
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"РД 558-97 Руководящий документ по технологии сварки труб при производстве ремонтно-восстановительных работ на газопроводах.Российское акционерное общество "Газпром" Всероссийский научно-исследовательский институт природных газов и газовых технологий (ВНИИГАЗ) РУКОВОДЯЩИЙ ДОКУМЕНТ ПО ТЕХНОЛОГИИ СВАРКИ ТРУБ ПРИ ПРОИЗВОДСТВЕ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТ НА ГАЗОПРОВОДАХ РД 558-97 Москва 1997 Содержание
Настоящий руководящий документ (РД) распространяется на сварочные ремонтно-восстановительные работы на газопроводах, подведомственных РАО "Газпром", и устанавливает основные требования к выбору труб, сварочных материалов, к сборке и сварке стыков, резке труб, термической обработке сварных соединений. Приводятся критерии отбраковки труб и свойств сварных соединений, требования к оценке свариваемости труб, аттестации сварочных материалов, технологии сварки, требования по безопасности при выполнении сварочных работ. РД содержит 4 раздела: I - РВР на магистральных и промысловых газопроводах; II - РВР на газопроводах, транспортирующих сероводородсодержащий газ; III - Подготовительные технические мероприятия; IV - Охрана труда. Настоящий РД введен взамен РД 51-108-86 "Инструкция по технологии сварки и резки труб при производстве ремонтно-восстановительных работ на магистральных газопроводах". Руководящий документ разработан: к.т.н. Полузьяном Ж.А., н.с. Камышевым A.M.; при участии: к.т.н. Машина С.М., Абезгауз С.В., Тютина Е.П. (ВНИИГАЗ); Пагорнова К.М., Рыбакова А.И., Ермолаева С.А. (РАО "Газпром"); Эристова В.И., Тороповой Р.Г. (Газнадзор). Консультации и предложения по отдельным разделам Руководящего документа были даны специалистами: Митрошиным С.С., Помылевым А.В. (Самаратрансгазгаз); Пахомовым В.П., Кохаевым Ю.С. (Мострансгаз); Марковым В.А. (Кавказтрансгаз); Гераськиным В.И., Веретенниковым А.Г., (Астраханьгазпром), Красильниковым А.Л. (Северо-Каспийский газотехнический центр Газнадзора); Мельником В.И., Ермаковым, Хацкевичем А.Э. (Уралтрансгаз); Фетисовым Г.О. (Оренбурггазпром); Шаньгиным A.M., Лисиным В.Н. (Севергазпром); Степаненко А.И. (Уренгойгазпром); Козловым В.В. (Томсктрансгаз); Кузнецовым A.M. (Югтрансгаз).
I. PBP НА МАГИСТРАЛЬНЫХ И ПРОМЫСЛОВЫХ ГАЗОПРОВОДАХ.1. ОБЩИЕ ПОЛОЖЕНИЯ.1.1. Повышение надежности магистральных и промысловых трубопроводов, проблемы ремонтно-восстановительных работ выдвигают задачи по совершенствованию технологии сварки, внедрению в практику нового прогрессивного сварочного оборудования и технологии, повышению эффективности контроля качества сварочных работ. 1.2. К ремонтно-восстановительным работам (РВР) на газопроводах относятся: плановый капитальный ремонт, плановые и аварийные замены арматуры или участков трубопроводов, технологические врезки, ремонт сварных стыков на газопроводах. 1.3. Требования настоящего раздела не распространяются на трубопроводы, предназначенные для транспортировки газа, газового конденсата и других продуктов, оказывающих коррозионное воздействие на металл. 1.4. Настоящий РД разработан на основе данных: СНиП 2.05.06-85 /1/, СНиП III-42-80 /2/, РД 51-108-86 /3/, ВСН 006-89 /4/ и других ведомственных норм и правил, указанных по тексту РД. 1.5. При производстве сварочно-монтажных работ на газопроводах на основе данного РД следует также руководствоваться: - Типовой Инструкцией по безопасному ведению огневых работ на газовых объектах Мингазпрома /5/; - Инструкцией по производству строительных работ в охранных зонах магистральных трубопроводов Мингазпрома /6/; - Типовой Инструкцией по организации безопасного проведения огневых работ на взрывоопасных и взрывоогнеопасных объектах Госгортехнадзора /17/. 2. ТРУБЫ И СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ (ОБЩИЕ ТРЕБОВАНИЯ).2.1. Трубы для производства работ следует выбирать в соответствии с требованиями: СНиП 2.05.06-85 - Магистральные трубопроводы /1/, Инструкции по применению стальных труб в газовой промышленности /7/, специальных рекомендаций головной научно-исследовательской организации - ВНИИГАЗа (Приложение 1). 2.2. Применяемые трубы должны иметь сертификат завода-изготовителя, в котором указываются : номер технических условий (ТУ); диаметр и толщина стенки; марка стали; механические свойства основного металла и сварного соединения; химический состав стали; номера партии, плавки, трубы; величина давления заводского гидроиспытания; завод-изготовитель труб и завод-изготовитель металла. 2.3. В металле не допускается наличие трещин, плен, рванин и закатов, а также видимых расслоений. Царапины, риски и задиры на трубах и деталях трубопроводов глубиной выше 0,2 мм, но не более 5% от толщины стенки устраняют шлифованием, при этом толщина стенки не должна быть выведена за пределы минусового допуска по ТУ. 2.4. Не допускается повторное применение труб, ранее находившихся в эксплуатации, для изготовления переходных колец, соединительных деталей, для монтажа переходов, участков газопроводов категории "В", I и II. 2.5. Допускается повторное применение труб, ранее находившихся в эксплуатации, на участках газопроводов категорий III , IV. При этом труба должна иметь: сертификат завода-изготовителя (или выписку из сертификата); акт вырезки труб с указанием: номеров труб участка газопровода, даты вырезки, максимального рабочего давления при эксплуатации труб. Указанные документы прилагаются к исполнительной производственной документации. 2.6. При выполнении капитального ремонта газопровода оценка пригодности труб (секций), вырезанных из нитки газопровода, и определение участков, на которых они могут быть повторно использованы, осуществляются в соответствии с требованиями п.3.1. 2.7. Трубы аварийного запаса, а также трубы (секции) после демонтажа газопровода должны при хранении укладываться на деревянные лежки или специальные настилы (стеллажи) во избежание повреждения их почвенной коррозией. 2.8. Концы труб должны иметь разделку кромок (угол скоса, притупление) с учетом технологических приемов сварки (табл.1.8, табл.1.14.) 2.9. Кромки труб после газовой и плазменной резки должны быть обработаны механически - шлифмашинкой, торцевыми фрезерными станками до полного удаления следов огневой резки. 2.10. Новые трубы перед их применением в обязательном порядке должны быть проверены на свариваемость с учетом технологических режимов сварки. Оценка свариваемости труб осуществляется специализированными и головными институтами (см. раздел III). 2.11. Соединительные детали должны изготавливаться в заводских или полустационарных условиях, обеспечивающих достаточно надежный входной контроль материалов, качественную сборку и сварку, контроль неразрушающими методами, термическую обработку и гидроиспытание. 2.12. Соединительные детали должны соответствовать требованиям технических условий (утвержденных в установленном порядке) и иметь паспорт (сертификат) завода-изготовителя и соответствующую маркировку. 2.13. Тройники, тройниковые соединения (прямые врезки), изготавливаемые на ремонтной площадке, должны выполняться в соответствии с техническими требованиями СНиП 2.05.06-85 /1/, ВСН 1-84 /8/*. *Для труб аварийного запаса Примечание. Применение новых труб должно быть согласовано с ВНИИГАЗом. 2.14. Привариваемые к трубам концы деталей должны иметь разделку кромок, обеспечивающую схождение кромок в соответствии с требованиями СНиП III-42-80, п.4.5. настоящего РД. 2.15. Эквивалент углерода низкоуглеродистых и низколегированных сталей (Сэ) рассчитывается по формуле:
не должен превышать 0,46, где С, Мn, Сr, Мо, V, Ti, Nb, Сu, Ni, B - содержание (% от массы) в составе металла трубной стали соответственно углерода, марганца, хрома, молибдена, ванадия, титана, ниобия, меди, никеля, бора. По значениям Сэ определяют необходимость и температуру предварительного подогрева металла перед сваркой (табл. 1.11). 2.16. Значение эквивалента углерода Сэ указывается в технических условиях на поставку труб (максимальные значения), в сертификатах на трубы (физические значения), а также могут быть замаркированы непосредственно на трубах. 2.17. Область применения труб при сварочных РВР на газопроводах показана на рис.1.1.
Рис. 1.1. Сварочные работы при РВР: а, б, в - сварка труб; г - монтаж катушек; д, е - монтаж катушек, труб с приваркой переходных колец; ж - ремонт труб сваркой; з - приварка соединительных деталей; и - приварка арматуры; к - заварка технологических отверстий; л - приварка выводов ЭХЗ 3. ОТБРАКОВКА И РЕМОНТ ТРУБ СВАРКОЙ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ.3.1. Отбраковка труб.3.1.1. Перед проведением сварочно-монтажных работ плети труб (секции) должны быть визуально обследованы по всему периметру для выявления характера и размеров повреждений. Участки труб с предполагаемыми дефектами скрытого характера должны быть обследованы с помощью ультразвукового дефектоскопа ("Крауткремер", УЗЛ 32, УСК - 7) или другими приборами, аттестованными в установленном порядке по утвержденным методикам РАО "Газпром". 3.1.2. Поврежденные места на поверхности трубы должны быть очищены от продуктов коррозии и четко обведены по контуру масляной краской с указанием вида ремонта при помощи следующих обозначений: - ШЛ - ремонт шлифовкой; - СВ - ремонт сваркой; - ЗК - замена катушки. 3.1.3. Глубина повреждений замеряется штангенциркулем по ГОСТ 166-89 или глубиномером, оснащенным индикатором часового типа (ГОСТ 577-68). 3.1.4. Длина и ширина повреждений измеряется при помощи штангенциркуля или металлической линейки. Результаты измерений наносятся на схему развернутой трубы с разбивкой по часовым поясам. В плетях фиксируется смещение продольных сварных швов труб. 3.1.5. Данные о виде повреждений заносятся в специальный журнал (Приложение 7). 3.1.6. Участки труб с единичными дефектами вида: - риски, царапины; - коррозионные каверны с линейными размерами не более величин, указанных в табл.1.1, допускается ремонтировать шлифовкой. Запрещается ремонт на переходах через естественные и искусственные препятствия и другие ответственные участки. Единичными считаются дефекты, расстояние между которыми превышает длину наибольшего из дефектов. В противном случае дефекты будут рассматриваться как один дефект протяженностью, равной суммарной длине входящих в него дефектов. 3.1.7. Трубы подлежат ремонту только в тех случаях, если дефектные места расположены не ближе 100 мм от сварного шва (кольцевого, продольного) на трубах диаметром до 529 мм; 150 мм - на трубах диаметром 720-820 мм и 200 мм - на трубах диаметром 1020,1220 и 1420 мм. 3.1.8. Вырезке подлежат участки газопровода со следующими дефектами: а) дефекты с размерами более величин, указанных в табл.1.1 и табл.1.2.; б) вмятины, гофры; в) трещины любых размеров; г) скопления каверн в виде сплошной сетки. На месте вырезанных участков ввариваются катушки или трубы. Требования по сварке стыков катушек, труб в соответствии с требованиями подраздела 4. 3.1.9. Сварные стыки секций труб после демонтажа газопровода должны быть проконтролированы физическими методами в объеме 100 %. Метод контроля устанавливается по согласованию с Заказчиком, но не менее 25 % методом просвечивания. 3.1.10. При контроле состояния труб и сварных соединений с помощью внутренней дефектоскопии (типа "Лайналог"), критерии качества должны регламентироваться специальными Инструкциями, утвержденными РАО "Газпром" и согласованными с Госгортехнадзором России. 3.1.11. Допускается отбраковку и ремонт труб (секций) осуществлять на сварочных стеллажах и местах хранения труб с целью более качественного проведения работ. Допустимые размеры дефектов, подлежащих ремонту шлифовкой (по данным /9/)
Примечание: S - толщина стенки трубы (номинальная по проекту или минимальная по ТУ), мм. Глубина дефекта определяется по максимальной глубине точечных повреждений. В случае равномерной коррозии допустимая глубина дефектов уменьшается в два раза. Определение коррозионных повреждений по ГОСТ 5272-68. 3.2. Ремонт труб сваркой.3.2.1. Настоящие требования распространяются на трубы из углеродистых и низколегированных сталей с нормативным пределом прочности до 588 МПа (60 кгс/мм2), ремонт которых осуществляется в условиях трассы при капитальном ремонте линейной части магистральных газопроводов. 3.2.2. Требования п.3.2. не распространяются на трубы из термоупрочненных сталей. 3.2.3. При производстве сварочных работ, связанных с ремонтом труб, следует также руководствоваться требованиями СНиП III-42-80, ВСН 006-89 и положениями настоящего РД. 3.2.4. К сварочным работам по ликвидации коррозионных каверн допускаются сварщики не ниже 5-го разряда и ознакомленные (по программе-минимум) с положениями настоящего РД. Программа-минимум разрабатывается главным сварщиком и утверждается главным инженером предприятия. 3.2.5. Независимо от квалификации, характера выполняемых сварочных работ и продолжительности перерывов в работе, сварщик перед допуском к работе должен пройти предварительную стажировку по заварке каверн в тождественных условиях (на имитированных образцах). 3.2.6. В процессе стажировки сварщиком отрабатываются: техника наплавки, получение требуемой формы и качества швов. 3.2.7. По результатам стажировки сварщик должен выполнить допускную заварку дефектов. Допускная заварка дефектов выполняется в четырех пространственных положениях (нижнем, потолочном, вертикальном и горизонтальном) трех дефектов допустимых размеров для соответствующей трубы (табл.1.2) на имитированных образцах, изготовленных из труб, соответствующих по материалу и толщине стенки уложенным на подвергающемся ремонту участке газопровода. 3.2.8. Допускные заварки дефектов подвергаются: - визуальному осмотру и обмеру, при котором заварка должна удовлетворять требованиям п.п.3.2.19 - 3.2.22. настоящего РД; - ультразвуковому или радиографическому контролю в соответствии с требованиями п.3.2.29. 3.2.9. Если хотя бы одна заварка по визуальному осмотру и обмеру, или при физических методах контроля не удовлетворяет требованиям п.п.3.2.19 - 3.2.22, п.3.2.29., то производится заварка и повторный контроль еще трех любых дефектов в том же пространственном положении. В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одной заварке, сварщик признается не выдержавшим испытание. 3.2.10. Результаты контроля качества допускной заварки дефектов оформляются в Журнале регистрации результатов контроля допускных заварок дефектов (Приложение 8). 3.2.11. Оценка пригодности труб к ремонту, вид назначаемого ремонта и участок укладки отремонтированных сваркой труб в составе магистрального газопровода определяются в процессе отбраковки труб в соответствии с требованиями п.3.1 настоящего РД. 3.2.12. Дефектные участки на трубах, подлежащие восстановлению сваркой, должны быть отмечены масляной краской и обозначены "СВ" (сварка). 3.2.13. Заварке могут подвергаться дефекты, размеры которых по глубине и протяженности (условному диаметру каверны Ду (рис.1.2.), размерам "А" и "В"(рис. 1.3.)) не превышают значений, указанных в табл.1.2. Ремонт труб сваркой допускается при ремонте без замены труб на участках магистральных газопроводов II - IV категорий, исключая переходы через железные и автомобильные дороги, узлы установки линейной арматуры; участки между охранными кранами КС и подводными переходами с пойменными участками. 3.2.14. Ремонту сваркой следует подвергать трубы, имеющие отдельно расположенные единичные дефекты. Отдельно расположенные единичные дефекты - это дефекты, расстояние между которыми должно быть: - не менее 500 мм при максимальном размере дефекта от 50 до 80 мм; - не менее 300 мм при максимальном размере дефекта менее или равном 50 мм. При этом количество дефектов на один погонный метр трубы не должно превышать двух. 3.2.15. Ремонту сваркой не подлежат: а) дефекты, размеры которых превышают значения, указанные в табл.1.2, дефекты с остаточной толщиной стенки (S - h) менее 3,0 мм; б) коррозионные каверны, раковины, расположенные на соединительных деталях; в) дефекты, расположенные на расстоянии менее: 100 мм при Ду < 50 мм; 300 мм при Ду > 50 мм от сварных швов (продольных, кольцевых); г) дефекты, имеющие трещины или видимые расслоения металла, а также указанные в п.3.1.8. Допустимые размеры дефектов, подлежащих ремонту сваркой
* В числителе указана ширина эллипса "В", в знаменателе - длина эллипса "А".
