
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ОСТ 24.201.03-90 Сосуды и аппараты стальные высокого давления. Общие технические требования.
ОТРАСЛЕВОЙ СТАНДАРТ СОСУДЫ И АППАРАТЫ СТАЛЬНЫЕ ВЫСОКОГО ДАВЛЕНИЯ ОСТ 24.201.03-90 Общие технические требования Дата введения 01.07.1991 г. Настоящий стандарт распространяется на сосуды и аппараты стальные, работающие под внутренним избыточным давлением (далее по тексту - "давлением" ) свыше 10 до 130 МПа при температуре стенки не ниже минус 40 и не выше 525°С и устанавливает общие технические требования к изготовлению, конструкции, материалам, методам контроля и испытаний, приемке и поставке сосудов и аппаратов с корпусами в кованом, кованосварном, многослойном рулонированном, вальцованосварном и штампосварном исполнениях, предназначенных для эксплуатации в химических, нефтехимических, нефтеперерабатывающих производствах, в производстве минеральных удобрений, а также других смежных отраслях промышленности Стандарт не распространяется на: 1) сосуды лабораторного типа, предназначенные для научно экспериментальных целей; 2) сосуды под наружным давлением; 3) сосуды, предназначенные для транспортирования нефтяных, химических продуктов и сжиженных газов; 4) сосуды и аппараты стальные сварные, изготавливаемые по ОСТ 26-291-(с толщиной стенки до 120 мм, работающих под давлением до 16 МПа); 5) сосуды и аппараты других ведомств и назначений, указанных в Правилах устройства и безопасной эксплуатации сосудов, работающих под давлением, Госгортехнадзора СССР. В стандарте учтены требования «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением» утвержденных Госгортехнадзором СССР от 27.11.87 г. (далее-Правила Госгортехнадзора). Содержание 1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ1.1. Номенклатура основных параметров и размеров сосудов и аппаратов принимаемая в конструкторской документации, должна соответствовать указанной в табл.1, в зависимости от группы оборудования по классификатору (ВКГ ОКП). Таблица 1
Продолжение табл.1
Продолжение табл.1
1.2. Объем, рабочее давление, температура рабочей среды, площадь поверхности теплообмена, тепловой поток, наружный диаметр теплообменных труб, устанавливаются техническим заданием на сосуд. 1.3. Условные (номинальные) давления сосудов должны соответствовать ГОСТ 9493. 1.4. Основные базовые размеры сосудов должны приниматься: 1) внутренний диаметр цилиндрической части корпуса по ГОСТ 9617; 2) номинальный объем по ГОСТ 13372; 3) длина по ГОСТ 6636. 1.5. Определение понятий-рабочее, расчетное и пробное давления, расчетная температура стенки корпуса сосуда по ГОСТ 14249. 1.6. Типы сосудов устанавливаются в зависимости от исполнений цилиндрической части корпуса: 1) кованые, изготовленные из одной кованой заготовки; 2) кованосварные, изготовленные из однослойных кованых обечаек, сваренных кольцевыми швами между собой и концевыми элементами (днищами, фланцами, горловинами); 3) многослойные рулонированные, изготовленные из нескольких рулонированных обечаек, сваренных между собой кольцевыми швами, а также в совокупности с однослойными частями (трубными досками, обечайками с патрубками и т.п.) и концевыми элементами; 4) вальцованосварные, обечайки которых изготовлены методом вальцовки из толстолистовой стали с последующей сваркой продольных швов, а затем соединенные кольцевыми сварными швами между собой и концевыми элементами; 5) штампосварные, обечайки которых изготовлены из толстолистовой стали методом штамповки полуобечаек с последующей сваркой их продольными швами, а затем кольцевыми швами между собой и концевыми элементами. 1.7. Тип сосуда принимается в зависимости от технологических возможностей предприятия-изготовителя и необходимых технико-экономических показателей. 1.8. Основные предпочтительные параметры и условия применяемости сосудов в зависимости от типа конструктивного исполнения рекомендуется выбирать по табл.2. 1.9. Допускается изготовление сосудов с другими основными параметрами (по внутреннему диаметру и толщине стенки) в зависимости от технологических возможностей предприятия-изготовителя и по согласованию с ИркутскНИИхиммашем на другие давления и температуру Таблица 2
Примечания: 1. Кованые сосуды, изготовленные из аустенитных сталей допускается эксплуатировать при температуре до минус 70°С включительно. 2. Кованосварные сосуды с внутренним диаметром до 500 мм допускается изготавливать из труб-по ОСТ 26-01-1434. 3. Изготовление вальцованосварных сосудов на давление до 16 МПа, с толщиной стенки до 120 мм-по ОСТ 26-291. 4. Температура стенки сосудов с аустенитной плакировкой или наплавкой при эксплуатации в водородосодержащих средах не должна превышать 350°С. 2. ОСНОВНЫЕ ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ТРЕБОВАНИЯ2.1. Требования назначения2.1.1. Сосуды по их назначению должны соответствовать основным требованиям, указанным во вводной части настоящего стандарта. 2.1.2. Основные показатели назначения сосудов устанавливаются в техническом проекте - по РД 26-01-172 и разделам 1 настоящего стандарта. 2.2. Требования надежности2.2.1. Номенклатура показателей надежности и их числовые значения должны определяться заказчиком и разработчиком технического задания и технического проекта на сосуд (группу сосудов), применительно к конкретным условиям и параметрам в соответствии с РД 26-01-172 и РД 50-650. Расчет показателей надежности должен производиться в соответствии с РД 26-01-143. 2.2.2. Сосуды относятся к восстанавливаемым изделиям группы 1, вида 1 по РД 50-650. 2.3. Требования стойкости к внешним воздействиям2.3.1. Сосуды колонного типа, устанавливаемые на открытом воздухе, должны подвергаться расчету на сейсмическое воздействие (для районов с сейсмичностью 7 и более баллов по 12 балльной шкале) и на ветровые нагрузки в соответствии с ГОСТ 24756 и ГОСТ 24757. 2.3.2. Требования стойкости сосудов к внешним воздействиям должны приниматься в соответствии с «видом климатического исполнения» и «категорией размещения изделия», установленными техническим заданием и техническим проектом на сосуд по ГОСТ 15150, в зависимости от воздействия климатических факторов внешней среды в месте размещения эксплуатируемого сосуда. 2.4. Требования эргономики и технической эстетики2.4.1. Конструкция сосудов должна обеспечивать удобство обслуживания при монтаже, эксплуатации, техническом освидетельствовании и ремонте, а также доступ к основным сборочным единицам и деталям 2.4.2. Конкретный состав требований по эргономике и технической эстетике на сосуд или группу сосудов должен быть определен в документации технического проекта в зависимости от места установки (на открытой площадке, в помещении и др.), типа обслуживания при эксплуатации (пультовое, индивидуальное) в соответствии с ГОСТ 20.39. 108 и ГОСТ 30.001. 2.5. Требования технического освидетельствования, обслуживания и ремонтаТребования технического освидетельствования, обслуживания и ремонта сосудов должны соответствовать указанным в Правилах Госгортехнадзора СССР (разделы 6.3, 7.2, 7.4), должностных инструкциях, разработанных потребителем и нормативно-технической документации, утвержденной в установленном порядке. 2.6. Требования безопасности и охраны природы2.6.1. Сосуды по конструктивному устройству и их эксплуатации должны соответствовать требованиям безопасности ГОСТ 12.2.003, ГОСТ 12.1.010, ГОСТ 12.1.004, Правилам Госгортехнадзора, «Общим правилам, взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств», утвержденными Госгортехнадзором СССР от 06.09.88 г. 2.6.2. Конструкция сосудов должна предусматривать электробезопасность и защиту от статического электричества в соответствии с требованиями ГОСТ 12.1.019 и ГОСТ 12.4.124. Требования электростатической искробезопасности при эксплуатации в целях обеспечения пожарной безопасности и взрывобезопасности должны соответствовать ГОСТ 12.1.018, а также «Правилам защиты от статического электричества в производствах химической, нефтехимической и нефтеперерабатывающей промышленности». 2.6.3. Знаки безопасности и сигнальная окраска, наносимая на сосуды, должны соответствовать ГОСТ 12.4.026. 2.6.4. Ведение технологических процессов при эксплуатации сосудов должно производиться в соответствии с требованиями безопасности ГОСТ 12.3.002 и должностных инструкций, разработанных потребителем. 2.6.5. Общие требования безопасности к ведению сварочных работ при изготовлении, монтаже и на месте эксплуатации сосудов должны соответствовать ГОСТ 12.3.003. 2.6.6. Не допускается разборка и ремонт сосуда до освобождения его от остатков рабочей среды и полного снятия давления. 2.6.7. При пуске в эксплуатацию пробки контрольных отверстий рулонированных обечаек корпуса сосуда должны быть удалены. Отверстия должны быть защищены от попадания влаги из атмосферы. 2.6.8. Температура нагретых наружных поверхностей сосуда в местах зоны обслуживания не должна превышать 45°С. 2.6.9. Конструкция сосудов должна исключать попадание в воздух рабочей зоны и окружающей среды вредных и опасных веществ в концентрации более допускаемой ГОСТ 12.1.005 и ГОСТ 12.1.007. Требования к экологической чистоте должны быть отражены в техническом проекте на сосуд в соответствии с действующей нормативно-технической документацией, утвержденной в установленном порядке. 2.7. Требования к транспортабельности2.7.1. Транспортабельность сосудов должна определяться разработчиком технического проекта в соответствии с требованиями раздела 3 настоящего стандарта, а при необходимости (для тяжеловесных и крупногабаритных сосудов) должна согласовываться с соответствующим (железнодорожным, водным или автомобильным) Главным Управлением транспорта. 2.7.1. Упаковка, транспортирование и хранение сосудов должны производиться в соответствии с требованиями раздела 9.3. 3. ТРЕБОВАНИЯ К КОНСТРУКЦИИ3.1. Технические проекты и рабочая документация на сосуды разрабатываются проектно-конструкторскими организациями и предприятием-изготовителем в соответствии с настоящим стандартом, Правилами Госгортехнадзора и другой действующей нормативно-технической документацией. Требования к внутренним устройствам аппаратов устанавливаются техническими проектами. 3.2. Технические проекты сосудов должны быть согласованы с ИркутскНИИхиммашем, предприятием-изготовителем, представителем монтажной организации и другими организациями в соответствии с ГОСТ 15.001. 3.3. Расчет на прочность сосудов и их элементов должен производиться в соответствии с ОСТ 26-1046, ГОСТ 25215, ГОСТ 26303, ГОСТ 24755, СТ СЭВ 5206. При отсутствии стандартизованного метода расчет на прочность должен выполнять автор технического проекта и согласовывать со специализированной научно-исследовательской организацией (ИркутскНИИхиммаш). 3.4. При проектировании сосудов автор технического проекта должен учитывать нагрузки, возникающие при монтаже и зависящие от способа монтажа. 3.5. Чертеж общего вида, начиная с технического проекта, должен содержать следующие технические характеристики и параметры: 1) рабочее давление, МПа (кгс/см2 ;); 2) расчетное давление, МПа (кгс/см2 ); 3) пробное давление, МПа (кгс/см2 ); 4) расчетную (максимально-допустимую рабочую) температуру стенки, °С; 5) минимально-допустимую отрицательную температуру стенки, находящейся под давлением, °С; 6) характеристику рабочей среды (класс опасности по ГОСТ 12.1.007, воспламеняемость, категория и группа взрывоопасности по ГОСТ 12.1.010, максимальная и минимальная температура, состав); 7) прибавку для компенсации коррозии и эрозии, мм; 8) срок службы, лет; 9) число циклов нагружений сосуда за весь срок службы; 10)объем внутренний (вместимость), м3 ; 11)массу, кг; 12) расположение центра масс; 13) сейсмичность, балл; 14) скоростной напор ветра (в зависимости от климатического района установки сосуда). Примечание. Для теплообменных аппаратов и аппаратов с полостями, имеющими различные характеристики и параметры, необходимо указывать их для каждой полости. 3.6. Конструкция сосуда должна быть технологичной, надежной в течение предусмотренного технической документацией срока службы, предусматривать возможность полного опорожнения от рабочей среды, очистки, промывки, продувки, осмотра внутренних и наружных поверхностей, ремонта и проведения гидравлических испытаний со сливом воды как в проектном, так и горизонтальном положении Все глухие полости сосуда и его частей должны иметь отверстия для удаления воздуха. Если конструкция сосудов не обеспечивает возможности проведения осмотра или гидравлического испытания, то автор технического проекта должен указать методику, периодичность и объем контроля, выполнение которых обеспечит своевременное выявление и устранение дефектов. 3.7. Для проведения контроля сварных соединений внешним осмотром, цветным или магнитопорошковым методами со стороны внутренней поверхности корпуса сосуда диаметр горловины или лаза должен быть не менее 450 мм. 3.8. При проектировании сосудов должны учитываться требования «Правил перевозки грузов железнодорожным, водным и автомобильным транспортом». 3.9. Сосуды, которые не могут транспортироваться в собранном виде, должны проектироваться из минимального количества частей. Деление нетранспортабельных сосудов на крупнопоставочные части (блоки, сборочные единицы) должно указываться в техническом проекте и согласовываться с монтажной организацией. 3.10. При проектировании крупногабаритных и тяжеловесных сосудов, организация-разработчик технического проекта должна разрабатывать и согласовывать с Главным управлением движения МПС техническую документацию на их транспортирование в соответствии с ОС T 26-15-024. 3.11. Для крепления на монтажной площадке к корпусу сосуда металлоконструкций (лестниц, кронштейнов, монтажных цапф и т.п.), а также теплоизоляции, должны быть предусмотрены специальные накладки или другие устройства, привариваемые на предприятии-изготовителе к корпусу сосуда до окончательной термообработки. Приварка указанных элементов на месте монтажа непосредственно к корпусу не допускается. 3.12. При конструировании сосудов, а также отдельно транспортируемых частей должны быть предусмотрены строповые устройства (цапфы, упоры, хомуты, опоры, захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки в проектное положение с учетом их конструктивных особенностей и монтажа. Кроме того, для выведения сосудов массой более 100 т в вертикальное положение должны быть предусмотрены, по указанию монтажной организации, шарнирные устройства. 3.13. Конструкция, места расположения строповочных устройств и конструктивных элементов для строповки, их число, схема строповки и положение центра массы сосудов и их транспортируемых частей должны быть указаны в техническом проекте и согласованы с монтажной организацией (Гипрохиммонтаж). 3.14. Элементы для строповки и монтажа сосудов и их отдельно транспортируемых частей по грузоподъемности должны учитывать возможность монтажа их с внутренним устройством и теплоизоляцией, а также нагрузки, возникающие при монтаже в зависимости от способа монтажа. 3.15. Указания по строповке и выверке сосуда на фундаменте должны быть приведены в техническом проекте и рабочей документации в соответствии с ГОСТ 24444. 3.16. Необходимость установки на сосудах термопреобразователей, установочных винтов, реперов и устройств для выверки положения сосуда на фундаменте и места их расположения должны определяться техническим проектом. 3.17. Конструкция, размеры и технические требования к стандартным деталям и другим элементам, входящим в состав сосудов должны устанавливаться по соответствующей нормативно-технической документации: к фланцам - ГОСТ 9399; к крепежным деталям - ГОСТ 10494, ГОСТ 10495, ГОСТ 11447, к линзам уплотнительным - ГОСТ 10493, опорам и внутренним устройствам - ОСТ 26-291. 3.18. Сосуды по особенностям конструкции и условиям работы должны монтироваться и эксплуатироваться в соответствии с инструкцией по монтажу, эксплуатации, осмотру, ремонту и контролю, входящей в состав технического проекта. 3.19. Внутренние устройства в сосудах (змеевики, тарелки, карзины, перегородки и др.), а также наружные металлоконструкции (лестницы, площадки и т.п.), препятствующие осмотру и ремонту соответствующих поверхностей корпуса, должны быть съемными. При применении приварных устройств должна быть предусмотрена возможность их удаления для проведения осмотра (ремонта) и последующей установки на место. 4. ТРЕБОВАНИЯ К МАТЕРИАЛАМ4.1. Общие требования4.1.1. Для изготовления деталей сосудов, работающих под давлением, должны применяться материалы, обеспечивающие их надежную работу в течение расчетного срока службы с учетом заданных условий эксплуатации. 4.1.2. Материалы по химическому составу и механическим свойствам должны удовлетворять требованиям государственных стандартов, технических условий и настоящего стандарта. Качество и характеристики материалов должны подтверждаться предприятием-поставщиком в соответствующих сертификатах. В сертификате должны быть указаны также сведения о термообработке материала на предприятии-поставщике. При отсутствии или неполноте сертификата или маркировки предприятие-изготовитель сосуда должно провести все необходимые испытания с оформлением их результатов протоколом, дополняющим или заменяющим сертификат поставщика материала. 4.1.3. При выборе материалов для изготовления сосудов должны учитываться: расчетное давление; температура стенки (минимальная отрицательная и максимальная расчетная); состав (содержание отдельных компонентов и примесей) и характер среды (коррозионноактивный, взрывоопасный, токсичный и т.п.); технологические свойства; свариваемость и коррозионная стойкость. Минимальная (отрицательная) и максимальная (положительная) температуры устанавливаются проектной организацией, указываются в техническом проекте и заносятся в паспорт сосуда. 4.1.4. Требования к основным материалам, условия их применения, назначения и виды испытаний должны удовлетворять требованиям приложений 1 - 9. 4.1.5. Коррозионностойкие стали (лист, трубы, поковки) при наличии требований в техническом проекте должны подвергаться испытаниям на стойкость против межкристаллитной коррозии по ГОСТ 6032. 4.1.6. Применение материалов, предусмотренных в приложениях 1 - 6, для изготовления сосудов, работающих с параметрами, выходящими за установленные пределы, а также применение материалов, не предусмотренных настоящим стандартом, допускается по решению Министерства, утвердившего стандарт, на основании заключения специализированной научно-исследовательской организации. Копия решения Министерства вкладывается в паспорт сосуда. 4.1.7. Допускается по согласованию с автором технического проекта и специализированной научно-исследовательской организацией применение материалов, указанных в приложениях 1 - 4 по другим стандартам и техническим условиям, если качество материала не ниже устанавливаемого настоящим стандартом (приложения 5 - 8). 4.1.8. Дополнительные требования к материалам, не предусмотренные стандартами или техническими условиями или предусмотренные «по требованию заказчика», должны быть обязательно указаны в документации технического проекта. 4.2. Сталь листовая и рулонная4.2.1. Листовая и рулонная сталь для деталей сосудов должна приниматься и соответствовать требованиям, приведенным в приложениях 1, 7, 8. 4.2.2. При заказе углеродистых сталей по ГОСТ 5520 и низколегированных сталей по ГОСТ 19282 должна быть указана категория стали. При заказе сталей по ГОСТ 5520 необходимо потребовать поставку стали с массовой долей серы не более 0,035 % и фосфора не более 0,030 % , а сталь марок 16 K , 18 K , 20К категорий 5 и 11 - поставку в нормализованном состоянии. 4.2.3. Рулонная сталь для изготовления многослойных сосудов должна приниматься по ТУ 14-1-3609, ТУ 14-1-3226, ТУ 14-1-2026 и ТУ 14-105-450. 4.2.4. Коррозионностойкая листовая сталь по ГОСТ 7350 должна быть заказана горячекатаной, термически обработанной, травленной, с обрезной кромкой, с качеством поверхности по группе М2б и при наличии требований технического проекта стойкой против межкристаллитной коррозии. По указанию автора технического проекта допускается использование листов с качеством поверхности по группе М3б и М4б. Содержание ферритной фазы должно быть оговорено в техническом проекте. 4.2.5. Листы из двухслойных сталей толщиной 25 мм и более должны заказываться по ГОСТ 10885 в термообработанном состоянии с обязательным ультразвуковым контролем и требованиями соответствующими 1-му классу сплошности сцепления слоев. 4.2.6. Значение нормативного предела текучести материала центральной обечайки не должно превышать нормативного предела текучести материала спиральной навивки, а относительное удлинение (δ5, %) должно быть не менее 18 % 4.3. Поковки4.3.1. Поковки должны изготавливаться в соответствии с требованиями ОСТ 26-01-135, ГОСТ 22790, ГОСТ 25054 по рабочей документации, утвержденной в установленном порядке. 4.3.2. Размеры поковок должны соответствовать чертежу деталей сосуда с припусками на механическую обработку, технологическими напусками и допусками на точность изготовления в соответствии с ГОСТ 7062, ГОСТ 7829 и ГОСТ 7505. В чертеже на поковку заводом-изготовителем сосуда должны быть указаны места вырезки проб для всех видов испытаний, предусмотренных ОСТ 26-01-135, а также поверхности, с которых должен проводиться ультразвуковой контроль. 4.3.3. Режимы ковки и термообработки поковок должны соответствовать установленным в действующей технической документации. 4.3.4. Поковки должны применяться в термически обработанном состоянии с обязательным ультразвуковым контролем в объеме 100% каждой поковки. Поковки из аустенитных сталей, кроме того, по требованию технического проекта на сосуд, должны быть стойкими против межкристаллитной коррозии. 4.4. Трубы4.4.1. Трубы для изготовления деталей сосудов и аппаратов должны применяться и соответствовать требованиям, приведенным в приложении 3. Не допускается применение электросварных труб по ГОСТ 10706, ГОСТ 10707. 4.4.2. Трубы для изготовления корпусов кованосварных сосудов и патрубков (штуцеров) внутренним диаметром до 500 мм включительно должны приниматься по маркам стали и техническим условиям, указанным в ОСТ 26-01-1434. 4.4.3. В теплообменных аппаратах трубы должны соответствовать требованиям раздела 2 и 10 по ОСТ 26-291 и п.4.4.1. 4.4.4. Сборочные единицы и детали трубопроводов, входящие в комплект сосуда, должны изготавливаться в соответствии с ГОСТ 22790, ГОСТ 22791, ГОСТ 22826. 4.5. Сортовая сталь4.5.1. Сортовая сталь должна выбираться и соответствовать требованиям технических условий и стандартов, указанных в приложении 4. 4.5.2. При заказе коррозионностойких сталей по ГОСТ 5949, в соответствии с требованиями технического проекта необходимо заказывать поставку в термообработанном состоянии и стойкими против межкристаллитной коррозии по ГОСТ 6032. 4.6. Крепежные и уплотнительные деталиМатериалы для изготовления основных крепежных деталей (шпилек, гаек, шайб) и уплотнительных колец и прокладок соединений корпус-крышка должны применяться соответственно по ОСТ 26-01-144 и ОСТ 26-01-86. 4.7. Сварочные материалы4.7.1. Сварочные материалы (электроды, сварочная проволока, флюсы) должны назначаться в соответствии с требованиями приложений 10 - 19. При назначении сварочных материалов необходимо учитывать допускаемую температуру эксплуатации сварных соединений, указанную в этих приложениях. Применение сварочных материалов, не указанных в приложениях, допускается по согласованию с ИркутскНИИхиммашем, а для многослойных сосудов дополнительно с ИЭС им. Е.О.Патона. 4.7.2. Сварочные материалы должны соответствовать требованиям технических условий или государственных стандартов на их поставку и иметь сертификаты. 4.7.3. Приемку, хранение и подготовку сварочных материалов перед выдачей в производство производить в соответствии с требованиями РД 26-17-049, ОСТ 26-3. 4.7.4. Для сосудов из сталей аустенитного класса, работающих при температуре стенки свыше 350°С или по требованию технического проекта, сварочные материалы должны быть подвергнуты контролю на содержание ферритной фазы по ГОСТ 9466 и ГОСТ 11878. Содержание ферритной фазы не должно быть более указанного в техническом проекте. 4.7.5. Сварочные материалы, предназначенные для сварных соединений, к которым предъявляются требования по стойкости против межкристаллитной коррозии (МКК), перед запуском в производство должны подвергаться испытаниям на стойкость против МКК по ГОСТ 6032. 4.7.6. Для аргонодуговой сварки неплавящимся электродом должны применяться вольфрамовые электроды по ГОСТ 23949 или прутки вольфрамовые лантанированные по ТУ 48-19-27. 5. ТРЕБОВАНИЯ К ИЗГОТОВЛЕНИЮ5.1. Общие требования5.1.1. Изготовление сосудов, отдельно поставляемых сборочных единиц и деталей должно производиться на предприятиях, которые располагают техническими средствами, обеспечивающими качественное изготовление в соответствии с чертежами, настоящим стандартом, Правилами Госгортехнадзора, техническими условиями и имеют разрешение органов Госгортехнадзора на изготовление. 5.1.2. Доизготовление нетранспортабельных корпусов сосудов на монтажной площадке должно производиться предприятием-изготовителем или привлеченной им специализированной организацией с ответственностью предприятия-изготовителя за качество до изготовления. 5.1.3. Сосуды, собираемые и свариваемые на монтажной площадке, должны быть предварительно собраны в заводских условиях, чтобы удостовериться в возможности сборки с заданной точностью. 5.1.4. На предприятии-изготовителе перед запуском в производство основные и сварочные материалы, полуфабрикаты должны быть проверены по сертификатам отделом технического контроля на соответствие их требованиям чертежа, настоящего стандарта, стандартов и технических условий на поставку. Данные сертификатов, а также результаты испытаний материалов сборочных единиц и деталей сосудов, должны заноситься в паспорт. 5.1.5 Процесс изготовления заготовок, деталей, сборка и сварка корпусов, контроль и испытания, приемка сосудов должны контролироваться отделом технического контроля предприятия-изготовителя с составлением необходимой документации (протоколов, актов, карт измерений, паспорта и т.п.). 5.1.6. На листах и плитах, принятых к изготовлению обечаек и днищ, должна быть сохранена в процессе изготовления сосудов маркировка металла, содержащая следующие данные: 1) марку стали (для двухслойной стали-марки основного и коррозионностойкого слоя); 2) номер партии - плавки; 3) номер листа, для листов с полистными испытаниями. Если лист и плиту разрезают на части, на каждую из них должна быть перенесена маркировка, заверенная клеймом отдела технического контроля. 5.1.7. Хранение и транспортирование материалов на предприятии-изготовителе должны быть такими, чтобы исключались механические повреждения и коррозия материалов и обеспечивалась, возможность сличения маркировки его с данными сопроводительной документации. 5.1.8. Методы разметки заготовок деталей из сталей аустенитного класса и из двухслойных сталей с коррозионностойким слоем не должны допускать повреждений рабочей поверхности деталей. Кернение допускается только по линии реза 5.1.9. Вырезка заготовок деталей сосуда может производиться любым промышленным методом. При огневых методах резки заготовок подкаливающихся сталей перлитногс класса, необходимо предусматривать припуски на последующую механическую обработку по ГОСТ 12169, а для аустенитных сталей до полного удаления зоны термического влияния. 5.1.10. На поверхностях деталей не допускаются брызги металла от термической (огневой) резки и сварки, раковины, забоины, риски, царапины и др. дефекты, если после их зачистки толщина стенки будет менее расчетной толщины. 1) для механически обрабатываемых поверхностей:
отверстий H
14, валов h
- 14, остальных 2) для поверхностей без механической обработки, в соответствии с табл. 3. Таблица 3
5.1.11. Внутренние устройства сосудов и аппаратов должны изготавливаться по рабочей документации в соответствии с требованиями нормативно-технической документации, указанной в техническом проекте. 5.1.13. Детали основного крепежа (шпильки, гайки, шайбы), уплотнительные кольца и прокладки соединений корпус-крышка, должны изготавливаться в соответствии с требованиями ОСТ 26-01-144 и ОСТ 26-01-86. 5.2. Требования к обечайкам5.2.1. Кованые5.2.1.1. Кованые обечайки и корпуса должны изготавливаться из поковок, выполненных в соответствии с требованиями ОСТ 26-01-135. 5.2.1.2. На поверхности механически обработанных обечаек и корпусов не должно быть острых кромок, заусенцев, забоин, вскрытых плен, заковов, вмятин, усадочных рыхлостей и др. дефектов. Допускается устранять выявленные дефекты на глубине до 10% толщины стенки обечайки вырубкой с последующей заваркой, зачисткой, термообработкой и контролем места заварки методами, принятыми настоящим стандартом (раздел 8) для данной марки стали. Выполненный ремонт должен быть оформлен соответствующей документацией. 5.2.1.3. Предельное отклонение от номинального размера механически обработанного внутреннего диаметра обечайки, корпуса, не должно превышать допуска Н 14 по ГОСТ 25347 на размер диаметра.
