. 6. График зависимости диаметра отпечатка бойка от прочности раствора Приложение 16ТЕПЛОТЕХНИЧЕСКИЕ РАСЧЕТЫ, СВЯЗАННЫЕ С ОБОГРЕВОМ КОНСТРУКЦИЙ1. Процесс прогрева конструкций разбивают на три этапа (рис. 1): нагрев, прогрев и остывание. l-й этап - плавный подъем температуры конструкции до необходимой величины (нагрев).
Рис. 1. График подвода тепла и изменения температуры в бетоне Количество тепла, потребное для нагрева 1 м3 бетона с выбранной скоростью, определяют по формуле Q'н = 600·Δt ккал/м3·ч, (1) где 600 - объемная теплоемкость бетона, ккал/м3·град; Δt - скорость подъема температуры, град/ч. 2. Скорость подъема температуры в конструкции при нагреве не должна превышать 10°С в час. Часть тепла, сообщаемого конструкции при нагреве, теряется в окружающую атмосферу. Величину теплопотерь 1 м3 бетона конструкции в час подсчитывают по формуле Q'п = k Mп (tб – tнв) ккал/м3·ч, (2) где tнв - температура наружного воздуха, °С; tб - температура бетона, °С; Mп - модуль поверхности конструкции, представляющей собой отношение суммы охлаждаемых поверхностей к объему нагреваемого бетона; k - коэффициент теплоотдачи отепления, характеризующий его теплоизолирующие качества, ккал/м2·час, град. 3. Длину обогреваемой зоны l при прогреве стыка сетками принимают равной: а) при двусторонних сетках (рис. 2, а) длина обогреваемой зоны одного блока: lб = 1,5b + δ; б) при односторонней сетке (нагревательные элементы заложены в один из стыкуемых блоков - (рис. 2, б) длина обогреваемой зоны стыка: lст = 3b, где b-толщина прогреваемого элемента конструкции (плиты, стенки и т.д.), см; δ - расстояние от торцовой поверхности блока до сетки, см.
Рис. 2. Изменение температуры бетона вдоль балок при прогреве
клееных стыков: Длину обогреваемой зоны стыка при прогреве в местном тепляке (рис. 2, в) принимают равной длине тепляка. Длину обогреваемой зоны стыка при прогреве боковыми нагревателями (рис. 2, г) принимают равной lст = lнаг + 2b, где lнаг - длина нагревателя (боковых накладок), см. 4. Модуль поверхности Мп для неотепленных балок и клееных стыков разрешается определять как отношение периметра к площади поперечного сечения нагреваемой части балки. Модуль поверхности балок, отепленных по всей длине, подсчитывают как отношение периметра ограждения к площади поперечного сечения нагреваемой части балок. При прогреве стыков в местном тепляке модуль поверхности условно определяют как отношение поверхности тепляка к объему бетона внутри тепляка. 5. Температуру бетона tб при подсчете теплопотерь прогрева клееных стыков принимают: при электропрогреве сетками: двусторонние сетки - tб = 0,65tст ; односторонние сетки - tб = 0,83 tст. где tст - температура бетона в стыке, град; при прогреве в местном тепляке tб = tст; при прогреве боковыми нагревателями температура бетона зависит от длины нагревателя и принимается: lнаг = b, tб = 0,52 tст ; lнаг =1,5b, tб = 0,57 tст; lнаг = 2b, tб = 0,68 tст. Длину нагревателя выбирают в зависимости от толщины склеиваемых элементов и принимают равной lн.min = b, lн.max = 2b. Температура стыка tст при прогреве также зависит от длины нагревателя и принимается: при lнаг = b tст = 0,62 tнаг; при lнаг =1,5b tст = 0,75 tнаг; при lнаг = 2b tст = 0,8 tнаг Температура нагревателя не должна превышать 100°С. 6. При одинаковой конструкции отепления по всему периметру коэффициент теплоотдачи определяют по формуле где Rвн -сопротивление