
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"СТО-ГК Трансстрой 005-2007 Стальные конструкции мостов. Технология монтажной сварки.Группа компаний «Трансстрой» СТО-ГК «Трансстрой»-005-2007 Стандарт организации Стальные
конструкции мостов. Москва 2007 Содержание Предисловие1 РАЗРАБОТАН POO «Научно-техническая ассоциация ученых и специалистов транспортного строительства», Филиалом ОАО ЦНИИС «Научно-исследовательский центр «Мосты» (канд. техн. наук В.Г. Гребенчук, д. техн. наук, академик PAT А.С. Платонов) по заданию ООО «Группа компаний «Трансстрой». При разработке учтены материалы исследований в области монтажа и контроля качества стальных конструкций мостов, выполненных А.В. Кручинкиным, Э.М. Гитманом, В.В. Пассеком, В.И. Звирем, А.К. Гурвичем, Г.Я. Дымкиным и др. 2 ВНЕСЕН Департаментом развития технологии и стандартизации ООО «Группа компаний «Трансстрой». 3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ООО «Группа компаний «Трансстрой» от 22 августа 2007 г. № ГК/ПН-56. 4 СОГЛАСОВАН ОАО «Корпорация «Трансстрой» (исх. № К/173 от 24.05.2007 г.); ОАО «Сибмост» (исх. № 1062 от 13.08.2007 г.); ОАО «Волгомост» (исх. № 6/14-264 от 13.08.2007 г.); ОАО «Гипростроймост» (исх. № С-1006 от 08.06.2007 г.); ЗАО «ЦНИИПСК им. Мельникова» (исх. № 6-2780 от 22.10.2007 г.); ООО «Инспекция по контролю качества изготовления и монтажа мостовых конструкций ( исх. № б/н. 01.06.2007 г.). 5 Разработка стандарта организации предусмотрена статьей 13 Федерального закона «О техническом регулировании» от 27.12.2002 г. № 184-ФЗ. 6 Настоящий стандарт разработан на основе и с учетом требований СТО-ГК «Трансстрой»-002-2006 «Правила построения, изложения и обозначения при разработке стандартов организации Группы компаний «Трансстрой». 7 ЗАРЕГИСТРИРОВАН ФГУП «Стандартинформ» 15.02.2008 г. № 104763 и ООО «Группа компаний «Трансстрой» 03.03.2008 г. № ГК/59. 8 ДЕРЖАТЕЛЬ ПОДЛИННИКА ООО «Группа компаний «Трансстрой». 9 ВВЕДЕН взамен СТП-005-97. СТО-ГК «Трансстрой»-005-2007 СТАНДАРТ ОРГАНИЗАЦИИ
Утвержден и введен в действие распоряжением ООО Группа компаний «Трансстрой» от 22 августа 2007 г. № ГК/ПН-56. Дата введения 2007-08-24 1 Область примененияНастоящий стандарт организации (СТО) необходимо соблюдать при проектировании, монтаже, реконструкции, ремонте и приемке стальных конструкций мостов, имеющих сварные монтажные соединения. Стандарт распространяется на монтажную сварку конструкций автомобильно-дорожных, железнодорожных, городских, совмещенных и пешеходных мостов, путепроводов, виадуков, эстакад, сооружаемых в любых климатических зонах, а также в районах с расчетной сейсмичностью до 9 баллов включительно. Нормы СТО распространяются на основные несущие элементы пролётных строений и опор из низколегированных сталей для мостостроения, прокатываемых по ГОСТ 6713, ТУ 14-1-5120-92 (по Изменению № 6), ТУ 14-1-5455-2003, ТУ 14-1-5355-98, ГОСТ 10885. 2 Нормативные ссылкиВ настоящем стандарте использованы нормативные ссылки на следующие стандарты и классификаторы:
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов в информационной системе общего пользования на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты». 3 Термины и определения
4 Общие указания4.1 Монтажную сварку стальных конструкций мостовых сооружений должны выполнять специализированные мостостроительные организации имеющие: 4.1.1 действующую нормативную документацию на монтажную сборку и сварку мостовых конструкций; 4.1.2 подготовленные кадры ИТР и рабочих, в том числе специалистов сварочного производства, сварщиков, аттестованных в Аттестационных Центрах, аккредитованных Национальным Агентством Контроля и Сварки (далее НАКС), включенных в Перечень Аттестационных центров, согласованный с НАКС (далее АЦ); 4.1.3 соответствующее оборудование (краны, специальные вспомогательные сооружения и устройства для монтажа мостов, инвентарные подмости и др.), оснастку (стенды, прижимы, медные подкладки и др.), средства контроля качества монтажа и сварки конструкций (теодолиты, нивелиры, дальномеры, ультразвуковые дефектоскопы и др.); 4.1.4 специалистов по неразрушающему контролю качества сварных соединений, аттестованных в независимых органах аттестации персонала, имеющих аккредитацию ОАО «НТЦ «Промышленная безопасность»; 4.1.5 лабораторию по неразрушающим методам контроля качества сварных соединений, которая должна быть аттестована в области неразрушающего контроля на право выполнения работ на объектах по п. 7.1 перечня объектов по ПБ 03-372-00 (металлоконструкции технических устройств, зданий и сооружений); 4.1.6 сварочные материалы, монтажные технологии сварки, сварочное оборудование, аттестованные в АЦ, соответствующих требованиям п. 4.1.2 настоящего СТО, прошедших аккредитацию в НАКС на выполнение аттестации сварочных работ на объектах стального мостостроения. Приемку смонтированных сварных пролетных строений мостов и технический надзор за монтажной сваркой указанных металлоконструкций в порядке пооперационного контроля выполняет независимая организация (как правило, разработчик Технологического Регламента на монтажную сварку объекта) силами специалистов сварочного производства по объектам стального мостостроения, аттестованных в системе НАКС по группе технических устройств опасных производственных объектов (ОПО) - Конструкции Стальных Мостов (КСМ) не ниже, чем по III-му уровню. 4.2 Основанием для выполнения сварки на монтаже несущих стальных мостовых конструкций служат: - рабочая документация на стадии КМ, разработанная специализированной проектной организацией и утверждённая заказчиком к производству работ; - деталировочные заводские чертежи КМД, утверждённые подрядчиком (мостостроительной организацией) к производству работ; - Технологический регламент по сборке и сварке монтажных соединений, разработанный специализированной научно-исследовательской организацией и утверждённый заказчиком к производству работ. Технологический регламент на выполнение монтажной сварки стальных конструкций моста является самостоятельной частью (или разделом) проекта производства работ (ППР) на монтаж указанных стальных конструкций или общего ППР на строительство моста. Примерное содержание Технологического регламента по монтажной сварке металлоконструкций пролётного строения моста приведено в приложении А настоящего СТО. На основании указанного Технологического регламента, монтажная мостостроительная организация разрабатывает при необходимости, технологические карты для ИТР и рабочих по сборке и сварке монтажных соединений. Конструкторско-технологическая документация на стадии разработки чертежей КМ на пролётные строения больших и внеклассных мостов сложной конструкции до передачи её в производство может быть по требованию заказчика подвергнута экспертизе и специализированной организации, занимающейся вопросами сварки конструкций стальных мостов. Документация, выдаваемая в производство, должна иметь штампы и подписи главного инженера группы заказчика «Утверждаю к производству работ» и главного инженера мостостроительной организации «Согласовано к производству работ». 4.3 В чертежах КМ должны быть указаны марки сталей и требования к ним в соответствии с действующими нормативными документами, типы и размеры сварных монтажных швов, способы монтажной сварки, участки монтажных сварных угловых швов с полным проплавлением толщины деталей, места и способы механической обработки монтажных соединений, а также схемы расположения растянутых зон в конструкциях и категории монтажных сварных швов. Технологический регламент по монтажной сварке конструкций моста должен разрабатываться с соблюдением указаний документации КМ по сварке. Отступления, вызываемые технологической необходимостью, следует согласовывать с разработчиком чертежей КМ. 4.4 Отступления от согласованной и утвержденной проектной документации, вызванные уточнением условий производства сборочно-сварочных работ, допускаются по согласованию с проектной организацией и с внесением соответствующих изменений в рабочие чертежи КМ. В случаях применения сварочных материалов, сталей и технологических решений по сборке и монтажной сварке, не указанных в настоящем СТО, необходимо получить согласование организации, ответственной за разработку настоящего СТО, заказчика и проектной организации. 4.5 Стальные конструкции (отправочные марки), поступившие от завода-изготовителя на стройплощадку, подвергают входному контролю. Для этого на стройплощадке должен быть оборудован отнивелированный стенд, на который устанавливают контролируемые монтажные марки конструкций, и затем выполняют их входной контроль, Разгрузку и входной контроль металлоконструкций осуществляют лица, ответственные по соответствующему распоряжению (приказу) мостостроительной организации за указанные операции. Результаты выгрузки и входного контроля конструкций должны отражаться в соответствующих документах (Акты-рапортички выгрузки металлоконструкций - приложение Б и Журнал освидетельствования металлоконструкций при входном контроле - приложение В). При входном контроле качества металлоконструкций проверяют: 1) соответствие линейных размеров и геометрической формы конструкций проектным требованиям; при этом отклонения линейных размеров и геометрической формы конструкций должны соответствовать требованиям таблиц 37 и 38 СТО 012-2007 «Стальные конструкции мостов. Заводское изготовление»; 2) качество заводских сварных швов и зон перехода этих швов к основному металлу (визуальным контролем), качество замыкания кольцевых швов, а также отсутствие трещин в оставленных заводом-изготовителем прихватках в зонах роспусков различных угловых швов и др.; 3) отсутствие дефектов по основному металлу конструкций - недопустимые забоины по свободным кромкам поясов и др. элементов, выхваты основного металла от газовой резки, расслой проката на свободных кромках и др.; 4) качество с крушения свободных кромок основных металлоконструкций; 5) качество отверстий в элементах блоков главных балок и блоков ортотропных плит; 6) качество и параметры подготовки заводом-изготовителем кромок монтажных сварных соединений; 7) качество заводской грунтовки основных металлоконструкций и её толщину в соответствии с проектом: последствия транспортировки конструкций от завода-изготовителя до места строительства с фиксацией возможных трещин в заводских швах, вмятин и других деформаций в элементах и др. Наличие или отсутствие недопустимых дефектов заводского изготовления конструкций по позициям 1-7 отражается в Журнале освидетельствования каждой марки элемента при входном контроле по форме приложения В настоящего СТО. На основании Журнала входного контроля металлоконструкций по приложению В при наличии недопустимых отклонений по одному или нескольким перечисленным параметрам 1-7 мостостроительная организация составляет обобщённый Акт по качеству заводского изготовления конкретных марок элементов, который направляет комиссии в составе представителей проектной организации, Мостовой инспекции (контролирующая организация) и завода-изготовителя. Проектная организация принимает решение о возможности ремонта и последующего монтажа данных металлоконструкций. При необходимости указанная комиссия непосредственно на стройплощадке анализирует причины возникновения дефектов и принимает решение о способах их исправления (или о замене конструкций новыми). Дефекты заводских сварных соединений устраняет завод-изготовитель. Исправление дефектных участков швов и правку деформированных конструкций надлежит выполнять по указаниям раздела 11 настоящего СТО. 4.6 Технические службы мостостроительной организации (главный инженер, руководитель сварочных работ, ИТР технического отдела, лаборатории и монтажного участка) несут полную ответственность за качество производимых монтажно-сварочных работ и соблюдение требований настоящего СТО, рабочей документации КМ и КМД, Технологического регламента по монтажной сварке металлоконструкций моста и действующих СНиП. Указанные службы должны организовать и постоянно осуществлять входной контроль рабочей документации, конструкций, сварочных материалов; операционный контроль технологии монтажа и сварки; приемочный контроль монтажных сварных соединений, законченных отдельных сварных конструктивных элементов, а также объекта в целом. Службы контроля должны иметь в своем распоряжении поверенные средства проверки качества сварных соединений, геодезический и измерительный инструмент и другие технические средства, обеспечивающие необходимую достоверность и полноту контроля качества. При возведении стальных конструкций мостов, путепроводов, эстакад необходима по решению заказчика организация научно-технического сопровождения сварочных работ силами специализированных научно-исследовательских институтов. 4.7 Производство монтажно-сварочных работ должно сопровождаться составлением исполнительной документации, перечень которой приведен в приложении Г настоящего СТО. 4.8 Понятие «стальные конструкции мостов» охватывает пролетные строения (в том числе разводных мостов), опоры, пилоны, элементы реконструкции и усиления существующих мостов, элементы объединения железобетонных плит с металлоконструкциями сталежелезобетонных мостов, вспомогательные конструкции мостового полотна и смотровых приспособлений, привариваемые к основным несущим элементам. 4.9 Для вспомогательных конструкций стальных мостов - элементов мостового полотна, кабельных коробов, смотровых приспособлений, СВС и У, шпунта - наряду со специальными мостовыми сталями допускается применение низколегированных и углеродистых сталей, прокатываемых по ГОСТ 19281, ГОСТ 535, ГОСТ 14637, ГОСТ 1050. Перечень проката, марок сталей и условий их применения приведён в таблице 1. Таблица 1 - Сталь для сварных мостовых конструкций
4.10 Листовой прокат марки 09Г2С(Д) по ГОСТ 19281 может применяться для изготовления основных несущих конструкций пролётных строений только автодорожных мостов, путепроводов и эстакад обычного исполнения по согласованию с проектной организацией и разработчиком настоящего СТО. 4.11 При монтажной сварке мостовых конструкций из сталей с пределом текучести 450 МПа и выше, а также сталей, применяемых в опытном порядке, необходимо руководствоваться специальными техническими указаниями, разрабатываемыми специализированными научно-исследовательскими организациями и согласованными с проектной организацией. В таких указаниях допускаются ссылки на пункты настоящего СТО, общие для любых стальных мостовых конструкций. 5 Типы монтажных сварных соединений в конструкциях мостов.Способы сварки 5.1 Для монтажных сварных соединений мостовых конструкций допускается применять следующие способы электродуговой сварки: - автоматическая под флюсом сплошной проволокой с гранулированной металлохимической присадкой (МХИ) на формирующих подкладках: - автоматическая под флюсом сплошной проволокой по ручной подварке корня шва на формирующих подкладках; - механизированная (полуавтоматическая) под флюсом, сплошной проволокой: - вертикальная автоматическая самозащитной порошковой проволокой с принудительным формированием стыкового шва; - вертикальная автоматическая сплошной проволокой («расщеплённым» электродом) под слоем расплавленного шлака с принудительным формированием стыкового шва; - механизированная (полуавтоматическая) сплошной и металлопорошковой проволокой в смеси защитных газов; - ручная электродуговая покрытыми электродами. Типы монтажных соединений и способы сварки должны соответствовать требованиям ГОСТ 8713, ГОСТ 11533 Сварка под флюсом; ГОСТ 5264, ГОСТ 11534 Ручная дуговая сварка; ГОСТ 14771, ГОСТ 23518 Дуговая сварка в защитном газе. Типы формирующих подкладок - по 8.8 настоящего СТО. Для сложных мостовых конструкций, кроме того, надлежит руководствоваться Технологическими регламентами по монтажной сварке, разрабатываемыми специализированными научно-исследовательскими институтами. 5.2 По взаимному положению свариваемых элементов различают соединения стыковые, угловые, тавровые и нахлёсточные (рисунок 1, ГОСТ 2601). По расположению в пространстве на момент сварки швы могут быть в нижнем, горизонтальном, вертикальном и потолочном положениях (рисунок 2).
а - стыковые, односторонние и двусторонние, б - угловое; в -
тавровое; г - нахлёсточное соединения
а - нижнее, б - горизонтальное, в - вертикальное, г - потолочное
положения Независимо от пространственного положения и типа шва монтажные сварные соединения в мостах должны обеспечивать передачу всех расчетных усилий, действующих в соединяемых элементах. Прочность сварных соединений при статических испытаниях должна быть не ниже прочности основного металла по соответствующему ГОСТ или ТУ, показатели ударной вязкости, относительного удлинения и твердости по металлу шва и по линии сплавления шва с основным металлом должны отвечать требованиям, приведенным в 8.3 настоящего СТО. 5.3 При проектировании сварных конструкций предпочтение следует отдавать стыковым соединениям (С), выполняемым автоматическим и механизированным способами сварки. Угловые (У), тавровые (Т) и нахлёсточные (Н) соединения, если они необходимы на монтаже, должны выполняться преимущественно в нижнем положении и, как правило, механизированными способами сварки; для указанных соединений допускается применение ручной дуговой сварки. Следует избегать протяжённой потолочной, горизонтальной и вертикальной ручной дуговой сварки узлов и конструкций. Стыковые односторонние соединения в нижнем положении (рисунок 1a, слева) должны выполняться автоматической сваркой с применением различных типов подкладок с обратным формированием корня шва (см. 8.8 настоящего СТО). Стыковые соединения с двусторонними швами (рисунок 1а, справа) допускаются в конструкциях, которые в процессе сборки и сварки могут быть перекантованы, или в местах, требующих сплошного проплавления в вертикальном или горизонтальном положениях (стыки рёбер со вставками, соединения рёбер опорных диафрагм с продольными рёбрами и т.д.). Для стыковых односторонних или двусторонних соединений поясов балок при соответствующем обосновании допускается механизированная (полуавтоматическая) или ручная дуговая сварка взамен автоматической. Форму подготовки кромок, тип соединения и способ сварки следует указывать в чертежах КМ. При последующей разработке Технологического регламента на монтажную сварку пролётного строения моста форма подготовки кромок подлежит уточнению в соответствии с назначаемой технологией сварки. При проектировании стыковых сварных соединений горизонтальных листов с изменением их толщины в зоне стыка с нижней стороны, необходимо с этой указанной стороны, где устанавливаются формирующие медные подкладки, предусматривать горизонтальную площадку шириной не менее 70 мм. При изменении в зоне монтажного сварного стыка ширины листа следует оставлять прямолинейные площадки по кромкам на длину 100...150 мм в каждую сторону от шва для установки выводных планок или изготавливать выводные планки с соответствующими скосами со стороны уширения. 5.4 Сварку на монтаже мостов применяют главным образом для соединения основных несущих конструкций стальных пролетных строений: сплошностенчатых двутавровых и L-образных балок, составных и цельноперевозимых блоков коробчатых сечений, настильных (горизонтальных) листов ортотропных и ребристых плит (рисунок 3).
а - балочное; б - коробчатое; в - коробчатое; собираемое на монтаже
из С-образных балок; 1 -продольные сварные стыки; 2 - ортотропные плиты; 3 -
фрикционно-болтовые стыки поперечных балок; 4 - главные балки; 5 - ребристые
нижние плиты; 6 - С-образные элементы; 7 - вертикальные сварные стыки
поперечных ребер; 8 - стыки поясов ребер; 9 - вставки Конструкция монтажных соединений должна обеспечивать беспрепятственное выполнение сварки на всей длине шва. 5.5 Монтажные стыки двутавровых, L-образных и коробчатых сплошностенчатых балок могуч быль цельносварными (рисунок 4) и комбинированными фрикционно-сварными (рисунок 5). На выбор типа стыка и определенной степени влияет способ монтажа пролетных строений.
1 - вставка стенки; 2 - вставки ребер, 3 - вставка верхнего пояса; t - длина вставки,
принимаемая в зависимости от ширины и толщины пояса; b - 400...600 мм в зависимости от
марки сварочного трактора
а - стык в сборе; б - начальная стадия сборки; в - вариант стыка
верхнего пояса без вставки; г - пакетный стык верхнего пояса со вставкой; При сборке пролетных строений на берегу с последующим перемещением их на опоры предпочтение отдают цельносварным стыкам; при навесной, полунавесной и уравновешенно-навесной сборке целесообразно применение комбинированных стыков. В комбинированных фрикционно-сварных стыках главных балок стыковые сварные соединения верхнего пояса рекомендуется проектировать без вставки, т.е. «совмещенными», с расположением стыковых швов поясов в одном сечении с осью симметрии болтового соединения стенки. Величина требуемого зазора в монтажном соединении верхнего пояса обеспечивается, как правило, при заводском изготовлении. Допускается в отдельных случаях проектировать монтажные блоки главных балок с прирезаемым на монтаже припуском длины пояса на одном из торцов блока. Прирезка припуска выполняется в этом случае на монтаже после установки монтажного элемента (блока балки) в проектное положение. В зоне стыкового шва верхнего пояса в стенках стыкуемых блоков необходимо предусматривать скругленные вырезы высотой не менее 40 мм и шириной не менее 50 мм для пропуска формирующих медных подкладок (рисунок 5, узел В), или симметричные вырезы по рисунку 5б. В зоне стыкового шва нижнего пояса в стенке балки необходимо предусматривать технологическое отверстие высотой около 200 мм от верхней плоскости пояса для пропуска специального удлинителя к сварочному автомату. Боковые кромки отверстия очерчивают по полуокружности радиусом 90 мм с центром, отнесенным от оси стыкового шва примерно на 75 мм, находящимся на высоте 110 мм от верхней плоскости поясного листа. Торец обрыва стенки должен находиться на расстоянии 60 мм от оси шва для беспрепятственного прохода специального удлинителя, а после заварки роспуска и зачистки границ плавного перехода стенки к металлу пояса - на расстоянии не менее 50 мм от границы стыкового шва пояса (рисунок 5, узел А). Допускается конструкция сварного стыка верхнего пояса со вставкой (рисунок 6), при этом такое конструктивное решение обосновывается проектной организацией (например, требование завода-изготовителя, согласованное с монтажной организацией, или расположение пролётного строения в плане по кривой и др.). При наличии в верхних поясах балок двухлистового пакета сварной стык верхних поясов также выполняется со вставкой с полным проваром примыкающих к технологическому отверстию угловых поясных швов (рисунок 5г).
узел А - технологическое отверстие у верхнего пояса 5.6 Поперечные и продольные стыки нижних ребристых плит и стыки примыкания нижних плит к поясам главных балок выполняют автоматической односторонней сваркой встык, как правило, с применением МХП или по ручной подварке корня шва на медных подкладках с обратным формированием корня шва. Вертикальные (наклонные) стыки стенок главных балок выполняют автоматической вертикальной (наклонной) сваркой. Допускается применение для стыков стенок главных балок механизированной и ручной дуговой сварки. Продольные и поперечные ребра нижних ребристых плит сваривают механизированным способом или ручной дуговой сваркой. Все монтажные угловые швы, в том числе проектные роспуски угловых швов, по нижним ребристым и верхним ортотропным плитам выполняют механизированной (полуавтоматической) или ручной дуговой сваркой (рисунок 7).
1 - вставка: 2 - ребро продольное; 3 - лист плиты; 4-7 -
последовательность сварки 5.7 Продольные и поперечные стыковые швы настильного листа ортотропных плит, а также стыки примыкания листа настила плит к поясам главных балок выполняют односторонней автоматической сваркой под флюсом с применением гранулированной металлохимической присадки (МХП) на медных подкладках различного типа с обратным формированием корня шва. В болто-сварных стыках ортотропных плит стыки полосовых продольных рёбер плит допускается выполнять без приварки прокладки, если расстояние между горцами продольных рёбер соседних плит менее 100 мм. В случаях, когда проектное расстояние между торнами продольных рёбер соседних плит превышает 100 мм, для обеспечения устойчивости листа настила в районе стыка при действии монтажных и расчетных нагрузок следует приваривать вставку между стыковыми накладками продольных рёбер к нижней плоскости листа настила с замыканием угловых швов «по контуру» (рисунок 8, сечение А-А).
1 - накладка; 2 - прокладка; 3 - ребро; 4 - настильный лист 5.8 Конструкцию узлов и размеры элементов блоков ортотропных плит с трапециевидными продольными ребрами (плита TP), также как и блоков плит с полосовыми продольными рёбрами (плита ПР), определяет проектная организация. Наиболее технологичными с точки зрения удобства монтажа, сборки и сварки являются продольно-ориентированные блоки плит TP или ПР. При этом конкретные габаритные размеры блоков плит определяет проектная организация. В качестве примера на рисунке 9 показано поперечное сечение монтажного блока ортотропной плиты с четырьмя продольными рёбрами трапециевидного сечения (плита TP).
Рисунок 9 - Поперечное сечение блока opтотропной плиты TP Для продольных рёбер ортотропных плит TP следует применять стальной гнутый методом холодной деформации трапециевидный профиль толщиной 6-8 мм. Один из вариантов сечений трапециевидного профиля показан на рисунке 10.
Рисунок 10 - Сечение трапециевидного продольного ребра ортотропной плиты TP (вариант) Пересечение продольных трапециевидных рёбер со стенками поперечных балок должно быть, устроено, как правило, по рисунку 11.
Рисунок 11 - Пересечение трапециевидного продольного ребра со стенкой поперечной балки Как видно из рисунка 11, в зоне пересечения рёбер трапециевидное продольное ребро должно иметь внутреннюю диафрагму толщиной 6-8 мм, которая вваривается на заводе-изготовителе плит TP механизированной сваркой в смеси защитных газов катетом 4 мм На концевых участках стенки поперечной балки на определённой длине (рисунок 11, участок «В») в зоне пересечения рёбер рекомендуется иметь «клиновую» разделку под углом 40° с последующим выполнением угловых швов пересечения рёбер по рисунку 12.
Рисунок 12 - Схема выполнения швов на концевых участках стенок поперечных балок в зоне пересечения рёбер На заводе-изготовителе блоков ортотропных плит TP и ПР должна быть выполнена тщательная «закольцовка» угловых швов по контуру в зоне пересечения рёбер, с обеспечением требуемого по проекту размера сварного шва; угловые швы в зоне пересечения рёбер ортотропных плит TP и ПР должны выполняться механизированной сваркой в смеси защитных газов (металлопорошковой проволокой «POWER BRIDGE» диаметром 1,2-1,6 мм). Геометрические параметры выреза в стенке поперечной балки в зоне нижней части трапециевидного ребра должны соответствовать указаниям рисунка 11, при этом концевые участки этого выреза должны быть на длине 15 мм прямолинейными и подходить под утлом 90° к стенкам трапециевидного продольного ребра (см. рисунок 11). В блоках ортотропных плит TP, так же как и в плитах ПР, по концам продольных рёбер и стенок поперечных балок на заводе-изготовителе следует оставить роспуски (недовары) угловых швов по указаниям СТО 012-2007. Монтажные стыки трапециевидных продольных рёбер следует выполнять по двум вариантам: а) цельносварными (со вставкой ребра); б) комбинированными (болто-сварными). Предпочтение следует отдавать цельносварным монтажным стыкам трапециевидных продольных рёбер. Конструкция цельносварного монтажного стыка трапециевидных продольных рёбер показана на рисунке 13, при этом в указанных стыковых швах гарантируется 100%-ное качество швов и отсутствие непроваров при применении здесь механизированной сварки в смеси защитных газов сварочной металлопорошковой проволокой «POWER BRIDGE» диаметром 1,2-1,6 мм по ТУ 1 274-021-11143754-2005.
а - сварка стыков ребер «на весу»; б - сварка стыков рёбер на
остающейся стальной подкладке Конструкция комбинированного болто-сварного монтажного стыка трапециевидных продольных рёбер показана на рисунке 14 при этом в зонах стыкуемых рёбер должны стоять диафрагмы, герметизирующие такие продольные рёбра на длине заводского блока плиты ТР. После указанных диафрагм продольное трапециевидное ребро должно привариваться к листу настила с двух сторон по каждой стороне ребра (см. рисунок 14).