где D min , D max -минимальное и максимальное значения внутреннего диаметра, мм. 5.2.2. Обечайки вальцованные и штампованные5.2.2.1 Обечайки внутренним диаметром до 1000 мм из толстолистовой стали должны изготавливаться не более, чем с двумя продольными сварными швами, а диаметром свыше 1000 мм, из листов максимально возможной длины. Не допускается вставки шириной менее 400 мм 1) номинальный внутренний диаметр обечайки должен приниматься по фактическому диаметру изготовленного днища; 2) предельное отклонение значения внутреннего диаметра должно приниматься в соответствии с п.5.1.11 , а относительное значение «а» отклонения от круглости (овальность) не должно превышать ± 0,5% и определяться по формуле:
Где D max , D min - соответственно максимальное и минимальное значение внутреннего диаметра обечайки, мм; 3) отклонение толщины стенки обечайки, вследствие любых причин (дефектов), не должно выводить ее за пределы расчетного значения; 4) отклонение от прямолинейности образующей обечайки более ± 2мм на метр погонной длины, не допускается; 5) смещение кромок «в» в продольных швах, определяемое по внутренней поверхности должно быть не более 3мм. При этом кромки стыкуемых листов должны располагаться относительно друг друга согласно Черт.1 а. 6) отклонение от круглости (угловатость) в поперечном сечении зоны сварного шва (просвет f от шаблона длиной не менее 0,25 Д, где Д-внутренний диаметр обечайки) Черт.1б, в должно быть не более: для Д ≤ 1000 мм-0,5% Д; для Д ≥ 1000 мм-5 мм;
Продольные швы
Кольцевые швы 7) Отклонение от перпендикулярности торца обечайки относительно её оси должно обеспечивать при сборке под сварку требуемый зазор по кольцевому стыку и прямолинейность образующей корпуса по п. 5.4.2. 5.2.2.3. Для обечаек, подвергаемых механической обработке, отклонения от номинального диаметра и круглости (овальность) должны соответствовать требованиям п.п. 5.2.1.3 и 5.2.1.4. 5.2.2.4. Коррозионностойкая поверхность обечаек двухслойной стали, а также внутренняя поверхность обечаек на коррозионностойкой стали, изготовленных методом горячей штамповки или вальцовки и прошедшие термообработку, должны быть полностью очищены от окалины. 5.2.3. Центральные обечайки (для рулонированных сосудов)5.2.3.1. Толщина центральной обечайки должна быть не менее суммарной толщины трех слоев спиральной навивки рулонированной обечайки. 5.2.3.2. Центральные обечайки допускается изготавливать из нескольких листов, но не более чем из трех с продольными стыковыми сварными швами. Ширина замыкающего листа должна быть не менее 400мм. 5.2.3.3. Разделку кромок под сварку продольных швов центральных обечаек следует выполнять по ГОСТ 5264, ГОСТ 8713, ГОСТ 16098. 5.2.3.4. Размеры противоположных сторон и диагоналей развертки центральной обечайки не должны отличаться более чем на 3мм. Отклонение длины развертки не должно превышать ± 3мм. 5.2.3.5. Смещение кромок по высоте «а» при сборке продольных швов центральной обечайки не должно быть более 10% толщины листа, но не более 2,5мм (Черт. 2). При этом смещение кромок по внутренней поверхности обечайки из двухслойной стали не.. должно быть более 1мм. Смещение кромок по наружной поверхности должно быть плавно зачищено на ширине не менее 30мм.
а) – смещение кромок S – толщина листа Черт. 2 5.2.3.6. Совместный увод кромок (угловатость) в продольных сварных швах центральной обечайки не должен превышать 1,5мм. Угловатость сварного шва определяется по шаблону, длина которого должна быть не менее 0,25 внутреннего диаметра обечайки (Черт.1). 5.2.3.7. Центральная обечайка должна быть перед навивкой слоев откалибрована. Отклонение от круглости (ГОСТ 24642) обечайки на любом участке окружности длиной не менее 0,25 внутреннего диаметра (Д) не должно превышать 1,5мм (Черт.1). 5.2.3.8. После сварки усиление продольного шва по наружной и внутренней поверхностям обечайки должно быть снято. В технически обоснованных случаях допускается усиление сварного шва с внутренней поверхности обечайки не снимать. 5.2.3.9. Разность длин окружностей, измеренных на обечайке по двум торцам должна быть не более 4мм.
Для двухслойной стали глубина зачистки не должна выводить плакирующий слой за минимальную его толщину по ГОСТ 10885. Отслоение плакирующего слоя по кромкам разделки под сварку не допускается. Устранение отслоений производится по решению Главного конструктора предприятия-изготовителя. 5.2.3.11. Отклонение образующей обечайки от прямолинейности не должно быъ более 1,5 мм на всей длине. 5.2.4. Рулонированные обечайки5.2.4.1. При изготовлении рулонированной обечайки, для получения правильной концентрической формы, в начале (на центральной обечайке) и конце спиральной навивки следует располагать одну над другой клиновые вставки. 5.2.4.2. Клиновые вставки должны соответствовать требованиям: 1) ширина (по окружности обечайки) - не менее 300мм для обечаек внутренним диаметром до 1400мм и не менее 600мм при диаметре свыше 1400; 2) длина - на всю длину обечайки. Допускается изготавливать из отдельных частей, не сваренных между собой; 3) толщина тонкого конца - не более 0,3мм, толщина противоположного конца должна быть равна толщине рулонной стали; 4) поверхность не должна иметь неровностей, уступов, подрезов размерами более 0,3мм. 5.2.4.3. Расстояние между продольным швом центральной обечайки и началом клиновой вставки должно быть не менее трех толщин центральной обечайки. Зазор в стыковом соединении между клиновой вставкой и началом спиральной навивки должен находиться в пределах (10 ± 2) мм, а между клиновой вставки и концом спиральной навивки (2 ± 1) мм. 5.2.4.4. При изготовлении рулонированной обечайки из двух и более рулонов сварной шов, соединяющий концы рулонных полос, должен быть стыковым по ГОСТ 5264, ГОСТ 8713 и выполнен без приварки к нижележащему слою. Усиление шва должно быть зачищено заподлицо с основным металлом 5.2.4.5. Число спиральных слоев в многослойной рулонированной обечайке должно быть не менее семи слоев без учета клиновых вставок. 5.2.4.6. Замыкающий шов рулонированной обечайки должен быть выполнен в соответствии с Черт.3.
5.2.4.7. Наружный кожух должен быть изготовлен из листовой стали толщиной не менее суммарной толщины двух слоев спиральной навинки, при этом допускается изготавливать из нескольких листов, но не более чем из трех с продольными стыковыми швами. Допускается изготавливать кожух, из двух концентрических слоев рулонной стали. 5.2.4.8. Разделка кромок под сварку замыкающих продольных швов наружных кожухов должна соответствовать Черт.4. При толщине слоев кожуха 5 мм и менее разделку допускается выполнять без скоса кромок.
5.2.4.9. Замыкающий продольный сварной шов наружного кожуха должен быть смещен относительно шва приварки клиновой вставки по длине окружности не менее чем на значение наружного диаметра. Продольные швы кожуха из концентрических слоев рулонной стали должны быть смещены относительно друг друга не менее чем на 30° по дуге. 5.2.4.10. Рулонированные обечайки по внутреннему диаметру после намотки слоев и кожуха должны отвечать требованиям: 1) отклонение от номинального размера - в соответствии с п. 5.1.11 перечисление 2); 2) отклонение от круглости (овальность) обечайки не должно приводить при сборке корпуса под сварку к смещению кромок более норм, указанных в п.п. 5.12.3, 5.12.4; 3) отклонение от круглости (угловатость) в поперечном сечении зоны продольного сварного шва-в соответствии с п. 5.2.3.7. 1) от 0,1 до 0,3мм, включительно, суммарной протяженностью более 10% длины развертки спиральной навивки и наружного кожуха в обечайках внутренним диаметром до 1400 мм, включительно; 2) от 0,3 до 1мм суммарной протяженностью более 2% длины развертки спиральной навивки сосудов диаметром до 1400мм; 3) от 0,1 до 0,6мм суммарной протяженностью не более 5% и от 0,6 до 1,5мм включительно суммарной протяженностью не более 1% длины развертки спиральной навивки и наружного кожуха в обечайках внутренние диаметром свыше 1400мм. В зонах продольных сварных швов рулонированных обечаек допускаются местные зазоры до 2,5мм, которые после механической обработки торцев перед наплавкой должны быть заполнены вставками из рулонной стали навитых слоев или из листовой стали марок Ст3СП, 20, 09Г2С, 10Г2С1. 5.2.4.12. Для создания дренажной системы и выхода диффундирующих газов в многослойной рулонированной обечайке до наплавки торцев должны быть просверлены отверстия на расстоянии 50-130мм от торца на всю толщину многослойной части до первого слоя спиральной навивки. Диаметр отверстия должен быть не менее 8мм. Отверстия необходимо располагать равномерно по длине наружной окружности с шагом не более одного метра. При этом, число отверстий должно быть не менее 4 с каждого торца, но не более 8. 5.2.4.13. После намотки торцы рулонированных обечаек должны быть механически обработаны, наплавлены и вновь механически обработаны под сварку. Форма разделок под наплавку и сварку должна соответствовать указанным в приложении 20. В технически обоснованных случаях по согласованию с ИркутскНИИхиммашем допускается не наплавлять торцы рулонированных обечаек. 5.2.4.14. Толщина наплавленного металла с учетом проплавления на торцах рулонированных обечаек после механической обработки наплавки должна быть не менее 8 мм для обечаек с внутренним диаметром до 1400мм, включительно и не менее 10мм - для обечаек с внутренним диаметром более 1400мм. В зоне между наружным кожухом и последним слоем спиральной навивки обечайки допускается уменьшение толщины наплавки на 2 мм. 5.2.4.15. На наплавленных торцах допускается утяжка кромок рулонированных обечаек и искривление образующих внутренней и наружной поверхностей на участке до 20мм от края разделки. Утяжка кромки внутренней поверхности не должна быть более 5мм в сторону увеличения диаметра. Утяжка кромки по наружной поверхности не нормируется. 5.3. Требования к выпуклым штампованным днищам, крышкам и горловинам5.3.1. Штамповка и термообработка монолитных и многослойных выпуклых днищ эллиптической и полушаровой формы, крышек и горловин должны производиться по технологии предприятия-изготовителя. Изготовление плоских отбортованных и слабовыпуклых днищ должно производиться из поковок в соответствии с формой и расчетами на прочность по ОСТ 26-1046. 5.3.2. Заготовки из толстолистовой стали или кованокатанных плит допускается изготовлять сварными не более чем из трех частей, с применением ручной дуговой, автоматической под слоем флюса или электрошлаковой сварки. При этом расстояние от оси сварного шва, расположенного по хорде, до центра заготовки должно быть не более 1/5 внутреннего диаметра днища. 5.3.3. Заготовки днищ из кованокатанных плит стали марки 22Х3М после электрошлаковой сварки и термообработки должны быть механически обработаны с двух сторон по толщине днища, указанной в техническом проекте. Припуски на механическую обработку заготовки назначаются рабочей документацией предприятия-изготовителя. 5.3.4. Днища, крышки и горловины, изготовленные из коррозионностойкой стали аустенитного класса методом горячей штамповки, а также прошедшие термообработку, должны быть очищены от окалины. По согласованию с автором технического проекта допускается удаление окалины механическим путем (например, дробеструйным) без травления. 5.3.5. В деталях, изготавливаемых штамповкой, допускается утонение стенки до 15% исходной толщины заготовки. Утонение учитывается при расчете толщины стенки днища по ГОСТ 25215. 5.3.6. Отклонение внутреннего диаметра цилиндрической части штампованной детали не должно превышать ± 0,5% его номинального размера. Допускается при изготовлении сосудов единичного производства отклонение внутреннего диаметра ± 1,0% номинального размера при условии соблюдения допусков на смещение кромок при сборке корпусов в соответствии с требованиями к корпусам должно соответствовать подразделу 5.10. 5.3.7. Отклонение от круглости цилиндрической части штампованной детали не должно превышать допуска на размер внутреннего диаметра. 5.3.8. Для обеспечения стыковки штампованного днища, горловины с цилиндрической частью сосуда допускается производить механическую обработку наружной и внутренней поверхностей у торца с плавным переходом к необработанной поверхности, при этом, толщина стыкуемой кромки должна быть не менее расчетной, угол переходной обработанной части должен быть не более 15°. 5.3.9. Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Предельные отклонения размеров и форм деталей устанавливаются нормативно-технической документацией предприятия-изготовителя. 5.4. Требования к корпусам5.4.1. Отклонение длины корпуса сосуда не должно превышать её номинального значения, но не более ± 75мм. 1) для кованых, кованосварных, вальцованных и штампованных 2мм на 1 м длины корпуса, 10мм - при длине корпуса до 10м, 20мм - при длине корпуса св. 10м. 2) для рулонированных 2мм на 1 м длины корпуса, 30 мм на всю длину корпуса без учета допускаемой местной непрямолинейности в местах сварных швов, зоне вварки штуцеров в корпус. 5.4.3. Отклонение от прямолинейности образующей внутренней поверхности цилиндра корпуса, для сосудов с внутренними устройствами или вставляемой антикоррозионной защитой (футеровкой), не должно быть более: 1) для кованых, кованосварных, вальцованных и штампованных 0,5мм на 1м длины корпуса, 5мм - при длине корпуса до 10м, 10мм - при длине корпуса св. 10 м; 2) для рулонированных 2 мм на 1 м длины корпуса, 10 мм - при длине корпуса до 10м, 15 мм - при длине корпуса св. 10м. 5.4.4. Отклонение от круглости (овальность) по внутреннему диаметру корпуса сосуда не должно быть более: 1) для кованых и кованосварных должно соответствовать подпункту 5.2.1.4 в пределах значений допусков на диаметр H 14 по ГОСТ 25347; 2) для рулонированных, вальцованосварных и штампосварных должно соответствовать подпункту 5.2.2.2, перечисление 2. 5.4.5. Изготовление сосудов, требующих для установки внутренних устройств и футеровки соблюдения особой точности размеров внутреннего диаметра корпуса и минимальных отклонений форм и расположения поверхностей, должно производиться по специальным техническим условиям. 5.5. Требования к конструктивной, тенологической, антикоррозионной наплавке и футеровке5.5.1. Конструктивная и технологическая наплавки, выполняемые с целью упрощения конструкции и технологии сварки сталей одного структурного класса, но разного легирования или различных структурных классов, должны выполняться в соответствии с требованиями настоящего стандарта и технического проекта. 5.5.2. Торцы кованых деталей из сталей марок 22Х3М и 20Х2МА, свариваемые с рулонированными обечайками, перед сваркой кольцевых швов должны быть наплавлены. 5.5.3. Кованые детали перед наплавкой должны быть термообработаны для обеспечения требуемых механических свойств. Допускается, в технически обоснованных случаях, проводить термическую обработку после наплавки. Наплавляемые торцы должны быть механически обработаны и проконтролированы, и соответствовать подпункту 8.6.4.1 (таблица 13). Дефекты должны быть удалены. Подварку и контроль дефектных мест производить в соответствии с требованиями настоящего стандарта. Конструктивные элементы разделки кромок под наплавку в соответствии с приложением 20. 5.5.4. Толщина низколегированной наплавки на торцах поковки после механической обработки должна быть не менее 12мм при сварке со сталью 08Г2СФБ и 10 мм-со сталями 12ХГНМ, 12ХГНМФ, 15ХГНМФТ, оптимальная толщина наплавки может определяться расчетом. Толщина аустенитной наплавки должна быть не менее 8мм. 1) 1,5% - при сварке с рулонированными обечайками из сталей 12ХГНМ, 12ХГНМФ, 15ХГНМФТ; 2) 0,3% - при сварке с рулонированными обечайками из стали 08Г2СФБ для корпусов сосудов и аппаратов, не подвергаемых последующей термообработке; 3) 0,6% - подвергаемых термообработке при температуре свыше 580°С. 5.5.6. Футеровка крышек, днищ, фланцев (горловин), обечаек и штуцеров должна изготавливаться из коррозионостойких материалов, указанных в техническом проекте. На крышках, днищах, фланцах (горловинах), трубных решетках, монолитных обечайках и штуцерах допускается производить антикоррозионную защитную наплавку. Толщина антикоррозионной наплавки назначается техническим проектом из условия обеспечения антикоррозионной защиты сосуда, аппарата в рабочих средах. Толщина антикоррозионной наплавки, защищающей технологические углеродистую и низколегированную наплавки на деталях из сталей 22Х3М и 20Х2МА должна быть не менее 8мм. 5.6. Требования к изготовлению, приварке (вварке) штуцеров к корпусу5.6.1. Изготовление штуцеров должно производиться по рабочим чертежам и технологическим процессам предприятия-изготовителя. Требования к заготовкам штуцеров внутренним диаметром до 200мм - по ГОСТ 22790, диаметром, свыше 200мм - по OCT 26-01-135. 5.6.2. При вварке штуцера не должно быть пересечения сварного шва штуцера и продольного шва обечайки, в т.ч. центральной обечайки многослойного сосуда. Расстояние между этими швами должно быть не менее половины Д вн штуцера, но не менее толщины стенки сосуда. При размещении штуцеров остальные швы рулонированной обечайки не учитываются. 5.6.3. На штуцерах из стали 22Х3М и 20Х2МА, ввариваемых в многослойную стенку, производится технологическая низколегированная наплавка свариваемых кромок и выступа под притупление. Толщина наплавки после механической обработки должна быть не меннее 15 мм. Форма разделок под наплавку в соответствии с приложением 20. 5.6.4. При вварке штуцеров в многослойную обечайку с центральной обечайкой из биметалла должна производиться антикоррозионная наплавка торца штуцера на толщину не менее 8 мм в соответствии с приложением 20. 5.6.5. Вварка штуцеров внутренним диаметром равным или более 200 мм в многослойную обечайку на полную толщину стенки должна производиться после приварки к ней смежных элементов корпуса сосуда. 5.6.6. Для штуцеров, ввариваемых на полную толщину стенки, поверхность отверстия под штуцер в многослойной обечайке и скосы дополнительных слоев укрепления отверстия должны быть наплавлены. Для штуцеров, ввариваемых на неполную толщину стенки рулонированной обечайки в соответствии с приложением 20, Черт.4, наплавку поверхности отверстия в месте вварки штуцера производить с диаметра отверстия более 100мм. Вырезка отверстий и наплавка поверхности отверстия должны выполняться после наплавки торцев многослойной обечайки и скосов дополнительных слоев. Вырезка отверстий должна производиться механическим способом. Наплавка поверхности отверстий должна производиться автоматической сваркой под флюсом или ручной электродуговой сваркой валиками, располагающимися поперек слоев навивки. Толщина наплавки в отверстиях после механической обработки должна быть не менее 8мм. 5.6.7. При сборке зазор между кромками отверстий и штуцером в диаметрально-противоположных местах должен быть равномерным. Смещение кромок по притуплению должно быть не более 3мм 5.6.8. Вварка штуцеров в многослойную стенку с полным проваром по толщине стенки должна производиться с общим или местным предварительным и сопутствующим подогревом до температуры не ниже 150°С. При местном подогреве нагрев открытым пламенем производить непосредственно в разделку. Ширина кольцевого пояса подогрева обечайки и штуцера должна быть не менее 100мм от кромки отверстия. 5.6.9. Конструктивные элементы разделки кромок под вварку (приварку) штуцеров в рулонированные и монолитные обечайки в соответствии с приложением 20, Черт.4 - 7. В технически обоснованных случаях по согласованию с ИркутскНИИхиммашем допускается применение других форм разделок. 5.6.10. При вварке (приварке) штуцеров необходимо обеспечить с наружной стороны разделки плавный переход наплавленного металла (по радиусу) от корпуса к штуцеру. Исполнительные размеры плавного перехода должны быть не менее значения радиуса, указанного в техническом проекте. Для сталей 22Х3М и 20Х2МА на внутренней поверхности сварных швов приварки штуцера, без исправления расточкой, допускаются плавные местные выборки округлой формы с соотношением их глубины к диаметру 1:10, при этом глубина выборки не должна выводить толщину стенки штуцера за пределы расчетного значения и не должна превышать ± 2,5% внутреннего диаметра штуцера, но не более 10мм. 5.6.11. Сварные соединения вварки (приварки) штуцеров должны подвергаться термической обработке в соответствии с требованиями подраздела 5.13. 5.6.12. При установке (приварке, вварке) штуцеров на обечайках, днищах и крышках смещение оси штуцера от проектного положения должно быть не более-10 мм, перекос оси штуцера не должен быть более ± 1°. 5.7. Требования к опорам и приварным элементам5.7.1. К корпусу сосуда на преприятии-изготовителе должны быть приварены элементы (ребра, накладные листы, переходные обечайки, штыри и др.), для крепления опор, обслуживающих площадок, трубопроводов, теплоизоляции, строповочных устройств, табличек и др. и намечены места крепления (приварки) опор, если они по условиям транспортирования поставляются отдельно. Допускается производить технологические и конструктивные наплавки на деталях корпуса, для приварки опор и приварных элементов. 5.7.2. Приварка опор, приварных элементов и наплавка к несущим частям корпуса должны производиться до окончательной термической обработки корпуса. 5.7.3. Материалы для изготовления привариваемых к корпусу элементов для крепления опор, обслуживающих площадок, трубопроводов, теплоизоляции, строповочных устройств, табличек и т.п., а также материалы для накладок должны быть определены техническим проектом на сосуд. Не допускается применение кипящих сталей, сталей с содержанием углерода более 0,25% и сталей требующих термообработки после сварки на монтаже. 5.8. Требования к внутренним устройствамВнутренние устройства аппаратов (змеевики, отводы и трубы гнутые, тарелки, корзины, перегородки и др.) должны соответствовать разделам 1, 3, 9, 10 ОСТ 26-291. 5.9. Требования к сварке5.9.1. Корпуса сосудов и аппаратов должны изготовляться по технологическим процессам и производственным инструкциям предприятия-изготовителя и в соответствии с требованиями настоящего стандарта. 5.9.2. Сосуды и их элементы в зависимости от конструкции и размеров могут быть изготовлены с применением следующих видов сварки: 1) ручной электродуговой покрытыми электродами; 2) автоматической под флюсом; 3) электрошлаковой (сварка плоских заготовок и продольных швов обечаек); 4) ручной, механизированной и автоматической в среде аргона; 5) автоматической под флюсом по слою металлической крошки с поперечными колебаниями электрода (наплавка торцев рулонированных обечаек и монолитных деталей); 6) автоматической под флюсом с подачей в зону дуги нетоковедущей присадочной проволоки сплошного сечения-копир-присадки (сварка кольцевых швов корпуса сосуда). Применение других видов сварки должно быть согласовано с ИркутскНИИхиммашем, а для многослойных сосудов дополнительно с ИЭС им. Е.О. Патона. При изготовлении опор допускается применять механизированную и автоматическую сварку в среде углекислого газа (за исключением приварки опор к корпусу сосуда). 5.9.3. Сварочные работы при изготовлении сосудов и их элементов должны производиться при положительных температурах в закрытых помещениях. 5.9.4. Допускается производить доизготовление корпусов сосудов со сваркой углеродистых, кремнемарганцовистых и аустенитных сталей на открытых площадках. Минимальная отрицательная температура окружающего воздуха, при которой допускается сварка, а также условия сварки приведены в табл.4. Сварщик, место сварки должны быть защищены от воздействия дождя, ветра и снега. Таблица 4
Сварщики должны допускаться к тем видам работ, которые указаны в их удостоверении. 5.9.6. Подготовка кромок под сварку должна производиться механическими методами. Для монолитных деталей из углеродистых и кремнемарганцовистых сталей допускается подготовку кромок производить газовой или плазменной резкой с последующей зачисткой поверхности реза до чистого металла. 5.9.7. Форма подготовки кромок под сварку должна соответствовать требованиям ГОСТ 5264, ГОСТ 8713, ГОСТ 16098, ГОСТ 14771, ГОСТ 15164 технических проектов, приложений настоящего стандарта и другой нормативно-технической документации. Форма подготовки кромок под сварку стыковых соединений элементов разной толщины устанавливается техническим проектом. 5.9.8. Механическая обработка кромок рулонированных обечаек под наплавку, вварку штуцеров, сверление дренажных отверстий должна производиться без охлаждающей жидкости. 5.9.9. Свариваемые кромки и поверхности, прилегающие к ним на ширине не менее 30мм, а под электрошлаковую сварку на ширине не менее 50мм, должны быть зачищены от ржавчины, масла, окалины и прочих загрязнений до чистого металла и обезжирены. Подготовленные кромки подвергаются визуальному контролю для выявления пороков металла. Трешины, закаты, расслоения, вмятины, а для двухслойной стали отслоения коррозионностойкого слоя-не допускаются. Обнаруженные дефекты должны быть устранены, а места выборок заварены в соответствии с требованиями настоящего стандарта, зачищены заподлицо и проконтролированы в соответствии с п. 8.6.4.1. 5.9.10. При толщине монолитной стенки более 36мм зона, прилегающая к кромкам шириной равной толщине стенки, но не менее 50мм, должна быть проконтролирована ультразвуковым методом дефектоскопии. При этом качество зоны, прилегающей к кромкам, должно соответствовать требованиям сплошности листа по классу 1 ГОСТ 22727. 5.9.11. В зависимости от марки свариваемой стали и толщины стенки сосуда сварка, наплавка элементов и корпусов сосудов должна производиться с подогревом в соответствии с табл. 5. Температура сварных соединений, наплавленных элементов из хромомолибденовых сталей, за исключением рулонных (марки 12ХГНМ, 12ХГНМФ, 15ХГНМФТ), после начала сварки (наплавки) и до посадки в печь на термическую обработку не должна быть ниже температуры подогрева, указанной в табл. 5. Допускается до окончательной термической обработки делать после сварки перерыв или низкотемпературный отпуск "отдых" по нормативно-технической документации специализированной организации по термической обработке. При местном подогреве ширина зоны нагрева до температуры подогрева должны быть не менее 100 мм в каждую сторону от кромки разделки. Нагрев по длине сварного соединения должен быть равномерным. Ввиду плохой теплопередачи многослойной стенки, местный подогрев рулонированных обечаек должен производиться с внутренней поверхности или с наружной непосредственно в разделку под сварку при непрерывном перемещении газовой горелки вдоль разделки. Таблица 5
Продолжение табл.5
*Подогрев при электрошлаковой сварке не требуется при любой толщине элементов. **Подогрев до 150-200°С при сварке с элементами из сталей марок 20Х2МА, 22Х3М назначается при условии предварительной наплавки кромок элементов низколегированными сварочными материалами. 5.9.12. Все сварные швы корпусов сосудов и аппаратов подлежат клеймению, позволяющему установить сварщика, выполнившего эти швы. Клейма наносятся на основном металле на расстоянии 20-50 мм от линии сплавления сварного шва с наружной стороны корпуса: 1) для продольных швов-в начале и конце шва на расстоянии 100 мм от кольцевого шва; 2) для кольцевых швов - в месте пересечения их с продольными и далее через каждые 2 м, но не менее двух клейм на каждом шве. 5.9.13. Если шов выполняли два и более сварщика, то ставятся клейма каждого сварщика. Клейма наносятся в виде дроби: в числителе которой ставятся клейма сварщиков, выполнявших сварку с наружной стороны корпуса, в знаменателе - с внутренней. 5.9.14. Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской. Допускается вместо клеймения сварных швов прилагать к паспорту сосуда схему расположения швов с указанием фамилий сварщиков и их подписями. 5.10. Требования к сборке и сварке корпусов5.10.1. При сборке корпусов сосудов под сварку кольцевых швов продольные швы смежных монолитных обечаек и концевых деталей должны быть смещены относительно друг друга на расстояние равное не менее чем трехкратной толщине наиболее толстого элемента, но не менее чем на 100мм. Смещение продольных швов рулонированных обечаек (швов центральных обечаек и наружного кожуха) относительно продольных швов смежных рулонированных и монолитных обечаек, а также концевых деталей должно быть не менее 100мм. 5.10.2. Смещение кромок по внутреннему диаметру монолитных смежных обечаек и концевых деталей, собранных под сварку, не должно превышать 5мм. Для вальцованных и штампосварных сосудов, не подвергаемых механической обработке, на внутренней поверхности допускаются местные смещения до 7мм общей длиной до 20% длины развертки. Для сосудов из двухслойных сталей значение смещения не должно превышать толщины коррозионностойкого слоя. Допускается местные смещения кромок до 7 мм общей длиной до 10% развертки, но не более толщины коррозионностойкого слоя. Смещения более 5 мм для сосудов из однослойных сталей и более 3мм - для сосудов из двухслойных сталей должны быть выравнены наплавкой с уклоном 1:5. 5.10.3 При сборке многослойных рулонированных обечаек между собой и с монолитными элементами под сварку кольцевых швов смещение кромок разделки «а» не должно быть более 3 мм, смещение «б», измеренное на расстоянии 20мм от кромки разделки, не более 5 мм для стыкуемых элементов из углеродистых, низколегированных и высоколегированных сталей (Черт. 5). При стыковке двух рулонированных обечаек местное смещение «б» кромок до 7мм на длине развертки до 10% допускается выравнивать наплавкой шириной до 50мм от кромки разделки с последующей плавной зачисткой.