Рис. 1.2. Схема заварки каверн с круговой обработкой поврежденного участка: а - коррозионное повреждение; б - первый наплавочный слой; в - заполняющие слои; г - контурный шов; д - облицовочные слои; е - обработанная каверна
Рис.1.3. Схема заварки каверн с эллипсной обработкой поврежденного участка: виды а, б, в, г, д, е - аналогичны рис.1.2. 3.2.16. Заварка дефектных мест должна выполняться ручной электродуговой сваркой электродами основного типа. Перед заваркой дефектное место должно быть обработано механическим способом (фрезой или шлифовкой) в соответствии с рис.1.2 и рис.1.3 с целью: а) получения формы кратера, обеспечивающего равномерное и качественное наложение валиков; б) полного удаления продуктов коррозии и возможных поверхностных микротрещин. Прилегающие к кратеру участки должны быть зачищены до металлического блеска на ширину не менее 15 мм. Предварительно с поверхности трубы должны быть удалены остатки изоляции, грязь, масло. 3.2.17. Необходимость подогрева металла перед сваркой устанавливается согласно табл.1.3. Предварительный подогрев металла перед сваркой
3.2.18. Заварка дефектов труб с прочностью 411-539 МПа (42-55 кгс/мм2) должна осуществляться с применением электродов марок УОНИ 13/55, ОК 73.80, ОК 53-70, ОК 48.04, ЛБ - 52У; заварка дефектов труб с прочностью 539 - 588 МПа (55-60 кгс/мм2) - электродами марки "Шварц-ЗК", "Кесель 5520 Мо", ВСФ - 60 или другими аналогичного типа. 3.2.19. При круговой обработке дефектного участка (рис.1.2) сталь с прочностью Gb < 558 МПа (57 кгс/мм2), наплавка должна выполняться: первый наплавочный и контурные швы электродами диаметром 2,5 - 3,25 мм, заполняющие и облицовочный - диаметром 3,0 - 4,0 мм на режимах, приведенных в табл.1.4. Сварку следует осуществлять валиками шириной не более L = 20 мм с взаимным перекрытием не менее 3 мм. Контурный шов должен выполняться с колебаниями нормально к граничной линии и иметь ширину L1 = 8-14 мм. 3.2.20. При круговой обработке дефектного участка на трубе из стали с прочностью Gb > 558 МПа (57 кгс/мм2) до 588 МПа (60 кгс/мм2) схема заварки аналогична п.3.2.19, швы должны выполняться электродами диаметром 2,5-3,25 мм. Ширина валиков наплавочного, заполняющего и облицовочного швов - 10-14 мм, контурного шва - не более 12 мм. Взаимное перекрытие швов - не менее 2 мм. Режимы сварки (сила тока, А)
Примечание. Перед сваркой электроды следует прокалить в соответствии с п.4.2.4. 3.2.21. При эллиптической форме обработки дефектного участка (рис.1.3) независимо. от прочности металла выполняется первый наплавочный слой, заполняющие слои, контурный слой, облицовочный слой. Сварка осуществляется электродами диаметром 2,5-3,25 мм узкими валиками ("стрингерные швы") шириной 8-12 мм. 3.2.22. Количество наплавочных слоев (без учета контурного шва) должно быть не менее трех. Сварные швы должны быть плотными, с мелкой чешуйчатостью (0,5-0,7 мм) и обеспечивать плавный переход к основному металлу. Подрезы на основном металле не допускаются. 3.2.23. Зажигать дугу следует на кромках дефектного места или на ранее наплавленном металле. Кратер шва должен тщательно заплавляться и выводиться на шов. Категорически запрещается наносить электродом "ожоги" на основном металле. 3.2.24. После завершения сварки (заварки) дефектного участка наружную поверхность наплавки при температуре воздуха ниже 10 °С накрывать теплоизолирующим материалом (кашмой) до полного остывания. После остывания наплавленный участок обработать механическим методом, при этом поверхность должна быть ровной, без видимой чешуйчатости, усиление равномерным по всей площади. Высота усиления должна быть 0,7-1,5 мм (рис.1.2, д, е). 3.2.25. На поверхности наплавленного металла набивается номер наплавки, который фиксируется в журнале сварки (см. "Исполнительная производственная документация на скрытые работы при сооружении магистральных трубопроводов" /10/, ВСН 012-88 ч.2) или в акте при единичных работах. Если дефектные участки на трубе завариваются одним сварщиком, номера наплавок могут не наноситься. В этом случае в журнале сварки следует указывать количество наплавок, выполненных сварщиком на данной трубе или секции. Примечание. Допускается вместо номера наплавки наносить номер клейме сварщика с соответствующим указанием в журнале сварки. 3.2.26. Контроль качества заварки дефектов осуществляется: систематическим пооперационным контролем; внешним осмотром заваренных дефектов; проверкой сплошности наплавленного металла физическими неразрушающими методами контроля (ультразвуковым контролем по ГОСТ 14782-86, радиографическим контролем по ГОСТ 7512-82). 3.2.27. Контроль наплавок физическими методами на линейной части газопровода для категории участков II, III и IV устанавливается в объеме 100 %. 3.2.28. Контроль качества осуществляется полевыми испытательными лабораториями и ИТР ремонтного подразделения, службами надежности, лабораториями сварки и контроля и другими лицами, на которых возложены эти обязанности. 3.2.29. При контроле физическими методами годными считаются наплавки, в которых: а) отсутствуют трещины любой глубины и протяженности; б) глубина шлаковых включений не превышает 10 % от толщины стенки и общей протяженностью не более 3,8 мм. Непровары в швах и подрезы на основном металле не допускаются. 3.2.30. Результаты контроля следует отражать в заключениях по просвечиванию стыков, журналах сварки и журналах регистрации заключений по просвечиванию. 3.2.31. Отремонтированные трубы (трубные секции) должны быть испытаны на прочность и герметичность предварительно или в трассе совместно с примыкающими участками в соответствии с требованиями СНиП III-42-80, ВСН 011-88. 3.2.32. Рабочее давление участка газопровода, включающего отремонтированные трубы, должно устанавливаться равным 0,9 от величины достигнутого давления при испытаниях на прочность труб (секций) или участка в целом. 4. СВАРКА СТЫКОВ ТРУБ, КАТУШЕК И ЗАХЛЕСТОВ.Раздел 4.1. заменен «Временной инструкцией по технологиям ремонта сваркой дефектов труб и сварных соединений газопроводов»4.1. Требования к квалификации сварщиков.4.1.1. К прихватке и сварке стыков труб, катушек и захлестов, а также других видов сварки на газопроводах допускаются сварщики, выдержавшие теоретические и практические испытания в соответствии с "Правилами аттестации сварщиков", утвержденными Госгортехнадзором России 16 марта 1993 г. /11/. Перед аттестацией электросварщики должны пройти теоретическую и практическую подготовку, учитывающую специфику выполнения работ, к которым электросварщик готовится. Порядок аттестации - в соответствии с ВСН 006-89 (Приложение 1) /4/. 4.1.2. При производстве сварочных работ каждый сварщик (бригада или звено в случае сварки стыка бригадой или звеном) должен (должна) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более, той же группы диаметров (до 400 мм; от 400 до 1000 мм; более 1000 мм), который должен быть выполнен в условиях, тождественных с условиями сварки на трассе, если: а) он (она) впервые приступили к сварке газопроводов или имели перерыв в работе более трех месяцев; б) осуществляется сварка труб из новых марок стали или с применением новых сварочных материалов, технологии и оборудования; в) изменился диаметр труб под сварку (переход от одной группы диаметров к другой). 4.1.3. Допускной стык подвергается визуальному осмотру и обмеру, радиографическому контролю (подраздел 8), механическим испытаниям образцов, вырезанных из сварного соединения. Методика испытаний - по ВСН 006-89, Приложение 3 настоящего РД. 4.1.4. Если стык по визуальному осмотру и обмеру или радиографическому контролю не удовлетворяет установленным требованиям, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков, бригада или отдельный сварщик признаются не выдержавшими испытания. 4.1.5. Механическими испытаниями предусматриваются проверка образцов, вырезанных из сварных соединений со снятым усилением, на растяжение и изгиб корнем "внутрь", "наружу" и "на ребро". 4.1.6. Временное сопротивление разрыву (предел прочности) сварных образцов должно иметь значение не менее нормативного значения предела прочности металла трубы. 4.1.7. Среднее арифметическое значение угла изгиба образцов, сваренных дуговыми методами сварки, должно быть не менее 120°, а его минимальное значение - не менее 100° на одном образце. 4.1.8. Если образцы, вырезанные из стыков, имеют неудовлетворительные показатели механических свойств, то испытания проводятся на удвоенном количестве образцов, вырезанных из повторно сваренного стыка. В случае получения при повторном испытании неудовлетворительных результатов, бригада сварщиков или отдельный сварщик признаются не выдержавшими испытания и должны пройти переподготовку. 4.1.9. Сварщики эксплуатационных служб, участвующие в выполнении аварийно-восстановительных работ и не выполняющие систематически сварку стыков газопроводов, помимо требований, изложенных выше, должны: а) знать основные требования по безопасному ведению огневых работ на газопроводах (по программе техминимума); б) выполнять систематически тренировочную сварку стыков для поддержания необходимых навыков в работе при сварке труб различных диаметров; в) уметь осуществлять сварку стыков с неравномерным и повышенным зазором кромок (до 3-5 мм) после ручной газовой резки; г) знать технику и обеспечивать качественную сварку технологических заплат, приварку патрубков на трубах, заварку трещин в швах, в том числе и при избыточном давлении газа и др. 4.1.10. При выполнении тренировочной сварки согласно п.4.1.9. квалификационной оценкой являются: результаты внешнего осмотра и замеров параметров швов, контроль качества физическими методами. Положительные результаты квалификационной оценки являются основанием для допуска сварщика к выполнению аварийно-восстановительных работ. 4.1.11. Результаты испытаний допускных стыков должны быть отражены в исполнительной производственной документации. Раздел 4.2. заменен «Временной инструкцией по технологиям ремонта сваркой дефектов труб и сварных соединений газопроводов» 4.2. Применение сварочных материалов.4.2.1. Ручная сварка труб может выполняться электродами с основным и целлюлозным покрытиями. Запрещается применять электроды, не прошедшие испытания в соответствии с Р 554-94 и не имеющие разрешения РАО "Газпром" на их применение. Электроды с основным покрытием могут применяться для всех видов сварочно-монтажных работ при РВР, а также ремонта швов. Электроды с целлюлозным покрытием следует применять для сварки первого и второго слоя ("горячего прохода") стыков труб подземных трубопроводов, имеющих заводскую подготовку кромок. 4.2.2. Назначение и область применения электродов указаны в табл.1.5., 1.6. Свойства наплавленного металла - в Приложении 2. 4.2.3. На каждую партию электродов должен иметься сертификат с указанием завода изготовителя, даты изготовления, условного обозначения материала и результатов испытаний данной партии. Применение сварочных материалов без сертификатов не допускается. 4.2.4. Сварочные электроды необходимо хранить при температуре не ниже +15 °С. Электроды непосредственно перед сваркой должны быть прокалены (просушены) по режиму, приведенному в табл.1.7. Для прокалки (просушки) электродов может быть применена печь шахтная СШО-3.2. 4.2.5. Электроды необходимо доставлять к месту производства работ только в количествах, обеспечивающих потребность одной смены. Допускается применение электродов, прокаленных в стационарных условиях - доставленных на трассу в герметичных контейнерах, электротермопеналах. 4.2.6. Новые марки сварочных электродов (отечественных и импортных), а также электроды серийного производства (периодически) должны подвергаться входному контролю и аттестации (см. Раздел III). Запрещается применение электродов, не прошедших аттестацию или переаттестацию в установленном порядке и не имеющих разрешения РАО "Газпром" на их применение. Применение сварочных электродов с основным покрытием
* - Требования к переаттестации см. п.4.2.6 ** AWS - Американский стандарт по сварочным материалам Применение сварочных электродов с целлюлозным покрытием
Режим прокалки (просушки) электродов
Примечание. Количество циклов прокалки электродов должно быть не более двух. 4.3. Сборка стыков труб под сварку.4.3.1. Рекомендуемые типы разделки кромок, виды сварных соединений при ручной сварке приведены в табл.1.8. 4.3.2. При сборке стыков труб обязательны следующие операции: - очистка наружной и внутренней поверхности трубы от загрязнения; - проверка наличия расслоений на кромках труб; - проверка наличия дефектов на трубах и их ликвидация в соответствии с требованиями п.3.1, п.3.2 настоящего раздела; - зачистка до металлического блеска кромок и прилегающих к ним поверхностей (внутренней и наружной) на ширину не менее 10 мм; - после газовой и плазменной резки зачистка свариваемых кромок шлифмашинкой или торцевыми фрезерными машинками. 4.3.3. Вмятины на торцах труб глубиной до 3,5 % от диаметра трубы исправляют разжимными приспособлениями с предварительным местным подогревом металла до 100-150 °С. Виды сварных соединений при ручной сварке
4.3.4. Забоины и задиры фасок глубиной до 5,0 мм ремонтируются сваркой с применением электродов с основным покрытием. 4.3.5. Новые трубы аварийного запаса, имеющие царапины, риски и задиры глубиной более 5 % от толщины стенки, вмятины глубиной, превышающей 3,5 % от диаметра трубы, или забоины и задиры фасок глубиной более 5,0 мм ремонту не подлежат, а дефектные участки труб отрезают. 4.3.6. Сборку под сварку труб диаметром 530 мм и более рекомендуется осуществлять с помощью внутренних центраторов. Применять наружные центраторы следует при сборке захлестов, кривых вставок, при присоединении арматуры, где применение внутренних центраторов затруднено. В случае невозможности сборки при помощи центраторов разрешается сборка при помощи струбцин с приваркой к инвентарным хомутам. Приварка струбцин к телу трубы запрещается. 4.3.7. Рекомендуемые величины зазоров в стыках при сборке приведены в табл.1.9. Рекомендуемая величина зазора между кромками труб
4.3.8. При сборке труб на наружных центраторах собранные стыки должны быть прихвачены сваркой равномерно по периметру. Количество и размеры прихваток в зависимости от диаметра трубы приведены в табл.1.10. 4.3.9. К качеству прихваток предъявляются такие же требования, как и к основному сварному шву. Количество и размеры прихваток
4.3.10. При сборке стыков труб величина наружного смещения кромок не должна превышать 20 % от толщины стенки трубы, но быть не более 3,0 мм . Для бесшовных труб внутреннее смещение кромок должно быть < 2,0 мм , местное - до 3,0 мм на длине L < 100 мм (рис.2.1). 4.3.11. Непосредственное соединение на трассе разнотолщинных труб одинаковых диаметров (или труб с деталями) допускается при условии: - если разность толщин стенок не превышает 2,5 мм для толщин до 12 мм включительно; - если разность толщин не превышает 3,0 мм для толщин стенок труб более 12 мм (табл.1.8). Соединение труб с большей разностью толщин стенок осуществляется путем вварки переходного кольца или вставок промежуточной толщины, длина которых должна быть не менее 250 мм. 4.3.12. Заводские продольные односторонние сварные швы груб при сборке стыков должны быть смещены не менее, чем на 100 мм. Для труб и фасонных деталей с двухсторонним швом ( прямым или спиральным) данное смещение не обязательно. 4.3.13. Необходимость предварительного подогрева концов труб перед прихваткой и сваркой первого (корневого) слоя и температура подогрева устанавливаются в зависимости от эквивалента углерода стали Сэ, толщины стенки трубы, температуры окружающего воздуха и типа электрода в соответствии с данными табл.1.11. 4.3.14. Подогревающие устройства газоплазменные ПС-1022, ПС-1221, ПСК-1020-1420 и электрические (КЭН) должны обеспечивать равномерный нагрев стыкуемых труб по их периметру до требуемой температуры на ширине участка 150 мм от торца трубы. 4.3.15. Температуру подогрева свариваемых кромок следует контролировать контактными термометрами (ТП-2) или стандартными термокарандашами. Замер температуры производится на расстоянии 10-15 мм от торца трубы. 4.3.16. Просушка торцов труб путем их подогрева до 20-50° С обязательна: - при наличии влаги на кромках, независимо от прочности основного металла; - при температурах воздуха ниже +5° С для труб с нормативным пределом прочности 539 МПа (55 кгс/мм2) и выше. 4.3.17. При выполнении предварительного подогрева следует избегать перегрева металла выше температуры 200° С. 4.3.18. В случае стыковки труб с разной величиной Сэ, температуру предварительного подогрева выбирают по большему значению величины эквивалента углерода. 4.3.19. Сборку и сварку стыков захлестов газопровода, уложенного в траншею, необходимо производить при минимальной суточной температуре воздуха. 4.3.20. В целях обеспечения качественной сборки стыков трубы после резки по некалиброванной части их следует предварительно отсортировать (см. Приложение 5). Кромки под сварку после газовой резки рекомендуется обрабатывать торцевым станком механической обработкой или шлифмашинкой. Температура предварительного подогрева при сварке корневого слоя шва
Примечание. В таблице приняты обозначения: * - подогрев не требуется; -10/1 - подогрев до 100° С при температуре окружающего воздуха ниже указанной в левой части клетки (например, -10° С); 1 - подогрев до 100° С независимо от температуры воздуха; 2 - подогрев до 150° С независимо от температуры воздуха; 3 - подогрев до 200° С независимо от температуры воздуха 4.3.21. Вырезку и подготовку катушек для монтажа следует осуществлять с помощью инвентарных шаблонов. Длина катушки должна быть равна диаметру трубы, но не менее 250 мм. 4.3.22. При монтаже катушек с повышенной овальностью из нетермоупрочненных сталей допускается их правка безударными разжимными устройствами (внутренний центратор, домкрат и пр.) с подогревом до температуры не выше 300 °С. При этом максимальная деформация не должна превышать 1 % от номинального диаметра трубы. 4.3.23. Не допускается монтаж стыков захлестов, катушек и гарантийных стыков из разнотолщинных труб. В качестве мероприятия может быть использован прием согласно схеме рис.1.1 д. 4.4. Ручная электродуговая сварка стыков труб.4.4.1 Сварочные работы должны выполняться в соответствии с предварительно разработанной Технологической картой. В Технологической карте должны быть отражены основные технологические требования и режимы сварки. 4.4.2. Технологическая карта составляется на основе требований настоящего РД, ВСН 006-89 лицом, ответственным за сварку, и утверждается главным инженером предприятия или главным инженером подразделения, эксплуатирующего данный участок газопровода (примерная форма см. Приложение 12). 4.4.3. Перед проведением работ сварщик (бригада) должны изучить технологическую карту и уточнить параметры режима сварки. 4.4.4. Ручную дуговую сварку следует выполнять с применением электродов, указанных в табл.1.5., 1.6. 4.4.5. Сварку всех слоев электродами с основным покрытием ведут на постоянном токе обратной полярности. Сварку электродами с целлюлозным покрытием выполняют: первый слой - постоянный ток, обратная или прямая полярность; "горячий проход" - постоянный ток, обратная полярность. 4.4.6. Рекомендуемые значения сварочного тока приведены в табл.1.12. 4.4.7. При вынужденных перерывах более 3 мин. во время сварки первого (корневого) слоя шва необходимо поддерживать температуру торцов труб на уровне требуемой температуры предварительного подогрева. Если это правило не соблюдено, то стык должен быть вырезан и заварен вновь. 4.4.8. В целях предупреждения дефектов в металле шва перед наложением следующего слоя должна быть произведена зачистка от шлака и брызг наплавленного металла. При сварке электродами целлюлозного типа корневой слой подвергается шлифовке абразивным инструментом до получения плоской поверхности. Режим сварки стыков труб
Примечание. Толщина первого слоя должна быть в пределах: основные электроды - 3,5-4,5 мм; целлюлозные электроды - 3,0-3,5 мм; диаметр применяемого электрода указывается в технологической карте 4.4.9. При сварке целлюлозными электродами время между окончанием сварки первого слоя шва и началом выполнения "горячего прохода" не должно быть более 5 минут. "Горячий проход" является обязательной операцией, которую выполняют непосредственно после сварки и шлифовки корневого слоя шва, выполненного с применением целлюлозных электродов. 4.4.10. При сварке заполняющих слоев шва труб с прочностью 539 МПа (55 кгс/мм2) и выше необходимо следить, чтобы температура подогрева не снизилась при выполнении первого заполняющего слоя ниже чем на 50 % от номинального значения (табл.1.11). При выполнении последующих заполняющих и облицовочного слоев эта температура не должна быть ниже +5 °С. Если температура подогрева упала ниже указанной, необходимо выполнить подогрев кромок. 4.4.11. Перемещение внутреннего центратора разрешается только после того, как полностью сварен корневой слой шва электродами с целлюлозным покрытием или 3/4 периметра стыка электродами с основным покрытием. 4.4.12. Сварной шов облицовочного слоя должен перекрывать основной металл в каждую сторону от шва на 2,5-3,5 мм и иметь усиление высотой 1-3 мм. Чешуйчатость шва должна быть оптимальной - 0,3-0,8 мм. Допускается колебание чешуйчатости до 2 мм при условии обеспечения регламентированной минимальной толщины усиления шва. 4.4.13. Стыки труб диаметром 1020 мм и более с нормативной прочностью 539 МПа (55 кгс/мм2) и выше должны быть подварены изнутри электродами с основным покрытием. Примечание. Не подлежат внутренней подварке стыки участков трубопроводов, подключенных к действующим газопроводам или содержащих остаточный природный газ или конденсат. 4.4.14. Подварку поворотных стыков, а также стыков разно-стенных труб выполняют по всему периметру для диаметров, указанных в п.4.4.13. 4.4.15. Подварку неповоротных стыков (в случае сварки корневого слоя электродами с основным покрытием) осуществляют на нижней четверти периметра и на участках стыка с непроваром. При сварке корневого слоя электродами с целлюлозным покрытием под-варку необходимо производить только на участках с непроваром. 4.4.16. При сварке стыков захлестов, катушек, где подварка изнутри трубы невозможна или затруднена, величина непровара не должна превышать требований, указанных в табл.1.21. 4.4.17. Подварку выполняют перед началом сварки заполняющих слоев шва (оптимальный вариант) или сразу же после завершения сварки стыка. 4.4.18. Подварочный шов должен иметь усиление и ширину в соответствии с табл.1.8. поз. "И". 4.4.19. Чтобы предупредить образование дефектов между слоями перед наложением каждого последующего слоя шва, поверхность предыдущего шва должна быть тщательно очищена от шлака и брызг направленного металла. После окончания сварки поверхность облицовочного слоя шва также должна быть очищена от шлака и брызг. 4.4.20. Минимально допустимое количество слоев шва при ручной дуговой сварке указано в табл.1.13. Количество слоев шва при ручной сварке стыков труб