Рисунок 14 - Комбинированный болто-сварной монтажный стык трапециевидных, продольных рёбер Продольные трапециевидные рёбра должны привариваться к листу настила плит на заводе-изготовителе автоматической сваркой под флюсом или полуавтоматической сваркой в смеси защитных газов по наружным граням ребра. При этом данные угловые швы должны иметь проектные геометрические размеры, и непровар стенок трапециевидного ребра должен быть не более 2-х (двух) миллиметров. В монтажных стыках поперечных балок ортотропных плит TP (с трапециевидными ребрами) и поперечных балок плит ПР (с полосовыми рёбрами) между собой и с главными балками предпочтение следует отдавать фрикционным соединениям на высокопрочных болтах. 5.9 Элементы связей с узловыми фасонками можно объединять на высокопрочных болтах, ручной дуговой сваркой или механизированной сваркой в смеси защитных газов. В соединениях домкратных банок и опорных диафрагм с главными балками предпочтение следует отдавать фрикционным соединениям на высокопрочных болтах. 6 Требования к сварочным материалам и оборудованиюСварочные материалы 6.1 Для монтажных сварных соединений мостовых конструкций надлежит применять сварочные материалы, перечень которых приведен в таблицах 2а, 2б, 2в. Сварочные материалы следует выбирать с учетом класса прочности и марки применяемой стали, способа сварки, типа сварного соединения и исполнения конструкции (обычного или северного). Таблица 2а - Сварочные материалы для автоматической сварки стыковых соединений
Таблица 2б - Сварочные материалы для механизированной и ручной дуговой сварки тавровых, угловых и нахлесточных соединений
Таблица 2в - Сварочные материалы для механизированной и ручной дуговой сварки стыковых соединений
Применяемые монтажной мостостроительной организацией марки сварочных материалов согласно таблицам (2а - 2в) должны иметь Свидетельство об аттестации НАКС каждой марки сварочного материала каждого предприятия-поставщика. Для применения других сварочных материалов, не указанных в настоящем документе, на объектах стального мостостроения требуется дополнительное проведение комплексных испытаний сварочных материалов в специализированных организациях, а для зарубежных сварочных материалов, кроме того, и согласование с проектной организацией. Сварочные материалы должны быть упакованы согласно требованиям соответствующих стандартов или ТУ и должны иметь Сертификаты предприятия-изготовителя, удостоверяющие их качество. В случае автоматической сварки стыковых соединений в нижнем положении рекомендуется применять сварочную проволоку сплошного сечения диаметром: 4 мм. Для механизированной (полуавтоматической) сварки под флюсом угловых швов в положении «в угол» и для стыковых швов рекомендуется проволока сплошного сечения диаметром 2 мм, а для механизированной сварки в смеси защитных газов любых соединений рекомендуется проволока сплошного сечения и металлопорошковая проволока диаметрами от 1,2 до 1,6 мм. Для автоматической сварки стыковых соединений в вертикальном (наклонном) положении рекомендуются проволоки сплошного сечения диаметром 1,6 мм и порошковые проволоки диаметрами 2,4-3,0 мм. 6.2 Качество сплошной холоднотянутой сварочной проволоки должно соответствовать требованиям ГОСТ 2246 и Техническим условиям (ТУ) предприятий-изготовителей на отдельные марки сварочной проволоки; указанные ТУ должны быть согласованы со специализированной научно-исследовательской организацией, ведущей разработки технологии сварки мостовых конструкций. Поверхность неомеднённой проволоки перед намоткой в кассеты необходимо очищать от ржавчины, жиров, технологической смазки и других загрязнений посредством пескоструйной обработки или пропуском её через специальные устройства с последующей проверкой качества очистки проволоки. Очищенную и намотанную в кассеты сварочную проволоку сплошного сечения необходимо хранить в сухом помещении при температуре воздуха не ниже плюс 15 °С. Корпуса кассет рекомендуется окрашивать в различные цвета в зависимости от марки проволоки, а на видимой стороне корпуса кассеты делают соответствующие надписи несмываемой краской. Проволока, намотанная в кассеты, не должна иметь резких перегибов. Допускается применение сварочных проволок, намотанных на катушки, как омеднённых, гак и неомеднённых (осветлённых, с ионизированным покрытием, полированных). 6.3 Омеднённую металлопорошковую проволоку марки «POWER BRIDGE» диаметрами 1,2-1,6 мм поставляют по ТУ 1274-021-11143754-2005 в кассетах с рядной намоткой. Специальной подготовки перед сваркой такая проволока не требует. 6.4 Самозащитная порошковая проволока для вертикальной (наклонной) автоматической сварки диаметром 2,4-3,0 мм с принудительным формированием стыкового шва должна наматываться на кассеты с применением специального станка и должна соответствовать ТУ Украины У 05416.923.018-96 для марок ПП-АН19Н и ПП-АН19С. Порошковая проволока должна поставляться в металлических контейнерах (бочках), снабженных бирками завода-поставщика. Проволока без бирок или покрытая ржавчиной, имеющая загрязнения и дефекты в виде надрывов, раскрытий, резких перегибов, к сварке не допускается. Указанные марки порошковых проволок перед применением должны быть прокалены при температуре 200...250 °С в течение 1,5 ч (должна иметь соломенно-жёлтый цвет побежалости); после прокалки и намотки кассеты с этой порошковой проволокой должны храниться в резервной печи при температуре 80...90 °С . Время доставки кассеты с порошковой проволокой от резервной печи до начала сварки этой проволокой должно быть не более 15 минут. 6.5 В качестве металлохимических присадок (МХП) необходимо применять стальную крупку, приготовленную из сварочной проволоки соответствующей марки диаметром 2 мм (см. таблицу 2а), смешанную с химической добавкой. Металлическая крупка должна представлять собой гранулы цилиндрической формы длиной 2 мм (с допуском плюс 0,3 мм, минус 0,5 мм). Гранулят (рубленая сварочная проволока) перед смешиванием с химической добавкой (двуокись титана Тi2) должен быть прокален при температуре 150 °С в течение 2 часов с тщательным перемешиванием. Химическая добавка должна входить в МХП в количестве 0,3% от массы гранулята. После смешивания гранулята с химической добавкой в специальном смесителе, готовая МХП перед применением (засыпкой в сварочный зазор) встряхивается на сите 1´1 мм для удаления излишков химической добавки. Готовую к употреблению МХП хранят в закрытых ёмкостях в резервной печи при температуре 80...90 °С. Время доставки готовой МХП от резервной печи до засыпки в сварочный зазор должно быть не более 15 минут. Срок её хранения не должен превышать одного месяца после изготовления. 6.6 Флюсы должны поставляться по ГОСТ Р 52222 или по Техническим условиям заводов-изготовителей (при условии, что качество поставляемых по ТУ флюсов отвечает требованиям ГОСТ Р 52222) и храниться в сухом помещении при температуре воздуха не ниже плюс 15 °С в упаковке поставщика или в специальной закрытой таре. В сертификате на флюс должен быть указан гарантийный срок хранения. Если флюс хранится свыше указанного срока, необходимо проверить его технологические свойства при сварке на оптимальном режиме с испытанием сварных соединений согласно указаниям раздела 8 настоящего СТО. Не допускаются засорения флюса окалиной, шлаком и прочими инородными включениями. При наличии во флюсе пыли она должна отсеиваться через сетку с размером квадратной ячейки 0,5 мм. Перед употреблением флюсы прокаливают по режимам, указанным в сертификатах или ТУ заводов-изготовителей этих флюсов. Для плавленых флюсов температура прокалки должна составлять 400...450 °С. время прокалки - 2 ч, с перемешиванием; для керамических флюсов - 350...400 °С в течение 2 ч ± 15 минут. Слой насыпки флюса при прокаливании не должен превышать 50 мм. После прокалки флюсы хранят в сушильных шкафах (резервных печах) при температуре 80...100 °С. Срок хранения прокалённых флюсов в резервной печи при указанной температуре не должен превышать 7 суток. Если прокалённый флюс не был использован в течение указанного срока хранения, необходимо вновь произвести его прокалку. При этом общее время прокалки флюсов не должно превышать 10 ч. Прокалённый флюс должен поступать на участок сварки по мере необходимости в металлической таре с крышкой. Разрыв во времени в подаче прокалённого (горячего) флюса от резервной печи до начала автоматической сварки стыков под этим флюсом должен составлять не более 15 минут. Флюсы, МХП и электроды, подвергшиеся прямому воздействию влаги и горюче-смазочных материалов, прокалке не подлежат и к использованию не допускаются. На рабочее место флюс следует подавать в количестве, необходимом для работы в течение полусмены. На участке подготовки сварочных материалов должны быть вывешены выписки из раздела 6 настоящего СТО, касающиеся температуры и времени прокалки соответствующего материала. 6.7 Электроды для ручной дуговой сварки и постановки электроприхваток должны по типу и маркам соответствовать ГОСТ 9466, ГОСТ 9467 и прокалку их следует выполнять на режимах, указанных заводом-изготовителем в паспортных данных на упаковке (коробке) электродов. Сразу же после извлечения электродов из прокалочной печи их следует поместить в резервную (дежурную) печь, имеющую температуру 80...100 °С, откуда их используют для сварки. Электроды, не используемые в течение смены после извлечения из резервной печи, прокачивают вновь, но не более трех раз. С целью предохранения от увлажнения и механических повреждений на рабочем месте прокалённые электроды следует хранить в специальных термопеналах. Для определённых зон строительства моста допускается применять простые металлические пенаты с крышкой. 6.8 Для воздушно-дуговой резки при исправлении дефектов сварных соединений следует применять угольные и угольно-омеднённые электроды диаметром 6...10 мм типа ВДК по ТУ 16-757.034-86 с последующей механической обработкой поверхностей реза абразивным инструментом на глубину не менее 1 мм или специальные электроды марок АНР-5, ОЗР-1, ОЗР-2 и др. диаметром 4...5 мм с последующей зачисткой поверхности реза от шлака и грата. Оборудование 6.9 Для выполнения монтажных сварных соединений мостовых конструкций рекомендуется применять сварочное оборудование, перечень которого приведен в приложении Д настоящего СТО. При выборе источников питания сварочной дуги и оборудования для производства монтажных сварочных работ необходимо руководствоваться в первую очередь обеспечением стабильных режимов сварки с заданными параметрами, гарантирующими высокое качество сварных соединений, а также следует подбирать сварочное оборудование в зависимости от применяемого способа сварки, типа сварного соединения и конкретных условий производства сварочных работ. Выбранное и применяемое монтажной мостостроительной организацией сварочное оборудование подлежит первичной (если оно не аттестовано заводом-изготовителем) и затем периодической (через каждые 3 года) аттестации в АЦ 6.10 Отклонения от установленного режима сварки не должны кратковременно превышать: - по силе сварочного тока ± 5 %: - по напряжению на дуге ± 2 В; - по скорости сварки ± 10 %. Сечение сварочного кабеля при его длине не более 30 м следует назначать в зависимости от силы сварочного тока:
Плотность тока в сварочных кабелях не должна превышать 7...8 А/мм2. Обратный провод должен быть того же сечения, что и прямой. 6.11 При комплектации сварочных постов необходимо выполнить ревизию каждого источника питания сварочной дуги, сварочных автоматов, полуавтоматов, цепей управления и т.п. оборудования, обращая особое внимание на надежное выполнение всех электрических соединений силовых и сварочных, кабелей сварочных постов, 6.12 При устройстве линии передачи электроэнергии от подстанция до участка монтажа металлоконструкций и при расчёте мощности электрической энергии, потребляемой участком, необходимо учитывать следующие факторы: а) мощность, потребляемая сварочными постами, составляет: - пост автоматической сварки около 75...80 кВт; - пост механизированной сварки около 35...40 кВт; - пост ручной дуговой сварки около 15...20 кВт; б) мощность вспомогательного технологического оборудования (печи для прокалки сварочных материалов, компрессорная, грузоподъёмные краны и т.д.) рассчитывают по паспортным данным указанных потребителей; в) при расчёте сечения кабелей линии передачи от подстанции до указанных потребителей необходимо исходить из того, что оборудование (потребители) по подпунктам а) и б) может включаться и работать одновременно, г) следует избегать подключения к одному силовому шкафу других энергоёмких потребителей (например, компрессоров, грузоподъёмных кранов и др.), если от данного силового шкафа уже запитан хотя бы один пост автоматической сварки. Рекомендуется подключать сварочное оборудование от отдельной подстанции или фидера. Если невозможно выполнить указанное требование, то во время работы поста автоматической сварки асе потребители, подключенные к данному силовому шкафу, должны быть обесточены (отключены). 6.13 В случае электропитания сварочного оборудования от автономной дизельной электростанции её мощность должна составлять не менее 100 кВА на один пост автоматической сварки. Монтаж и устройство потребителей электроэнергии на участке должно соответствовать требованиям ПУЭ и ПТБ электроустановок. 6.14 Сварочные автоматы, полуавтоматы и источники питания сварочной дуги необходимо содержать в полной технической исправности. Они должны быть снабжены поверенными в электролаборатории контрольными приборами: амперметрами и вольтметрами с ценой деления, удобной для визуального контроля заданных режимов сварки. Контроль правильности показаний приборов следует производить не реже одного раза а квартал. Амперметр и его шкала должны соответствовать шунту прямого сварочного провода. Редукторы сварочных автоматов и полуавтоматов должны быть наполнены смазкой, указанной в руководстве по эксплуатации данного оборудования. 6.15 Для монтажных стыковых и тавровых соединений, выполняемых ручной дуговой сваркой, должны применяться современные изолированные электрододержатели закрытого типа любой марки, рассчитанные на сварочный ток не менее 300 А. 6.16 Для прокалки сварочных материалов на участке должны быть соответствующие прокаленные печи типа СКОЛ, СШО и другие, обеспечивающие температуру до плюс 500 °С, а также резервные печи с рабочей температурой до плюс 100 °С включительно, в которых находятся прокалённые сварочные материалы. 6.17 С целью намотки сплошной проволоки диаметром 4 мм в кассеты следует применять специальный намоточный станок. Для приготовления рубленой сварочной проволоки («крупки») следует применять специальный «рубочный» станок. Приготовление МХП (смешивание рубленой проволоки - «крупки» - с химической добавкой) следует выполнять в специальном смесителе. Равномерное обволакивание («опудривание») химической добавкой металлических гранул (крупки) достигается при перемешивании в течение 4-5 минут. После опудривания крупку необходимо просеять на сите с ячейкой 1´1 мм с целью удаления излишков химической добавки. 6.18 При односторонней автоматической сварке стыковых соединений для направления движения сварочного автомата следует применять специальные регулируемые направляющие устройства либо другие приспособления (копиры), обеспечивающие при движении сварочного автомата по зазору копирование оси стыка по всей его длине (с точностью 1 мм влево или вправо от оси стыка). 6.19 Для предварительного подогрева металла стыковых соединений следует применять различные типы газокислородных горелок (например, типа ГЗУ-2-62ПН, ГС-4П, ГАО-2-72, «НОРД» и др.), обеспечивающие заданные параметры режима подогрева кромок стыка или термоправки конструкций. Контроль температуры предварительного подогрева металла рекомендуется осуществлять специализированными электронными цифровыми термометрами (например, типа ТЦ-1000, ТК-2, ТК-5М и др.) или пирометрами, поверенными в установленном порядке. 6.20 Для удаления отдельных дефектных участков стыкового шва рекомендуется применять газопламенные резаки (например, типа РЗТТ, Р2А, РЗ МАЯК 337 У и др.) или воздушно-дуговые резаки РВД с обязательной последующей зачисткой зоны реза на глубину не менее 2 мм. Для вырезки дефектов шва небольшой протяжённости, для зачистки и механической обработки швов рекомендуется применять механизированный инструмент (шлифовальные машинки) различного типа, в т.ч. и импортные, например, «Bosh» (Германия), и шлифовальные круги различного типа и толщины согласно паспортным данным применяемого оборудования. Удалять шлак с поверхности шва и/или слоев шва рекомендуется пневмомолотками различного типа. Обрезку технологических припусков различных элементов монтируемых металлоконструкций рекомендуется выполнять полуавтоматом кислородной резки типа «Микрон-2», «Гугарк» или «КВИКИ-Е» (фирмы «Messer», Германия). Допускается, в порядке исключения, ручная газокислородная резка указанных припусков при условии обеспечения требований к качеству кромок по разделу 7 настоящего СТО после зачистки кромок абразивным инструментом с удалением всех дефектов поверхности на глубину не менее 2 мм и обеспечения требуемого сварочного зазора в стыках. 7 Подготовка и сборка монтажных соединений под сваркуОбработка и зачистка кромок 7.1 Кромки под монтажную сварку должны быть обработаны на мостовых заводах при изготовлении конструкций в соответствии с требованиями чертежей КМ и КМД, ГОСТ 8713, ГОСТ 11533 (сварка под флюсом), ГОСТ 14771 и ГОСТ 23518 (дуговая сварка в защитном газе), ГОСТ 5264, ГОСТ 11534 (ручная дуговая сварка), СТО-ГК «Трансстрой»-012-2007 и настоящего СТО. Заводы должны обеспечивать точность изготовления конструкций, необходимую и достаточную для беспрепятственной сборки их с применением традиционно применяемых средств монтажа: сборочных пробок и болтов, скоб, струбцин, стяжек, распорок и других приспособлений. Применение роспусков (недоваров) заводских швов с целью облегчения взаимного совмещения стыкуемых деталей и исключения появления трещин в монтажных стыковых швах должно быть оговорено в чертежах КМ. Роспуски, назначаемые заводом-изготовителем дополнительно, необходимо согласовывать с организацией-разработчиком чертежей КМ. Технологические припуски по отдельным элементам заводских отправочных марок по длине и ширине с целью их подрезки и подгонки стыкуемых элементов на монтаже следует оговаривать в чертежах КМ. 7.2 Качество обработки подрезаемых на монтаже кромок должно соответствовать требованиям указанных в 7.1 документов. Несвободные кромки, не полностью проплавляемые при монтажной сварке, в т.ч. верхние кромки вставок стенок главных балок в цельносварных монтажных стыках главных балок, после термической резки следует обрабатывать абразивным инструментом на глубину, обеспечивающую удаление дефектов поверхности, но не менее 2 мм; поверхность кромок не должна иметь надрывов и трещин. Шероховатость поверхности указанных кромок после механической обработки должна быть не грубее 3 класса по ГОСТ 2789 при высоте неровностей по 10 точкам на базе длиной 8 мм в пределах Rz = 40 - 80 мкм. В сварных соединениях с обеспечением сплошного проплавления требования к кромкам предъявляются только по условиям точности сборки элементов и соблюдения геометрии разделки. После подрезки или разделки кромок газокислородной резкой переносными газорезательными машинами требуется зачистка поверхности только от окалины и грата, без снятия основного металла. 7.3 Проплавляемые при сварке поверхности и прилегающие к ним зоны металла шириной не менее 20 мм, а также кромки листов в местах примыкания выводных планок перед монтажной сборкой-сваркой должны быть очищены до чистого металла от ржавчины, окалины, заводской грунтовки пескоструйной обработкой (рисунок 15).
Соединения: а - стыковые; б - тавровые; в - угловые; г -
нахлесточные; При наличии грата и заусениц кромки обрабатывают шлифмашинками. Поверхность металла, расположенную по обе стороны от стыкового шва с лицевой стороны на расстоянии около 150 мм, при необходимости следует очищать металлическими щётками (например, типа «Волна) от грязи и ржавчины с целью предохранения флюса от загрязнений при уборке его после сварки. В противном случае повторное применение загрязнённого флюса не допускается. Перед непосредственной постановкой прихваток свариваемые кромки в зоне прихватки на ширину по 20 мм в каждую сторону от оси стыка должны быть отпескоструены или зачищены шлифмашинкой и затем прогреты до температуры 100...120 °С. Контроль указанной температуры выполняется по электронному цифровому термометру или пирометру, поверенными в установленном порядке. Масляные загрязнения и конденсационная влага удаляются перед постановкой прихваток прогревом кромок по всей длине стыка до температуры около 120 °С. Сборка конструкций под сварку 7.4 Подлежащие сварке кромки листов должны быть прямолинейными. Вертикальное смещение стыкуемых кромок из плоскости соединения (депланацию D1) при сборке стыковых соединений под одностороннюю сварку следует проверять в зоне установки формирующих подкладок, и её величина не должна превышать 0,5 мм в стыках под автоматическую сварку и 1 мм - при ручной или механизированной сварке (рисунок 16, а). При сборке стыковых соединений под монтажную сварку необходимо выдержать требуемый сварочный зазор в соединении согласно указаниям чертежей КМ и КМД и Технологического регламента по монтажной сварке моста, а также обеспечить совпадение стыкуемых кромок в одной плоскости (устранить депланацию кромок D1, см. рисунок 16, а). При устранении депланации (вертикального смещения) кромок до 2 мм следует применять различные сборочные приспособления (рамки, домкраты и другие механические приспособления). Если депланация стыкуемых кромок монтажных соединений более 2 мм, то устранить её следует сначала с применением термической или термомеханической правки и окончательно (если она не устранилась полностью и составляет до 2-х мм) уже с применением вышеуказанных сборочных механических приспособлений. Уступы D2 (см. рисунок 16, а) в плоскости соединения но горцам листов для свободных кромок, например, поясов двутавровых и коробчатых балок без примыкания к ним ребристых или ортотропных плит, не должны превышать 3 мм для поясов шириной до 400 мм включительно и D2 £ 4 мм для поясов шириной более 400 мм. Уступы D2 (см. рисунок 16, а) кромок по торцам листов в соединениях, входящих в замкнутый контур, например, поясов балок и коробок, примыкающих встык к ребристым и ортотропным плитам, не должны превышать 2 мм. 7.5 Зазоры в стыковых соединениях при автоматической сварке под флюсом по ручной подварке корня шва и ручной дуговой сварке должны быть 4...6 мм (см. рисунок 16, б). При сборке
стыковых соединений под одностороннюю автоматическую сварку под флюсом с МХП
рекомендуется зазор 8 мм с допуском Допуски на сборку угловых, тавровых и нахлесточных соединений приведены на рисунке 16, г. Если в стыковых соединениях при сборке их под сварку по каким-то обстоятельствам имеет место: а) полное отсутствие сварочного зазора в стыке или его недостаточная величина, то разрешается повторная подрезка одной из стыкуемых кромок по разметке газовой резкой или шлифмашинкой до проектного профиля; б) увеличенный зазор в стыке (более проектного с учётом плюсового допуска), но величина которого не более 25 мм, то в этом случае разрешается выполнять наплавку одной или обеих стыкуемых кромок механизированной сваркой в смеси защитных газов сварочной проволокой «POWER BRIDGE» диаметром 1,2-1,6 мм или ручной дуговой сваркой электродами УОНИИ 13/55 диаметром 3 и/или 4 мм. Наплавку выполняют послойно на гладкой медной подкладке (без канавки), не допуская прямого воздействия дуги на подкладку, до постановки прихваток, после предварительного подогрева ремонтируемого участка кромки до температуры около плюс 120 °С: сечение наплавленного металла за один проход должно быть около 15...25 мм2. Каждый слой наплавки тщательно контролируют визуально, все видимые дефекты вырезают, и каждый слой наплавки после удаления шлака зачищают шлифмашинкой. После наплавки должен быть обеспечен проектный профиль подготовки кромок и выполнен ультразвуковой контроль качества наплавленных кромок как для швов I категории.
Соединения: а - стыковое; б - стыковое с V-образной разделкой кромок; в -
стыковое под сварку с металлохимической присадкой; г - угловое, тавровое,
нахлёсточное; D1
- депланация кромок; D2 - уступ по торцам кромок; b -
зазор; р - притупление; В - ширина пояса 7.6 Для поджатия медных подкладок к обратной стороне стыковых соединений рекомендуется применять различные талрепы, домкраты и винтовые Приспособления (например, по рисунку 17), не требующие их приварки. Использовать привариваемые скобы с клиньями для крепления подкладок не рекомендуется, но допускается при невозможности применения непривариваемых приспособлений, с обязательной последующей срезкой скоб, подваркой (при необходимости) и зачисткой мест приварки скоб заподлицо с основным металлом. В стыках листа настила ортотропных плит поджатие медных подкладок должно выполняться с помощью специальных винтовых непривариваемых приспособлений, фиксируемых за полосовые продольные рёбра или за спецоснастку в плитах с трапециевидными рёбрами. Приварка оснастки к трапециевидным продольным рёбрам не допускается.
1 - два слоя стеклоткани; 2 - медная подкладка; 3 - стальная
поджимающая полоса; 4 - швеллер, 5 - скоба; 6 - винтовой прижим 7.7 Для обеспечения требуемого качества сварных соединений элементы должны быть собраны с допусками, не превышающими указанных в 7.4 и 7.5 и на рисунке 16. В комбинированных болто-сварных стыках сборку соединений под сварку выполняют с помощью проектных высокопрочных болтов. В стыках, не определяющих геометрию конструкции, при необходимости выведения проектного зазора в стыке или ликвидации уступов допускается использовать разность диаметров болтов и отверстий, которая, например, для болтов № 22 может быть 25 - 22 = 3 мм или 28 - 22 = 6 мм В этом случае точное совмещение отверстий сборочными пробками, диаметр которых больше диаметра болта, исключается; для таких соединений диаметр монтажной пробки должен быть равен диаметру болта. В узлах, где фрикционные болтовые соединения определяют геометрию пролетного строения в плане и профиле, сборку фрикционных соединений следует выполнять с обязательным применением указанных сборочных пробок, диаметр которых меньше диаметра отверстия на 0,2 мм. Пробки удаляют до начала сварки при условии установки высокопрочных болтов согласно Технологическому регламенту на монтажную сварку и затяжки их на усилие, составляющее 60...70% от проектного. В цельносварных стыках при их сборке пользуются струбцинами, домкратами, стяжками, распорками и, в порядке исключения, приварными скобами или упорами с клиньями. Скобы и упоры приваривают к элементам пролетного строения односторонними угловыми швами с катетом не более 6 мм. Впоследствии приспособления удаляют газокислородной резкой без углубления в основной металл, с тщательной зачисткой мест приварки абразивным инструментом заподлицо с поверхностью металла или с заглублением в него не более 0,5 мм; риски от механической обработки должны быть ориентированы вдоль продольной кромки данного элемента. 7,8 Монтажные соединения следует собирать под сварку с помощью электроприхваток, располагаемых в местах наложения швов. В последующем при сварке прихватки должны полностью проплавляться (перевариваться). Размеры прихваток должны быть: - для стыковых соединений, выполняемых ручной дуговой сваркой - высотой 3-4 мм, шириной 6...8 мм. длиной 40...80 мм; - для стыковых соединений, выполняемых автоматической сваркой, в т.ч. и с применением МХП, - высотой 4...8 мм, шириной 8...10 мм, длиной 50...100 мм; - для угловых, тавровых и нахлёсточных соединений - катетом не более 50% катета углового шва, но не более 4 мм, длиной 50...80 мм. Расстояние между прихватками (по осям прихваток) должно быть не более 400 мм и не менее 100 мм. Крайние прихватки следует располагать сразу за выводными планками или по концам шва, если стык сваривается без выводных планок; при этом длина прихватки в начале шва должна быть не менее 50 мм, а в конце шва - не менее 100 мм. При необходимости более прочного закрепления собираемых элементов допускается увеличение длины и числа прихваток. При сборке стыковых соединений под сварку с металлохимической присадкой прихватки следует ставить после заполнения зазора присадкой (МХП) на половину толщины листа при толщине листа до 16 мм включительно и на высоту 8 мм при толщине листа 20...40 мм. В стыковых соединениях, выполняемых односторонней сваркой в нижнем положении, после устранения депланации кромок в месте наложения прихватки и предварительного прогрева этой зоны до температуры 100...120 °С следует с обратной стороны стыка установить короткую (около 200 мм) гладкую медную подкладку сечением 70´18 мм (например, с использованием специального приспособления по рисунку 18) и затем ручной дуговой сваркой электродами УОНИИ 13/55, диаметром 4 мм или механизированной сваркой в смеси защитных газов металлопорошковой проволокой «POWER BRIDGE», диаметром 1,2...1,6 мм поставить прихватку.
1 - лист настила: 2 - ось; 3 - рукоятка; 4 - короткая медная
подкладка; 5 - слой МХП Прихватки перед сваркой должны быть тщательно очищены от шлака и брызг. К качеству прихваток предъявляются такие же требования, как и к основным швам. При наличии прихваток с дефектами (поры, трещины, кратеры) их необходимо удалить шлифмашинкой и затем вновь наложить прихватку после устранения депланации кромок в этом месте. В начале и в конце каждой прихватки на длину 10...14 мм необходимо сделать с лицевой стороны шлифмашинкой «заход» и «сход» (плавное уменьшение толщины монолитного металла прихватки) по рисунку 19.
Рисунок 19 - Конфигурация прихватки в сварном шве После постановки прихваток с обратной стороны стыка (зона установки подкладки) проверяют наличие любых выступов металла не только в зоне обратной стороны прихватки, но и по всей длине обратной стороны стыка на ширину 70 мм (ширина подкладки): любые выступы основного металла или металла прихватки и др. зачищают шлифмашинкой заподлицо с нижней плоскостью собираемых конструкций. 7.9 Стыковые соединения, выходящие при сварке на свободные кромки, следует сваривать с применением выводных планок. В стыковых соединениях с разделкой кромок, а также в угловых, тавровых и нахлёсточных соединениях следует применять разъемные (сборные) выводные планки (рисунок 20, а, б, в). Тип разделки кромок на свариваемых листах и выводных планках должен быть одинаковым. Сборные выводные планки в стыковых швах должны быть качественно проварены между собой по разделке кромок и на всю длину планок с высотой шва не менее 8 мм.
а. б, в - разъемные (сборные) для стыковых, тавровых и угловых соединений
соответственно; г - цельные с прорезью для сварки с МХП при толщине свариваемых
листов до 16 мм включительно * длина 80....120 мм для соединений, свариваемых при Iсв £ 700 А и длина 120...150 мм - при Iсв > 700 А. При автоматической сварке стыковых соединений с металлохимической присадкой для свариваемого металла толщиной до 16 мм включительно рекомендуется применять цельные выводные планки с прорезью, ширина которой 8...10 мм (см. рисунок 20, г). Приварку выводных планок к свариваемым деталям производят сначала по двум торцевым кромкам (для уменьшения угловой деформации), а затем по верхней горизонтальной плоскости на всю ширину планки. Сварка ручная, электродами типа Э50А. Допуски на точность установки планок такие же, как для свариваемых деталей. Выводные планки должны изготавливать и поставлять заводы-изготовители мостовых металлоконструкций из сталей марок, применённых в основных конструкциях, одновременно с поставкой первой партии металлоконструкций на стройплощадку. Выводные планки срезают газовой резкой сразу после сварки стыка, исключая возможность врезки в основной металл конструкции, и затем контролируют качество стыкового шва методом УЗД. Места реза планок зачищают шлифмашинкой и осматривают с 7´ лупой; видимые дефекты по торцам швов устраняют; риски от абразивного круга должны располагаться вдоль оси пролётного строения. Острые кромки свободных стыков в пределах выводной планки должны быть притуплены фаской 1-2 мм со скруглением углов. Не допускается отбивать планки ударами кувалды или отламывать их посредством механических усилий. 7.10 Собранные на прихватках стыки подлежат приёмке лицами, ответственными за соблюдение установленной технологии сборки и сварки и за обеспечение проектного строительного подъёма, геометрии и положения собираемых конструкций в плане, до постановки формирующих подкладок. Любые недопустимые отклонения по сборке от требований настоящего СТО (по депланации кромок, зазору, геометрическим параметрам и качеству прихваток и т.д.) или по строительному подъёму, геометрии и положению конструкции в плане устраняются частичной или полной разрезкой прихваток стыка, с последующей сборкой и повторной приёмкой. Результат приёмки сборки должен отражаться в соответствующей графе Журнала сварочных работ (например, «сборка принята» и подпись лиц, ответственных за соблюдение установленной технологии сборки и сварки, обеспечение строительного подъёма, геометрии и положения конструкций в плане). Срок действия разрешения на постановку медных подкладок не должен превышать 3 ч при положительной температуре окружающего воздуха и 1,5 ч при отрицательной температуре. По истечении этого срока собранные стыки должны быть повторно подвергнуты контролю и приёмке под постановку подкладок. 7.11 При сборке и сварке монтажных соединении металлоконструкций пролётных строений мостов должен проводиться пооперационный контроль качества выполнения технологических операций. Особенно тщательно необходимо выполнять геодезический контроль в плане, в профиле (по стройподъёму) и по длине собираемых металлоконструкций до и после их сварки. Односторонняя автоматическая сварка под флюсом монтажных стыковых соединений, в т.ч. и с применением МХП, должна производиться только «на подъём». Сборка конструкции под сварку при отрицательных температурах и подогрев кромок перед сваркой 7.12 Монтажная сборка и сварка металлоконструкций при отрицательных температурах (минус 20 °С и ниже) должна выполняться с применением защитных укрытий. Последние должны обеспечивать полную защиту зоны сборки и сварки монтажных соединений с лицевой и с обратной сторон от воздействия ветра, снега, сквозняков, песка и др. Для этого с обратной и с лицевой стороны монтажного соединения необходимо устраивать различные ширмы, экраны и укрытия с установленным сверху и снизу спецоборудованием для обогрева (типа «Master»), теплогенераторами или калориферами. Температура воздуха внутри укрытий должна быть не ниже минус 10 °С на расстоянии 1 м от кромки стыка (по вертикали). Замер температуры следует осуществлять термометром. 7.13 В стыках, выполняемых односторонней сваркой в нижнем положении, после постановки электроприхваток в стыке и их зачистки с лицевой и с обратной стороны стыки подогревают до температуры 120...150 °С с обратной стороны стыка до постановки медных подкладок. После постановки подкладок на всех стыкуемых толщинах перед сваркой стыка его подогревают до 120...150 °С с лицевой стороны стыка. В стыках, выполняемых автоматической сваркой с МХП, - вышеуказанные операции осуществляются до засыпки МХП; МХП засыпается в зазор на длину около 1,5 метра от сварочного трактора, и затем одновременно с автоматической сваркой стыка продолжается подогрев свариваемых кромок и последующая засыпка МХП в сварочный зазор. 7.14 Медные подкладки перед постановкой под стык должны быть в обязательном порядке просушены пламенем газовой горелки (удаляется поверхностный конденсат). При подогреве кромок с лицевой стороны стыка не допускается попадание конденсата с кромок стыка в стеклоткань. 7.15 Необходимо строго выдерживать время доставки прокалённых и подготовленных сварочных материалов к месту сварки стыка (см. раздел 6 настоящего СТО). Рекомендуется установить прокалочную и резервную печи на расстоянии, обеспечивающем своевременную доставку сварочных материалов к месту выполнения сварочных работ. Следует строго следить за зонами окончания сварки в стыковых швах с применением лупы 5´. В случае появления трещин на кратерах швов, следует производить механическую выборку шлифмашинкой кратера с трещиной и прилегающего к нему участка шва длиной 50 мм. 7.16 Сборочные электроприхватки в зимних условиях следует ставить большего сечения: по толщине - на +2 мм, длиной 100...120 мм, а шаг прихваток - 300...350 мм. При сварке стыковых и тавровых соединений в осенне-зимний период перерывы в сварке монтажных соединений недопустимы (кроме вынужденного отключения электроэнергии). Срок действия разрешения на постановку подкладок и сварку после выполнения прихваток должен быть сокращён до 1,5 ч. В тавровых соединениях необходимо тщательно выполнять прогрев зоны сварки тавра, исключив возможность попадания влаги (водорода) из зоны примыкания вертикала к горизонталу таврового соединения. 7.17 При монтажной сварке стыков при отрицательных температурах (минус 20 °С и ниже) в Журнале сварочных работ для каждого стыкового соединения необходимо указывать следующие температуры: 1) температуру наружного атмосферного воздуха; 2) температуру воздуха в защитном укрытии с лицевой и с обратной сторон стыка при односторонней сварке в нижнем положении. Контроль за температурой и её регистрацию в Журнале сварочных работ следует возложить на сменного мастера (прораба) по сварке, ведущего сварочные работы на участке. При отрицательной температуре воздуха необходимо осуществлять следующие дополнительные мероприятия: - обеспечить сварщиков, монтажников, газорезчиков и других работников, занятых выполнением работ на открытом воздухе, теплой одеждой; - организовать в непосредственной близости от места сварки помещение для обогрева работающего персонала; - во время производства сварочных работ необходимо зону сварки и аппаратуру защищать от ветра и атмосферных осадков; - подготовить сварочную аппаратуру и механизмы для работы при отрицательной температуре. 7.18 Предварительный подогрев металла в зонах, сварки выполняют с целью просушки кромок и формирующих подкладок для сталей всех марок и толщин независимо от температуры воздуха и погодных условий. Температуру предварительного подогрева принимают (100...110) °С, ширину зоны нагрева - 100 мм в обе стороны от оси шва. Предварительный подогрев производят перед постановкой прихваток, приваркой выводных планок, первым (корневым) проходом шва, перед наложением очередного шва при многопроходной сварке, при возобновлении сварки после перерыва, если температура металла шва предыдущего слоя опустилась ниже 100 °С. Предварительный подогрев кромок в стыках длиной до 1 м производят сразу по всей длине. Для стыков большей длины рекомендуется подогрев вести одновременно со сваркой с опережением на 1,5 м. 7.19 Для предварительного и/или сопутствующего подогрева зон сварки рекомендуется использовать газокислородные горелки. Температуру подогрева рекомендуется контролировать специализированными электронными цифровыми термометрами (например, типа ТЦ-1000, ТК-2, ТК-3М и др.) или пирометрами, поверенными в установленном порядке. 7.20 Для защиты зон сварки от прямого попадания атмосферных осадков необходимо пользоваться легкими переносными укрытиями. Соединения, сваренные при отрицательной температуре, рекомендуется накрывать сразу после сварки утеплителем из различных теплоизоляционных материалов. 8 Технология сварки монтажных соединенийОбщие требования 8.1 Монтажную сварку конструкций стальных мостов надлежит выполнять в соответствии с настоящим СТО и согласно указаниям Технологического регламента, устанавливающим последовательность сборочно-сварочных операций на конкретном объекте, применяемую оснастку, инструмент, оборудование, сварочные материалы, режимы сварки и порядок наложения швов, операции по контролю качества. Основными устанавливаемыми и контролируемыми параметрами режима сварки являются: - сила сварочного тока Iсв, А; - напряжение на дуге Uд, В; - скорость сварки Vсв, м/ч. Дополнительные параметры: - скорость подачи электродной проволоки Vэл, м/ч; - диаметр электродной проволоки dэл, мм; - вылет электродной проволоки l, мм; - высота засыпки МХП в сварочный зазор h0, мм (рисунок 22). Сварку мостовых конструкций производят на постоянном токе обратной полярности (минус на конструкции). Способ монтажной сварки должен быть указан в чертежах КМ и КМД, а технология, режимы монтажной сварки и другие детали (например, высота засыпки МХП в сварочный зазор и др.) - в Технологическом регламенте по сборке и сварке монтажных соединений конкретного объекта. Способы и технологические особенности сварки монтажных соединений и области их применения приведены в таблице 3. Таблица 3 - Способы и технологические особенности монтажной сварки мостовых конструкций
8.2 Режимы сварки должны назначаться согласно указаниям настоящего СТО и Технологического регламента по монтажной сварке конкретного объекта в зависимости от марки стали, толщины проката, параметров разделки кромок, величины зазора и способов сварки, указанных в чертежах КМ. При этом необходимо соблюдать следующие условия (рисунок 21):
h - глубина проплавления; р -
притупление; е - ширина шва; g, g1, g2 - высота усиления; Kf - катеты угловых швов; b – зазор а) коэффициент
формы провара должен составлять б) в угловых швах (см. рисунок 21) должна быть обеспечена расчетная высота сечения по металлу шва tf = bfKf и по металлу границы сплавления tz = bzKf, где Kf - наименьший из катетов углового шва, принимаемый по катету вписанного треугольника; bf и bz - коэффициенты расчетных сечений угловых швов, принимаемые по таблице 4; Таблица 4 - Коэффициенты расчетных сечений угловых швов bf и bz
в) оптимальными следует считать угловые швы с прямолинейной поверхностью в поперечном сечении и с плавными переходами к основному металлу по зонам сплавления без наплывов и подрезов. Допускаемая выпуклость стыковых и угловых швов принимается по таблице 17 настоящего СТО, вогнутость угловых швов - до 30% значения катета шва, но не более 3 мм (см. таблицу 18); при этом вогнутость не должна приводить к уменьшению значения катета Kf, установленного при проектировании. Допускаемые отклонения катетов угловых швов, замеряемых катетомерами, не должны превышать значений, указанных в таблице 18. Допуски по подрезам приведены в таблице 17 настоящего СТО; г) оптимальными следует считать стыковые швы, геометрические параметры которых соответствуют указаниям 12.7 настоящего СТО, причём у стыковых и угловых швов, имеющих выпуклую форму, угол а между касательной из точки сплавления к выпуклости и плоскостью свариваемого металла должен быть не менее определённого значения в зависимости от категории шва (см. п. 1.16 таблицы 17); д) монтажная сварка мостовых конструкций при температуре воздуха минус 20 °С и ниже должна выполняться с применением тепляков (защитных укрытий), установленных с лицевой и обратной сторон монтажного соединения, обогреваемых калориферами или теплогенераторами. Температура воздуха внутри укрытий должна быть не ниже минус 10 °С на расстоянии 1 м от кромки стыка (по вертикали). 8.3 Режимы сварки, применяемые технологии сварки, сварочные материалы и оборудование должны обеспечивать получение сварных соединений со следующими механическими свойствами: а) минимальные значения предела текучести и временного сопротивления металла стыкового и углового швов не должны быть ниже их значений для основного металла по соответствующим ГОСТ или ТУ; б) максимальные значения твердости металла стыкового и углового швов и околошовной зоны должны быть не выше 350 единиц по Виккерсу (HV); в) минимальное значение относительного удлинения металла стыкового и углового швов на пятикратных образцах 55 должно быть не менее 16% для сталей любых марок; г) угол статического изгиба сварного соединения с поперечным стыком должен быть не менее 120°; д) минимальные значения ударной вязкости на образцах КCU (Менаже) при расчетной отрицательной температуре, принимаемой по указаниям СНиП 2.05.03-84* (таблицы 46 и 47) для стыковых соединений должны быть не менее 29 Дж/см2. 8.4 Если в монтажном сварном соединении используются стали различных классов прочности и различных марок, то следует применять способ сварки, сварочные материалы и режимы сварки, предусмотренные для стали более низкого класса прочности. 8.5 Сварка конструкций должна производиться после приемки операций сборки. Перед сваркой соединение должно быть очищено от шлака на прихватках, пыли и других загрязнений, появившихся уже после подготовки кромок под сварку (см. раздел 7 настоящего СТО). При наличии в соединении пересекаемых (заваренных на заводе или на монтаже) стыковых швов усиление их в местах пересечения должно быть удалено заподлицо с основным металлом на длину не менее 50 мм в каждую сторону. При сварке многопроходных швов каждый последующий сдой должен накладываться после тщательной очистки шлака предыдущего слоя. Направление оси электродной проволоки при сварке стыковых соединений должно быть по оси симметрии зазора. При многопроходной сварке с V-образными скосами кромок это требование относится лишь к сварке первых слоев. Последующее заполнение разделки кромок следует производить со смещением электродной проволоки влево и вправо от оси стыка так, чтобы каждый последующий слой шва перекрывал предыдущий на 1/3 его ширины. В процессе выполнения сварного шва, при наложении промежуточных и особенно облицовочных слоев, необходимо каждый проход осуществлять только после того, как температура металла шва предыдущего слоя не будет превышать плюс 200 °С и не ниже плюс 70 °С. При обрыве дуги в процессе наложения шва кратер и прилегающий к нему участок шва длиной 50 мм необходимо вырезать и затем заварить это место при новом зажигании цуги. Не допускается зажигание дуги на основном металле и вывод кратера на него. Начинать и заканчивать сварку следует на выводных планках (если шов не входит в «замкнутый контур»), которые удаляют сразу после сварки шва, и затем осуществляется контроль качества шва, в том числе и методом УЗД. 8.6 По окончании сварки металл шва и прилегающие к нему участки очищают от шлака и брызг, шов осматривают и сразу же устраняют вес видимые дефекты. Номер каждого выполненного стыка по маркировочной схеме и дату сварки заносят в Журнал сварочных работ с росписями сварщика и руководителя сварочных работ. 8.7 Элементы, свариваемые на монтаже двусторонними швами с перекантовкой, допускается перекантовывать только после остывания шва (d £ 20 мм) первого прохода до температуры не выше 100 °С с принятием мер против динамических нагрузок, а для стыков толщиной 25...40 мм - не выше 40 °С. Типы формирующих подкладок 8.8 При автоматической сварке под флюсом, в том числе с применением МХП, механизированной сварки в смеси защитных газов и ручной дуговой сварки стыковых соединений с односторонними швами в нижнем положении следует применять съёмные (несплавляющиеся) подкладки, обеспечивающие формирование обратной стороны шва без последующей его подварки и, как правило, без механической обработки. Рекомендуются следующие формирующие подкладки: - стекло-медные - для автоматической сварки под флюсом и с МХП металла толщиной до 16 мм включительно; - медные со стеклотканью - для автоматической сварки под флюсом и с МХП металла всех толщин; - медные со стеклотканью - для автоматической сварки под флюсом по ручной или механизированной подварке корня шва для односторонней ручной дуговой сварки на 100% сечения шва в нижнем положении, а также для односторонней механизированной сварки в смеси защитных газов в нижнем положении; - керамические (например, фирмы «КАТВАСК») - для механизированной сварки в смеси защитных газов и ручной дуговой сварки. Для медных подкладок следует применять листовую или полосовую медь марок M1, M1p, М2, М2р, М3, М3р, ГОСТ 859 и ГОСТ 495. Толщина медных подкладок должна быть: 12...16 мм - для сварки стыков на токах до 600 А; 18...20 мм - для сварки корневого прохода при силе тока более 600 А. Ширину формирующей канавки в подкладке принимают: 12...15 мм - для ручной дуговой сварки и механизированной сварки в смеси защитных газов; 15...20 мм - для сварки на токах до 600 А; 24...26 мм - при токе свыше 600 А. Глубина канавки: 1,5 - 2,0 мм для автоматической сварки; 1,0 - 1,5 м для ручной и механизированной сварки. Длину медных подкладок принимают равной 400...800 мм. Медные подкладки можно укладывать в стальную обойму, прикреплять к стальной полосе винтами впотай или просто поджимать к стыкуемым кромкам через стальную полосу толщиной 10-12 мм (см. рисунок 22).