Черт. 5 5.10.4. При стыковке рулонированных обечаек, центральные обечайки которых изготовлены из двухслойной стали, смещение «б» должно быть более 3 мм. Допускается на 10% длины развертки центральной обечайки смещение кромок до 5 мм при условии, если по всей длине стыка внутренний диаметр одной обечайки больше другого и если техническим проектом не оговорены более жесткие требования. 5.10.5. Сборка под сварку должна производиться с помощью прихваток или временных технологических креплений (установка скоб, планок, клиньев и т.п.). Прихватка и приварка временных технологических креплений должна производиться аттестованными сварщиками по п. 5.9.5 с использованием сварочных материалов, с соблюдением всех технологических приемов и условий сварки для свариваемой стали. 5.10.6. При сборке элементов из сталей марок 20Х2МА и 22Х3М допускается приварку временных технологических креплений при сборке производить электродами марки ЭА-395/9 или АНЖР-2, АНЖР-3у с местным подогревом до температуры не менее 150°С. 5.10.7. Дефекты, обнаруженные визуально в прихватках, перед сваркой шва должны быть удалены механическим способом. 5.10.8. Места приварки временных технологических креплений, после их удаления, на деталях, не подвергающихся последующей механической обработке, должны быть зачищены заподлицо с основным металлом и проконтролированы магнитопорошковым или цветным методами. Трещины и следы аустенитного металла не допускаются. При удалении дефектов допускаются плавные местные выборки округлой формы в соотношении глубины к диаметру 1:10. Глубина выборки не должна выводить толщину стенки детали за пределы расчетного значения и должна быть не более 10мм. Полнота удаления аустенитного наплавленного металла контролируется методом травления. 5.10.9. Правильность сборки элементов сосудов перед сваркой (взаимное расположение деталей, отклонение от прямолинейности образующей цилиндра, зазор в стыке, смещение кромок и т.д.) должны быть приняты отделом технического контроля. Примечание. Угол скоса кромки рулонированной обечайки в собранных стыках не является сдаточной величиной. 5.10.10. При сварке кольцевых швов корпусов в рулонированном исполнении должны быть приняты меры, исключающие раскатку наружной поверхности и торца рулонированных обечаек от контакта с металлическими роликоопорами и упорным роликом. 5.11. Требования к металлу шва и сварным соединениям5.11.1. Механические свойства сварных соединений должны соответствовать приведенным в табл.6. При этом допускается снижение: 1) предела прочности и текучести металла кольцевых швов монолитных обечаек, сваренных между собой и с концевыми элементами до 0,9 минимальных значений предела прочности и текучести основного металла, регламентируемых стандартами или техническими условиями на поставку; 2) предела прочности и текучести металла кольцевых швов, соединяющих рулонированные обечайки между собой и с монолитными элементами, а также замыкающих швов рулонированных обечаек (Черт. 3) до 0,75 минимальных значений предела прочности и текучести рулонных сталей, регламентируемых техническими условия на их поставку. При расчете толщины стенки корпуса, указанные снижения прочностных свойств металла шва не учитываются. 5.11.2. Твердость всех зон сварного соединения на наружной поверхности корпуса сосуда, аппарата и на контрольных образцах при макроисследованиях должна соответстовать требованиям табл.7. Твердость аустенитного наплавленного металла на поверхности трубной решетки и сварных соединений двухслойной стали не должна превышать 200НВ. 5.11.3. Массовая доля хрома в сварных швах элементов корпуса из стали 22Х3М и 20Х2МА, работающих при температуре свыше 200°С в водородосодержащих средах, должна быть не менее 2%. 5.11.4. Сварные соединения по результатам измерения признаются неудовлетворительными и подлежат исправлению, если будут выявлены: 1) смещение кромок свариваемых элементов свыше норм, установленных настоящим стандартом или техническими условиями; 2) отклонение от геометрии швов свыше норм, установленных чертежами, при этом ширина усиления кольцевых швов, соединяющих рулонированные обечайки между собой и с монолитными деталями являются факультативной величиной. 5.11.5. По результатам макроисследований сварных соединений не допустимы следующие дефекты: 1) трещины любых размеров и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла; 2) продолжения межслойных зазоров (усов) в наплавленном металле длиной более 0,8 мм в любом направлении (для многослойных сосудов); 3) непровары (несплавления), расположенные у поверхности и по сечению соединения (между основным металлом, металлом наплавки и металлом шва, а также между отдельными валиками и слоями); 4) отдельные поры и шлаковые включения линейным размером более 2,5мм и более 1 шт, или мелкие, имеющие суммарный линейный размер более 2,5мм, выявленные на полосе шириной 10 мм, проходящей по высоте сварного шва, толщиной до 50мм включительно в зоне с наибольшим числом пор и шлаковых включений; Таблица 6 Механические свойства соединений
* KCU , KCV -ударная вязкость, определенная на образцах с концентраторами вида U (Менаже) и вида V (Шарпи). Таблица 7 Оценка качества сварных соединений по твердости
Продолжение табл.7
5) отдельные поры и шлаковые включения линейным размером более 4 мм и более 3 шт., или мелкие, имеющие суммарный линейный размер более 12 мм, выявленные на полосе шириной 10 мм, проходящей по высоте сварного шва толщиной свыше 50 мм в зоне с наибольшим числом пор и шлаковых включений. При этом расстояние между допустимыми дефектами по высоте полосы должно быть не менее трех линейных размеров максимального дефекта. Для аустенитной наплавки на трубную решетку и другие элементы корпуса сосуда не допускаются: 1) трещины всех видов и направлений; 2) непровары, несплавления; 3) скопление газовых пор и шлаковых включений; 4) отдельные поры и шлаковые включения линейным размером более 1мм или мелкие имеющие суммарный линейный размер более 1мм, выявленные на шлифе длиной 50мм. 5.11.6. Качество сварных соединений и наплавки по результатам микроисследований считается неудовлетворительным, если в наплавленном металле и в зоне термического влияния будут выявлены микротрещины. В зоне термического влияния основного металла не допускаются закалочные мартенситные структуры с твердостью более 270 ед. НВ, а также видманштетова структура крупнее 3 балла-по ГОСТ 5640. 5.11.7. Качество сварных соединений и наплавок по результатам неразрушающих методов контроля должно соответствовать подразделу 8.7. 5.12. Требования к исправлению дефектов в сварных соединениях5.12.1. Сварные соединения с недопустимыми дефектами подлежат исправлению. Исправление одного и того же дефектного места допускается не более трех раз, а на аустенитных: сталях не более двух раз, после чего шов бракуется. 5.12.2. Выборка дефектов должна производиться механическим способом. Допускается для удаления дефектов в монолитных сварных соединениях из углеродистых и кремнемарганцовистых сталей использовать воздушно-дуговую строжку, с последующей механической обработкой поверхностей реза на глубину не менее 1,5мм, считая от максимальной впадины реза. 5.12.5. Допускается после исправления дефектов не производить термическую обработку сварных соединений из углеродистых и кремнемарганцовистых сталей, прошедших термическую обработку до устранения дефектов, если глубина выборки составляет не более 20% толщины стенки, но не более 24мм для углеродистых и не более 20мм для кремнемарганцовистых сталей при общей длине выбранных участков не более 5% длины шва. 5.12.6. Отремонтированные дефектные участки должны быть подвергнуты тем же видам контроля, что и сварное соединение в объеме 100% в соответствии с подразделом 8.6.4. 5.13. Требования к термической обработке сварных соединений корпусов и их элементов5.13.1. Сварные соединения, выполненные ЭШС, независимо от марки стали и толщины свариваемых элементов должны подвергаться нормализации или закалке с отпуском по режиму для основного металла. 5.13.2. Сварные соединения и наплавки, выполненные другими видами сварки (кроме ЭШС) подвергаются термической обработке (высокому отпуску) в соответствии с табл. 8. Таблица 8
Продолжение табл. 8
Продолжение табл. 8
*Скорость нагрева уточняется заводом-изготовителем, исходя из толщины стенки и конструктивных особенностей термообрабатываемого узла и корпуса сосуда. **Температура отпуска сварных соединений стали 14ХГС уточняется заводом-изготовителем и должна быть на 20-30°С ниже температуры отпуску свариваемых деталей. Примечания: 1. Допускается в обоснованных случаях для стали марки 08Г2СФБ после сварки рулонированных обечаек между собой и с монолитными элементами не производить термообработку отдельных замыкающих кольцевых швов толщиной свыше 160 мм. При этом сварка должна производиться по специальной технологии предприятия-изготовителя. 2. Кольцевые швы рулонированных сосудов, работающих при температуре стенки ниже минус 20 °С, по требованию технического проекта подвергаются термической обработке-отпуску, независимо от толщины стенки. 3. Для сталей 20, 20К, 22К, 09Г2С, 10Г2С1, 16ГС допускается температуру отпуска повышать до 650°С при условии обеспечения требуемых механических свойств металла и сварных соединений. 4. Температура печи при посадке элементов или корпусов из двухслойных сталей должна быть не выше 200°С. 5.13.3. Объемной термической обработке после сварки продольных швов по режимам, указанным в табл. 8, подвергаются: 1) монолитные обечайки (в том числе центральные обечайки рулонированных царг), патрубки и другие элементы корпуса, изготовленные вальцовкой, из углеродистых и кремнемарганцовистых сталей с плакирующим слоем или без него, если толщина стенки (S) превышает значение, вычисленное по формуле S = 0,009 (Д вн +1200), где Д вн - внутренний диаметр элемента, мм; 2) центральные обечайки независимо от диаметра и толщины стенки при отсутствии доступа вовнутрь рулонированных сосудов для осмотра и контроля продольных швов этих обечаек в процессе освидетельствования. 5.13.4. При наличии в техническом проекте требований по обеспечению стойкости против межкристаллитной коррозии необходимость и режимы термической обработки сварных соединений элементов из двухслойных сталей, для которых по условиям п.п. 5.13.1, 5.13.2, 5.13.3 термическая обработка необходима, определяется техническим проектом. Термообработка сварных соединений (стабилизирующий отжиг или аустенизация) коррозионностойких сталей, эксплуатируемых при температуре свыше 350°С в средах, вызывающих межкристаллитную коррозию, а также коррозионное растрескивание, определяется техническим проектом. 5.13.5. Для сварных соединений из сталей марки 20Х2МА и 22X3М допускается проведение промежуточных отпусков при температуре на 50-60°С ниже температуры отпуска основного металла. 5.13.6. При объемной термической обработке посадка в печь многослойных блоков или корпусов должна производиться при температуре печи не более 150°С. При температуре посадки производится выдержка, время (Т) которой в часах определяется по формуле: Т ≥ S /50, Где S -толщина многослойной стенки, мм. Скорость нагрева до температуры отпуска не должна превышать 30°С/ч. 5.13.7. Допускается проведение местного отпуска кольцевых швов монолитных элементов и корпусов сосудов, при этом по всей длине шва и примыкающих к нему зон основного металла на ширину не менее двух толщин стенки, но не менее 100мм в обе стороны от кольцевого шва, должен быть обеспечен нагрев в пределах, заданных для термической обработки температур, а также соблюдены условия нагрева и охлаждения. 5.13.8. Приварка внутренних и наружных устройств к корпусам сосудов, подвергаемых термической обработке, должна производиться до термической обработки. 5.13.9. Число высокотемпературных обработок (нормализация, закалка) сварного соединения должно быть не более трех. Число отпусков не ограничивается. 5.13.10. Допускается термическую обработку сварных соединений элементов корпуса днищ и других элементов корпуса и углеродистых и низколегированных кремнемарганцовистых сталей совмещать с нагревом их под штамповку или вальцовку с окончанием штамповки (вальцовки) при температуре не ниже 700°С. 5.13.11. При проведении термической обработки сварных соединений должны приниматься меры, исключающие деформации элементов и корпусов сосудов под действием собственной массы. 5.13.12. Режимы термической обработки сварных соединений корпуса и его основных элементов должны заноситься в паспорт сосуда. 5.14. Требования к окончательной сборке5.14.1. Предприятие-изготовитель должно производить контрольную сборку сосуда в соответствии с принятой технологией и настоящим стандартом. 5.14.2. Резьбовые соединения, опорные поверхности гайка-шайба, уплотнительные поверхности уплотнительных колец, корпусов и крышек должны перед сборкой протираться начисто и смазываться противозадирными смазками, указанными в табл. 9. Допускается применение других противозадирных смазок, по свойствам не уступающим указанным в перечисленных стандартах и технических условиях. Таблица 9
5.14.3. Отклонение от параллельности торца крышки относительно торца фланца корпуса после сборки затвора и окончательной затяжки основных шпилек не должно превышать значений, указанных в табл. 10. 5.14.4. Уплотнение крышки с корпусом должно быть выполнено в расчете на эксплуатацию сосуда при рабочих параметрах в соответствии с действующей нормативно-технической документацией (инструкцией, руководящим документом и др., примененными при расчете затяжки шпилек), указанной в техническом проекте. 5.14.5. Предприятие-изготовитель негабаритных сосудов, транспортируемых частями, должен произвести контрольную сборку сосуда. Допускается вместо сборки проводить контрольную проверку размеров стыкуемых частей при условии, что предприятие-изготовитель гарантирует собираемость сосуда без дополнительной подгонки, обкатки, испытаний отдельных частей. Таблица 10
Примечание. Отклонение от параллельности определяется разностью максимального и минимального зазора между крышкой и корпусом (фланцем) и измеряется с погрешностью ± 0,1 мм. 6. КОМПЛЕКТНОСТЬ И ДОКУМЕНТАЦИЯ6.1. Комплектность6.1.1. Сосуд должен поставляться комплектно. В комплект coc уда должны входить: 1) сосуд в собранном виде (в т.ч. с внутренними устройствами) или отдельные транспортируемые части с ответными фланцами, накидными гайками, рабочими прокладками, уплотнительными кольцами и крепежными деталями, не требующими замены при монтаже; 2) комплект сменных прокладок (не менее двух), уплотнительных колец для разъемов, которые подлежат разборке во время монтажа (для установки нетранспортабельных внутренних устройств, загрузки катализаторов и т.п.); 3) фундаментные болты с закладными деталями для всех опорных частей оборудования, закрепляемого на фундаментах; 4) комплект устройства для затяжки основных (соединяющих корпус с крышкой) крепежных деталей; 5) установочные (регулировочные) винты, для сосудов массой до 16 т. Примечание. Допускается детали и сборочные единицы, которые при отправке в сборе с сосудом могут быть повреждены, снять и отправить в отдельной упаковке. Тип и вид тары и упаковки этих деталей и сборочных единиц, а также покупных деталей, должны соответствовать требованиям технических условий на конкретные сосуды. 6.1.2. Состав (перечень) и объем комплектности допускается уточнять по согласованию с потребителем (заказчиком), а также устанавливать техническим проектом на сосуд или техническими условиями с учетом фактической потребности. 6.2. Документация6.2.1. Все виды контрольных испытаний сосудов и их элементов должны быть оформлены соответствующей технической документацией, необходимой для составления паспорта сосуда. 6.2.2. На каждый сосуд, принятый на предприятии-изготовителе, должен быть составлен паспорт в соответствии с требованиями ГОСТ 25773. Все результаты испытаний, предусмотренные настоящим стандартом, но не содержащиеся в таблицах паспорта, должны быть вписаны в раздел паспорта «Другие испытания и исследования». 6.2.3. В паспорт сосуда должны быть занесены наименования деталей, которые несут нагрузку от давления и подвергаются расчету. Перечень деталей для занесения в паспорт назначается техническим проектом. 6.2.4. На каждый сосуд в адрес заказчика должна быть отправлена следующая документация: 1) паспорт на сосуд - 1 экз; 2) сборочный чертеж сосуда с указанием схемы строповки и центра массы - 1 экз; 3) чертежи основных сборочных единиц (корпуса, внутренних устройств, отдельно поставляемых частей и т.п.) - 2 экз; 4) чертежи быстроизнашиваемых деталей (основных крепежных деталей-шпилек, гаек, шайб, крепящих крышку к корпусу, уплотнительных колец, прокладок, линз и др.) - 2 экз; 5) монтажный чертеж, если он предусмотрен техническим проектом - 2 экз; 6) для сосудов транспортируемых частями-акт о проведении контрольной сборки или контрольной проверки размеров, схема монтажной маркировки, сборочные чертежи в трех экземплярах; 7) инструкция по эксплуатации, монтажу, осмотру, ремонту и контролю во время эксплуатации - 2 экз. Инструкция составляется автором технического проекта и входит в его состав; 8) технические условия при наличии дополнительных требований, не предусмотренных настоящим стандартом - 2 экз; 9) расчеты на прочность - 2 экз; 10) комплектовочные и упаковочные ведомости - 1 экз. 6.2.5.Потребитель составляет на сосуд инструкцию по режиму работы и его безопасному обслуживанию в соответствии с Правилами Госгортехнадзора. 6.2.6. Документация должна быть отправлена в сброшюрованном виде в водонепроницаемой упаковке, помещенной в грузовое место номер один. 6.2.7. Подлинники технической документации и результаты контроля изготовленного сосуда должны храниться в архиве предприятия-изготовителя в течение установленного срока эксплуатации. 7. ПРАВИЛА ПРИЕМКИ7.1. Сосуды должны подвергаться на предприятии-изготовителе приемо-сдаточным испытаниям-по ГОСТ 15.001. 7.2. Приемо-сдаточным испытаниям должен подвергаться каждый сосуд для проверки качества изготовления, соответствия требованиям настоящего стандарта, техническим условиям и рабочим чертежам. 7.3. При приёмо-сдаточных испытаниях должны проводиться и проверяться: 1) внешним осмотром и выполнением необходимых измерений в процессе изготовления-размеры и форма деталей сборочных единиц и сосуда в целом; 2) внешним осмотром-качество (состояние) внутренних и наружных поверхностей; 3) механические свойства материалов деталей и сварных соединенений-по документации; 4) качество сварных соединений-по документации; 5) наличие, содержание места расположения и правильность нанесения клейм на сварных швах и деталях (доступных для внешнего осмотра), маркировки монтажной, транспортной и на табличке - внешним осмотром; 6) правильность сборки, в том числе контрольной, для сосудов транспортируемых частями; 7) гидравлические и пневматические испытания; 8) наличие установленной документации (сертификатов, актов, карт измерения и контроля и др.); 9) комплектность сосуда; 10) качество консервации, окраски, упаковки. 7.4. Приемо-сдаточные испытания проводит служба технического контроля предприятия-изготовителя или Государственная приемка. 7.5. Результаты приемо-сдаточных испытаний должны быть внесены в паспорт сосуда. 8. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ8.1. Общие требованияВ процессе изготовления деталей, сборочных единиц и корпусов сосудов необходимо осуществлять систематический контроль качества выполнения работ, который заключается в организации и проведении предварительного контроля, пооперационного контроля и контроля готовых сварных соединений и изделий. 8.1.1. При предварительном контроле подлежат проверке квалификация сварщика, термиста и дефектоскописта; качество сварочных материалов, наличие технологических процессов, состояние сварочного оборудования, сборочно-сварочных приспособлений, термического оборудования и приборов для дефектоскопии. 8.1.2. При пооперационном контроле проверяют: 1) соответствие марки материала свариваемой детали и сварочных материалов требованиям чертежа и технических условий; 2) качество подготовки материалов для сварки; 3) качество сборки перед сваркой; 4) режимы подогрева сварки и термообработки. 8.1.3. Готовые сварные соединения и изделия проверяют на соответствие требованиям настоящего стандарта, техническим условиям и чертежам на изделия. 8.1.4. Результаты контроля и испытаний должны вноситься в дело сосуда, а после изготовления в паспорт сосуда. 8.2. Контроль качества листовой и рулонной стали, штампованных заготовок, поковок и ковано-катаных плит.8.2.1. Перед запуском в производство, независимо от наличия сертификата, материалы, в зависимости от условий их применения, должны контролироваться на предприятии-изготовителе сосудов в соответствии с требованиями настоящего стандарта (раздел 4, подразделы 8.2, 8.6 и приложений 5, 6, 7, 8 8.2.2. Контроль химического состава сталей осуществляется сверкой сертификатных данных на соответствие их требованиям стандартов и технических условий на поставку. 8.2.3. Испытания механических свойств сталей производятся: 1) на растяжение при температуре 20°С по ГОСТ 1497; 2) на растяжение при повышенных температурах по ГОСТ 9651; 3) на статический изгиб по ГОСТ 14019; 4) на ударный изгиб по ГОСТ 9454 Отбор проб для механических испытаний производится в соответствии с ГОСТ 7564. Примечание . Испытания основного металла с острым надрезом (по Шарпи) при 20°С и при отрицательной рабочей температуре стенки сосуда являются обязательными. Результаты испытаний факультативны, т.е. справочные до утверждения нормативных значений после сбора и анализа статистических данных. 8.2.4. При неудовлетворительных результатах механических испытаний допускается проводить повторное испытание на удвоенном числе образцов того вида испытаний, по которому получены неудовлетворительные результаты. В случае получения неудовлетворительных результатов повторных испытаний материал может быть подвергнут повторной термообработке. Число повторных термообработок должно быть не более двух, при этом дополнительный отпуск не считается повторной термообработкой. 8.2.5. Коррозионностойкая сталь и плакирущий слой двухслойной стали по требованию технического проекта до запуска в производство, независимо от наличия сертификата, должны контролироваться на стойкость против межкристаллитной коррозии по ГОСТ 6032 и на содержание ферритной фазы. 8.2.6. Рулонная сталь должна подвергаться внешнему осмотру, который осуществляется в процессе намотки рулонированных обечаек. При обнаружении расслоений дефектный участок полосы удаляется. 8.2.7. Штампованные днища, крышки, горловины, полуобечайки должны контролироваться: 1) внешним осмотром на отсутствие плен, расслоений, надрывов; 2) магнитопорошковым методом выборочно, в местах, где внешним осмотром выявлены дефекты, а также в местах исправления наружных дефектов; 3) методом механических испытаний в соответствии с приложением 1 8.2.8. Механические свойства материала штампованных деталей должны определяться на тангенциальных образцах, вырезанных из припуска на борту детали. При изготовлении однотипных деталей допускается производить контроль механических свойств на образцах, вырезанных из одной детали от партии. При этом в одну партию могут быть объединены штампованные детали одной марки стали, прошедшие совместную термическую обработку. При совместной термической обработке деталей разной толщины контрольные испытания должны проводиться на детали наибольшей толщины. 8.2.9. При неудовлетворительных результатах механических испытаний штампованных деталей допускается проводить повторную, но не более чем двухразовую термическую обработку, при этом дополнительный отпуск не считается повторной термической обработкой. 8.2.10. Металл поковок для цельнокованых корпусов, обечаек, фланцев, днищ, крышек, трубных досок, патрубков и др. деталей подлежит контролю методами и оценкой качества в соответствии с требованиями ОСТ 26-01-135. 8.3. Контроль плотности рулонированных обечаек8.3.1. Неплотности, образующиеся в процессе намотки, между слоями у торцев рулонированных обечаек, должны контролироваться набором щупов ТУ 2-034-225. Контроль производится до механической обработки торцев по п. 5.2.4.11 8.3.2. Для сосудов, требующих проверки на прочность при малоцикловых нагрузках в соответствии с ОСТ 26-1046, у каждой рулонированной обечайки после наплавки торцев должен измеряться объём межслойного пространства пневматическим методом и определяться значения межслойных зазоров по методике предприятия-изготовителя. Допустимое значение зазоров должно определяться расчетом и указываться в техническом проекте. 8.4. Контроль основных геометрических размеров корпуса8.4.1. После изготовления корпуса сосуда должны быть проконтролированы его основные геометрические размеры и отклонения формы и расположения поверхностей: 1) внутренний диаметр цилиндрической части; 2) отклонение от круглости (овальность) внутреннего диаметра цилиндрической части; 3) наружный диаметр цилиндрической части; 4) отклонение от прямолинейности цилиндрической части корпуса сосуда (отклонение продольного сечения); 5) длина цилиндрической части корпуса по наружной поверхности; 6) отклонение от круглости (угловатость) в поперечном сечении сварного шва; 7) смещение кромок сварных стыковых соединений элементов корпуса; Результаты измерений заносятся в паспорт сосуда. 8.4.2. Контроль внутреннего диаметра должен производиться в одних и тех же точках до и после гидравлических испытаний нутромером микрометрическим по ГОСТ 10. Измерения производятся вне зоны продольного сварного шва обечайки (центральной обечайки) в двух взаимноперпендикулярных плоскостях в доступных местах каждой обечайки на расстоянии не менее 400 мм от кольцевого шва. Абсолютная погрешность измерений внутреннего диаметра не должна превышать ± 1,0 мм. 8.4.3. Отклонение от круглости (овальность) внутреннего диаметра цилиндрической части корпуса сосуда определяется как разность результатов измерений наибольшего и наименьшего внутренних диаметров. Допускается в паспорт сосуда заносить результаты измерений отклонения от круглости каждой обечайки (центральной обечайки). 8.4.4. Наружный диаметр определяется расчетным путем по результатам измерения длины окружности. Измерение длины окружности производится в средней части каждой обечайки по её наружной поверхности методом опоясывания рулеткой измерительной металлической 2 класса по ГОСТ 7502. Усилие натяжения рулетки при измерении должно составлять не более 50Н. Абсолютная погрешность косвенного измерения не должна превышать ± 2,0 мм. 8.4.5. Контроль отклонения от прямолинейности образующей цилиндрической части сварного корпуса производится с помощью натянутой струны из стальной проволоки диаметром от 0,3 до 0,6 мм. Расстояние от струны до поверхности сосуда измеряется линейкой измерительной металлической по ГОСТ 427. За результат измерений принимается наибольшее значение отклонения от прямолинейности. Абсолютная погрешность измерения не должна превышать ± 1,0 мм. Измерения отклонений от прямолинейности в местах сварных швов не производится. 8.4.6. Контроль смещения кромок продольных (для обечаек) и кольцевых сварных соединений элементов корпуса по подразделу 5.2 производить в процессе сборки под сварку в местах наибольшего смещения кромок. Контроль смещения продольных соединений для обечаек по внутренней, а для центральных обечаек по внутренней и наружной поверхностям, производится при помощи радиусных шаблонов по ТУ 2-034-228 и набора шупов по ТУ 2-034-225. Контроль смещения кольцевых соединений для рулонированных обечаек между собой и с коваными элементами производится по внутренней поверхности при помощи поверочной линейки класса точности 1,0 по ГОСТ 8026 и набора шупов или штангенглубиномера по ГОСТ 162. Абсолютная погрешность измерения смещения не должна превышать ± 0,1 мм. 8.4.7. Контроль длины наружной цилиндрической части корпуса сосуда производится рулеткой измерительной металлической 3 класса по ГОСТ 7502. Абсолютная погрешность измерений не должна превышать ± 10 мм. 8.4.8. Действительный объем корпуса сосуда определяется, как правило, расчетным путем по результатам измерений внутреннего диаметра, длины наружной цилиндрической части корпуса и с учетом объёма днищ. Допускается измерения и расчет объёма производить по отдельным элементам корпуса, например: днища, цилиндрической части, фланца, горловины с последующим суммированием объёмов. При этом объёмы штуцеров, патрубков и люков не учитываются. Относительная погрешность косвенного измерения объёма не должна превышать ± 1,0% его номинального значения. 8.5. Контроль качества сварных соединений и наплавок8.5.1. Общие требования8.5.1.1. Сварные соединения сосудов и их элементов должны подвергаться контролю следующими методами: 1) внешним осмотром и измерениями; 2) проведением механических испытаний; 3) проведением металлографических исследований; 4) измерением твердости; 5) цветным или магнитопорошковым; 6) ультразвуковым или радиографическим; 7) стилоскопированием; 8) испытанием на стойкость против межкристаллитной коррозии; 9) гидравлическими испытаниями; 10) другими методами (акустической эмиссии, люминесцентным, определением содержания ферритной фазы и др.), предусмотренными техническим проектом. Окончательный контроль качества сварных соединений сосудов, подвергающихся термообработке, должен производиться после проведения термообработки. 8.5.1.2. Виды испытаний сварных соединений и наплавок деталей сосуда назначаются в соответствии с табл. 11. 8.5.1.3. Объём испытаний сварных соединений и наплавок назначаются в соответствии с требованиями, приведенными в подразделах, соответствующих перечислениям (1—10) п. 8.5.1.1 . Таблица 11 Виды испытаний сварных соединений