4.4.21. Сварные соединения разрешается оставлять незаконченными после окончания рабочего дня или при остановке работ с условием, что количество выполненных слоев шва обеспечивает заполнение разделки кромок по толщине стенки не менее, чем на 75 %. 4.4.22. При сварке стыков допускается многоваликовая сварка заполняющих и облицовочных слоев шва (повышенная ширина разделки кромок, вертикальное расположение трубопровода и др.). 4.4.23. При возобновлении сварки незавершенного стыка труб должны соблюдаться условия по температуре кромок, указанные в п.4.4.10. 4.4.24. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыке труб из стали с нормативным пределом прочности разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и выше маркируются несмываемой краской снаружи трубы. Клейма и номер стыка наносятся на расстоянии 100 - 150 мм от стыка в верхней полуокружности трубы. 4.4.25. Сварочные работы (условия сварки) должны быть отражены в исполнительной документации в соответствии с формами /10,4/. 4.4.26. При монтаже катушек и захлестов необходимо предварительно выполнить следующие строительные работы: вскрытие участка трубопровода, выполнение приямков и выходов с целью обеспечения качественной сборки стыков и их сварки, обеспечения безопасности работающего персонала. При этом следует строго выполнять требования Инструкции по проведению огневых работ на газопроводах /5, 17/. 4.4.27. Сварные соединения катушек и захлестов оставлять незаконченными сваркой НЕ РАЗРЕШАЕТСЯ. 4.4.28. На участках трубопроводов, где визуальным способом выявлены поверхностные микротрещины (стресс-коррозия), после удаления труб с трещинами должны быть приняты следующие дополнительные меры: а) соединяемые участки труб должны быть тщательно проконтролированы визуальным осмотром; б) прилегающие к стыку участки шириной не менее 200 мм контролируются на предмет наличия микротрещин на поверхности трубы (с наружной и внутренней стороны) цветным (ГОСТ 18442-80) или магнитопорошковым (ГОСТ 2105-75) методами; Примечание. Также могут быть применены методы контроля, приведенные в Инструкции /12/. в) подготовку кромок под сварку рекомендуется выполнять с помощью переносных машинок для обработки кромок под фаску; г) сварные стыки подвергаются двойному контролю: просвечиванием 100 % и УЗК 100 % на предмет наличия трещин. 4.5. Приварка запорной арматуры и соединительных деталей.4.5.1. Особенностью сварки стыков запорной арматуры и соединительных деталей (тройники, отводы, заглушки) с трубами является то, что их присоединительные части могут иметь существенное различие по своим размерам (толщине стенки, внутреннему и наружному диаметрам), что требует дополнительных технологических мероприятий. 4.5.2. Типы раздела кромок сварных соединений при разнотолщинности приведены в табл.1.8. , поз. "Д", "Ж", "З". 4.5.3. Соединения труб с запорной арматурой или труб с большой разностью толщин стенок осуществляют посредством вварки между стыкуемыми элементами переходных колец заводского изготовления или вставок из труб промежуточной толщины длиной не менее 250 мм . 4.5.4. Тип привариваемой арматуры и соединительных деталей по техническим характеристикам (условному диаметру, рабочему давлению и другим показателям) должен соответствовать проекту на данный газопровод. 4.5.5. Приварку запорной арматуры должны выполнять сварщики 6-го разряда. 4.5.6. Сварщик, впервые приступивший к приварке арматуры, должен сварить допускной стык на отрезках, вырезанных из труб, присоединяемых к арматуре, в условиях, тождественных условиям работы при приварке переходных колец к арматуре. Допускной стык должен быть подвергнут внешнему осмотру и контролю просвечиванием гамма- или рентгеновскими лучами. 4.5.7. Привариваемые к запорной арматуре трубы (патрубки и переходные кольца) должны соответствовать требованиям проекта для данной категории участка газопровода. 4.5.8. Перед началом прихватки и сварки первого слоя шва и началом сварки заполняющих слоев шва необходим равномерный предварительный подогрев кромок кольцевыми подогревателями до температуры 150-200 °С. 4.5.9. Марку электродов выбирают в зависимости от механических свойств металла патрубка запорной арматуры с учетом рекомендаций завода - изготовителя. Арматура из углеродистых и низколегированных сталей (обычного химического состава) может свариваться электродами с основным покрытием (табл.1.5). Арматура из высоколегированных сталей (никелем, ванадием, хромом и др.) должна свариваться специальными электродами. Марка таких электродов должна оговариваться техническими условиями на приварку арматуры или осуществляться по специальным рекомендациям. 4.5.10. Количество человек, одновременно выполняющих сварку стыка на трубах диаметром 530-1420 мм , должно быть не менее двух. 4.5.11. Сварку стыков следует выполнять непрерывно. Категорически запрещается делать перерывы в работе до полного заполнения разделки свариваемого стыка. 4.5.12. Стыки запорной арматуры диаметром Ду = 500 мм и более должны иметь внутреннюю подварку по всему периметру шва. Ширина подварочного шва должна быть равна 8-10 мм, высота - не более 3 мм с плавным переходом к основному металлу. Внутреннюю подварку рекомендуется выполнять после сварки первого и второго наружных слоев. 4.5.13. После завершения сварки стыка его необходимо накрыть сухим теплоизоляционным поясом (кашмой) до полного остывания. 4.5.14. Стыки приварки запорной арматуры и деталей должны быть проконтролированы радиографическим методом (рентген- или гамма- лучами) и ультразвуковым контролем. Требования к качеству швов в соответствии с подразделом табл.1.21. 4.5.15. Приварка фланцев из углеродистых и низколегированных сталей (арматура с фланцевым соединением) к трубам должна осуществляться в соответствии с общими требованиями к сварке стыков труб. 4.5.16. Приварка фланцев из легированных и высоколегированных (аустенитных) сталей к трубам из углеродистых и низколегированных сталей в монтажных полевых условиях не допускается. Сварка должна выполняться по специальной технологической рекомендации. 4.5.17. Трубные узлы (обвязка запорной арматуры с переходными кольцами, соединительные детали с приваренными катушками, секциями труб, кривые вставки и пр.) перед врезкой в действующий трубопровод должны быть испытаны на прочность согласно требованиям действующих СНиП. 4.5.18. Приварка штуцеров должна выполняться в соответствии с табл.1.8., поз. «Л", электродом диаметром 3,0 - 3,25 мм с предварительным подогревом металла до 100 °С. Дополнительные требования могут устанавливаться проектом. 5. ПОВОРОТНАЯ СВАРКА СТЫКОВ ТРУБ.5.1. Автоматическая сварка под флюсом.5.1.1. Автоматическая сварка под флюсом секций труб (двух- и трехтрубных) повышает производительность и темп монтажа трубопровода. Сварку осуществляют на трубосварочных базах типа ССТ-ПАУ, СУРТ, БТС в зависимости от протяженности свариваемого участка. Сварка может быть односторонней и двухсторонней. Виды сварных соединений показаны в табл.1.14. 5.1.2. В настоящем разделе приводятся технологические требования по сварке стыков труб с применением трубосварочных баз. Технология автоматической сварки секций труб должна быть аттестована при участии Заказчика, о чем составляется акт. Аттестация включает: замер параметров швов, контроль качества физическими методами, механические испытания (Приложение 3), испытание металла шва на ударную вязкость (критерии согласно СНиП 2.05.06-85 или по согласованию с Заказчиком). Технология двухсторонней автоматической сварки подробно описана в ВСН 006-89 (4). 5.1.3. При изготовлении секций труб выполняют следующие основные операции: - сборку стыков труб под сварку; - сварку первого корневого слоя шва; - подварку корневого слоя шва ручной сваркой или автоматической под флюсом; - автоматическую сварку под флюсом заполняющих слоев шва в соответствии с данным разделом. 5.1.4. Сварочные материалы (флюс, сварочная проволока) выбираются согласно табл.1.15 с учетом прочностных свойств металла труб. Сварочные материалы должны иметь сертификаты завода-изготовителя. 5.1.5. Сварочный флюс непосредственно перед сваркой должен быть прокален по режиму, приведенному в табл.1.16, или в соответствии с паспортными данными. Виды сварных соединений при автоматической сварки(АС)
5.1.6. Сварочную проволоку необходимо использовать с омедненным покрытием. Обычная сварочная проволока (без омеднения поверхности) перед употреблением должна быть очищена на станке от ржавчины, жировой смазки и грязи (станки МОН-2, МОН-51). 5.1.7. Условия хранения флюса, сварочной проволоки, доставка их к месту работы аналогична требованиям п.4.2.4, п.4.2.5. Сварочные материалы для автоматической сварки *
*Составлено по данным ВСН 006-89 /4/ Режим прокалки флюсов
Для прокалки флюса может применяться печь сопротивления СНО-5.5. 5.1.8. Режимы автоматической сварки заполняющих слоев шва труб приведены в табл.1.17 (обратная полярность). Режимы автоматической сварки под флюсом стыков труб
Примечание: 1. Вылет электрода диаметром Æ 2 мм - 30¸35 мм; Æ 3 мм - 40¸45 мм; Æ 4 мм - 40¸50 мм; угол наклона электрода "вперед" - до 30°. 2. Режимы сварки являются ориентировочными. Механические свойства сварных соединений должны удовлетворять требованиям п.п.4.1.6, 4.1.7. 3. При сварке термоупрочненных труб запрещается применять сварочную проволоку Æ 4,0 мм. 5.1.9. Число слоев (без учета подварочного слоя), выполненных автоматической сваркой под флюсом, зависит от толщины стенки трубы и должно соответствовать:
5.1.10. Готовый шов должен иметь усиление высотой не менее 1 и не более 3 мм. Ширина сварного шва в зависимости от толщины стенки трубы и вида разделки кромок должна соответствовать данным табл.1.18. Сопряжения облицовочных швов между собой и основным металлом следует выполнять с плавным переходом. Ширина сварного шва в зависимости от толщины стенки трубы и вида разделки кромок
5.1.11. Подварку стыков труб диаметром 1020 - 1420 мм следует выполнять в один слой. Шов должен иметь усиление не менее 2 и не более 3 мм. Ширина шва при ручной подварке 9-14, при автоматической - 12-18 мм. 5.1.12. Автоматическую подварку корня шва под флюсом выполняют по всему периметру стыка проволокой диаметром 2 или 3 мм теми же материалами, которые рекомендованы для сварки заполняющих слоев, после сварки корневого слоя шва или после выполнения всех наружных слоев . Для сварки может применяться сварочный трактор типа ТС-17М. 5.1.13. Если подварку осуществляют после сварки корневого слоя шва, то интервал времени между окончанием сварки корня шва и началом сварки подварочного слоя не должен превышать 40 мин. Если подварку выполняют после завершения сварки наружных слоев шва, то интервал времени между окончанием сварки шва и началом выполнения подварочного слоя не должен превышать 1,5 ч. 5.2. Полуавтоматическая сварка в среде углекислого газа. 5.2.1. Полуавтоматическая сварка в среде углекислого газа /СО2/ может применяться для сварки заполняющих и облицовочного слоев поворотных стыков труб из стали с прочностью до 55 кгс/мм2 при капитальном ремонте газопроводов. Сварка должна выполняться полуавтоматами типа ПДГ-309 УЗ или другими аналогичного типа. Технология сварки должна быть предварительно аттестована. 5.2.2. Сварочные работы с применением полуавтоматической сварки могут выполняться при температуре воздуха не ниже –18 °С. 5.2.3. Сварочная проволока и защитный газ должны соответствовать данным табл.1.19. 5.2.4. Для предупреждения образования пор в швах необходимо после доставки баллонов к сварочному посту дать углекислоте отстояться в течение 20-25 мин. Затем следует открыть вентиль и выпустить немного углекислоты, содержащей повышенное количество газообразующих примесей, и только после этого можно начинать сварку. Сварочная проволока и защитный газ
5.2.5. Для эффективной осушки углекислого газа его следует пропустить через влагоотделитель. заполненный селикогелем. Смену селикогеля производить одновременно с заменой баллона с углекислотой. Вес селикогеля в осушителе в этом случае должен быть не менее 500 г. Для удаления адсорбированной кислоты селикогель перед применением следует просушить горячим воздухом или в печи при температуре 150-200 °С в течение 2-х ч. 5.2.6. Сварку следует производить на постоянной токе обратной полярности на режимах, приведенных в табл.1.20. Режимы полуавтоматической сварки
5.2.7. Сварку стыков необходимо осуществлять без перерывов в работе. При вынужденном перерыве, прежде чем приступить к сварке, стык следует просушить (или подогреть до 50 °С) газовой горелкой. 5.2.8. Подготовительные операции и требования к геометрическим параметрам шва аналогичны ручной электродуговой сварке. 5.2.9. При сварке труб толщиной стенки S > 16 мм - контроль УЗК 100 % на наличие несплавления между слоями шва, независимо от выполнения радиографического контроля. 6. УСТРАНЕНИЕ ТРЕЩИН В СТЫКАХ ГАЗОПРОВОДОВ1.1 Раздел составлен по данным Инструкции по технологии устранения трещин в сварных стыках труб при эксплуатации магистральных газопроводов (ВНИИГАЗ, ПО "Тюменьтрансгаз", утвержденной Мингазпромом 17 июня 1989 г.) 6.1. Требования настоящего раздела распространяются на ремонт сварных стыков с трещинами (свищами), образовавшимися в процессе эксплуатации магистральных газопроводов. Ремонт протяженных трещин в стыках следует рассматривать как исключительное мероприятие аварийного характера, вызванное сложностью проведения сварочно-монтажных работ, связанных с вырезкой стыка и монтажа катушки. Стыки разрешается ремонтировать на участках газопроводов подземной прокладки I-IV категорий в заболоченных малонаселенных северных районах страны при условии согласования с местными органами Госгортехнадзора РФ. 6.2. Ремонт трещин не допускается в местах: - пересечения с естественными и искусственными препятствиями (автомобильные дороги всех категорий, включая дороги общего пользования, ЛЭП свыше 35 кВт ); - участки, примыкающие к переходам через автомобильные и железные дороги всех категорий на расстоянии 500 м от границы перехода; - участки газопроводов: а) категории В; б) категории I, за исключением переходов через болота III типа; в) категории II, за исключением переходов через болота II типа и трубопроводов, прокладываемых по территории распространения вечномерзлых грунтов, имеющих при оттаивании относительную осадку свыше 0,1. 6.3. Ремонту сваркой подлежат кольцевые стыки труб из сталей класса К50-К60 включительно: - диаметром 1020 мм, 1220 мм с трещинами протяженностью до 250 мм; - диаметром 1420 мм с трещинами протяженностью до 350 мм. 6.4. К ремонту стыков допускаются сварщики, имеющие 6-й квалификационный разряд и ознакомленные с соответствующими положениями настоящего РД. 6.5. Независимо от характера выполняемых сварочных работ сварщик перед допуском к работе должен пройти предварительную стажировку по заварке трещин в тождественных условиях (на имитированных образцах) в течение не менее чем 1 смены. В процессе стажировки сварщиком отрабатывается техника заварки трещин, получения требуемой формы и качества шва. 6.6. По результатам стажировки сварщик должен выполнить допускную заварку трещины. Допускная заварка подвергается: - внешнему осмотру и обмеру, при котором заварка должна удовлетворять требованиям п.6.9.10. настоящего раздела; - ультразвуковому и радиографическому контролю в соответствии с требованиями п.6.9.11. 6.7. Если заварка по результатам осмотра и обмера или физических методов контроля не удовлетворяет требованиям, то производится заварка и повторный контроль двух имитаторов трещин. В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одной заварке, сварщик признается не выдержавшим испытание. 6.8, Для выполнения ремонтных работ должна быть подготовлена следующая техника, механизмы и приспособления: - сварочный агрегат - 2 поста (1 - резервный); - электростанция; - лаборатория ПИЛ; - приспособление для подогрева стыка; - пропан; - дрель с набором сверл; - шлифмашинка, шлифкруги; - электроды и инструмент электросварщика; - водоотливной насос типа "Гном" (при необходимости); - инструмент для земляных работ; - термометры типа ТП-2 или термокарандаши. 6.9. Заварка дефектного участка и контроль качества. 6.9.1. Провести проверку сварного стыка физическими методами (радиографическим или ультразвуковым) с целью определения состояния качества сварного шва и выявления границ трещины. Выявленные границы трещины отмечаются на стыке. Предварительно на стыке должно быть удалено изоляционное покрытие на ширине не менее 200 мм . 6.9.2. Стык может подвергаться ремонту при условии, что в нем имеется не более одной трещины. Стыки с трещиной, выходящей на основной металл, или имеющие более одной трещины, ремонту не подлежат. 6.9.3. На расстоянии не менее 30 мм от границ трещины L с каждой стороны засверливают два отверстия диаметром 5 мм. Трещины длиной до 100 мм выбираются полностью (включая участки между концами трещин и засверленными отверстиями) механическим методом (шлифмашинкой). Выборка должна иметь в поперечном сечении чашеобразную форму с остаточной толщиной 1-2 мм с углом скоса 24-35°. В продольном сечении концы выборки должны плавно выходить на наружную поверхность с радиусом перехода 80-100 мм. Возможна сквозная разделка дефектного участка сварного шва с зазором между кромками до 4 мм. Допускается выборка дефектного участка газовой резкой с последующей механической обработкой (шлифмашинкой) кромок на глубину не менее 3 мм от поверхности реза (в пределах ремонтируемого шва). 6.9.4. С помощью кольцевого подогревателя производится подогрев разделанного и прилегающего к нему участков шириной не менее 150 мм до температуры 100-150 °С. Нагрев контролируется термометром типа ТП-2 или термокарандашами на расстоянии 10-15 мм от кромок разделанного участка. 6.9.5. Сварка первого (корневого) слоя, заполняющих и облицовочных слоев выполняется электродами основного типа "на подъем" по всей длине разделки в соответствии с требованиями настоящего РД. При повышенной величине зазора (до 3-5 мм) допускается применение подкладных пластин из спокойных малоуглеродистых сталей толщиной 2-2,5 мм шириной 15-30 мм. 6.9.6. Перед наложением последующих слоев поверхность предыдущего шва должна быть очищена от шлака и брызг наплавленного металла. 6.9.7. Трещина длиной от 100 до 250 мм устраняется следующим образом: а) весь участок между засверленными отверстиями условно разбивается на две равные части (рис.1.4). Первоначально выборка осуществляется на участке "А"; б) производится предварительный подогрев металла и контроль температуры подогрева аналогично п.6.9.4.; в) производится заварка участка "А" корневым и заполняющим слоями аналогично п.п.6.9.3.-6.9.6. с послойной зачисткой ; г) производится выборка, предварительный подогрев и заварка участка "Б" аналогично п.6.9.6.; д) производится подогрев всего ремонтируемого участка и его заварка облицовочным слоем по всей длине разделки. 6.9.8. Трещина длиной от 250 до 350 мм устраняется следующим образом: а) весь участок между засверленными отверстиями условно разбивается на три равные части В, Г и Д (рис.1.5). Первоначально выборка осуществляется на центральном участке "В" аналогично п.6.9.3; б) производится предварительный подогрев металла и контроль температуры подогрева аналогично п.6.9.4.; в) производится заварка участка "В" корневым и заполняющим слоями аналогично п.6.9.5. с послойной зачисткой; г) производится выборка, предварительный подогрев и заварка участка "Г" аналогично п.п.6.9.8а - 6.9.8.в; д) производится выборка, предварительный подогрев и заварка участка "Д" аналогично п.п.6.9.8а - 6.9.8.в; е) производится подогрев всего ремонтируемого участка и заварка облицовочным слоем по всей длине разделки. 6.9.9. После окончания сварки стык закрыть теплоизоляционным поясом до полного остывания. Категорически запрещается ускорять остывание стыка путем смачивания водой, снегом и т.п., а также производить подачу газа в отремонтированный участок газопровода ранее 1 ч после окончания работ. 6.9.10. Отремонтированный участок подвергается внешнему осмотру. Геометрические параметры шва должны соответствовать требованиям настоящего РД. Подрезы, незаплавленнные кратеры и выходящие на поверхность поры не допускаются. 6.9.11. Отремонтированный и прилегающие участки длиной по 100 мм в каждую сторону должны быть проконтролированы радиографическим и ультразвуковым методом. Количество контролируемых участков должно соответствовать требованиям подраздела п.8 настоящего РД. Непровары и несплавления не допускаются.
Рис. 1.4. Схема заварки участка стыка (выборки) при длине трещины от 100 до 250 мм: А, Б - участки выборки металла
I - корневой слой II - заполняющие слои III - облицовочный слой Рис. 1.5. Схема заварки участка стыка (выборки) при длине трещины от 250 до 350 мм: В, Г, Д - участки выборки металла 6.9.12. Допускается повторный ремонт сварных стыков, если в них имеются отдельные поры и шлаковые включения. 6.9.13. Участок газопровода с отремонтированными стыками должен быть подвергнут испытаниям в соответствии с "Типовой Инструкцией по безопасному ведению огневых работ на газовых объектах Мингазпрома" /5/. 6.9.14. На выполненные работы составляется технический акт (Приложение 9), который в пятидневный срок высылается в районную Инспекцию Газнадзора РАО "Газпром" и головное предприятие /ГП,ДП/. 7. ЗАВАРКА ТЕХНОЛОГИЧЕСКИХ ОТВЕРСТИЙ.7.1. При проведении работ следует строго руководствоваться требованиями "Типовой Инструкции по безопасному ведению огневых работ на газовых объектах Мингазпрома" /5/. 7.2. Заварка технологического отверстия должна осуществляться сварщиком не ниже 6-го разряда, прошедшим тренировку в соответствии с п.4.1. Работа должна выполняться в присутствии должностного лица, ответственного за качество сварочных работ по данному объекту. 7.3. В местах вырезки технологических отверстий (окон) необходимо обследовать металл ультразвуковым прибором для уточнения толщины стенки и выявления в металле дефектов в виде расслоений. При обнаружении расслоения металла место вырезки окон должно быть изменено. 7.4. Окна (отверстия овальной формы, рис.1.6) должны быть не более 250x350 и не менее 100x150 мм, при этом ширина отверстия не должна превышать половину диаметра ремонтируемой трубы. Разница между шириной и длиной отверстия должна быть не менее 50 мм. Окна должны располагаться не ближе 0,25 м от продольного и 0,5 м - от кольцевого шва. 7.5. Заварка технологических отверстий осуществляется путем установки пластины (заплаты) овальной формы. 7.6. Пластина должна быть выполнена по шаблону из того же материала, что и основная труба. Кромки пластины и трубы после газовой резки должны быть обработаны механическим способом со скосом 25-30°. 7.7. Зазор между кромками трубы и пластины должен быть в пределах 2-3 мм. 7.8. Сварка должна производиться на подкладном кольце. Подкладное кольцо в виде полоски из листового металла толщиной 3,0-3,5 мм прихватывается к пластине так, чтобы его край выступал за край отверстия и пластины на 10-12 мм. При этом подкладное кольцо должно быть плотно прижато к сопрягаемым плоскостям пластины и трубы. Примечание. Допускается сварка без подкладного кольца при условии: а) кромки подготовлены механической обработкой с заданным полем допусков; б) сварщик обеспечивает полный провар корня шва.
Рис. 1.6. Схема заварки технологической заплаты: 1 - форма обработки; 2 - последовательность выполнения слоев шва; Ро - радиус окна; Рз - радиус заплаты 7.9. Корень шва сваривается электродами основного типа диаметром 2,5-3,25 мм, последующий слой - электродами диаметром 3,0-4,0 мм. Требования к предварительному подогреву стыка - в соответствии с п.4.3.13. Температура подогрева не ниже 70 °С. 7.10. Приварка пластины должна производиться обратноступенчатым методом с симметричным наложением швов (рис.1.6). Начало и конец участка шва должны быть смещены от горизонтальной оси на 30-50 мм. 7.11. Кратеры первого слоя должны вышлифовываться с целью обеспечения плавного перехода швов в местах их перекрытия (захлеста). Длина свариваемого шва при обратноступенчатом метоле должна быть равна 200-250 мм. 7.12. Количество слоев шва для труб с толщиной стенки до 10 мм должно быть не менее 3-х. Для более толстого металла - согласно табл.1.13. После завершения сварки шов следует накрыть сухим теплоизоляционным материалом (кошмой) до полного остывания. 7.13. Контроль качества швов - в соответствии с п.8. настоящего РД, с применением рентгеновского просвечивания по ГОСТ 7512-82 и ультразвукового контроля по ГОСТ 14782-86. Не провар в швах не допускается. 7.14. На сварку пластины ("заплаты") составляется акт установленной формы /10/, ВСН 012-88, ч.2. 8. КОНТРОЛЬ КАЧЕСТВА И РЕМОНТ СВАРНЫХ ШВОВ.8.1. Контроль качества сварки при производстве РВР на газопроводах осуществляется на всех этапах путем: а) проверки квалификации сварщиков; б) контроля исходных материалов, труб, соединительных деталей, запорной и распределительной арматуры (входной контроль); в) систематического операционного контроля, осуществляемого в процессе сборки и сварки; г) визуального контроля, замера параметров шва; д) контроля сварных соединений физическими методами; е) механических испытаний сварных соединений; ж) контроля за своевременным и качественным ведением исполнительной технической документации. 8.2. К сварочным работам допускаются сварщики, аттестованные в соответствии с "Правилами аттестации сварщиков", утвержденными Госгортехнадзором России 16 марта 1993 г., а также прошедшие проверку и стажировку по конкретному виду работ. 8.3. Проверку квалификации сварщиков осуществляет комиссия производственной организации под председательством Главного сварщика. Протокол проверки утверждается Главным инженером. Комиссия создается по согласованию с местными органами Госгортехнадзора /11/. 8.4. Трубы, соединительные детали, арматура и другие материалы должны удовлетворять требованиям, изложенным в п.п.2.1 - 2.17. 8.5. Назначение и область применения сварочных материалов должны соответствовать данным табл.1.5., табл.1.6 , табл.1.15 . Сварочные материалы должны иметь сертификаты завода-изготовителя и соответствующую маркировку, подвергаться входному контролю и аттестации с учетом положений, указанных в разд. III. 8.6. Операционный контроль должен выполняться инженерно-техническими работниками (мастерами, прорабами и контролерами ПИЛ). При этом осуществляется проверка правильности и последовательности выполнения технологических операций по сборке и сварке в соответствии с требованиями разд.I. настоящего РД и с отметкой в сварочном журнале. 8.7. Все (100%) сваренные соединения должны быть подвергнуты визуальному контролю и обмеру. Визуальный контроль и обмер выполняют контролеры ПИЛ*. При этом в швах не допускаются: трещины, свищи, выходящие на поверхность шва поры, подрезы не должны превышать значения, указанные в табл.1.21, а также п.3.2.29. Разнотолщинность, смещение кромок, усиление шва, угол скоса кромок должны соответствовать параметрам, указанным в подразделах 2-7 настоящего РД. *Контролеры ПИЛ (дефектоскописты) должны быть аттестованы в соответствии с Правилами аттестации специалистов неразрушающего контроля Госгортехнадзора РФ /16/. 8.8. При двусторонней автоматической сварке необходимо контролировать смещение осей наружного и внутреннего швов. Оно должно быть не более +/- 1,0 мм. Глубина проплавления внутреннего шва, не должна превышать 50% толщины стенки трубы (не более 7 мм), а отношение ширины шва к глубине проплавления должно быть не менее 2,0. Таблица 1.21*.