а и б - автоматическая сварка по ручной или механизированной
подварке корня шва; Между изделием и стекло-медными или медными подкладками укладывают в два-три слоя плотную стеклоткань толщиной 0,25-0,30 мм марок Т10, T11 или Т13 по ГОСТ 19170 или марки ТС-23 по ТУ 6-48-92 или базальтовую ткань аналогичной толщины марки БТ-11 по ТУ 5952-031-00204949-95. Указанные стекло- и базальтовые ткани перед применением прокаливают при температуре 150...200 °С в течение двух часов. 8.9 Режимы односторонней сварки под флюсом стыковых соединений стальных конструкций мостов из статей марок 15ХСНД и 10ХСНД по ГОСТ 6713, 15ХСНДА и 10ХСНДА по ТУ 14-1-5120-92 (по Измен. № 6) любых категорий приведены в таблицах 5-8. Режимы подлежат уточнению в пределах указанных диапазонов при сварке контрольных технологических проб в зависимости от особенностей применяемого сварочного оборудования и параметров сети «по высокой стороне» на стройплощадке. Таблица 5 - Режимы односторонней автоматической сварки под флюсом с МХП стыковых соединений (кроме ПФК-56С): - сталей 10-15ХСНД по ГОСТ 6713 для конструкций обычного и северного исполнений зон А и Б; - сталей 10-15ХСНДА-2 по ТУ 14-1-5120-92 (по Измен. № 6) для конструкций обычного исполнения
Таблица 6 - Режимы односторонней автоматической сварки под флюсом с МХП стыковых соединений (кроме ПФК-56С) сталей 10-15ХСНДА-3 по ТУ 14-1-5120-92 (по Измен. № 6) для конструкций северного исполнения зоны А
Таблица 7 - Режимы односторонней автоматической сварки под флюсом с МХП стыковых соединений ноя керамическим флюсом ПФК-56С сталей 10-15ХСНД по ГОСТ 6713 и сталей 10-15ХСНДА по ТУ 14-1-5120-92 (по Измен. № 6) для конструкций обычного и северного исполнений
Таблица 8 - Режимы односторонней автоматической сварки под флюсом стыковых соединений в стандартную V-образную разделку кромок сталей 10-15ХСНД по ГОСТ 6713 и сталей 10-15ХСНДА по ТУ 14-1-5120-92 (по Измен. № 6) по ручной или механизированной (см. пункт 4 примечаний) подварке корня шва толщиной 8 мм
Площадь поперечного сечения наплавленного метала при автоматической сварке за один проход ориентировочно составляет: для корневых слоев шва – 60...90 мм2, для промежуточных слоев шва - 60...80 мм2; для облицовочных слоев шва - 50...60 мм2. 8.10 Механизированную сварку мостовых конструкций в смеси защитных газов (78-82)% Аr + (18-22)% СО2; (95-97)% Аr + (3-5)% О2; (83-87)% Аr + (10-12)% СО2 + (3-5)% О2; СО2 - для временных и/или вспомогательных конструкций, надлежит выполнять постоянным током обратной полярности (плюс на электроде). Режимы механизированной сварки стыковых соединений в смеси защитных газов приведены в таблицах 9 и 10. Таблица 9 - Режимы механизированной сварки в смеси защитных газов стыковых соединений сварочной проволокой сплошного сечения
Таблица 10 - Режимы механизирован ной сварки в смеси защитных газов стыковых соединений металлопорошковой проволокой «POWER BRIDGE»
Механизированная сварка стыковых соединений толщиной 10...25 мм под флюсом сварочной проволокой диаметром 2 мм выполняется на следующих режимах: - корневой слой - Iсв = 350...400 A, Uд = 30...32 В; Vсв = 18...22 м/ч; - последующие слои - Iсв = 400...450 А; Uд = 32...34 В; Vсв = 16...22 м/час. Источники питания дуги при механизированной сварке в смеси защитных газов должны иметь жёсткие, пологопадающие внешние характеристики, поскольку сварка ведется на больших плотностях тока. Рекомендуемое сварочное оборудование (источники питания дуги, сварочные полуавтоматы) для механизированной сварки мостовых конструкций в смеси защитных газов приведено в приложении Д настоящего СТО. Металлопорошковую проволоку марки «POWER BRIDGE» и сплошного сечения марок Св-08ГСМТ и Св-08Г2С, а также марок ПСГ-0302 и ПСГ-0301 рекомендуется применять диаметрами 1,2; 1,4 и 1,6 мм в зависимости от типа сварного соединения, размеров шва, положения его в пространстве, толщины свариваемого металла. Механизированную сварку в смеси защитных газов в нижнем положении рекомендуется производить проволокой диаметрами 1,4 и 1,6 мм, а сварку в потолочном, горизонтальном и вертикальном положениях - проволокой диаметрами 1,2 и 1,4 мм. 8.11 Ручную электродуговую сварку мостовых конструкций необходимо выполнять постоянным током обратной полярности (плюс на электроде) электродами, типы и марки которых приведены в таблицах 2б и 2в. 8.12 Ручную сварку монтажных стыковых соединений применяют для швов небольшой протяженности (до 1 м) в нижнем, вертикальном, горизонтальном и потолочном положениях; монтажные стыковые соединения ручной дуговой сваркой длиной более 1 м допускается выполнять при соответствующем обосновании. Для ручной дуговой сварки рекомендуется применять электроды диаметром 4 мм. Электроды диаметром 5 мм допускаются для сварки стыковых соединений листов толщиной 32...40 мм в нижнем положении; при необходимости применяются электроды диаметром 3 мм, особенно при ремонте сварных швов. Площадь поперечного сечения наплавленного металла при ручной дуговой сварке ориентировочно составляет: - для первого прохода (6 - 8) dэл, но не более 30 мм2; - для последующих проходов (8 - 12) dэл. Число проходов при ручкой дуговой сварке стыковых соединений с Y-образной разделкой кромок зависит от толщины свариваемых листов, величины зазора, пространственного положения и может быть принято в следующих пределах:
При подборе режимов ручной дуговой сварки необходимо учитывать указания завода-изготовителя электродов, приводимые в сертификатах или на упаковках. Ориентировочные режимы ручной дуговой сварки для стыковых соединений приведены в таблице 11. Таблица 11 - Режимы ручной электродуговой сварки стыковых соединений при напряжении дуги 22...26 В
8.13 Ручную дуговую сварку монтажных угловых швов любых катетов в различных пространственных положениях - нижнем, вертикальном, горизонтальном и потолочном (см. рисунок 2) - допускается применять на монтаже мостов без каких-либо ограничений при обеспечении требуемого качества сварных соединений. Ограничения могут быть по протяженности швов, поскольку при больших объёмах ручная сварка становится экономически невыгодной из-за малой производительности. Основные объёмы ручной сварки приходятся на заварку роспусков (заводских недоваров угловых швов) и приварку вставок продольных рёбер жесткости к стенкам балок (см. рисунок 4) и листам плит (см. рисунок 7). 8.14 Ручную сварку мостовых конструкций надлежит выполнять короткой дутой, равной 2-2,5 мм, и методом оттирания электрода. Число проходов зависит от проектного катета шва. По форме угловых швов и глубине проплавления должны соблюдаться требования 8.2, б, в. 8.15 При ручной сварке в нижнем положении «в угол» катет шва, выполняемого за один проход, должен быть оптимально 6 мм, и во всяком случае - не более 8 мм, во избежание подрезов на вертикальном даете и наплывов с несплавлениями - на горизонтальном. При сварке тавровых соединений типа Т3 с катетами 8-16 мм число проходов можно принять по следующим рекомендациям:
8.16 Ручную сварку швов в вертикальном положении выполняют короткой дугой, электродами диаметром 3-4 мм, снизу вверх, как правило, за один проход, формируя проектное сечение шва и проплавление кромок соответствующими колебаниями конца электрода. Катет вертикальных швов, свариваемых за один проход, следует принимать не более 10 мм. 8.17 Угловые швы тавровых соединений взамен ручной дуговой сварки могут выполняться механизированной сваркой под флюсом или механизированной сваркой в смеси защитных газов. Режимы такой механизированной сварки приведены в таблице 12. Таблица 12 - Режимы сварки угловых швов тавровых соединений (сварка «в угол»)
8.18 В целях уменьшения объёма наплавленного металла и снижения сварочных деформаций в стыковых соединениях двух л истовых (пакетных) поясов рекомендуется «ломаная» V-образная разделка. В этом случае в нижнем листе общий угол разделки кромок должен составлять 55...60°, а в верхнем - 40...45° (см. рисунок 5, узел Б), листы пакета должны быть проварены на заводе по торцевым кромкам согласно указаниям СТО 012-2007. Режимы и технологию сварки стыков двухлистовых пакетов с «совмещенными» сварными швами следует принимать по Технологическому регламенту монтажной сварки конкретного объекта, который должен разрабатываться научно-исследовательским институтом, занимающимся вопросами сварки конструкций стальных мостов. 8.19 Для односторонней автоматической сварки двухслойной коррозионно-стойкой стали с МХП следует применять медную подкладку, сечение которой приведено на рисунке 23. При сборке стыков под автоматическую сварку лицевая сторона медной подкладки покрывается двумя слоями стеклоткани, после чего такая подкладка поджимается к обратной стороне стыка. Длину звеньев подкладки принимают 600...800 мм, со стыковкой их с зазором 1-2 мм (см. рисунок 23). Медная подкладка толщиной не менее 18 мм должна быть уложена в стальную обойму и плотно поджата к стыкуемым элементам посредством винтовых или пневматических прижимов либо скоб с клиньями. Ширину канавки в подкладке принимают равной 22-26 мм.
Рисунок 23 - Конструкция медной подкладки для односторонней автоматической сварки двухслойной коррозионно-стойкой стали с МХП При сварке стыка должны быть созданы условия свободной поперечной усадки шва. Допускаются два способа односторонней сварки (см. таблицу 13): а) раздельная, при которой за первый проход сваривается основной слой стали 09Г2С, а за последующие проходы - плакирующий слой 12Х18Н10Т; б) совместная на всю толщину свариваемого металла. Таблица 13 - Режимы односторонней автоматической сварки под флюсом стыковых соединений двухслойной коррозионно-стойкой стали 09Г2С+12Х18Н10Т толщиной 12 мм с МХП на медной подкладке
При раздельной сварке 1-й проход по основному слою варят на постоянном токе обратной полярности, последующие проходы рекомендуется варить на постоянном токе прямой полярности, в том числе способом сварки «расщеплённым» электродом. При совместной сварке применяется постоянный ток обратной полярности с учётом примечания 5 к таблице 13. Металлохимическую присадку при раздельной и совместной сварке засыпают в уровень толщины основного слоя без её уплотнения. Сварка должна осуществляться непрерывно на всю длину соединения. При случайном обрыве дуги кратер шва необходимо удалить воздушно-дуговой строжкой, зачистить абразивным инструментом на глубину не менее 1 мм и переварить на 20 мм от места обрыва дуги. При раздельной сварке полотнищ с пересекающимися швами в первом по исполнению шве плакирующий слой при 2-м проходе не доваривают на 100...150 мм до пересечения швов, с последующим наложением его после сварки пересекаемого шва. Вертикальная (наклонная) автоматическая сварка 8.20 Автоматическая вертикальная (наклонная) сварка с принудительным формированием стыкового шва применяется при сварке вертикальных (наклонных) стенок основных несущих конструкций - балок и коробок - сплошностенчатых пролетных строений (в том числе и трапециевидного поперечного сечения), если проектом предусмотрены цельносварные стыки (см. рисунок 4). При сварке вертикальных стыков рёбер жёсткости нижних ребристых плит может применяться механизированная вертикальная сварка стыков рёбер жёсткости с принудительным формированием шва (см. рисунок 7). 8.21 Для автоматической сварки вертикальных (наклонных) стыков стенок главных балок должны применяться аппараты безрельсового или рельсового типа; марки сварочного оборудования (источники питания дуги, сварочные автоматы) для автоматической и механизированной вертикальной сварки приведены в приложении Д. В качестве направляющего рельса используют уголок 45´5 или 50´5 мм. Листы толщиной до 25 мм включительно сваривают без скоса кромок аппаратами безрельсового типа, при этом в нижней части таких стыков на длине 150 мм должна быть предусмотрена Х-образная разделка кромок под ручную или механизированную сварку (см. рисунок 32). Сварка металла
толщиной 12...20 мм может выполняться самозащитной порошковой проволокой или
проволоками сплошного сечения (2´1,6 мм) под слоем расплавленного флюса. Сварка
металла толщиной 25 мм и более выполняется только порошковой самозащитной
проволокой. В стыках толщиной свыше 25 мм выполняется Х-образная разделка
кромок с углом раскрытия кромок
1 - участок ручной или механизированной сварки; 2 - участок
автоматической сварки; 3 - медная охлаждаемая трубка 8.22 Охлаждение формирующих медных ползунов или подкладок осуществляют посредством замкнутой системы охлаждения (рисунок 25), состоящей из бака емкостью 0,8...1 м3 водяного насоса производительностью 30...40 л/мин при напоре 25...60 м (типа «Водолей», «Малыш» и др.) и двух шлангов - напорного и сливного. При сварке зимой вода в баке должна постоянно подогреваться или бак должен заполняться незамерзающей жидкостью (антифризом).
1 - трубы диаметром 3/4"; 2 - подводящие шланги; 3 - ползуны;
4 - отводящие шланга; 5 - бак с водой, 6 – насос 8.23 Автоматическую сварку вертикальных (наклонных) стыков порошковой самозащитной проволокой и проволоками сплошного сечения под слоем расплавленного флюса с принудительным формированием стыкового шва надлежит выполнять постоянным током обратной полярности (минус на изделии) на режимах, указанных в таблице 14. Таблица 14 - Режимы автоматической вертикальной (наклонной) сварки стыковых соединений с принудительным формированием шва сталей по ГОСТ 6713 и сталей по ТУ 14-1-5120-92 (по Измен. № 6)
При правильно подобранном режиме и хорошо отлаженном сварочном процессе дуга возбуждается и горит спокойно, без чрезмерного разбрызгивания наплавляемого металла. Наплавленный металл должен быть покрыт равномерным тонким слоем шлака, который после охлаждения шва без труда удаляется. В шве не должно быть пор, трещин, шлаковых включений. 8.24 Автоматическая вертикальная (наклонная) сварка (рисунок 26) должна быть тщательно подготовлена, чтобы процесс её не прерывался на всю высоту шва. В случае вынужденной технологической остановки требуется удаление кратера шва. Для этого отключают подачу проволоки, перемещение аппарата и источник питания: снимают формирующие ползуны и поднимают аппарат вверх по стыку на 400...500 мм. Удаляется кратер шва. и процесс сварки возобновляется. Во избежание появления пор при возобновлении сварочного процесса (при использовании самозащитной порошковой проволоки) в зону дуги рекомендуется подавать углекислый газ в течение 35-40 с до установления стабильного процесса сварки. После сварки места остановок сварочного процесса контролируют внешним осмотром. Участки с обнаруженными недопустимыми дефектами удаляют, зачищают, подваривают вручную, после чего проводят ультразвуковой контроль качества стыкового шва.
1 - мундштук; 2 - проволока; 3 - шлаковый слой; 4 - металлическая
ванна; 5 - шлаковая корка; 6 - формирующие медные ползуны; 7- свариваемые
элементы 9 Последовательность операций по сборке и сварке конструктивных элементов пролётного строенияТехнология сборки и сварки цельносварных стыков главных балок 9.1 При выполнении цельносварных стыков главных балок на строительной площадке рекомендуется следующий порядок производства рабом - установка блоков главных балок или коробок на сборочные (стапельные) опоры с учетом эпюры строительного подъема, обратного выгиба на величину сварочных деформаций и с проверкой проектного положения их в плане и профиле; - подготовка под сварку нижнего пояса, включающая в себя (рисунок 27): точное совмещение листов смежных блоков с обеспечением сварочного зазора, зачистку кромок и околошовных зон металла (см. 7.3), приварку выводных планок (см. 7.9), установку и поджатие к стыку формирующих медных подкладок;
1 - монтажный домкрат; 2- прижимной домкрат; 3 - металлическая
обойма; 4 - медная формирующая подкладка; 5 - сварочный автомат; 6 - выводные
планки; 7 - монтажная клетка; 8 - направляющая дорожка для автомата; 9 - нижний
пояс балки; 10 - сварной шов - сварка стыка нижних поясов балок автоматом по технологии, описанной в разделе 8 настоящего СТО; контроль качества стыкового шва нижних поясов балок, в т.ч. и методом УЗД; - сборка с
подгонкой по месту вертикальной (наклонной) вставки стыка стенки (рисунок 28) с
обеспечением технологических сварочных зазоров. Для листов толщиной до 25 мм
включительно без разделки кромок зазоры внизу стыка должны быть по 12-13 мм,
вверху - по 14-15 мм. Для листов большей толщины (более 25 мм) с разделкой
кромок зазоры монтажных стыках устанавливают по
1 - упор; 2 - клин; 3 - прокладка; 4 - свариваемые листы; 5 -
сборочная скоба - зачистка свариваемых кромок и прилегающих к ним зон металла; - устранение депланации стыкуемых деталей по плоскости стенки и фиксация их положения посредством скоб (не менее 6 шт.), привариваемых к стыкуемым деталям с обратной стороны стыка (со стороны заднего ползуна аппарата, рисунок 29). Депланация кромок свыше 1 мм не допускается. На концевых участках (сверху и снизу) протяженностью не менее 450 мм она должна быть нулевой,
1 - свариваемые листы; 2 - сборочные скобы - прихватка вставки стенки к нижнему поясу в трёх местах с длиной швов по 70...80 мм с обеих сторон в шахматном порядке; - приварка выводных планок и установка технологических площадок для выхода сварочного аппарата (рисунок 30);
Рисунок 30 - Технологическая площадка (1) для выхода сварочного аппарата за пределы свариваемых листов, сборочная скоба (2), выводные планки (3) - приемка подготовленных под сварку стыковых соединений руководителем сварочных работ; - поочерёдная ручная (механизированная) сварка нижнего участка шва на длине 150 мм; - поочередная автоматическая сварка вертикальных (наклонных) швов. При равных зазорах очередность любая, при неравных первым сваривается стык с большим зазором. При автоматической вертикальной сварке стыков толщиной 20 мм и выше сварка производится с поперечными колебаниями электрода (мундштука) на 2-3 мм; - удаление вспомогательных приспособлений (скоб, планок, площадок) без повреждения основного металла, срезка выводных планок, зачистка сварных швов от шлака, брызг, натеков металла, снятие усиления швов в местах постановки продольных рёбер по стенке балок, подготовка и контроль макрошлифов по торцам обоих швов; - контроль качества вертикальных (наклонных) стыковых швов вставки стенки балки внешним осмотром и методом УЗД. Устранение выявленных дефектов и повторный УЗД-контроль; - сборка с подгонкой по месту вставки верхнего пояса с обеспечением технологических зазоров и проектной разделки кромок; - подготовка под сварку соединений верхнего пояса, включающая прихватку вставки к стенке с обеих сторон в шахматном порядке, зачистку кромок, приварку выводных планок, установку, закрепление и поджатие к стыкам формирующих подкладок; - сварка верхнего пояса автоматом или РДС по технологии, приведенной в разделе 8 настоящего СТО. Контроль качества этих стыковых швов, в т.ч. и методом УЗД. Сварка нижних угловых поясных швов, включая роспуски нижних поясных швов по стенкам балок; - сборка с подгонкой (прирезкой) и сварка стыковых швов вставок горизонтальных рёбер жесткости по стенкам балок с последующей заваркой всех роспусков и угловых швов обратно-ступенчатым способом в последовательности, приведенной на рисунке 31, в том числе и заварка верхних угловых, поясных швов по стенкам главных балок.
1-17 - порядок сварки; 18 - монтажные прихватки; 19 - заводские швы 9.2 Если конструкция сварочного аппарата не позволяет начать сварку вертикальных (наклонных) стыков непосредственно с нижнего пояса балки, производится ручная сварка или механизированная сварка в смеси защитных гадов нижних участков стыковых швов на высоту не менее 150 мм с подготовленной, заранее Х-образной разделкой кромок под указанные способы сварки, причем сварку этого участка на втором шве допускается выполнять только после автоматической сварки первого шва на полную высоту. Сварка вертикальных стыковых швов стенки балки толщиной более 25 мм показана на рисунке 24, для стенок балок толщиной до 25 мм включительно сварка вертикальных стыковых швов выполняется по рисунку 32.
1 - участок ручной или механизированной сварки; 2 - участок
автоматической сварки 9.3 Технология выполнения на монтаже цельносварных стыков нижних ребристых плит (см. рисунок 7) со сваркой рёбер малогабаритным рельсовым полуавтоматом А-681М аналогична технологии сварки стыков стенок главных балок с учетом следующих особенностей: - при сварке
рёбер из листа толщиной S до 20 мм включительно без разделки кромок зазоры
устанавливают равными - при сборке стыков нижних продольных рёбер без разделки кромок торцы стыкуемых элементов рекомендуется приварить к горизонтальному листу ребристой плиты вручную для предотвращения затекания шлака под рёбра и вставку и, следовательно, непровара в начале швов; - процесс сварки начинают непосредственно на листе плиты при вылете электрода 50...55 мм, поэтому в начальный период сварки в течение 35-40 с напряжение дуги должно быть установлено выше номинального на 2-3 В. Во избежание образования пор в начале шва в течение этого периода в зону горения дуги необходимо подавать дополнительную защиту: углекислый газ или смесь защитных газов. 9.4 При сборке и сварке цельносварных стыков необходимо предусматривать предварительные выгибы, переломы, развалы в стыкуемых элементах для компенсации сварочных деформаций, влияющих на окончательные размеры и форму конструкций. Величины их указывают (предварительно) в Технологическом регламенте на монтажную сборку и сварку конкретного объекта и уточняют затем по факту при монтажной сборке и сварке конкретных конструкций по результатам сварки первых блоков. В конструкциях с цельносварными стыками технологические отверстия нельзя располагать ближе, чем на 150 мм от монтажного шва. Технология выполнения комбинированных фрикционно-сварных стыков главных балок 9.5 Сборку и сварку комбинированных стыков (см. рисунок 5) основных несущих конструкций сплошностенчатых пролётных строений (балок, коробок, L-образных элементов) при монтаже указанных металлоконструкций на сборочном стапеле, а также при навесном и полунавесном монтаже рекомендуется выполнять в следующей последовательности: - пескоструйная обработка контактных поверхностей фрикционных соединений стыкуемых стенок и нижних поясов главных балок и соответствующих накладок. Стыкуемые монтажные блоки главных балок устанавливают краном с выполнением предварительной «черновой» прирезки припуска (если он имеется) по стыку верхних поясов балок и фиксируют в проектном положении калиброванными пробками и высокопрочными болтами по стыковым накладкам стенок главных балок. Проводится геодезический контроль их положения в профиле по строительному подъёму и в плане. Число пробок и болтов принимают по проекту производства работ. Болты затягивают гайковертами на усилие, равное 60...70 % от проектного, при этом определённое число рядов болтов вверху и внизу стыка следует завернуть «от руки» обычным «рожковым» ключом с длиной плеча 300 мм. Количество этих рядов болтов должно быть указано в Технологическом регламенте на монтажную сварку конкретного объекта. Производят окончательный геодезический контроль проектного положения монтируемых блоков и герметизацию фрикционных соединений по контуру накладок; - монтажный стык блоков главных балок обстраивают подмостями для безопасного и качественного производства сварочных работ на нижнем и верхнем поясах; - стык балок до сварки стыка нижних поясов поддомкрачивают (с опиранием домкратов на жёсткое основание) до отрыва стыкуемых балок от монтажных столиков, и в этом положении он должен удерживаться до полного завершения сварки стыка как нижних, так и верхних поясов балок; - стык нижних поясов балок выполняют ручной дуговой сваркой или автоматической сваркой под флюсом по ручной или механизированной подварке корня шва; в этом случае сварочный трактор оборудуют специальным удлинителем, желательно под проволоку диаметром 4 мм, (рисунок 33) для прохода через технологическое окно в стенке балки. Допускается выполнять такие стыки комбинированным способом: в районе стенок балок - ручной дуговой сваркой, а на остальной части стыка - автоматической сваркой под флюсом по ручной или механизированной подварке корня шва;
1 - сварочный трактор; 2 - удлинитель; 3 - выводные планки; 4 -
стальная обойма; 5 - формирующая медная подкладка; 6 - нижний пояс главной
балки; 7 - направляющая; 8 - стенка главной балки - окончательная прирезка припуска по стыку верхних поясов главных балок с проверкой величины притупления кромок, зазора и последующей пескоструйной обработкой; - сборка и сварка стыка верхних поясов балок (автоматической сваркой под флюсом или ручной дуговой сваркой при длине стыка менее 500 мм); - снятие усилия с домкратов под стыком нижних поясов балок и проверка строительного подъёма состыкованных главных балок после сварки; - срезание выводных планок, и контроль стыков нижних и верхних поясов балок сначала визуально (методом ВИК), затем - методом ультразвуковой дефектоскопии (УЗД); свободные кромки стыков поясов балок следует притупить фаской 1-2 мм со округлением углов; - в уровне состыкованных нижних, а затем и верхних поясов блоков главных балок необходимо заварить ручной дуговой сваркой или механизированной сваркой в смеси защитных газов роспуски угловых поясных швов согласно указаниям проекта, с закольцовкой их «по контуру». Места перехода от заводского углового поясного шва к монтажному необходимо зачистить шлифмашинкой. Затем следует подрезать газовой резкой «носики» в выкружках стенок главных балок, после чего необходимо шлифмашинкой зачистить места реза с обеспечением требуемого по проекту радиуса; расстояние от края сварного стыкового шва пояса до плавного перехода должно быть около 50...60 мм; - закрытие технологических отверстий внизу и вверху стыка стенок балок прокладками, установка в проектное положение нижних и верхних накладок по стенкам балок на высокопрочных болтах с затяжкой этих болтов гайковёртом на усилие 60...70% от проектного; - геодезическая съёмка состыкованных главных балок с проверкой их положения в профиле (по строительному подъёму) и в плане; разметка, сверловка отверстий и установка уголков (после пескоструйной обработки контактных поверхностей) по стыкам продольных рёбер стенок главных балок с затяжкой их гайковёртом на усилие 60...70% от проектного; - после полного окончания всех сварочных работ на стыке блоков главных балок по длине - все высокопрочные болты на состыкованных балках следует затянуть на проектное усилие (на 100%), и затем по всем фрикционным соединениям выполняется герметизация по контуру накладок и временная их защита согласно указаниям Технологического регламента на монтажную сварку конкретного объекта. Сборка и сварка ортотропных плит А) Укрупнение плит 9.6 Укрупнительную сборку и сварку монтажных блоков ортотропных и ребристых плит следует производить на специально оборудованных стендах, обслуживаемых монтажными кранами грузоподъемностью, достаточной для подъёма и перемещения укрупненных блоков плит («двоек», «троек», «четвёрок» и даже «пятёрок»). Стенды, как правило, оборудуют навесами. В холодное время года их превращают в закрытые отапливаемые помещения, где поддерживается температура воздуха не ниже 0 °С. При небольших объемах работ по укрупнению плит стенды закрывают переносными укрытиями-тепляками. 9.7 Сборку блоков плит на укрупнительном стенде производят на высокопрочных болтах и монтажных пробках, устанавливаемых в стыках поперечных балок, с соблюдением заданных в проекте поперечных уклонов мостового полотна и обеспечением в продольных стыках настильных (горизонтальных) листов требуемых по технологии сварки зазоров. 9.8 Продольные кромки стыков, свариваемых на укрупнительном стенде, должны обрабатываться полностью на заводе-изготовителе конструкций. Продольные кромки плит в соединениях их с главными балками и поперечные кромки ортотропных и ребристых плит могут обрабатываться на заводе или иметь технологические припуски на последующую подрезку при их установке в пролётное строение. Этот вопрос должен быть решён на стадии разработки чертежей КМ и Технологического регламента на монтажную сварку конкретного объекта. Номинальный размер припусков - 50 мм. 9.9 При сварке продольных стыковых швов на съёмных медных подкладках для установки их в узлах пересечения с поперечными балками в стенках последних должны быть предусмотрены проёмы (вырезы), ширина которых с каждой стороны назначается не менее 50 мм, а высота h = S + 40 мм, где S - наибольшая толщина свариваемого листа. 9.10 Стенды для укрупнения ортотропных и ребристых плит в монтажные блоки, например, «двойки», должны иметь устройства для образования предварительного перелома продольных стыков до сварки и фиксирующие устройства (прижимы) для закрепления плит в процессе сварки. Последовательность технологических операций по укрупнению плит в монтажные блоки, например, «двойки», следующая; - очистить с помощью пескоструйной установки контактные поверхности поперечных рёбер плит и накладок; - установить на стенд две плиты согласно монтажной схеме проекта; - с помощью монтажных приспособлений установить зазор в монтажном продольном стыке плит 9-10 мм; - создать предварительный перелом в стыках, для этого в укрупняемых «двойках» свободные кромки обеих плит опустить вниз от проектных отметок на величину ординаты f, которая зависит от толщины d свариваемых листов плит (d = 12...40 мм), а также от фактической ширины и массы укрупняемых плит. Ориентировочные величины ординат перелома плит f должны указываться в Технологическом регламенте на монтажную сварку конкретного пролётного строения моста; - собрать стыкуемые поперечные рёбра плит на высокопрочных болтах проектного диаметра, при этом в двух верхних рядах высокопрочные болты следует затянуть от руки обычным «рожковым» ключом с длиной плеча 300 мм, все остальные болты затягивают гайковёртом на 60...70% проектного усилия; - проверить геометрию укрупняемого блока в профиле и в плане геодезическими приборами и мерительным инструментом; прижать плиты к стенду по свободным концам в четырёх точках; - очистить с помощью пескоструйного аппарата свариваемые кромки продольного стыка, устранить депланацию кромок и собрать стык на прихватках и выводных планках; наложение прихваток выполнять в порядке, не допускающем уменьшение (стягивание) зазора в соединении (в направлении от середины стыка к краям); выводные планки качественно приварить к плитам; - зачистить прихватки и свариваемые кромки от шлака, брызг и т.п. дефектов; каждую прихватку осматривают, и дефектные прихватки с трещинами и порами вырезают и ставят новые качественные прихватки; на каждой прихватке шлифмашинкой делают «заход» и «сход» (плавное увеличение и уменьшение толщины прихватки); - предъявить собранный на прихватках стык лицам, ответственным за сварочные работы и обеспечение предварительного перелома плит, и только с их разрешения приступить к постановке формирующих медных подкладок; при необходимости (по указанию мастера) делается повторная пескоструйная очистка стыка перед постановкой медных подкладок; - с помощью приспособлений установить с нижней стороны стыка формирующие подкладки согласно указаниям Технологического регламента на монтажную сварку конкретного объекта, предварительно подогрев кромки сначала с нижней стороны стыка до постановки медных подкладок, а затем с верхней стороны стыка - после постановки подкладок; - заварить автоматической сваркой с МХП собранный продольный стык на режимах, указанных в разделе 8 настоящего СТО. Данный стык выполняется при первом проходе сварочного автомата двумя участками обратноступенчатым методом. Это требование распространяется на стыки любой толщины ортотропных и ребристых плит, собранных на любом типе формирующих подкладок под одностороннюю автоматическую сварку согласно указаниям настоящего СТО. Сначала заваривают при первом проходе автомата концевой участок длиной 1,0...1,5 м с МХП у первого торца конструкций, а затем выполняют первый проход сварочного автомата с МХП от начала не заваренного участка стыка (от второго торца конструкций) до начала заваренного концевого участка. Второй проход сварочного аппарата выполняют без МХП на всю длину стыкового шва; автоматическую сварку слоев шва и указанных участков стыка выполняют в одном направлении и «на подъём» (рисунок 34). Указанная на рисунке 34 последовательность выполнения слоев и участков продольных стыковых швов обязательна как при автоматической сварке с МХП продольных стыков на стенде, так и при автоматической сварке с МХП продольных стыков в пролёте (на сборочном стапеле), в т.ч. и для продольных силков примыканий плит к поясам главных балок;
1а и 1б - участки первого прохода автомата с МХП; 2а - участок
второго прохода автомата без МХП; Vсв - направление автоматической сварки участков и
слоев шва «на подъём» - разобрать медные подкладки, освободить плиты от крепления к стенду, срезать выводные планки газовой резкой, места реза зачистить шлифмашинкой. Усиление стыкового шва с лицевой и обратной сторон на конце стыка с неприрезаемой стороны снять шлифмашинкой заподлицо с основным металлом на длине по 50 мм; - проконтролировать заваренный стыковой шов сначала внешним осмотром и, после устранения всех видимых дефектов, - методом ультразвуковой дефектоскопии (УЗД); при необходимости здесь же на стенде выполняется термическая или термомеханическая правка соответствующих участков заваренного стыка, предварительно проверив геодезическими приборами профиль укрупнённой плиты; - заварить ручной дуговой сваркой роспуски угловых швов по поперечным рёбрам плит; - затянуть все высокопрочные болты на проектное усилие (на 100%), выполнить герметизацию по контуру накладок и временную защиту фрикционных соединений по указаниям Технологического регламента. Б) Сборка и сварка плит с поясами главных балок 9.11 При монтаже пролетного строения, в том числе с использованием укрупнённых и одиночных блоков ортотропных и ребристых плит прирезку кромок с технологическими припусками по продольным и поперечным стыкам следует выполнять переносными газорезательными полуавтоматами по копиру или разметке. Допускается ручная подрезка указанных припусков на небольших участках, с последующей зачисткой кромок абразивным инструментом и обеспечением требуемого сварочного зазора и качества кромок согласно проектной документации. 9.12 Сборка и сварка блоков главных балок должна опережать сборку и сварку укрупнённых или одиночных блоков ортотропных плит между этими балками как минимум на длину одного блока главной балки. 9.13 До начала монтажа укрупнённых или одиночных блоков плит между поясами главных балок необходимо проверить проектное расстояние между поясами главных балок и габарит монтируемой плиты. Сборка нижних ребристых плит под сварку с нижними поясами главных балок выполняется с обязательным предварительным «развалом» главных балок. Величины ординат «развала» главных балок должны быть указаны в Технологическом Регламенте на монтажную сварку конкретного объекта. 9.14 Последовательность технологических операций по сборке и сварке ортотропных плит, расположенных между верхними поясами главных балок, следующая: - установить в проектное положение первый монтажный блок ортотропной плиты между верхними поясами главных балок. Зазоры в продольных стыках примыкания данного блока плиты к верхним поясам (листу настила) главных балок после возможной подрезки отдельных участков листа настила плиты и последующей сборки должны быть в пределах 9-10 мм до постановки электроприхваток в стыках. Очистить с помощью пескоструйного аппарата соответствующие поперечные рёбра плиты и балок, а также накладок; - собрать на высокопрочных болтах и пробках узлы стыков поперечных рёбер плиты с главными балками. Высокопрочные болты разрешается затягивать на усилие 60...70% от проектного, а по два верхних ряда болтов в этих стыках заворачивают «от руки» обычным «рожковым» ключом; пробки поочерёдно заменяют болтами, которые также затягивают на усилие 60...70% от проектного. Выполнить герметизацию фрикционных соединений по контуру накладок; - собрать на электроприхватках и затем заверить автоматической сваркой с МХП первый продольный стык, оставив в конце шва (с одной стороны) роспуск длиной 0,5...0,8 м до первого поперечного стыка плит; направление автоматической сварки - «на подъём»; затем аналогичный комплекс работ по сборке и сварке выполнить для второго продольного стыка первой плиты. Автоматическая сварка с МХП указанных продольных стыков выполняется согласно рисунку 34; - после снятия медных подкладок с продольных стыков швы тщательно осматривают, все видимые дефекты устраняют, и выполняют ультразвуковой контроль качества (УЗД) заваренных продольных стыковых швов; - смонтировать второй монтажный блок ортотропной плиты между главными балками с обеспечением зазоров после прирезки технологического припуска в поперечном стыке плит и в продольных стыках примыкания этой второй шипы к верхним поясам главных балок - 9-10 мм до постановки электроприхваток. Все высокопрочные болты в узлах примыкания второй плиты к главным балкам затягивают также на 60...70% от проектного усилия, а по два верхних ряда болтов заворачивают «от руки» обычным ключом; пробки поочерёдно заменяют болтами, которые также затягивают на усилие 60...70% от проектного. Выполнить герметизацию фрикционных соединений по контуру накладок: - устранить депланацию кромок и собрать первый поперечный стык ортотропных плит на электроприхватках, при этом сварку примыканий плит к балкам («полукресты») и пересечений данных стыков («кресты») следует выполнять с учётом указаний 9.18 настоящего СТО; - заварить автоматической сваркой с МХП первый, поперечный стык ортотропных плит -«на подъём»; снять медные подкладки и проверить качество шва внешним осмотром и затем устранить все видимые дефекты как со стороны корня шва, так и с лицевой стороны; обратный валик поперечного стыка данных плит в районе «крестов» и «полукрестов» зачищают шлифмашинкой заподлицо с основным металлом по 100 мм в каждую сторону. Выполнить контроль качества этого поперечного шва плит метолом УЗД; - выполнить поочерёдную сборку и автоматическую сварку с МХП продольных стыков примыкания второй плиты к верхним поясам главных балок согласно рисунку 34, оставив в конце швов роспуски длиной 0,5...0,8 м до следующего (уже второго) поперечного стыка ортотропных плит; направление автоматической сварки - всегда «на подъём», проконтролировать заваренные продольные стыки методом УЗД; - заварить РДС угловые швы роспусков в узлах примыкания поперечных рёбер второй плиты к блокам главных балок; затем все высокопрочные болты в этих узлах затянуть на проектное усилие (на 100%) и выполнить временную защиту фрикционных соединений по указаниям Технологического регламента на монтажную сварку конкретного объекта; торцы затарированных высокопрочных болтов пометить краской; - затем шлифмашинкой снять усиление обратного валика в поперечном стыковом шве плит в местах его пересечения со вставками продольных рёбер (полосовых или трапециевидных) ортотропных плит. Выполнить сборку монтажных стыков продольных рёбер на высокопрочных болтах или на сварке по указаниям проекта; - если стыки продольных рёбер выполняются на высокопрочных болтах, то на 1-м этапе сборки болты затягивают на усилие 60...70% от проектного с герметизацией фрикционных соединений по контуру накладок. Затем заваривают угловые швы роспусков продольных рёбер и их вставок, после чего высокопрочные болты в этих стыках продольных рёбер затягивают на проектное усилие (на 100%). По каждому стыку продольных рёбер выполняется временная защита этих фрикционных соединений по указаниям проекта и Технологического регламента на монтажную сварку конкретного объекта. При сборке на накладках и высокопрочных болтах стыков продольных рёбер смежных ортотропных плит необходимо следить, чтобы максимальное смещение стыкуемых продольных рёбер смежных плит составляло до 4 мм. При большем смещении допускается применять в фрикционных стыках продольных рёбер кососимметричные прокладки, которые следует заказывать на заводе-изготовителе конструкций с учётом фактических смещений рёбер в стыках; - если монтажные стыки продольных рёбер (полосовых или трапециевидных) выполняются полностью на сварке, то сначала прирезают припуск вставок рёбер, затем их монтаж и сборку на прихватках. После этого в первую очередь выполняют стыковые швы продольных рёбер, затем заваривают угловые швы примыканий вставок продольных рёбер к листу настила, в т.ч. и роспуски угловых швов по указаниям Технологического регламента на монтажную сварку конкретного объекта; - далее процесс сборки и сварки ортотропных плит между верхними поясами главных балок повторяется по вышеизложенной технологии. Автоматическую сварку с МХП всех стыковых соединений по ортотропной проезжей части выполняют только «на подъём». 9.15 Сборку и сварку консольных ортотропных плит с верхними поясами главных балок выполняют в аналогичном порядке, т.е. в той же технологической последовательности, что и для плит, расположенных между главными балками. Отличительной особенностью здесь является то, что перед сваркой каждого продольного стыка примыкания консольной плиты к верхнему поясу балки необходимо свободную продольную кромку листа настила такой плиты опустить вниз от проектной отметки на определённую величину. Ориентировочное значение ординаты опускания консольной плиты должно быть указано в Технологическом регламенте на монтажную сварку конкретного объекта. При сварке поперечных стыков консольных ортотропных плит выводные планки приваривают в обязательном порядке по свободным торцам консольных плит, на продольных стыках - только в начале и в конце монтируемого пролетного строения. В поперечных и продольных стыках листа настила консольных ортотропных плит направление автоматической сварки с МХП - только «на подъём». 9.16 В углах перехода лидерной части пролётного строения к основному проектному поперечному сечению следует вваривать специальные монтажные временные треугольные элементы (деконцентраторы) с обеспечением определённых радиусов перехода в острых углах согласно указаниям проектной документации (чертежам КМ), если монтаж пролётного строения принят методом продольной надвижки. 9.17 Продольные стыки нижних ребристых плит с поясами главных балок допускается выполнять по рисунку 35а, если на то есть указание проектной документации. При разной толщине листов пояса и нижней плиты завод-изготовитель производит механическую обработку кромки более толстого листа с обеспечением плавного перехода не круче 1:4 (рисунок 35б).