Продолжение табл.11
8.5.2. Внешний осмотр и измерения сварных соединений и наплавок8.5.2.1. Внешний осмотр и измерения проводятся в соответствии с ГОСТ 3242 для выявления наружных недопустимых дефектов в сварных швах и наплавках, а также отклонений геометрических размеров сварных соединений. Внешнему осмотру должны также подвергаться участки поверхности корпуса, прилегающие к сварным швам шириной не менее 30мм. Внешний осмотр и измерения следует производить с двух сторон в доступных местах по всей протяженности сварных соединений (шва). 8.5.2.2. Перед внешним осмотром сварные соединения, наплавки и прилегающие к ним поверхности основного металла должны быть очищены от шлака, брызг и других загрязнений. 8.5.2.3. В процессе изготовления корпусов сосудов должно контролироваться качество сборки под сварку (смещение кромок, чистота свариваемых кромок, прямолинейность образующей корпуса и т.д.). 8.5.3.Контрольные сварные соединения8.5.3.1. Контрольные сварные соединения предназначены для контроля механических свойств, структуры, твердости, стойкости против межкристаллитной коррозии производственных сварных соединений. Контрольные сварные соединения должны быть идентичны контролируемым производственным сварным соединениям. Контрольные сварные соединения должны подвергаться нагреву совместно с изделием под штамповку, вальцовку и термообработку. Допускается проведение термической обработки контрольных соединений отдельно от изделия продолжительностью, равной суммарной продолжительности всех термообработок контролируемого соединения корпуса сосуда. 8.5.3.5. Контрольные сварные соединения должны контролироваться теми же методами, в том же объёме, что и контролируемые производственные сварные соединения. Для проведения испытаний и исследований вырезка образцов из участков контрольных сварных соединений, имеющих недопустимые дефекты, не допускается. 8.5.3.6. Для продольных стыковых швов корпуса свариваются плоские контрольные сварные соединения. Пластины следует прихватывать к свариваемым элементам так, чтобы шов контрольного соединения являлся продолжением шва изделия. 8.5.3.7. Контрольные соединения для продольных швов заготовок, подвергаемых штамповке, допускается вырезать из припуска, предусмотренного на борту штамповки. 8.5.3.8. Для кольцевых стыковых соединений сосудов внутренним диаметром до 600 мм диаметр контрольного соединения должен соответствовать диаметру сосуда. При большем диаметре сосуда диаметр контрольного соединения должен быть не менее 600 мм. Допускается для кольцевых сварных соединений изготавливать плоское контрольное соединение. Плоское контрольное соединение должно быть жёстким и выполнено с соблюдением всех условий сварки контролируемых швов сосудов. 8.5.3.9. Для кольцевых стыковых соединений из двух рулонированных обечаек и из рулонированной обечайки и монолитного элемента допускается изготовлять одно контрольное соединение, состоящее из рулонированной (пакета) и монолитной(пластины) обечайки. 8.5.3.10. Для сварных соединений вварки (приварки) патрубков (штуцеров) внутренним диаметром более 100 мм изготавливается контрольное сварное соединение с максимальным для контролируемой группы идентичных сварных соединений корпуса сечением сварного шва. При этом в группу идентичных сварных соединений могут быть включены сварные соединения с разной толщиной шва. Контрольное соединение может быть плоским из пластин или состоять из сектора обечайки (днища и т.д.) радиусом, равным радиусу контролируемого элемента, с вваренным (приваренным) патрубком. 8.5.3.11. Для контроля аустенитной наплавки на трубную решетку под приварку теплообменных трубок должно быть изготовлено контрольное соединение, представляющее собой круг диаметром 500 мм толщиной 100 мм, на который производится наплавка толщиной, равной толщине наплавки трубной решетки контролируемого аппарата. Наплавленная поверхность должна быть механически обработана для проведения контроля. 8.5.3.12. Размеры контрольных сварных соединений должны быть выбраны с таким расчетом, чтобы из них можно было вырезать необходимое число образцов для предусмотренных стандартом видов испытаний, а из оставшейся части, в случае повторных испытаний, можно было бы дополнительно вырезать удвоенное число образцов. 8.5.3.13. При серийном изготовлении однотипных сосудов или их элементов разрешается на каждую группу идентичных сварных соединений партии сосудов (элементов) изготовлять по одному контрольному соединению, при условии выполнения требований п.п. 8.5.3.2, 8.5.3.3, 8.5.3.4. В одну партию могут быть объединены однотипные сосуды (элементы), различающиеся по толщине стенки не более чем на 20%, если цикл изготовления всей партии сосудов (элементов) по сборочно-сварочным работам, термообработке и контрольным операциям не превышает трех месяцев, для элементов корпуса сосуда и не более одного года для кольцевых сварных соединений сосуда. Толщина контрольных сварных соединений должна быть равна максимальной толщине стенки контролируемых производственных стыков. 8.5.3.14. Контрольным сварным соединениям и вырезанным из них образцам следует присваивать регистрационный номер согласно учетной документации предприятия-изготовителя, в которой должны отражаться необходимые сведения по изготавливаемому производственному сварному соединению. 8.5.4. Механические испытания сварных соединений8.5.4.1. Обязательным механическим испытаниям на контрольных сварных соединениях в объеме, указанном в табл. 12, должны подвергаться стыковые сварные соединения элементов и корпусов сосудов. 8.5.4.2. Показатели механических свойств сварных соединений должны определяться как среднее арифметическое из результатов полученных при испытании отдельных образцов (Черт. 6-19). При этом показатели механических свойств считаются неудовлетворительными, если хотя бы один из образцов дал результаты, отличающиеся от установленных норм более чем на 10% в сторону снижения. 8.5.4.3. При неудовлетворительных результатах механических испытаний допускаются повторные испытания на удвоенном числе образцов по тому виду испытаний, который дал неудовлетворительные результаты. 8.5.4.4. Образцы для повторных испытаний должны вырезаться из тех же контрольных сварных соединений, из которых вырезались образцы для первичных испытаний.
Таблица 12 Механические испытания контрольных сварных соединений
Продолжение табл. 12
Продолжение табл. 12
Продолжение табл. 12
* - испытания при температурах 300 и 350°С назначаются для сварных соединений сосудов, работающих при температуре стенки соответственно свыше 200 до 300 °С и свыше 300 до 350 °С и свыше 300 до 350°С. * - испытания проводятся при отрицательных (ниже минус 20°С) рабочих температурах стенки корпуса сосуда. Примечания: 1) Испытания на ударный изгиб проводятся дая сварных соединений толщиной 12мм и более. 2) При испытании на растяжение сварных соединений начальная расчетная длина образца L 0 должна включать все зоны сварного соединения (основной металл, зоны термического влияния, металл наплавок и швов). 3) Испытания на ударный изгиб металла шва (образец типа 1 X ГОСТ 6996) являются обязательными, типа X 1-назначаются по требованию технического проекта. Результаты испытаний факультативны. 4) Образцы для испытаний на ударный изгиб тип УШ, Х1 ГОСТ 6996 назначаются для испытаний наплавки и зоны термического влияния основного металла со стороны рулонированной обечайки. 5) S -толщина стенки (шва). 6) При испытаниях на статический изгиб контрольных сварных соединений толщиной более 30 мм, допускается доводить толщину образцов до 30 мм строжкой или фрезерованием. При толщине контрольного сварного соединения более 80 мм образцы должны вырезаться из его верхней и нижней частей. Диаметр оправки при испытаниях-две толщины образца Расположение образцов для испытания металла шва на ударный изгиб
Форма образцов для испытания двухслойных сталей на ударный изгиб
Расположение образцов для испытания металла шва на растяжение
Расположение образцов для испытания сварного соединения на растяжение
Расположение образцов для испытания металла шва на ударный изгиб
Расположение образцов для испытания ЗТВ основного металла на ударный изгиб
Расположение образцов для испытания сварного соединения на статический изгиб
Расположение образцов для испытания ЗТВ основного металла на ударный изгиб
Расположение образцов для испытания ЗТВ металла наплавки на ударный изгиб
Расположение образцов для испытания металла наплавки на ударный изгиб
Расположение образцов для испытания металла шва на растяжение
a – ручная и автоматическая сварка б – электрошлаковая сварка S1 – исполнительная толщина заготовки под штамповку Черт. 16 Расположение образцов для испытания сварного соединения на растяжение
а – ручная и автоматическая сварка б – электрошлаковая сварка S1 – исполнительная толщина заготовки под штамповку Расположение образцов для испытания металла шва на ударный изгиб
а – ручная и автоматическая сварка б – электрошлаковая сварка S1 – исполнительная толщина заготовки под штамповку Черт. 18 Расположение образцов для испытания ЗТВ основного металла на ударный изгиб
а – ручная и автоматическая сварка б – электрошлаковая сварка S1 – исполнительная толщина заготовки под штамповку Для сварных соединений, не подвергаемых термической обработке, проводятся испытания в полном объеме на образцах, вырезанных из производственных сварных соединений. Решение о вырезке образцов из производственных сварных соединений (термообработанных и не термообработанных) принимается предприятием-изготовителем, исходя из сложности последующего восстановительного ремонта. При получении отрицательных результатов и в этом случае сварные швы бракуются. 8.5.4.6. Результаты механических испытаний сварных соединений должны быть внесены в паспорт сосуда. 8.5.5. Металлографические исследования сварных соединений.8.5.5.1. Металлографические исследования сварных соединений определяющих прочность сосуда должны проводиться в соответствии с ОСТ 26-1379 и имеют целью выявление трещин, пор, раковин, непроваров, шлаковых включений, определение макро и микроструктуры и твердости всех зон сварного соединения. 8.5.5.2. Металлографические исследования проводятся на темплетах, вырезанных поперек шва каждого «контрольного сварного соединения». Контролируемая поверхность должна включать сечение шва с зонами термического влияния и прилегающими к ним участками основного металла. 8.5.5.3. При макроисследовании определяются макродефекты, твердость всех зон сварного соединения, за исключением твердости переходного слоя в аустенитной наплавке. При микроисследовании определяются микротрещины и микроструктуры всех зон сварного соединения. 8.5.5.4. Измерение твердости в поперечном сечении кольцевого шва, шва вварки (приварки) патрубка (штуцера), шва штампованной (вальцованной) детали производится в соответствии с Черт. 20, 21, 22, 23, 24, 25. 8.5.5.5. Качество сварного соединения при металлографических исследованиях должно соответствовать требованиям подраздела 5.11. 8.5.5.6. Если при металлографическом исследовании в контрольном сварном соединении, проверенном методом ультразвуковой дефектоскопии или радиографическим методом и признанном годным, будут обнаружены недопустимые внутренние дефекты, которые должны обнаруживаться этим методом неразрушащего контроля, все выполненные на сосуде сварные соединения, подлежат повторному контролю тем же методом в объёме 100%. При этом проверка качества всех производственных стыков должна осуществляться другим, более опытным и квалифицированным дефектоскопистом. В случае получения удовлетворительных результатов повторного контроля более опытным и квалифицированным дефектоскопистом сварные швы считаются годными. 8.5.5.7. При неудовлетворительных результатах металлографических исследований допускаются повторные исследования на удвоенном числе шлифов, вырезанных из того же контрольного соединения. В случае получения неудовлетворительных результатов при повторных металлографических исследованиях темплеты вырезаются из производственного шва сосуда с учетом п. 8.5.4.5 и подвергаются исследованиям в полном объеме. При отрицательных результатах исследований все производственные швы бракуются. 8.5.6. Измерение твердости сварных соединений8.5.6.1. Контроль твердости сварных соединений должен производиться по наружной поверхности сосуда (сборочной единицы) после окончательной термической обработки сварных соединений. Измерению твердости подвергаются основной металл, металл шва и зоны термического влияния в соответствии с Черт. 26. В сварных соединениях типа «рулон+поковка» измерению твердости подвергается монолитный металл, металл шва и зона термического влияния только со стороны монолитного металла. 8.5.6.2. На кольцевых швах измерение твердости производится в трех местах на окружности через 120°. На швах приварки (вварки) патрубков (штуцеров) измерение твердости производится в одном доступном месте. Примечание. На патрубках, размеры и конструкция которых не позволяют выполнить данную операцию, контроль твердости сварного соединения не производится. 8.5.7. Исследование на межкристаллитную коррозию сварных соединенийИспытание на стойкость против межкристаллитной коррозии сварных соединений аустенитного класса и антикоррозионной наплавки должно производиться по требованию технического проекта в соответствии с ГОСТ 6032. Испытания проводятся на образцах, вырезанных из контрольного сварного соединения, выполненного по аналогии с контролируемым сварным соединением. Результаты испытаний оформляются протоколом и прилагаются к паспорту сосуда. Схема измерения твердости в поперечном сечении кольцевого шва
K – толщина наплавки поковки; С – толщина наплавки рулонированной обечайки; S1 – толщина центральной обечайки. Замер твердости производится в середине слоя Схема измерения твердости в сварном соединении вварки штуцера на полную толщину стенки рулонированной обечайки
a – штуцер и центральная обечайка из углеродистой или низколегированной стали; б – штуцер из хромомолибденовой стали, центральная обечайка из двухслойной стали; в – штуцер из хромомолибденовой (углеродистой или низколегированной) стали, центральная обечайка из углеродистой или низколегированной стали; Схема измерения твердости в поперечном сечении шва вварки штуцера на неполную толщину стенки рулонированной обечайки без наплавки поверхности отверстия
а – штуцер и центральная обечайка из углеродистой или низколегированной стали б – штуцер из хромомолибденовой стали, центральная обечайка из двухслойной стали Схема измерения твердости в поперечном сечении шва вварки штуцера на неполную толщину стенки рулонированной обечайки с наплавленной поверхностью отверстия
а – штуцер и центральная обечайка из углеродистой стали б – штуцер из хромомолибденовой стали, центральная труба из двухслойной стали Схема измерения твердости в сечении шва приварки штуцера к монолитным элементам корпуса
h – толщина стенки штуцера S – толщина стенки элемента сосуда Схема измерения твердости в поперечном сечении сварного соединения «поковка+поковка» «поковка+штамповка»
а – для автоматической и ручной сварки б – для электрошлаковой сварки S1 – исполнительная толщина заготовки под штамповку Схема измерения твердости сварных соединений с наружной поверхности корпуса сосуда, аппарата
К = 1,5…2 для автоматической сварки К = 2…5 для электрошлаковой сварки 8.5.8. Контроль на содержание ферритной фазы8.5.8.2. Определение содержания ферритной фазы в металле шва или наплавленном металле должно определяться объемным магнитным методом в соответствии с ГОСТ 9466. Содержание феррита определяется ферритометрами, удовлетворяющими ГОСТ 26364. При содержании ферритной фазы более 20% допускается применение металлографического метода. 8.5.9. Стилоскопирование сварных соединений8.5.9.1.Стилоскопирование сварных швов и наплавок производится для установления соответствиия примененных сварочных материалов маркам, указанным в чертежах, инструкциях по сварке или настоящем стандарте. При стилоскопировании следует руководствоваться «Инструкцией по стилоскопированию основных и сварочных материалов и готовой продукции ВНИИПТхимнефтеаппаратуры», Волгоград, 1987 г. 8.5.9.3. В процессе стилоскопирования следует определять в наплавленном металле наличие основных легирующих элементов (хрома, молибдена и др.), определяющих марку использованных сварочных материалов. 8.5.9.4. Стилоскопированию подвергается: 1) каждый сварной шов категорий А В Д (Черт. 27) - в одной точке; 2) сварные швы категории С (Черт. 27) - в доступных местах; 3) сварные швы категорий Е Т (Черт. 27) - по требованию технического проекта-в объеме не менее 10%; 4) наплавка-в одной точке; 5) места исправления сварного шва. 8.5.9.5. При получении неудовлетворительных результатов контроля должно производиться повторное стилоскопирование того же сварного соединения на удвоенном числе точек. При неудовлетворительных результатах повторного контроля должен производиться спектральный или химический анализ сварного соединения, результаты которого считаются окончательными. 8.5.10. Контроль герметичности футеровкиКонтроль герметичности футеровки корпуса должен производиться галоидным методом гелиевым или фреоновым течеискателем до и после гидравлического испытания. Испытание проводится в соответствии с действующей нормативно-технической документацией предприятия-изготовителя. Результаты испытаний оформляются протоколом и прилагаются к паспорту сосуда. Необходимость контроля устанавливается техническим проектом. 8.6. Неразрушающие методы контроля8.6.1. Общие требования8.6.1.1. Методы контроля качества материалов, заготовок и сварных соединений сосудов и их элементов назначаются в соответствии с табл. 13. 8.6.1.2. Внешний осмотр, контроль сварных соединений цветным и магнитопорошковым методами-по ГОСТ 3242, ГОСТ 21105, ГОСТ 18442, ОСТ 26-01-84, ОСТ 26-5. 8.6.1.3. Внешний осмотр, цветной или магнитопорошковый методы контроля сварных соединений должны проводиться с внутренней и наружной поверхностей корпуса сосуда, вместе с прилегающими зонами, на расстоянии не менее 30мм от шва. 8.6.1.4. Контроль сварных швов корпуса с внутренней поверхности следует проводить: магнитопорошковым методом - при внутреннем дааметре сосуда более 600 мл; цветным методом-при внутреннем диаметре сосуда более 800мм. Швы сосуда диаметром менее указанных следует контролировать визуально, с применением лупы не менее чем десятикратного увеличения по ГОСТ 25706. 8.6.1.5. Поверхности сварных соединений из углеродистых низколегированных и легированных сталей должны контролироваться магнитопорошковым методом. Допускается, в случае невозможности или неэффективности магнитопорошкового метода, эти сварные соединения контролировать цветным методом. 8.6.1.6. Цветным методом должны контролироваться поверхности сварных соединений из немагнитных сталей. 8.6.1.7. Ультразвуковой или радиографический методы контроля выбираются исходя из необходимости обеспечения более полного и точного выявления недопустимых дефектов с учетом особенностей физических свойств металла, а также эффективности данного метода контроля для конкретного вида сварного соединения с учетом его конструктивных особенностей. 8.6.1.8. Радиографический контроль сварных соединений должен производиться по ГОСТ 7512, ГОСТ 23055, ОСТ 26-11-03. 8.6.1.9. Контроль сварных соединений ультазвуковым методом следует производить в соответствии с требованиями ГОСТ 14782, ОСТ 26-2044 и ОСТ 26-01-163. 8.6.1.10. Допускается в технических проектах сосудов и аппаратов назначить дополнительный контроль сварных соединений отдельных элементов корпуса, не предусмотренный настоящим стандартом. 8.6.2. Контроль листовой и рулонной стали8.6.2.2. Двухслойная листовая сталь на полосе шириной 200мм под сварку кольцевого и продольного швов должна подвергаться контролю цветным методом плакирующего слоя на отсутствие поверхностных трещин, а также ультразвуковым методом на сплошность слоев. Нормы допускаемых дефектов-по классу 1 ГОСТ 10885. 8.6.2.3. Рулонная сталь должна подвергаться внешнему осмотру, который осуществляется в процессе намотки релонированных обечаек. При обнаружении расслоений дефектный участок полосы удаляется. 8.6.3. Контроль поковок и штампованных заготовок8.6.3.1. Поковки и штампованные заготовки после окончательной термической обработки должны подвергаться в объеме 100% контролю ультразвуковым методом в соответствии с требованиями ГОСТ 24507 и ОСТ 26-01-134. 8.6.3.3. Штампованные днища, крышки, горловины должны контролироваться внешним осмотром на отсутствие плен, расслоений, надрывов, магнитопорошковым или цветным методами выборочно в местах, где внешним осмотром выявлены дефекты, а также в местах исправления наружных дефектов. 8.6.3.4. Свариваемые кромки кованых и штампованных заготовок должны проверяться внешним осмотром и цветным методом в объеме 100%. 8.6.3.5. Металл штуцеров подлежит контролю ультразвуковым методом по ОСТ 26-01-134. Нормы допускаемых дефектов по ОСТ 26-01-135. 8.6.4. Контроль сварных соединений и наплавок8.6.4.2. Кольцевые сварные швы корпусов, изготовленных из биметалла, по требованию технического проекта должны дополнительно контролироваться со стороны плакирующего слоя на высоту аустенитного наплавленного металла ультразвуковым методом до и после гидроиспытаний. 8.6.4.3. После гидравлических испытаний сварные соединения сосуда, должны контролироваться внешним осмотром, цветным или магнитопорошковым методами 100 % длины швов, при этом контролю подвергаются: сварные соединения категорий А, В, С, Д, Е в доступных для контроля местах. 8.6.4.4.Контроль наплавки после гидравлических испытаний производится в доступных местах внешним осмотром и цветным методом дефектоскопии. Таблица 13 Методы контроля качества листовой стали, поковок и штампованных заготовок, наплавки, кромок под сварку и сварных соединений.
Продолжение табл. 13
Примечания: 1. ВО-внешний осмотр, ЦД-цветной метод контроля; УЗД-ультразвуковой метод дефектоскопии; РГ-радиографический метод. 2. Знак «+» соответствует слову «и», запятая-слову «или». 3. Категории сварных соединений приведены на Черт. 27. К категории А относятся продольные сварные швы в обечайках, в сферических и эллиптических днищах и их заготовках. К категории В относятся кольцевые сварные швы в обечайках, кольцевые сварные швы, соединяющие кованые, штампованные, рулонированные обечайки между собой и с днищами, фланцами, горловинами. К категории С относятся сварные швы, соединяющие фланцы, трубные доски с обечайками, а также фланцы с патрубками. К категории Д относятся сварные швы вварки (приварки) штуцеров, патрубков, горловин в обечайки, днища. К категории Е относятся сварные швы приварки опорных конструкций, приварных элементов к корпусу. К категории Т относятся швы приварки труб к трубной решетке; в многослойных обечайках-дополнительно швы приварки клиновой вставки к центральной обечайке, швы стыковки концов рулонной полосы, замыкающие швы рулонной полосы.