Пункт 8.9 заменен СТО Газпром 2-2.4-083-2006 8.9. Стыки, выполненные электродуговой сваркой, после внешнего осмотра и устранения всех недопустимых наружных дефектов подвергают неразрушающему контролю в объеме проекта, согласно табл.1.22 или ВСН 012-88 /14/. Контролю не подвергают сварные соединения труб и арматуры, выполненные заводами-поставщиками.
Примечание. При капитальном ремонте стыки катушек и захлестов, выполненные на бровке траншеи, контролируются как обычные стыки трубопровода.
8.10. При отбраковке секций труб стыки, находившиеся в эксплуатации, перед повторным применением контролируются в соответствии с п.3.1.9. 8.11. Кроме указанных норм количества сварных соединений, подвергаемых контролю физическими методами и механическим испытаниям, проверке могут подвергаться также отдельные сварные соединения, назначенные к контролю представителями Технадзора заказчика или Газового надзора. Пункт 8.12 заменен СТО Газпром 2-2.4-083-2006 8.12. При контроле физическими методами годными считаются те сварные соединения, величина дефектов в которых не превышает размеров, приведенных в табл.1.21. 8.13. При неудовлетворительных результатах контроля хотя бы одного стыка трубопровода II, III и IV категории следует проверить тем же методом контроля (радиографическим, магнитографическим или ультразвуковым) дополнительно 25% стыков из числа тех, которые сварены с момента предыдущей проверки. 8.14. Радиографический контроль осуществляют в соответствии с ГОСТ 7512-82 "Контроль неразрушающий. Соединения сварные. Радиографический метод"; ВСН 012-88. 8.15. Радиографические снимки со стыков, подвергнутых неразрушающему контролю физическими методами, следует хранить в полевой лаборатории до сдачи трубопровода (участка трубопровода) в эксплуатацию. 8.16. При ультразвуковом контроле сварных соединений трубопроводов следует руководствоваться: ГОСТ 14782-76 "Швы сварных соединений. Методы ультразвуковой дефектоскопии", ВСН 012-88 8.17. Ремонт сварных стыков. 8.17.1. Ремонт сварных стыков, выполненных дуговыми методами при производстве сварочно-монтажных работ, допускается в следующих случаях: - если суммарная длина дефектных участков не превышает 1/6 периметра стыка; - если длина выявленных в стыке трещин не превышает 50 мм. При наличии трещин суммарной длиной более 50 мм, стыки подвергают удалению. Причина образования трещин должна быть выявлена и устранена. 8.17.2. Исправление дефектов следует производить следующими способами: - подваркой изнутри трубы дефектных участков в корне шва: - наплавкой валиков высотой не более 2.5-3.0 мм при ремонте наружных и внутренних подрезов: ; - вышлифовкой и последующей заваркой участков швов со шлаковыми включениями и порами; - при ремонте стыка с трещиной длиной до 50 мм засверливаются два отверстия на расстоянии не менее 30 мм от краев трещины с каждой стороны, дефектный участок вышлифовывается полностью и заваривается вновь в несколько слоев (см. п.6.9); - обнаруженные при внешнем осмотре недопустимые дефекты должны устраняться до проведения контроля неразрушающими методами. 8.17.3. Выбор электродов, режимы сварки - в соответствии с п.4 настоящего РД. 8.17.4. Все исправленные участки стыков должны быть подвергнуты внешнему осмотру и радиографическому контролю. Повторный ремонт сварных швов не допускается. 8.17.5. Количество ремонтируемых сварных стыков (швов) косвенно характеризует качество сварки, квалификацию сварщиков. Заказчик по согласованию с подрядчиком может устанавливать (ограничивать) процент ремонта стыков при производстве работ. Допустимый объем ремонта стыков после первых 10 дней работы. Таблица 1.23.
Примечание. При необходимости большего ремонта стыков сварка приостанавливается и устраняются причины, вызывающие брак, и, если в этом виновен сварщик, он отстраняется от сварочных работ до переаттестации. 9. РЕЗКА ТРУБ В ТРАССОВЫХ УСЛОВИЯХ.9.1. Кислородная (газовая) резка.9.1.1. Кислородная резка может применяться при выполнении всех видов сварочно-монтажных и ремонтных работ на трубах из углеродистых и низколегированных сталей, в том числе и для выполнения огневых работ при избыточном давлении газа 20-50 мм вод.ст. Кислородная резка не может применяться для резки труб из многослойного металла, легированных сталей. 9.1.2. К работе с аппаратурой для механизированной и ручной кислородной резки допускаются резчики, прошедшие обучение и проверку знаний в производственном подразделении в установленном порядке. 9.1.3. В качестве горючего газа может применяться баллонный сжиженный газ (пропан) или ацетилен в баллонах. Для резки должен применяться кислород технический по ГОСТ 5583-78. 9.1.4. Механизированная резка труб может выполняться газорезательной машиной "Орбита-2", "Орбита БМ", "МТ-1". Ориентировочные режимы резки труб приведены в табл.1.24. Режимы машинной резки труб
9.1.5. Ручную резку труб следует выполнять резаками РГР-100, РГР-300, РГР-700 или другими аналогичного типа. Номера сменных наружного и внутреннего мундштука следует устанавливать с учетом толщины разрезаемого металла. Технические характеристики резаков приведены в табл.1.25. Технические характеристики ручных резаков
9.1.6. Разметка линии реза на трубе и установка направляющего пояса при машинной резке должны выполняться с помощью ленточного шаблона. Для вырезки отверстия необходимо применять шаблоны-развертки. 9.1.7. Кромки труб после кислородной резки должны быть зачищены шлифмашинкой или напильником до металлического блеска. Кольцевое притупление должно быть в пределах 0,5-3,0 мм. 9.1.8. При наличии изоляции на трубах разрезаемый участок трубы шириной 50-100 мм по периметру должен быть тщательно зачищен механической или ручной проволочной щеткой. На поверхности не должно быть слоя праймера, следов изоляции, окалины, масляных и жировых загрязнений. Примечание. Допускается операция по очистке поверхности трубы от изоляции, клея путем обработки открытым пламенем при нагреве металла до 100°С. 9.1.9. Машинную резку труб с эквивалентом углерода Сэ > 0,41 и более, имеющих толщину стенки более 20 мм, при отрицательных температурах ниже -30°С при применении ацетилена и ниже -40°С при применении пропана следует выполнять с предварительным подогревом до 50-100°С во избежание закалки металла кромки. 9.1.10. При производстве работ следует строго соблюдать правила эксплуатации и транспортировки баллонов с газообразным кислородом и горючими газами (см. раздел IV). 9.2. Воздушно-плазменная резка.9.2.1. Воздушно-плазменная резка металлов - один из наиболее эффективных процессов термической резки, который в настоящее время получает широкое применение в газовой промышленности. Процесс плазменной резки может выполняться механизированным (полуавтоматическая резка) или ручным способами. 9.2.2. Требования подраздела распространяются на плазменную резку труб и других изделий в трассовых условиях с применением оборудования: АРС-4, УПС-100А, разработанных ВНИИГАЗом. 9.2.3. При производстве работ в трассовых условиях следует строго соблюдать правила транспортировки и эксплуатации оборудования, обеспечивать мероприятия по охране труда и техники безопасности, осуществлять рациональную организацию работ. 9.2.4. Оборудование для плазменной резки: а) агрегат АРС-4 предназначен для выполнения полуавтоматической и ручной воздушно-плазменной резки труб диаметром до 1420 мм и других изделий в трассовых условиях. Выполнен в виде модуля, включает в себя скоростную машину "Орбита-БМ" и ручной резак конструкции лаборатории сварки ВНИИГАЗа. Система подготовки воздуха обеспечивает надежную работу оборудования при повышенной влажности воздуха. АРС-4 снабжен устройством контроля изоляции. Агрегат обеспечивает также двухпостовую сварку штучными электродами; б) установка УПС-100 (мобильная) выполнена на базе трактора К-701, предназначена для полуавтоматической и ручной резки в трассовых условиях. В кузове установки размещены: стандартная установка плазменной резки УПРП с плазмотроном ПРВ-202, многопостовой выпрямитель для сварочных работ, вспомогательное оборудование. Питание осуществляется от генератора переменного тока ГСФ-100Д. Установка снабжена стрелой для удержания палатки и кабелей в рабочем положении. Примечание. Допускается применение и другого оборудования при условии аттестации установок на соответствие их техники безопасности и трассовым условиям эксплуатации. 9.2.5. Оборудование типа АРС-4 рационально использовать при базовой обработке труб, установки типа УПС - при демонтаже трубопровода в трассовых условиях, особенно в труднодоступных местах. 9.2.6. Оборудование плазменной резки и сварки относится к классу электросварочной аппаратуры, поэтому его эксплуатацию необходимо производить с соблюдением "Общих правил устройства и эксплуатации электроустановок потребителей", "Правил техники безопасности и производственной санитарии при электросварочных работах", Паспорта и Инструкции по эксплуатации оборудования. 9.2.7. Плазменная резка труб в трассовых условиях может выполняться на бровке и непосредственно в траншее. Расстояние между трубой и поверхностью грунта должно быть не менее 500 мм для свободного прохода машины "Орбита БМ", "Орбита-2". Во избежание повреждения плазмотрона, резку следует начинать в верхнем вертикальном положении. 9.2.8. При выпадении атмосферных осадков (дождь, снег) место проведения работ следует защищать навесом или брезентовым тентом. 9.2.9. При повышенной влажности рекомендуется в целях повышения электробезопасности оператора производить работу в диэлектрических ботах и перчатках. Необходимо пользоваться деревянными настилами и резиновыми ковриками. 9.2.10. При работе оборудования в полустационарных условиях (площадка, стеллаж, территория компрессорной станции) разрезаемые трубы следует укладывать на специальный стеллаж. Оборудование следует помещать во временных укрытиях или устанавливать в местах обслуживания деревянные настилы или резиновые коврики. 9.2.11. При использовании плазменного оборудования в мобильном исполнении (установка на тракторе, автомашине, прицепе) после каждой перебазировки следует перед пуском оборудования тщательно проверять исправность крепления заземления всех узлов агрегата и функционирование автоматики, согласно Инструкции по эксплуатации оборудования. 9.2.12. Ходовая часть установок типа УПС должна располагаться на расстоянии не менее 1,5 м от разрезаемой трубы. При переездах не разрешается операторам находиться в кузове установки. О начале движения бригада должна быть оповещена сигналом. 9.2.13. Ежедневно перед началом работы необходимо проверять исправность приборов контроля изоляции в соответствии с Инструкцией по эксплуатации оборудования. 9.2.14. Воздушно-плазменная резка в трассовых условиях может производиться для резки труб под фаску с последующей ручной дуговой и автоматической сваркой под флюсом с предшествующей зачисткой кромок шлифмашинкой. 9.2.15. Плазменной резке могут подвергаться трубы из низкоуглеродистых и низколегированных сталей (сталь 20, 17ПС, дисперсионно-твердеющие, типа Х60, Х65) термоупрочненные, трубы из стали с контролируемой прокалкой, многослойные трубы. 9.2.16. Технологическими параметрами режима плазменной резки являются: - сила тока при резке; - напряжение в дуге; - давление и расход сжатого воздуха, подаваемого в плазмотрон; - скорость резки; - величина зазора между катодом и соплом; - вылет плазмотрона h - кратчайшее расстояние от средней точки торца сопла плазмотрона до поверхности трубы (рис.1.7); - угол скоса кромок; - угол наклона плазмотрона относительно перпендикуляра к образующей трубы в сторону направления резки.
Рис.1.7. Схема установки плазмотрона при механизированной резке: а - угол скоса кромок; б - угол наклона плазмотрона 9.2.17. Место установки пояса машины "Орбита" на трубе должно быть зачищено от изоляционного покрытия, что способствует повышению качества реза. 9.2.18. Ориентировочные режимы резки труб приведены в табл.1.26. Режимы плазменной резки труб
Примечание. В числителе приводятся значения скорости резки для машины "Орбита-БМ", в знаменателе - для "Орбита-2". 9.2.19. При наличии на трубах деформаций-овальностей резку следует вести с помощью копирующего устройства, которым комплектуется оборудование плазменной резки. Копирующее устройство обеспечивает постоянный зазор между плазмотроном и поверхностью трубы. 9.2.20. Корректировка режима плазменной резки должна включать установление оптимальных значений параметров режима для получения качественного реза и высокой производительности. При этом следует знать, что: - плазменная резка на минимальных токах способствует повышению ресурса работы катода и сопла плазмотрона; - уменьшение "вылета" плазмотрона "h" обеспечивает более точные геометрические параметры кромок, чрезмерное уменьшение "вылета" может способствовать возникновению вторичной дуги, что приводит к повреждению плазмотрона и нарушению процесса резки; - при правильно подобранном режиме ширина линии реза составляет на внутренней поверхности трубы 1-3 мм, на внешней - 4-6 мм, плазменный "нож" выступает над внутренней поверхностью трубы на 10-20 мм, при этом интенсивно воздушным потоком выдуваются мелкодисперсные частицы расплавленного металла и шлака; - несоответствие угла наклона плазмотрона в сторону направления резки "β" величине, указанной в табл.1.26, приводит к быстрому износу канала сопла и выходу последнего из строя; - ширина реза на внешней стороне поверхности трубы больше, чем на внутренней, угол скоса кромок "а" больше угла наклона плазмотрона, что следует учитывать при резке. 9.2.21. Процесс резки необходимо завершить в точке начала реза, т.к. плазменная дуга продолжает гореть на товарной кромке, что приводит к образованию выхватов. 9.2.22. При ручной плазменной резке необходимо строго соблюдать правила по технике безопасности. Не допускается работать с ручным резаком в стесненных условиях (траншеях, внутри трубы), сидячем и лежачем положении, облокачиваться на трубу, работать в обводненных и заболоченных участках, после работы класть резак на землю. 9.2.23. До получения навыков в работе рекомендуется ручную резку труб под фаску выполнять с помощью опорного ролика. 9.2.24. Периодически (после выполнения 8-10 резов) следует произвести осмотр катода (выгорание гафниевой вставки) сопла и поверхности изолятора на торце плазмотрона. Своевременная замена катода, очистка нагара на торце плазмотрона и сопла способствует получению качественных резов и продлевает срок службы плазмотрона и его сменных деталей. 9.2.25. Поверхность трубы в месте начала резки должна быть зачищена от остатков изоляционного покрытия для обеспечения легкого зажигания дуги в момент включения. В процессе резки незначительное количество остатков изоляции на поверхности не оказывает существенного значения на стабильность процесса резки. 9.2.26. Агрегаты и установки плазменной резки комплектуются осушителем адсорбционного типа с использованием селикогеля. Расход селикогеля зависит от влажности воздуха, окружающей температуры, длительности работы оборудования, степени предварительной регенерации селикогеля. Регенерацию селикогеля следует осуществлять путем нагрева его до температуры 150-200°С и выдержкой при данной температуре не менее 2-х ч. 9.2.27. При температуре воздуха ниже –20 °С во избежание закалки металла труб из высокопрочных сталей (Gв > 55 кгс/мм2, Сэ > 0,41) с толщиной стенки более 15 мм рекомендуется резку выполнять с предварительным подогревом металла до 50-100 °С. 9.2.28. Трубы с кромками, выполненными плазменной резкой, могут свариваться ручной электродуговой сваркой электродами только с основным покрытием автоматической сваркой под слоем флюса. 9.2.29. Перед сваркой кромки труб, выполненные плазменной резкой, должны быть зачищены до металлического блеска (на глубину не менее 0,3 мм) и очищены от остатков шлака шлифовальной машинкой, которой комплектуются агрегаты типа АРС и установки УПС. Точность и качестве поверхности реза согласно ГОСТ 14792-80. 9.3. Резка труб энергией взрыва.9.3.1. Метод резки труб с помощью энергии взрыва (труборезы кумулятивные кольцевые наружные ТрК КМ) разработан Институтом электросварки им. Е.О.Патона и является высокопроизводительным и эффективным технологическим процессом резки труб в полевых условиях при производстве ремонтно-восстановительных работ (рис.1.8). 9.3.2. Сущность метода заключается в следующем: заряд, выполненный в виде медной трубки с кумулятивной выемкой устанавливается по периметру трубы на расстоянии h = 10-21 мм, в зависимости от размеров трубы. В момент взрыва создается направленное действие сфокусированной энергии, что мгновенно разрезает металл. Включение заряда в действие осуществляется дистанционно с помощью электроимпульса. 9.3.3. Технология резки труб регламентируется Инструкцией по производству взрывных работ с применением труборезов кольцевых кумулятивных наружных для резки газопроводов, утвержденной Мингазпромом 27 мая 1982 г. /13/.
Рис. 1.8. Резка трубопровода энергией взрыва: а) - установка ТрК КН на трубе; б) - вырезка катушки 9.3.4. Подготовка и осуществление взрывных работ с применением ТрК КН должны выполняться в строгом соответствии с требованиями Инструкций /5,6/. 9.3.5. ТрК КН применяется при демонтаже и ремонтно-восстановительных работах на магистральных газопроводах для выполнения следующих операций: вырезки катушек, резки труб при ликвидации аварий, отрезания заглушек. 9.3.6. Общее руководство огневыми работами должно осуществляться лицами, назначенными соответствующими приказами и изучившими Инструкцию /13/, требования настоящего РД. 9.3.7. Непосредственное руководство взрывными работами с применением ТрК КН должно быть возложено на лицо, имеющее право руководства взрывными работами. 9.3.8. Участок газопровода, на котором планируется проведение работ, выключается из работы, газ стравливается до давления 200-500 Па. Газопровод вскрывается ниже нижней образующей на глубину 0,5 м. Разработка траншеи ведется вручную лопатой, без применения лома и кирки. 9.3.9. Резка при помощи ТрК КН газопроводов, содержащих газовый конденсат, производится с предварительным заполнением котлована воздушно-механической пеной. Если газовый конденсат не содержится, то резка производится без заполнения котлована воздушно-механической пеной. 9.3.10. Концы труб после резки взрывом (стыки) не могут подвергаться сварке из-за наличия на кромках: омеднения, возможного расслоения металла, надрывов и шероховатостей поверхности кромок. 9.3.11. Перед сваркой концы труб после резки ТрК КН должны быть обрезаны газовой или плазменной резкой под фаску. Длина отрезаемого участка - 250-300 мм. При обнаружении на наружной или внутренней поверхности повреждений (забоин, царапин) от осколков, длина участка должна быть увеличена. 9.3.12. При установке ТрК КН непосредственно возле запорной арматуры необходимо принять меры по защите импульсных трубок и контрольно-измерительных приборов от осколков. 10. ПРИВАРКА ВЫВОДОВ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАЩИТЫ (ЭХЗ)10.1 Термитная приварка выводов*.* Cославлен по данным Инструкции по термитной приварке выводов ЭХЗ к магистральным газопроводам. ВНИИГАЗ. Авт. Поляков В.Г., Спиридонов А.Н., Пойко Ю.Н., Полузьян Ж.А., Чашин СМ. 10.1.1. Настоящие требования распространяются на термитную приварку стальных выводов ЭХЗ диаметром 6-12 мм к магистральным газопроводам, в том числе, находящимся под эксплуатационным давлением (без прекращения транспорта газа). Сварка осуществляется с применением тигельформы (рис.1.9).