Рисунок 35 - Варианты продольного стыка нижних ребристых плит между собой и/или с нижним поясом главной балки В) Сборка и сварка стыковых соединений плит в зоне пересечений и примыканий швов («крестов» и «полукрестов») 9.18 При сборке и сварке стыковых соединений ортотропных и ребристых плит между собой и с поясами главных балок в зоне пересечений и примыканий швов (в «крестах» и «полукрестах») надлежит выполнять следующие указания. По поперечным стыкам плит: а) после окончания прирезки (где это необходимо) технологических припусков поперечной кромки листа настила ортотропных плит или горизонтального листа нижних ребристых плит на концевых участках поперечного стыка плит (в «полукрестах»), а также в зонах пересечения поперечного стыка с продольными стыковыми швами, заваренными на стендах (в «крестах»), следует обеспечить небольшую V-образную разделку кромок длиной по 300 мм с общим углом раскрытия около 40° при зазоре в стыке около 9 мм и притуплении кромок 4-5 мм; б) после постановки электроприхваток в поперечных стыках ортотропных и ребристых плит необходимо ручной дуговой сваркой заварить вышеуказанные участки данного стыка длиной по 300 мм на формирующей медной подкладке с высотой стыкового шва около 10-12 мм (рисунки 36 и 37);
Рисунок 36 - Последовательность выполнения слоев и участков поперечных и продольных стыковых швов листа настила ортотропных плит «двоек» между главными балками
Рисунок 37 - Последовательность выполнения слоев и участков поперечных и продольных стыковых швов листа настила консольных ортотропных плит в) первый проход сварочного автомата по поперечным стыках», плит выполняют определёнными участками - «на подъем» (см. рисунки 36 и 37), при этом начало и окончание автоматической сварки первого слоя шва по каждому участку выполняют на зонах ручной дуговой сварки с удалением возможных кратеров и ручной подваркой этих мест, т.е. при первом проходе сварочного автомата с МХП зоны ручной дуговой сварки здесь не переваривают автоматом (рисунки 36 и 37); г) второй проход (слой) сварочного автомата по поперечным стыкам плит выполняют также «на подъём», в том числе и по зонам ручной дуговой сварки (см. рисунки 36 и 37) По продольным стыкам плит: д) после постановки электроприхваток по продольным стыкам примыкания ортотропных и ребристых плит к балкам необходимо также ручной дуговой сваркой заварить указанные на рисунках 36 и 37 участки длиной по 300 мм с высотой стыкового шва около 10-12 мм; для обеспечения хорошего качества шва на этих участках следует также под РДС (на продолах плит, см. рисунки 36 и 37) выполнить небольшую V-образную разделку кромок (a = 40° при зазоре около 9 мм и притуплении кромок 4-5 мм): е) первый проход сварочного автомата по продольным стыкам плит выполняют несколькими участками (см. рисунки 36 и 37) и зоны ручной дуговой сварки здесь не переваривают автоматом; ж) второй проход сварочного автомата по данным продольным стыкам плит выполняют напроход, в т.ч. и по зонам ручной дуговой сварки (в районе поперечного стыка плит и в зоне роспусков продольного стыкового шва, см. рисунки 36 и 37) 9.19 Обратный валик (усиление шва) на участках стыковых швов, выполненных в корневой части ручной дуговой сваркой на формирующих медных подкладках по всем перечисленным зонам, (по 9.18), подлежит механической обработке шлифмашинкой заподлицо с основным металлом конструкций по всей длине зон «крестов» и «полукрестов», Сборка и сварка стыковых соединений двухлистовых пакетов поясов главных балок 9.20 В цельносварных и комбинированных, стыках главных балок стыковые соединения двухлистовых пакетов поясов главных балок (см. рисунок 5 в, г и Узел Б) можно выполнять двумя способами: - комбинированной сваркой (автоматической и ручной) по толщине пакетного стыка; - ручной дуговой сваркой на всё сечение пакетного стыка (как вариант). В комбинированных стыках главных балок (при применении автоматической сварки для стыков нижних поясов главных балок) к серийному сварочному автомату следует использовать специальный удлинитель, который проходит через нижнее технологическое окно в стенках балок. 9.21 Перед сборкой стыков двухлистовых пакетов поясов главных балок под монтажную сварку необходимо провести осмотр монтажных торцов таких поясов балок для оценки качества выполненных на заводе-изготовителе соединительных швов листов пакета пояса. При выявлении внешним осмотром (с применением 7´ лупы) в этих соединительных швах пакетов дефектов типа цепочек или одиночных пор, а также надрывов, трещин и др., последние тщательно вырезают шлифмашинкой, предварительно обжав пакет пояса струбцинами, и затем выполняют качественную ручную дуговую сварку данных соединительных швов как минимум за 2 прохода, причём корневой проход выполняют электродами УОНИИ 13/55 диаметром 3,0 мм. 9.22 При сварке поперечных стыков двухлистовых пакетов поясов главных балок с целью снижения вероятности образования «домиков» в монтажном стыке и обеспечения проектного стройподъёма необходимо использовать домкраты или монтажные тумбочки, подклиненные в зоне монтажного стыка балок, с установкой их на жесткое основание. Сборку стыковых соединений пакетных поясов балок под монтажную сварку осуществляют на медных формирующих подкладках. 9.23 В пакетных стыках должна быть выполнена «ломаная» V-образная разделка кромок (см. рисунок 5, Узел Б), при этом притупление кромок должно быть 2±1 мм, зазор в корне стыка около 4-6 мм. После выполнения сборки стыка пакетных поясов балок на прихватках и выводных планках производят ручную подварку корня шва электродами УОНИИ 13/55 диаметром 4 мм обратноступенчатым способом на следующем режиме: а) Iсв = 140...160А, б) один электрод диаметром 4,0 мм сжигается на длине около 100...120 мм (скорость сварки). При этом разрешается выполнять корневой проход по меди как с подсыпкой прокалённого измельчённого флюса марки АН-348А в канавку медной подкладки, так и без него (на усмотрение главного сварщика монтажной организации). 9.24 В стыках, выполняемых комбинированной (автоматической и ручной) сваркой, после удаления шлака и зачистки шлифмашинкой лицевой поверхности ручной подварки, тщательно осматривают данную лицевую поверхность, при этом толщина ручной подварки корня стыка должна быть не менее 10 мм. Все видимые дефекты (поры, подвороты, несплавления, кратеры, трещины и др.) вырезают, подваривают, зачищают, повторно контролируют. Только после этого осуществляют последующую автоматическую сварку стыка под флюсом по выполненной ручной подварке корня шва, причём перед началом автоматической сварки необходимо дополнительно проверить поджатие медных формирующих подкладок. 9.25 В стыках двухлистовых пакетов поясов главных балок, выполняемых комбинированной сваркой (автоматической и ручной) на толщине пакета, применяют следующий порядок сварки. Сначала выполняют ручную дуговую сварку корневых проходов (подварку) стыка нижнего листа по 9.22 и 9.23 на высоту около 10-12 мм (зона I). Затем автоматической сваркой под флюсом выполняются промежуточные проходы но стыку нижнего листа, не заполняя верхнюю часть толщины нижнего листа около 5 мм (зона II). Далее ручной дуговой сваркой заваривают оставшиеся 5 мм толщины нижнего листа плюс 10 мм толщины верхнего листа (зона III), после чего автоматической сваркой под флюсом заваривают оставшуюся часть разделки пакетного стыка по верхнему листу (зона IV) - рисунок 38.
I и III - зоны по толщине пакета, выполняемые ручной дуговой сваркой
(РДС); 9.26 Автоматическую сварку зон II и IV пакетного стыка поясов балок выполняю; сварочными материалами по таблице 2а настоящего СТО с применением следующих режимов сварки. Первый проход автомата по ручной подварке: Iсв = 500...550 A; Uд = 36...38 В; Vсв = 18...19 м/ч. Второй и все промежуточные проходы: Iсв = 550...650 А; Uд = 38...39 В; Vсв = 18...39 м/ч. Облицовочные слои шва (сила сварочного тока и скорость сварки варьируются в зависимости от степени заполнения разделки соответствующей зоны шва): Iсв = 550...600 A; Uд = 38...40 В; Vсв = 18...21,5 м/ч. Вылет электрода диаметром 4 мм для первого и второго проходов составляет 36-38 мм, а для всех последующих проходов - 38-40 мм. Перед началом выполнения каждого прохода сварочного автомата необходимо контролировать температуру металла шва, она должна быть не ниже плюс 70 °С и не превышать 200 °С. 9.27 Автоматическую сварку стыков пакетных поясов главных балок выполняют с применением метода «реверсирования», т.е. сначала варят два прохода автомата в одном направлений, после чего сварочный трактор разворачивают и варяг два прохода в противоположном направлении. Затем направление сварки вновь меняют, и т.д. до полного заполнения разделки соответствующей зоны стыка. Этот технологический приём, позволяет избежать отклонения свободного конца пристыковываемой главной балки «в плане». При автоматической сварке, соответствующих зон стыка пакетных поясов балок поперечные смещения электрода диаметром 4 мм влево и вправо от оси стыка необходимо выполнять так, чтобы каждый последующий проход перекрывал предыдущий на 1/3 его ширины. При выполнении средних и облицовочных проходок в данных стыках необходимо следить за тем, чтобы; - наплавляемые валики перекрывали друг друга на величину не менее 1/3 ширины валика; - между валиками, а также между крайними валиками и стенками разделки не образовывались глубокие межваликовые впадины, заполняемые шлаком; - межваликовые впадины облицовочных слоев шва зоны IV не превышали 0,5 мм (при большей глубине требуется механическая обработка лицевой поверхности пакетного стыка шлифмашинкой). 9.28 При выполнении стыков пакетных поясов главных балок ручной дуговой сваркой на 100% сечения стыка (как вариант, см. 9.20) слои сварного шва после 3-го прохода должны выполняться от стыкуемых кромок (от стенок разделки) к оси стыка поочерёдно (см. рисунок 38, слои 1-6), и в последнюю очередь выполняется по оси стыка замыкающий (объединяющий) слой 7 (см. рисунок 38). Все слои шва, выполняемые ручной дуговой сваркой, (в т.ч. и по зонам I и III при выполнении пакетного стыка комбинированной сваркой), должны выполняться одновременно двумя сварщиками от середины стыка к выводным планкам, при этом окончания слоев РДС не должны попадать в одно вертикальное сечение. 9.29 После сварки стыка пакетных поясов главных балок и снятия медных подкладок срезают выводные планки, места реза зачищают шлифмашинкой, а острые свободные грани стыковых соединений притупляют фаской 1-2 мм со скруглением углов. Усиление обратного валика стыкового шва зачищают заподлицо с основным металлом по всей длине шва. Усиления на свободных концевых участках стыковых швов пакетных поясов главных балок с лицевой стороны зачищают заподлицо с основным металлом на длине около 50 мм. После выполнения комплекса механической обработки стыковые швы контролируют методом УЗД. Затем необходимо заварить роспуски соединительных швов пакета пояса и в последнюю очередь заварить роспуски угловых поясных швов главных балок. 10 Требования к качеству сварки и сварных соединений. Контроль качестваОбщие положения 10.1 Контроль качества на всех стадиях монтажных сборочно-сварочных работ осуществляют под руководством главного инженера мостостроительной организации специалисты службы главного сварщика и технического отдела, а также производители работ и мастера монтажного участка в соответствии со своими должностными инструкциями. Службы технического контроля должны быть оснащены техническими средствами, обеспечивающими необходимую достоверность и полноту контроля. Инженерно-технический персонал должен быть ознакомлен с рабочей документацией, Технологическим регламентом на монтажную сварку конкретного объекта и нормативными документами. Авторский и технический надзор за качеством сборочно-сварочных работ осуществляют Заказчик и проектная организация, а также организация, выполняющая научно-техническое сопровождение сварочных работ и разработавшая Технологический регламент на монтажную сварку конкретного объекта. Для выполнения специальных способов контроля качества сварки могут привлекаться специализированные организаций. Ответственность за качество собранных и сваренных конструкций на всех этапах монтажа металлических конструкций мостов несут исполнители и руководители данного вида работ согласно соответствующим должностным инструкциям. Руководство сварочными работами в мостостроительной организации при монтаже металлических конструкций мостов осуществляет специалист сварочного производства (главный сварщик), прошедший аттестацию в АЦ (см. 4.1.2) не ниже, чем по 3-му уровню в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства ПБ 03-273-99 с учётом «Рекомендаций 2007 г.» по применению указанных Правил на объектах стального мостостроения. Линейные инженерно-технические работники - мастера, прорабы - выполняющие и непосредственно руководящие сварочными работами на участке при монтаже стальных конструкций мостов, должны пройти аттестацию в указанных Аттестационных Центрах не ниже, чем по 2-му уровню. Руководитель сварочных работ (главный сварщик) подчиняется непосредственно главному инженеру мостостроительной организации и работает в соответствии с должностной инструкцией, определяющей его обязанности и права. 10.2 Основными задачами контроля качества сборочно-сварочных работ являются: - обеспечение соблюдения технологии сборочно-сварочных работ и требований нормативной документации; - своевременное предупреждение и выявление дефектов; - повышение ответственности непосредственных исполнителей за качество выполняемых работ. 10.3 Для выполнения всех требований по обеспечению качества монтажных сварных соединений в мостостроительной организации должен проводиться трехступенчатый контроль качества; - входной контроль качества поступающих в производство: технической документации, материалов (в т.ч. сварочных материалов) и технологий сварки, а также оборудования, в т.ч. сварочного; - пооперационный контроль качества при монтаже металлоконструкций; - приёмочный контроль качества смонтированных металлоконструкций. Результаты контроля фиксируются в исполнительной документации (журналах и актах), составленной по утвержденным формам. В этих документах должны быть отражены результаты наблюдений на всех стадиях входного, пооперационного контроля, контроля готовых монтажных соединений и контроля смонтированной конструкции в целом. Исполнительной документацией по качеству сварных конструкций являются: журналы монтажных работ; Общий журнал работ; Журнал постановки и натяжения высокопрочных болтов; Журнал сварочных работ; Журнал ультразвукового контроля качества (УЗК) монтажных сварных соединений; Журнал пескоструйной очистки; Журнал тарировки динамометрических ключей; Журнал контроля подготовки высокопрочных болтов, гаек и шайб; Технологический регламент по сборке и сварке монтажных соединений; заключения по результатам неразрушающих методов контроля качества швов с указанием всех обнаруженных дефектов (допустимых и недопустимых); заключения и протоколы испытаний контрольных сварных технологических проб; акты проверки соблюдения технологии монтажной сварки; материалы по выявлению причин появления дефектов в швах и т.п. 10.4 Для создания сквозной системы контроля за качеством сборочно-сварочных работ мостостроительная организация разрабатывает маркировочную схему монтажных сварных швов, в которой присваивается наименование и порядковый номер каждому сварному шву, выполненному на монтаже, а также наименование, порядковый номер швам и плитам, прошедшим укрупнительную сборку. Марки швов и элементов, принятые в маркировочной схеме, едины для записи во всей исполнительной документации. Маркировочную схему разрабатывают на каждое пролетное строение и прикладывают к исполнительной документации. Укрупненным монтажным блокам одного типа, многократно повторяющимся в пролётном строении, после укрупнения присваивают марку, содержащую в себе тип плит, из которых блок укрупнён, и порядковый номер в ряду блоков этого типа. Маркировку укрупнённых блоков наносят несмываемой краской на крайнее поперечное ребро у его правого конца. При установке укрупнённого блока, имеющего порядковый номер, в пролётное строение на маркировочной схеме в месте установки этого блока ставят его порядковый номер. Плиты, не требующие укрупнения или однократно устанавливаемые в пролетном строении, маркируют по маркам заводских блоков без присвоения порядкового номера. Входной контроль 10.5 Входной контроль качества охватывает: - проверку полноты проектно-технологической документации и её соответствия требованиям норм; - контроль качества поступающих на монтаж основных металлоконструкций; - контроль качества поступающих в производство сварочных материалов путём проверки наличия и срока годности свидетельств об их аттестации и проверки каждой партии сварочных материалов в установленном порядке, - проверку состояния сварочного оборудования, наличия и срока годности свидетельства о его аттестации; - проверку срока годности документов (аттестационных удостоверений) у электросварщиков, инженерно-технических работников и дефектоскопистов, выданных в соответствующих АЦ. 10.6 Документация, выдаваемая в производство, должна иметь штампы и подписи главного инженера группы Заказчика «Утверждаю к производству работ» и главного инженера Генерального подрядчика (мостостроительной организации) «Согласовано к производству работ». 10.7 Поступающие на монтаж металлоконструкции перед их сборкой должны проходить приёмку (входной контроль). При приёмке поступающих с завода-изготовителя основных металлоконструкций (отправочных марок: балок, плит и т.п.), монтажных элементов и деталей следует проверять наличие маркировки и её соответствие монтажной схеме, клейм приемки ОТК и Мостовой инспекции, клейм с указанием марки стали деталей, входящих в отправочную марку. Не допускается применение металлопроката и метизов, не имеющих сертификатов качества заводов-изготовителей, а также не имеющих маркировки. Кроме того, осуществляется контроль следующих параметров: правильность геометрических форм и линейных размеров, отсутствие или наличие недопустимых остаточных деформаций и повреждений, форма и качество подготовленных кромок под монтажные сварные соединения, качество скругления свободных кромок, а также (внешним осмотром) - качество заводских сварных соединений. Конструкции по допускам на линейные размеры и геометрическую форму должны соответствовать требованиям действующих норм на заводское изготовление (СТО 012-2007). 10.8 Качество стандартных сварочных материалов должно удовлетворять требованиям нормативных документов: проволока - ГОСТ 2246, флюс - ГОСТ Р 52222, электроды - ГОСТ 9466 и ГОСТ 9467. Каждая марка сварочных материалов, применяемая мостостроительной организацией при монтаже стальных конструкций мостов, должна иметь «Свидетельство об аттестации» НАКС. При отсутствии последнего требуется проведение аттестации применяемых марок сварочных материалов или предприятием-поставщиком материалов (производителем) или мостостроительной организацией (потребителем). Аттестация марки сварочных материалов подразделяется на первичную и периодическую. Первичную аттестацию проходят марки сварочных материалов, которые ранее не были аттестованы для сварки стальных конструкций мостов. Срок действия «Свидетельства об аттестации» конкретной марки для серийно выпускаемых сварочных материалов - 3 года, а для опытно-промышленных марок сварочных материалов, рекомендованных к аттестации специализированными научно- исследовательскими организациями - 1 год. Периодическую аттестацию проходят марки сварочных материалов, прошедшие первичную аттестацию, в целях продления срока действия «Свидетельства об аттестации» марки материала. Периодическую аттестацию марки проводят каждые 3 года. Аттестацию марки сварочных материалов проводят в соответствии с РД 03-613-03 и рекомендациями по применению РД 03-613-03. 10.9 Каждая применяемая мостостроительной организацией технология сварки при монтаже стальных конструкций мостов подлежит производственной аттестации в АЦ. Производственную аттестацию технологий сварки подразделяют на первичную и периодическую. Первичную производственную аттестацию технологий сварки проводят в тех случаях, когда строительно-монтажная организация стальных конструкций мостов впервые применяет аттестуемую технологию сварки на своём предприятии, или при отсутствии оформленного «Свидетельства об аттестации» на применяемую данным предприятием технологию сварки. Периодическую производственную аттестацию технологий сварки проводят через каждые 4 года в случае, когда организация, занимающаяся монтажом сварных стальных конструкций мостов, постоянно применяет технологию сварки, прошедшую первичную производственную аттестацию на своём предприятии, а также после перерыва в применении данной технологии сварки свыше одного года. Аттестацию сварочных технологий (процедура и порядок оформления аттестации) проводят в соответствии с РД 03-614-03 и рекомендациями по применению РД 03-614-03. 10.10 Перед началом монтажных сварочных работ на конкретном объекте, а также перед передачей каждой новой партии одного из сварочных материалов на монтаж их качество проверяется испытанием из готов ленных сваркой контрольных технологических проб с определением механических свойств. Сварку контрольных технологических проб выполняют на стройплощадке конкретного строящегося объекта в реальных условиях монтажа. По результатам испытаний таких контрольных сварных проб для мостостроительной организации должны быть выданы Протоколы испытаний и заключения по возможности применения конкретных партий аттестованных сварочных материалов в определённой их комбинации на стройплощадке при монтаже металлоконструкций конкретного пролётного строения. Данные испытания и выдачу указанных документов осуществляют специализированные организации. Изготовление и испытание указанных контрольных сварных технологических проб следует производить в соответствии с указаниями обязательного приложения Е (подраздел Е1 «Методы и объёмы испытаний контрольных сварных технологических проб»). 10.11 Каждая единица сварочного оборудования (источники питания сварочной дуги, сварочные автоматы и полуавтоматы) мостостроительной организации, выполняющей монтаж стальных мостов, т.е. потребителя сварочного оборудования, подлежит аттестации в АЦ, если оно не аттестовано заводом-изготовителем (поставщиком сварочного оборудования). Для поставщиков сварочного оборудования в стальное мостостроение аттестация сварочного оборудования выполняется на определённую партию. Аттестация сварочного оборудования подразделяется на первичную и периодическую Первичной аттестации подлежит следующее сварочное оборудование: - ранее не аттестованное сварочное оборудование; - сварочное оборудование, не выпускавшееся ранее данным производителем: - сварочное оборудование импортного производства. Периодическая аттестация у производителя (поставщика) и потребителя сварочного оборудования осуществляется каждые 3 года. Аттестацию сварочного оборудования (проведение специальных и практических испытаний, порядок оформления аттестации) проводят в соответствии с РД 03-614-03 и Рекомендациями по применению РД 03-614-03. 10.12 Контроль качества сварных соединений стальных конструкций мостов неразрушающими методами выполняют специалисты 1 и 2-го уровня квалификации по неразрушающему контролю. Эти специалисты должны быть аттестованы в независимых органах аттестации персонала, имеющих аккредитацию ОАО «НТЦ «Промышленная безопасность». Оценку качества сварных соединений и выдачу заключений по результатам неразрушающего контроля качества сварных соединений проводят специалисты 2-го уровня квалификации. Дефектоскописты, систематически выдающие неверные заключения о качестве сварных соединений, отстраняются от работы впредь до прохождения внеочередной аттестации в указанных органах аттестации персонала. При проверке технического состояния дефектоскопической аппаратуры оценивается соответствие её основных параметров требованиям нормативно-технической документации на неразрушающий метод контроля. Вся дефектоскопическая аппаратура, применяемая для неразрушающего контроля качества сварных соединений конструкций мостов, должна быть поверена в региональном Центре Стандартизации и Метрологии (ЦСМ) и иметь Свидетельство о госповерке установленного образца. 10.13 К сварке стальных конструкций мостов на монтаже допускаются сварщики 4-6 разрядов достигшие 18-летнего возраста, прошедшие обучение и аттестацию в АЦ. Сварщик, выполняющий сварочные работы при монтаже стальных конструкций мостов, должен иметь Аттестационное удостоверение сварщика - «Аттестованный сварщик -1 уровень» по п. 2 «Металлические конструкции пролётных строений, опор и пилонов стальных мостов при сборке, сварке и ремонте в монтажных условиях» группы технических устройств ОПО (Конструкции Стальных Мостов (КСМ) с указанием вида (способа) сварки, на который он допускается. Периодическую аттестацию сварщиков (I уровень) проводят в АЦ через каждые 2 года; периодическую аттестацию специалистов сварочного производства на объектах стального мостостроения II и III уровней проводят в указанных организациях через каждые 3 года, а IV уровня - через каждые 5 лет. Пооперационный контроль 10.14 Выполнение каждой последующей операции при монтаже металлоконструкций пролетного строения разрешается только после осуществления контроля качества работ на предыдущей операции. Пооперационный контроль проводится в соответствии с технологическими картами на сборку и сварку монтажных соединений, разработанными на основании Технологического регламента на монтажную сварку металлоконструкций конкретного объекта. Пооперационный контроль качества возлагается на мастеров и прорабов. Перед подачей на сборку отправочных марок, монтажных элементов и деталей, (монтажную площадку или укрупнительную сборку) следует проверить качество исправления всех отклонений, зафиксированных при входном контроле и произвести при необходимости дополнительные исправления. Сборка монтажных соединений под сварку должна выполняться в полном соответствии с указаниями Технологического регламента на монтажную сварку металлоконструкций пролётного строения моста. Перед сваркой собранных соединений контролируют: правильность проектного положения элементов конструкции (в плане, профиле и по длине); правильность (в пределах допусков) всех размеров и формы подготовленных кромок (величина зазора, притупления, прямолинейность, постоянство сечения разделки, угол раскрытия разделки и пр.); плотность и надежность закрепления формирующих подкладок; величину депланации и уступов стыкуемых кромок; правильность обработки и чистоту свариваемых кромок; соответствие применяемой при сборке технологической оснастки и др. Контроль над выполнением установленной технологии сборки и сварки должен осуществляться периодически - не реже одного раза в смену и при выполнении каждого нового типа монтажного соединения. Проверяют соответствие применяемых при сварке марок электродной проволоки, флюса и электродов, соответствие режима сварки и предварительного подогрева, правильность наложения слоев при заполнении разделки, качество наплавленного металла (визуально) и сечение швов. Приемочный контроль 10.15 Все монтажные сварные соединения подлежат приемке непосредственно после выполнения сварки. 10.16 В зависимости от конструктивного оформления, условий эксплуатации и монтажа пролётного строения монтажные швы сварных соединений мостовых конструкций разделены на I, II и III категории (таблица 15). Внутри каждой категории швам присвоен порядковый номер (тип шва сварного соединения). Таблица 15 - Категории швов монтажных сварных соединений стальных конструкций мостов
Категории монтажных сварных швов назначает проектная организация согласно указаниям таблицы 15 с учётом условий эксплуатации и монтажа конструкций. 10.17 При приёмке сварных швов проводят визуально-измерительный контроль по РД 03-606-03, ультразвуковой контроль (УЗД) по ГОСТ 14782 и, при необходимости уточнения данных ультразвукового контроля, радиографический контроль по ГОСТ 7512 (просвечивание проникающим излучением), а также металлографические исследования макрошлифов на торцах соединений и механические испытания контрольных сварных соединений по ГОСТ 6996. Методы и объёмы контроля швов монтажных сварных соединений приведены в таблице 16. По требованию Заказчика может производиться дополнительный контроль иными неразрушающими методами (магнитопорошковый, капиллярный контроль и др.) сверх установленных в таблице 16 объёмов по отдельной смете. Таблица 16 - Методы и объёмы контроля швов монтажных сварных соединений стальных конструкций мостов
10.18 Наименование дефектов, их характеристика по расположению, форме и размерам, а также допуски на дефекты по категориям сварных швов приведены в таблице 17. 10.19 При визуально-измерительном: контроле сварных швов проверяют соответствие формы и размеров шва требованиям нормативно-технической документации. Визуально-измерительный контроль (ВИК) проводят мастера или прорабы по сварке, аттестованные на указанный метод контроля в соответствующих НК-центрах, имеющих аккредитацию ОАО «НТЦ «Промышленная безопасность». Отклонения размеров сечения швов от проектных не должны превышать величин, указанных в ГОСТ 8713 и ГОСТ 11533 (автоматическая и механизированная сварка под флюсом), ГОСТ 14771 и ГОСТ 23518 (дуговая сварка в защитных газах), ГОСТ 5264 и ГОСТ 11534 (ручная дуговая сварка). Размеры угловых швов любого очертания должны соответствовать величине катетов по чертежам КМ с учетом максимально допустимого зазора между свариваемыми деталями по перечисленным стандартам. Вогнутость углового шва не должна приводить к уменьшению значения расчетного катета, установленного в чертежах КМ. Предельные отклонения размера катетов швов от номинального значения для способов сварки, применяемых при монтаже мостовых конструкций, приведены в таблице 18. При визуально-измерительном контроле сварных швов надлежит применять следующие средства измерения и инструмент; универсальный шаблон сварщика (УСШ-3), лупы типа ЛПК-471, ЛП-6, ЛИ-8, ЛИ-10 с увеличением от двукратного до десятикратного, штангенциркуль ШЦ-1-125-0,1 с глубиномером, линейки металлические типа Л-300, угольник поверочный 100Ч60 мм (угол 90°), рулетка 5 м, набор радиусных шаблонов № 1 (R = 1-6 мм) и № 3 (R = 7-25 мм), набор щупов № 4 (0,1-1 мм), маркёр по металлу любого типа, например, Edding 8750 - белый. 10.20 Швы монтажных сварных соединений должны удовлетворять следующим условиям: а) иметь гладкую или равномерно чешуйчатую поверхность с плавными переходами к основному металлу, без наплывов и недопустимых подрезов (см. таблицу 17); б) в многопроходных швах облицовочные валики должны перекрывать друг друга на 1/3 ширины, а глубина межваликовых впадин не должна превышать 0,5 мм; в) вес кратеры должны быть заварены; г) не должны иметь недопустимых поверхностных дефектов, исходя из таблицы 17; д) механическая обработка шва и околошовной зоны должна соответствовать чертежам КМ и требованиям документации на неразрушающий контроль. Радиусы сопряжений в зонах сплавления при механической обработке угловых швов должны быть не менее 3 мм, стыковых швов - не менее 10 мм. При несоблюдении хотя бы одного из требований сварные швы подлежат ремонту до проведения ультразвукового контроля и повторному визуально-измерительному контролю. Таблица 17 - Допуски на дефекты в сварных швах
Таблица 18 - Допуски на угловые швы