8.7. Оценка качества материалов, заготовок и сварных соединений по результатам неразрушающих методов контроля8.7.1. По результатам контроля внешним осмотром, цветным или магнитопорошковым методами поковок, штампованных заготовок, заготовок шпилек, гаек, шайб, плакирующего слоя двухслойной стали, кромок под сварку, резьб не допускаются следующие дефекты: трещины, заковы, закаты, плены, песочины, раковины, расслоения, рванины. 8.7.2. По результатам ультразвукового контроля листовой стали и листовых штампованных заготовок не допускаются нарушения сплошности металла, превышающие нормы для 1 класса сплошности по ГОСТ 22727. 8.7.3. По результатам ультразвукового контроля двухслойной стали, не допускаются нарушения сплошности сцепления слоев, превышающие нормы для 1 класса листа по ГОСТ 10885. 8.7.4. По результатам ультразвукового контроля металла поковок, штампованных заготовок не допускаются дефекты, превышающие нормы по ОСТ 26-01-135. 8.7.5. По результатам ультразвукового контроля заготовок шпилек не допускаются следующие дефекты: 1) отдельные непротяженные превышающие нормы, приведенные в табл. 14. 2) протяженные, превышающие условную протяженность искусственного отражателя S 1 , мм2при чувствительности контроля S0, мм2. Таблица 14
Примечание. Суммарное число отдельных дефектов в заготовке определяется суммой дефектов эквивалентной площадью от S0 до S1 1) трещины всех видов и направлений; 2) поры, свищи; 3) подрезы, непровары, несплавления; 4) наплывы, прожоги, незаплавленные кратеры. 8.7.7. В сварных соединениях приварки штуцеров из хромомолибденовых сталей, выполненных ручной электродуговой сваркой по результатам внешнего осмотра не допускаются дефекты, указанные в п. 8.6, при этом отдельные поры и шлаковые включения не допускаются свыше норм, предусмотренных табл. 15 Таблица 15
8.7.8. Чувствительность магнитопорошкового метода контроля должна соответствовать условному уровню чувствительности Б по ГОСТ 21105. Чувствительность цветного метода-2 классу по ГОСТ 18442. В сварных соединениях штуцеров, указанных в п. 8.7.7 по результатам цветной дефектоскопии не допускаются дефекты свыше норм, предусмотренных табл. 16. Таблица 16
8.7.11. По результатам радиационного контроля сварных соединений корпуса и его элементов не допускаются следующие дефекты: 1) трещины всех видов и направлений; 2) непровары, несплавления; 3) поры и шлаковые включения свыше норм, установленных ГОСТ 23055 в соответствии с табл. 17. При оценке суммарной длины дефектов в соответствии с ГОСТ 23055 учитываются все дефекты сварного шва, выявленные на снимке. В кольцевых сварных соединениях рулонированных корпусов толщиной свыше 110 мм допускаются удлиненные шлаковые включения шириной и длиной не превышающей значения ширины и суммарной длины для соответствующей толщины по 3 классу дефектности по ГОСТ 23055. Расстояние между двумя близлежащими удлиненными шлаковыми включениями должно быть не менее двухкратной максимальной длины включения. Данные нормы распространяются на дефекты, ориентированные вдоль оси шва. Таблица 17
Примечание. Дяя уточнения координат дефектов в сварных соединениях может быть использован метод ультразвукового контроля. 8.7.12. Чувствительность радиографического метода контроля должна соответствовать классу 2 по ГОСТ 7512. 8.7.13. В сварных соединениях монолитных деталей и наплавках по результатам ультразвукового контроля недопустимы следующие дефекты: 1) отдельные непротяженные, превышающие нормы, приведенные в табл. 18, 19; 2) протяженные, условная протяженность которых превышает условную протяженность искусственного отражателя площадью S 0 (табл. 18, 19) на соответствующей глубине; 3) группа дефектов. Оценка протяженных дефектов должна производиться при максимальных амплитудах отраженных сигналов, составляющих 0,5 и более значений амплитуды сигнала от искусственного отражателя площадью S 0 (табл.18, 19) на соответствующей глубине. 8.7.14. Оценка качества сварных швов варки (приварки) штуцеров, выполненных автоматической и ручной сваркой, производится в соответствии с требованиями п.п. 8.7.6; 8.7.9; 8.7.10; 8.7.13 и табл. 18, 19. 8.7.15. Качество наплавки торцев многослойных и монолитных обечаек оценивается согласно п. 8.7.6., 8.7.10. и табл. 19. Таблица 18 Оценка качества сварных соединений по результатам ультразвукового метода дефектоскопии по отдельным непротяженным дефектам
Примечание. Расстояние между дефектами по поверхности сканирования должно быть не менее условной протяженности большего из соседних дефектов на соответствующей глубине. Таблица 19 Оценка качества наплавки по результатам ультразвуковой дефектоскопии по отдельным непротяженным дефектам.
Примечание. Суммарное число отдельных дефектов определяется суммой дефектов эквивалентной площадью от S до S1 8.8. Гидравлическое испытание8.8.1. Сосуды (сборочные единицы) после изготовления и сборки на предприятии-изготовителе должны подвергаться гидравлическому испытанию пробным избыточным давлением в соответствии с технической характеристикой, приведенной в конструкторской документации на сосуд. Допускается гидравлическое испытание негабаритных сосудов , транспортируемых частями и собираемые на монтажной площадке, производить после окончания сварки, сборки и других работ на месте установки. 8.8.2. Гидравлическое испытание должно проводиться при температуре стенки сосуда, исключающей возможность хрупкого разрушения. При отсутствии указаний в техническом проекте температура воды должна быть в пределах от 5 до 40°С. Разность температур стенки сосуда и окружающего воздуха во время испытания не должна вызывать выпадение влаги на поверхности стенок сосуда. 8.8.3. Давление в испытываемом сосуде следует повышать и снижать плавно по инструкции предприятия-изготовителя. Скорость подъема и снижения давления не должна превышать 1,0 МПа/мин. 8.8.4. Давление при испытаниях должно контролироваться двумя манометрами (один из которых контрольный) показывающими, общепромышленного назначения класса точности не ниже 1,5. Оценка погрешности измерения производится в зависимости от значения и допускаемых отклонений, пробного давления, заданных в конструкторской документации. 8.8.5. Время выдержки сосуда под пробным давлением должно быть не менее значений, указанных в табл. 20. 8.8.6. После выдержки под пробным давлением, его снижают до расчетного, при котором производят осмотр наружной поверхности сосуда, всех его разъемных и сварных соединений. Таблица 20
8.8.7. Испытания кованых, кованосварных, вальцованосварных и штампосварных сосудов. 8.8.7.1. Гидравлическое испытание сосудов должно производиться пробным давлением Рпр , МПа, определяемым по формуле:
где Р-расчетное давление, определяемое по ГОСТ 25215 и ОСТ 26-1046, МПа; [σ]20, [σ]t - допускаемые напряжения для материала стенки сосуда или его. элементов соответственно при 20°С и расчетной температуре t , МПа. Примечания: 1. Значение пробного давления для сосудов, работающих при отрицательных температурах, принимают таким же, как при температуре 20°С. 2. Отношение 3. Значение пробного давления должно быть подтверждено расчетом на прочность по элементам сосуда, в соответствии с ОСТ 26-1046. 8.8.7.2. Сосуды признаются выдержавшими испытание пробным давлением, если во время его проведения и по его завершению отсутствуют: 1) видимое падение давления по манометру; 2) пропуски испытательной среды (течь, потение, пузырьки воздуха) в сварных соединениях и на основном металле; 3) течи в разъемных соединениях; 4) признаки разрыва; 5) остаточные деформации. Допускается не считать течью пропуски воды через неплотности арматуры, если они не мешают сохранению пробного давления. 8.8.7.3. После гидравлического испытания сосуд должен быть открыт, просушен, а затем произведен контроль качества сварных соединений внешним осмотром магнитопорошковым или цветным методами, а, при необходимости, - ультразвуковым. 8.8.7.4. В случае выявления дефектов после гидравлического испытания сосудов должно производиться устранение выявленных дефектов и повторное гидравлическое испытание пробным давлением. 8.8.7.5. Значение пробного давления и результаты испытаний должны быть оформлены актом и занесены в паспорт сосуда. 8.8.8. Испытания многослойных рулонированных сосудов. 8.8.8.1. Многослойные рулонированные сосуды после изготовления до проведения испытаний пробным давлением однократно подвергаются гидравлической опрессовке повышенным давлением опрессовки. 8.8.8.2. Значение давления опрессовки Ропр , МПа многослойных рулонированных сосудов, имеющих доступ к сварным соединениям центральных обечаек, определяется по формуле:
где S -общая толщина стенки (центральная обечайка, навивка, кожух) сосуда, мм; D H - наружный диаметр сосуда, мм;
Средний предел текучести
где SЦ , SH , SK , толщина центральной обечайки, навивки и кожуха соответственно, мм. При наличии плакирующего слоя он учитывается соответствующим слагаемым в числителе формулы. 8.8.8.3. Многослойные-рулонированные сосуды с внутренними устройствами, не имеющие доступа к сварным соединениям центральных обечаек, должны подвергаться гидравлическому испытанию повышенным давлением опрессовки, определяемым по формуле:
где Р-расчетное давление, МПа. 8.8.8.4. Значение давления гидравлического испытания должно быть указано в техническом проекте и подтверждено расчетом на прочность в соответствии с требованиями ГОСТ 25215 и ОСТ 26-1046 по всем элементам сосуда, кроме рулонированных частей. В случае, если при расчете на прочность не обеспечивается запас прочности, установленный по ГОСТ 25215 и ОСТ 26-1046 допускается снижать давление опрессовки до значения, обеспечивающего прочность всех элементов сосуда, но не менее значения определенного по п.8.8.8.3. 8.8.8.5. Гидравлическое испытание максимальным давлением опрессовки рулонированных сосудов должно производиться при температуре внутренней поверхности стенки не ниже 60°С. Контроль температуры производится с помощью термопреобразователей или других измерительных устройств, установленных на дне дренажных отверстий не менее чем у трех рулонированных обечаек, расположенных в середине корпуса. Возможность испытания сосудов при более низкой температуре стенки должна обосновываться расчетом. При давлении опрессовки сосуд выдерживается в течение трех часов, затем давление снижается до пробного и выдерживается в течение одного часа. После снижения давления до расчетного должен производиться тщательный осмотр в доступных местах всех сварных соединений и прилегающих к ним участков. 8.8.8.6. Сосуды рулонированные признаются выдержавшими гидравлическое испытание давлением опрессовки, если в процессе его проведения не наблюдалось: видимого падения давления по манометру, потения или пропуска жидкости через контрольные отверстия (дренажные), сварные швы и уплотнения. После гидравлического испытания увеличение внутреннего диаметра цилиндрической рулонированной части корпуса не должно превышать 0,6% от его действительного значения. Измерения внутреннего диметра и длины окружности производить в середине каждой обечайки. 8.8.8.7. Результаты гидравлического испытания и измерений внутреннего диаметра и длины окружности проведенные в соответствии с п. 8.8.8, должны быть занесены в паспорт сосуда. 8.9. Испытания на плотность и герметичность8.9.1. Усилительные накладки, облицовки типа втулок (стаканов) для патрубков, штуцеров и др. устройств до гидравлического испытания должны быть испытаны на плотность путем подачи воздуха между устройствами и основным металлом. 8.9.2. Для кожухотрубчатых теплообменников соединения «труба-трубная доска» должны быть испытаны со стороны межтрубного пространства воздухом, фреоном или гелием. Если в технической документации на аппарат неоговорено значение давления испытания, то его следует принимать равным расчетному для межтрубного пространства, но не более 0,6 МПа (6 кгс/см2). 9. МАРКИРОВКА, КОНСЕРВАЦИЯ И ОКРАСКА. УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ9.1.Маркировка9.1.1. Сосуды, отдельно транспортируемые части негабаритных сосудов, а также их элементы должны иметь маркировку, выполняемую предприятием-изготовителем. 9.1.2. На каждом сосуде должна быть прикреплена на видном месте табличка, выполненная в соответствии с ГОСТ 12971. На табличку должны быть нанесены: 1) наименование или товарный знак предприятия-изготовителя (для экспорта указывать «Сделано в СССР»); 2) наименование или обозначение (шифр заказа) сосуда; 3) порядковый номер сосуда по системе нумерации предприятия-изготовителя; 4) расчетное давление, МПа; 5) рабочее или условное избыточное давление, МПа; 6) пробное давление, МПа; 7) расчетная температура стенки, °С; 8) масса сосуда, кг; 9) год изготовления; 10) клеймо технического контроля. 9.1.3. Табличка должна крепиться на приварном подкладном листе, приварной скобе, приварных планках или приварном кронштейне. Приварка таблички к корпусу не допускается. 9.1.4. Табличка должна прикрепляться у горизонтальных сосудов - на днищах или вблизи от них на корпусе, у вертикальных сосудов-в нижней части корпуса. Допускается устанавливать табличку на другом видном месте по указанию в чертежах. 9.1.5. На наружной поверхности стенки сосуда в местах по п. 9.1.4 должно быть нанесено: 1) наименование или товарный знак предприятия-изготовителя; 2) порядковый номер сосуда по системе нумерации предприятия-изготовителя; 3) год изготовления; 4) клеймо технического контроля. Допускаются другие дополнительные надписи на сосуде при соответствующих указаниях в конструкторской документации. 9.1.6. На транспортируемых частях (блоках) негабаритных сосудов должно быть нанесено: 1) обозначение сосуда; 2) порядковый номер по системе нумерации предприятия-изготовителя; 3) обозначение транспортируемой части. 9.1.7. На каждом сосуде, поставочной части негабаритных в сборе сосудов, должны быть нанесены по ГОСТ 24444 монтажные метки, показывающие положение главных осей в плане и взаимное расположение прошедших контрольную сборку частей аппарата, поставляемых отдельными сборочными единицами, а также указаны места крепления стропов, положение центра масс, предусмотрены устройства и поставлены предприятием-изготовителем в соответствии с техническим проектом, обеспечивающие установку сосуда в собранном виде или поставочной части с использованием подъемно-погрузочных механизмов для подъема и установки в проектном положении. 9.1.8. Маркировка грузовых мест-по ГОСТ 14192 и техническим условиям на конкретный сосуд (блок) с указанием манипуляционных знаков (центра масс, мест строповки и др.). 9.2. Консервация и окраска9.2.1. Консервации и окраске подлежат сосуды, принятые отделом технического контроля. 9.2.2. Наружные поверхности сосуда должны быть окрашены по ГОСТ 9.105, ГОСТ 9.402. Окраске не подлежат опорные поверхности, соприкасающиеся с бетонной смесью подливки при монтаже, поверхности шириной 50-60 мм, прилегающие к кромкам, свариваемым на монтаже. 9.2.3. Консервация металлических неокрашенных поверхностей сосудов, поставляемых в полностью собранном виде, негабаритных поставочных частей, комплектующих деталей и сборочных единиц, входящих в объём поставки, а также кромок, подлежащих сварке при монтаже и прилегающих к ним поверхностей, должна производиться-по ГОСТ 9.014 и обеспечивать защиту от коррозии при транспортировании, хранении и монтаже в течение не менее 24 месяцев со дня отгрузки изделий с предприятия-изготовителя. Внутренние поверхности корпусов сосудов подлежат временной противокоррозионной защите-по ГОСТ 9.014. Для сосудов, просушенных и загерметизированных, временную противокоррозионную защиту допускается не производить. 9.2.4. Марки лакокрасочных и консервационных материалов выбираются в каждом отдельном случае в зависимости от условий эксплуатации сосудов-по ГОСТ 9.032, ГОСТ 9.054, ГОСТ 9.104, ГОСТ 9.014, ГОСТ 9404. 9.2.5. Методы консервации и применяемые для этого материалы должны обеспечивать возможность расконсервации сосудов в сборе и транспортируемых частей без их разборки. Если по условиям эксплуатации, требуется обезжиривание, которое невозможно выполнить без разборки сборочных единиц, то требование о безразборной расконсервации на эти сосуды не распространяется. 9.2.9. Изделия, изготовленные из материалов стойких против атмосферной коррозии, защите не подлежат. 9.2.7. Свидетельство о консервации, в котором указываются дата консервации, марка консервационного материала, срок консервации и способы расконсервации, должно прилагаться к паспорту сосуда. При этом должны приниматься обозначения по ГОСТ 9.014. 9.3. Упаковка, транспортирование и хранение9.3.1. Упаковка сосудов-по ГОСТ 23170 и техническим условиям на конкретный сосуд с указанием комплекта поставки (наименования и количества мест, вида упаковки, габаритных размеров, массы и др.). Упаковка сосудов, предназначенных на экспорт, должна производиться по заказ-наряду. 9.3.2. Все отверстия, патрубки, штуцера, муфты и присоединительные фланцы корпусов сосудов, отдельно поставляемых частей (блоков) и сборочных единиц, должны быть закрыты пробками или заглушками для защиты от повреждений и загрязнений уплотнительных и присоединительных поверхностей и резьб. При этом ответственные из них по усмотрению предприятия-изготовителя подлежат опломбированию. Разъемы сосудов, отправляемых частями, должны быть заглушены средствами, предусмотренными предприятием-изготовителем. 9.3.3. Концы основных шпилек, выступающие из гаек, должны быть защищены от механических повреждений. 