
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
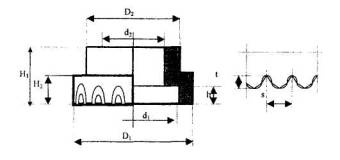
Вернуться в "Каталог СНиП"ТУ 1501-002-00041571-2002 Керамические огнеупорные кольца для мостостроения. Технические условия.Корпорация «Трансстрой»КЕРАМИЧЕСКИЕ
ОГНЕУПОРНЫЕ КОЛЬЦА
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Показатель |
Допуск, мм |
Размеры основных частей кольца при диаметре "упора", мм |
||||
|
16 |
19 |
20 |
22 |
25 |
||
|
D1 |
+1,0, -1,0 |
30 |
30,8 |
30,8 |
39 |
41 |
|
D2 |
+1,0, -1,0 |
26 |
26 |
26 |
30,7 |
35,5 |
|
d1 |
+0,5, -0,5 |
23,5 |
25 |
25 |
28 |
31 |
|
d2 |
+0,5, 0 |
16,3 |
19,4 |
20,5 |
22,8 |
26 |
|
Н1 |
+0,5, -0,5 |
13 |
16,7 |
16,7 |
18,6 |
21 |
|
н2 |
+0,5, -0,5 |
8,5 |
12 |
12 |
14 |
16,5 |
|
h1) |
+0,5, -0,5 |
6 |
10 |
10 |
12 |
15 |
|
s1) |
+0,1, -0,1 |
4 |
5 |
5 |
6 |
7 |
|
t1) |
+0,1, -0,1 |
1,5 |
2 |
2 |
2,5 |
3 |
Примечание:1) - размер дан факультативно.
Допускается изготавливать керамические кольца, у которых диаметр верхней части равен диаметру нижней части (D2 = D1).
Форму, размеры и количество газоотводящих отверстий допускается изменять при условии обеспечения необходимой суммарной площади отверстий и после проверки качества формирования кольцевого валика.
Овальность наружного и внутреннего диаметров не должна превышать предельных отклонений для соответствующих диаметров.
Радиусы переходов определяются инструментом.
2.3. Для изготовления колец следует применять кордиеритовую керамику с содержанием кордиерита 55-65 % на основе многокомпонентных спеков основных, амфотерных и кислых окислов (2MgO, 2Аl2О3, 5SiO2) в сочетании с простыми окислами и их модификациями.
Допускается использование других видов керамики с заменой основного окисла MgO на СаО дополнительным введением рутила при обеспечении нейтральности химического состава керамики по отношению к расплавленному металлу. При этом физико-механические характеристики керамики должны соответствовать требованиям настоящих Технических условий.
Компоненты керамики не должны плавиться в процессе приварки упоров и не должны вступать в металлургическую реакцию с металлом шва.
2.4 Физико-механические характеристики керамики должны отвечать указаниям табл. 2.
Таблица 2
|
Наименование показатели |
Допустимые значения |
|
Пористость, %, не более |
32 |
|
Термостойкость при Т=1200 °С на воздухе, теплосмен, не менее |
10 |
|
Водопоглащение, %, не более |
17 |
Керамическое кольцо должно выдерживать удельное давление испытательной нагрузки не менее 15 МПа.
2.5 Керамические кольца изготавливают прессованием формовочной смеси с последующим обжигом.
3. ПРАВИЛА ПРИЕМКИ
3.1. Приемку колец осуществляют партиями. Партия должна состоять из изделий одного типоразмера, изготовленных по единому технологическому процессу на однотипном оборудовании с использованием компонентов из одних партий. Размер партии определяется заводом-изготовителем колец, но не более 10 тысяч штук.
3.2. При приемочном контроле проверяют:
- геометрические размеры колец;
- состояние поверхности колец;
- состояние опорной поверхности колец, правильность формирования отверстий дегазации и зубцов между ними;
- физико-механические характеристики керамики.
3.3. Для визуально-измерительного контроля колец от партии отбирают 2% изделий.