Рис. 1.9. Тигель-форма для приварки выводов ЭХЗ: 1 - газопровод; 2 - кожух с замком и рукояткой; 3,4 - полутигели; 5 - крышка с запальным отверстием; 6 - магнитные башмаки 10.1.2. Применяемые материалы: а) железный термит - для приварки выводов на трубах из сталей с нормативным пределом прочности менее 539 МПа (55 кгс/мм2); б) медный термит - для приварки выводов ЭХЗ (стальных медных) на трубах из сталей с нормативным пределом прочности свыше 539 МПа. Данные по материалам приведены в Приложении 6. 10.1.3. Порядок проведения работ: а) для приварки выводов ЭХЗ с помощью термитной смеси на трассе газопровода в месте присоединения вывода откапывается приямок размером 1x1,5 м в основании и глубиной до половины диаметра трубы газопровода с уступками для обеспечения выхода сварщика из приямка. Откосы приямка выполняются с учетом естественного откоса грунта (рис.1.10); б) на верхней части трубы снимается слой изоляции площадью 100x150 мм. Поверхность трубы тщательно очищается от остатков изоляции, грунта и пыли. Конец проводника на длину 30 мм и место приварки на трубе зачищаются напильником до металлического блеска и протираются бензином или ацетоном; в) на подготовленную площадку на трубе устанавливается тигель-форма. В нижнее боковое отверстие тигель-формы вставляется зачищенный конец проводника. На дно камеры сгорания кладется стальная или медная (для медного термита) мембрана толщиной 0,3±0,02 мм. Мембрана устанавливается без перекоса, чтобы исключить просыпание смеси в формирующую контакт полость тигель-формы; г) термитная смесь, хранящаяся в герметичной таре (в количестве до 50 порций), перед употреблением высыпается на специальный противень или щит плотной бумаги и тщательно перемешивается. Не допускается применение термосмеси без предварительного тщательного перемешивания; д) дозировка смеси производится заблаговременно весовым методом на аналитических весах или объемным методом с помощью мерной емкости. Расфасовывать рекомендуется по одной порции в герметичную тару. Порция термитной смеси засыпается в тигель и уплотняется металлическим прутом диаметром 2-4 мм;
Рис.1.10. Приямок для приварки выводов ЭХЗ: 1-газопровод; 2-уступки е) после уплотнения смеси тигель-форма закрывается крышкой; ж) поджиг термитной смеси осуществляется термитной спичкой, вставляемой через запальное отверстие крышки тигель-формы. 10.1.4. При приварке выводов на газопроводы под эксплуатационным давлением газа следует применять дистанционное поджигающее устройство (рис.1.11). В этом случае необходимо выполнить следующее: - развернуть электропроводку поджигающего устройства; - вставить термитную спичку в шток поджигающего устройства; - закрепить спираль инициатора в плате; - установить поджигающее устройство на тигель-форму; - положить листок бумаги между термитной спичкой и отверстием в крышке тигель-формы; ; - установить термоконтакт сигнализации, включающий электрическую лампу или звуковой сигнал, на вывод ЭХЗ (расстояние 5-7 мм от боковой поверхности тигель-формы); - убедиться в касании спирали инициатора с головкой термитной спички; - покинуть приямок и удалиться к месту включения устройства; - с помощью кнопки поджига подать напряжение на спираль инициатора.
Рис.1.11. Устройство дистанционного поджига: 1 - тигель-форма; 2 - каркас устройства; 3 - подвижной шток; 4 - термитная спичка; 4 - спираль инициатора; 6 - бумага; 7 - плата инициатора; 8 - термоконтакт; 9 - вывод ЭХЗ 10.1.5. После срабатывания сигнализации в случае дистанционного поджига или по истечении 3 минут после сгорания смеси, сварщик опускается в приямок и снимает тигель-форму, которую при помощи отвертки осторожно очищают от шлака, стараясь не повредить графитовых деталей. Приваренный контакт очищают от шлака легким постукиванием молотка. После остывания участок трубы с приваренным контактом изолируется. 10.1.6. Сведения о приваренных выводах ЭХЗ заносятся в журнал (Приложение 10). 10.1.7. Возможные дефекты термитной приварки выводов ЭХЗ и их причины приведены в табл.1.27. Основные дефекты термитной приварки выводов ЭХЗ и способы их устранения
Требования по технике безопасности отражены в разделе IV настоящего РД. 10.2. Электродуговая приварки выводов.10.2.1 Данный способ применяется только на предварительно отключенном и опорожненном от газа участке газопровода. 10.2.2. Для труб с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2), выводы ЭХЗ привариваются ручной электродуговой сваркой непосредственно к телу трубы. 10.2.3. Для труб с нормативным временным сопротивлением разрыву равном и более 539 МПа, выводы ЭХЗ привариваются к кольцевым швам. Конструктивно исполнение узла приварки выводов ЭХЗ к кольцевому шву через переходную пластину показано на рис.1.12. 10.2.4. Переходная пластина имеет на концах пазы, обработанные механическим способом. Перед приваркой пластина изгибается по форме верхних точек радиуса шва. 10.2.5. Материал переходной пластины (листовая сталь s = 5 мм) и выводов ЭХЗ (пруток диаметром 6-8 мм) - малоуглеродистая сталь типа Ст.3. 10.2.6. Во всех случаях приварка осуществляется в нижнем положении электродами марки УОНИ 13/55 диаметром 3 мм. Приварка переходной пластины к кольцевому шву производится в два слоя при токе 90-110 А, при этом кратеры должны быть выведены на поверхность пластины, а приварка выводов ЭХЗ к центральной части переходной пластины - угловыми швами при токе 100-120 А. 10.2.7. Величина шва в месте приварки переходной пластины должна быть не менее 2-2,5 мм. 10.2.8. Контроль качества приварки выводов осуществляется путем контроля режима сварки и внешним осмотром шва.
Рис.1.12. Схема приварки контактного выхода ЭХЗ к кольцевому шву (а) через переходную пластину (б): l1 - приварка пластины к усилению кольцевого шва; l2 - приварка вывода к переходной пластине 10.3. Конденсаторная приварка выводов.10.3.1. Технические данные: конденсаторная приварка выводов ЭХЗ может осуществляться при помощи установки К 747МВ ИЭС им. Е.О.Патона. Метод конденсаторной сварки обеспечивает регламентированное минимальное проплавление металла (0,3-0,5 мм) и исключает перегрев металла и может использоваться вместо термитной приварки. 10.3.2. Техническая характеристика установки: - диаметр привариваемых шпилек (отводов), мм ……………………………….. ...2-8 - длина привариваемых шпилек, мм (при небольших изменениях l=120 мм) ….15-100 - производительность приварки, шт/мин ………………………………………… 10 - длина токоведущего кабеля, м …………………………………………………... 30 - минимальная толщина детали, мм ……………………………………………… 0,5 - напряжение сети 50 Гц, В …………………………………………………………220 (по специальному заказу могут быть поставлены установки с другим напряжением) - установленная мощность, КВа …………………………………………………… 2 - габаритные размеры, мм …………………………………………….…735x600x950 - масса установки, кг ………………………………………………………………130 - масса сварочного пистолета, кг …………………………………………………1,7 К работе на установке допускаются операторы, прошедшие специальную подготовку. 10.3.3. Порядок проведения работ: а) контактный вывод с присоединяемой к трубопроводу стороны должен быть обработан механическим путем под конус (заострен) с углом при вершине 170-175°; б) место присоединения отвода (кольцевой шов) должно быть очищено от изоляции и обработано напильником на глубину не более 0,5-0,7 мм с целью получения ровной площадки размером 8x8 мм; в) сварочный пистолет с контактным выводом устанавливается на трубу, контактный вывод доводится до соприкосновения со сварным швом и осуществляется сварка в соответствии с требованиями Инструкции по эксплуатации установки. 10.3.4. После завершения сварки место присоединения отвода осматривается, надежность крепления проверяется путем 2-3-х кратного изгиба. II. РВР НА ГАЗОПРОВОДАХ, ТРАНСПОРТИРУЮЩИХ СЕРОВОДОРОДСОДЕРЖАЩИЙ ГАЗ.1. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ.1.1. Ремонтно-восстановительные сварочные работы на указанных объектах требуют строго соблюдения технологии сварки, мер безопасности, т.к. сероводород является взрывоопасным и токсичным газом. Взрывная концентрация сероводорода в воздухе 4,5-45,5%. Содержание 0,1% сероводорода в воздухе быстро вызывает тяжелое заболевание. Сероводород, содержащийся в транспортируемом газе (продукте), вызывает также коррозионное растрескивание труб и сварных соединений (табл.2.2). Механизм разрушения носит сложный характер, зависит от ряда технологических факторов: температуры, кислотности среды рН, структуры и твердости металла, уровня напряжений и др. Выбор оптимальных условий сварки, сварочных материалов, применение дополнительных технологических мероприятий являются необходимым условием в обеспечении надежности и работоспособности сварных стыков трубопроводов. 1.2. В соответствии с ВСН 51-3-85 (Мингазпром) транспортируемые среды по содержанию сероводорода и по степени воздействия на металл подразделяются на высокосернистые, среднесернистые и низкосернистые с парциальным давлением сероводорода и объемным содержанием сероводорода согласно табл.2.1. (рис.2.1). Характеристика газопроводов
*- см. Приложение 4, рис.5. Коррозионное растрескивание, методы испытаний и контроля сварных соединений.
РД составлен с учетом положений: - "Инструкция по технологии сварки при производстве ремонтно-восстановительных работ на газопроводах, транспортирующих высокосернистый газ", ГП "Астраханьгазпром", утвержденной ГГК "Газпром" 24.12.90; - "Инструкция по технологии сварки при производстве ремонтно-восстановительных работ на газопроводах, транспортирующих сероводородсодержащий газ", ПО "Оренбургтазпром", утвержденный Мингазпромом 03.08.87; - ВСН 006-89, разд.2.1.1, ВНИИСТ/Миннефтегазстрой. 1.3. Выбор технологии сварки для проведения ремонтно-восстановительных работ должен учитывать проектные решения конкретного объекта и требования настоящего РД. Примечание: Для каждого конкретного месторождения и газопровода должна разрабатываться своя Инструкция по технологии сварки с учетом свойств газа и местных условий. 1.4. Трубы, соединительные детали, запорная и распределительная арматуры должны быть выполнены в коррозионно-стойком исполнении. Рекомендации по применению труб разрабатывает проектная организация или головной научно-исследовательский институт (ВНИИГАЗ). 1.5. Трубы должны быть проверены на свариваемость с применением стандартных методик. Этапы согласования технических требований, подходы к оценке свариваемости должны выполняться с учетом требований, изложенных в разд.III, п.1.1. 1.6. Новые сварочные материалы (электроды) должны быть аттестованы на соответствие требований ГОСТ 9466-75, ГОСТ 9467-75 (разд.III, п.1.2). Наплавленный металл и сварное соединение должны быть испытаны на коррозионную стойкость по NАСЕ ТМ-01-77 (МСКР-01-85), ТМ-02-84 (Приложение 4). 1.7. Сварные соединения (стыки) должны быть испытаны на стендах в производственных условиях (стенды ГП "Астраханьгазпром", ГП "Оренбурггазпром") или на стендах ВНИГАЗа. 1.8. Применяемая технология сварки стыков газопроводов должна быть аттестована (см. разд. III, п.2). 1.9. Технологическая карта по сварке стыков должна содержать конкретные параметры режимов сварки, термообработки сварных швов (см. Приложение 12) и составляться главным сварщиком. 1.10. При разработке проектов на реконструкцию, подключение новых объектов к действующим необходимо предусматривать разработку индивидуальной технологической Инструкции (ИТИ) на сварку замыкающего (переходного) стыка при условии: различные трубы, различные технологии сварки. ИТИ может разрабатываться и для других видов работ при условии ее согласования и утверждения в установленном порядке. 2. ТЕХНОЛОГИЯ СВАРКИ СТЫКОВ ТРУБ.2.1. Газопроводы высокосернистого газа.2.1.1. Требования настоящего раздела распространяются на выполнение сварочно-монтажных работ на действующих газопроводах высокосернистого газа (до 25 % сероводорода и 25 % углекислого газа). 2.1.2. Сварочно-монтажные работы могут выполняться при температуре воздуха не ниже -20° С, а также при ветре не более 10 м/с. При выпадении атмосферных осадков и при температуре воздуха ниже -20° С работы должны выполняться в специальных укрытиях (палатках). 2.1.3. К ремонтно-восстановительным работам (РВР) относятся плановые подключения новых газопроводов, плановые и аварийные замены арматуры, участков газопроводов, врезка катушек. При производстве сварочно-монтажных работ в соответствии с данным разделом следует строго руководствоваться следующими документами: - Типовая Инструкция по безопасному ведению огневых работ на газовых объектах Мингазпрома; - Специальные инструкции, распоряжения ГП "Астраханьгазпром" но безопасному ведению комплекса подготовительных огневых и завершающих работ на действующих газопроводах, согласованных и утвержденных в установленном порядке. 2.1.4. Трубы (катушки) и детали должны соответствовать техническим условиям на поставку и иметь сертификат (паспорт) завода-изготовителя и соответствующую маркировку. Применяемые трубы, соединительные детали должны поставляться термически обработанными по режиму: нормализация, нормализация-отпуск, закалка-отпуск. 2.1.5. Металл труб и деталей по механическим свойствам и коррозионной стойкости должен удовлетворять требованиям табл.2.3. Эквивалент углерода должен быть не более 0,38 % (разд.I, п.2.15). Сварка труб с Сэ > 0,38 должна выполняться по индивидуальным технологическим инструкциям. Не допускается применение труб, находившихся в эксплуатации для изготовления катушек, переходных колец, соединительных деталей и монтажа переходов. 2.1.6. Геометрические размеры труб (диаметр наружный, внутренний, овальность, кривизна, неплоскостность торца) должны обеспечивать качественную сборку под сварку в пределах требований настоящего раздела. Допускается механическая калибровка концов труб (разжимными приспособлениями) на величину деформации металла до 1 %. 2.1.7. Концы труб должны иметь разделку кромок согласно табл.1.8., величина кольцевого притупления 0,8-2,4 мм. Кромки труб после газовой, плазменной резки должны быть обработаны механически - торцевой фрезерной машиной или шлифмашинкой до удаления следов реза (на глубину ≥ 0,7-1,0 мм).
Механические свойства и коррозионная стойкость металла труб, деталей
Примечание. 1. Для Gв и Gт в скобках указаны значения в кгс/мм2. 2. С применением новых коррозионных сталей табл.2.3 может быть дополнена. 3. ≥ - больше или равно; ≤ - меньше или равно 2.1.8. Привариваемые концы деталей должны иметь разделку кромок, обеспечивающую схождение сопрягаемых кромок (табл.1.8., поз. д,ж,з). При этом максимальный угол скоса а должен быть не более 20°, разнотолщинность S ≤ 1,5S. 2.1.9. При хранении труб следует выполнять требования разд.I, п.2.7. 2.1.10. Ремонт труб сваркой не допускается. 2.1.11. Подготовительные работы. 2.1.11.1 Квалификационные испытания и подготовка сварщиков должны выполняться в соответствии с требованиями разд.I, п.п.4.1., 4.5. 2.1.11.2. Перед началом работ сварщики (монтажная бригада) должны быть ознакомлены с характером ремонтно-восстановительных работ, требованиями технологической Инструкции, операционной технологической картой по сварке труб на конкретном участке или узлах. Предварительно необходимо уточнить проектные данные на трубы, уложенные на данном участке, и их характеристики по ТУ (диаметр, толщина стенки, предел прочности, предел текучести, химический состав, эквивалент углерода, соответствие по коррозионной стойкости). 2.1.11.3. Сварочное оборудование, приборы контроля, оборудование для термической обработки, вспомогательные материалы должны обеспечивать качественное выполнение работ. 2.1.11.4. Сварщики (монтажная бригада) перед допуском к работе должны пройти инструктаж по технике безопасности, правилам ведения работ на газоопасных объектах. 2.1.11.5. Сварочные материалы (электроды) для сварки труб выбираются с учетом требований проекта на строительство объекта и настоящего РД. Они должны обеспечивать равнопрочность соединения, коррозионную стойкость, пластичность и вязкость металла, твердость в соответствии с табл.2.4. 2.1.11.6. Сортамент электродов для ручной дуговой сварки при выполнении РВР должен соответствовать данным табл.2.5. 2 1.11.7. На каждую партию электродов необходимо иметь сертификат с указанием завода-изготовителя, даты изготовления, условного обозначения материала и результатов испытаний данной партии. Применение сварочных материалов без сертификатов не допускается. 2.1.11.8. Сварочные электроды необходимо хранить при температуре +15 °С. При температуре окружающего воздуха ниже +5 °С просушенные (прокаленные) электроды рекомендуется хранить в специальных электротермопеналах типа ЭОС-0,09/2-И1. 2.1.11.9. Непосредственно перед сваркой электроды должны быть просушены или прокалены согласно паспорту или данным табл.1.7. 2.1.11.10. Сварочные материалы следует выдавать сварщику в количестве, необходимом для односменной работы. Неиспользованные за смену электроды следует хранить в сушильных шкафах, обогреваемых помещениях. 2.1.11.11. Повторная прокалка электродов может осуществляться не более одного раза. Механические свойства и коррозионная стойкость металла шва и сварного соединения
Примечание. Для Gв и GT в скобках указаны значения в кгс/мм2. * Для корневого и заполняющего слоев. ** Допускается по согласованию с головной научной организацией. Дополнительные данные см. Приложение 4. Применение сварочных электродов
* Электроды диаметром 2,5 мм могут применяться для заполняющих слоев при s<9 мм 2.1.12. Сборка и сварка стыков труб. 2.1.12.1. Длина врезаемых катушек на трубах диаметром 219-406 мм должна быть не менее 1000 мм, на трубах диаметром 219 мм - не менее 500 мм. 2.1.12.2. В местах вырезки ( расположения сварного шва) необходимо обследовать металл ультразвуковым прибором для уточнения толщины стенки и выявления дефектов. В металле труб на расстоянии не менее 50 мм от кромки не должно быть коррозионных каверн, водородных блистеров (расслоений). 2.1.12.3. При проведении РВР необходимо выполнять стыковые сварные соединения без подкладных колец. Врезки в газопровод следует осуществлять с использованием тройников. 2.1.12.4. Перед сборкой (применением) необходимо провести осмотр труб, деталей и арматуры на их соответствие проектным данным и ТУ в части наличия наружных дефектов. 2.1.12.5. При непосредственном соединении разнотолщинных труб, труб с деталями (тройники, переходы, отводы, днища) концы труб должны иметь механически обработанные кромки. 2.1.12.6. Смещение внутренних кромок стыкуемых труб с одинаковой нормативной толщиной стенок не должно превышать 1,6 мм. Допускается местное смещение внутренних кромок до 2,4 мм на длине не более 100 мм. Величина внутреннего смещения измеряется специальным шаблоном (рис.2.1). При необходимости следует делать селекцию труб по диаметрам, могут быть использованы методы см. Приложение 5 или ВСН 006-89 (п.2.11.27). 2.1.12.7. Сварочный зазор между кромками должен быть равным 1,5-3,5 мм. Зазор определяется с помощью универсального шаблона УШС-3. 2.1.12.8. Предварительный подогрев металла должен предусматривать: - нагрев и выдержку при температуре дегазации Тд; - охлаждение стыка до температуры начала сварки Тс . Схема цикла предварительного подогрева концов труб перед сваркой показана на рис.2.3, 2.4. Значения параметров подогрева Тд и Тс приведены в табл.2.6, 2.7. Параметры предварительного подогрева при дегазации Тд
* Температура Тд не должна превышать 300°
Рис.2.1. Схема замеров внутреннего смещения кромок
Рис. 2. 2. Схема сварки труб с продольным швом: 1 - продольный шов; 2 - кольцевой шов; X - не менее 100 мм Температура предварительного подогрева при сварке Тс
2.1.12.9. Перед сборкой необходимо очистить внутреннюю полость труб от снега, воды, грязи и т.д. Сборку (центровку) труб следует выполнять с помощью центраторов (наружных, внутренних). 2.1.12.10. Концы свариваемых труб газопровода (труб, находившихся в эксплуатации) перед сборкой должны быть зачищены изнутри на глубину до 100 мм от продуктов коррозии с выборкой основного металла до 0,2 мм. Сварка влажных кромок не допускается. 2.1.12.11. Приварка стыка может выполняться в любом пространственном положении. После того, как прихваточные швы выполнили свое назначение, они должны быть либо удалены, либо зашлифованы с обоих концов для возможности их включения в завершающий слой. Бракованные прихватки следует удалить шлифмашинкой. Запрещается зажигать дугу вне шва на трубе. 2.1.13. Выполнение сварочных работ. 2.1.13.1. Сварка стыков из стали типа МWХ42NS (Приложение 1а) полностью основными электродами (I очередь, подземная и надземная прокладка АГКМ*; критерии качества - табл.2.11. * АГКМ - Астраханское газоконденсатное месторождение Схема сварки - "снизу-вверх". Корневой слой - электроды диаметром 2,5-3,25 мм. Заполняющие слои - диаметр 3,25-4,0 мм.
