
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ОСТ 26-01-135-81 Поковки деталей сосудов, аппаратов и трубопроводов высокого давления. Общие технические требования, правила приемки, методы испытаний.СССР ОТРАСЛЕВОЙ СТАНДАРТ поковки ДЕТАЛЕЙ СОСУДОВ, АППАРАТОВ Общие технические требования, правила ОСТ 26-01-135-81 УТВЕРЖДЕН И ВВЕДЁН В ДЕЙСТВИЕ приказом Всесоюзного промышленного объединения «Союзхиммаш» 30 сентября 1981 г. № 159 ИСПОЛНИТЕЛИ: Г.Г. Золотенин, руководитель темы Т.П. Бурдуковская Л.А. Корчагина В.И. Этингов, канд. техн. наук УТВЕРЖДЕНО МИНИСТЕРСТВО ХИМИЧЕСКОГО И НЕФТЯНОГО МАШИНОСТРОЕНИЯ Заместитель Министра П.Д. Григорьев 30 сентября 1981 г. ОТРАСЛЕВОЙ СТАНДАРТ
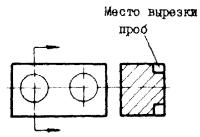
Приказом Всесоюзного промышленного объединения от 30 сентября 1981 г. № 159 срок действия с 01.07.1982 г. до 01.01.1992 г. (Измененная редакция, Изм. № 2). Несоблюдение стандарта преследуется по закону Настоящий стандарт распространяется на поковки цельнокованых корпусов, обечаек, патрубков, уплотнительных колец двухконусного и треугольного сечения с толщиной стенки до 300 мм, плоских и штампуемых днищ и крышек, трубных досок, фланцев, горловин сечением до 800 мм для сосудов на рабочую температуру от минус 40 до плюс 420 °С и давление св. 10 до 130 МПа (св. 100 до 1300 кгс/см2) и поковки деталей трубопроводов на рабочую температуру от минус 50 до плюс 510 °С, работающих под давлением св. 10 до 100 МПа (св. 100 до 1000 кгс/см2). (Измененная редакция, Изм. № 2). Стандарт соответствует СТ СЭВ 1326-78 (в части требований к поковкам). 1. ОБЩИЕ Технические ТРЕБОВАНИЯ1.1. Поковки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочей документации, утвержденной в установленном порядке. 1.2. Для изготовления поковок должны применяться качественные углеродистые, низколегированные, легированные и высоколегированные стали, выплавленные в мартеновских и электрических печах. Допускается выплавка стали методами ВДП и ЭШП и обработка металла на установке УВРВ-АSlА или РН. 1.3. Марка стали поковок, условия применения и назначения должны соответствовать обязательному приложению 1. Температурные границы применения сталей установлены в соответствии с Правилами Госгортехнадзора: для деталей сосудов - «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением»; для деталей трубопроводов - ПУГ-69 «Правилами устройства и безопасной эксплуатации трубопроводов для горючих, токсичных и сжиженных газов», нормативно-технической документацией на соответствующие виды изделий без учета коррозионного воздействия сред. Условия применения сталей в коррозионных средах, содержащих водород, окись углерода, аммиак, должны устанавливаться в соответствии с обязательным приложением 2. 1.4. По согласованию с Иркутск НИИхиммашем могут применяться другие материалы или материалы, указанные в настоящем документе, на другие параметры в пределах, установленных Гостехнадзором СССР. (Новая редакция, Изм. № 2). 1.5. По химическому составу стали, применяемые для изготовления поковок, должны удовлетворять требованиям государственных стандартов и технических условий. 1.6. Поковки должны изготовляться из слитков, кованых и катаных заготовок по технологии, принятой на заводе-изготовителе, обеспечивающей требования рабочей документации и настоящего стандарта. В случае изготовления нескольких деталей из одной поковки результаты контрольных испытаний распространяются на все детали. (Измененная редакция, Изм. № 1). 