тепловосприятию внутренней поверхности ограждения, принимаемой при воздухообогреве равным 0,13 м2ч·град/ккал. Rвоз - теплосопротивление воздушных прослоек в ограждении; при толщине прослоек в пределах 5-30 см можно принимать Rвоз равным 0,20 м2ч·град/ккал. Rн - сопротивление теплоотдаче наружной поверхности ограждения, равное 0,05 м2ч·град/ккал. h1, h2 - толщина отдельных слоев отепления, м; λ1, λ2 - коэффициенты теплопроводности материалов каждого слоя утепления, ккал/м·ч·град (табл. 1); β - поправочный коэффициент, зависящий от влаго- и воздухопроницаемости материалов ограждения (табл. 2). 7. Формула (3) справедлива при одинаковом отеплении по всему периметру конструкции. Боковые поверхности клееного стыка «омываются» воздухом, а со стороны торцовой части стык теплоизолируется бетоном. Учитывая, что тепло в основном теряется (излучается) с боковых поверхностей стыка, а не с торцов, формулу (3) рекомендуется применять и при расчете теплопотерь при прогреве клееных стыков. Таблица 1
Таблица 2
Примечание. К числу легкопроницаемых утеплителей относят: вату, паклю, войлок, опилки, шлак, а к числу труднопроницаемых - хорошо выполненную опалубку, брезент, толь, фанеру. 8. Количество тепла, подводимое к конструкции для подъема температуры с заданной скоростью, должно увеличиваться с повышением температуры конструкции и увеличением теплопотерь в окружающую среду. Такой режим разогрева требует сложных способов регулировки, поэтому конструкцию, как правило, разогревают, сообщая ей такое постоянное во времени количество тепла, чтобы скорость подъема температуры конструкции в среднем была равна заданной. С достаточной для практических целей точностью количества тепла, подводимого к конструкции на 1-м этапе, можно определять по формуле Qн = V(Q'н + 0,75Q'п) ккал/ч, (4) где V-объем прогреваемой части конструкции, м3. Время разогрева конструкции определяют по формула
(обозначения прежние). 9. 2-й этап - поддержание в конструкции в течение необходимого времени расчетной температуры (прогрев). Количество тепла, подводимого к конструкции при прогреве, равно Qн =V´ Q'п ккал/ч, (6) Время прогрева инъекционного раствора определяют заранее испытанием контрольных образцов на прочность и морозостойкость. К концу прогрева инъекционный раствор должен иметь прочность не ниже 200 кгс/см2 и быть морозостойким. Время прогрева клееных стыков выбирают в соответствии с указаниями, приведенными в главе VI настоящих «Технических указаний», и отсчитывают с момента приобретения стыком выбранной температуры прогрева. 10. 3-й этап - остывание конструкции. Инъектируемые и клееные конструкции являются, как правило, тонкостенными и остывают быстро, в особенности, если конструкция не отепляется. Время остывания конструкции с клееными стыками, прогреваемыми сетками, в расчетах не учитывают. В отепленных конструкциях с инъектируемыми каналами при определении времени прогрева можно учитывать и время остывания. 11. Расчет времени остывания обогреваемой конструкции до 0°С начинают с определения средней температуры конструкций tб.ср в процессе остывания по формуле
Время остывания конструкции определяют по формуле
(обозначения прежние). 12. Определив время прогрева и количество необходимого тепла, приступают к конструированию и расчету нагревательных приборов. 13. Мощность понизительных трансформаторов Р при прогреве инъекционного раствора током, пропускаемым непосредственно через пучки, определяют по формуле