9.3.4. Прокладки для уплотнительных соединений должны поставляться в отформованном виде, в соответствии с чертежом. Условия хранения и транспортирования прокладок должны исключать их деформацию и механические повреждения. Внутренние устройства, отправляемые в собранном сосуде, при необходимости, должны быть закреплены в корпусе для предохранения от деформации под влиянием собственного веса и динамических нагрузок при транспортировании. 9.3.5. Отдельно отправляемые детали, запасные части и сборочные единицы должны быть законсервированы, согласно инструкций предприятия-изготовителя и упакованы в деревянные ящики или устройства. Тип применяемых для упаковки ящиков и технические требования к ним-по ГОСТ 2991, ГОСТ 5959, ГОСТ 10198. Ящики для запасных частей сосуда, предназначенные на экспорт-по ГОСТ 24634. Требования по упаковке (масса, габаритные размеры, способ укладки и крепление груза внутри тары и другие параметры), должны быть указаны в технических условиях на конкретный вид продукции. Категория упаковки-по ГОСТ 23170. 9.3.6. При отправке в ящиках, запасные прокладки следует завернуть в непроницаемую бумагу-по ГОСТ 8828, а шпильки для фланцевых соединений в оберточную или парафинированную-по ГОСТ 8273, ГОСТ 9569. 9.3.7. Сосуды должны транспортироваться железнодорожным транспортом на открытом подвижном составе. Допускается транспортирование автомобильным и водным транспортом. 9.3.8. Погрузка, размещение и крепление сосудов, отдельно поставляемых частей и сборочных единиц на железнодорожных платформах должны производиться в соответствии с требованиями «Правил перевозок грузов», «Технических условий погрузки и крепления грузов», а также «Инструкция по перевозке негабаритных и тяжеловесных грузов на железных дорогах СССР колеи 1520 мм», утвержденных Министерством путей сообщения. Технические условия предприятия-изготовителя на конкретный негабаритный сосуд должны быть согласованы с отделом негабаритных перевозок Главного управления МПС СССР. 9.3.9. Условия транспортирования и хранения сосудов на предприятии-изготовителе и монтажных площадках должны обеспечивать сохранность качества сосуда, предохранять их от коррозии, эрозии, загрязнения, механических повреждений и деформации. 9.3.10. Сосуды должны храниться и транспортироваться по «условиям хранения» - 8 (ОЖ3-открытые площадки в микроклиматических районах с умеренным и холодным климатом) по ГОСТ 15150. Для сосудов поставляемых на экспорт «Условия хранения» устанавливаются - 9 (ОЖ1-открытые площадки) по ГОСТ 15150. 10. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ10.1. Эксплуатация сосуда должна производиться при соблюдении «Правил устройства и безопасной эксплуатации сосудов работающих под давлением» Госгортехнадзора, 1987 г., «Общих Правил взрывобезопасности, для взрывопожароопасных химических и нефтехимических производств» Госгортехнадзора, 1988 г., технологического регламента процесса, инструкций по режиму работы и безопасной эксплуатации, разработанных потребителями и инструкции по эксплуатации, монтажу, осмотру, ремонту и контролю во время эксплуатации, входящей в состав технического проекта. 10.2. Сосуды должны эксплуатироваться при параметрах, не превышающих значений указанных в технической характеристике паспорта сосуда. Использование сосуда при других значениях параметров, отличающихся от указанных в технической характеристике, подлежат согласованию с организацией-автором технического проекта и предприятием-изготовителем. 10.3. Скорость подъема и снижения допускается не более 0,5 МПа/мин. 10.4. Скорость повышения и снижения температуры внутренней поверхности сосуда не должны превышать 30 °С/ч кроме случаев, особо оговоренных в техническом проекте. Способ контроля и точки измерения температуры устанавливаются техническим проектом. Допускается за температуру внутренней поверхности принимать температуру среды. В технически обоснованных случаях в проекте могут быть установлены другие скорости изменения температуры при наличии температурного и прочностного расчета, согласованного с головной организацией по сосудам высокого давления. 10.5. Пуск сосудов при отрицательных температурах окружающего воздуха должен производиться в соответствии с пусковым регламентом, приведенным в приложении 21. 10.6. Выверку проектного положения на фундаменте, соблюдение главных осей и отметок, производить с помощью монтажных меток или штырей, предусмотренных предприятием-изготовителем. 10.7. При установке, пуске и эксплуатации сосуда защитные колпачки, если они предусмотрены рабочей документацией, должны быть навернуты на шпильки (основные). 10.8. При пуске и эксплуатации сосуда должны быть удалены пробки из контрольных отверстий рулонированных обечаек корпуса. В сосудах с теплоизоляцией должны быть предусмотрены в изоляции окна в местах расположения контрольных отверстий или ввернуты в контрольные отверстия трубки с выходом их концов за изоляцию. 10.9. Эксплуатация сосуда должна быть запрещена: 1) в случаях предусмотренных п.7.3.1 Правил Госгортехнадзора; 2) при истечении срока очередного освидетельствования; 3) если выявлены дефекты, вызывающие сомнения в надежной и безопасной работе. 10.10. Разборка сосуда, остановленного для ремонта или освидетельствования, может производиться только после освобождения его от рабочей среды и отключения заглушками от технологических трубопроводов. 10.11. Сосуды, работающие с взрывоопасными средами, перед вскрытием и пуском должны продуваться инертным газом. 10.12. Выполнение работ при осмотре, освидетельствовании и ремонте сосудов, работающих с взрывоопасными средами, должно производиться инструментами в искробезопасном исполнении. 10.13. Контроль температуры корпуса сосуда при эксплуатации производится термопреобразователями или другими измерительными устройствами, расположенными на наружной поверхности корпуса в соответствии с техническим проектом. 11. ГАРАНТИИ ИЗГОТОВИТЕЛЯ11.1 Гарантийный срок эксплуатации сосудов устанавливается 18 месяцев с момента пуска их в эксплуатацию, но не более 24 месяцев после отгрузки с предприятия-изготовителя при условии соблюдения правил транспортирования, хранения в соответствии с требованиями настоящего стандарта и инструкций по эксплуатации, монтажу, осмотру, ремонту и контролю во время эксплуатации. Предприятие-изготовитель гарантирует качество изготовления, контроля и испытания сосудов в соответствии с требованиями чертежей и настоящего стандарта. 11.2. Срок службы сосуда и допустимое при этом число циклов нагружения определяются техническим проектом и заносятся в паспорт сосуда. Настоящий стандарт устанавливает необходимые требования к качеству изготовления сосудов, обеспечивающие срок их службы при условии соблюдения правил транспортирования, хранения, регламентированных проектом режимов работы, правил эксплуатации, обслуживания и освидетельствования. 11.3. Предприятие-изготовитель должно гарантировать сборку сосудов, поставляемых в разобранном виде (частями), без проведения дополнительных подгоночных работ. Приложение 1 Листовая и рулонная сталь (обязательное)
Продолжение Приложения 1 Листовая и рулонная сталь
Продолжение Приложения 1 Листовая и рулонная сталь
Продолжение Приложения 1 Листовая и рулонная сталь
Продолжение Приложения 1 Листовая и рулонная сталь
Примечания: 1. Объем контроля на предприятии-изготовителе сосудов листовой стали по ГОСТ 5520, ГОСТ 19281, ГОСТ 7350 и по указанным в таблице техническим условиям-2 листа от партии, рулонной стали-2 рулона от партии. 2. Испытание на механическое старение производится в том случае, если при изготовлении сосудов или их деталей, эксплуатируемых при температуре выше 200°С, сталь подвергается холодной деформации (вальцовке, гибке, отбортовке и др.). 3. Допускается, для сосудов работающих в средах не содержащих водород, применять материалы на температуры, указанные в приложении 5 Правил Госгортехнадзора. Приложение 2 Поковки (обязательное)
Продолжение Приложения 2 Поковки
Продолжение Приложения 2 Поковки
Примечание Допускается, для сосудов работающих в средах не содержащих водород, применять материалы на температуры, указанные в приложении 5 Правил Госгортехнадзора. Приложение 3 Трубы стальные (обязательное)
Примечание. Допускается, для сосудов работающих в средах не содержащих водород, применять материалы на температуры, указанные в приложении 5 Правил Госгортехнадзора. Приложение 4 Сортовая сталь (круглая и профильная) (обязательное)
Продолжение Приложения 4 Сортовая сталь (круглая и профильная)
Примечание. Допускается, для сосудов работающих в средах не содержащих водород, применять материалы на температуры, указанные в приложении 5 Правил Госгортехнадзора. Приложение 5 Сталь листовая и рулонная. Механические свойства и виды испытаний (справочное)
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Продолжение Приложения 5 Сталь листовая и рулонная. Механические свойства и виды испытаний
Примечание. Для сталей марок 08Х18Н10Т, 08Х18Н12Т,
12Х18Н10Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 12Х18Н10Т, 12Х18Н9Т в таблице дано
значение предела текучести Приложение 6 Сталь листовая двуслойная. Механические свойства и виды испытаний (справочное)
Продолжение Приложения 6 Сталь листовая двуслойная. Механические свойства и виды испытаний
Продолжение Приложения 6 Сталь листовая двуслойная. Механические свойства и виды испытаний
Приложение 7 Поковки. Механические свойства (справочное)
Продолжение Приложения 7 Поковки. Механические свойства
Продолжение Приложения 7 Поковки. Механические свойства
Продолжение Приложения 7 Поковки. Механические свойства
Продолжение Приложения 7 Поковки. Механические свойства
Продолжение Приложения 7 Поковки. Механические свойства
Продолжение Приложения 7 Поковки. Механические свойства
Продолжение Приложения 7 Поковки. Механические свойства
Продолжение Приложения 7 Поковки. Механические свойства
Продолжение Приложения 7 Поковки. Механические свойства
Приложение 8 Трубы. Механические свойства и виды испытаний (справочное)
Продолжение Приложения 8 Трубы. Механические свойства и виды испытаний
Продолжение Приложения 8 Трубы. Механические свойства и виды испытаний
Продолжение Приложения 8 Трубы. Механические свойства и виды испытаний
Продолжение Приложения 8 Трубы. Механические свойства и виды испытаний
Продолжение Приложения 8 Трубы. Механические свойства и виды испытаний
Примечание. Для
сталей марок 08X18H10T, 08X17H13M2T, 12218H10T, 12X18H12T, 10X17H13M2 T предел текучести приведен ПРИЛОЖЕНИЕ 9
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
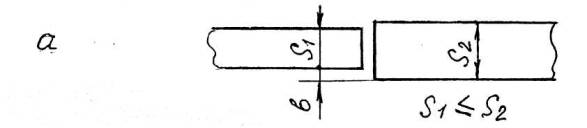
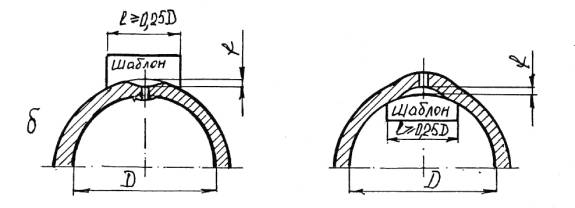
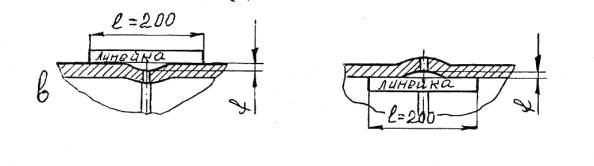
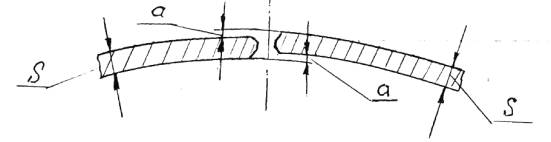
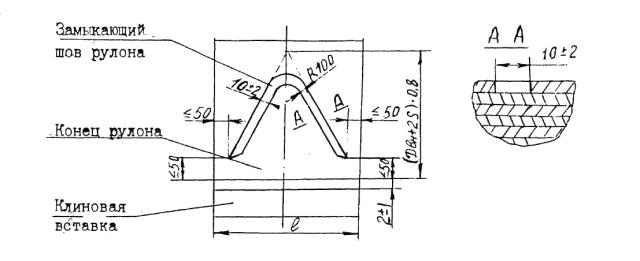
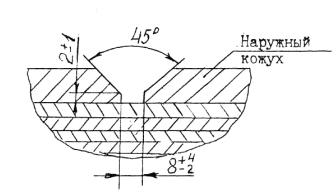
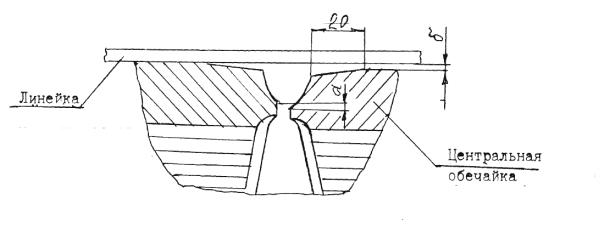
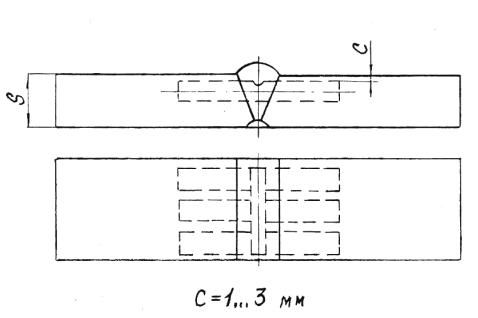
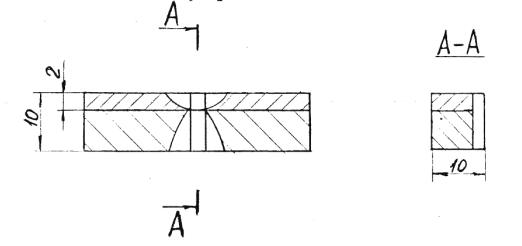
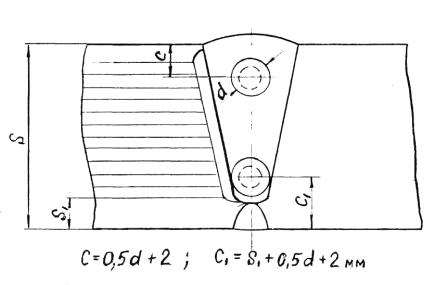
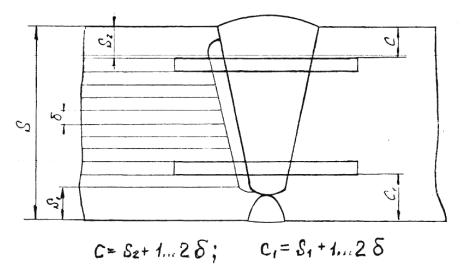
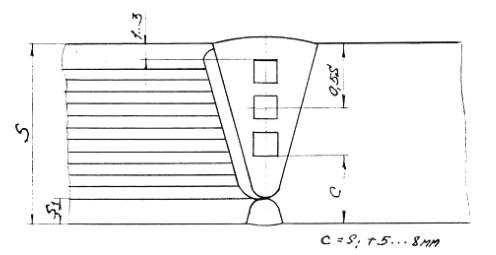
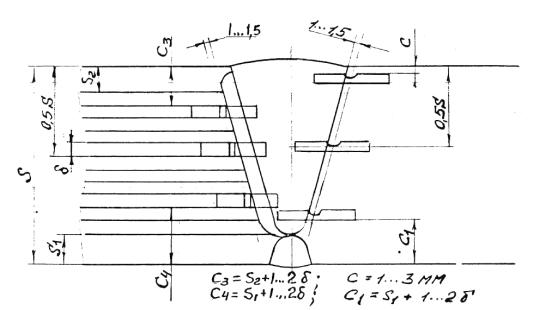
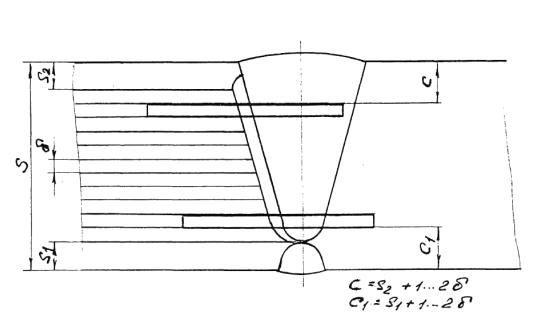
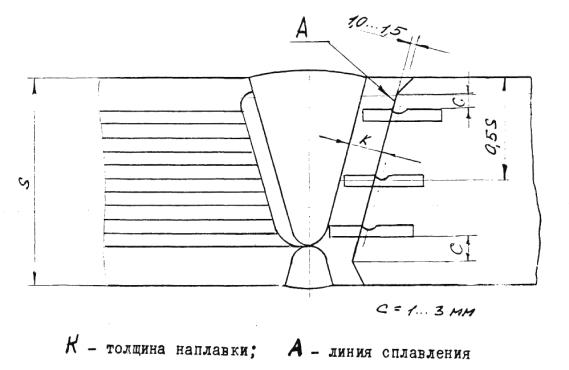
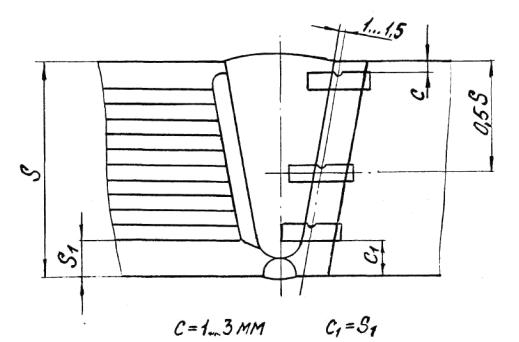
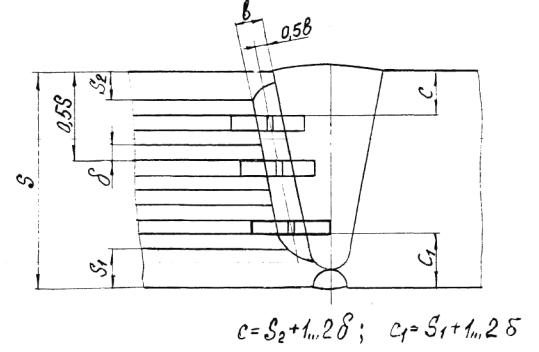
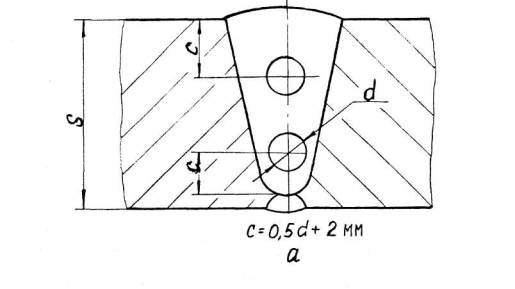
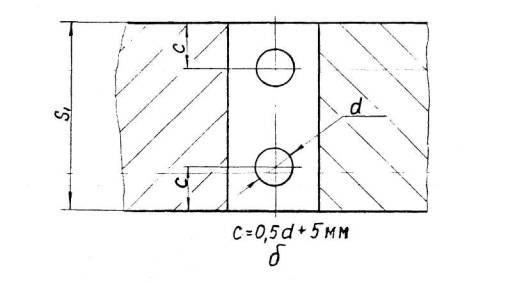
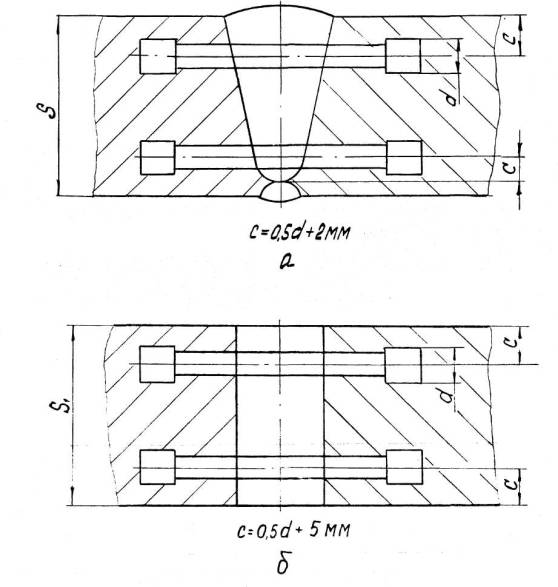
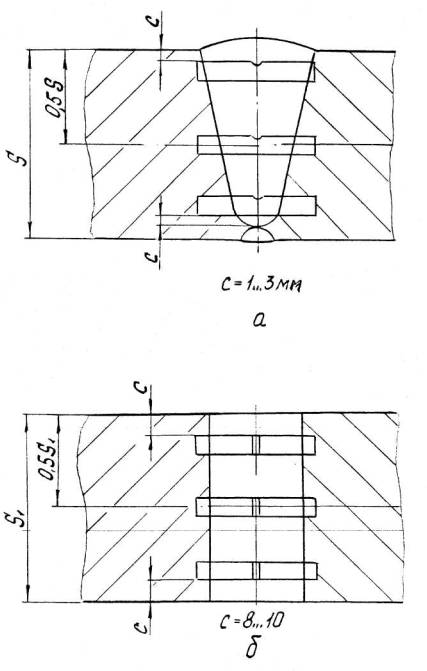
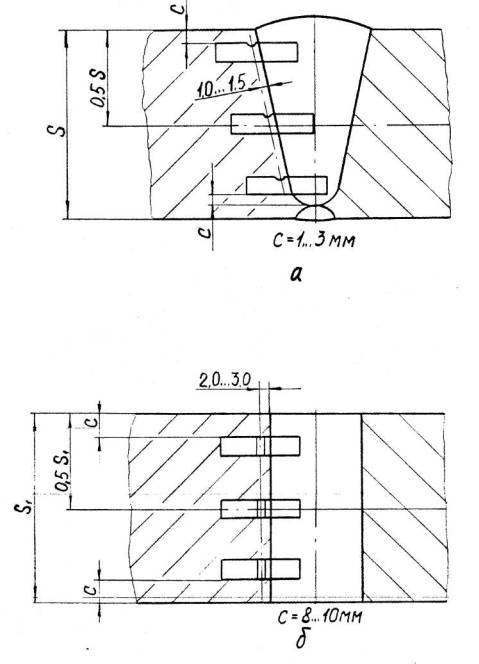
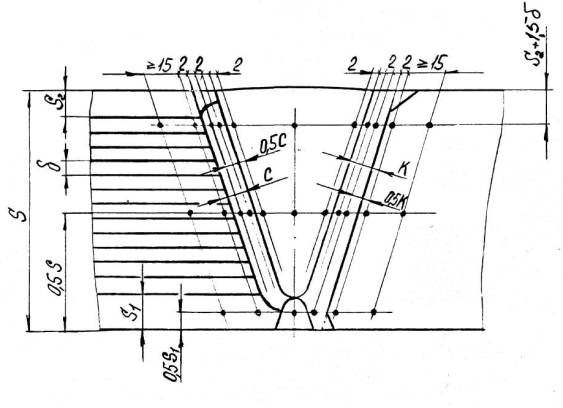
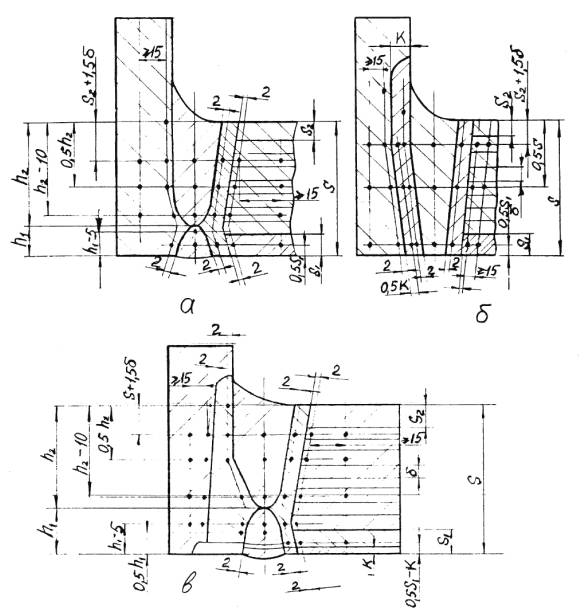
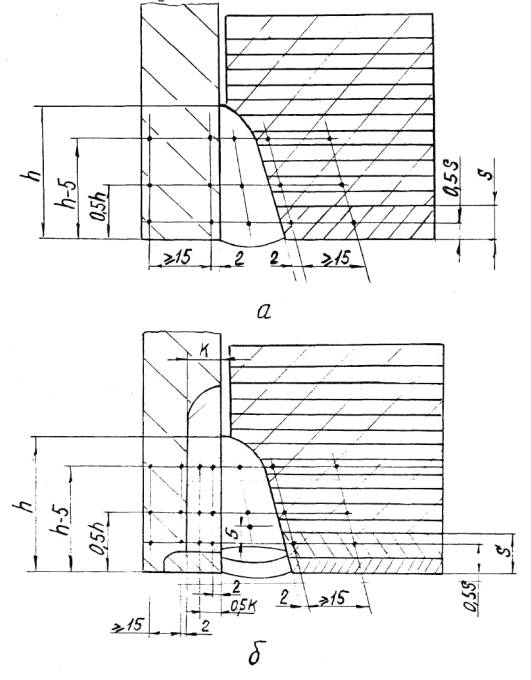
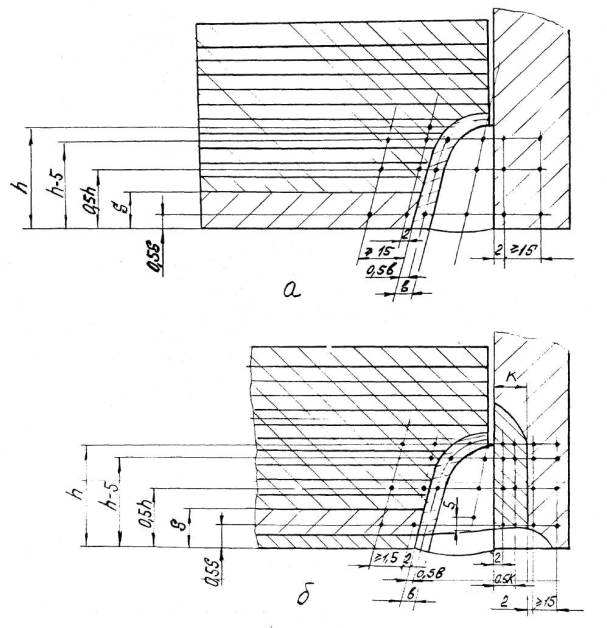
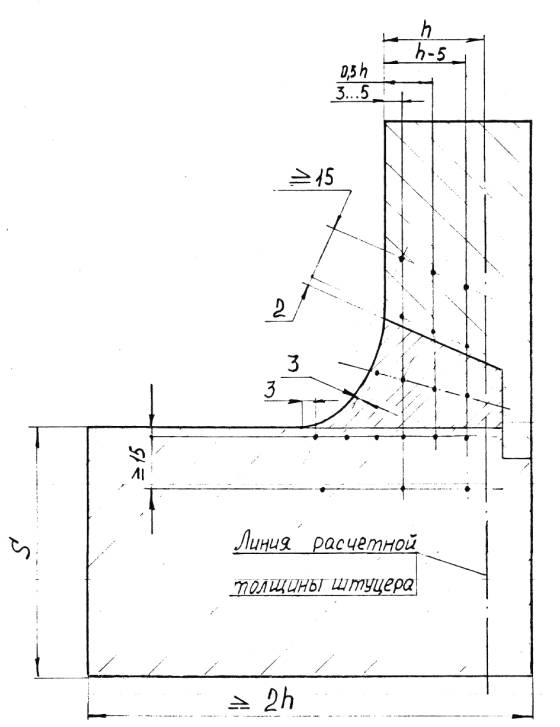
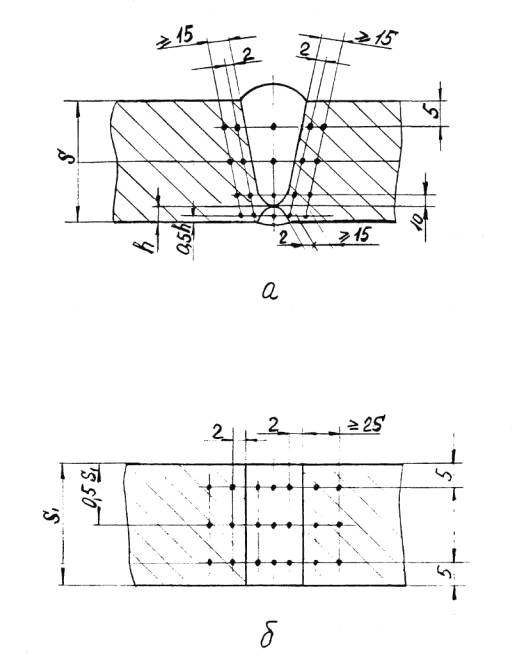
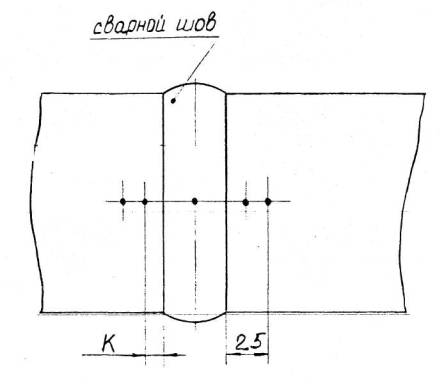
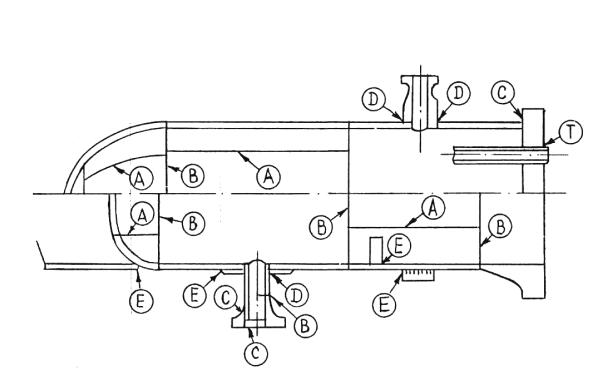
|
Марка стали |
Парциальное давление водорода, МПа |
|||||||
|
1,5 |
2,5 |
5,0 |
10,0 |
20,0 |
30,0 |
40,0 |
||
|
20, 20К, 22К, 15ГС, 16ГС, 09Г2С, 10Г2С1 |
290 |
280 |
260 |
230 |
210 |
200 |
190 |
|
|
14ХГС |
310 |
300 |
280 |
260 |
250 |
240 |
230 |
|
|
30ХМА, 12XM, 15XM, 12Х1МФ |
400 |
390 |
370 |
330 |
290 |
260 |
250 |
|
|
20Х2М |
480 |
460 |
450 |
430 |
400 |
390 |
380 |
|
|
10Х2М1, 12Х2МФА, 15Х1М1Ф, 25Х2МФА |
510 |
490 |
460 |
420 |
390 |
380 |
380 |
|
|
22ХЗМ, 25ХЗМФА |
510 |
500 |
490 |
475 |
440 |
430 |
420 |
|
|
18ХЗМФ |
510 |
500 |
470 |
450 |
||||
|
20ХЗМВФ, 15X5M, 12X18H10T, 08X17H13M2T, 10X17H13M2T, 10X17H13M3T |
510 |
|||||||
|
Двухслойные стали |
20, 09Г2С, 16ГC + 12X18H10T |
380 |
350 |
|||||
|
12МХ + Г2Х18Н10Т, 12XM +12X18H10T |
400 |
390 |
370 |
|||||
Примечания:
1. Условия применения двухслойной стали установлены для отношения толщин основного и плакирующего слоя не более 9 и парциального давления водорода за основным слоем не более 0,1 МПа.
2. Параметры применения сталей, указанные в таблице, относятся также и к сварным соединениям при условии, если легирование металла шва не ниже , чем основного металла.
Таблица 2. Максимально допустимые температуры применения сталей в средах, содержащих аммиак (°С)
|
Марки стали |
Парциальное давление аммиака, МПа |
||
|
св.1 до 2 |
св.2 до 5 |
св.5 до 8 |
|
|
20, 20К, 22К, 09Г2С, 10Г2С1, 15ГС, 16ГС |
- |
300 |
- |
|
14ХГС, 30ХМА, 12 MX , 15 XM , 12Х1МФ |
340 |
330 |
310 |
|
15Х1М1Ф, 20Х2М, 10X2M1, 22ХЗМ, 12Х2МФА, 15Х2МФА, 25Х2МФА, 25ХЗМФА, 18ХЗМВ, 20ХЗМВФ, 15X5M |
360 |
350 |
340 |
|
12X18H10T, 10X17H13M2T, 10X17H13M3T, 08X17H15M3T, 08X17H13M2T |
560 |
||
Примечание. Условия применения: установлены для скорости азотирования не более 0,5 мм/год.
Таблица 3. Предельно допустимые парциальные давления окиси углерода, МПа
|
Тип стали |
Температура, °С |
|
|
до 100 |
свыше 100 |
|
|
Углеродистые и низколегированные с массовой долей хрома до 2% |
24 |
менее 10 |
|
Низколегированные стали с массовой долей хрома от 2 до 5% |
10 |
|
|
Коррозионностойкие стали аустенитного класса |
24 |
|
Примечание. Условия применения установлены для скорости карбонильной коррозии не более 0,5 мм/год.
ПРИЛОЖЕНИЕ 10
Обязательное
Сварочные материалы для ручной электродуговой сварки углеродистых и
легированных сталей
|
Марка свариваемой стали |
Тип или марка электродов |
Обозначение стандартов или технических условий на электроды |
Допустимая температура эксплуатации сварных соединений |
|
20, 16К, 18К, 20К, 22К, 20ЮЧ, 20К-основной слой двухслойной стали |
Э42А, Э50А |
По обязательному приложению 1, 2, 3, но не ниже минус 40°С. |
|
|
09Г2С, 10Г2С1, 15ГС, 16ГС, 10Г2, 08Г2СФБ, 08Г2МФБ, 14ХГС, 09Г2С, 16ГС-основной слой двухслойной стали. |
Э50А |
||
|
12ХГНМ, 12ХГНМФ, 15ХГНМФТ |
УОНИ 13/55 H 2 |
ПО 112-37 ПО Уралхиммаш |
От минус 40°С до 400°С |
|
12МХ;12МХ-основной слой двухслойной стали |
Э-09МХ, Э-09Х1М |
Не ниже 0°С, верхний предел-по обязательному приложению 1, 2, 3. |
|
|
12ХМ, 15ХМ, 12ХМ-основной слой двухслойной стали |
Э-09Х1М, Э-09Х1МФ |
||
|
30XMA |
Э-09Х1МФ, Э-10Х5МФ |
||
|
X 3 M -1 |
ПО 112-9 ПО Уралхиммаш |
||
|
12Х1МФ, 15Х1М1Ф |
Э-09Х1МФ |
||
|
10Х2ГНМ, 10Х2ГНМА, 10X2M1, 1X2M1, 10Х2М1-основной слой двухслойной стали |
Э-05Х2М |
||
|
12Х2МФА, 15Х2МФА, 15Х2НМФА |
48 Н-3, 48 Н-6 |
ОСТ 5.9244 |
|
|
Э-09Х1МФ, Э-10Х5МФ |
|||
|
22Х3М, 20Х2МА, 20Х2М |
X3M-1 |
ПО 112-9 ПО Уралхиммаш |
От минус 40°С до 400°С |
|
15X5M |
Э-10Х5МФ |
От 0°С до 510°С |
ПРИЛОЖЕНИЕ
11
Обязательное
Сварочные материалы для ручной электродуговой сварки высоколегированных сталей
|
Марка свариваемой стали |
Тип электродов по ГОСТ 10052 |
Допускаемая температура эксплуатации сварных соединений |
Требования по стойкости против МКК |
|
08Х22Н6Т |
Э-04Х20Н9, Э-07Х20Н9 |
От минус 40°С до 300°С |
нет |
|
Э-08Х20Н9Г2Б, Э-08Х19Н10Г2Б |
есть |
||
|
08X21H6M2T |
Э-02Х20Н14Г2М2 |
нет |
|
|
Э-09Х19Н10Г2М2Б, Э-07Х19Н11М3Г2Ф |
есть |
||
|
08X18H10T, 12X18H10T, 08Х18Н12Б, 12X18H9T |
Э-04Х20Н9, Э-07Х20Н9 |
От минус 40°С до 400°С |
нет |
|
Э-08Х20Н9Г2Б, Э-08Х19Н10Г2Б |
От минус 40°С до 350°С |
есть |
|
|
08X17H13M2T, 10X17H13M2T, 10X17H13M3T, 08X17H15M3 T |
Э-07Х19Н11М3Г2Ф, Э-02Х20Н14Г2М2, Э-09Х19Н11Г3М2Ф |
нет |
|
|
Э-09Х19Н10Г2М2Б, Э-02Х19Н18Г5АМЗ |
есть |
||
|
03X17H14M3 |
Э-02Х19Н18Г5АМ3 |
||
|
ХН32Т |
Э-27Х15Н35ВЗГ2Б2Т |
От минус 40°С до 550°С |
нет |
ПРИЛОЖЕНИЕ
12
Обязательное
Сварочные материалы для ручной электродуговой сварки двухслойных сталей и
антикоррозионной наплавки
|
Марка свариваемой стали |
Тип электродов по ГОСТ 10052 или марка электродов и технические условия на их поставку |
Требования по стойкости против МКК |
|
|
переходный слой |
облицовочный слой |
||
|
20К, 09Г2С, 16ГС+08Х18Н10Т; 20К, 09Г2С, |
Э-10Х25Н13Г2 |
Э-10Х25Н13Г2, Э-04Х20Н9, Э-07Х20Н9 |
нет |
|
16ГС+12Х18Н10Т |
Э-08Х20Н9Г2Б, Э-08Х19Н10Г2Б |
есть |
|
|
20K + 08X17H15M3T; 09Г2С, 16ГС + 10Х17Н13М3Т; 08Х17Н15М3Т |
Э-10Х25Н13Г2, Э-11Х15Н25М6АГ2, АНЖР-3У, ТУ14-168-23, АНЖР-2 ТУ14-4-598 |
Э-09Х19Н11Г3М2Ф |
нет |
|
Э-02Х19Н18Г5АМ3, Э-09Х19Н10Г2М2Б |
есть |
||
|
12MX, 12XM, 10X2M1 + |
Э-10Х25Н13Г2, Э-04Х20Н9, Э-07Х20Н9, Э-09Х19Н11Г3М2Ф |
нет |
|
|
08X18H10Т; 12MX, 12XM +12X18H10T |
|||
|
|
Э-08Х20Н9Г2Б, Э-08Х19Н10Г2Б, Э-09Х19Н10Г2М2Б |
есть |
|
|
20, 22К, 09Г2С, 22Х3М, 20Х2МА, 20Х2М антикоррозионная наплавка |
Э-10Х25Н13Г2, Э-04Х20Н9, Э-07Х20Н9, Э-09Х19Н11Г3М2Ф |
нет |
|
|
Э-08Х20Н9Г2Б, Э-08Х19Н10Г2Б, Э-09Х19Н10Г2М2Б, Э-02Х19Н18Г5АМ3 |
есть |
||
Примечания:
1. Сварочные материалы для основного слоя двухслойной стали назначать по обязательному приложению 10, 13.