1.7. Форма и размеры поковок должны соответствовать рабочей документации на готовую деталь, с учетом припусков на механическую обработку и вырезку проб, допусков на точность изготовления, установленных ГОСТ 7829-70 и ГОСТ 7062-79. Для поковок из высоколегированной стали, для поковок из слитков, отлитых в вакууме, припуски и напуски устанавливаются документацией завода-изготовителя. (Измененная редакция, Изм. № 1). На обрабатываемых поверхностях поковок могут быть допущены заковы, плены, песочины, раковины, если их глубина не более 75 % фактического одностороннего припуска на механическую обработку. При глубине поверхностных дефектов, превышающих припуск на механическую обработку, допускается удаление дефектов пологой вырубкой с последующей заваркой и термической обработкой. Глубина поверхностных дефектов определяется вырубкой. Допускаемая глубина заварки должна быть согласована с заказчиком и ИркутскНИИхиммашем. Полноту удаления дефектов под заварку допускается проверять магнитопорошковым и цветным методом. (Измененная редакция, Изм. № 1). 1.10. В рабочей документации на поковки завода-изготовителя должны быть указаны места вырезки проб всех видов испытаний, предусмотренных настоящим стандартом, а также поверхности для ультразвукового контроля. 1.11. По результатам ультразвукового метода контроля в поковках не допускаются следующие дефекты: отдельные непротяженные эквивалентной площадью от S0 мм2 до S1 мм2 включительно в количестве, превышающем нормы, указанные в табл. 1 и 2; протяженные, превышающие условную протяженность искусственного отражателя площадью S1 мм2 при чувствительности контроля S0 мм2; отдельные непротяженные эквивалентной площадью свыше S1 мм2 (табл. 1) до S2 = 50 мм2 в количестве более 2-х, на участке площадью В0 = 0,09 м2 (0,3 м ´ 0,3 м) и более 3-х на участке В1 = 1 м2, если пространственное (объемное) расстояние между ними менее 50 мм при толщине поковки свыше 250 мм (только для углеродистых, низколегированных и легированных сталей). 1.12. Окончательная термическая обработка должна производиться после предварительной механической обработки. По усмотрению завода-изготовителя допускается производить окончательную термическую обработку без предварительной механической обработки. Виды термической обработки приведены в справочном приложении 3. (Измененная редакция, Изм. № 1). 1.13. Сегрегация серы при контроле макроструктуры поковок не должна превышать 3 балл по шкале Новокрамоторского машиностроительного завода для соответствующего развеса слитков. При получении серного отпечатка четвертого балла вопрос о годности поковок определяется по согласованию между Заказчиком и Поставщиком при условии удовлетворительных результатов остальных испытаний и контроля, предусмотренного настоящим стандартом. При контроле макроструктуры на травленой поверхности поковок или вырезанных проб не должно быть трещин, флокенов, рыхлостей, усадочных раковин. Места повышенной травимости не являются браковочными признаками. (Измененная редакция, Изм. № 1). 1.14. При наличии требований заказчика поковки из аустенитных сталей до запуска в производство независимо от наличия сертификата, должны быть проверены на склонность к межкристаллитной коррозии. 1.15. Загрязненность металла поковок деталей трубопроводов оксидами, силикатами и сульфидами не должна превышать средний балл 3,5, максимальный балл для силикатов и оксидов 5 и 4 балл для сульфидов по требованию чертежа, согласованному с изготовителем. (Измененная редакция, Изм. № 1). 1.16. Маркировка должна быть четко выбита на каждой поковке со стороны прибыльной части слитка и должна содержать: номер чертежа, марку стали, номер поковки, номер плавки, для деталей трубопроводов Ду от 6 до 200 мм: номер чертежа, марку стали, номер плавки. Таблица 1 Оценка качества поковок по результатам ультразвукового метода контроля для углеродистых, низколегированных, легированных сталей, вакуумированной стали 22К
Таблица 2 Оценка качества поковок по результатам ультразвукового метода контроля для аустенитных сталей