Конструирование и расчет нагревательной системы начинают с определения сопротивления пучковой арматуры R, а затем вычисляют напряжение, позволяющее получить необходимое количество тепла при имеющемся сопротивлении. 14. Удельное сопротивление высокопрочной проволоки определяют по формуле ρ = 0,20 + 0.001tпр ом·мм2/м. (10) Температура пучка для подсчета удельного сопротивления проволоки принимается равной 35¸40°С. Сопротивление пучка из 18-24 проволок с достаточной для практических целей точностью можно определить по формуле
где 1,2 - коэффициент учитывающий эффект взаимодействия и вытеснения переменного тока при его движении по пучку проволок. 15. Необходимое для получения требуемом мощности напряжение U подсчитывают но формуле
и по найденному напряжению, силе тока и мощности подбирают трансформатор. Если данные трансформаторов (напряжение, мощность) отличаются от требуемых по расчету, определяют тот режим прогрева, который они могут обеспечить. 16. Сопротивление проводников, соединяющих трансформатор с нагревательными элементами (сетками, спиралями, пучками), подбирают так, чтобы потери напряжения при электропрогреве не превышали 20%. Эти потери учитывают при конструировании и расчете. 18. При электропрогреве клееных стыков сетками поперечное сечение блока (стыка) разбивают на характерные участки: верхняя плита, стенки, нижняя плита и т.д. Для каждого участка в отдельности по формулам (4) и (6) подсчитывают количество тепла, необходимое для подъема и поддержания температуры в стыке. Затем для каждого участка в отдельности по формуле (9) подсчитывают мощность тока, необходимую для прогрела и поддержания температуры в стыке. Общую мощность, потребную для прогрева стыка, определяют как сумму мощностей отдельных участков блока. Пример 1. Электропрогрев инъекционного раствора в балке lo = 30 м, утепленной брезентовой рубашкой, пропуском тока через пучки (рис. 3). Температура наружного воздуха минус 10°С. Объем прогреваемого бетона
Модуль поверхности (определяем как отношение периметра тепляка АБВГДЕ к площади поперечного сечения прогреваемой балки)
Расход тепла при нагреве со скоростью 5 град/ч на 1 м3 бетона Qн = 600´5 = 3000 ккал/м3·ч.
Рис. 3. Конструкция балки и местного
брезентового тепляка: При прогреве балки через пучки роль теплоизолятора играет не только тепляк, но и наружный слон бетона балки толщиной 5 см. Учитываем это при определении коэффициента теплоотдачи
Температуру прогрева бетона принимают равной 35°С. Q'н = 5,2´9,2(32 + 10) = 2150 ккал/м3·ч Q'н= 7,6(3000 + 2150) =35000 ккал/ч; Qп = 7,6´2150 = 16350 ккал/ч. Время разогрева балки
Средняя температура балки при остывании
По данным испытания контрольных кубов для достижения бетоном прочности в 200 кгс/см2 необходим прогрев в течение 50 ч. Время остывания составляет менее 40% потребного времени прогрева и не учитывается.
Пучки, расположенные в бетонных каналах, имеют длину 33,5 м и состоят из 20 проволок диаметром 5 мм. Контакт пучковой арматуры с арматурным каркасом балки отсутствует. Соединяем все пучки, за исключением пучка 4 (см. рис. 3), последовательно стержнями из арматурной стали диаметром 25-30 мм, приваренными к углам обойм анкеров. Соединение выполняем до обетонирования анкерных закреплений. Пучок 4 на протяжении всей длины балки окружен другими пучками, и его можно не включать в цепь При нагреве конструкции до 35°С температуру пучка примем »40°С ; определим удельное сопротивление высокопрочной проволоки ρ = 0,20 + 0,001´40 = 0,240 ом·мм2/м. Сопротивление пучков определяем по формуле (11):