2. Допустимая температура эксплуатации сварных соединений двухслойных сталей по обязательному приложению 1 с учётом примечания 3) табл.2.
3. Допустимая температура эксплуатации элементов с антикоррозионной наплавкой назначается по основному металлу (обязательные приложения 1, 2, 3)с учетом примечания 3)табл.2, но не ниже минус 40°С.
4. Сварочные материалы для антикоррозионной наплавки обеспечивают стойкость против межкристаллитной коррозии при температуре эксплуатации не выше 350°С.
5. Антикоррозионную наплавку элементов из стали марки 12Х2МФА, 15Х2МФА, 15Х2НМФА производить в соответствии с ОСТ 5.9660.
ПРИЛОЖЕНИЕ
13
Обязательное
Сварочные материалы для автоматической сварки под флюсом углеродистых и
легироганных сталей
|
Марка свариваемой стали |
Марка сварочной проволоки по ГОСТ 2246 или техническим условиям |
Марка сварочного флюса по Г0СТ 9087 или техническим условиям |
Допускаемая температура эксплуатации сварных соединений |
|
20, 16K, 18 K, 20К, 22К, 20ЮЧ, 09Г2С, 10Г2С1, 15ГС, 16ГC, 10Г2, 08Г2СФБ, 08Г2МФБ, 14ХГС; 20К, 09Г2С, 16ГС-основной слой двухслойной стали |
Св-08ГА, Св-10ГА |
АН-348А, ОСЦ-45, АН-60 |
По обязательному приложению 1, 2, 3, но не.ниже минус 30°0. |
|
Св-08ГС |
АН-43 |
||
|
Св-08Г2С, Св-08ГСМТ |
АН-17М, АН-43 |
По обязательному приложению 1, 2, 3, но не ниже минус 40°С. |
|
|
12ХГНМ, 12ХГНМФ, 15ХГНМФТ |
Св-10ХГСН2МТ ТУ14-1-301 |
AH -17 M , АН-43 |
От минус 40°С до 400°С |
|
12MX; 12МХ-основной слой двухслойной стали |
Св-08МХ |
АН-43, AH -22, АН-348А |
Не ниже 0 °С, верхний предел по обязательному приложению 1, 2, 3. |
|
12XM, 15XM; 12 XM -основной слой двухслойной стали |
Св-08ХМ, Св-10Х2М ТУ14-1-2219 |
||
|
30ХМА |
Св-18ХМА |
АН-43 |
|
|
12Х1МФ, 15Х1М1Ф |
Св-08ХМФА |
АН-42, ТУ5.965-4075 |
|
|
10Х2ГНМ, 10Х2ГНМА |
Св-04Х2МА, Св-10Х3ГМ, ТУ14-1-4181 |
АН-47 |
|
|
10X2M1, 1X2M1; 10X2M1-основной слой двухслойной стали |
Св-04Х2МА |
КФ-16, ТУ5.965-4074 |
|
|
12Х2МФА, 15Х2МФА, 15Х2НМФА |
Св-10ХМФТ |
АН-42, ТУ5.965-4075 |
|
|
C в-10X5 M |
АН-42, ТУ 5.965-4075, АН-43 |
||
|
22ХЗМ, 20Х2МА, 20Х2М |
Св-10X5M |
АН-43, АН-42, ТУ5.965-4075 |
от минус 40 °С до 400°С |
|
15X5M |
от 0 °С до 510°С. |
Приложение 14
(обязательное)
Сварочные материалы для автоматической сварки; под флюсом высоколегированных
сталей
|
Марка свариваемой стали |
Марка сварочной проволоки по ГОСТ 2246 или техническим условиям |
Марка сварочного флюса по ГОСТ 9087 или техническим условиям |
Допустимая температура эксплуатации сварных соединений |
Требования по стойкости против МКК |
|
|
08Х22Н6Т |
C в-04X19H9, C в-06 X19H9T |
АН-26С |
От минус 40°С до 300°С |
нет |
|
|
Св-07Х18Н9Т10, Св-05Х20Н9ФБС, Св-06Х21Н7БТ (ЭП-500) ТУ14-1-1389 |
АН-26С, 48-ОФ-6 ОСТ5.9206 |
есть |
|
||
|
08X21H6M2T |
C в-04X19H11M3, Св-06X19H10M3T |
нет |
|
||
|
Св-08Х19Н10МЗБ, Св-06Х20Н11МЗТБ |
есть |
|
|||
|
08X18H10T, 12X18H10T, 08Х18Н12Б, 12X18H9T |
Св-04Х19Н9, Св-06 X 19 H 9 T , Св-06Х25Н12Т10 |
От минус 40°С до 400° C |
нет |
|
|
|
Св-07Х19Н10Б, Св-08Х25Н13БТ10, Св-08Х19Н10Г2Б |
От минус 40°С до 350°С |
есть |
|
||
|
08X17H13M2T, 10X17H13M2T, 10X17H13M3T, 08X17H15M3T |
Св-04X19H11M3 |
От минус 40°С до 350°С |
нет |
|
|
|
C в-08X19H10M3Б, Св-06Х20Н11МЗТБ |
есть |
|
|||
|
C в-01X19H18Г10 AM 4 (ЭП-690) ТУ14-1-1892 |
AH -18 |
||||
|
03X17H14M3 |
|
Приложение 15
(обязательное)
Сварочные материалы для автоматической сварки под флюсом двухслойных сталей и
антикоррозионной наплавки
|
Марка свариваемой стали |
Переходной слой |
Облицовочный слой |
Требования по стойкости против МКК |
||
|
Марка сварочной проволоки по ГОСТ 2246 или техническим условиям |
Марка сварочного флюса по ГОСТ 9087 или техническим условиям |
Марка сварочной проволоки по ГОСТ 2246 или техническим условиям |
Марка сварочного флюса по ГОСТ 9087 или техническим условиям |
||
|
20К, 09Г2С, 16ГС+08Х18Н10Т; 20К, 09Г2С, 16ГС+12Х18Н10Т; 12MX, 12XM , 10X2M1+08X18H10T; 12MX, 12XM + 12 X18H10T |
C в-07 X25H13, Св-06Х25Н12Т10, Св-07Х25Н12Г2Т, C в-10 X 16H25AM6 |
АН-26С, АН-26П, 48-0Ф-6 0СТ5.9206 |
C в-07X 5H13, Св-06Х25Н12Т10, Св-07Х25Н12Г2Т C в-04X19H9, Св-06Х19Н9Т, C в-04X19H11M3 |
АН-26С, АН-26П, 48-ОФ-6 ОСТ5.9206 |
нет |
|
Св-07Х19Н10Б, C в- 08X25H 13БТ10 Св-08Х19Н10Г2Б |
есть |
||||
|
20K + 08X17H15M3T; 09Г2С, 16ГС+10Х17Н13МЗТ |
Св-04Х19Н11МЗ |
нет |
|||
|
C в-06X20H11M3TБ, С в-08X19H 10M3Б |
есть |
||||
|
Св-01Х19Н18Г10АМ4 |
AH-18 |
||||
|
20, 22К, 09Г2С, 22Х3М, 20Х2МА, 20Х2М антикоррозионная наплавка |
Св-07Х25Н13, Св-06Х25Н12Т10, Св-07Х25Н12Г2Т, Св-04Х19Н9, C в-06X19H9T, C в-04X19H11M3 |
АН-26С, АН-26П, 48-0Ф-6 ОСТ5.9206 |
нет |
||
Продолжение Приложения 15 Сварочные материалы для автоматической сварки под флюсом двухслойных сталей и антикоррозионной наплавки
|
Марка свариваемой стали |
Переходной слой |
Облицовочный слой |
Требования по стойкости против МКК |
||
|
Марка сварочной проволоки по ГОСТ 2246 или техническим условиям |
Марка сварочного флюса по ГОСТ 9087 или техническим условиям |
Марка сварочной проволоки по ГОСТ 2246 или техническим условиям |
Марка сварочного флюса по ГОСТ 9087 или техническим условиям |
||
|
|
|
|
Св-07Х19Н10Б, Св-08Х25Н13БТ10, Св-08Х19Н10Г2Б |
|
есть |
|
Св-01Х19Н18Г10АМ4 |
AH -18 |
||||
|
Лента Св-07Х25Н13 ТУ14-1-3146 |
АН-26ПЧ ТУИЭС-347 48-ОФ-10 0СТ5.9206 |
Лента C в-07X25H13ТУ14-1-3146 |
АН-26ПЧ ТУИЭС-347 48-ОФ-10 0СТ5.9206 |
нет |
|
|
Лента Св-08Х19Н10Г2Б ТУ14-1-3146 |
есть |
||||
|
ЛС-02Х25Н22АГ4М2 ТУИЭС-406 |
АН-26ПЧ ТУИЭС-347 |
ЛС-02Х25Н22АГ4М2 ТУИЭС-406 |
АН-26ПЧ ТУИЭС-347 |
||
Примечания:
1. Сварочные материалы для основного слоя двухслойных сталей назначать по обязательному приложению 10, 13.
2. Допустимая температура эксплуатации сварных соединений двухслойных сталей по обязательному приложению 1, с учетом примечания 3), табл. 2
3. Допустимая температура эксплуатации элементов с антикоррозионной наплавкой назначается по основному металлу (обязательные приложения 1, 2, 3) с учетом примечания 3) табл.2, но не ниже минус 40 °С.
4. Сварочные материалы для антикоррозионной наплавки обеспечивает стойкость против межкристаллитной коррозии при температуре эксплуатации не выше 350°С.
5. Антикоррозионную наплавку элементов из стали 12Х2МФА, 15Х2МФА, 155Х2НМФА производить в соответствии с ОСТ 5.9669.
ПРИЛОЖЕНИЕ 16
Обязательное
Сварочные
материалы для автоматической наплавки под флюсом элементов рулонированных
сосудов
|
Марка стали наплавляемого элемента |
Марка сварочной проволоки по ГОСТ 2246 или техническим условиям |
Марка сварочного флюса по ГОСТ 9087 или техническим условиям |
Допустимая температура эксплуатации сварных соединении |
|
08Г2СФБ, 08Г2МФБ торцы обечаек |
Св-08ГА с крошкой Св-08ГА или Св-08А * |
АН-60 |
не ниже минус 20°С |
|
Св-08ГА с крошкой Св-08Г2С * |
не ниже минус 30°С |
||
|
Св-08Г2С с крошкой Св-08А * |
|||
|
Св-08ГСМТ с крошкой Св-08ГА или Св-08А * |
не ниже минус 40°С |
||
|
12ХГНМ, 12ХГНМФ, 15ХГНМФТ торцы обечаек |
Св-10ХГСН2МТ ТУ14-1-301 |
AH-17 M |
не ниже минус 40°С |
|
Св-08ХМ * |
АН-60 |
||
|
Св-08ХМ с крошкой СВ-08ХМ или Св-08Г2С * |
|||
|
22Х3М, 20Х2МА, 20Х2М под сварку с обечайками из стали 08Г2СФБ, 08Г2МФБ |
C в-10 HMA |
АН-43, АН-42 ТУ5.965-4075 |
|
|
Св-08ГА с крошкой Св-08Г2С или Св-10НМА * |
АН-60 |
не ниже минус 20°С |
|
|
Св-10НМА с крошкой Св-08ГА или Св-08А * |
|||
|
Св-08ГСМТ с крошкой Св-08А * |
не ниже минус 40°С |
||
|
22Х3М, 20Х2МА, 20Х2М под сварку с обечайками из стали 12ХГНМ, 12ХГНМФ, 15ХГНМФТ |
Св-10ХГСН2МТ ТУ14-1-301 |
АН-43, AH -17 M |
|
|
* Широкослойная наплавка колеблющимся электродом. Примечание. Наплавка с колебаниями электрода по слою крошки стали 22Х3М, 20Х2МА и 20Х2М должна выполняться в три слоя со снятием последнего на глубину не менее 10 мм . |
|||
ПРИЛОЖЕНИЕ 17
Обязательное
Сварочные
материалы для аргонодуговой сварки углеродистых и легированных сталей
|
Марка свариваемой стали |
Марка сварочной проволоки по ГОСТ 2246 или техническим условиям |
Допустимая температура эксплуатации сварных соединении |
|
20, 16K, 18K, 20К, 22К, 20ЮЧ, 09Г2С, 10Г2С1, 15ГС, 16ГС, 08Г2СФБ, 08Г2МФБ, 14ХГС; 20К, 09Г2С, 16ГС-основной слой двухслойной стали. |
Св-08Г2С |
По обязательному приложению 1, 2, 3, но не ниже минус 40°С. |
|
12ХГНМ, 12ХГНМФ, 15ХГНМФТ |
Св-10ХГСН2МТ ТУ14-1-301 |
От минус 40°С до 400°С |
|
12MX, 12XM, 15XM; 12МX, 12XM - основной слой двухслойной стали |
Св-10ХГ2СМА, Св-08ХМ |
Не ниже 0°С, верхний предел по обязательному приложению 1, 2, 3 |
|
30ХМА |
Св- 18ХМА, Св-08ХМ |
|
|
12Х1МФ, 15Х1М1Ф |
Св-08ХМФА, Св-08ХГСМФА |
|
|
10Х2ГНМ, 10Х2ГНМА, 10X2M1, 1Х2M1; 10X2M 1-основной слой двухслойной стали |
Св-08Х3Г2СМ, Св-04Х2МА |
|
|
22Х3М, 20Х2МА, 20Х2М |
Св-10Х5М, Св-08ХМ |
От минус 40°С до 400°С |
|
15X5M |
От 0°С до 510°С |
Примечания:
1. Проволоки марки Св-08ХМ, Св-08ХМФА можно применять при содержании кремния не менее 0,22%.
2. Аргон по ГОСТ 10157.
ПРИЛОЖЕНИЕ
18
Обязательное
Сварочные
материалы для аргонодуговой сварки высоколегированных сталей
|
Марка свариваемой стали |
Марка сварочной проволоки по ГОСТ 2246 или техническим условиям |
Допустимая температура эксплуатации сварных соединений |
Требования по стойкости против МКК |
|
08Х22Н6Т |
Св- O4X19H9, C в-06X19 H 9T |
От минус 40°С до 300°С. |
нет |
|
Св-07Х19Н10Б, Св-07Х18Н9Т10 |
есть |
||
|
08X21H6M2T |
C в-04X19Н11M3 |
нет |
|
|
С в - 06X19H10M3T, Св-06Х20Н11М3ТБ, Св-08Х19Н10М3Б |
есть |
||
|
08X18H10T, 12X18H10T, 08Х18Н12Б, 12X18H9T в том числе коррозионностойкого слоя двухслойной стали по переходному слою |
C в -01X19H9, C в -04X19H9 |
От минус 40°С до 400°С |
нет |
|
C в-06X19H9T, Св-07Х19Н10Б, C в-07X18H9Т10, Св-05Х20Н9ФБС |
От минус 40°С до 350°С |
есть |
|
|
08X17M13M2T, 10X17H13M2T, 10X17H13 M3T, 08X17H15M3T в том числе коррозионностойкого слоя двухслойной стали по переходному слою |
C в-04X19H11M3 |
нет |
|
|
C в-06X19H10M3T, Св-06Х20Н11М3ТБ, Св-08Х19Н10М3Б |
есть |
||
|
Св- 01Х19Н18Г10АМ4 ТУ14-1-1892 |
|||
|
03Х17Н14М3 |
Св-01Х19Н18Г10АМ4 ТУ14-1-1892 |
Примечание. Аргон по ГОСТ 10157.
ПРИЛОЖЕНИЕ 19
Обязательное
Сварочные
материалы для электрошлаковой сварки углеродистых и легированных сталей
|
Марка свариваемой стали |
Марка сварочной проволоки по ГОСТ 2246 или техническим условиям |
Марка сварочного флюса по ГОСТ 9087 или техническим условиям |
Допускаемая температура эксплуатации сварных соединений |
|
20, 18K, 20К, 22К, 20ЮЧ, 09Г2С, 10Г2С1, 16ГС |
Св-10Г2, Св-08ГС, Св-08Г2С, Св-08ГСМТ |
АН-8, АН-22, АН-9, ТУНЭС 201; АН-9У ТУИС 291; АН-8М ПО 112-186 ПО Уралхиммаш |
По обязательному приложению 1, 2, 3, но не ниже минус 40°С |
|
12MX, 12XM |
Св-10ХГ2СМА, Св-08ХМ, Св-04Х2МА |
Не ниже 0°С, верхний предел по обязательному приложению 1, 2, 3 |
|
|
10Х2ГНМ, 10Х2ГНМА |
Св-08Х3ГМ ТУ14-1-4181 |
АН-8, АН-9У ТУИЭС-291 |
|
|
12Х2МФА,15Х2МФА, 15Х2НМФА |
Св-13Х2МФТ |
48-ОФ-6 ОСТ5.9206 |
|
|
22Х3М, 20Х2МА, 20Х2М |
Св-08Х3Г2СМ |
АН-8, АН-8М ПО 112-186 ПО Уралхиммаш АН-9У ТУ ИЭС-291 |
от минус 40°С до 400°С |
ПРИЛОЖЕНИЕ 20
Обязательное
КОНСТРУКТИВНЫЕ
ЭЛЕМЕНТЫ РАЗДЕЛКИ КРОМОК ПОД НАПЛАВКУ И СВАРКУ
Разделка кромок под автоматическую наплавку торцев рулонировэнных обечаек
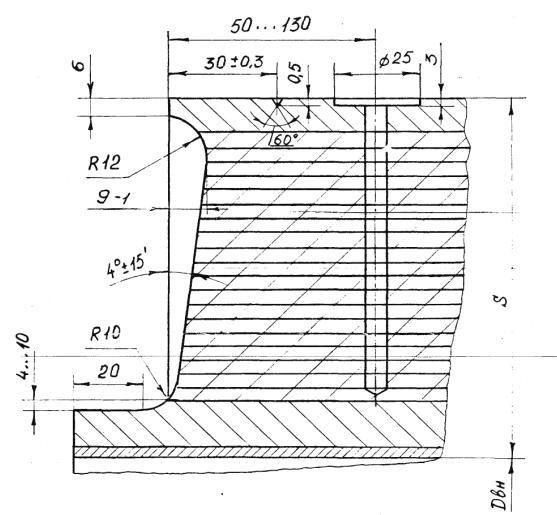
Черт. 1
Разделка кромок под автоматическую наплавку торцев монолитных обечаек и концевых деталей из хромомолибденовых сталей с толщиной стенки до 300 мм
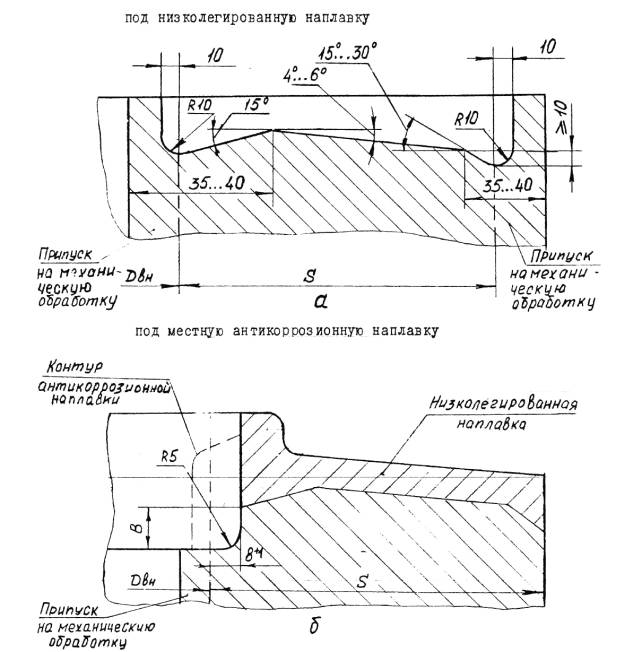
Размер «В» (черт.б) назначается для сосудов, работающих в контакте с водосодержащими средами, техническим проектом, в остальных случаях – не менее 10 мм.
Черт. 2
Разделка кромок под ручную дуговую и автоматическую низколегированную наплавку штуцеров из хромомолибденовых сталей при вварке в рулонированную обечайку
При двухсторонней сварке на полную толщину стенки обечайки
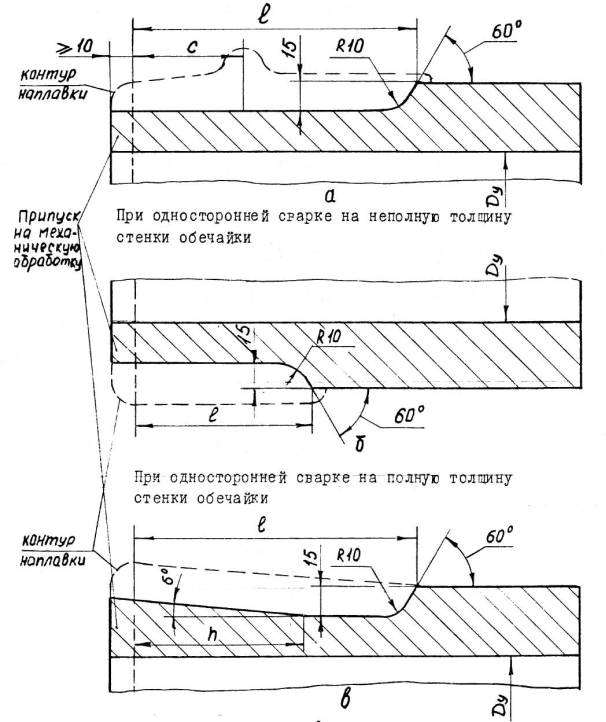
Размеры «с», «h», «l» назначаются чертежом проекта
Черт. 3
Разделка кромок под вварку штуцеров в рулонированные обечайки
Односторонняя ручная дуговая сварка на неполную толщину стенки обечайки
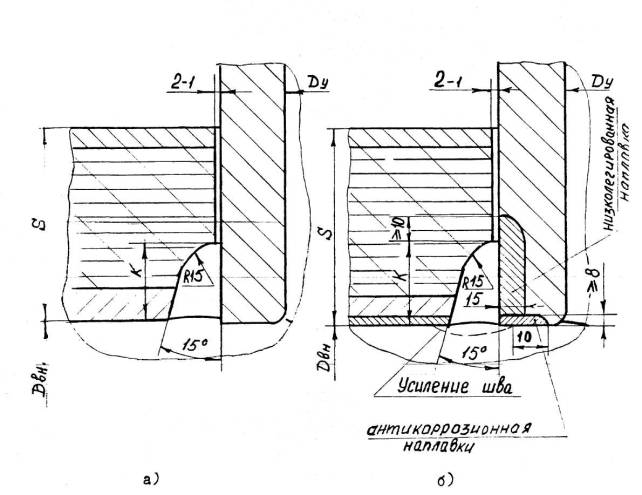
а) Штуцер из углеродистой или низколегированной стали
б) Штуцер из хромомолибденовой стали. Центральная труба из биметалла.