Рис.2.3. Схема нагрева труб перед сваркой: В - ширина зоны нагрева
Рис. 2.4. Цикл предварительного подогрева труб: Тл - температура дегазации; Тс - температура сварки Облицовочный слой - диаметр 3,25-4,0 мм. Рекомендуемые значения сварочного тока приведены в табл.2.8. Режимы сварки
* Только в случае, если толщина стенки s > 11 мм и диаметр трубы Д > 168,3 мм 2.1.13.2. Сварка стыков труб из стали типа Х42SS с полным проваром корня шва (II очередь, подземная и надземная прокладка АГКМ); критерии качества - табл.2.12. Схема сварки - "снизу-вверх" Корневой слой - электрод основного типа (Е7018) или целлюлозный (Е6010) - диаметр 2,5-3,25 мм. Заполняющие и облицовочный - электроды основного типа диаметр 3,25-4,0 мм. Швы ниточные (стрингерные), валик шириной В = 8-12 мм. Ориентировочные режимы сварки приведены в табл.2.9. При сварке напряженных узлов (приварка арматуры, замыкающие стыки трубопроводов и др.) при выполнении корневого слоя предпочтение следует отдавать электродам основного типа. Режимы сварки
* Только для труб Д < 168 мм при толщине стенки s < 9 мм. ** Только в случае Д ≥ 168 мм при толщине стенки s ≥ 15 мм. 2.1.13.3. Сварку первого (корневого) слоя шва ведут постоянным током обратной или прямой полярности, сварку последующих слоев шва - на постоянном токе обратной полярности. К качеству прихваток предъявляются такие же требования, как и к корневому шву. 2.1.13.4. Длина прихватки должна быть не менее 30 мм, количество прихваток - не менее 3-х для труб диаметром до 219 мм, не менее 5-ти для труб диаметром до 530 мм, 2.1.13.5. Сварку стыка следует осуществлять непрерывно с контролем межслойной температуры. Межслойная температура в момент сварки каждого слоя должна быть не ниже температуры предварительного подогрева (табл.2.7), но не более 300 °С. 2.1.13.6. После сварки каждого слоя шва обязательна зачистка (шлифовка) абразивным инструментом. После окончания сварки поверхность облицовочного слоя шва должна быть очищена от шлака и брызг и проверены шаблоном параметры шва. 2.1.13.7. Ориентировочное число слоев шва приведено в табл.2.10. Оптимальное число слоев уточняется на стадии проверки процедур сварки. Количество слоев шва
2.1.13.8. Облицовочный слой должен перекрывать основной металл в каждую сторону от разделки на 2,5-3,5 мм и иметь усиление высотой 1,5-3,0 мм. 2.1.13.9. Сварочные работы (условия сварки) должны быть отражены в исполнительной производственной документации в соответствии с формами Газнадзора, проектной нормативной документацией. 2.1.13.10. Все сварные стыки подвергаются термообработке, требования в соответствии с подразделом 3, разд.II. 2.1.14. Контроль качества сварки. 2.1.14.1. Контроль качества сварки при производстве РВР на газопроводах осуществляется не всех этапах путем 100 % операционного контроля, контроля качества сварных соединений физическими методами, аттестацией процедур (технологии) сварки. КРИТЕРИИ ПРИЕМКИ И ОЦЕНКИ КАЧЕСТВА СВАРНЫХ ШВОВ
Примечание. S – толщина стенки трубы; l – расстояние между соседними порами; d – максимальный размер пора КРИТЕРИИ ПРИЕМКИ И ОЦЕНКИ КАЧЕСТВА СВАРНЫХ ШВОВ
Примечание. 1.Т.С. - толщина стенки трубы; 2. Любое скопление разрывов общей длиной более 25 мм на 300 мм длины шва или более 8% общей длины шва 2.1.14.2. Операционный контроль включает: - проверку соответствия труб и сварочных материалов требованиям проекта и технологических условий на их поставку согласно п.п.2.1.4-2.1.8 настоящего раздела; - контроль квалификации сварщиков (п.п.2.1.11.1.; 2.1.11.2.; 2.1.11.4. настоящего раздела); - контроль за соблюдением технологии сборки и сварки стыков труб. 2.1.14.3. Внешнему осмотру подвергаются все стыки после их очистки от шлака, грязи и брызг наплавленного металла; при этом сварные соединения не должны иметь трещин, подрезов глубиной более 0.5 мм, недопустимых смещений, незаплавленных кратеров и выходящих на поверхность пор. Усиление шва должно быть 1,5-3,0 мм, перекрытие кромок 2,5-3,5 мм. Поверхность шва должна быть мелкочешуйчатой. Переход от наплавленного металла к основному должен быть плавным. 2.1.14.4. Сварные стыки до термической обработки подвергаются 100% радиографическому контролю. Годными считаются те сварные соединения, величина дефектов в которых не превышает размеров, приведенных в табл.2.11.,2.12. После термической обработки сварные стыки подвергаются 100 % ультразвуковому контролю на предмет наличия трещин. 2.1.14.5. Методика контроля качества может быть принята в соответствии с ВСН 012-88 "Контроль качества и приемка работ" /14/, ГОСТ 7512-82, ГОСТ 14782-86, Инструкция фирмы "Лавалин", /ч.15/. Чувствительность при радиографическом контроле должна быть в пределах 2,5-3,0 %. 2.1.14.6. Устранение дефектов (пор, свищей, шлаковых включений, непровара) выполняется путем механической обработки (выборки) металла шва с обеспечением стандартной разделки кромок и последующей заваркой электродом основного типа диаметром 2,5-3,25 мм на режимах согласно табл.2.7., табл.2.8. 2.1.14.7. Длина ремонтируемого стыка (участка) не должна превышать 1/8 периметра стыка /плюс 30 мм для труб диаметром 60 мм/. Минимальная длина - 70 мм. 2.2. Газопроводы среднесернистого газа*.* Составлено по данным Инструкции по технологии сварки при производстве РВР на газопроводах, транспортирующих сероводородосодержащий газ, М.: ПО "Оренбурггазпром", 1987. 2.2.1. Требования настоящего раздела распространяются на выполнение сварочно-монтажных работ на действующих газопроводах, транспортирующих газ с содержанием до 10 % (объем). 2.2.2. Сварочно-монтажные работы разрешается выполнять при температуре окружающего воздуха не ниже -40° С. При температуре ниже -25° С, ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без применения инвентарных укрытий ЗАПРЕЩАЕТСЯ. 2.2.3. При производстве огневых работ следует руководствоваться "Рабочей Инструкцией по организации и проведению огневых работ на объектах добычи, транспорта газа и конденсата, содержащих сероводород", ГПОГПУ /15/ или другими документами, утвержденными в установленном порядке. 2.2.4. Применяемые трубы, катушки, соединительные детали должны быть выполнены в коррозионно-стойком исполнении, иметь сертификат завода-изготовителя и соответствующую маркировку. Эквивалент углерода Сэ должен быть 0,38-0,41. 2.2.5. Независимо от способа изготовления тройники, отводы и заглушки должны быть термообработаны. Переходные кольца не термообрабатываются, если изготавливают их из отрезков толстостенных труб путем механической обработки. Характеристики некоторых марок труб приведены в Приложении 1а. Требования к трубам, находившимся в эксплуатации - в соответствии с разд.I, п.2.7. 2.2.6. Присоединительные части концов труб, деталей, арматуры должны иметь разделку - табл.1.8., табл.1.14. 2.2.7. Длина врезаемых катушек, переходных колец, а также расстояние от свариваемого стыка до ближайшего кольцевого стыка на газопроводе должны быть не менее 500 мм для труб диаметром до 530 мм, а для труб большего диаметра - не менее диаметра трубы. 2.2.8. Перед сваркой необходимо провести осмотр концов труб, соединительных деталей газопроводов и арматуры на длине 200 мм и в случае обнаружения дефектов провести отбраковку. 2.2.9. Соединение разнотолщинных труб, труб с деталями (тройники, переходы, отводы) должно осуществляться с учетом требований разд.I, п.4.3.11, табл.1.8 и п.2.2.7 раздела II. 2.2.10. Заводские продольные швы должны быть смещены не менее, чем на 100 мм (рис.2.2.). 2.2.11. Смещение внутренних кромок стыкуемых бесшовных труб с одинаковой нормативной толщиной стенки (рис.2.1) не должно превышать 2 мм. Допускается местное смещение до 3,0 мм на длине не более 100 мм. 2.2.12. Смещение кромок стыкуемых электросварных труб не должно превышать 20 % нормативной толщины стенки, но не более 3.0 мм. Для труб с s < 6,0 мм допускается смещение кромок до 30 %. но не более 2,0 мм. 2.2.13. Дополнительные требования по сборке стыков труб следует выполнять в соответствии с раздделом I п.4.3.2 (исключается ремонт труб), 4.3.6, 4.3.7 (основные электроды), 4.3.8, 4.3.9, 4.3.18-4.3.22, разделом II, п.п.2.1.12.2-2.1.12.4. 2.2.14. Концы свариваемых труб газопровода перед началом сварки и прихватки на длине не менее 150 мм от торцов подвергают предварительному подогреву и выдержке при температуре 200 -250°С в течение 30-60 минут с целью дегазации металла (см. п.2.1.12.8). Прихватку и сварку стыков следует выполнять при 120-150°С. 2.2.15. Сварка труб должна выполняться электродами с основным покрытием (табл.2.13). 2.2.16. Сварку всех слоев производят электродами с основным покрытием, ведут на постоянном токе обратной полярности по схеме "снизу-вверх". Рекомендуемые значения сварочного тока согласно табл.1.12. 2.2.17. ЗАПРЕЩАЕТСЯ зажигать дугу вне шва на трубе. 2.2.18. ЗАПРЕЩАЕТСЯ прекращать сварку до заполнения 2/3 разделки шва. Сварку захлесточных швов, швов катушек следует производить без перерывов до полного заполнения разделки. 2.2.19. Каждый стык должен иметь клеймо сварщика, выполняющего данный стык. Клеймо наносится нумератором на расстоянии 150 мм от стыка в верхней полуокружности трубы до термообработки и обводится несмываемой краской после термообработки. Применение сварочных электродов
2.2.20. Дополнительные требования по сварке - согласно п.п.2.1.11.8-2.1.11.11, 2.1.13.8, 2.1.13.9 и др. 2.2.21. Монтаж и сварка новых труб (не находившихся в эксплуатации) может выполняться в соответствии с ВСН 006-89 (разд.2.11). 2.2.22 Все сварные стыки подлежат термообработке разд.II, п.3. 2.2.23. Стыки, выполненные электродуговой сваркой, после внешнего осмотра и устранения всех недопустимых наружных дефектов подвергаются неразрушающему контролю в объемах: - 100 % радиографическим методом до термообработки; - 100 % дублирование ультразвуковым методом на наличие трещин после термообработки. Стыки приварки запорной арматуры дублируются ультразвуковым методом также в объеме 100 %. 2.2.4. Критерии качества согласно табл.1.21. 2.2.25. Контроль твердости производится на 100 % стыков переносными твердомерами типа "Польди". Твердость измеряется в трех зонах: по центру металла шва, на расстоянии 1-2 мм от линии сплавления и на основном металле трубы. При этом число измерений в каждой зоне должно быть не менее 3-х. Максимальная твердость < 220 НВ. 2.2.26. Дополнительные требования по контролю параметров швов в соответствии с п.4.4.1.2 и др. 2.2.27. Ремонт сварных стыков, выполненных дуговыми методами, допускается, если суммарная длина дефектных участков не превышает 1,6 периметра стыка. Стыки с трещинами любых размеров не ремонтируются и подлежат удалению. 2.3. Газопроводы низкосернистого газа.Сварочные ремонтно-восстановительные работы на газопроводах, транспортирующих низкосернистый газ, могут осуществляться по технологии: а - для среднесернистого газа (разд. II, п. 2.2.); б - для обычного газа (разд.I) при условии выбора оптимальных параметров сборки и сварки стыков труб, обеспечивающих повышенное качество и надежность трубопроводов. Выбор осуществляется Заказчиком с учетом состава; газа (концентрации сероводорода) и характера объекта. 3. ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ.3.1. В данном разделе РД приведены основные положения технологии термической обработки сварных соединений. Термическая обработка производится для снижения уровня остаточных сварочных напряжений, которые являются одним из факторов, определяющих склонность к коррозионному растрескиванию, и ликвидации элементов неравновесных структур. 3.2. Термической обработке (режим высокого отпуска) подлежат все сварные стыки газопроводов, транспортирующих сероводородосодержащий газ, выполненные при производстве ремонтно-восстановительных работ, независимо от толщины стенки трубы и величины эквивалента углерода. 3.3. Режим термической обработки стыков трубопроводов устанавливается в соответствии с проектной документацией или по данным табл.2.14. 3.4. Техническое руководство по термической обработке осуществляет руководитель монтажного участка (бригады). К проведению работ по термообработке сварных стыков могут быть допущены лица, прошедшие обучение по специальной программе и имеющие удостоверение термиста-оператора соответствующего разряда. 3.5. В обязанность бригады входит подготовка стыков к термообработке, установка и подключение нагревателей и термопар, регулировка и контроль режимов, оформление исполнительной производственной документации. 3.6. Источники питания и другое электрооборудование на участке термообработки обслуживает электрик. Обслуживание электронных потенциометров и пирометрических приборов, их систематическую проверку и наладку осуществляют специалисты по КИПу. 3.7. Термическая обработка сварных стыков труб, регистрация и регулирование температуры должны производиться в соответствии с заданным режимом по установленной программе. Класс точности регистрирующих самопишущих приборов должен быть не ниже 1. К исполнительной документации прикладывают сертификат термической обработки сварных стыков и схему расположения стыков. Режим термической обработки
* Охлаждение ниже +300° С не контролируется и может выполняться либо с печью, либо на спокойном воздухе. 3.8. Для контроля температуры при термической обработке сварных стыков должны быть применены хромель-алюминиевые термопары. Все новые термопары должны подвергаться проверке при температуре, соответствующей температуре термообработки стыков, на специальном стенде по эталонному комплекту (термопара-прибор). Эталонный комплект должен иметь паспорт Госповерки. 3.9. Рабочий (горячий.) спай термопар должен быть сварен. Число витков скрутки рабочего слоя должно быть не более 3. Использование термопар с незаверенными концами ("скрутками") и с разбитым шариком не допускается. Проводники термопары должны быть изолированы друг от друга керамическими бусами или переплетены шнуром асбеста. До установки на рабочее место термопары должны быть проверены. Проверка рабочего спая может осуществляться присоединением к источнику тепла с фиксированной температурой (пары кипящей воды 100 °С, пламя спички 400-450 °С и т.д.). 3.10. Число термопар, устанавливаемых на стык, должно быть следующим: а) при питании элемента нагревателя от одного источника -для труб диаметром до 426 мм (включительно) устанавливают две термопары: одну в верхней, другую в нижней части стыка; б) при питании элемента нагревателя от нескольких источников термопары устанавливают в центре каждого элемента (секции). При термообработке стыка, имеющего разную толщину стенки свариваемых труб, термопары устанавливают со стороны толстостенной трубы. 3.11. При термообработке кольцевых стыков муфельными нагревателями термопары располагаются по образующей трубы. Такое положение электродов термопары используется для уменьшения наводок индукционного поля нагревателей на измерительную цепь потенциометра. 3.12. Термопара крепится на трубе подгибаемой скобой на расстоянии 15-20 мм от края сварного шва. Обязательным условием является изоляция горячего спая термопар со стороны нагревателя теплоизоляционным материалом толщиной не менее 4 мм. Приварка термопар к трубе ЗАПРЕЩЕНА. 3.13. При термической обработке участки термопары, расположенные в зоне нагревателя, должны быть защищены асбестом от непосредственного воздействия источника тепла. Длина нагреваемого участка термопары в области высоких температур не должна превышать 150 мм. Термопары необходимо устанавливать так, чтобы их свободные концы (холодный спай) не подвергались нагреву выше температуры окружающего воздуха, чтобы не вызвать неправильные показания прибора. 3.14. Специализированные организации проводят Госповерку контрольно-измерительных приборов согласно требованиям, оговоренным в паспорте на прибор. Точность показаний электронного потенциометра проверяют не реже одного раза в неделю и после транспортировки поста на дальнее расстояние (транспортировка, не связанная с передвижением поста от стыка к стыку в процессе термообработки). Результаты проверки заносят в участковый журнал проверки приборов КИП. 3.15. Подключать термопары к прибору следует с помощью компенсационных проводов. Тип компенсационного провода должен соответствовать типу термопары. Соединение термопар с потенциометром медным проводом не допускается, так как это может привести к неправильным показаниям прибора. 3.16. Для обеспечения надежной работы измерительной схемы и уменьшения наводок от магнитных полей между мощными источниками электромагнитных полей и приборами, расположенными на расстоянии менее 10 м, должны быть установлены экраны. Термическая обработка сварных соединений может производиться нагревателями, обеспечивающими зону равномерного нагрева 70-100 мм (например, электрическими муфельными печами типа ПТО, элементами сопротивления отечественного производства или импортными). 3.17. Перед применением новые нагреватели или нагреватели, полученные из ремонта, следует проверить на специальном стенде, чтобы определить равномерность температурного поля и потребляемую мощность, а результаты записать в журнал проверки. Повторную проверку нагревателей в процессе производства следует проводить: а) для вновь поступивших с завода нагревателей - через первые 75 циклов термообработки, далее - через каждые 50 циклов: б) для отремонтированных нагревателей - через 50 циклов термообработки. 3.18. При установке нагревателей на сварном стыке необходимо тщательно изолировать места возможного отвода тепла. - при нагреве муфельными нагревателями следует изолировать трубу асбестовыми матами на длине около 400 мм в каждую сторону от нагревателя; - при нагреве гибкими пальчиковыми нагревателями необходимо изолировать стык вместе с нагревательными элементами асбестовыми матами суммарной толщиной не менее 40-50 мм на длине 800 мм (по 400 мм от шва); - места приварки фланцев и т.п. должны быть изолированы на ширину, которую позволяют габариты фланцев, отводов и т.п. 3.19. Во время термообработки до снятия нагревателя со стыка концы труб следует заглушать с торцов, чтобы предотвратить интенсивное охлаждение сварных стыков трубопроводов за счет циркуляции воздуха внутри трубы. 3.20. Техническое состояние и исправность оборудования после термообработки необходимо проверить перед проведением термической обработки. 3.21. Термическую обработку сварных стыков трубопроводов следует проводить по возможности непосредственно после окончания сварки. 3.22. При термообработке сварных соединений необходимо принять меры для предотвращения их деформации под влиянием температурного расширения и массы трубы. Деформация сварных соединений наиболее вероятна при расположении трубопровода на склонах, переходах через овраги, на углах поворота, в узлах, создающих жесткий контур на участках трубопровода, не вписывающихся в рельеф местности или установленных на эстакадах. Для исключения деформации трубопровода в местах сварных соединений необходимо предусмотреть выравнивание грунта под трубой, вставку вертикальных кривых на спусках, подъемах, переходах через овраги, установку опор в местах резкого изменения рельефа, а также на прямолинейных участках, где можно ожидать провисание труб. Для проведения термической обработки стыков трубопроводов на монтажных площадках расстояние между секциями труб должно быть не менее 500 мм. 3.23. Для устранения изгиба при термообработке на стеллаже необходимо устанавливать трехтрубную секцию так, чтобы каждая из труб лежала не менее, чем на двух опорах, расположенных на расстоянии 2,5-3,0 м с каждой стороны от середины трубы. 3.24. При завершении цикла термообработки необходимо отключить силовую цепь и контрольно-измерительную аппаратуру. 3.25. Операционный контроль термообработки, помимо мастера, осуществляют ИТР участка не реже одного раза в сутки на каждом посту. 3.26. У каждого стыка на расстоянии 100-150 мм от шва должно обозначаться несмываемой краской клеймо термиста рядом с клеймом сварщика. При термической обработке сварных стыков трубопроводов должна записываться диаграмма автоматической регистрации температуры. В диаграмму потенциометра ответственный термист-оператор заносит следующие значения: - дату проведения термообработки сварного стыка; - наименование узла, привязки и номер стыка в соответствии с номерами точек на диаграмме; - скорость протяжки ленты самописца; - диаметр и толщину стенки трубы каждого стыка; - марку стали трубы; - фамилию , клеймо и подпись ответственного термиста; - вид нагревателя; - подпись мастера с грифом "принято". 3.27. По окончании смены мастер принимает от термиста диаграммы, подписывает их, сдает ответственному инженерно-техническому работнику, оформляющему документацию, который присваивает каждой диаграмме порядковый номер. 3.28. На основании диаграммы заполняется журнал термообработки и выписывается сертификат. Номер сертификата соответствует номеру диаграммы. 3.29. После завершения термообработки стыка необходимо проверить твердость сварного соединения прибором "Польди". Твердость металла не должна превышать значений, указанных в Технологической Инструкции, проекте, табл.2.4. 3.30. Журнал термообработки и диаграмма сохраняются и являются частью исполнительной технической документации. 3.31. По окончании работ представляют сертификат термической обработки, список термистов с указанием должностей, удостоверений, клейма, а также заключение об уровне твердости вместе с другой исполнительной документацией. 3.32. Дополнительная информация по технологии термической обработки-см. ОСТ 36-50-86 "Трубопроводы стальные технологические. Термическая обработка сварных соединений. Типовой технологический процесс", ВНИИМОНТАЖСПЕЦСТРОЙ. 4. ОСОБЕННОСТИ РВР НА ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДАХ.4.1. Сварочно-монтажные работы при РВР на технологических трубопроводах должны выполняться с учетом требований: - Правил устройства и безопасной эксплуатации технологических трубопроводов (Госгортехнадзор РФ, вводится в действие); - СНиП 3.05.05-84. Технологическое оборудование и технологические трубопроводы; - Проектных решений. 4.2. Учитывая характер расположения заводских трубопроводов (примерные узлы показаны на рис.2.5) необходимо, помимо требований по проведению огневых работ, обеспечения безопасности и других мероприятий, перед проведением РВР разработать план организации сварочно-монтажных работ, включающий: - схему описания демонтажа трубопроводов; - схему установки опор и закрепление трубопровода и арматуры; - схему организации поста сварки, термообработки, контроля качества (просвечиванием); - технологическую карту сварки стыков труб; - мероприятия по обучению операторов, сварщиков, выполняющих работу в конкретных условиях; - мероприятий по технике безопасности . 4.3. Отличием сварки заводских трубопроводов являются: а) особо строгий входной контроль труб, сварочных материалов, запорной, распределительной арматуры, их соответствие проекту и состояние качества; б) установка и надежное закрепление в различных пространственных положениях трубопроводов, деталей в процессе монтажа и сварки, исключающие внешние силовые воздействия на стык и колебания; в) строгое соблюдение технологии сварки стыков труб и контроль сварочных работ на всех этапах.