Для обеспечения заданного режима необходим трансформатор со следующими характеристиками:
Для прогрева балки можно использовать сварочные трансформаторы, имеющие характеристики, близкие к требуемым. Пример 2. Электропрогрев стыка сетками (спиралями). Поперечное сечение составной конструкции показано на рис. 4. Температура наружного воздуха -20°С, температура прогрева 40°С. Разбиваем поперечное сечение стыка на 3 участка - верхняя плита, стенки и нижняя плита - и подсчитываем количество тепла, необходимого для разогрева и прогрева стыка.
Рис. 4. Схемы сеток (а) и спиралей (б) для обогрева стыка Верхняя плита Объем разогреваемого бетона
где 0,34 - глубина распространения тепла вдоль плиты. Периметр обветривания плиты
Модуль поверхности плиты
Скорость подъема температуры в стыке - 10°С в час. Количество тепла, необходимого для разогрева стыка с выбранной скоростью, Q'н = 600´10 = 6000 ккал/м3·ч на 1 м3 бетона. Коэффициент теплоотдачи К:
где β - поправочный коэффициент (принят равным 2,6 - см. табл. 2); Rн - сопротивление теплоотдаче наружной поверхности бетона стыка, принято равным 0,05 м2·ч·град/ккал. Величина теплопотерь при разогреве стыка Q'н = 52´3,0(26 + 20) = 7200 ккал/м3·ч, где 26 - средняя температура бетона при разогреве (tб = 0,65tст). Количество тепла, которое необходимо подвести при разогреве: Qн = 0,36(6000+0,75´7200) = 4100 ккал/ч. Количество тепла, которое необходимо подвести при прогреве: Qп = 0,36´7200 = 2600 ккал/ч. Стенка Vст = 0,42(0,28´4,5) = 0,53 м3; Fст = 0,42´2´4,5 = 3,8 м2; Мп = 3,8:0,53 = 7,2 1/м; Q'н = 6000 ккал/м3·ч; Q'п = 52´7,2´46 = 17200 ккал/м3·ч; Qн = 0,53(6000+0,75´17200) = 10000 ккал/ч; Qп = 0,53´17200 = 9150 ккал/ч. Нижняя плита Vпл = 0,70´0,47´1,34 = 0,44 м3; Fпл = 0,70´2´1,34 = 1,89 м2; Мп = 1,89/0,44 = 4,3 1/м; Q'н = 6000 ккал/м3·ч; Q'п = 52´4,3´46 = 10300 ккал/м3·ч; Qн = 0,44´(6000+0,75´10300) = 6000 ккал/ч; Qп = 0,44´10300 = 4550 ккал/ч. Общее количество тепла для прогрева стыка: Qн = 2(4100 + 2´10000 + 6000) = 60200 ккал/ч; Qп = 2(2600 + 2´9150 + 4550) = 25450 ккал/ч. Потребная мощность трансформатора:
1-й случай. Электропрогрев клея в стыке сетками. Трансформатор выбираем по табл. 1 приложения 17. Принимаем с некоторым запасом печной трансформатор ТПО-503, который обеспечивает необходимую для разогрева стыка мощность при напряжении 17,25 в. Величину потерь напряжения в подводящих кабелях принимаем равной 20%. ΔU = 0,2´17,25 = 3,5 в. Сетки в блоках при прогреве и разогреве стыка соединяем последовательно. Рабочее напряжение на одной сетке блока (с учетом потерь в подводящих кабелях) равно
Сила тока в цепи при разогреве и прогреве стыков
Схема соединений отдельных сеток элементов (верхней плиты, стенки, нижней плиты) в общую сетку блока показана на рис. 4. Площадь поперечного сечения проволок сетки: Верхняя плита Сила тока в сетке верхней плиты блока
Мощность для разогрева верхней плиты
Сопротивление сетки плиты
Площадь поперечного сечения арматуры сетки
Удельное сопротивление проволоки ρ подсчитываем, принимая температуру проволоки на 20°С выше выбранной температуры прогрева стыка: ρ = 0,165 + 0,0009´60 = 0,21 ом·мм2/м. Принимаем две проволоки диаметром 8 мм, F1 = 100 мм2 и 4 проволоки диаметром 6 мм, Fпр = 114 мм2. Стенка Сила тока в сетке стенки Iст=2 Iпл = 2080 а. Мощность, необходимая для разогрева,