Примечание: 1. Показано сечение шва по образующей рулонированной обечайки; 2 Размер "К" назначается чертежом проекта
Черт. 4
Разделка кромок под вварку штуцеров в рулонированную обечайку. Двухсторонняя ручная дуговая сварка на полную толщину стенки обечайки
а) Штуцер из углеродистой или низколегированной стали
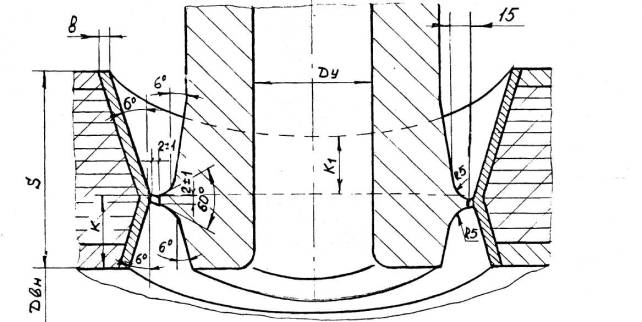
б) штуцер из хромомолибденовой стали, центральная труба из биметалла
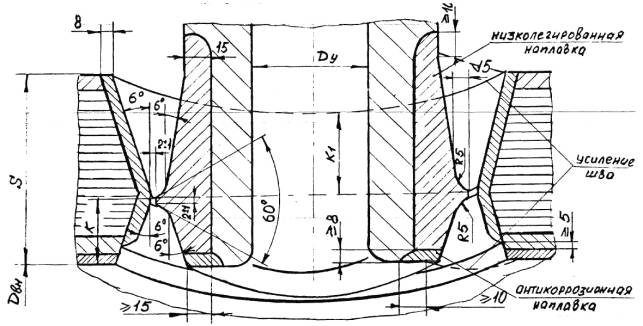
Примечание: Размеры «К» и «К1» должны быть примерно равными
Черт. 5
Разделка кромок под вварку штуцеров в рулонированную обечайку методом «поперечной горки»
а) Штуцер из углеродистой или низколегированной стали
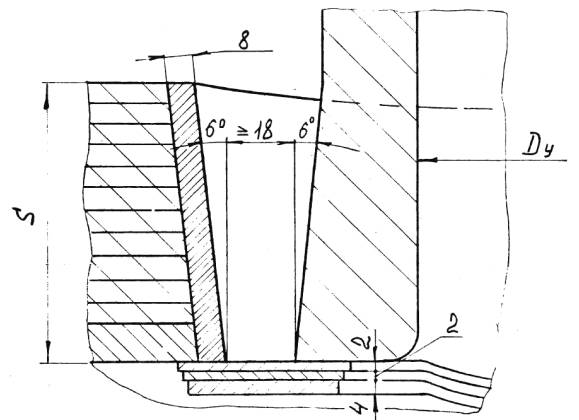
б) Штуцер из хромомолибденовой стали
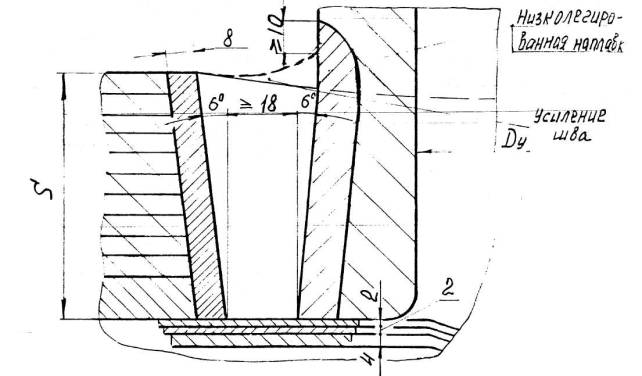
Черт. 6
Разделка кромок под приварку штуцеров к монолитным деталям
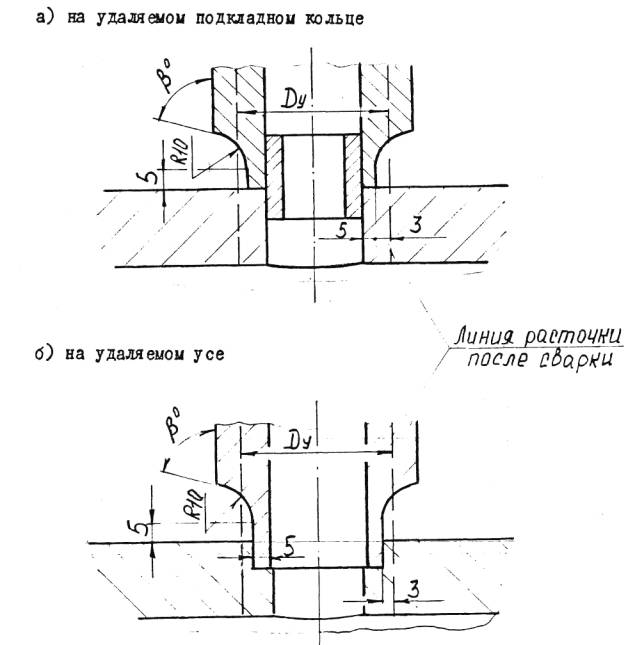
Примечание: Для штуцеров Dу 150 мм угол β = 75°, а для Dу более 150 мм угол β изменяется по длине развертки торца штуцера в пределах 75°¼90° и назначается рабочей документацией
Черт. 7
Разделка кромок под автоматическую сварку кольцевых швов рулонированных с монолитными обечайками и концевыми частями из углеродистой или низколегированной стали
Центральная обечайка из углеродистой или низколегированной стали
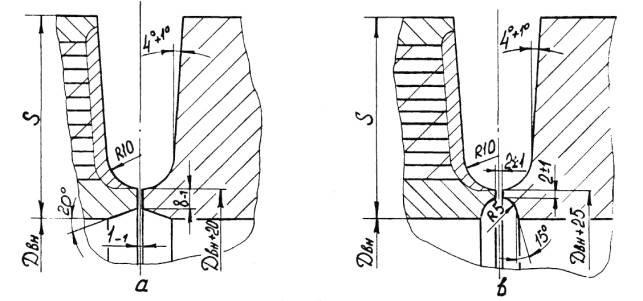
Центральная обечайка из двухслойной стали
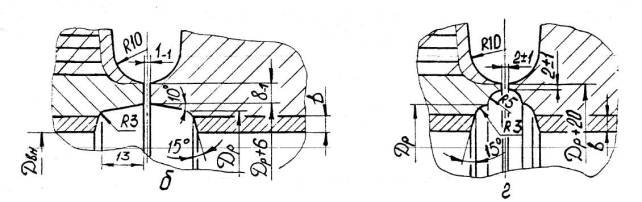
а,б) Для обечаек и концевых частей с внутренним диаметром свыше 1200 мм. Автоматическая сварка внутренней части разделки,.
в,г) Для обечаек и концевых частей с внутренним диаметром до 1200 мм. Ручная дуговая сварка внутренней части разделки.
Dp = Dвн + 2 (h + Δ) + 3мм
Dp- диаметр разделки кромки, мм,; Dвн - номинальный внутренний диаметр обечайки, мм,; h - толщина плакирующего слоя, мм, Δ – овальность рулонированной обечайки, мм
Черт. 8
Разделка кромок под автоматическую сварку кольцевых швов рулонированных обечаек.
Центральная обечайка из углеродистой или низколегированной стали
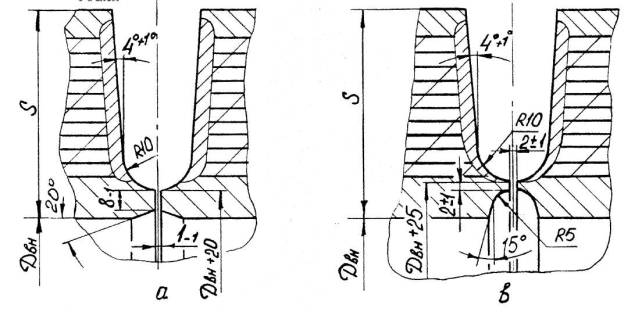
Центральная обечайка из двухслойной стали
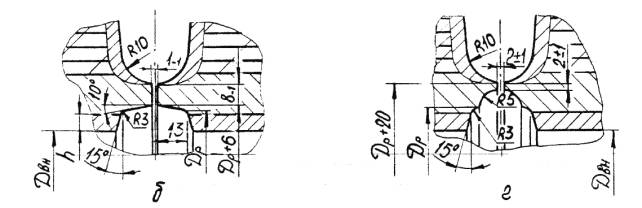
а,б) Для обечаек внутренним диаметром свыше l^uu мм. Автоматическая сварка внутренней части разделки.
в,г) Для .обечаек .внутренний диаметром до 1200 мм.
Ручная дуговая сварка внутренней части разделки
Dp = Dвн + 2(h + Δ) + 3(мм)
где Dвн - номинальный внутренний диаметр обечайки, h - толщина плакирующего слоя, Δ - овальность обечайки.
Черт. 9
Разделка кромок под автоматическую сварку кольцевых швов рулонированных обечаек с монолитными обечайками и концевыми частями из хромоыолибденовой стали.
Центральная обечайка из углеродистой или низколегированной
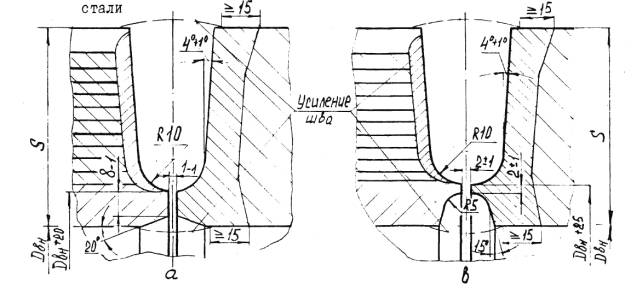
Центральная обечайка из двухслойной стали
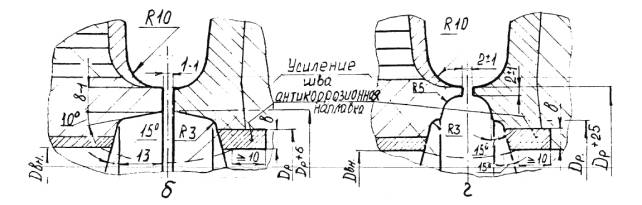
а,б) - Для обечаек и концевых частей с внутренним диаметром свыше 1200 мм. Автоматическая сварка внутренней части разделки.
в,г) - Для обечаек и концевых частей с внутренним диаметром до 1200 мм. Ручная дуговая сварка внутренней части разделки.
Dp = Dвн + 2в + 2Δ + 3(мм)
где в - толщина антикоррозионной наплавки, Δ - овальность рулонированной обечайки. Dвн - номинальный внутренний диаметр обечайки.
Черт. 10
Разделка кромок под автоматическую сварку кольцевых швов монолитных деталей с толщиной стенки до 300 мм
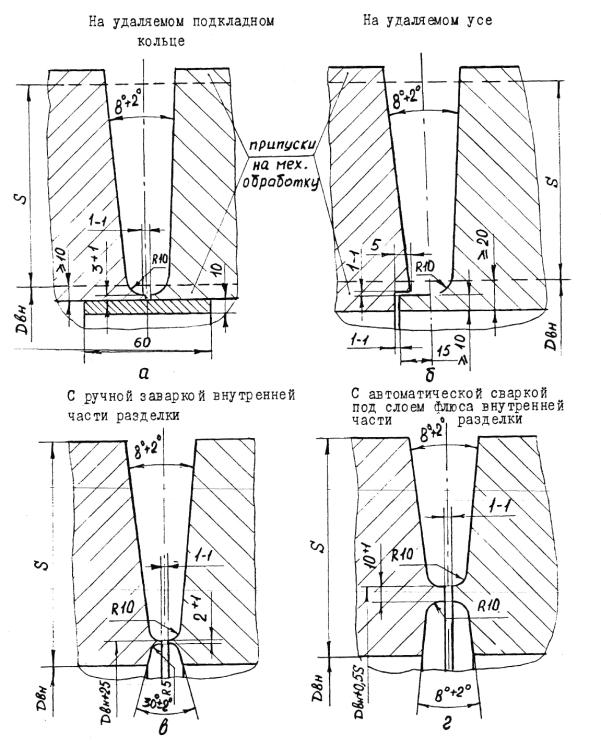
Черт. 11
ПРИЛОЖЕНИЕ 21
Обязательное
РЕГЛАМЕНТ
по пуску сосудов и аппаратов высокого давления в зимнее время года
1. Пуск в зимнее время сосудов и аппаратов, установленных на открытом воздухе или в необогреваемых помещениях, должен осуществляться в соответствии с графиком
P1 -давление пуска;
Р2 - номинальное рабочее давление в аппарате;
t-минимальная температура, при которой сталь и ее сварные соединения допускаются в эксплуатацию на давление Р2 .
Величина давления P1 должна определяться по формуле P1 = 0,35 Р2
Значения температур t для применяемых марок стали приведены в таблице 1.
Таблица 1
|
Марки стали |
Значение температур, °С, t |
|
Листовая сталь |
|
|
16K, 18K, 22К, 10X2M1 |
минус 20 |
|
12Х2МФ |
0 |
|
09Г2С, 10Г2С1, 16ГС, 17Г1С, 12 MX , 12 XM, 10Х2ГНМ, 10Х2ГНМА-А, 15X2HMФА |
минус 40 |
|
Рулонная сталь |
|
|
08Г2СФБ, 08Г2МФБ, 12ХГНМ, 12ХГНМФ, 15ХГНМФТ |
минус 40 |
|
Поковки |
|
|
20, 22К |
минус 30 |
|
09Г2С, 15ГС, 16ГС, 14ХГС, 22Х3М, 20Х2МА, 20Х2М, 15Х2МФА, 18Х2МФА, 25Х2МФА, 25Х3МФА, 30ХМА, 38ХН3МФА, 18 X 3 MB, 08X13, 12X13, 20X13, 30X13 |
минус 40 |
|
Стали и сплавы высоколегированные и коррозионностойкие |
|
|
08Х22Н6Т, 08X21H6M2T |
минус 40 |
|
08X18H10T, 08X18H12T, 12X18H 9T, 12X18H10T, 08X17H13M2T, 10X17H13M2T, 10X17H13M3T, 08X17H15M3T; 03X17H14M3, ХН32Т, ХН78Т |
минус 70 |
2. При остановке сосуда в зимнее время снижение давления при понижении температуры стенки должно отвечать требованиям графика.
3. Скорость подъема или снижения температуры рекомендуется не более 30°С/ч, если нет других указаний в технической документации.
4. Достижение давления Р1 и Р2 рекомендуется осуществлять постепенно по 0,25 Р1 (или Р 2 ) в течение часа, с 15-ти минутными выдержками давлений на ступенях 0,25 P1 ( P2 ); 0,5 P1 (P2 ); 0,75 P1 (Р2 ).
5. При необходимости испытания на плотность сосуда на рабочее давление в зимнее время должны выполняться все требования, предъявляемые к пуску.
6. Для сосудов, корпуса которых имеют сварные швы толщиной 160 мм и более, температура t должна быть не ниже минус 20°С.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ УКАЗАНИЕМ МИНИСТЕРСТВА ТЯЖЕЛОГО МАШИНОСТРОЕНИЯ СССР № ВА-002-1-Н125от 27 ноября 1990 г.
2. РАЗРАБОТЧИКИ: А. П. Алябьев (руководитель темы); Е. Р. Хисматулин, канд. техн. наук; В. И. Лившиц, канд. техн. Наук; А. К. Древин, канд. техн. наук; В. В. Иванцов, канд. техн. наук; П. Г. Пимштейн, д-р техн. наук; Л. В. Перегудов; А. Г. Колмаков; В. И. Этингов, канд. техн. наук; Е. Д. Кудрикова; Б. А.Попов; Р. Р. Чемрукова; В. Д. Молчанова; Г. Г. Золотенин; Б. И. Бондаренко; Б. Ф. Юрайдо, канд. техн. наук; Н. К. Глобин, канд. техн. наук; В. Б. Ромашевский; В. В. Геймур; В. А. Синцов, канд. техн. наук; В. Ф. Андрющенко; В. Г. Куроптев; М. А. Шаньгин; Б. Г. Зисельман; Ф. А. Батаногов; Н. Н. Корф; Ю. Д. Пащенко.
3. ЗАРЕГИСТРИРОВАН Государственным комитетом СССР по управлению качеством продукции и стандартам № __ от __ 199__ г.
4. Срок первой проверки-1996 г. периодичность проверки-5 лет.
5. ВЗАМЕН ГОСТ 11879-81, ОСТ 26-01-9-80, ОСТ 26-01-221-86.
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
ГОСТ 10-88 |
8.4.2 |
|
ГОСТ 162-80 (СТ СЭВ 704-77, СТ СЭВ 708-77, СТ СЭВ 1309-78) |
8.4.6. |
|
8.4.5 |
|
|
ГОСТ 495-77 (СТ СЭВ 955-78) |
4.6.6, прилож.6 |
|
прилож.3 |
|
|
ГОСТ 1050-74 |
4.6.3, прилож.2, 3, 4, 5, 6, 9, 10, 11 |
|
5.9.3 |
|
|
ГОСТ 1412-85 (СТ СЭВ 4560-84) |
4.6.7 |
|
8.2.3., 8.6.3, табл. 15 |
|
|
прилож. 15, 16, 17 |
|
|
ГОСТ 2789-73 (СТ СЭВ 638-77) |
5.2.3.9, табл. 4, 6 |
|
ГОСТ 2590-88 (СТ СЭВ 3898-82) |
5.9.3 |
|
9.3.5 |
|
|
8.7.2.1, 8.8.1.2 |
|
|
прилож. 2, 3, 4, 5, 6, 9, 10 |
|
|
5. 2. 3. 3, 5. 2. 4. 4, 11.7 |
|
|
ГОСТ 5520-79 (СТ СЭВ 103-74) |
4.2.2, прилож. 1, 2, 7, 8 |
|
прилож.1, 2, 3, 4, 5, 6, 7, 8, 9 |
|
|
ГОСТ 5639-82 (СТ СЭВ 1959-79) |
5.13.6 |
|
|
|
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
4.5.2, прилож. 4 |
|
|
ГОСТ 5959-80 |
9.3.5 |
|
ГОСТ 6032-89 (СТ СЭВ 4076-83) |
4. 1. 5, 4. 5. 2, 4. 7. 5, 8. 2. 5, 8. 7. 7 |
|
5.3.9 |
|
|
ГОСТ 6636-69 (СТ СЭВ 514-87) |
1.4 |
|
ГОСТ 6996-66 (СТ.СЭВ 3521-82, СТ СЭВ 3524-82) |
табл. 15 |
|
4.3.2 |
|
|
ГОСТ 7350- 77 |
4.2.4, прилож. 1 |
|
ГОСТ 7502-80 |
8.4.4, 8.4.7 |
|
8.8.1.8, 8.9.9 |
|
|
ГОСТ 7564-73 (СТ СЭВ 2859-81, ИСО 377-85) |
8.6.3, 8.2.3 |
|
ГОСТ 7565-81 (СТ СЭВ 466-77) |
4.3.2 |
|
4.3.2 |
|
|
ГОСТ 8026-75 (СТ СЭВ 243-75) |
8.4.6 |
|
9.3.6 |
|
|
4.6.3, 8.6.2, прилож. 2, 11 |
|
|
5.2.3.3, 5.2.4.4, 5.11.7 |
|
|
прилож. 3 |
|
|
ГОСТ 8828-75 |
9.3.6 |
|
прилож.15, 16, 17 |
|
|
3, 17, прилож. 5 |
|
|
|
|
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
ГОСТ 9454-78 (СТ СЭВ 472-77, СТ СЭВ 473-77) |
8.2.3, 8.6.3 |
|
4.7.4, 8.7, 8.2, прилож. 14 |
|
|
прилож. 14 |
|
|
ГОСТ 9493-80 (СТ СЭВ 1327-78) |
1. 3 |
|
9. 3. 6 |
|
|
1. 4 |
|
|
ГОСТ 9651-84 |
8.2.3, 8.6.3, табл. 15 |
|
прилож. 3 |
|
|
прилож. 3 |
|
|
прилож. 14 |
|
|
прилож. 17 |
|
|
ГОСТ 10198-78 |
9.3.5 |
|
3.17, 5.8.1, прилож. 5 |
|
|
3.17, прилож. 5 |
|
|
3.17, прилож. 5 |
|
|
ГОСТ 10706-76 (СТ СЭВ 489-77) |
4.4.1 |
|
ГОСТ 10707-80 (СТ СЭВ 1479-78, СТ СЭВ 1480-78) |
4.4.1 |
|
5.2.3.9, 8.2.2, 8.9.3, прилож. 1,8 |
|
|
3.17, прилож. 5 |
|
|
ГОСТ 11878-66 |
4.7.4 |
|
1.4 |
|
|
ГОСТ 14019-80 (СТ СЭВ 474-77) |
8.2.3 |
|
ГОСТ 14068-79 |
табл. 12 |
|
|
|
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
ГОСТ 14192-77 (СТ СЭВ 257-80, СТ СЭВ 258-81) |
9.1.1 |
|
ГОСТ 14249-80 (СТ СЭВ 1040-88, СТ СЭВ 1041-88) |
1.5 |
|
5.11.7 |
|
|
8.8.1.9 |
|
|
ГОCT 15150-69 (СТ СЭВ 458-77, СТ СЭВ 460-77, СТ СЭВ 991-78 СТ СЭВ 6136-87) |
2.3. 2,9. 3.11 |
|
5.11.7 |
|
|
ГОСТ 16093-81 (СТ СЭВ 640-77) |
табл. 6 |
|
5.11.7, 5.2.3.3 |
|
|
ГОСТ 18126-72 |
5.9.14 |
|
5.9.8, 8.6.7, 8.8.1. 2, 8.9.8 |
|
|
ГОСТ 19150-84 |
табл. 6 |
|
ГОСТ 19281-89 (ИСО 4950/2, ИСО 4950/3, ИСО 4951, ИСО 4995, ИСО 4996, ИСО 5952) |
прилож. 1, 2, 3, 4, 5, 5, 7, 8, 9; 4. 2. 2 |
|
ГОСТ 19782-74 |
табл. 12 |
|
ГОСТ 19903-74 (СТ СЭВ 1969-79, СТ СЭВ 3901-82) |
4.6.3, 5.2.3.9 |
|
прилож. 1-10 |
|
|
5.9.8, 8.6.7, 8.8.1.2, 8.9.8 |
|
|
|
|
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
4.6.6, прилож. 6 |
|
|
8.9.2 |
|
|
ГОСТ 22761-77 |
8.6.5 |
|
4.4.4, 5.6.1, прилож. 2, 8 |
|
|
ГОСТ 22791-83 |
4.4.4 |
|
4.4.4 |
|
|
ГОСТ 22975-78 (СТ СЭВ 2190 -80) |
8.6.5 |
|
8.8.1.8, 8.9.9 |
|
|
9.3.9 |
|
|
4.7.6 |
|
|
3.15 |
|
|
ГОСТ 24507-80 |
8.6.6, 8.8.3.4 |
|
9.3.9, табл. 6 |
|
|
ГОСТ 24755-89 (СТ СЭВ 1639-88) |
3.3 |
|
ГОСТ 24756-81 (СТ СЭВ 1644-79) |
2.3.1 |
|
прилож. 2 |
|
|
ГОСТ 25215-82 (СТ СЭВ 3027-81) |
3.3, 5.3. 5,8, 10.6. 1,8. 10.7.4 |
|
ГОСТ 25346-89 (СТ СЭВ 145-88) |
табл. 4 |
|
ГОСТ 25347-82 (СТ СЭВ 144-75) |
5.1.11, 5.2.1.3, 5.4.2, табл. 4 |
|
ГОСТ 25706-83 |
8.8.1.4 |
|
ГОСТ 25773-83 (СТ СЭВ 289-82) |
6.2.2, 5.11.14 |
|
ГОСТ 26303-84 (СТ СЭВ 4350-83) |
3.3 |
|
|
|
|
Обозначение НТД, на который дана ссылка |
Номер пункта,подпункта, перечисления, приложения |
|
ГОСТ 26364-84 |
8.7.8.2 |
|
ГОСТ 9.014-78 (СТ СЭВ 992-78) |
9.2.3, 9.2.4, 9.2.7, 9.3.9 |
|
9.2.4 |
|
|
ГОСТ 9.054-75 |
9.2.4 |
|
9.2.4 |
|
|
9.2.2 |
|
|
ГОСТ 9.402-80 (СТ СЭВ 5732-86) |
9.2.2 |
|
ГОСТ 9.404-81 |
9.2.4 |
|
ГОСТ 12.1.010-76 (СТ СЭВ 3517-81) |
2.6.1, 3.5 |
|
2.6.1 |
|
|
2.6.9 |
|
|
2.6.9, 3.5 |
|
|
ГОСТ 12.1.011-78 (СТ СЭВ 2775-80) |
3.5 |
|
ГОСТ 12.1.018-86 (СТ СЭВ 5037-85) |
2.6.2 |
|
ГОСТ 12.1.019-79 (СТ СЭВ 4830-84) |
2.6.2 |
|
ГОСТ 12.2.003-74 (СТ СЭВ 1085-78) |
2.6.1 |
|
ГОСТ 12.3.002-75 (СТ СЭВ 1728-79) |
2.6.4 |
|
2.6.5 |
|
|
2.6.3 |
|
|
2.6.2 |
|
|
|
|
|
Обозначение НТД, на который дана ссылка |
Номер пункта,подпункта,перечисления, приложения |
|
3.2, 7.1 |
|
|
ГОСТ 20.39.108-85 |
2.4.3 |
|
2.4.3 |
|
|
СТ СЭВ 5206-85 |
3.3 |
|
ОСТ 5.9206-75 |
прилож. 15 |
|
ОСТ 26-3-87 |
4.7.3, 5.8.5 |
|
ОСТ 26-5-88 |
8.8.1.9 |
|
ОСТ 26-291-87 |
4.4.3, 5.10.5.15.1, 4.4.1, вводная |
|
ОСТ 26-425-79-ОСТ 26-432-79 |
5.8.1 |
|
ОСТ 26-1046-87 |
3.3,1.5, 5.3.1 ,8.20.6.1, 8.10.7.4 |
|
ОСТ 26-2044-83 |
8.8.1.9 |
|
ОСТ 26-01-84-78 |
8.8.1.2 |
|
прилож. 2 |
|
|
ОСТ 26-01-134-81 |
8.8.3.4, 8.8.3.7 |
|
4.3.1, 4.3.2, 4.6.3, 5.2.1.1, 5.6.1, 8.2.10 |
|
|
ОСТ 26-01-163-81 |
8.8.1.9 |
|
ОСТ 26-01-1434-87 |
4.4.2.2, табл. 2 |
|
ОСТ 26-11-03-84 |
8.8.1.8 |
|
ОСТ 26-15-024-84 |
3.10 |
|
ОСТ 38-128-75 |
табл. 12 |
|
ОСТ 108.030.113-87 |
прилож. 2 |
|
ОСТ 108-109.01-79 |
прилож. 7 |
|
2.2.1, 2.2.2 |
|
|
РД 26-01-168-88 |
5.8.2 |
|
РД 26-17-049-85 |
4.7.3 |
|
РД 50-650-87 |
2.2.1, 2.2.2 |
|
4.6 |
|
|
|
|
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
РТМ 26-44-82 |
5.15.2, табл. 11 |
|
ТУ 2-034-225-87 |
8.4.6 |
|
ТУ 3-811-74 |
прилож. 2,9 |
|
ТУ 5-965.4015-72 |
прилож. 14 |
|
ТУ 5.965.4075-74 |
прилож. 15 |
|
ТУ 11-80 |
прилож. 2 |
|
ТУ 14-1-284-72 |
прилож. 4 |
|
ТУ 14-1-301-72 |
прилож. 15 |
|
ТУ 14-1-378-72 |
прилож. 4 |
|
ТУ 14-1- 1151-82 |
прилож. 1 |
|
ТУ 14-1-1671-76 |
прилож. 4 |
|
ТУ 14-1-1892-76 |
прилож. 15, 17 |
|
ТУ 14-1-2026-77 |
4.2.3, прилож. 1 |
|
ТУ 14-1-2393-78 |
прилож. 15 |
|
ТУ 14-1-2676-79 |
прилож. 1 |
|
ТУ 14-1-3102-81 |
прилож. 1, 7 |
|
ТУ 14-1-3146-81 |
прилож. 15 |
|
ТУ 14-1-3226-81 |
4.2.3, прилож. 1 |
|
ТУ 14-1-3332-82 |
прилож. 4 |
|
ТУ 14-1-3609-83 |
4.2.3, прилож. 1 |
|
ТУ 14-1-4034-85 |
прилож. 1 |
|
ТУ 14-3-251-74 |
прилож. 3 |
|
ТУ 14-3-420-75 |
прилож. 3 |
|
ТУ 14-3-433-75 |
прилож. 3 |
|
ТУ 14-3-460-75 |
прилож. 3 |
|
ТУ 14-3-500-76 |
прилож. 3 |
|
ТУ 14-3-517-76 |
прилож. 3 |
|
ТУ 14-3-1652-89 |
прилож. 8 |
|
|
|
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
ТУ 14-3-1073-82 |
прилож. 3 |
|
ТУ 14-3-1074-82 |
прилож. 3 |
|
ТУ 14-4-598-75 |
прилож. 4 |
|
ТУ 14-25-42-78 |
прилож. 1 |
|
ТУ 14.108.11.928-87 |
прилож. 1 |
|
ТУ 14-168-23-78 |
прилож. 14 |
|
ТУ 14-1154-74 |
прилож. 1 |
|
ТУ 24-3-15-865-75 |
прилож. 2 |
|
ТУ 24-10-002-73 |
прилож. 1, 7 |
|
ТУ 24-315-865-75 |
прилож. 9 |
|
ТУ 26-0303-1532-84 |
прилож. 2 |
|
ТУ 38-1-01-58-73 |
табл. 12 |
|
ТУ 38-1-01-87-75 |
табл. 12 |
|
ТУ 38-1-01-594-75 |
табл. 12 |
|
ТУ 108. 11. 928-87 |
прилож. 7 |
|
ТУ 108-131-86 |
прилож. 1, 2, 7, 9 |
|
ТУ 108. 11. 917-87 |
прилож. 2, 9 |
|
ТУ 108-1029-81 |
прилож. 5, 10 |
|
ТУ 410-69 |
прилож. 8 |
|
ТУ ИЭС-347-82 |
прилож. 16 |
|
ТУ ИЭС-406-84 |
прилож. 15 |
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/44221
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|