10.21 При неразрушающем контроле качества швов сварных соединений оценивают наличие, количество, характер и размеры поверхностных и внутренних дефектов по таблице 17. Контроль качества монтажных сварных соединений ультразвуковой дефектоскопией (УЗД) проводится дефектоскопистами мостостроительной или сторонней организации в соответствии с методикой ультразвукового контроля, изложенной в подразделах Е2 - Е7 приложения Е настоящего СТО, в объёмах по таблице 16. Соединения, в которых соотношение ширины валика и толщины свариваемых листов не соответствует ГОСТ и/или не позволяет прозвучивать сечение шва акустической осью луча типовых преобразователей (искателей), следует проверять ультразвуковой дефектоскопией с применением специальных искателей или ультразвуковой дефектоскопией по типовой методике после зачистки усиления валиков шва заподлицо с основным металлом, или радиографическим методом по типовой методике. 10.22 Перед ультразвуковым контролем дефектоскописты проводят повторный внешний осмотр сварного соединения для оценки качества шва и качества его подготовки к неразрушающему контролю. Швы, имеющие недопустимые наружные дефекты или некачественную подготовку, не контролируют и возвращают на доработку. Соединения, представляемые на контроль, должны быть обработаны в объемах, предусмотренных чертежами КМ и КМД, очищены от брызг металла, отслаивающейся окалины, краски, грязи и пыли по всей длине контролируемых участков в зонах, ширина которых приведена в технологических картах (но не менее 200 мм). Сварные соединения не должны иметь недопустимых поверхностных дефектов, необработанных допустимых подрезов и превышения ширины валика (размеров катетов) по сравнению с установленной соответствующим стандартом, наплывов и резких перепадов, создающих отражения ультразвуковых колебаний и не позволяющих выявить дефекты. Предъявляемые лабораторией контроля качества (ЛКК) дополнительные требования к подготовке сварных соединений к контролю, включая повторную зачистку зоны перемещения преобразователя при неудовлетворительном для ультразвукового контроля состоянии поверхности проката, а также дополнительную зачистку заподлицо с основным металлом валика шва в корне стыкового одностороннего соединения листов толщиной менее 20 мм и усиления валиков в местах пересечения швов металла любой толщины, должны выполняться работниками строительного участка. Шероховатость поверхности при механической обработке зон контроля должна быть не ниже Rz40 по ГОСТ 2789. 10.23 Поиск дефектов следует вести по схеме поперечно-продольного и продольно-поперечного перемещения преобразователя при превышении чувствительности поиска над чувствительностью оценки NXO, на 6 дБ. Для ультразвукового контроля качества сварных соединений применяют современные ультразвуковые дефектоскопы в комплекте с пьезопреобразователями (искателями). Основные параметры ультразвукового контроля, способы прозвучивания, схемы и параметры сканирования приведены в приложении Е, подразделы Е2 - Е7. Для выявления дефектов, расположенных у торцов стыковых соединений, следует дополнительно прозвучивать зону у каждого торца, постепенно поворачивая преобразователь приблизительно до угла в 45° между плоскостью торца и плоскостью падения волны. Для обнаружения поперечных трещин в стыковых соединениях следует дополнительно прозвучивать шов с каждой из двух сторон, перемещая преобразователь вдоль валика таким образом, чтобы плоскость падения волны составляла с продольной осью шва угол 10...40°. 10.24 Участок шва с дефектами считают негодным и подвергают ремонту, если выполняется одно из условий: 1. Ngmax > NXO (максимальная амплитуда Ngmax эхо-сигнала от дефекта больше NXO); 2. NXO ³ Ngmax ³ NXO - 6, но дефект обнаруживается преобразователем в положении, при котором плоскость падения волны составляет с продольной осью шва угол 10°...40°, 3. NXO ³
Ngmax ³
NXO - 6, но
условная протяженность 4. NXO ³ Ngmax ³ NXO - 6, но расстояние DL между ближайшими дефектами меньше 45 мм, DL < 45 мм, <15 мм и <10 мм для швов I, II и III категорий соответственно. 5. NXO ³ Ngmax ³ NXO - 6 и DL ³ 45 мм, DL ³ 15 мм и DL ³ 10 мм но число дефектов на участке шва длиной 400 мм более 4, более 5 и более 6 для швов I, II и III категорий соответственно. 10.25 В случае обнаружения недопустимых дефектов в сварном шве для выполнения ремонтных работ составляют карты контроля с указанием местоположения дефекта по длине шва, по глубине залегания и по условной протяженности дефекта, а также делается запись в журнале сварочных работ и ультразвукового контроля. После исправления дефектных участков проводят повторный контроль, о результатах которого делают соответствующую запись в исполнительной документации. Заключение о качестве сварного соединения подписывает дефектоскопист не ниже 2-го уровня квалификации по ультразвуковому контролю качества сварных соединений в сооружениях. 10.26 Швы сварных соединений просвечивают проникающим излучением (при необходимости, см. таблицу 16), как правило, по нормали к плоскости свариваемых листов, а в отдельных случаях (для выявления возможного непровара) - по скосам кромок. Источник излучения (ГОСТ 24034) выбирают в зависимости от радиационной толщины, материала контролируемого элемента, заданного класса контроля и геометрии просвечивания. Требования к выполнению радиографического контроля должны быть приведены в технологической карте, разработанной для конкретного шва (швов) и утвержденной в установленном порядке. 10.27 При металлографическом исследовании макрошлифов на торцах сварных швов после срезки выводных планок проверяют возможные дефекты в виде непроваров, пор. шлаковых включений и трещин. На сварных технологических пробах, кроме того, определяют коэффициент формы провара, ширину и очертание зон термического влияния, измеряют твердость различных зон сварного шва. В случае получения неудовлетворительных результатов металлографического исследования макрошлифов исследуют микроструктуру па полированных и травленых шлифах при сильном увеличении (в 50...2000 раз) сварного шва и околошовной зоны с определением размеров зерна. 10.28 Швы сварных соединений не могут быть признаны годными, если по одному из использованных методов контроля согласно таблице 16 подучены отрицательные результаты. 11 Исправление дефектных участков швов и правка деформированных конструкцийИсправление дефектных швов 11.1 Сварные соединения, не отвечающие требованиям к их качеству, допускается исправлять. Способ исправления назначает руководитель сварочных работ мостостроительной организации с учетом требований настоящего СТО. Дефектные швы могут быть исправлены посредством частичного или полного их удаления с последующей переваркой. 11.2 Наплывы и недопустимое усиление швов обрабатывают абразивным инструментом. Неполномерные швы, недопустимые подрезы, незаплавленные кратеры, непровары и несплавления снаружи по кромкам подваривают с последующей зачисткой. Участки швов с недопустимым количеством пор, шлаковых включений и внутренних несплавлений полностью удаляют и заваривают вновь по технологии, приведенной в 11.3 и 11.4. 11.3 При обнаружении трещин в шве или в основном металле устанавливают их протяженность и глубину с помощью УЗД. При необходимости в начале и в конце трещины засверливают отверстия диаметром 8-10 мм. Затем выполняют подготовку участка под заварку с V-образной разделкой кромок с общим углом раскрытия 60...70° с помощью армированных наждачных кругов толщиной 6-8 мм. Допускается разделка кромок воздушно-дуговой резкой угольными омеднёнными электродами диаметром 6, 8 и 10 мм с последующей механической обработкой поверхностей реза абразивным инструментом на глубину не менее 1 мм, или специальными электродами марок АНР-5, ОЗР-Р, ОЗР-2 диаметром 3-5 мм с последующей зачисткой от шлака и грата или электродами марки СЭЗ-А-1. Участок шва с трещиной, если не производилось засверлившие отверстий в начале и конце трещины, следует удалять с захватом металла шва по 50 мм в каждую сторону. Аналогично готовят под ремонтную сварку участки швов с недопустимым количеством пор, шлаковых включений и несплавлений. 11.4 Подготовленный к ремонту дефектный участок необходимо заваривать, как правило, тем способом сварки, который предусмотрен для выполнения данного шва. Короткие участки длиной до 1 м с внутренними дефектами, выполненные автоматической и механизированной сваркой, а также участки любой протяженности с внешними дефектами в виде подрезов, шлаковых включений и др. допускается исправлять ручной дуговой сваркой электродами диаметром 3-4 мм. Внутренние дефекты устраняют с разделкой дефектного участка, внешние - без разделки или с частичной разделкой армированными наждачными кругами. При ремонте швов механизированной сваркой в смеси защитных газов следует применять металлопорошковую проволоку «POWER BRIDGE» диаметром 1,2 мм. Исправление дефектного участка шва допускается не более двух раз. Исправление более двух раз может быть в порядке исключения допущено после установления причин возникновения данного дефекта. 11.5 Ремонт (наплавку) кромок при зазорах в стыках до 25 мм включительно выполняют по указаниям 7.5 настоящего СТО. При зазорах в стыках более 25 мм обрезают одну дефектную кромку с шириной обрезаемого проката около 200 мм и затем пристыковывают металлопрокат сваркой по указаниям раздела 9 настоящего СТО с последующей обрезкой и подготовкой проектной формы и размеров кромки и элемента. Правка деформированных конструкций 11.6 Мостовые металлоконструкции, получившие в процессе транспортирования, погрузки-выгрузки и монтажа деформации и повреждения, освидетельствованные комиссионно и признанные по акту годными после устранения дефектов, подлежат термической или термомеханической правке. Любые виды остаточных деформаций, превышающих допустимые после монтажной сварки во всех элементах пролетного строения, можно исправлять термической и термомеханической правкой. 11.7 Температуру местного нагрева металла при термической и термомеханической правке следует принимать номинально равной 700 °С. Запрещается, во избежание разупрочнения, нагревать термообработанные стали свыше 700 °С. Для горячекатанных сталей допускается нагрев до 900 °С. Не допускается термическая правка горячекатанных сталей при наружной температуре воздуха ниже минус 15 °С, а термообработанных - ниже 0 °С. Запрещается охлаждать нагретый металл водой. Термомеханическую правку сложных форм деформаций с приложением статических усилий пригрузом, домкратами, распорками или стяжками надлежит производить при температуре зон нагрева в пределах 650...700 °С. Остывание металла ниже 600 °С при этом не допускается. 11.8 Термическую правку мостовых конструкций должны выполнять рабочие газоправильщики специально обученные и аттестованные соответствующей комиссией предприятия (монтажной организации) с выдачей Удостоверений. Газоправильщики должны уметь визуально определять температуру нагрева металла (таблица 19) и контролировать ее величину с помощью оптического пирометра излучения или цифровых термометров ТЦ-1000, ТК-5 и др. Таблица 19 - Цвета каления при нагреве стали
11.9 Навыки газоправильщиков по определению температуры нагрева проверяют на образце-пластине из горячекатанной стали толщиной 10-12 мм, на которой им предлагается нагреть полосу металла до температуры 900 °С. Поверхность металла в зоне правки нагревом необходимо очищать от грунтовки и других загрязнений во избежание искажения цвета каления (см. таблицу 19) и образования газов, вредных для здоровья газоправильщиков. 11.10 Не допускается термическая (термомеханическая) правка смонтированных конструкций, воспринимающих любые нагрузки - постоянные, временные и т.д. 11.11 О результатах правки можно судить только после полного естественного остывания зон нагрева до температуры 30...50 °С. Охлаждать нагретый металл водой или обдувом сжатым воздухом запрещается. Если деформации остаются за пределами допусков, намечают новые зоны нагрева. Повторный нагрев одной и той же зоны малоэффективен и допускается как исключение. 11.12 Интенсивность нагрева намеченных зон должна обеспечивать равномерный нагрев зоны правки с уменьшением градиента температур. Рекомендуется использовать одновременно несколько горелок с номером сопла не ниже 5 (таблица 32). Металл толщиной более 20 мм рекомендуется нагревать одновременно с двух сторон (при наличии доступа к противоположной стороне). Металл толщиной 25 мм и выше допускается нагревать многопламенной горелкой с диаметром огневого сопла не более 25 мм и работающей на газах-заменителях ацетилена. Таблица 20 - Ориентировочная эффективная мощность пламени для термической правки металла
11.13 Классификация общих сварочных деформаций приведена в таблице 21, местных - в таблице 22. Таблица 21 - Общие деформации от сварки
Таблица 22 - Местные деформации от сварки
11.14 Приёмы измерений величины отдельных видов деформаций приведены на рисунках 39-44. Выпучивание и волнистость листа (например, после газокислородной резки) измеряют с помощью металлической линейки ГОСТ 427 с ценой деления 0,5 мм и индивидуального базового устройства (рисунок 39) или другими линейками, кривизна которых не превышает 0,2 мм на длине 1000 мм. Грибовидность измеряют двумя линейками - поверочной по ГОСТ 8026 и измерительной с ценой деления 0,5 мм (рисунок 40). Перекос поясов тавровых и двутавровых элементов измеряют угольниками типа УШ (см. приложение Ж) и измерительными линейками (рисунок 41). Деформацию саблевидности по всей длине измеряют с помощью струны (или лазерной линейки) и металлической линейки; для измерения саблевидности на базе длиной 1 м (рисунок 42) пользуются устройством для измерения выпучивания (см. рисунок 39). Измерение выпучивания (хлопунов) в замкнутом контуре с выпуклой стороны выполняют таким же устройством, но с базой, равной расстоянию между рёбрами или поясами балки (рисунок 43). С противоположной стороны величину хлопуна измеряют двумя линейками - измерительной и поверочной. Винтообразность измеряют с помощью геодезических приборов (рисунок 44).
1 – линейка
Рисунок 40 - Измерение симметричной грибовидности линейками
Рисунок 41 - Измерение перекоса двумя угольниками и линейками
Рисунок 42 - Измерение саблевидности и на базе 1000 мм
Рисунок 43 - Измерение выпучивания («хлопуна») в замкнутом контуре
1 - горизонтальная опора, Р- усилие прижатия одного торца
элемента к стенду 11.15 Для нагрева металла до температур, указанных в 11.7, следует применять газопламенные инжекторные горелки, работающие на ацетилене или газах-заменителях (таблица 23). Таблица 23 - Свойства горючих газов
11.16 Горелки должны иметь наибольшую эффективную мощность (см. таблицу 20) и концентрацию пламени с четко обозначенным ядром. Наконечники горелок рекомендуются № 6 и № 8 и, во всяком случае, не менее № 5. При использовании газов-заменителей, имеющих меньшую температуру горения, чем ацетилен, для повышения эффективности правки рекомендуется использовать горелки с подогревом горючей смеси в мундштуке или при выходе из мундштука, а также многосопловые горелки типа ГП-1. Они отличаются от ацетиленовых размерами смесительной камеры и канала инжектора и особой конструкцией мундштуков. 11.17 При длительной работе горелки следует избегать перегрева наконечника от тепла, отраженного от нагреваемого металла. Перегрев может привести к появлению обратного удара. Для его устранения следует периодически охлаждать наконечник усиленной струей кислорода, регулируемой вентилем. 11.18 Для правки грибовидности и перекоса полок сварных двутавровых и Н-образных элементов, саблевидности полос и тавровых элементов длиной более 5 м рекомендуется применять механизированный нагрев сварных конструкций полуавтоматами, предназначенными для резки металла, типа «Микрон», «Гугарк» или «Квики-Е» (фирма «Мессер», Германия). Переоборудование газорезательных полуавтоматов заключается в замене мундштука режущего кислорода на специальный мундштук подачи смеси газов для нагревательного пламени. Для создания механических усилий при выполнении термомеханической правки рекомендуется применять, в основном, гидравлические домкраты. 11.19 В монтажном стыке главных балок в первую очередь заваривают стык нижних поясов, и если после сварки этого стыка имеется недопустимая остаточная деформация «домик вниз» с раскрытием зазора между вертикальной (наклонной) стенкой и нижним поясом, то сначала (до заварки угловых поясных швов) устраняется «домик» в стыке и тем самым исключается (в пределах допуска) зазор между вертикальной (наклонной) стенкой балки и нижним поясом. Затем выполняют сварку угловых поясных швов, проверяют наличие грибовидности нижнего пояса и при её недопустимой величине производят термическую правку грибовидности. 11.20 Остаточную деформацию типа «домик вниз» в стыках нижних поясов главных балок устраняют с помощью специального приспособления (скобы), гидравлического домкрата и горелки (рисунок 45, б) в следующей последовательности: а) установить скобу в требуемое положение (см. рисунок 45, б): б) прогреть горелкой зоны термической правки с выпуклой стороны (металл стыкового шва не прогревать); в) быстро установить домкрат под деформированным участком и выжать «домик» с небольшим «плюсом» (2-3 мм) в обратную сторону; г) дать исправленному участку полностью остыть, д) снять приспособление и с помощью металлической линейки проверить величину остаточной деформации, которая не должна превышать 2 мм на базе 400 мм.
Н - зоны нагрева, D - деформация, 1 -
домкрат, 2 – скоба 11.21 Термическую правку грибовидности полок (поясов) элементов балок двутаврового, таврового, Н-образного и L-образного сечений, а также ребристых и ортотропных плит следует выполнять посредством нагрев» газопламенными горелками зон металла, указанных на рисунке 45,а. Зоны нагрева (Н) размечают снизу пояса или листа настила за линией сплавления углового поясного шва (рисунок 45,а справа). Ширина зоны нагрева ориентировочно 20...30 мм, длина равна длине выправляемого участка грибовидности элемента. Зона нагрева должна быть очищена от заводской грунтовки. Нагрев ведут горелками большой мощности. (ГАО-60, ГЗУ и др.) от концов зоны термоправки к её середине, постепенно увеличивая температуру нагрева от 500...550 °С на концах до 700 °С в середине зоны. Степень исправления грибовидности определяют после полного остывания металла. Остаточная грибовидность не должна превышать допуска по таблице 24 раздела 13 настоящего СТО. 11.22 Перекосы полок (поясов) относительно стенок балок при полном отсутствии грибовидности пояса являются результатом нарушения технологии сборки и сварки, другой причиной перекоса может быть изгиб стенки по её ширине (высоте). В первом случае перекос выправляют нагревом полосы на стенке рядом с угловым поясным швом со стороны тупого угла. Оптимальная ширина полосы нагрева составляет 1,5 толщины стенки (1,5Sст), рисунок 46,а. Во втором случае полосу нагрева намечают на выпуклой стороне стенки также шириной 1,5Sст (рисунок 46,б).
а - элемент с прямой стенкой; б - элемент с искривлённой стенкой; 1
- полоса нагрева 11.23 Недопустимые деформации укрупненных блоков средних ортотропных плит (грибовидность и изломы в стыках по контуру настильных листов) следует выправлять до их установки в конструкцию монтируемого пролетного строения. Правка термическая и термомеханическая по технологии, описанной в 11.20, 11.21 и на рисунке 47,а. В консольных ортотропных плитах (рисунок 47,б) деформации грибовидности свободного свеса настильного листа и изломов в стыковых поперечных швах выправляют также термическим и термомеханическим способами.
а - укрупнённый блок средних ортотропных плит; б - укрупнённый блок
консольных плит; 1 - настильный лист; 2 - поперечная балка; 3 - вставка
продольного ребра плиты; 4 - продольное ребро плиты; 11.24 При сборке пол вертикальную (наклонную) автоматическую сварку стенок главных балок с односторонними вертикальны ми рёбрами (рисунок 48) требуется совпадение кромок с высокой точностью (±1 мм) в плоскости стенки. Такая точности достигается термической иранкой стенки при монтаже (дополнительно к заводской правке, если последняя не обеспечивает требуемую точность). Зоны нагрева (Н) намечают со стороны, противоположной вертикальным рёбрам, за линией сплавления крайнего заводского шва по осей высоте рёбер. Ширину зоны нагрева принимают равной 20...30 мм (см. рисунок 48).
1 - пояс главной балки; 2 - вертикальное ребро; 3 - вставка; Н -
зоны нагрева; D
- деформация Термомеханическую правку волнистости кромки на торцах стыкуемых стенок главных балок выполняют в соответствии с рисунком 49.
1 - струбцины или болты, 2 - уголок жесткости 125´125´12;
3 - полосы нагрева металла 11.25 Продольный прогиб (выгиб, саблевидность) элементов таврового, двутаврового. Н-образного и коробчатого сечений следует править термическим и термомеханическим способами посредством нагрева зон определенной формы с выпуклой стороны элемента (рисунок 50). Механические усилия к элементам в процессе правки прикладывают, как правило, в виде при грузов.
Н - зоны нагрева; f - стрела выгиба 11.26 Выпучивание стенок балочных и коробчатых пролетных строений с рёбрами жесткости («хлопуны») правят термическим или термомеханическим способами в последнюю очередь, после завершения правки остаточных деформаций других видов. Правку выпучивания (хлопуна) следует начинать с замера стрелы D (см. таблицу 22, п.6, рисунок 51). Замер производят с любой (выпуклой или вогнутой) стороны. При замере определяют границы основания и вершину (центр) хлопуна. Разметку выполняют мелом с выпуклой стороны.
1 - рама; 2 - винтовой прижим (домкраты); 3, 6 - полосы нагрева
первого этапа правки; 4, 5 - то же второго этапа; 7 - граница хлопуна Внутренние остаточные напряжения в хлопуне, возникшем в замкнутом контуре стенки между ребрами и поясами, как правило, не превышают предела текучести, однако могут быть близкими к нему. В этом случае переход металла в пластическое состояние при нагреве выше 600 °С может привести к значительному увеличению деформации выпучивания. Для исключения такого явления намеченные зоны следует нагревать только после установки на выпуклую сторону специальных приспособлений, препятствующих росту деформаций (рисунок 51). Величину механического усилия, прикладываемого к хлопуну, и площадь его распределения подбирают опытным путем до начала правки При наличии в стенке двояковыпуклых в разные стороны деформаций термомеханическую правку выполняют последовательно, начиная с меньшей величины выгиба. Выпучивания стенок (хлопуны) следует править нагревом с выпуклой стороны взаимно параллельных полос и направленных вдоль большего основания выпучины. При сферической (круглой) форме хлопуна направление полос нагрева принимают параллельно рёбрам жесткости. Примерное расположение полос нагрева и винтовых прижимов приведено на рисунке 51 при эллипсной форме хлопуна. Порядок правки следующий: - замер границ зоны выпучивания и деформации D; - разметка полос нагрева и очистка их от заводской грунтовки; - установка винтовых прижимов и создание механических усилий вдоль полос нагрева; - нагрев периферийных полос № 3 и № 6 шириной 1,55Sст до расчетной температуры правки с постепенным увеличением механической нагрузки; - замер деформации D после полного остывания металла; - наметка положения и длины полос № 4 и № 5 в зависимости от результатов первого этапа правки. Дальнейшая технология правки повторяется до полной выправки выпучивания (хлопуна). 11.27 Интенсивность нагрева указанных на рисунках 45-51 зон должна обеспечивать равномерный нагрев зоны правки с уменьшением градиента температур. Рекомендуется использовать одновременно несколько горелок. Лист толщиной более 20 мм следует нагревать одновременно с двух сторон (при наличии доступа к противоположной стороне). Высоту клиновидных зон нагрева принимают равной 2/3 высоты элемента, ширину в основании - 30...100 мм. Нагрев клина ведут от вершины к основанию. При назначении клиновидных зон нагрева в первую очередь выбирают зоны с наибольшей кривизной или заметными переломами. О результатах правки можно судить только после полного остывания зон нагрева. Если деформации остаются за пределами допусков, то намечают новые зоны нагрева. Одну и ту же зону нагревать более двух раз не допускается. Поверхность металла после правки не должна иметь вмятин, забоин и других повреждений. Если после допустимого числа правок фактические деформации превышают размеры предельных отклонений, то конструкции должны быть забракованы. В отдельных случаях по согласованию с проектной организацией допускается усиление выправляемых участков или их замена. 12 Механическая обработка сварных соединений12.1 Механическую обработку сварных монтажных соединений в стальных конструкциях мостов для повышения их выносливости и хладостойкости следует назначать в чертежах КМ в соответствии с требованиями настоящего СТО. Допускаются ссылки в чертежах на соответствующие пункты норм без приведения их текста. При проектировании новых конструкций для случаев, не предусмотренных настоящим СТО, проектная организация с участием научно-исследовательской организации разрабатывает конструктивное оформление и технологические требования к обработке зон концентрации напряжений. 12.2 Механическая обработка сварных монтажных соединений производится после исправления дефектных участков швов. Выявленные в зоне обработки технологические дефекты сварки, а также неполное проплавление (если обязательно полное проплавление) должны быть устранены. Допускаемые нормами подрезы, попавшие в зону механической обработки, должны быть полностью удалены. Подлежат зачистке следы газовой резки выводных планок. 12.3 Механическая обработка сварных соединений и соответствующих зон в местах изменения сечений элементов должна обеспечить образование плавных переходов от металла шва к основному металлу, а также от конца приваренной детали к основному элементу конструкции, или от конца обрываемой к оставшейся части сечения сварного элемента или балки. При этом обработку следует вести без излишнего ослабления сечения - на минимальную глубину, необходимую для снятия поверхностного слоя металла в зоне обработки - до получения чистой блестящей поверхности (номинально на глубину до 1 мм). Обработанная поверхность не должна иметь рисок, видимых невооруженным глазом. Класс шероховатости должен быть не ниже 4(Rz 20...40) по ГОСТ 2789. На границе зоны обработки не должно быть уступов. Заусенцы подлежат зачистке, а острые свободные кромки скругляются радиусом 2±0,5 мм или притупляются фаской 1-2 мм со скруглением углов. 12.4 При обработке сварных соединений ослабление сечения по толщине проката (углубление в основной металл без подварки) поперек и вдоль усилия в элементе, как правило, не должно превышать 1 мм на металле толщиной до 25 мм и 4 % толщины - на более толстом металле. В случае превышения допускаемой величины ослабления разрешается производить подварку с последующей зачисткой по требованиям настоящего СТО. Все ожоги сваркой на поверхности металла должны быть зачищены абразивным инструментом до полного удаления следов ожогов (на глубину около 1 мм). 12.5 Местные наплывы, образовавшиеся в местах перекрытия соседних участков шва при перерыве процесса сварки или исправлении дефектов, должны быть сглажены механической обработкой до образования плавных переходов от наплыва к сечению шва проектного размера и к основному металлу. 12.6 Способ, оборудование и инструмент для механической обработки сварных соединений назначает мостостроительная организация. Допускается обработка абразивными кругами различной твердости и крупности зерна, фрезами различных типов и форм и другим металлообрабатывающим инструментом. При обработке абразивным инструментом не допускаются ожоги металла вследствие сильного нажатия на инструмент и малой скорости его перемещения по обрабатываемой поверхности. Для удаления технологических припусков и других частей свариваемых деталей, выступающих за проектный контур, допускается применение газокислородной резки, после чего должен оставаться проектный контур детали с припуском на механическую обработку не менее 2 мм. 12.7 Стыковые сварные соединения (рисунки 52, 53) по геометрическим размерам швов должны соответствовать требованиям ГОСТ 8713, ГОСТ 11533 (сварка под флюсом), ГОСТ 14771, ГОСТ 23518 (сварка в защитных газах), ГОСТ 5264, ГОСТ 11534 (ручная дуговая сварка) и указаниям Технологического регламента на монтажную сварку конкретного объекта. Если отклонения размеров швов превышают допустимые по указанным стандартам или Технологическому регламенту, требуется механическая обработка сварных соединений до получения требуемых размеров с учётом допускаемых отклонений.
а - схема обработки без углубления в основной металл по кромкам; б
- схема обработки с углублением на 0,025, но не более чем на 8 мм с каждой
стороны, 1 - граница шва но зоне сплавления; 2 - граница зон механической
обработки; 3 - металл, удаляемый механической обработкой
а - стыковое соединение листов разной толщины; б - стыковое
соединение листов разной ширины; 1 - граница шва по зоне сплавления; 2 -
границы зон механической обработки Зачистку кромок листов после удаления выводных планок газокислородной резкой следует выполнять по всей длине участка, где накладывались швы, прикрепляющие выводные планки. При этом углы кромок листов необходимо плавно скруглять радиусом 2±0,5 мм или притуплять фаской 1-2 мм со скругленном углов (см. рисунок 52). Для удаления поверхностных дефектов с торца шва механической обработкой допускается плавно, с уклоном не более 1:20 и сопрягаемым радиусом не менее 150 мм на свободных кромках углубляться в основной металл без подварки на величину 0,02 ширины свариваемого листа, но не более чем на 8 мм с каждой стороны (рисунок 52, б) и не более 12 мм с одной стороны. После обработки торцов шва углы кромок листов следует плавне скруглять радиусом 2±0,5 мм (см. рисунок 52, б), или притуплять фаской 1-2 мм со скруглением углов. При механической обработке стыковых сварных соединений листов разной толщины или разной ширины должны быть выполнены требования, указанные на рисунке 53, а, б. Радиус перехода к более широкому листу должен быть не менее 150 мм. Допускается снятие усиления швов заподлицо с основным металлом. 12.8 При пересечении сварных швов перед наложением шва. пересекающего (рисунок 54, в) или примыкающего к другому шву (рисунок 54, б, г), во избежание концентрации напряжений и образования подрезов а месте пересечения, необходимо обрабатывать усиление ранее наложенного стыкового шва заподлицо с основным металлом на длине l не менее 40 мм от кромки листа или оси пересекаемого шва, обеспечивая при этом постепенный переход к не зачищенному участку шва радиусом r ³ 60 мм. Указанное требование обработки усиления стыкового шва относится также к пересечению его с другими элементами конструкции, например, рёбрами жесткости, в т.ч. на цельносварные стыки главных балок (см. рисунок 54, а) и ребристых плит.
а - цельносварной стык главных балок; б - примыкание стенки к
поясу; в - пересечение стыковых швов; г - Т-образное пересечение стыковых швов; 12.9 Механическую обработку концов горизонтальных рёбер жесткости, обрываемых вблизи монтажных болтовых или комбинированных болто-сварных стыков балочных и коробчатых пролётных строений, следует выполнять в соответствии с требованиями, приведёнными на рисунке 55.
1 - технологический припуск; 2 - контур, по которому припуск
удаляется газовой резкой; 3 - зона механической обработки; b - ширина припуска у конца ребра, b ³
20 мм; с - расстояние от края припуска до начала плавного перехода, с
³
15 мм; 12.10 Механическую обработку концов стенок в двутавровых, L-образных или коробчатых главных балках с комбинированными монтажными стыками надлежит выполнять в соответствии с требованиями, приведёнными на рисунке 56.