Сопротивление сетки
Площадь поперечного сечения сетки
Принимаем три проволоки диаметром 12 мм, Fпр = 342 мм2. Нижняя плита Сила тока в сетке нижней плиты равна: Iн.пл = Iст = 2080 а. Мощность для разогрева
Сопротивление сетки
Площадь сетки
Принимаем пять проволок диаметром 8 мм, Fпр = 230 мм2. 2-й случай. Электропрогрев клея в стыке спиралями. Количество тепла, необходимое для прогрева стыка, подсчитано выше. Прогрев верхней плиты осуществляем трансформаторам ТСД-500. Прогрев стенок - двумя трансформаторами ТСД-1000. Прогрев нижней плиты - трансформатором ТСД-50О. Верхняя плита Мощность, необходимая для разогрева верхней плиты одного блока, равна Р = 4,75 квт. Принимаем напряжение на выходе трансформатора с учетом потерь и подводящих кабелях 33 в. Спирали нижней плиты в обоих блоках соединяем последовательно. Сила тока в цепи
Длина проволоки в спирали
Диаметр проволоки в спирали принят равным 6 мм, F = 28 мм2. Длина проволоки спирали в верхней плите одного блока равна 7,5 м. Стенка Спирали стенки при разогреве и прогреве стыка соединяем параллельно.
Длина спирали
Диаметр проволоки в спирали равен 6 мм, длина - 14,5 м. Нижняя плита Спирали нижней плиты блоков при разогреве и прогреве стыка соединяем последовательно:
Принимаем диаметр проволоки в спирали равным 8 мм, а длину проволоки в спирали нижней плиты одного блока - 9,25 м. Расчет сечения подводящих кабелей. Допустимые потери напряжения в цепи: при прогреве стыка сетками ΔI = 0,2´17,25 » 3,5 в; при прогреве стыка сварочными трансформаторами ΔU = 0,2´43 = 8,6 в. Сопротивление цепи: при прогреве стыка сетками
при прогреве стыка спиралями
Площадь поперечного сечения подводящих кабелей: при прогреве стыка сетками (длина цепи l = 10 м; ρ = 0,017 - подводящая цепь из меди)
Принимаем кабель диаметром равным 18 мм. При прогреве стыка спиралями (длина цепи 20 м; ρ = 0,017- подводящая цепь из меди):
Принимаем диаметр кабеля равным 5 мм. Приложение 17ОБОРУДОВАНИЕ ДЛЯ ЭЛЕКТРОПРОГРЕВА КОНСТРУКЦИЙ1. Клееные стыки н инъекционный раствор рекомендуется прогревать трансформаторами с низким напряжением и большой силой тока во вторичной обмотке. Желательно, чтобы трансформаторы допускали регулировку напряжения во вторичной обмотке (па выходе трансформатора). 2. Характеристики некоторых печных трансформаторов, которые можно использовать для электропрогрева стыков сетками (спиралями) или инъекционного раствора при параллельном соединении пучков, приведены в табл. 1. 3. В блоках и балках с каналами, образованными извлечением стальных или полиэтиленовых труб, которые не соприкасаются с арматурным каркасом, пучки можно соединять последовательно. Это позволяет набрать достаточно большое сопротивление и использовать для прогрева инъекционного раствора широко распространенные в строительных организациях сварочные трансформаторы с напряжением на низовой стороне 30-70 в (табл. 2). Параллельное соединение спирали также позволяет использовать для прогрева клея в стыке сварочные трансформаторы. Таблица 1 Характеристика печных трансформаторов
Таблица 2 Характеристика сварочных трансформаторов
Приложение 18ПЕРЕЧЕНЬ ГОСТов, НА КОТОРЫЕ ИМЕЮТСЯ ССЫЛКИ В ВСН 98-74
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/9965
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||