Рис.2.5. Характерные узлы технологических (заводских) трубопроводов 4.4. Технология сварки должна соответствовать проектным требованиям. Подготовка кромок должна осуществляться механическим путем с применением торцевых переносных машин. 4.5. При монтаже трубопровода сначала следует строго установить на опоры арматуру, закрепить ее, только после этого начать присоединение к ней труб и фасонных деталей. 4.6. Плоскость подготовленного под сварку торца трубной заготовки или детали должна быть перпендикулярна ее оси. Перекос торца относительно оси не должен превышать 0,5 мм. 4.7. Шероховатость поверхности кромок под сварку должна быть Кz80 по ГОСТ 2789-79. Типы, конструктивные элементы и размеры кромок, швов сварных соединений трубопроводов должны соответствовать ГОСТ 16037-80, отраслевым стандартам и рабочим чертежам, утвержденным в установленном порядке. 4.8. Монтировать трубопроводы следует из максимально укрупненных блоков или сборных единиц, сварка которых может осуществляться в удобном положении. 4.9. Конструкция и расположение сварных соединений должны обеспечивать их качественное выполнение и контроль всеми предусмотренными методами в процессе монтажа и эксплуатации. 4.10. При сборке стыков трубопровода подкладные кольца или пластины применять не разрешается. Внутреннее смещение кромок не должно превышать 2,0 мм. 4.11. Дефектные прихватки должны быть удалены механическим способом. Прихватки, выполненные взамен удаленных, должны быть расположены в новых местах. 4.12. Сварные соединения должны контролироваться физическими методами до и после термообработки 100 % просвечиванием и УЗК в соответствии с требованиями проекта. 4.13. При проведении работ на открытой площадке место сварки должно быть защищено от ветра, атмосферных осадков и попадания загрязнений. В зимних условиях для поддержания необходимой температуры окружающего воздуха в рабочей зоне следует использовать временные отапливаемые укрытия (кабины, будки, палатки). 4.14. Сварка горизонтальных стыков трубопроводов должна выполняться специально подготовленными сварщиками. Стык должен выполняться многослойными ("стрингерными") швами (табл.1.8,к). Замки швов в соседних валиках должны быть смещены относительно друг друга. III. ПОДГОТОВИТЕЛЬНЫЕ ТЕХНИЧЕСКИЕ МЕРОПРИЯТИЯ.Подготовительные технические мероприятия (техническое обеспечение) должны разрабатываться и контролироваться в выполнении службами главного сварщика: РАО "Газпром", предприятий, производственных подразделений. От своевременного, квалифицированного выполнения подготовительных мероприятий во многом зависит качество и производительность сварочных работ, а следовательно, работоспособность и надежность эксплуатации газопроводов. Ниже приводятся основные мероприятия. 1. ВХОДНОЙ КОНТРОЛЬ МАТЕРИАЛОВ1.1. Оценка свариваемости труб.1.1.1. Свариваемость труб - это совокупность технологических характеристик основного металла, определяющих его реакцию на изменения, которые происходят при сварке, и способность при определенном технологическом процессе обеспечивать надежное в эксплуатации сварное соединение. Цель оценки свариваемости труб - получение предварительной информации о свойствах сварного соединения. Данные о свариваемости учитываются при разработке технологических Инструкций, рекомендаций по сварке и ремонту газопроводов. Положения настоящего подраздела распространяются на новые марки труб. 1.1.2. Вопросы свариваемости труб, трубных узлов (методы испытаний, тип образцов, объем и условия испытаний, критерии) рассматриваются и устанавливаются Заказчиком при обязательном участии специалистов-сварщиков РАО "Газпром", ВНИИГАЗа и подрядчика, осуществляющего сварочно-монтажные работы на стадиях: а) разработка исходных (технических) требований на поставку труб, трубных узлов; б) рассмотрение и согласование технических условий; в) разработка технологических Инструкций по сварке газопроводов. 1.1.3. При рассмотрении исходных (технических) требований на трубы должны быть определены базовые способы сварки, диапазон режимов сварки, которые должны учитываться при оценке свариваемости металла труб. 1.1.4. При рассмотрении технических условий на трубы организация-изготовитель труб представляет Заказчику для согласования данные испытаний на свариваемость в виде научно-технического отчета. Научно-технический отчет является основанием для согласования и утверждения Технических условий на поставку труб, трубных узлов. 1.1.5. Испытания по свариваемости новых труб могут быть выполнены по договору с другой организацией (институтом), имеющей опыт проведения научно-исследовательских работ по оценке свариваемости металлов. 1.1.6. Один экземпляр научно-технического отчета передается Заказчику для регистрации и учета. 1.1.7. В целях своевременной подготовки к выполнению научно-исследовательских работ, связанной с разработкой технологии сварки (выбора сварочных материалов, оборудования, подготовки производства), Исходные (технические) требования, Технические условия на поставку труб должны рассматриваться и согласовывайся при участии головной организации-подрядчика, ответственной за разработку технологии сварки и выполнение сварочно-монтажных работ. 1.1.8. Организация-разработчик технологии сварки учитывает в своей работе результаты испытаний по свариваемости труб. 1.1.9. Разработанная технологическая Инструкция по сварке трубопроводов (газопроводов) согласовывается с ВНИИГАЗом и утверждается РАО "Газпром". В процессе строительства (проведении РВР) заказчик осуществляет выборочный контроль за соблюдением регламентированных требований по технологии сварки. 1.1.10. При составлении требований по свариваемости рекомендуется использовать термины и определения согласно ГОСТ 2601-84. 1.1.11. Методы испытаний на свариваемость: 1.1.11.1. Испытание механических свойств сварных соединений по ГОСТ 6996-66: а) испытание наплавленного металла (металла шва) на статическое растяжение (с записью диаграммы), с определением предела прочности Gв , МПа (кгс/мм2); предела текучести Gт, МПа (кгс/мм2); относительного удлинения (%), относительного сужения (%); б) испытание различных участков сварного соединения на ударный изгиб КСV(тип IX Шарпи), КСU (тип VI Менаже), Дж/см2 (кгс·м/см2). Для металла шва надрез выполняется по сечению; в) испытание сварного соединения на статическое растяжение с определением предела прочности металла Gв , МПа (кгс/мм2). см. Приложение 3; г) испытание сварного соединения на статический изгиб (град) - см. Приложение 3. 1.1.11.2. Анализ химического состава стали наплавленного металла шва. По содержанию в металле легирующих элементов или группы элементов оценивают (путем сравнения с аналогами) свойства сварного соединения на соответствие установленным требованиям. Производится расчет эквивалента углерода металла по формуле - см. разд.I, п.2.15. 1.1.11.3. Металлографический анализ включает: - получение металлографических снимков различных участков сварного соединения (шов, переходная зона, зона термического влияния) при увеличении X 100, 200, 300; - замер твердости методом Виккерса (ГОСТ 2999-75) при нагрузке 10 кгс (Нv10), определение микротвердости по ГОСТ 9450-76. Целесообразно снимки микроструктуры участков сварного соединения связывать в координатах с номерами обозначения твердости, что позволяет более точно определить состояние структуры металла. 1.1.11.4. Метод испытания на сопротивляемость образованию холодных трещин по ГОСТ 26388-84. Испытания могут производиться при помощи: - пробы "Теккен" (сварка пластины с У-образным надрезом); - изгибом консольного образца на машине ЛТП-2-3 (МВТУ им. Баумана); - пробы "Имплант" (нагружение образца-вставки с надрезом в процессе сварки пластины) или другими методами. 1.1.11.5. Метод оценки влияния сварки плавлением на основной металл по ГОСТ 23870-79. При данном методе имитируется тепловое воздействие сварки на металл. Испытания устанавливают зависимость временного сопротивления (предела прочности), относительного удлинения после разрыва, предела прочности, ударной вязкости, твердости, величины зерна и содержания структурных составляющих от скорости охлаждения (Пример - рис.3.1.). При оценке свариваемости режимы сварки могут быть выражены значениями погонной энергии ПЭ, рассчитанной по формуле:
где I - сила тока, U- напряжение дуги, VСВ - скорость сварки, см/мин.
Рис.3.1. Примерный график зависимости временного сопротивления (Gв), относительного удлинения после разрыва (δ), относительного сужения после разрыва (ψ), твердости (НV), ударной вязкости (ан) и балла зерна (N) от скорости охлаждения для стали35 (по данным ГОСТ 23870-79) 1.1.11.6. Метод испытания на сопротивляемость образованию горячих трещин при сварке по ГОСТ 26389-84. Применение метода рационально при оценке качества новых сварочных материалов (электродов, флюсов, электродных проволок). 1.1.11.7. Испытание механических свойств сварных соединений стыков труб, выполненных в трассовых условиях. Испытание на растяжение и загиб выполняют с целью проверки техники сварки кольцевого стыка при аттестации технологии сварки, квалификационных испытаниях сварщиков. 1.1.11.8 Оценка ремонтопригодности труб путем заварки каверн. Методика: - Имитированная каверна на трубе создается путем механической обработки по форме рис.3.2. Размер Ду ≈ 70 мм, h = 0,6S. - Перед сваркой (заваркой каверны) необходимо выполнить подогрев металла до температуры 100° С. - Наплавка должна включать: первый наплавочный слой, заполняющие слои, контурный шов, облицовочный слой. Первый наплавочный слой (слои) и контурный шов должны выполняться электродами диаметром 2,5-3,25 мм, заполняющий и облицовочный слои - 3,0-4,0 мм на режимах (разд.I, п.3.2). - После завершения сварки (заварки) дефектного участка наружная поверхность/наплавки должна быть ровной, без видимой чешуйчатости, усиление равномерным по всей площади. Высота усиления должна быть 0,7-1,5 мм. - Из заваренной каверны изготавливают образцы для проведения механических испытаний по ГОСТ 6996-66 (рис.3.2). Ударная вязкость проверяется на участках: а) зона термического влияния (переходная зона, поз.2); б) основной металл с внутренней части трубы (поз.1); в) наплавленный металл (поз.3). Критерии качества металла устанавливаются с учетом требований СНиП 2.05.06-85 или по согласованию с Заказчиком, но не менее требований СНиП 2.05.06-85.
Рис.3.2. Схема подготовки образцов для механических испытаний имитированной каверны 1.2. Аттестация сварочных материалов (электродов).1.2.1. Настоящие положения регламентируют входной контроль и аттестацию сварочных электродов с учетом требований: - ГОСТ 9466-75. Электроды покрытые, металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования; - ГОСТ 9467-75. Электроды покрытые, металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы. 1.2.2. Входной контроль сварочных электродов включает: а) испытание и аттестацию новых марок электродов отечественных и импортных, ранее не применяемых для сварки газопроводов; б) проверку электродов серийного производства, поставляемых предприятием, на соответствие утвержденным Техническим требованиям и ГОСТам в сроки согласно табл.3.1. Переаттестация электродов
в) проверку качества покрытия электродов, сварочно-технологических свойств производственными организациями до передачи их в работу. 1.2.3. Испытания и аттестация новых марок сварочных электродов осуществляется лабораторией сварки при головном научно-исследовательском институте ВНИИГАЗ. 1.2.4. Для решения вопроса о целесообразности проведения испытаний новых электродов и их приобретения, разработчик (завод, фирма-изготовитель) должен предварительно представить техническую документацию: - спецификацию (паспортные данные) на электроды опытно-промышленной партии или серийной партии; - результаты предварительной проверки свойств электродов; - информацию о техническом уровне завода-изготовителя. 1.2.5. Разработчик обеспечивает доставку образцов электродов Исполнителю в согласованном количестве для проведения работ. Электроды должны быть надежно упакованы и маркированы. 1.2.6. Исполнитель проводит полный комплекс лабораторных испытаний и исследований в соответствии с программой, а также производственную проверку электродов путем сварки стыков труб сварщиками высокой квалификации. 1.2.7. По результатам испытаний составляется технический отчет. Отчет утверждается руководителем Института. Акт производственной проверки электродов утверждается Главным инженером предприятия, осуществляющего проверку. 1.2.8. При получении положительных результатов испытаний ВНИИГАЗ разрабатывает рекомендации по применению электродов на предприятиях РАО "Газпром", а также корректирует и согласовывает окончательный текст технических требований (спецификацию) на поставку электродов. 1.2.9. Проверка электродов серийного производства (табл.3.1) осуществляется на образцах, полученных от разработчика с сопроводительным письмом и спецификацией. Испытания могут выполняться по сокращенной программе при условии: отсутствуют рекламации и замечания по качеству электродов от производственных организаций, в сертификатных данных не выявлены отклонения от технических требований. 1.2.10. Если в технические требования (спецификацию) вносятся изменения (по химическому составу, механическим свойствам и другим параметрам), они должны быть согласованы с ВНИИГАЗом. 1.2.11. Оценка качества электродов в части точности изготовления, состояния поверхности покрытия, ее прочности, сплошности выполненного данным электродом металла шва, сварочно-технологических свойств - в соответствии с ГОСТ 9466-75: а) покрытие электродов должно быть однородным, плотным, прочным, без вздутий, наплывов, надрывов и трещин; б) на поверхности покрытия электродов допускаются отдельные продольные риски глубиной не более 25% толщины покрытия, а также местные вмятины глубиной не более 50 % толщины покрытия в количестве не более 4 при суммарной протяженности до 25 мм на одном электроде. Две местные вмятины, расположенные с двух сторон от электрода в одном поперечном сечении, могут быть приняты за 1, если суммарная глубина не превышает 50 % толщины покрытия. в) разность толщины покрытия при контроле микрометром определяют в 3 произвольно выбранных местах электрода, смещенных один относительно другого на 50-100 мм по длине и на 120° по окружности. Разность толщины покрытия электрода не должна превышать значений, указанных в табл.3.2. Разность толщины покрытия электродов
г) покрытие не должно разрушаться при свободном падении электрода плашмя на стальную плиту с высоты: - 1,0 м - для электрода диаметром 3,25 мм и менее; - 0,5 м - для электрода диаметром 4,0 мм и более. При этом допускается частичное откалывание покрытия общей протяженности до 5 % длины покрытой части электрода; д) кривизна электродов не должна превышать: - при длине электрода 300 мм - 0,6 мм; - при длине электрода 350 мм - 0,7 мм; - при длине электрода 450 мм - 0,9 мм. 1.2.12. При проверке сварочно-технологических свойств (технологичности) электродов осуществляют сварку соответствующего слоя шва, для которого предназначены контролируемые электроды. Сварку выполняют во всех пространственных положениях на катушках, вырезанных из тех же труб, для которых предназначены электроды, или аналогичных им. 1.2.13. Сварочно-технологические свойства электродов при соблюдении режимов и условий сварки, определенных техническими требованиями (спецификацией), должны удовлетворять следующим требованиям: - дуга легко (с первого зажигания) возбуждается и стабильно горит; - покрытие плавится равномерно, без чрезмерного разбрызгивания (за исключением электродов с целлюлозным видом покрытия), отваливания кусков и образования "козырька", препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях; - образующийся шлак обеспечивает нормальное формирование слоев шва и легко удаляется после охлаждения; - металл шва не имеет трещин, поверхностных пор. Балл оценки: хорошо, удовлетворительно, плохо. 1.2.14. Тип электродов должен быть установлен в соответствии с ГОСТ 9467-75: Э42А, Э46А, Э50А, ...Э70, который регламентирует: предел прочности, минимальное удлинение, ударную вязкость. 1.2.15. Оценка ударной вязкости наплавленного металла, металла шва должна выполняться путем испытаний образцов типа IX по ГОСТ 6996-66 (Шарпи) при температурах: +20°, -20° и -40° С (основные температуры*). Другие температуры испытания, испытания образцов типа VI (Менаже) в интервале температур +20°... -60° С являются дополнительными. * При указанных температурах рекомендуется испытывать максимальное количество образцов. 1.2.16. Предельные минимальные значения ударной вязкости устанавливаются с учетом требований СНиП 2.05.06-85 и условий эксплуатации сварных соединений. 1.2.17. Требования у условиям хранения электродов - табл.3.3. Хранение сварочных электродов
Технические данные электродов.