1 - технологический припуск, 2 - контур, по которому припуск
удаляется газовой резкой; 3 - зона механической обработки; с -
расстояние от края припуска до начала плавного перехода, с ³
30 мм; r - радиус перехода, r ³ 60 мм; b -
ширина припуска у конца стенки, b ³ 20 мм; R1 - радиус
выкружки технологического окна, R1 ³ 90 мм; а - расстояние от кромки пояса до
торца припуска, а = 50-55 мм 12.11 Механическую обработку выполненных ручной дуговой сваркой угловых швов в прикреплении продольных связей и вертикальных рёбер жесткости к поясу главной балки, расположенному в растянутой зоне, если не обеспечены плавные переходы к основному металлу, следует выполнять согласно рисунку 57. Аналогичным образом производится механическая обработка угловых швов продольных связей к связевой фасонке, расположенной в растянутой зоне.
1 - зона механической обработки; 12.12 Лобовые и фланговые угловые швы, рассмотренные в 12.11 и на рисунке 57, допускается не подвергать механической обработке после механизированной (полуавтоматической) сварки, а также после ручной дуговой сварки при условии обеспечения плавных переходов от металла шва к основному металлу по требованиям п. 1.16 таблицы 17 настоящего СТО. Если поставленные условия при сварке не выполнены, то плавные переходы от металла шва к основному металлу должны обеспечиваться механической обработкой швов. 12.13 Контроль качества механической обработки сварных монтажных соединений осуществляется внешним осмотром с применением в необходимых случаях лупы 5´, эталонов, измерительного инструмента и шаблонов. Качество обработки признается удовлетворительным, если установлено: а) полное снятие прокатной окалины, а также окисленного поверхностного слоя в заданных зонах с чистотой поверхности не ниже 4 класса (Rz - 20...40) ГОСТ 2789; б) плавность переходов от металла шва к основному металлу; в) отсутствие на обработанной поверхности надрывов, трещин и заметных невооружённым глазом рисок; г) отсутствие в зоне обработки ослаблений сечения, превышающих допустимые по п. 12.4; д) отсутствие у деталей и элементов в зоне обработки острых кромок и заусенцев; е) отсутствие на обработанной поверхности ожогов металла от абразивного инструмента; ж) отсутствие в зоне обработки технологических дефектов сварки - трещин, несплавлений, пор, шлаковых включений, подрезов, неполного проплавления, когда оно требуется; и) отсутствие следов приварки выводных планок и сборочных приспособлений, а также следов газовой резки, применявшейся для удаления технологических припусков, выводных планок и сборочных приспособлений. Уменьшение размеров зон обработки и радиусов плавных переходов относительно указанных в настоящем СТО не допускается. Увеличение размеров зон обработки и радиусов не является браковочным признаком. 12.14 Механическую обработку сварных соединений в стальных конструкциях мостов выполняют лица, освоившие правила работы электрическими и пневматическими шлифмашинками или другим переносным зачистным оборудованием и станками, изучившие методы механической обработки сварных соединений и инструкции по эксплуатации применяемого оборудования, прошедшие испытания и допущенные аттестационной комиссией предприятия к выполнению данного вида работ. 13 Приемка сварных мостовых конструкций13.1 Конструкции мостов со сварными монтажными соединениями после их сборки и сварки подлежат поэтапной комиссионной приемке с составлением «Акта промежуточной приемки ответственных конструкций». Периодичность приемки следует указывать в Проекте производства работ (НИР) в зависимости от способа монтажа конструкций и объемов выполняемых монтажно-сварочных работ. При конвейерно-тыловой сборке и продольной надвижке неразрезных пролётных строений приёмку осуществляют перед надвижкой каждого очередного смонтированного и сваренного участка пролётного строения, при наводке наплаву - перемещаемыми секциями, при навесной сборке - попролётно или перед каждым очередным перемещением монтажного крана по пролетному строению. 13.2 При приёмке необходимо проверять: - соответствие проектным линейных размеров и геометрической формы отдельных элементов, соединений и в целом смонтированных конструкций; - правильность положения смонтированной конструкции в плане и профиле по результатам инструментальной проверки; - отсутствие внешних дефектов в установленных элементах; - качество монтажных и заводских соединений, плотность примыкания элементов друг к другу и к опорным поверхностям; - выполнение специальных требований проекта КМ по обработке плавных переходов в сварных соединениях, регулированию напряжений, предварительному напряжению и т.д.; - полноту и правильность составления исполнительной документации на монтажные, сварочные работы, в том числе на контроль качества сварных соединений. Если в определённом элементе будут обнаружены недопустимые дефекты в виде трещин в металле шва или в основном металле, расслоения по кромкам, то вопросы браковки этого элемента или его ремонта должны решаться мостостроительной организацией совместно с контролирующей организацией с привлечением к решению этих вопросов, как правило, проектной организации и научно-исследовательского института, разработавшего Технологический регламент на монтажную сварку конкретного объекта. Ремонт конструкций, вызванный отступлениями от проекта и Технологического регламента на монтажную сварку объекта, следует производить по разработанной мостостроительной организацией технологии, согласованной с проектным институтом и научно-исследовательским институтом, разработавшим Технологический регламент на монтажную сварку конкретного объекта. 13.3 Допустимые отклонения линейных размеров и геометрической формы смонтированных конструкций пролётных строений стальных мостов приведены в таблице 24. Таблица 24 Допускаемые отклонения линейных размеров и геометрических форм смонтированных конструкций
13.4 Для измерения и контроля линейных размеров смонтированных металлоконструкций необходимо применять средства измерений и контроля по приложению Ж настоящего СТО, поверенные в установленном порядке. 14 Обеспечение безопасности труда14.1 При производстве монтажных и сварочных работ на строительстве мостов должны соблюдаться: Правила устройства и безопасной эксплуатации грузоподъемных кранов; Правила устройства и безопасной эксплуатации сосудов, работающих под давлением; Правила устройства и безопасной эксплуатации стационарных компрессорных установок, воздухопроводов и газопроводов; Правила техники безопасности при эксплуатации электроустановок; Правила безопасности в газовом хозяйстве; Правила пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства; Санитарные правила при сварке, наплавке и резке металлов; Санитарные правила при окрасочных работах с применением ручных распылителей; ГОСТ 12.4.011-89 ССБТ. Средства защиты работающих. Общие требования и классификация; ГОСТ 12.3.003-86 ССБТ. Работы электросварочные. Требования безопасности; ГОСТ 12.1.004-91 ССБТ. Пожарная безопасность. Общие требования; ГОСТ 12.3.009-76 ССБТ. Работы погрузо-разгрузочные. Общие требования безопасности; ГОСТ 12.1.003-76 ССБТ. Шум. Общие требования безопасности; ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны; ГОСТ 12.4.035-78 ССБТ. Щитки защитные лицевые для электросварщиков. Технические условия; СНиП 12-03-2001, ч.1 Безопасность труда в строительстве. Общие требования; СНиП 12-04-2002, ч.2 Безопасность труда в строительстве. Строительное производство. 14.2 На основании перечисленных в 14.1 действующих нормативных документов и стандартов мостостроительная организация должна разработать местную инструкцию, по которой производится обучение и инструктаж рабочих безопасным методам производства работ. 14.3 При приёме на работу с рабочими должны проводиться: вводный инструктаж, первичный инструктаж на рабочем месте и обучение охране труда при профессиональной подготовке рабочих. В процессе работы проводятся текущие инструктажи при изменении условий работ или переходе на другую работу, а также периодическая проверка знаний техники безопасности не реже одного раза в год. Все данные по проведенным инструктажам и обучению должны фиксироваться в соответствующих журналах. 14.4 Инженерно-технические работники, занятые монтажными и электросварочными рабочими, обязаны периодически, не реже одного раза а год проходить проверку знания ими правил плитки безопасности и производственной санитарии с учетом характера выполняемых работ. При переходе ИТР на другую работу, а также но требованию органов государственного надзора и технической инспекции труда должна проводиться внеплановая проверка знаний техники безопасности. 14.5 Общее руководство работой всех структурных подразделений по обеспечению безопасности труда возлагается на руководителя мостостроительной организации. Непосредственно службой техники безопасности руководит главный инженер. Для ведения текущей работы по охране труда к технике безопасности в мостостроительной организации организуется отдел техники безопасности или назначается старший инженер. 14.6 Опасность (поражающие факторы) для человека и окружающей среды при производстве сварочных работ разделяют на следующие виды: - поражение электрическим током; - действие световой радиации дуга; - выделение токсичных веществ при горении дуги и плавлении сварочных материалов; - взрывоопасность газокислородных смесей, - тепловые ожоги при соприкосновении с нагретым металлом; - пожарная опасность: - получение механических травм. 14.7 Меры безопасности от поражения электрическим током следующие. Электросварочные установки необходимо присоединять к сети электрического тока через рубильники и плавкие предохранители или автоматические выключатели. Напряжение холостого хода на зажимах преобразователей и сварочных выпрямителей (постоянный ток) не должно превышать 110 В. Металлические части электросварочного оборудования, не находящиеся под напряжением, а также свариваемые изделия и конструкции стальных пролетных строений на все время сварки и монтажа надлежит заземлять. В качестве обратного провода, присоединяемого к свариваемому изделию, нельзя использовать провода сети заземления, трубы водопроводные и отопления, металлоконструкции, оборудование. Сварочные провода необходимо надёжно изолировать; изоляция должна выдерживать испытательное напряжение не ниже 1500 В. Плотность тока в сварочных проводах не должна превышать 7-8 А/мм2. Сварочные провода и перемычки балластных реостатов должны обеспечивать пропуск сварочного тока силой до 950 А в течение 40 минут без их существенного нагрева (температура их нагрева не должна превышать 60 °С). Ремонт электросварочного оборудования без снятия напряжения в сети запрещается. Участки производства сварочных работ необходимо хорошо освещать. Светильники общего освещения на 220 В следует устанавливать на высоте не менее 2,5 м от уровня земли или настила подмостей. При меньшей высоте переходят на светильники с напряжением не выше 42 В, а в особо опасных условиях, (внутри коробчатых главных балок) - 12 В. Освещенность на участках сварки должна быть не менее 50 лк при лампах накаливания и 150 лк - при люминесцентных. 14.8 Защита от действия световой радиации дуги предусматривает следующее. Световая радиация открытой дугой поражает глаза и кожу на расстоянии до 10 м от места сварки. В радиусе 1 м достаточно 10-30 секунд воздействия света дуга на глаза, чтобы появилась сильная резь, слезотечение, светобоязнь. Более длительное воздействие светодуги на глаза приводит к тяжелым заболеваниям - электроофтальмии и катаракте. При заболевании глаз от световой радиации необходимо немедленно обратиться к врачу. До оказания медицинской помощи рекомендуется делать примочки глаз слабым раствором питьевой соды. Сварщики и работающие с ними монтажники должны защищать кожу лица и глаза от ожогов и светового излучения щитками, масками и очками со светофильтрами. В настоящее время отечественная и зарубежная промышленность выпускает сварочные маски с автоматическим светофильтром, который до загорания дуги остается прозрачным, после загорания дуги мгновенно переходит в тёмное состояние, а после гашения дуги снова становится прозрачным. Такие маски значительно улучшают условия труда сварщика: возможность непрерывного наблюдения за рабочей зоной без утомительного поднимания и опускания маски, снижения риска профессиональных заболеваний глаз и шеи, освобождения обеих рук, возможность использования герметичной маски с подачей в нее чистого воздуха, что особенно важно при выполнении сварочных работ в замкнутых объемах, например, внутри балок коробчатого сечения. Светофильтры в щитки и маски для электросварщиков подбирают в зависимости от силы сварочного тока по паспортным данным светофильтров. 14.9 Защита от токсичных аэрозолей состоит в следующем. При сварочных работах в закрытых коробчатых элементах или в закрытых стендах укрупнительной сборки должна работать приточно-вытяжная вентиляция. В зимнее время во избежание сквозняков газы из зоны сварки следует удалять с помощью местных фильтровентиляционных агрегатов, например, ФВА-1200. 14.10 Предупреждение взрыва газокислородных смесей предусматривает соблюдение следующих правил. Запрещены перевозка и хранение кислородных баллонов совместно с баллонами, заполненными горючими газами. Запрещается сброс баллонов при разгрузке и переворачивание их вентилями вниз. Вентили должны защищаться от повреждений колпаками. Кислородные и газовые баллоны должны отстоять от места газопламенных работ не менее чем на 10 м. На таком же расстоянии от баллонов не допускается производить электросварку, разжигать костры, курить. Не допускается установка кислородных и газовых баллонов во время работы под прямыми солнечными лучами. При работе с кислородными баллонами не допускается использование маслозагрязняющих предметов. Запрещается применять для кислорода редукторы и шланги, которые ранее использовались для работы со сжиженными газами. 14.11 Для предупреждения ожогов кожи сварщики, газорезчики и вспомогательные рабочие должны работать в защитных костюмах, шлемах сварщика под маску, рукавицах или крагах (при потолочной сварке). Ботинки должны быть с боковыми застежками, брюки - навыпуск, карманы куртки закрыты клапанами. Работы по отбивке шлака и брызг следует производить в защитных очках с прозрачными стеклами. Специальная одежда для сварщиков, газорезчиков, монтажников, специалистов неразрушающего контроля, инженерно-технических работников, занятых на сборочно-сварочных и контрольных работах на монтаже конструкций пролетных строений стальных мостов должна соответствовать современным требованиям (огнестойкости, прочности, удобству, гигиене) и выдаваться бесплатно за счет мостостроительной организации. 14.12 Во избежание пожаров участок сварочных работ должен быть очищен от стружки, ветоши, опилок, мусора и других пожароопасных веществ. Запрещаются перемещения рабочего с зажжённой горелкой или резаком за пределами его рабочего места и подъём по лестницам. При ожидаемом длительном воздействии искр и капель расплавленного металла на деревянные подмости следует закрывать дерево от возгорания стальным листом или асбестом, а в жаркое время - дополнительно поливать водой. По окончании смены необходимо тщательно проверить участок на предмет отсутствия тлеющих материалов. При тушении горящих керосина, бензина, мазута и загоревшихся электропроводов запрещается применять воду и пенные огнетушители. Необходимо пользоваться песком и углекислотными или сухими огнетушителями. Рядом с местом производства сварочных работ должен быть организован противопожарный пост. 14.13 Для предотвращения травматизма сварщики, монтажники и вспомогательные рабочие должны пользоваться защитными средствами - касками, поясами. Работать разрешается на подмостях с ограждениями; место сварщика должно быть защищено от прямого попадания на сварщика и в зону сварки дождя и снега. Запрещаются сварочные работы при температуре наружного воздуха ниже минус 20 °С без применения специальных защитных укрытий («тепляков») с установленным внутри укрытий оборудованием типа теплогенераторов или калориферов. Приложение А
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
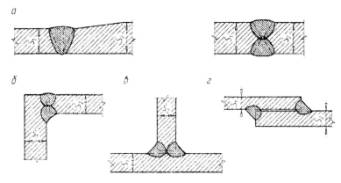
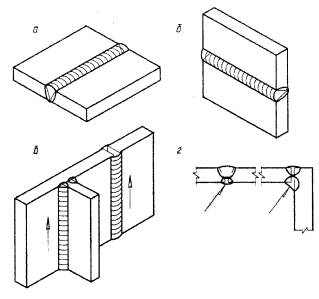
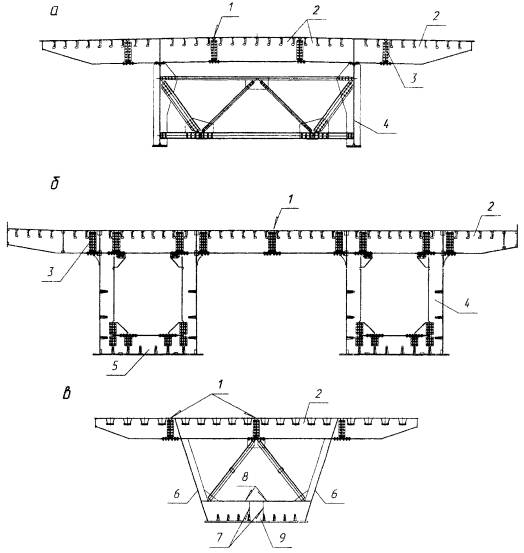
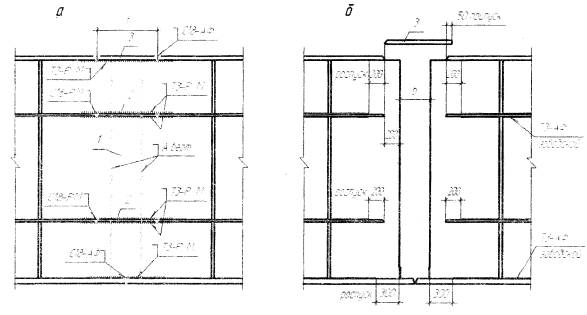
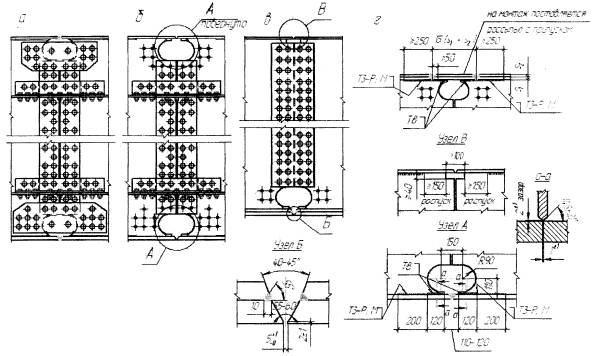
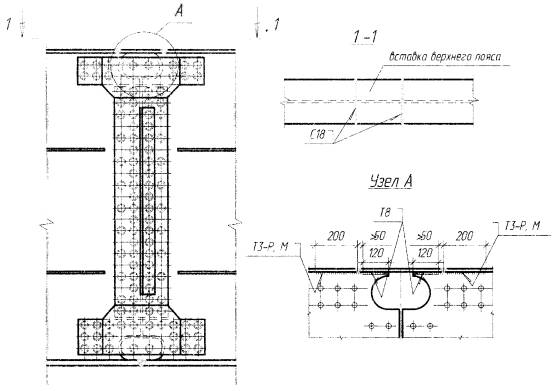
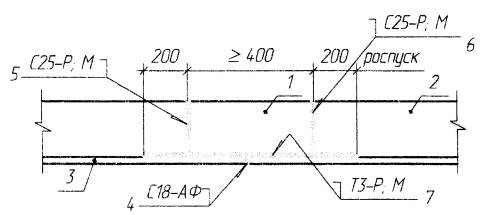
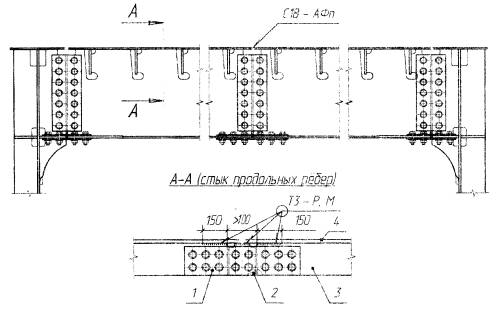
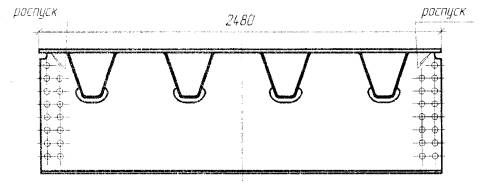
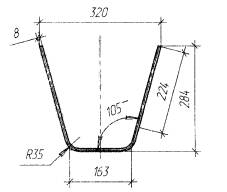
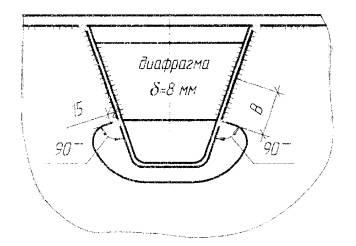
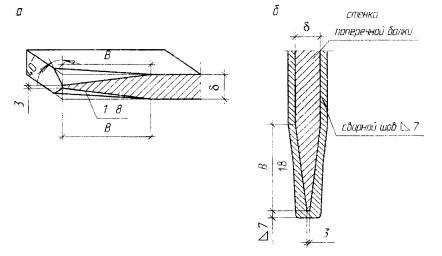
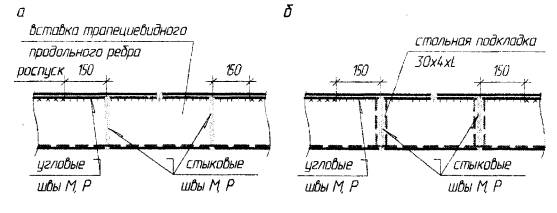
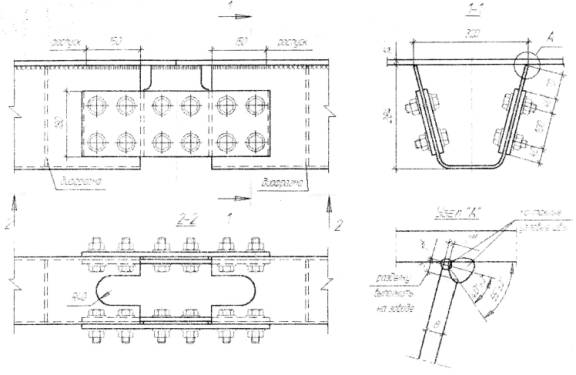
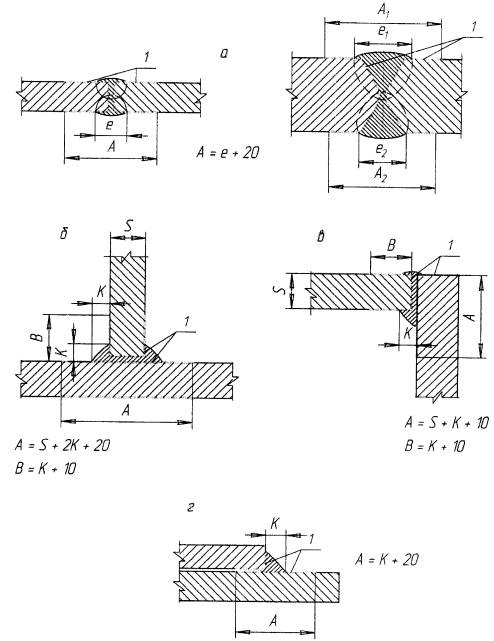
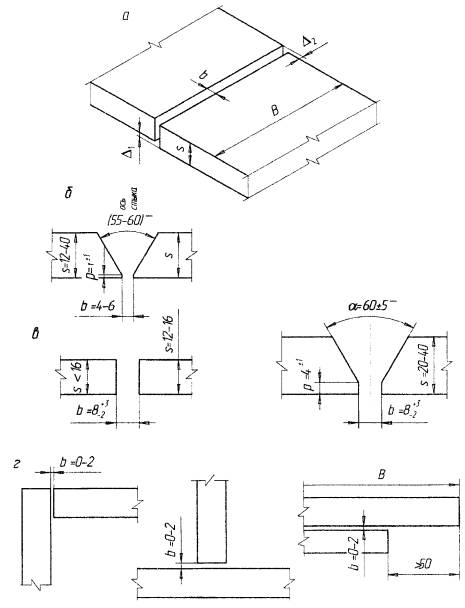
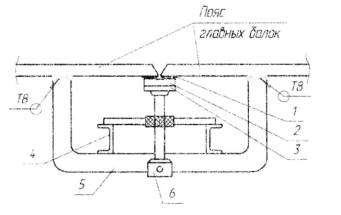
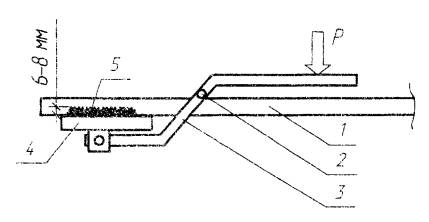
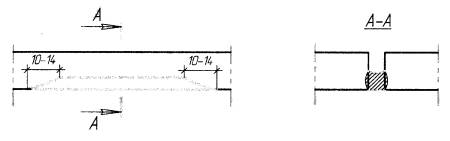
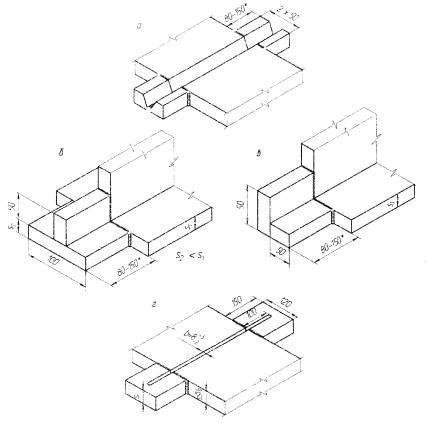
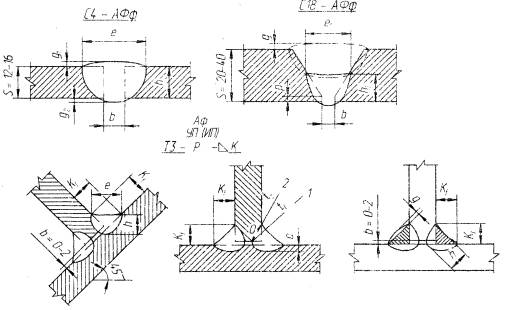
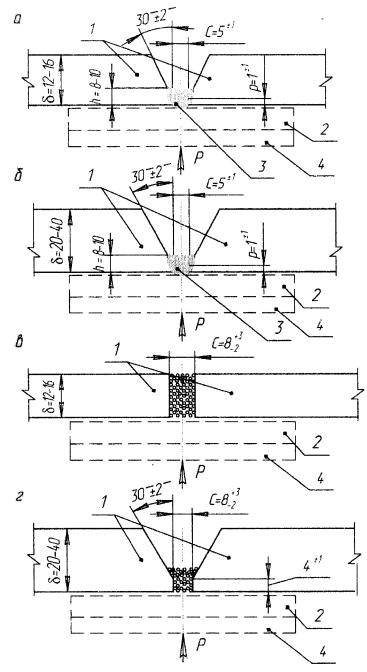
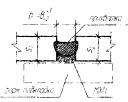
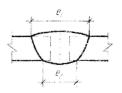
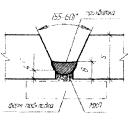
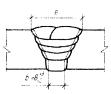
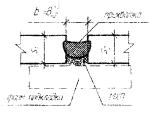
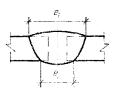
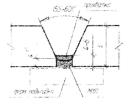
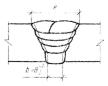
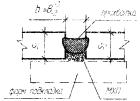
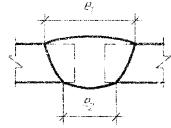
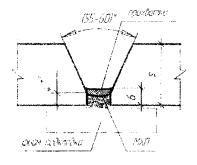
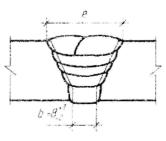
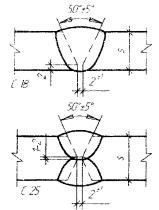
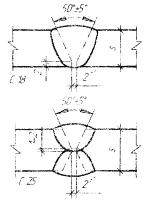
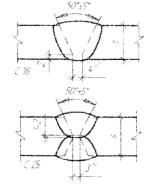
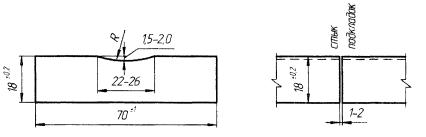
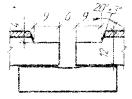
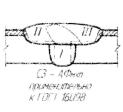

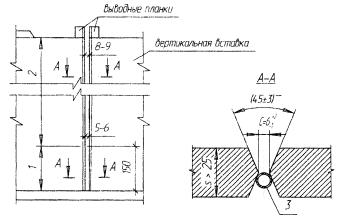
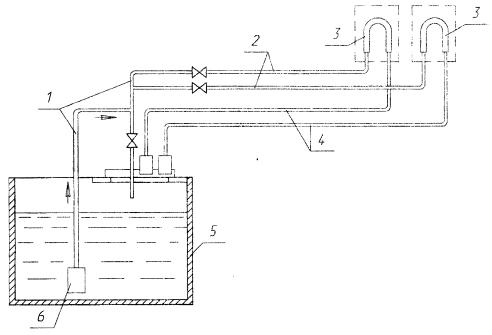
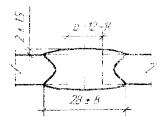

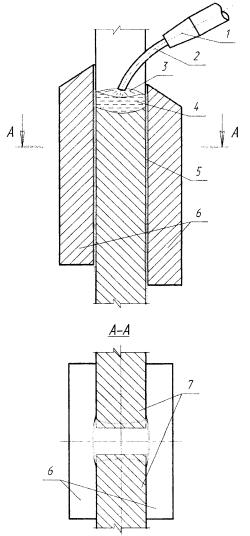
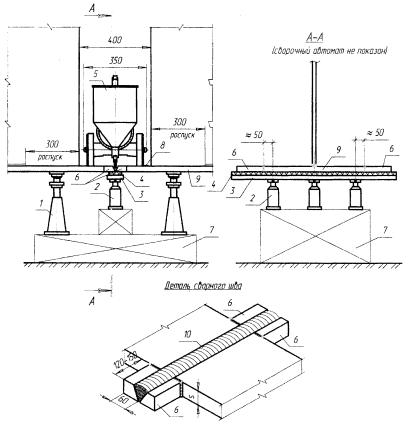
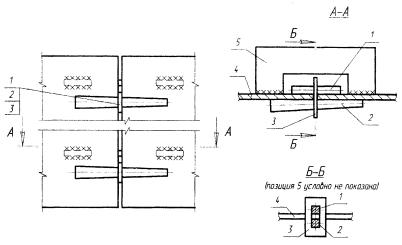
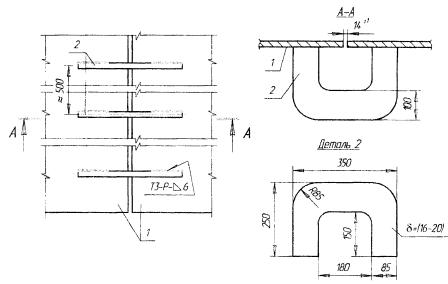
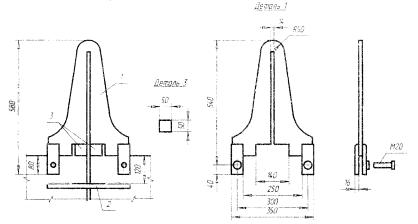
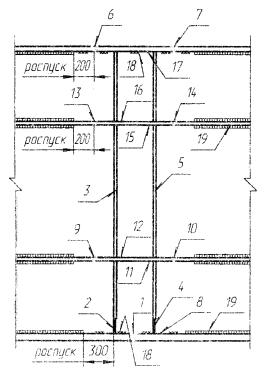
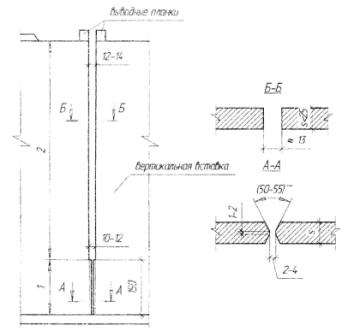
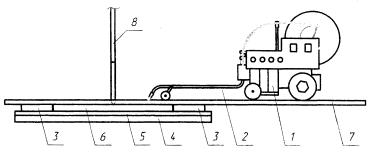
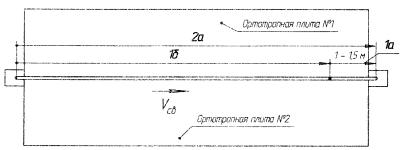
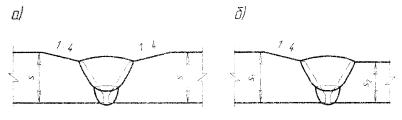
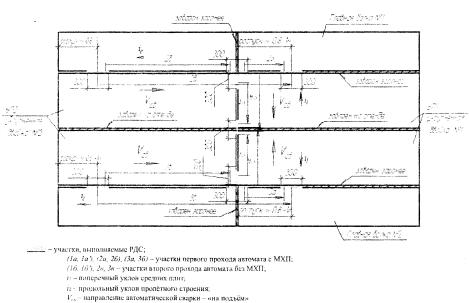
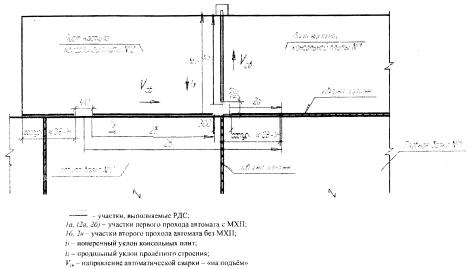
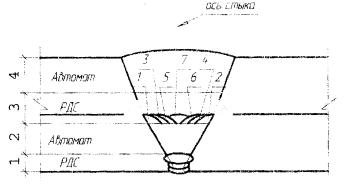
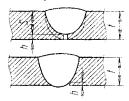
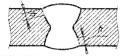
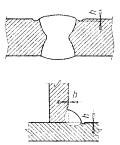
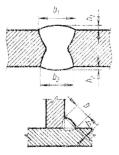
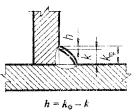
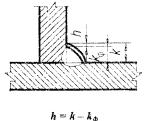
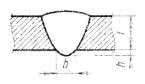
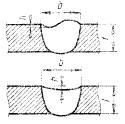
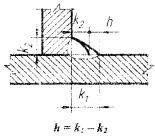
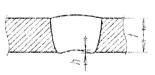
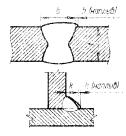
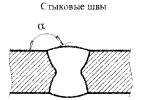
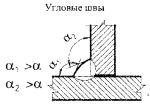
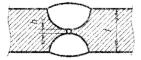
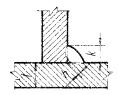

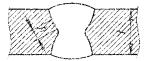
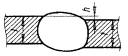
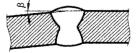
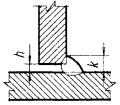

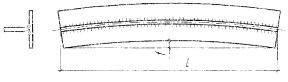


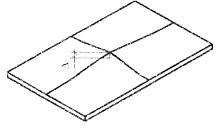


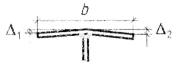




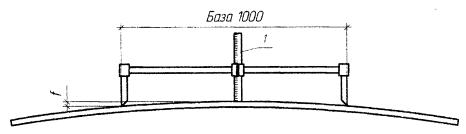
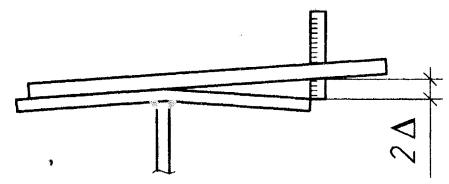
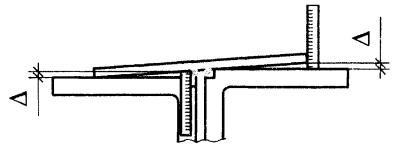
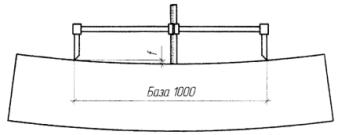
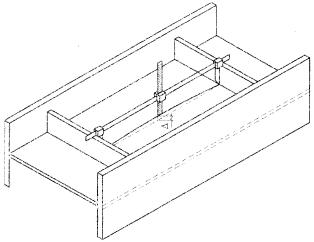
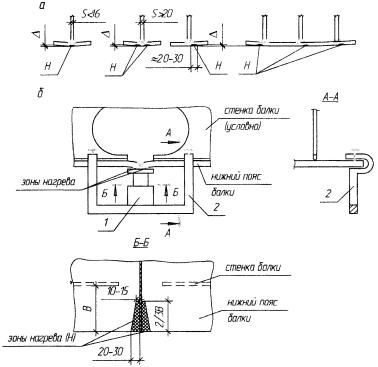
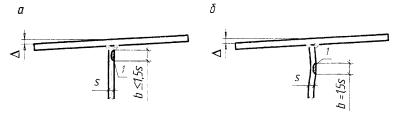
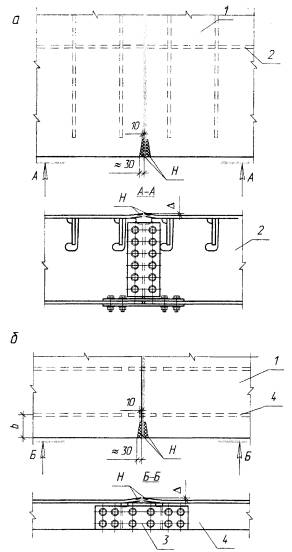
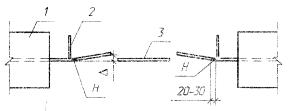
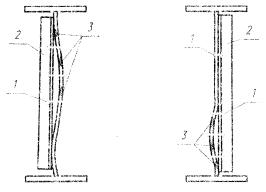
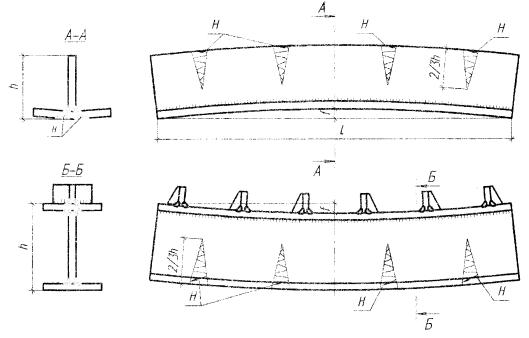
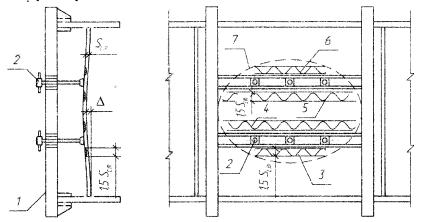
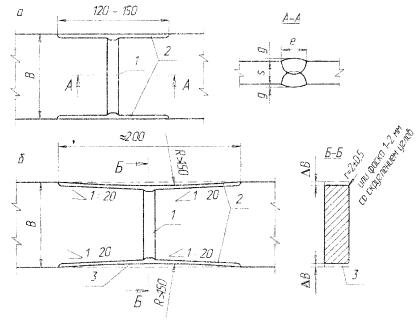
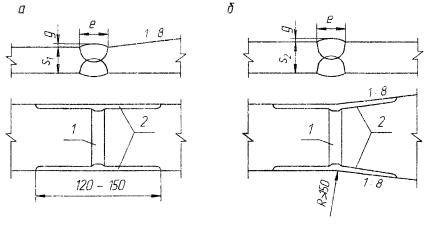
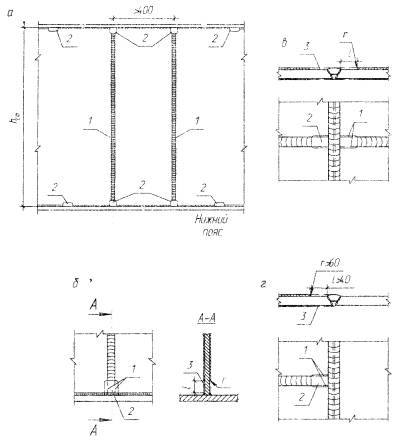
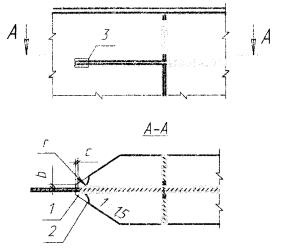
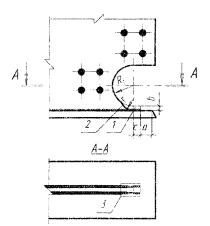
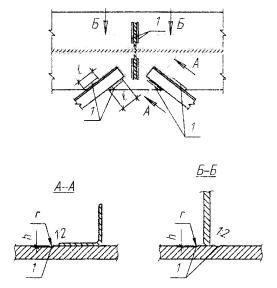

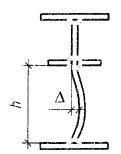

|
№ п/п |
Наименование элемента |
Марка элемента |
Количество, шт. |
Общая масса, тонн |
Наличие или отсутствие дефектов (с указанием: по геометрической форме, линейным размерам, в заводских швах, в основном металле, в заводской грунтовке и т.д.) |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Приложение В
(обязательное)
Форма страниц журнала освидетельствования металлоконструкций при входном контроле
Дата
Объект строительства ______________
1 Марка элемента ______________________________________________________________
2 Наличие недопустимых отклонений по линейным размерам конструкции
_____________________________________________________________________________
3 Наличие недопустимых отклонений но геометрической форме конструкции
_____________________________________________________________________________
4 Наличие и характер недопустимых дефектов по заводским сварным швам и по зонам
перехода этих швов к основному металлу (осмотром) _______________________________
_____________________________________________________________________________
5 Наличие и характер недопустимых дефектов по основному металлу конструкции
(например, забоины по свободным кромкам поясов и др. элементов, выхваты основного металла от газовой
резки кромок, расслой проката на свободных кромках и др.)