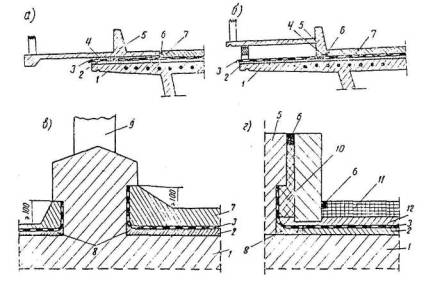






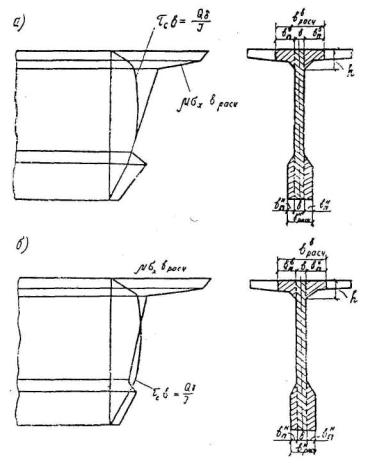
















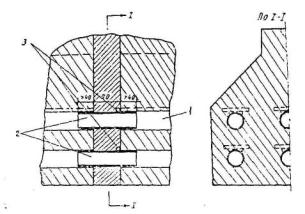










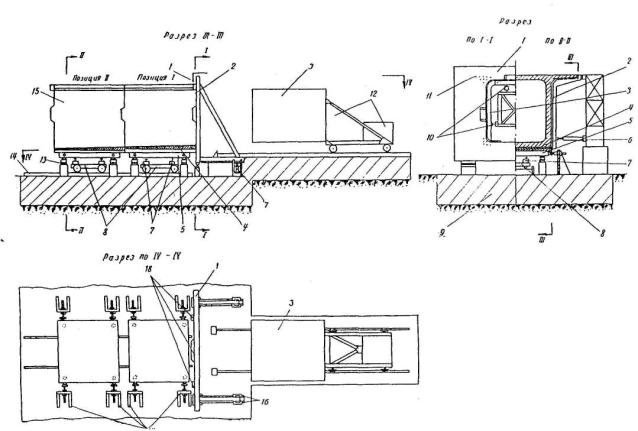



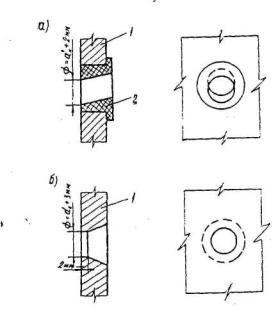




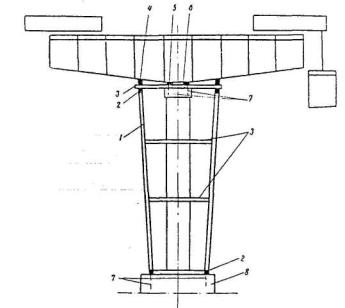


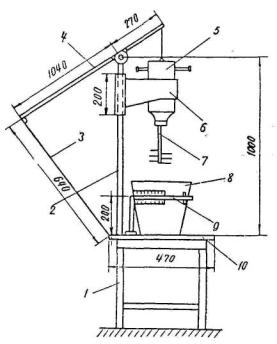
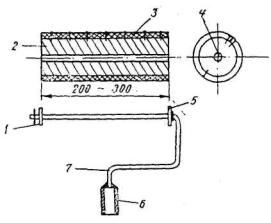
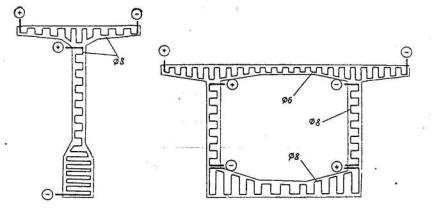

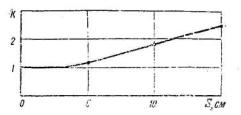



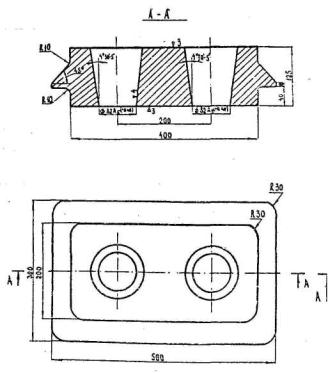






















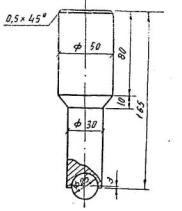


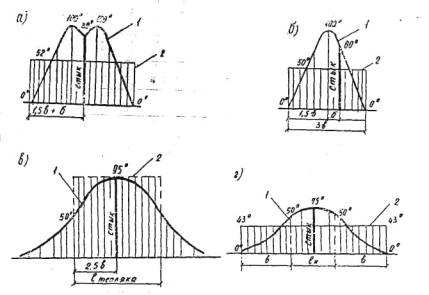



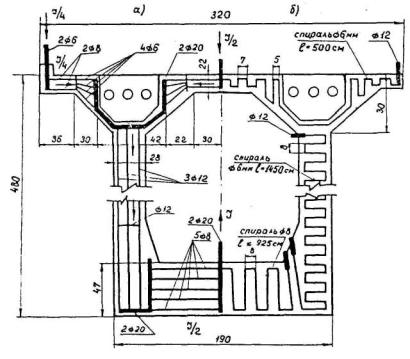

|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|