Для мелких поковок допускается маркировка на бирках. Принятая поковка заверяется клеймом ОТК завода-изготовителя. Место маркировки обводится цветной несмываемой краской. После проведения предварительной механической обработки поковок маркировка восстанавливается. Правильность маркировки заверяется клеймом ОТК. 2. ПРАВИЛА ПРИЕМКИ2.1. Приемка поковок производится в соответствии с требованиями настоящего стандарта и чертежей поковок на основании: химического анализа (по плавочной пробе); внешнего осмотра, проверки размеров и маркировки; магнитной и цветной дефектоскопии (при необходимости); контроля макроструктуры; механических испытаний, замера твердости; для аустенитных сталей контроля на стойкость к МКК при наличии требований Заказчика. Группа IV и V и определение партии устанавливается в соответствии с ГОСТ 8479-70 и определяется технической документацией на изделие. (Новая редакция, Изм. № 1). 2.2. Виды и объем испытаний должны соответствовать табл. 3. 2.3. Каждая поковка до и после предварительной механической обработки должна подвергаться внешнему осмотру для выявления поверхностных дефектов и возможности их исправления в соответствии с п.п. 1.8. и 1.9. 2.4. Магнитопорошковая или цветная дефектоскопия проводится выборочно в тех местах, где внешним осмотром обнаружены дефекты, а также в местах исправления наружных дефектов. Магнитопорошковая и цветная дефектоскопия производится по технической документации, утвержденной в установленном порядке. (Новая редакция, Изм. № 1). 2.5. Ультразвуковая дефектоскопия должна проводиться после предварительной механической обработки, окончательной термической обработки, контроля внешним осмотром или магнитопорошковой дефектоскопии. 2.6. Цельнокованые корпуса, обечайки проверяются на однородность по твердости через каждые 3 м длины в трех местах по окружности через 120°. При этом твердость в любой точке должна находиться в пределах, указанных в обязательном приложении 4. Замер твердости допускается проводить прибором Польди. 2.7. Механические свойства поковок на тангенциальных образцах после окончательной термической обработки должны удовлетворять требованиям, приведенным в обязательном приложении 4. Механические свойства при повышенных температурах должны удовлетворять требованиям, приведенным в обязательном приложении 5. Таблица 3 Виды и объемы испытаний
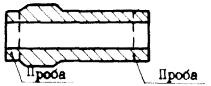
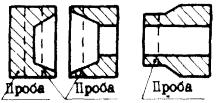
(Измененная редакция, Изм. № 1, 2). Температура испытаний указывается в технической документации. По соглашению с заказчиком определение механических свойств при повышенных температурах можно не производить, если изготовитель гарантирует соответствие характеристик установленным нормам. 3. МЕТОДЫ ИСПЫТАНИЙ3.1. Отбор проб для определения химического состава металла производится по ГОСТ 7565-73. 3.2. Химический анализ металла поковок должен производиться по ГОСТ 12344-78 ÷ ГОСТ 12365-84. (Измененная редакция, Изм. № 2). При изготовлении поковок из металла, выплавляемого предприятиями изготовителями, химический состав стали определяется по плавочному анализу ковшевой пробы. При изготовлении поковок из проката марка стали и химический состав устанавливается по сертификату металлургического предприятия. 3.3. Внешний осмотр, цветной и магнитопорошковый методы дефектоскопии следует проводить в соответствии с требованиями ГОСТ 3342-79, ГОСТ 18442-80 и ГОСТ 21105-75 соответственно и действующей технической документацией, утвержденной в установленном порядке. 3.4. Ультразвуковой метод дефектоскопии следует проводить в соответствии с требованиями настоящего стандарта, ГОСТ 24507-80, по действующей нормативно-технической документации, утвержденной в установленном порядке. 