_____________________________________________________________________________
_____________________________________________________________________________
6 Качество скругления свободных кромок _________________________________________
7 Состояние и качество заводской грунтовки _______________________________________
8 Толщина заводской грунтовки _________________________________________________
9 Вывод о возможности монтажа _________________________________________________
_____________________________________________________________________________
Исполнители: _________________________________________________________________
(организация, должность, ФИО, подпись)
Приложение Г
(обязательное)
Перечень исполнительной документации на производство монтажно-сварочных работ при строительстве мостов
|
№ п/п |
Наименование исполнительной документации |
|
1. |
Комплект рабочих чертежей КМ и КМД, имеющих штамп «к производству работ» и подписи Главных инженеров со всеми внесёнными в них изменениями и дополнениями |
|
2. |
Сертификаты, технические паспорта и другие документы, удостоверяющие качество применяемых материалов, в т.ч. и сварочных материалов, а также и на металлоконструкции |
|
3. |
Технологический регламент по сборке и сварке монтажных соединений металлоконструкций пролетного строения |
|
4. |
Заключения и протоколы по испытаниям, а также свидетельства по аттестации применяемых марок сварочных материалов, технологий сварки и сварочного оборудования для монтажной сварки металлоконструкций моста |
|
5. |
Журнал по монтажу металлоконструкций пролетного строения |
|
6. |
Общий журнал работ |
|
7. |
Журнал сварочных работ |
|
8. |
Журналы выполнения монтажных соединений на высокопрочных болтах с контролируемым натяжением: -пескоструйной очистки монтажных соединений металлоконструкций; -постановки и натяжения высокопрочных болтов; -тарировки динамометрических ключей, -контроля подготовки высокопрочных болтов, гаек и шайб |
|
9. |
Журнал ультразвукового контроля качества монтажных сварных стыковых соединений |
|
10. |
Журнал авторского надзора разработчиков проектной документации (чертежей КМ) |
|
11. |
Журнал авторского надзора разработчиков монтажной технологии сварки (Технологического Регламента) |
|
12. |
Акты-рапортички выгрузки металлоконструкций |
|
13. |
Журнал освидетельствования конструкций при входном контроле |
|
14. |
Заключения по результатам контроля качества монтажных сварных стыковых швов неразрушающими методами (методом ультразвуковой дефектоскопии - УЗД) |
|
15. |
Опись Аттестационных удостоверений рабочих-сварщиков (I уровень), производивших монтажную сварку конструкций стального моста, с указанием срока их действия |
|
16. |
Опись Аттестационных удостоверений специалистов сварочного производства (II-IV уровни), допущенных к руководству и организации монтажных сварочных работ конструкций стальных мостов |
|
17. |
Маркировочные схемы монтажных сварных соединений (Приложение к Журналу сварочных работ) |
|
18. |
Акты сварки контрольных технологических проб |
|
19. |
Акты исполнительных геодезических съёмок пространственного положения металлоконструкций (поэтапно) в процессе монтажа и сварки пролетного строения |
|
20. |
Акты промежуточной и окончательной приёмки смонтированных сварных металлоконструкций пролетного строения |
Приложение Д
(рекомендуемое)
Сварочное оборудование для монтажной сварки мостовых конструкций
|
Метод сварки |
Наименование сварочного оборудования |
|
РД Ручная дуговая сварка |
а) ВД-306Д, ВД-306ДК б) ВД-313 с тунговым регулированием в) ВД-306С1 - с раздвигающимися обмотками г) КСУ-320 - конвертор сварочный универсальный для применения с ВДМ-1202С |
|
д) инверторы: STICK 350 CEL; PICO 300; Т220 АС/ДС |
|
|
МФ Механизированная сварка под флюсом |
а) ПДГО-601 (разъем А-1231) с ВДУ-511 с горелкой А-1231-5Ф2; б) ПДГО-601 (разъем А-1231) с ВС-600 с горелкой А-1231-5Ф2; в) инверторного типа: FLEX-400, «Megatronik» и др. |
|
МП, МПС, МПГ Механизированная сварка в смеси защитных газов |
а) ПДГО-511 с ВД-506ДК с горелкой для сварки металлопорошковой проволокой; б) ПДГО-511 с ВДУ-511 с горелкой для сварки металлопорошковой проволокой и проволокой сплошного сечения диаметром до 1,6 мм; в) ПДГО-510 с ВДУ-511 с горелкой для сварки металлопорошковой проволокой и проволокой сплошного сечения диаметром до 1,6 мм (усиленная версия); г) ПДГО-601 с ВС-600 с горелкой для сварки проволокой сплошного сечения диаметром до 2 мм; д) сварочное оборудование инверторного типа: FALTIG-400 АС/ДС, SINERMIG-401 |
|
АФ Автоматическая сварка под флюсом (Iсв £ 750А) |
а) ТС-16 с ВДУ-1250; б) АДФ-1250 с ВДУ-1250 |
|
в) ТС-30 с ВДУ-1250; г) ТС-17МУ с ВДУ-1250; д) АДФ-1002 с ВДУ-1250 |
|
|
АФ Автоматическая сварка под флюсом (Iсв до 950А), в т.ч. с МХП |
а) ТС-16 с ВДУ-1204 К (Калининградского завода электросварочного оборудования - «ЭСВА») |
|
б) ТС-30 с ВДМ-1201 (ВДМ-1601) и 6РБ306 в) ТС-17МУ с ВДМ-1201 (ВДМ-1601) и 6РБ306 г) АДФ-1002 с ВДМ-1201 (ВДМ-1601) и 6РБ306 |
|
|
АФ, АПС, АППГ Вертикальная автоматическая сварка с принудительным формированием шва |
А-1150У (порошковая проволока) с ВДУ -505, ВДУ-506, ВДУ-601 А-1150У-2 («расщеплённым» электродом) с ВДУ-505, ВДУ-506, ВДУ-601. |
|
МП, МПС Вертикальная механизированная сварка с принудительным формированием шва |
А-681М («коротыш») с ВДУ-505, ВДУ-506, ВДУ-601 |
Приложение Е
(обязательное)
Методы и объёмы испытаний контрольных сварных технологических проб. Организация неразрушающего контроля качества сварки
Е1 Методы и объёмы испытаний контрольных сварных технологических проб
Е1.1 Для проверки качества каждой партии сварочных материалов, поступивших в мостостроительную организацию для монтажной сварки конструкций стального (сталежелезобетонного) пролётного строения моста, следует проводить испытания контрольных технологических проб с определением механических свойств металла шва и сварных соединений согласно указаниям 10.10 настоящего СТО.
Е1.2 При испытании стыковых соединений на контрольных сварных технологических пробах определяют:
а) по металлу шва - предел текучести sт, временное сопротивление sЕ, относительное удлинение s5;
б) по сварному соединению - временное сопротивление, угол статического загиба, ударную вязкость по оси шва и по линии сплавления KCU, твердость по Виккерсу HV.
При испытании угловых и тавровых соединений на контрольных сварных технологических пробах определяют:
а) твердость по Виккерсу (HV) сварного соединения при любых катетах швов;
б) предел текучести, временное сопротивление и относительное удлинение для швов с катетами 12 мм и больше на образцах типа I-V по ГОСТ 6996.
При испытании стыковых соединений двухслойной коррозионностойкой стали на контрольных сварных технологических пробах определяют:
а) по металлу шва основного слоя стали 09Г2С - предел текучести, временное сопротивление и относительное удлинение;
б) по сварному соединению - временное сопротивление, угол статического загиба на образце с поперечным швом при расположении плакирующего слоя внутри, ударную вязкость по оси шва и твердость по зонам сплавления.
На вырезанных из контрольных сварных стыковых и тавровых технологических проб макрошлифах, сделанных для замера твердости, проверяются также обеспечение требуемого проектом проплавления соединяемых деталей, коэффициент формы провара, наличие или отсутствие макротрещин и твердость HV. Глубина провара основного металла в швах тавровых, угловых и нахлёсточных соединений должна быть не менее 1 мм.
Изготовление образцов и определение механических свойств контрольных сварных технологических проб производится в соответствии с ГОСТ 6996.
Е1.3 Монтажную сварку и последующие испытания контрольных сварных технологических проб необходимо проводить:
- перед началом монтажно-сварочных работ на каждом новом объекте;
- при изменении технологии монтажной сварки металлоконструкций пролётного строения (способа сварки, формы разделки (подготовки) кромок, параметров режима сварки, комбинации сварочных материалов и т.п.);
- при поступлении на монтаж (стройплощадку) каждой новой партии сварочных материалов (сварочной проволоки, МХП, флюса и электродов);
- по требованию заказчика или проектной организации в случае появления при сварке монтажных соединений опасных дефектов (трещин большой протяжённости, хрупких разрушений сварных швов и т.п.) или большого количества дефектов в сварных швах.
Е1.4 Сварку контрольных технологических проб выполняют для стыковых соединений металла всех марок и каждой указанной далее группы толщин, применяемых в монтажных соединениях конкретного пролётного строения, если иное не указано в проектно-технологической документации.
Для стыковых соединений контрольные технологические пробы сваривают из листа одной из толщин для каждой группы:
I группа - 10; 12; 16 мм;
II группа - 20; 25 мм;
III группа - 32; 40; 50 мм.
Сварку контрольных тавровых и угловых технологических проб следует выполнять из металла максимальных и минимальных толщин, применяемых в конкретном пролётном строении в сочетании с проектными катетами углового шва, обеспечивающих получение максимальных и минимальных скоростей охлаждения.
Е1.5 Мостостроительная организация при заказе стальных мостовых конструкций должна предусматривать также заказ металлопроката для контрольных сварных стыковых и тавровых технологических проб на конкретный объект.
Рекомендуется длину пластин для контрольных сварных стыковых технологических проб принимать равной 1000 мм, но не менее 700 мм. Ширина каждой пластины должна быть:
не менее 300 мм - при толщине металла до 20 мм включительно;
не менее 350 мм - при толщине металла от 22 до 50 мм.
При вырезке пластин для контрольных проб необходимо, чтобы направление прокатки металла было поперёк сварного шва.
Мостостроительная организация должна также заказывать комплект выводных планок для монтажных сварных соединений конкретного объекта и, при необходимости, различные сборочно-технологические приспособления по чертежам монтажной организации.
Поставляемый металлопрокат для контрольных сварных технологических проб должен в обязательном порядке сопровождаться сертификатами.
Е1.6 Сварку контрольных технологических проб выполняют в обязательном порядке на стройплощадке конкретного объекта, при фактических параметрах электроэнергии «по высокой стороне» на участке, в реальных климатических условиях монтажа по указаниям Технологического регламента на монтажную сварку металлоконструкций пролётного строения конкретного объекта.
Сварку контрольных технологических проб выполняют аттестованные на I уровень сварщики монтажной организации в присутствии руководителя сварочных работ. Сварные контрольные технологические пробы должны быть проконтролированы внешним осмотром, а стыковые, кроме того, должны быть подвергнуты ультразвуковому контролю и замаркированы.
Контрольные сварные технологические пробы, имеющие в швах недопустимые наружные или внутренние дефекты, а также несовпадение плоскостей листов в сварном стыковом соединении толщиной t более 0,05t (для t = 12-20 мм) и более 1,0 мм (для t = 25-50 мм), или недопустимую стрелу поперечного изгиба пробы - к отправке на испытания не принимаются. По факту сварки контрольных технологических проб на каждую пробу составляется акт по форме, указанной в приложении И настоящего СТО.
Е1.7 При вырезке заготовок образцов для испытаний из контрольной сварной технологической пробы концевые участки шва длиной 40 и 80 мм, соответственно в начале и в конце шва, для изготовления образцов не используют (рисунок Е1). Окончательную обработку образцов следует выполнять механическим способом с принятием мер, предупреждающих поверхностное упрочнение или чрезмерный нагрев металла. На поверхности образца не должно быть рисок или надрезов, расположенных поперек его продольной оси.
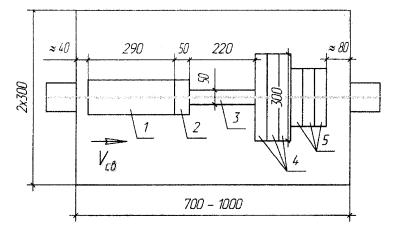
1 - образцы на ударный изгиб; 2 - макрошлифы; 3 - цилиндрические
образцы; 4 - плоско-разрывные образцы; 5 - гибовые образцы
Рисунок Е1 - Схема вырезки образцов из стыкового соединения
Резка образцов на ножницах не допускается.
При вырезке образцов газовой резкой необходимо предусмотреть припуски, исключающие влияние теплового воздействия на металл шва и околошовной зоны: не менее 8 мм при толщине металла 10...16 мм и не менее 14 мм при толщине металла 20...50 мм от рабочей части каждого образца.
Усиление шва в плоских образцах должно сниматься заподлицо с основным металлом механическим способом с двух сторон в направлении поперёк шва.
Е1.8 Для определения механических свойств должны изготавливаться образцы согласно ГОСТ 6996. По каждому виду испытаний должно быть изготовлено не менее трёх образцов, а для испытаний на ударный изгиб - по 6 образцов с надрезом по оси шва и по линии сплавления.
Е1.9 Для испытания на статическое растяжение изготавливают:
цилиндрические образцы типов I и II (рисунок Е2, таблица Е1).
плоские образцы типа XII или XIII (рисунок Е3, таблица Е2).
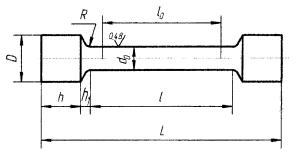
Рисунок Е2 - Образец для испытания металла шва на статическое растяжение
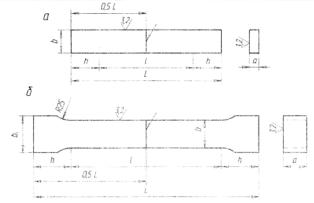
а - образец XII типа; б - образец XIII типа.
Рисунок Е3 - Образцы для определения равнопрочности сварного соединения пpи растяжении
Таблица E1
Размеры в мм
|
Тип образца |
d0 |
К |
D |
h |
h1 |
R |
lo |
l |
L |
|
I |
3±0,1 |
0,03 |
6 |
4 |
2,0 |
1,0 |
15 |
18 |
30±1 |
|
II |
6±0,1 |
0,03 |
12 |
10 |
2,5 |
1,5 |
30 |
36 |
61±1 |
|
Примечание - Здесь К - допускаемая разность наибольшего и наименьшего диаметров на длине рабочей части образца |
|||||||||
Таблица Е2
Размеры в мм
|
Толщина основного металла |
Ширина рабочей части образца, b |
Ширина захватной части образца, b1 |
Длина рабочей часта образца, l |
Общая длина образна, L |
|
От 10 до 25 |
25±0,5 |
35 |
100 |
L = l + 2h (ХII) |
|
Более 25 до 50 |
30±0,5 |
40 |
160 |
L = l + 2h + 30 (ХIII) |
|
Примечание - Длину h захватной части образца устанавливают в зависимости от конструкции испытательной машины. |
||||
E1.10 На статический изгиб с поперечным швом изготавливают образцы типа XXVII или XXVIII (рисунок Е4, таблица Е3)
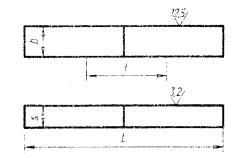
Рисунок Е4 - Образец для испытания сварного соединения на статический изгиб
Таблица Е3
Размеры в мм
|
Тип образца |
Толщина основного металла, S |
Ширина образца, b |
Общая длина образца, L |
Длина рабочей части образца, l |
|
XXVII |
до 50 |
1,55, но не менее 10 мм |
2,5D + 80 |
L/3 |
|
XXVIII |
от 10 до 50 |
30 |
3D + 80 |
L/3 |
|
Примечание - Здесь D - диаметр оправки мм. |
||||
Е1.11 Для испытания на ударный изгиб изготавливают образцы типа VI или VII по ГОСТ 6996 (рисунок Е5). Надрезы располагают по оси шва и по линии сплавления со стороны облицовочного прохода в шве, выполненном односторонней сваркой, или со стороны, заваренной последней, при двусторонней сварке.
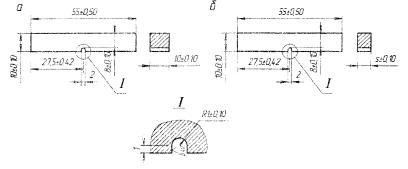
а - образец для металла шва толщиной 10 мм и более; б - образец для
металла шва толщиной менее 10 мм
Рисунок Е5 - Образцы для испытания металла шва, зоны термического влияния (в
различных участках) на ударный изгиб
Заготовки для образцов со стороны расположения надреза обрабатывают фрезерованием на глубину не более 1 мм от поверхности проката.
Разметку для нанесения надреза по оси шва и по линии сплавления производят по макрошлифам, изготовленным на боковых гранях сечением 10´10 мм, обработанных шлифованием с чистотой поверхности не ниже Rz0,4.
Надрезы на образцах Менаже следует выполнять способами, обеспечивающими строгое соблюдение геометрии надреза по ГОСТ 6996 для автодорожных, городских и пешеходных мостов. Для железнодорожных и совмещенных мостов надрезы выполняют специальными дисковыми фрезами.
При разметке и выполнении надреза по линии сплавления необходимо, чтобы основание надреза упиралось в линию сплавления шва с основным металлом на глубине 2 мм от верхней плоскости образца на его обеих боковых гранях. Образцы, не удовлетворяющие данному требованию, к испытаниям не допускаются.
При автоматической сварке вертикальных (наклонных) стыковых соединений с принудительным формированием шва, надрезы в этих образцах располагают вдоль толщины листа (см. рисунок 15 ГОСТ 6996).
Е1.12 Для изготовления макрошлифов и замеров твердости металла сварного соединения вырезают темплеты, включающие металл шва, околошовную зону и основной металл (рисунок Е6).
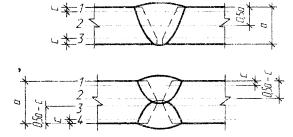
а - толщина основного металла, мм; с - от 2 до 4 мм.
Рисунок Е6 - Образцы для определения твердости сварного
соединения
Е1.13 Перед испытанием все готовые образцы должны быть тщательно осмотрены, замерены, замаркированы. На образцах не должно быть видимых дефектов сварки (пор, шлаковых включений, непроваров, подрезов, трещин), грубых рисок от обработки, выводящих образец за указанный класс чистоты поверхности, перекоса головок, изгиба, неправильного расположения надреза и отступлений по размерам. Образцы с указанными дефектами бракуются и заменяются новыми.
Е1.14 Проведение испытаний на растяжение, статический и ударный изгиб, точность измерения образцов, соблюдение требований к испытательным машинам, обмер образцов после испытаний, подсчет результатов испытаний и определение механических характеристик должны соответствовать:
а) при испытании на статическое растяжение при нормальной температуре - ГОСТ 1497; ГОСТ 6996;
б) при испытании на статический изгиб - ГОСТ 14019 и ГОСТ 6996;
в) при испытаниях на ударный изгиб (ударную вязкость) - ГОСТ 9454, ГОСТ 6996.
При оценке ударной вязкости по металлу шва и по линии сплавления сварных соединений результаты испытаний считаются положительными, если по каждому образцу получены значения ударной вязкости не менее 29 Дж/см2. При этом, у одного из шести образцов с надрезом по линии сплавления допускается значение ударной вязкости не менее 24 Дж/см2, Снижение ударной вязкости менее 29 Дж/см2 у образцов с надрезом по оси шва не допускается.
В случае невыполнения указанного условия проводятся повторные испытания на удвоенном количестве образцов. При повторных испытаниях на образцах с надрезом по линии сплавления допускается значение ударной вязкости не менее 24 Дж/см2 у двух из 12 испытанных образцов. Для образцов с надрезом по оси шва снижение ударной вязкости при повторных испытаниях не допускается.
Результат повторных испытаний является окончательным.
Е1.15 Твердость металла сварного соединения замеряют на макрошлифах, включающих металл шва, зону термического влияния и основной металл. При подготовке поверхности шлифа необходимо принимать меры против возможного изменения твердости испытуемого образца вследствие нагрева или наклепа поверхности при механической обработке.
Твердость измеряют по Виккерсу ГОСТ 2999 или по Роквеллу ГОСТ 9013 на приборах, допущенных к работе госповерителем. Класс шероховатости по ГОСТ 2789 измеряемой поверхности макрошлифов образцов должен быть не ниже 10 (Rz0,4 - 0,8) при измерении по Виккерсу и не ниже 6 (Rz6,3 - 10) при измерении по Роквеллу. Сопоставление единиц твердости по Виккерсу, Роквеллу и Бринеллю приведено в приложении Ж (пункт 19).
Замеры твердости следует производить по схемам, представленным на рисунке Е6; число точек по намеченным линиям при замерах твердости каждой зоны (шва, зоны термического влияния, включая линию сплавления, основного металла) должно быть не менее четырех.
Е1.16 Испытания образцов сварных соединений считаются недействительными:
- при разрыве образца по кернам (рискам), если при этом какая-либо характеристика по своей величине не отвечает установленным требованиям;
- при разрыве образца в захватах испытательной машины или за пределами расчетной длины (при определении относительного удлинения);
- при образовании двух и более мест разрыва;
- при разрыве образца по дефекту;
- при обнаружении ошибок в проведении испытаний или записи результатов испытаний.
В указанных случаях испытание должно быть повторено на отобранных от одной и той же партии образцах. Количество дополнительных образцов должно соответствовать числу недействительных испытаний.
При удовлетворительных результатах испытаний (по нормативным требованиям к механическим свойствам) наличие шлаковых включений, пор в изломе образца в пределах допусков по таблице 17 не является браковочным признаком.
Наличие трещин в изломе образца при всех условиях является браковочным признаком.
При неудовлетворительных результатах испытаний по одному или нескольким показателям свойств испытания повторяют по этим же показателям на удвоенном числе образцов. Если и при этом результаты испытаний окажутся неудовлетворительными, то режимы сварки соединений или сварочные материалы должны быть признаны непригодными. Причины отклонений должны быть установлены проверкой качества основного металла, флюса, сварочной проволоки, электродов, а также проверкой режимов сварки. Проверку проводят путем сварки технологических проб с применением сварочных материалов других партий и плавок.
До выяснения причин отклонений свойств монтажных сварных соединений применение проверяемой технологии сварки (конкретной партии сварочных материалов и режимов сварки) для монтажа мостовых конструкций должно быть приостановлено.
Е1.17 Механические свойства монтажных сварных стыковых соединений должны удовлетворять требованиям 8.3 настоящего СТО.
Е1.18 В необходимых случаях, по требованию заказчика или проектной организации, проводят проверку химического состава металла монтажных сварных швов. Проба для определения химического состава может быть взята из любой части шва на расстоянии не меньше 50 мм от начала шва и 100 мм от конца шва. Разрешается брать пробу из швов образцов, сваренных для определения механических свойств.
Перед взятием пробы поверхность металла должна быть тщательно очищена от противокоррозионных покрытий, масла, ржавчины, окалины и других загрязнений.
На шве керном намечают границы для взятия пробы. Границы должны отстоять от линии сплавления на расстоянии 2,5-3 мм. Для установления контура при взятии пробы торцы вырезанных швов шлифуют и протравливают.
Химический состав металла сварных швов и основного металлопроката следует выполнять методом спектрального анализа по ГОСТ 22536.0. Допускается определять химический состав сварного шва и основного металла методом химического анализа.
Взятие стружки возможно сверлением, строганием и фрезерованием. При этом следует пользоваться сухим и чистым инструментом, который - не должен крошиться. Стружка при отборе проб должна быть как можно мельче; брать ее надо в количестве 50 г.
Определять химический состав металла сварных швов и выдавать заключения по результатам анализа имеют право организации, указанные в Е1.7 настоящего СТО.
Вместе с данными по химическому составу металла швов следует указывать химический состав стали и сварочной проволоки по сертификатам заводов-изготовителей, а также марку флюса, применяемого при сварке контрольных технологических проб
Е2 Организация неразрушающего контроля качества швов
Е2.1 Приемочный контроль качества монтажных сварных швов неразрушающими методами контроля выполняют специалисты лаборатории неразрушающего контроля качества (ЛКК) мостостроительной или сторонней организации.
ЛКК подчиняется непосредственно главному инженеру мостостроительной организации и в своей деятельности должна быть независима от руководства монтажных участков, осуществляющих сборочно-сварочные работы.
ЛКК сварных соединений должна быть аттестована в независимых органах неразрушающего контроля, имеющих аккредитацию ОАО «НТЦ «Промышленная безопасность» на право выполнения работ на объектах по пункту 7.1 перечня объектов по ПБ 03-372-00 (Металлоконструкции технических устройств, зданий и сооружений),
Е2.2 ЛКК организуется и действует на основании «Положения о ЛКК», утвержденного главным инженером мостостроительной организации.
В «Положении о ЛКК» должны быть, в частности, оговорены:
- задачи и функции ЛКК;
- права, обязанности, функции, ответственность работников ЛКК;
- перечень закрепленных за ЛКК методов контроля;
- перечень нормативной документации, которой руководствуется ЛКК в своей деятельности;
- порядок эксплуатации, поверки (калибровки) и хранения средств неразрушающего контроля и другого оборудования ЛКК;
- порядок оформления результатов контроля и передачи результатов контроля для выработки решений об устранении выявленных дефектов;
- порядок ведения и хранения архива результатов контроля;
- порядок представления ведомостей (заявок) на ультра звуковой к радиографический контроль сварных швов.
Е2.3 Администрация мостостроительной организации должна выделить для ЛКК соответствующее помещение для хранения, ревизии и текущего ремонта измерительного инструмента, дефектоскопов и преобразователей, проведения подготовительных к контролю работ, оформления документации. Персоналу ЛКК выдают спецодежду.
Помещение ЛКК должно быть оборудовано:
- проводкой сети переменного тока:
- стабилизатором питающего напряжения,
- шиной заземления;
- шкафами для повседневной, а также рабочей одежды и обуви;
- стеллажами и шкафами для размещения и хранения измерительного инструмента, аппаратуры, образцов, запасных частей, документации.
Помещение должно быть оснащено:
- ультразвуковыми дефектоскопами и, при необходимости, рентгено- и гаммаграфической аппаратурой;
- комплектами стандартных образцов;
- вспомогательными приспособлениями для сканирования сварных соединений и измерения характеристик выявленных дефектов;
- специальной справочной литературой и технической документацией;
- электроизмерительной и радиотехнической аппаратурой, запасными частями и комплектующими изделиями для текущего ремонта и проверки дефектоскопов;
- слесарным и радиомонтажным инструментом;
- ёмкостями для приготовления и хранения контактирующей жидкости;
- тележками для установки и транспортировки дефектоскопической аппаратуры;
- канцелярскими принадлежностями;
- обтирочным материалом и контактирующими жидкостями.
Е2.4 Необходимое в ЛКК число дефектоскопов обуславливается числом бригад, функционирующих в ЛКК, и выбирается по таблице Е4.
Таблица Е4
|
Число бригад |
1 |
2 |
3 |
4 |
5 |
|
Число дефектоскопов |
2 |
3 |
5 |
б |
8 |
При наличии в подразделении более пяти дефектоскопов рекомендуется организовать участок текущего ремонта дефектоскопов и преобразователей.
Е2.5 При контроле в условиях строительной площадки:
- температура воздуха в зоне контроля должна быть не ниже +5 °С (при необходимости следует применять защитные укрытия с установленными в них калориферами или теплогенераторами);
- вблизи места контроля не должно быть ярких источников света (работ по электросварке, резке и т.п.);
- контроль не должен проводиться одновременно с работами, загрязняющими воздух и вызывающими вибрацию контролируемого соединения;
- должны быть приняты меры к защите экрана дефектоскопа от попадания прямого света при работе в дневное время или при основном искусственном освещении;
- при необходимости должны быть оборудованы леса и подмости, обеспечивающие удобное взаимное расположение дефектоскописта, аппаратуры и контролируемого соединения.
Требования представителей ЛКК по созданию условий, необходимых для обеспечения надежности контроля, являются обязательными для исполнения.
Е2.6 Ультразвуковой контроль качества монтажных сварных соединений должен проводиться звеном из двух дефектоскопистов. Допускается выполнение контроля одним дефектоскопистом, если при этом гарантируется безопасность работы и достоверность результатов контроля.
Е2.7 Швы, проверенные каждым звеном (дефектоскопистом) за смену, должны подвергаться выборочному инспекционному ультразвуковому контролю в объеме 5%, но не менее одного соединения. Инспекционный контроль выполняет дефектоскопист более высокого разряда или уровня квалификации. В случае обнаружения при инспекционном контроле неправильной оценки качества сварные швы, проверенные данным звеном (дефектоскопистом), должны быть подвергнуты этим звеном повторному контролю с выдачей новых заключений.
Е3 Способы прозвучивания и чувствительность оценки при контроле стыковых соединений листов толщиной d = 10¸20 мм
Способы прозвучивания преобразователями, выпускаемыми промышленностью (п = 15 мм)
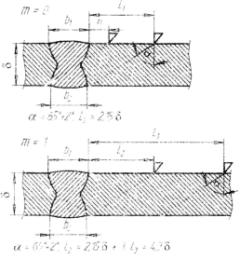
Примечания 1 Контролю подлежат соединения при условии, что b1 + b2 £ 4,3d - 36;
2 Контроль вести с двух сторон шва одной плоскости.