3.4. Для контроля физико-механических характеристик керамики от партии отбирают по 3 кольца для каждого вида испытаний.
3.5 В случае обнаружения брака в проверенном количестве колец, проверку производят на удвоенном количестве колец данной партии. В случае обнаружения брака на удвоенном количестве колец вся партия бракуется. Допускается пересортировка забракованной партии с последующей приемкой.
3.6 На каждую партию керамических колец должен быть оформлен сертификат, в котором должны быть указаны:
- номер и дата оформления сертификата;
- фирма (завод) изготовитель;
- наименование, типоразмер и марка изделия;
- физико-механические характеристики керамики;
- количество колец в партии.
4. МЕТОД ИСПЫТАНИЙ
4.1. Состояние поверхностей керамических колец следует оценивать визуально без применения увеличительных приборов.
Браковочными признаками являются:
- любые дефекты опорной плоскости кольца: неправильно сформированные отверстия дегазации, неполные зубцы между ними, неперпендикулярность опорной плоскости вертикальной оси кольца;
- любые трещины и механические повреждения на поверхности кольца;
- отклонения сверх допустимых пределов следующих размеров кольца:
- наружного диаметра кольца;
- высоты кольца;
- диаметра отверстия для "упора";
- овальности наружного и внутренного диаметра;
4.2. Линейные размеры колец надлежит контролировать штангенциркулем по ГОСТ 166-89 с погрешностью ±0,05 мм.
Диаметр следует измерять в двух взаимоперпендикулярных направлениях. Овальность следует оценивать только для верхней части кольца (D2 и d2) как разность между наибольшим и наименьшим значениями.
4.3.Определение физико-технических характеристик керамики следует производить:
пористость - по ГОСТ 473.4-81;
термостойкость - по ГОСТ 473.5-81;
водопоглощение - по ГОСТ 473.3-81;
4.4. Прочность керамического кольца определяют при испытании на сжатие. Нагрузку прикладывают к верхней плоскости керамического кольца через распределительное кольцо (штамп), ширину которого принимают равной 0,5(D1-D2). При испытании керамическое кольцо должно быть установлено нижней плоскостью с газоотводящими отверстиями на ровное металлическое недеформируемое основание.
Удельное разрушающее давление определяют как отношение нагрузки, при которой произошло разрушение кольца, к площади опирания испытательного штампа на керамическое кольцо.
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1 Керамические кольца следует упаковывать в герметичную тару, предохраняющую кольца в процессе транспортировки и хранения от воздействия влаги и механических повреждений. Керамические кольца укладывают в тару послойно, через прокладки. Тара с керамическими кольцами не подлежит кантовке.
5.2 Каждая единица тары должна быть снабжена биркой (этикеткой) с указанием наименования изделия, типоразмера, номера партии, количества изделий в таре и веса. Транспортная маркировка по ГОСТ 14192.
5.3 Транспортировку колец производят на крытом подвижном составе в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
5.4 Керамические кольца следует хранить в сухом отапливаемом помещении в транспортной таре при температуре не ниже +10 °С. Керамические кольца не должны подвергаться воздействию влаги и горюче-смазочных материалов.
6. НОРМАТИВНЫЕ ССЫЛКИ
|
ТУ 1200-001-00041571-2002 |
упоры в виде круглых стержней с головкой для мостостроения. |
|
ISO 13918 |
Сварка. Шпильки и керамические огнеупорные шайбы для дуговой приварки шпилек. |
|
Штангенциркули. Технические условия. |
|
|
ГОСТ 473.3 |
Изделия технические химически стойкие и термостойкие керамические. Метод определения водопоглощения. |
|
ГОСТ 473.4 |
Изделия технические химически стойкие и термостойкие керамические. Метод определения кажущейся плотности и кажущейся пористости. |
|
ГОСТ 473.5 |
Изделия технические химически стойкие и термостойкие керамические. Метод определения термической стойкости. |
|
ГОСТ 14192 |
Маркировка грузов. |
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/48396
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|