3.5. Поверхности поковок, со стороны которых производится цветной и магнитопорошковый методы дефектоскопии не должны иметь шероховатость более Rz 40, а для проведения ультразвукового метода дефектоскопии более Rz 10 по ГОСТ 2789-73 (СТ СЭВ 638-77). Поверхности поковок, параллельные поверхностям ввода ультразвуковых колебаний (донные поверхности), не должны иметь шероховатость более Rz 40. (Измененная редакция, Изм. № 2). 3.6. Ультразвуковому методу дефектоскопии должно подвергаться 100 % объема каждой поковки. 3.7. При отсутствии донного эхо-сигнала или невозможности контроля с чувствительностью S0 вопрос о годности поковки решается между Поставщиком и Заказчиком. (Новая редакция, Изм. № 1). 3.8. Контроль макроструктуры на снятие серии отпечатков поковок длиной более 5 м должен производиться с двух сторон. При контроле макроструктуры поковки не должны иметь флокенов, трещин, усадочной рыхлости. Величина отброса должна быть не менее 50 мм. Контроль макроструктуры металла проводится на следующих участках поковок: для пустотелых поковок и плоских днищ с отбортовкой - при наружном диаметре свыше 2000 мм на трех темплетах, расположенных под углом 120° по периметру поковки. Длина каждого должна быть не менее 400 мм, ширина темплета - равна толщине поковки; для сплошных поковок на торцах поковок по двум взаимноперпендикулярным полосам шириной 150 - 200 мм, проходящим через центр; для поковок (плит) поперек направления волокон из средней трети по ширине. Площадь поперечного сечения темплета должна быть не менее произведения толщины поковки на ширину темплета (не менее 150 мм). При толщине поковки свыше 300 мм допускается разрезка темплета на две или три части по толщине. В случае обнаружения дефектов, контроль следует производить по всей поверхности. (Измененная редакция, Изм. № 1, 2). 3.9. Снятие серных отпечатков должно производиться на полосе шириной не менее 150 мм на следующих участках поковок: для пустотелых кольцевых поковок и плоских днищ с отбортовкой - на открытых торцах, при длине поковки до 5 м со стороны прибыльной части, при длине более 5 м с двух диаметрально противоположных сторон по сечению; для сплошных поковок (крышки, днища) - на одном из торцев поковки. 3.10. Механические свойства поковок должны определяться на тангенциальных и поперечных (при изготовлении крышек из ковано-катаных плит) образцах. 3.11. Вырезка проб для механических испытаний поковок деталей сосудов должна производиться согласно табл. 4. 3.12. Размеры напуска на пробы должны быть достаточными для изготовления необходимого количества образцов с учетом возможности проведения повторных испытаний. 3.13. Из пустотелых и рассверленных поковок с толщиной стенки до 100 мм образцы вырезают на расстоянии одной второй толщины стенки поковки, а при толщине свыше 100 мм - на расстоянии одной трети толщины стенки поковки от поверхности. (Новая редакция, Изм. № 1). 3.14. Образцы для механических испытаний поковок цилиндрической и призматической формы вырезают из напуска или тела поковок. Ось образца должна находиться на расстоянии одной трети радиуса или одной шестой диагонали от наружной поверхности поковки. Для поковки типа плиты пробы вырезаются из средней трети по ширине. Допускается вырезать: от крышек - поперечные образцы в местах расположения отверстий под основные шпильки или входные патрубки (проба 2, табл. 4). В этом случае уровень механических свойств устанавливается по соглашению сторон. (Измененная редакция, Изм. № 1, 2). 3.15. Образцы для механических испытаний поковок деталей трубопроводов должны вырезаться из запусков для проб, из тела поковки или отдельной пробы для поковок массой до 150 кг из металла той же плавки, такого или большего сечения, прошедшей те же технологические операции и термически обработанные совместно с поковками данной партии. Отрезка проб и вырезка заготовок для образцов должны проводиться в тангенциальном направлении. Оси образцов должны находиться в центре толщины стенки поковки. Размеры напуска должны обеспечивать возможность вырезки необходимого количества образцов с учетом возможности проведения повторных испытаний. Таблица 4 Схема отбора проб для деталей сосудов