Испытательные образцы для настройки чувствительности
1. Изготавливается из образна контролируемого соединения
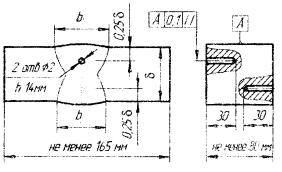
2. Изготавливается из материала контролируемого соединения
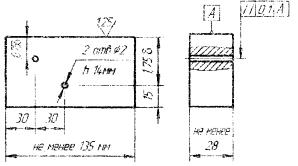
Порядок настройки чувствительности оценки, которой соответствует показание аттенюатора |NXO| = |N0| - |DN| - |Кg|
1. Измерить амплитуду эхо-сигнала от соответствующего цилиндрического отражателя в испытательном образце |N0|, отр.дБ.
2. Уменьшить показание аттенюатора на величину поправки чувствительности Кg, определяемой по таблице:
|
d, мм |
10 |
12 |
14 |
16 |
18 |
20 |
|
|
Кg |
m = 0 |
4 |
5 |
5 |
6 |
7 |
8 |
|
m = 1 |
8 |
8 |
9 |
9 |
9 |
10 |
|
3. Уменьшить показание аттенюатора на величину DN.
4. Убедиться. что мёртвая зона М £ 3 мм.
Примечание. При применении испытательного образца первого вида DN = 0; при применении испытательного образца которого вида DN определяется по подразделу Е6 приложения Е.
Е4 Способы прозвучивания и чувствительность оценки при контроле стыковых соединений листов толщиной d = 21¸50 мм
Способы прозвучивания преобразователями, выпускаемыми промышленностью (п = 15 мм)
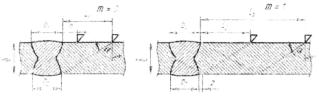
|
d, мм |
a1, рад |
a2, град |
z, мм |
L1 |
L2 |
L3 |
Условия прозвучивания |
|
20-30 |
65±2 |
65±2 |
3 |
2,15d |
2,15d + 3 |
4,3d |
b1 + b2 £ 4,3d - 36 |
|
30-50 |
65±2 |
50±2 |
5 |
2,15d |
1,19d + 5 |
2,4d |
0,47b1 + 0,84b2 £ 2d - 22,5 |
Примечания 1 Контролю подлежат соединения при соблюдении условия прозвучиваемости.
2 Контроль вести с двух сторон шва одной плоскости.
Порядок настройки чувствительности оценки, которой соответствует показание аттенюатора |NXO| = |N0| + Кg - |DN|:
1. Измерить амплитуду эхо-сигнала от цилиндрического отражателя на глубине 44 мм в стандартном образце ГСО-2 или OCO-23|N0|, дБ.
2. Определить но соответствующей SKN-диаграмме значение Кg для Sэ = 3 мм2 и Н0 = 0,75d при т = 0 и Н0 = 1,75d при при т = 1.
3. Уменьшить показание аттенюатора на значение Кg, если величина Кg отрицательная, или увеличить показание аттенюатора на значение Кg, если величина его положительная.
4. Уменьшить показание аттенюатора на величину DN.
5. Убедиться, что мертвая зона М £ 3 мм при a = 65°±2° и М £ 8 мм при a = 50°±2°.
Примечание DN определяется по подразделу Е6 приложения Е.
Е5 Способы прозвучивания и чувствительность оценки при контроле стыковых соединений двухлистовых пакетов толщиной dS = 30-80 мм
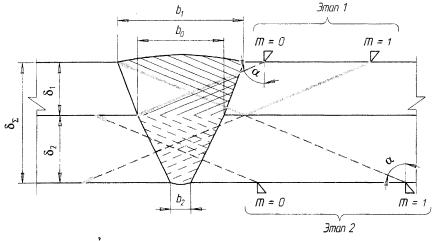
Контроль соединения выполняют в два этапа:
Этап 1 - контроль с верхней плоскости пакета листов;
Этап 2 - контроль с нижней плоскости пакета листов
На этапе 1 контролируют по типовой методике для стыкового соединения толщиной d1 с валиками шва размерами b1 и b0.
На этапе 2 контролируют по типовой методике для стыкового соединения толщиной d2 с валиками шва размерами b2 и b0.
На каждом этапе контроль следует вести с двух сторон шва одной плоскости.
Параметры a, L1, L2, L3, NXO определяются в зависимости от значений толщин d1 и d2 по подразделам Е.3 или Е.4 приложения Е.
DN определяют для каждой плоскости по подразделу Е6 приложения Е.
Е6 Методика оценки отношения коэффициентов прозрачности
Отношение DN (в децибелах) коэффициентов прозрачности границы призмы преобразователя - металл контролируемого соединения и границы призмы преобразователя - металл образца, может быть оценено как разность между амплитудой эхо-сигнала от двугранного угла контролируемого соединения Nс и амплитудой эхо-сигнала от двугранного угла образца N0, если толщина контролируемого соединения и толщина образца не отличаются более чем на ±10%, т.е. |DN| = |Nс - N0|.
Если контролируемое соединение и стандартный образец СО-2 (или СО-3Р) имеют различную толщину, то в образце контролируемого соединения на глубине 15 или 44 мм высверливают цилиндрическое отверстие диаметром 6 мм.
Если контролируемое соединение и испытательный образец второго вида имеют различную толщину, то в образце контролируемого соединения высверливают цилиндрическое отверстие диаметром 2 мм на глубине, равной глубине расположения одного из отверстий в испытательном образце. Отношение DN коэффициентов прозрачности оценивают как разность амплитуд эхо-сигналов от цилиндрического отражателя, выполненного в образце контролируемого соединения Nс, и цилиндрического отражателя в стандартном или испытательном образце N0, т.е. |DN| = |Nс - N0|.
Измерения Nс и N0 выполняют не менее трех раз.
Если по каким-либо причинам нельзя оценить отношение коэффициентов прозрачности, то для поверхности проката принимают |DN| = 6 дБ.
Е7 Способы прозвучивания и чувствительность оценки при контроле сварных тавровых соединений с полным проваром
Контроль соединения выполняют в два этапа:
этап 1 - контроль корня шва на отсутствие непровара;
этап 2 - контроль сечений, прилегающих к валику, прямым и однократно отражённым лучом.
ЭТАП 1
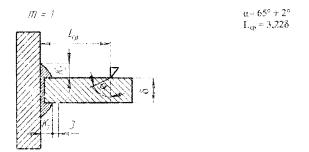
ЭТАП 2
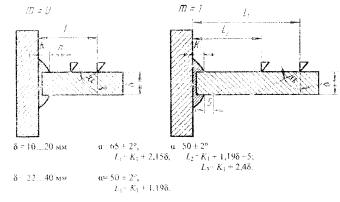
Чувствительность оценки и мёртвую зону определяют в зависимости от толщины d привариваемого листа с учетом приложений Б и В.
Примечание 1 При d £ 20 мм следует использовать испытательный образец второго вида с расположением отражателей на глубине Н01 = 0,75d + 0,5К2; Н02 = 1,5d; Н03 = 1,75d + 0,5К2; ориентировочные значения Кg приведены в таблице.
|
d, мм |
т |
10 |
12 |
14 |
16 |
18 |
20 |
||
|
|
|
a1 = 65° |
0 |
6 |
6 |
8 |
8 |
8 |
8 |
|
|
К2 = 0,5 |
aср = 65° |
1 |
8 |
8 |
10 |
10 |
10 |
10 |
|
| Кg | |
|
a2 = 50° |
1 |
6 |
8 |
8 |
8 |
10 |
10 |
|
|
|
a1 = 65° |
0 |
6 |
8 |
8 |
8 |
10 |
10 |
|
|
К2 = 0,9 |
aср = 65° |
1 |
8 |
8 |
10 |
10 |
10 |
10 |
|
|
|
a2 = 50° |
1 |
6 |
8 |
8 |
8 |
10 |
10 |
2 При d ³ 22 мм следует использовать образны СО-2 или СО-2Р с соответствующими SKN-диаграммами: значения Кg определяют по SKN-диаграмме для S0 = 3 мм2 и Н0 = 0,75d + 0,5К2; Н0 = 1,5d; Н0 = 1,75d + 0,5К2 в зависимости от этапа контроля и способа прозвучивания.
Приложение Ж
(справочное)
Средства измерений и контроля
Ж1. Рулетки измерительные металлические со штриховыми шкалами по ГОСТ 7502 2-го класса точности.
|
Конструкция |
Типоразмер |
Допускаемые отклонения действительной длины (±), мм, не более |
|
|
2-й класс |
|
|
В закрытом корпусе (РЗ) |
Р3-2 |
0,4 |
|
|
Р3-5 |
1,0 |
|
|
Р3-10 |
1,0 |
|
|
Р3-20 |
2,0 |
|
|
Р3-30 |
3,0 |
|
|
Р3-50 |
5,0 |
|
На крестовине (РК) |
РК-50 |
5,0 |
|
|
РК-75 |
7,5 |
|
|
РК-100 |
10,0 |
|
На вилке (РВ) |
РВ-20 |
2,0 |
|
|
РВ-30 |
3,0 |
|
|
РВ-50 |
5,0 |
|
Порядок измерений: |
|
|
|
Дециметровые и метровые |
Все |
0,3 |
|
Сантиметровые |
Все |
0,2 |
|
Миллиметровые |
Все |
0,1 |
Ж2. Ручные лазерные рулетки (безотражательные дальномеры)
|
Техническая характеристика |
Модель |
|||||
|
TruPuiso 200В |
Disto А2 |
Disto A3 |
Disto А5 |
Disto А6 |
Disto А8 |
|
|
Точность |
±30 см |
±1,5 мм* |
±1,5 мм |
±2 мм |
±1,5 мм |
|
|
Дальность, м |
1000 |
0,05-60 |
0,05-100 |
0,05-200 |
0,2-200 |
|
|
Дисплей |
LCD в поле зрения трубы |
2-строчный |
4-строчный |
|||
|
Видоискатель |
оптическое увеличение 7х |
нет |
оптическое увеличение 4´ |
цифровое увеличение 3´ |
||
|
Угол наклона |
есть |
нет |
есть |
|||
|
Интерфейс |
Bluetooth |
нет |
Bluetooth |
нет |
||
|
Габариты, мм |
120´50´30 |
124´55´35 |
135´45´31 |
148´84´36 |
148´64´36 |
148´64´36 |
|
Вес, г |
220 |
152 |
145 |
241 |
270 |
280 |
|
Пыле- и влагозащита |
IP54 |
Исследования не проводились |
ГР54 |
|||
|
Источник питания |
2 батарейки АА |
1 батарейка Крона 9В |
2 батарейки АА |
|||
|
Время работы |
до 7500 измерений* |
до 5000 измерений |
до 10000 измерений |
до 15000 измерений |
до 15000 измерений* |
до 5000 измерений |
|
Рабочая температура, °С |
-20 - +80 |
-0 - +40 |
-10 - +50 |
|||
|
* Внутри помещений, при хороших условиях видимости, на расстоянии до 12 м. |
||||||
Ж3. Линейки измерительные металлические со штриховыми шкалами ГОСТ 427.
|
Длина, мм |
150 |
300 |
500 |
1000 |
|
Допускаемые отклонения общей длины линеек и расстояния от любою штриха до начала или конца шкалы, мм |
±0,1 |
±0,1 |
±0,15 |
±0,2 |
|
Цена деления, мм |
0,5 и 1 |
0,5 и 3 |
0,5 и 1 |
0,5 и 1 |
|
Отклонение от номинальных значений длин отдельных сантиметровых делений, мм |
±0,1 |
±0,1 |
±0,1 |
±0,1 |
|
То же миллиметровых делений, мм |
-0.05 |
-0,05 |
+0,05 |
+0,05 |
Ж4. Лазерная линейка
Технические характеристики:
|
Марка |
LM - 63 А |
|
Тип луча |
прямая линия |
|
Электропитание, В |
110/220 |
|
Длина волны, нм |
635 ±10 |
|
Выходная мощность, мВт |
1 |
|
Температура окружающей среды, градусы |
10-45 |
|
Рабочая сила тока, мА |
40-60 |
|
Ширина луча на длине до 5 м, мм |
2 ±0,5 |
|
Эффективная длина луча м |
10 |
|
Размеры (Д ´ Ш ´ В), мм |
113´38´38 |
Ж5. Штангенциркули по ГОСТ 166 и штангенглубиномеры по ГОСТ 162.
Штангенциркули
|
Параметр |
ШЦ-I, ШЦТ-I |
ШЦ-II |
ШЦ-III |
|
Значение отсчета по нониусу (один нониус), мм |
0,1 |
0,05 0,1 |
0,1 |
|
Пределы измерений, мм |
0...125 |
0...160 0...200 0...250 |
0...315, 0...400, 0...500, 250...630, 250...800, 320...1000, 500...1250 |
ШЦ-I - двусторонний с глубиномером;
ШЦТ-I - односторонний с покрытием из твердого сплава, с глубиномером
ШЦ-II - двусторонний (рисунок Ж1);
ШЦ-III - односторонний (рисунок Ж2).
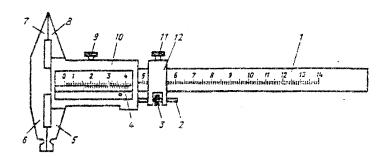
1 - штанга; 2 - микрометрический винт; 3 - гайка; 4 - нониус; 5 и 6
- губки нижние; 7 и 8 - губки верхние, 9 и 11 - стопорные винты; 10 - рамка; 12
– хомутик
Рисунок Ж1 - Штангенциркуль ШЦ-II
с точностью отсчета по нониусу 0,05 мм
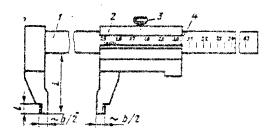
1 - штанга; 2- рамка; 3 зажим рамки; 4 – нониус
Рисунок Ж2 - Штангенциркуль ШЦ-III с точностью отсчета по нониусу 0,10 мм
Ж6. Штангенглубиномеры (рисунок Ж3) со значениями отсчета по нониусу 0,05 мм предназначены для измерения глубин до 400 мм. Длина основания 120 мм. Пределы измерений 0... 160, 0...200, 0...250, 0...315, 0...400.
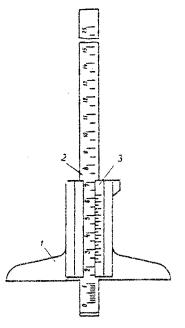
1 - рамка; 2 - штанга; 3 – нониус
Рисунок Ж3 - Штангенглубиномер
Ж7. Штангенрейсмасы по ГОСТ 164-90 применяют для измерений и разметки размеров до 2500 мм. Прибор (рисунок Ж4) имеет значения отсчета по нониусу 0,05 и 0,1 мм, а также следующие пределы измерений, мм: 0...250, 40...400, 60...630, 100...1000, 600...1600, 500...2500.
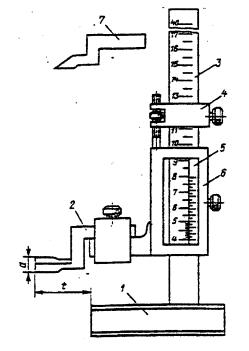
1 - основание; 2 - измерительная ножка; 3 - штанга; 4 -
микрометрическая подача; 5 - нониус; 6 - рамка; 7 - разметочная ножка
Рисунок Ж4 - Штангенрейсмас
Ж8. Микрометры рычажные по ГОСТ 4381-87 изготовляют с верхним пределом измерений до 2000 мм и отсчетным устройством с ценой деления 0,002 и 0,01 мм. Типы рычажных микрометров:
MP - для измерения наружных размеров до 100 мм включительно (рисунок Ж5, а);
МРЗ - зубомерные (рисунок Ж5, б) ;
МРИ - с отсчетным устройством для измерения размеров до 2000 мм (рисунок Ж5, в).
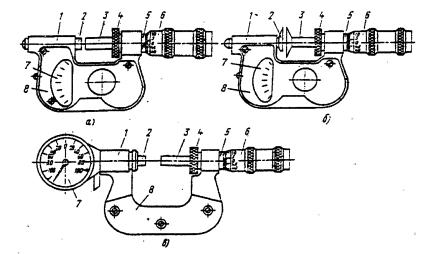
1 - скоба; 2 - подвижная пятка; 3 - микрометрический винт; 4 - стопор;
5 - стебель; 6 - барабан; 7 - отсчётное устройство; 8 - теплоизоляционная
накладка
Рисунок Ж5 - Микрометры рычажные
Основные параметры рычажных микрометров, мм
|
Тип микрометра |
Пределы измерений |
Отсчётное устройство |
Цена деления барабана микрометра |
Перемещение микрометрического винта |
|
|
цена деления |
диапазон показаний, не менее |
||||
|
MP |
0...25; 25...50; 50...75; 75...100 |
0,002 |
±0,14 |
0,01 |
25 |
|
МРЗ |
0...20 20...45 |
0,002 |
±0,14 |
0,01 |
20 25 |
|
МРИ |
100...125; 125...150; 150...200; 200...250; 250...300; 300...400; 400...500 |
0,002 |
±0,1 |
0,01 |
25 |
|
300...400; 400...500; 500...600 |
0,01 |
2 |
0,01 |
25 |
|
|
600...700; 700...800; 800...900; 900...1000 |
0,01 |
5 |
0,01 |
25 |
|
|
1000...1200; 1200...1400; 1400...1600; 1600...1800; 1800...2000 |
0,01 |
10 |
0,01 |
25 |
|
Ж9. Микрометры с ценой деления 0,01 мм по ГОСТ 6507 изготовляют следующих типов:
МК - гладкие для измерения наружных размеров, рисунок Ж6;
МЛ - листовые с циферблатом дня измерения толщины листов и лент, рисунок Ж7;
МТ - трубные для измерения толщины стенок груб диаметром от 8 мм и более рисунок Ж8;
МЗ - зубомерные для контроля длины обшей нормали зубчатых колес с модулем от 1 мм, рисунок Ж9
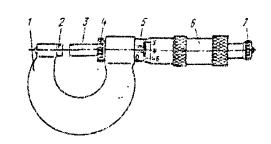
1 - скоба; 2 - пятка; 3 - микрометрический винт; 4 - стопор; 5 -
стебель; 6 - барабан; 7 - трещотка (фрикцион)
Рисунок Ж6 - Микрометр типа МК
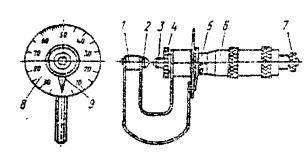
1 - скоба; 2 - пятка; 3 - микрометрический винт, 4 - стопор; 5 - стебель;
6 - барабан; 7 - трещотка (фрикцион), 8 - циферблат; 9 – стрелка
Рисунок Ж7 - Микрометр тина МЛ
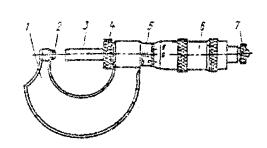
1 - скоба; 2 - пятка; 3 - микрометрический винт; 4 - стопор; 5 -
стебель; 6 - барабан; 7 - трещотка (фрикцион)
Рисунок Ж8 Микрометр типа МТ
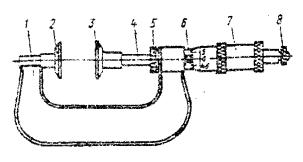
1 - скоба; 2 - пятка, 3 - измерительная губка; 4 - микрометрический
винт; 5 - стопор; 6 - стебель, 7 - барабан; 8 - трещотка (фрикцион)
Рисунок Ж9 - Микрометр типа МЗ
Основные параметры микрометров по ГОСТ 6507
|
Тип |
Пределы измерений, мм |
Шаг микрометрического винта, мм |
Измерительное перемещение микрометрического винта, мм |
Измерительное усилие, КН |
|
МК |
0...25, 25...50, 50...75, 75...100, 100...125, 125...150, 150..,175, 175...200. 200...225, 225...250, 250...275, 275...300, 300...400, 400...500, 500...600 |
0,5 |
25 |
500...900 |
|
МЛ |
0...5 0...10 0...25 |
3,0 |
5 10 25 |
300...700 |
|
МТ |
0...25 |
0,5 |
25 |
300...700 |
|
МЗ |
0...25, 25...50, 50...75, 75...100 |
0,5 |
25 |
300...700 |
Ж10. Нутромеры микрометрические по ГОСТ 10-88 предназначены для измерения диаметров отверстий и других внутренних размеров более 50 мм. Для увеличения предела измерения нутромера снимают гайку 2 (рисунок Ж10) и вместо нее навинчивают удлинители, входящие в комплект нутромера. Диапазон измерений нутромеров по ГОСТ 10-88: 50...125, 125...200, 200...325, 325...500, 500...800, 800...1250, 1250...1600, 1600...2000, 2000...2500, 2500...3150, 3150...4000, 4000...5000, 5000...6000 мм. Нутромеры с верхним пределом измерения более 2500 мм должны поставляться с микрометрической головкой, оснащенной индикатором часового типа класса 0.
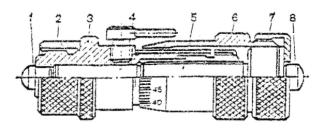
1 - измерительный наконечник; 2 - гайка ; 3 - стебель; 4 - стопор;
5 - микрометрический винт, 6 - барабан; 7 - установочная гайка; 8 -
измерительный наконечник
Рисунок Ж10 - Микрометрический нутромер
Ж11. Толщиномер ультразвуковой для замера толщины металла Технические характеристики
|
Характеристика |
А1207 (А1207С) |
А1208 |
А1209 |
|
Диапазон измеряемой толщины (по стали), мм |
0,8...35 |
0,8...300 |
0,6...300 |
|
Дискретность индикации толщины, мм |
0,1 |
0,80...9,99 мм-0,01 10,0...300 мм- 0,1 |
0,6...20 мм с преобразователем на 10 МГц-0,1; 0,9...300 мм с преобразователем на 5 МГц-0,01 |
|
Диапазон настроек скорости ультразвука, м/с |
1000...9000 |
1000...9000 |
1000...9999 |
|
Диаметр рабочей поверхности преобразователя |
Не указан |
Не указан |
6 мм - на 10 МГц 12 мм - на 5 МГц |
|
Продолжительность непрерывной работы от полностью заряженного аккумулятора, ч |
24 |
35 |
100 |
|
Условия эксплуатации: |
|
|
|
|
диапазон рабочих температур, °С |
минус 30 плюс 50 |
минус 30...плюс 55 |
минус 20...плюс 50 |
|
относительная влажность воздуха |
85% при t плюс 25 °С |
|
95% при t плюс 35 °С |
|
атмосферное давление, кПа |
84...107 |
|
84...107 |
|
Габаритные размеры, мм |
143´26´18 |
120´65´25 |
127´66´30 |
|
Тип дисплея |
светодиодный |
светодиодный |
ж/к |
|
Масса электронного блока, г |
55 |
155 |
330 |
Ж12. Глубиномеры микрометрические по ГОСТ 7470-92 используют для измерения глубин глухих отверстий, пазов, высот и уступов до 150 мм, (рисунок Ж11)
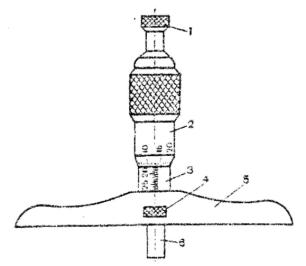
1 - трещотка, 2 - барабан; 3 - стебель; 4 - стопор; 5 - траверса: 6
- измерительный сменный стержень
Рисунок Ж11 - Микрометрический глубиномер
Ж13. Щупы ТУ 2-034-225-87 используют для определения величины зазоров с точностью до 0,01 мм. Их изготовляют длиной 100 и 200 мм и шириной 10 мм и толщиной 0,02...1 мм, классы точности 1 и 2, наборы № 1, 2, 3, 4 - для щупов длиной 300 мм. Щупы длиной 200 мм выпускают отдельными пластинами.
Ж14. Линейки поверочные по ГОСТ 8026-92 изготовляют следующих типов
ЛТ - лекальные трехгранные;
ЛЧ - лекальные четырехгранные:
ШП - с широко рабочей поверхностью прямоугольного сечения;
ШД - с широкой рабочей поверхностью двутаврового сечения.
Основные размеры и классы точности поверочных линеек
ГОСТ 8026
|
Тип |
Эскиз |
Размер, мм |
Класс точности |
|
|
|
|
L |
В |
|
|
ЛТ |
|
200 320 500 |
26 30 40 |
0; 1 |
|
ЛЧ |
|
200 320 500 |
20 25 35 |
0; 1 |
|
ШП |
|
250 400 630 |
5 6 10 |
0; 1; 2 |
|
ШД |
|
630 1000 1600 2000 2500 3000 4000 |
14 16 18 18 20 20 30 |
0; 1; 2 |
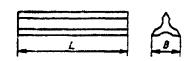
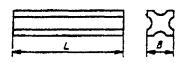
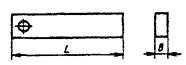
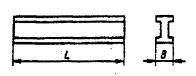
Ж15. Угольники поверочные 90° ГОСТ 3749-77 типов УЛ - лекальные, УЛП - лекальные плоские, УЛЦ - лекальные цилиндрические, УП - слесарные плоские, УШ - слесарные с широким основанием (рисунок Ж12). Угольники типа УЛЦ имеют следующие размеры, мм:
Н 160 250 400 630
Д 80 100 125 160.
Основные размеры угольников, мм
|
Тип |
Н |
L |
|
Тип |
Н |
L |
|
УЛ; УЛП; УП; УШ |
60 |
40 |
|
УП; УШ |
400 |
250 |
|
|
100 |
60 |
|
|
|
|
|
|
160 |
100 |
|
|
|
|
|
УЛП; УП; УШ |
250 |
160 |
|
УШ |
630 |
400 |
|
|
|
|
|
|
1000 |
630 |
|
|
|
|
|
|
1600 |
1000 |
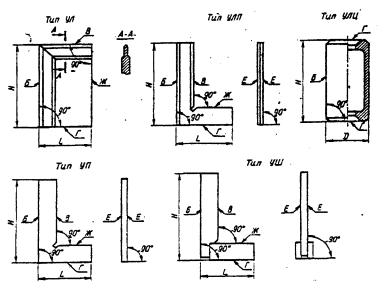
Б, В - измерительные поверхности угольников; Г, Ж- опорные
поверхности; Е - боковые поверхности
Рисунок Ж12 -Угольники поверочные
Ж16. Угломеры с нониусом ГОСТ 5378-88 применяют для измерения углов и приготовляют двух типов: УН - для измерения наружных углов от 0 до 180° и внутренних - от 40 до 180° (рисунок Ж13) с величиной отсчета по нониусу 2' и 5'; УМ - для измерения только наружных углов от 0 до 180° (рисунок Ж14) с величиной отсчета по нониусу 2', 5', 15'. Цена деления шкалы основания угломеров должна быть 1°.
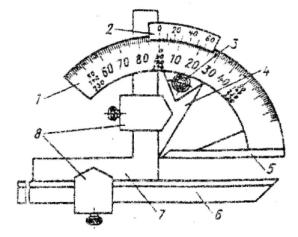
1 - основание; 2 - нониус; 3 - стопор; 4 - сектор, 5 - линейка
основания; 6 - линейка съемная; 7 - угольник; 8 – державка
Рисунок Ж13 - Угломер УН
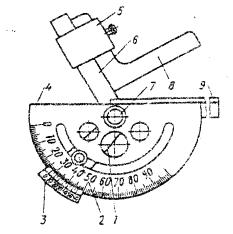
1 - сектор, 2 - стопор; 3 нониус; 4 - основание, 5 - державка; 6 -
линейка подвижная; 7 - ось; 8 - угольник; 9 - линейка съемная
Рисунок Ж14 Угломер УМ
Ж17. Калибры для контроля отверстий. Пробки двусторонние с неполными непроходными вставками показаны на рисунке Ж15,а. Ими измеряют отверстия диаметром 6-50 мм.
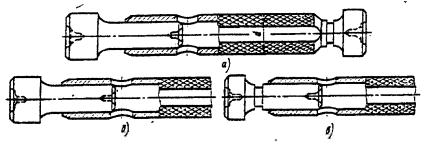
пробки: а - двусторонние; б - проходные; в – непроходные
Рисунок Ж15 - Пробка со вставками
Пробки проходные со вставками (рисунок Ж15, б) применяют для контроля отверстий диаметром 50...75 мм.
Пробки непроходные с неполными вставками (рисунок Ж15, в) применяют для контроля отверстий диаметром 50...100 мм.
Пробки с насадками двусторонние (рисунок Ж16, а), проходные (рисунок Ж16, б) и непроходные (рисунок Ж16, в) изготовляют для контроля отверстий диаметром 50...100 мм.
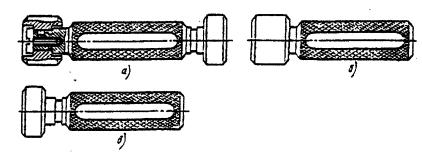
пробки: а - двусторонние; б - проходные; в – непроходные
Рисунок Ж16 - Пробки с насадками
Ж18. Геодезический инструмент.
Теодолиты по ГОСТ 10529:
теодолит точный Т-2 (ТБ-1);
теодолит технический Т-15 (Т-30).
Нивелиры по ГОСТ 10528:
нивелир высокоточный Н-2 (НА-1) в комплекте;
нивелир точный Н-3 (НС-4, НВ-1).
нивелир Н-3К МОП по ТУ 3-3.993-77.
Рейка базисная дальномерная.
Рейки 50, 51, 52.
Ж19. Измерение твердости металлов.
Для этой цели применяют приборы:
- прибор стационарный для измерения твердости по Виккерсу ТП-7Р-1 с пределами измерения 8...1000 HV.
- прибор переносной для измерения твердости по Виккерсу TПП-2 с пределами измерения 8...1500 HV.
- прибор настольный для измерения твердости по Роквеллу ТК-2М (ТК-14-250), 2140ТР по ГОСТ 23677-79.
Таблица перевода твердости металла
(к пункту 19 приложения Ж)
|
По Виккерсу |
По Бринеллю |
По Роквеллу |
|
По Виккерсу |
По Бринеллю |
По Роквеллу |
|
HV |
НВ3000 |
HRC |
|
Н |
НВ3000 |
HRC |
|
209 |
207 |
18 |
|
401 |
387 |
41 |
|
213 |
212 |
19 |
|
423 |
402 |
43 |
|
217 |
217 |
20 |
|
435 |
418 |
44 |
|
221 |
223 |
21 |
|
460 |
430 |
45 |
|
226 |
229 |
22 |
|
474 |
444 |
47 |
|
235 |
235 |
23 |
|
502 |
460 |
48 |
|
240 |
241 |
24 |
|
534 |
477 |
49 |
|
250 |
248 |
25 |
|
551 |
495 |
51 |
|
255 |
255 |
26 |
|
587 |
512 |
52 |
|
261 |
262 |
27 |
|
606 |
532 |
54 |
|
272 |
269 |
28 |
|
649 |
555 |
56 |
|
278 |
277 |
29 |
|
694 |
578 |
58 |
|
285 |
286 |
30 |
|
746 |
600 |
59 |
|
291 |
293 |
31 |
|
803 |
627 |
61 |
|
305 |
302 |
33 |
|
867 |
652 |
63 |
|
312 |
311 |
34 |
|
940 |
- |
65 |
|
320 |
321 |
35 |
|
1021 |
- |
67 |
|
335 |
332 |
36 |
|
1114 |
- |
69 |
|
344 |
340 |
37 |
|
1220 |
- |
72 |
|
361 |
351 |
38 |
|
|
||
|
380 |
364 |
39 |
|
|||
|
390 |
375 |
40 |
|
|||

Рисунок Ж17 - Электронный тахеометр (объединяет в себе возможности электронного теодолита, электронного высокоточного дальномера и полевого компьютера)
|
Технические характеристики |
NET 1200 |
|
Точность измерения углов, мин |
1 |
|
Увеличение, крат |
30 |
|
Компенсатор/диапазон, с |
двухосевой, ±3 |
|
Минимальное расстояние фокусирования, м |
1,3 |
|
Минимальное измеряемое расстояние, м |
1,3 |
|
Дальность измерения расстояний на одну призму серии АР, м |
2000 |
|
Дальность измерения расстояний на пленочный отражатель, м |
200 |
|
Дальность измерения расстояний без отражателя, м |
40 |
|
Точность измерения расстояний на призму серии АР, мм |
±(2+2×10-6×D) |
|
Точность измерения расстояний без отражателя, мм |
±(1+2×10-6×D) |
|
Точность измерения расстояний на пленочный отражатель, м |
±(0,6+2×10-6×D) |
|
Клавиатура/строк ´ символов |
алфавитно-цифровая, 15 клавиш / 8´20 |
|
Защита от внешних факторов (пыли, дождя) |
IP66 |
|
Внутренняя память, измерительные точки |
около 10 000 |
|
Рабочая температура, °С |
минус 10 - плюс 50 |
|
Время работы от одного аккумулятора, часов |
около 6 |
|
Время заряда одного аккумулятора, часов |
2 |
|
Масса, кг |
5,5 |
|
Гарантийный срок, лет |
2 |
Приложение И
(обязательное)
Условия сварки технологической пробы
|
НАИМЕНОВАНИЕ
(ШТАМП) |
АКТ |
|
Объект строительства |
Строительная организация: |
||||
|
Сварка выполнена в присутствии: |
Ф.И.О. ответственных лиц: |
Место работы: |
Подпись: |
||
|
|
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
|
Ф.И.О. электросварщика: |
Сведения о квалификации и аттестации: |
||||
|
Место проведения сварки: |
Дата выполнения сварки: |
||||
|
Метод сварки: |
Тип шва: |
||||||||||
|
Основной металл (марка): |
Толщина металла, мм: |
Положение шва: |
|||||||||
|
Размер контрольного образца, мм: |
Температура воздуха,°С: |
Тип и параметры разделки: |
|||||||||
|
Род и полярность тока: |
Тип формирующей подкладки: |
||||||||||
|
Сварочные материалы: номер сертификата и номер партии |
Электроды: |
Проволока: |
Флюс: |
Газ: |
Присадка: |
||||||
|
Сварка корневого прохода: |
Способ: |
Dэл, мм |
Iсв, А |
Uд, В |
Vсв, м/ч |
Примечание |
|||||
|
Сварка средних слоев: |
Способ |
Dэл, мм |
Iсв, А |
Uд, В |
Vсв, м/ч |
Примечание |
|||||
|
Сварка наружных слоев: |
Способ |
Dэл, мм |
Iсв, А |
Uд, В |
Vсв, м/ч |
Примечание |
|||||
|
Вид термообработки и подогрева: |
Количество проходов: |
||||||||||
РЕЗУЛЬТАТЫ КОНТРОЛЯ
|
Размеры шва, мм: |
Ширина наружного валика, мм |
Высота наружного валика, мм |
Ширина обратного валика, мм |
Высота обратного валика, мм |
|||
|
Результаты ультразвукового контроля: |
Заключение УЗД: |
Подпись дефектоскописта: |
|||||
|
Заключение комиссии: |
|
||||||
Ключевые слова: монтажные соединения, цельносварные стыки, комбинированные болтосварные стыки, сварочные материалы, режимы сварки, механическая обработка сварных соединений, контрольные образцы, технологические пробы.
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/53860
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|