Рис.3.3. Сварочный электрод: 1 - стержень, 2 - участок перехода, 3 - покрытие, 4 - контактный торец без покрытия
Рис.3.4.Определение разности толщины покрытия е: e = S – S1 1.3. Флюсы, сварочная проволока.1.3.1. Аттестация новых марок флюсов и сварочных проволок осуществляется на стадии оценки свариваемости труб, разработки технологии сварки. 1.3.2. Сварочно-технологические свойства флюса и проволоки должны обеспечивать стабильный процесс автоматической сварки, хорошую отделяемость шлака, соответствующие параметры шва, механические свойства сварного соединения при сварке конкретных типов трубных сталей. 2. АТТЕСТАЦИЯ ТЕХНОЛОГИИ (ПРОЦЕДУР) СВАРКИ.2.1. Все новые технологии сварки, технологические решения по сварке газопроводов должны быть аттестованы в соответствии с рекомендациями ВНИИГАЗа. 2.2. Аттестация включает: - разработку технологической карты, которая включает основные параметры технологии сварки (см. Приложение 12); - сварку стыков б производственных условиях в соответствии с технологической Инструкцией, технологической картой; - проверку качества сварки стыков просвечиванием, УЗК; - испытание образцов сварного соединения: на растяжение, изгиб, ударную вязкость (по Шарпи, Менаже); - замер твердости металла. 2.3. Приемочные критерии, условия их проверки, особенно по ударной вязкости (твердости), должны быть предварительно согласованы с Заказчиком и отражены в акте. На стадии аттестации технологии сварки должен быть установлен также максимальный процент ремонта стыков при выполнении работ (разд.I, п.8.1.5.). 3. ЭКСПЛУАТАЦИЯ СВАРОЧНОГО ОБОРУДОВАНИЯ.3.1. Служба главного сварщика должна способствовать внедрению и рациональному использованию сварочного оборудования, средств механизации с целью повышения производительности и качества сварочно-монтажных работ. 3.2. Применение новой сварочной техники и оборудования должно быть технически и экономически обосновано. Режим эксплуатации сварочного оборудования должен соответствовать паспортным данным и Инструкции по эксплуатации оборудования. 3.3. Профилактический осмотр, техническое обслуживание источников питания, сварочных агрегатов, преобразователей, сварочных головок и пр. должны выполняться в соответствии с регламентом квалифицированными электриками, механиками с записью в журнале о выполненных работах (Приложение 11). 3.4. При работе в трассовых условиях и на промплощадках оборудование необходимо помещать в кунг и специальные укрытия с целью защиты от пыли, дождя, снега. В запыленных местах, местах движения транспорта рекомендуется участок периодически поливать водой. 3.5. Транспортировка сварочных установок и агрегатов на большие расстояния должна осуществляться с применением амортизаторов и надежной строповки. После транспортировки оборудование должно пройти профилактический осмотр. 3.6. Приборы контроля параметров режима сварки (вольтметр, амперметр) должны периодически проверяться (сверяться) с контрольным прибором. 3.7. Необходимо ежедневно проверять перед работой состояние проводов заземления, зануления, работу приборов контроля изоляции УКИ. 3.8. Не реже 1 раза в неделю следует проверять состояние силового кабеля, клемм, сварочных кабелей. Своевременно выполнять их профилактический ремонт. 3.9. Электрический кабель ("земля") должен надежно контактировать с металлом трубы (+), (-). Соединение следует осуществлять при помощи скобы с винтовым прижимом, выполненным из латуни или стали с медными контактами. Это позволяет поддерживать стабильный режим, а, следовательно, и качество сварки. 3.10. Хранение и профилактика сварочного оборудования должна выполняться в специальных помещениях, отапливаемых в осенне-зимний период. 3.11. Следует категорически запрещать разукомплектовку оборудования. 3.12. При выполнении вспомогательных операций (зачистка шлака в стыках, фигурная резка, газовая и механическая обработка кромок под сварку, вырезка технологических отверстий и пр.) следует широко внедрять средства малой механизации: переносные машины, шлифмашинки, машинки механической обработки кромок. 3.13. Лица, ответственные за сварочное оборудование, должны периодически (не реже 1 раза в три года) обучаться на курсах повышения квалификации для поддержания соответствующего уровня знаний. IV ОХРАНА ТРУДА.1. Основными опасностями и вредностями при сварке являются поражения электрическим током, термические ожоги, отравления сварочным аэрозолем и др. 2. При выполнении всех видов сварочных и подготовительных работ на магистральных, промысловых и технологических газопроводах необходимо строго руководствоваться следующими нормативными документами: - Типовой Инструкцией по безопасному ведению огневых работ на газовых объектах Мингазпрома. Главгоснадзор. 1988; - СНиП III-А . II-80. Техника безопасности в строительстве. М.; Стройиздат, 1980; - Правилами техники безопасности при строительстве магистральных трубопроводов. М.: Госиздат, 1982; - ГОСТ 12.3.003-86 "ССБТ - работы электросварочные. Требования безопасности"; - Правилами техники безопасности и производственной санитарии при электросварочных работах. М.: Машгиз, 1966: - ГОСТ 12.0.004-90 "ССБТ. Организация обучения безопасности труда. Общие положения"; - Санитарными правилами при сварке, наплавке, резке металлов. М: Медицина, 1973; - Правилами безопасности при эксплуатации магистральных газопроводов. М.: Мингазпром, 1985; - Правилами пожарной безопасности в РФ, 1994; - Единой системой управления охраной труда в газовой промышленности, 1985; - Правилами охраны магистральных трубопроводов, Госгортехнадзор, 1992. 3. К работам по электросварке могут быть допущены квалифицированные сварщики не моложе 18 лет, прошедшие медицинское освидетельствование, сдавшие экзамен в объеме "Правил аттестации сварщика", Госгортехнадзор России, М.: НПО ОБТ, 1993. 4. Каждый работник может быть допущен к работе после прохождения: - вводного инструктажа; - целевого обучения по охране труда для работ с повышенной опасностью; - проверки знаний (положительная оценка); - инструктажа на рабочем месте; - стажировки. В процессе работы работник должен проходить: - повторный инструктаж; и периодическое мед освидетельствование по видам работ и по профессии; - ежегодную проверку знаний (положительная оценка). 5. Наряд-допуск на проведение газоопасных работ и огневых работ оформляется в соответствии с Типовой Инструкцией по безопасному проведению огневых работ на взрывоопасных объектах Госгортехнадзора /17/. Все мероприятия в части обеспечения работающего персонала индивидуальными и коллективными средствами защиты, предусмотренные нарядом-допуском, должны быть выполнены. 6. Члены сборочно-сварочной бригады должны быть обеспечены индивидуальными и коллективными средствами защиты, а также удобной спецодеждой и спецобувью в соответствии с действующими Типовыми отраслевыми нормами бесплатной выдачи спецодежды, спецобуви и предохранительных приспособлений. 7. При выполнении сварочных работ в траншее должны быть вырыты боковые ниши и приямки. При выполнении сварочных работ на бровке траншеи трубы должны укладываться на инвентарные подставки. 8. К выполнению работ по строповке труб и других грузов могут быть допущены только рабочие, прошедшие курс обучения, сдавшие экзамены квалификационной комиссии и получившие удостоверение строповщика. Строповка должна производиться инвентарными стропами в соответствии с утвержденными схемами строповки. 9. Передвижные электростанции, электросварочные агрегаты, установки и другое электросварочное оборудование, а также сварочные стеллажи и стенды должны быть надежно заземлены и должны эксплуатироваться с учетом Правил техники безопасности при эксплуатации электроустановок потребителей, утвержденных Главгосэнергонадзором. Эксплуатация оборудования должна выполняться в строгом соответствии с паспортными данными, Инструкцией по эксплуатации. 10. Перед началом работы необходимо особо тщательно проверять целостность электроизоляции всех проводов. 11. Баллоны с ацетиленом, кислородом и сжиженными газами (не более 2 шт.) следует располагать не ближе 10 м от места огневых работ в соответствии с направлением ветра, с разрывом между ними не менее 5 м. Место расположения баллонов должно быть защищено от прямых солнечных лучей. 12. При плазменной резке следует строго выполнять требования по технике безопасности, указанные в Инструкции по эксплуатации оборудования типа: АРС-4, УПС-100А и др. 13. К работе с оборудованием плазменной резки могут быть допущены лица в возрасте не моложе 18 лет, прошедшие обучение по специальной программе и проверку знаний, имеющие соответствующие удостоверения на право работы. 14. При резке трубопроводов следует принимать меры защиты от упругого расхождения концов труб (удара) путем их строповки или установки упоров. 15. При стыковке труб на стеллажах запрещается держать руки в световом пространстве между торцами труб. 16. Перед автоматическим сбрасыванием готовой секции необходимо подавать звуковой сигнал. , 17. Плети сваренных труб должны быть размещены на расстоянии не менее 1,5 м от края траншеи. 18. Подваривать стык ручной электродуговой сваркой разрешается внутри трубопровода диаметром 1020 мм и выше только при полном отсутствии газа с обязательным соблюдением следующих требований: - рабочий внутри трубопровода передвигается на тележке на расстояние не более 36 м от торца трубопровода; - у торца трубопровода должны постоянно находиться двое рабочих для страховки, поддерживающих сигнальную связь со сварщиком, работающим внутри трубопровода; - освещение внутри трубопровода должно быть от источника питания напряжением не более 12 В; - электросварщикам следует использовать исправные стандартные электродержатели. 19. При работе с шлифмашинкой (зачистка кромок, ремонт швов и др.) следует пользоваться защитными очками. 20. К производству термитных сварочных работ допускаются лица из персонала служб ЭХЗ, ознакомленные с настоящей Инструкцией и правилами производства огневых работ на МГ, прошедшие проверку знаний правил техники безопасности. 21. Термитная смесь к термитные спички при приварке выводов ЭХЗ должны храниться раздельно в герметической упаковке. При необходимости разрешается просушка термитной смеси в течение 40-50 минут при температуре 100-120 °С. Просушка термитных спичек категорически запрещается. 22. Для поджига термосмеси на газопроводе под давлением обязательно применение дистанционного поджига. При этом персонал и пульт управления поджигающим устройством должны быть удалены от оси газопровода не менее, чем на 300 м. 23. До начала ремонтно-восстановительных работ на газопроводах, транспортирующих сероводородосодержащий газ, руководители производственной организации должны разработать и осуществить мероприятия по безопасному ведению работ в условиях газовой опасности. 24. При проведении термообработки сварных стыков газопроводов электрическими печами сопротивления, питаемыми токами промышленной частоты, необходимо выполнять следующие правила техники безопасности: - все работы по включению, отключению оборудования поста термообработки и управлению должны выполнять термисты, прошедшие специальную подготовку и практическое обучение, а также имеющие удостоверение на право производство термической обработки сварных стыков; - все электроустановки должны быть заземлены; - питающее напряжение нагревателей должно быть не более 36 В на переменном токе и не более 110 В на постоянном токе; - подключение и ремонт электроустановок должен выполнять специалист - электрик. ЛИТЕРАТУРА1. СНиП 2.05.06-85. Магистральные трубопроводы. ЦИТП Госстроя СССР, 1985. 2. СНиП III-42-80. Строительные нормы и правила. Правила производства работ. Магистральные трубопроводы. М.: Стройиздат. 1981. 3. РД 51-108-86. Инструкция по технологии сварки и резки труб при производстве ремонтно-восстановительных работ на магистральных газопроводах. М.: ВНИИГАЗ, 1986. 4. ВСН 006-89. Строительство магистральных и промысловых трубопроводов. Сварка. М.: Миннефтегазстрой, 1989. 5. Типовая инструкция по безопасному ведению огневых работ на газовых объектах Мингазпрома. М.: Главгосгазнадзор, 1988. 6. Инструкция по производству строительных работ в охранных зонах магистральных трубопроводов РАО "Газпром". М.: Главгосгазнадзор, 1992. 7. Инструкция по применению стальных труб в газовой и нефтяной промышленности. М.: ВНИИГАЗ, ВНИИСТ, 1992. 8. ВСН 1-84. Тройники и тройниковые соединения. К.: ВНИПИТРАНСГАЗ, 1984. 9. Инструкция по отбраковке труб при капитальном ремонте линейной части магистральных газопроводов. М.: ВНИИГАЗ, 1982. 10. Формы исполнительной документации на скрытые работы при сооружении магистральных трубопроводов. М.: Госгазинспекция, 1975. 11. Правила аттестации сварщиков. М.: Госгортехнадзор России, 1993. 12. Инструкция по техническому освидетельствованию аккумуляторов газа ГСС-1-1-10, 0-25У-001 при эксплуатации автомобильных газонаполнительных компрессорных станций (АГНКС) РД 51-553-94. М., ВНИИГАЗ. 13. Инструкция по производству взрывных работ с применением труборезов кольцевых кумулятивных наружных для резки газопроводов. К., 1982. 14. ВСН 012-88. Контроль качества и приемка работ (часть I, ВНИИСТ). Миннефтегазстрой. 15. Рабочая Инструкция по организации и проведению огневых работ на объектах добычи, транспорта газа и конденсата, содержащих сероводород. Оренбург: ГПОГПУ, 1993. 16. Правила аттестации специалистов неразрушающего контроля, утвержденные Госгортехнадзором России от 18.08.92. 17. Типовая Инструкция по организации безопасного проведения огневых работ на взрывоопасных и взрывоогнеопасных объектах Госгортехнадзора, утвержденная 07.05.74. Приложение 1.(Отдельное, см. т.2) ТРУБЫ ДЛЯ ГАЗОПРОВОДОВ1. Магистральные, промысловые трубопроводы: 1.1. Указания по применению стальных труб в газовой промышленности ВСН 1-7.73. М., 1973. 1.2. Инструкция по применению стальных труб в газовой и нефтяной промышленности. М., 1979. 1.3. Инструкция по применению стальных труб в газовой и нефтяной промышленности М., 1983. 1.4. Инструкция по применению стальных труб в газовой и нефтяной промышленности. М., 1988. 1.5. Инструкция по применению стальных труб в газовой и нефтяной промышленности. М., 1992. Приложение 1aТРУБЫ ДЛЯ ГАЗОПРОВОДОВ, ТРАНСПОРТИРУЮЩИХ СЕРОВОДОРОДОСОДЕРЖАЩИЙ ГАЗТаблица 1 ХИМИЧЕСКИЙ СОСТАВ МЕТАЛЛА ТРУБ
Таблица 2 МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ТРУБ
Приложение 2СВОЙСТВА НАПЛАВЛЕННОГО МЕТАЛЛА ЭЛЕКТРОДАМИ
* Гарантированные минимальные значения ** Для опытно - промышленной партии Приложение 3.ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ СВАРНЫХ СОЕДИНЕНИЙ.1. Вырезка образцов. 1.1. Вырезка образцов осуществляется по схеме, указанной на рис.1 (СНиП III-42-80).
Рис.1. Схема отбора образцов для механических испытаний сварных соединений труб диаметром: а) до 400 мм; б) от 400 мм до 1000 мм; в) 1000 мм и более: 1 - образец для испытаний на растяжение; 2 - образец для изгиба корнем шва наружу или на ребро; 3 - образец для изгиба корнем шва внутрь или на ребро. Примечание. На поворотных стыках образцы вырезают равномерно по периметру стыка. 1.2. Необходимое количество образцов для испытаний: на растяжение, изгиб (корнем внутрь, корнем наружу и на ребро) приведено в табл.1.
2. Испытания на статическое растяжение. Размеры образцов должны соответствовать данным рис.2 и табл.2.
3. Испытания на статический изгиб. 3.1. Размеры образцов должны соответствовать данным рис.3 и табл.3.
Рис.2. Эскизы образцов (а и б) для механических испытаний сварных соединений на растяжение (размеры даны в табл.2) по ГОСТ 6996-66: а - тип XII; б - тип XIII
Рис.3. Эскизы образцов для механических испытаний сварных соединений на изгиб по ГОСТ 6996-66; а - корнем шва наружу или внутрь; б - на ребро; 1 - длина рабочей части образца, равная 0,33L 3.2. Выбор нагружающей оправки в соответствии с табл.4. Данные для выбора диаметра нагружающей оправки
4. Испытания на ударную вязкость (KCV, KCU). 4.1. Образцы для испытаний изготавливаются согласно рис.4. Испытания выполняются по ГОСТ 6996-66. 4.2. Размеры образцов - рис.5, рис.6.
Рис.4. Схема расположения образцов
Рис.5. Образец тип IX ГОСТ 6996-66 (Шарпи)
Рис.6. Образец тип VI ГОСТ 6996-66 (Менаже) Примечание. Для труб с толщиной стенки S<10 мм допускается применение образцов размером 5x10 мм Приложение 4.МЕТОДЫ ИСПЫТАНИЙ НА КОРРОЗИОННУЮ СТОЙКОСТЬ1. Оценка коррозионной стойкости по NACE ТМ-01-77 (МСКР-01-85) 1.1. Испытания образцов (рис.1) проводят на установке при постоянной нагрузке в коррозионной среде NACE с рН=3,0-4,5. Длительность испытаний образцов без разрушения устанавливается 720 ч. Результаты испытаний по указанной методике обычно представляются в цифрах, показывающих, какую долю от предела текучести на воздухе выдерживает образец, помещенный в раствор. 1.2. Уровень напряжений может устанавливаться: - для наплавленного металла (проверка сварочных материалов, рис.2,а), К=0,6...0,85 от фактического предела текучести; - для сварного соединения (рис.2,б) К=0,6...0,95 от нормативного предела текучести основного металла. 2. Оценка коррозионной стойкости по NACE TM-02-84 (водородное растрескивание). 2.1. Образец (темплет) размером 120x20 мм, вырезанный поперек шва и обработанный полировкой, помещается на 96 ч в специальный раствор (рис.3). Испытания проводят при температуре 25°С в коррозионной среде NACE. 2.2. На шлифе образца, сделанном после извлечения из раствора, длина и высота ступенчатых трещин определяется в соответствии рис.4. Вычисляются относительные показатели трещин: - длина - толщина
Рис.1. Испытания образцов на коррозионную стойкость по NACE ТМ-01-77 (МСКР-01-85)
Рис.2. Схема расположения образцов при испытании: а - наплавленного металла, б - сварного соединения
Рис.3. Испытания образцов на коррозионную стойкость по NACC ТМ-02-84
Рис.4. Расположение трещин при определении CLR, CTR
Рис.5. Зависимость парциального давления сероводорода от его концентрации при различных рабочих давлениях газа в трубопроводе (ВСН 006-89) Приложение 5.МЕТОДИКА СОРТИРОВКИ ТРУБ ПО ДИАМЕТРАМДля повышения точности сборки стыков труб под сварку (особенно при капремонте газопровода), все трубы одного нормативного значения Дн, поступающие на площадку или на трассу, целесообразно сортировать на группы с определенным шагом отклонений от нормативного диаметра. При сборке стыков подбирают соответствующие номера групп, обеспечивающие минимальное расхождение по диаметрам. Сущность методики: а) задаются шагом отклонений от нормативного диаметра Дн ( к периметру 0; -1,5; -3,0; +1,5; +3,0 мм и т.д.); б) рассчитывают соответствующие длины периметров, которые заносятся в таблицы или отмечаются на шкале. Нумеруются группы (к примеру, 1...5); в) при сортировке труб замеряют у каждой кромки длину периметра при помощи гибкой металлической линейки. Полученное значение сравнивают с табличным и определяют номер группы; г) номер группы наносят мелом или краской на конце трубы (рядом с кромкой). Трубы с маркировкой поступают на сборку; д) оператор при сборке стыка подбирает соответствующие концы труб, обеспечивающие минимальное расхождение по диаметрам. В таблице приведены расчетные данные периметров труб 114-1420 мм по наружному диаметру, которые могут быть использованы в работе (с учетом нормативных требований). Из таблицы следует, что для центровки целесообразно применять трубы одинаковых номеров групп или рядом расположенных номеров (1-1 или 1-2; но не 1-3, 1-5 и т.д.). Длины периметров труб при различных диаметрах
Примечание: Если при практических замерах длина периметра точно не соответствует значению, указанному в таблице, то следует указывать группу, соответствующую большему отклонению от Дн. Приложение 6.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МАТЕРИАЛОВ ДЛЯ ТЕРМИТНОЙ ПРИВАРКИ ВЫВОДОВ ЭХЗ1. Применяемые материалы : а) Железный термит - для приварки выводов ЭХЗ на трубах из сталей с временным сопротивлением разрыву менее 539 МПа . Состав смеси: - окись железа (III) (ЧДА) - 72,5 %; - крупка алюминиевая первичная АКП, ТУ48-5-38-78 - 18%; - порошок магниевый (высокой очистки) МПФ-4 Т1 ТУ 48-10-16-80 - 4,5%; - ферромарганец молотый пассивированный для производства электродов ФМn 1,0 ТУ 14-5-87-77 (содержание Мn - 80 %) - 5 %; Номинальная масса одной порции железного термита - 40 г; Минимальная масса - 39 г, максимальная масса - 43 г. б) Медный термит - для приварки выводов ЭХЗ на трубы из сталей с временным сопротивлением разрыву свыше 539 МПа. Состав смеси: - медь (II) окись (порошок) (ЧДА) ГОСТ 16539-79 - 66,7%; - алюминиевая крупка первичная АКП, ТУ 48-5-38-78 - 8,4%; - порошок медный электролитический ПМС–Н ГОСТ 4960-75 - 11,6%; - ферромарганец молотый пассивированный для производства электродов ФМn 1,0 ТУ 14-5-87-77 (содержание Мn - 80%) - 13,3%; Номинальная масса одной порции медного термита - 54 г; Минимальная масса - 52 г, максимальная масса - 54 г. в) Выводы ЭХЗ - в качестве выводов ЭХЗ, привариваемых термической сваркой используются прутки из низкоуглеродистых сталей диаметром от 6 до 12 мм. В случае использования медного термита возможно применение медного прутка диаметром 6-8 мм. 2. Тигель - форма для выполнения сварки. Тигель - форма изготавливается из электродного графита ЭГ-0, ЭГ-1, ЭГ-2, обладающего высокой жаростойкостью. Тигель-форма ТФТ снабжается магнитными башмаками для удержания на трубе во время сварки. Исправная тигель-форма должна иметь плотное прилегание графитных вкладышей по всей длине разъема, опорный торец тигель-формы должен быть выполнен по радиусу трубы. Притирку можно производить с помощью наждачной шкурки, уложенной на трубы соответствующего диаметра. Для поджига термита применяются термитные спички. Мембрана изготавливается из низкоуглеродистой стали или меди толщиной 0,3+/-0,2 мм по диаметру камеры сгорания тигель-формы. Приложение 7 ОбязательноеЖУРНАЛ обследования___________________нитки газопровода _________________диаметром_________мм на участке от_________км до_________км
Приложение 8Журнал регистрации результатов контроля допускаемых заварок
Приложение 9 (Обязательное)
Приложение 10 (Обязательное)Журнал по приварке выводов ЭХЗ
Гл. инженер ЛПУ Инженер службы ЭХЗ Приложение 11 РекомендуемоеЖУРНАЛ
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||


































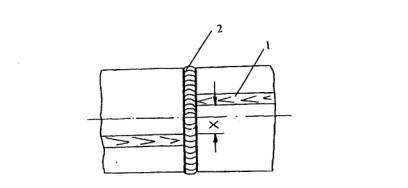


















|
NN пп |
Дата |
Наименование сварочного оборудования |
Марка, тип |
Выявленные недостатки |
ФИО |
Подпись |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
Приложение 12 Рекомендуемое
ОПЕРАЦИОННАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА
/пример заполнения/
СОГЛАСОВАНО: УТВЕРЖДАЮ:
|
ОБЪЕКТ: ОБУСТРОЙСТВО АГКМ 2-я ОЧЕРЕДЬ |
|||||
|
ТРУБОПРОВОД |
|
||||
|
ПРОКЛАДКА |
|
ПОДЗЕМНАЯ |
|
||
|
|
|||||
|
ХАРАКТЕРИСТИКА
ТРУБ |
|
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ И ФОРМА ШВА |
|||
|
Спецификация |
Диаметр, мм |
Толщина стенки, мм S |
Марка трубной стали |
Предел прочности кгс/мм2 (МПа) |
Эквивалент углерода |
|
|
М15 |
406,4 |
20,62 |
X42NS |
42,2 (415) |
0,38 |

ПЕРЕЧЕНЬ ОПЕРАЦИЙ СБОРКИ И СВАРКИ
|
№№ пп |
ОПЕРАЦИИ |
СОДЕРЖАНИЕ ОПЕРАЦИЙ И ТРЕБОВАНИЯ |
ОБОРУДОВАНИЕ И ИНСТРУМЕНТЫ |
|
1 |
Очистка полости труб |
- Внутреннюю полость очистить от земли, снега и других загрязнений |
Приспособление |
|
2 |
Входной контроль труб |
- Все трубы подлежат визуальному контролю: маркировка труб, наружный диаметр и толщина стенки должны соответствовать проекту |
Измерительный инструмент |
|
- Риски и царапины на теле трубы должны быть исправлены шлифованием, при этом толщина стенки не должна быть менее 20 мм |
Шлифмашинка |
||
|
- Задиры и вмятины должны быть вырезаны. После вырезки произвести шлифовку кромок |
Газовый резак, шлифмашинка |
||
|
3 |
Подготовка торцов труб |
- Кромки труб и прилегающую к ним поверхности труб, шириной не менее 25 мм, зачистить до чистого металла |
Механическая щетка, напильник |
|
4 |
Предварительный подогрев |
- Произвести предварительный подогрев концов труб до 175° С |
Кольцевой подогреватель, термокарандаш или контактный термометр |
|
5 |
Сборка труб |
- Сборку труб осуществлять на наружном центраторе |
Центратор |
|
- Величина внутреннего смещения не должна превышать 1,6 мм |
Шаблон СШ |
||
|
- Величина зазора должна быть 1,5-3,0 мм |
Шаблон СШ |
||
|
- Снятие центратора производить после сварки 50% корневого прохода |
|
||
|
6 |
Сварка труб |
- Перед прихваткой проверить температуру подогрева, она должна быть не ниже 175°С. Произвести прихватку целлюлозными электродами Е7010. Поверхность и концы прихваток зашлифовать |
Термометр ТП-1 (ТП-2), термокарандаш |
|
- Минимальное количество прихваток - 4. Длина прихватки -100 мм |
|
||
|
- Количество сварщиков на 1 стык – 2 |
|
||
|
- Выполнить сварку корневого слоя шва электродами целлюлозного типа Е7010. Направление сварки -сверху-вниз |
|
||
|
- Произвести сварку горячего прохода целлюлозными электродами Е7010. Направление сварки - сверху вниз |
|
||
|
- Зачистку шва после горячего прохода и последующих слоев производить механической щеткой - Выполнить сварку заполняющих и облицовочного слоев электродами целлюлозного типа Е7010 |
Механическая щетка |
||
|
- Минимальное количество проходов - 15 |
|
СВАРОЧНЫЕ МАТЕРИАЛЫ, РЕЖИМЫ ПРОКАЛКИ И СВАРКИ
|
Назначение |
Тип электрода |
Диаметр, мм |
Прокалка °С |
Время, ч |
Сварочный ток, А |
|
Корневой слой |
Е7010 |
4,0 |
90 |
1,5 |
100-140 |
|
"Горячий" проход |
Е7010 |
4.0 |
|
|
130-170 |
|
Заполняющие слои |
E70I0 |
4,0 |
|
|
120-160 |
Примечание. 1. Все сварные стыки подвергаются 100% контролю радиографическим методом.
2. Время между сваркой корня и горячего прохода, а также между "горячим" проходом и 1-ым заполняющим проходом не должно превышать 5 мин
3. Все стыки должны быть сварены полностью до конца смены. Не допускается оставлять незаверенными стыки после окончания смены.
4. По окончании сварки сваренный стык необходимо укрыть теплоизоляционным матералом.
5. ВСЕ сваренные стыки подвергаются термообработке: нагрев до 595-650° С, выдержка 42 мин
ГЛАВНЫЙ СВАРЩИК
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/46371
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|