(Измененная редакция, Изм. № 1). 3.16. Вырезка проб и изготовление образцов должны осуществляться методами, не изменяющими микроструктуру металла и его механических свойств. 3.17. Количество образцов для механических испытаний должно соответствовать табл. 3. 3.18. Испытание на растяжение производится по ГОСТ 1497-84. (Измененная редакция, Изм. № 2). 3.19. Испытание на ударную вязкость производится по ГОСТ 9454-78 (СТ СЭВ 472-77, СТ СЭВ 473-77), образец тип 1. (Измененная редакция, Изм. № 2). 3.20. Значение ударной вязкости при температуре минус 40 °С не должно быть менее 200 кДж/м2 (2,0 кгс·м/см2). Определение ударной вязкости при температуре минус 40 °С допускается не проводить, если изготовитель гарантирует соответствие ударной вязкости установленным нормам. (Измененная редакция, Изм. № 1). 3.21. Испытание на твердость по Бринеллю производится по ГОСТ 9012-69 (СТ СЭВ 468-77). Допускается контроль твердости производить прибором Польди по методике завода-изготовителя. Замер твердости разрешается производить на головках разрывных или ударных образцов. (Измененная редакция, Изм. № 1, 2). 3.22. При получении неудовлетворительных результатов хотя бы на одном из образцов допускается проводить повторные испытания на удвоенном количестве образцов, взятых от той же пробы, для того вида испытаний, который показал неудовлетворительные результаты. При неудовлетворительных результатах повторных испытаний поковки должны быть подвергнуты повторной термической обработке. 3.23. Число термических обработок не должно быть более трех. Дополнительный отпуск не считается повторной термической обработкой. После каждой термической обработки поковки предъявляются к сдаче как при первом предъявлении. 3.24. Загрязненность металла неметаллическими включениями определяют по ГОСТ 1778-70 (СТ СЭВ 4077-83), методом III-1. (Измененная редакция, Изм. № 2). 3.25. Испытание на склонность к межкристаллитной коррозии производится по ГОСТ 6032-84 (СТ СЭВ 4076-83), методом АМ иди АМУ. При получении неудовлетворительных результатов контроля на МКК поковки должны подвергаться повторной термической обработке. (Измененная редакция, Изм. № 2). 3.26. Для контроля проверки заказчиком качества поковок и соответствия их требованиям настоящего стандарта должны применяться правила отбора проб и методы испытаний, установленные настоящим стандартом. ПРИЛОЖЕНИЕ 1Обязательное Таблица Назначение и предельные температуры применения сталей (без учета рабочих сред)
(Измененная редакция, Изм. № 2). ПРИЛОЖЕНИЕ 2Обязательное УСЛОВИЯ ПРИМЕНЕНИЯ СТАЛЕЙ В СРЕДАХ, СОДЕРЖАЩИХ ВОДОРОД, ОКИСЬ УГЛЕРОДА, АММИАКТаблица 1 Максимально допустимая температура применения сталей в водородосодержащих средах (°С)
(Новая редакция, Изм. № 2). Таблица 2 Максимально допустимые парциальные давления окиси углерода МПа (кгс/см2)
(Новая редакция, Изм. № 2). Таблица 3 Максимально допустимые температуры применения сталей в средах, содержащих аммиак (°С)
(Новая редакция, Изм. № 2). ПРИЛОЖЕНИЕ 3Справочное Таблица Рекомендуемые режимы термической обработки
(Измененная редакция, Изм. № 2). ПРИЛОЖЕНИЕ 4Обязательное Таблица Механические свойства сталей
(Измененная редакция, Изм. № 1, 2). ПРИЛОЖЕНИЕ 5Обязательное Таблица Механические свойства сталей при повышенных температурах
(Измененная редакция, Изм. № 2). ПРИЛОЖЕНИЕ 6Справочное Таблица Максимальная масса поковок
ЛИСТ ССЫЛОЧНЫХ ДОКУМЕНТОВ
(Измененная редакция, Изм. № 2). СОДЕРЖАНИЕ
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/44700
На эту страницу сайта можно сделать ссылку:
На правах рекламы: |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|