
Полное меню
- Актуальное
законодательство - Интернет
и право- - Рассылка ''Закон есть закон''
- - Форум сайта (архив)
- - Законодательство
- - Судебная практика (необычная)
- - Судебная практика (авторская)
- - Процедура UDRP и и решения WIPO
- - Книги серии ''Интернет и Право''
- - Книги в открытом доступе
- - Учебный курс ''Интернет и Право''
- - Учебный курс ''Доменные споры''
- - Литература по ''Интернет и Право''
- - Литература по интел. собственности
- - Научный уголок (работы гостей)
- - Авторские публикации
- Информационные
материалы - ЮРИДИЧЕСКИЕ
УСЛУГИ- - Перечень юридических услуг
- - Карта юридических услуг
- - Юридическая консультация
- - Доменные споры (RU), авторское право
- - Международный суд по доменам (COM)
- - Защита прав на маркетплейсе (WB, Ozon)
- - Защита прав в соцсетях (Vk, Ok, FB)
- - Купля-продажа домена, сайта, ПО
- - Досудебное урегулирование конфликта
- - Защита чести и деловой репутации
- - Отмена блокировки сайта/домена РКН
- - ФАС: товарные знаки, авторское право
- - Регистрация ПО/сайта (Роспатент)
- - Юридическая проверка домена
- - Нотариальное заверение сайтов
- - Способы и формы оплаты услуг
- - Мы в СМИ
- - О компании, клиенты
- - Наши дела и победы
- - Контакты и реквизиты
- Информация
о сайте -






Основные ссылкиНа правах рекламы: 
Произвольная ссылка: |
Вернуться в "Каталог СНиП"ГОСТ 5500-2001 Изделия огнеупорные стопорные для разливки стали из ковша. Технические условия.ГОСТ 5500-2001 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ИЗДЕЛИЯ ОГНЕУПОРНЫЕ
СТОПОРНЫЕ Технические условия
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ Минск
Предисловие 1 РАЗРАБОТАН ОАО «Санкт-Петербургский институт огнеупоров» (ОАО «СПбИО»), Межгосударственным техническим комитетом по стандартизации МТК 9 «Огнеупоры» ВНЕСЕН Госстандартом России 2 ПРИНЯТ Межгосударственным Советом по стандартизации и метрологии (протокол № 19 от 24 мая 2001 г.) За принятие проголосовали:
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 30 июля 2001 г. № 302-ст межгосударственный стандарт ГОСТ 5500-2001 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 марта 2002 г. 4 ВЗАМЕН ГОСТ 5500-75 СОДЕРЖАНИЕ ГОСТ 5500-2001 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ ИЗДЕЛИЯ ОГНЕУПОРНЫЕ СТОПОРНЫЕ ДЛЯ РАЗЛИВКИ СТАЛИ ИЗ КОВША Технические условия Stopper refractories for
steel pouring from ladle. Дата введения 2002-03-01 1 Область примененияНастоящий стандарт распространяется на огнеупорные стопорные изделия (далее - изделия) для разливки стали из ковша: стопорные трубки, пробки, стаканы, вкладыши к стаканам и гнездовые кирпичи. Обязательные требования к качеству продукции по массовой доле оксидов, открытой пористости и термической стойкости изложены в пункте 6.1 (таблицы 14, 16, 18, 20, 22). 2 Нормативные ссылкиВ настоящем стандарте использованы ссылки на следующие стандарты: ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия ГОСТ 427-75 Линейки измерительные металлические. Технические условия ГОСТ 2409-95 (ИСО 5017-88) Огнеупоры. Метод определения кажущейся плотности, открытой и общей пористости, водопоглощения ГОСТ 2642.0-86 Огнеупоры и огнеупорное сырье. Общие требования к методам анализа ГОСТ 2642.2-86 Огнеупоры и огнеупорное сырье. Методы определения изменения массы при прокаливании ГОСТ 2642.3-97 Огнеупоры и огнеупорное сырье. Методы определения оксида кремния (IV) ГОСТ 2642.4-97 Огнеупоры и огнеупорное сырье. Методы определения оксида алюминия ГОСТ 2642.5-97 Огнеупоры и огнеупорное сырье. Методы определения оксида железа (III) ГОСТ 2642.8-97 Огнеупоры и огнеупорное сырье. Методы определения оксида магния ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия ГОСТ 3749-77 Угольники поверочные 90°. Технические условия ГОСТ 4069-69 Огнеупоры и огнеупорное сырье. Методы определения огнеупорности ГОСТ 4070-2000 (ИСО 1893-89) Огнеупоры. Метод определения температуры деформации под нагрузкой ГОСТ 4071.1-94 (ИСО 10059-1-92) Изделия огнеупорные с общей пористостью менее 45 %. Метод определения предела прочности при сжатии при комнатной температуре ГОСТ 5402.1-2000 (ИСО 2478-87) Изделия огнеупорные с общей пористостью менее 45 %. Метод определения остаточных изменений размеров при нагреве ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия ГОСТ 8179-98 (ИСО 5022-79) Изделия огнеупорные. Отбор образцов и приемочные испытания ГОСТ 9078-84 Поддоны плоские ГОСТ 10198-91 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия ГОСТ 15136-78 Изделия огнеупорные. Метод измерения глубины отбитости углов и ребер ГОСТ 24717-94 Огнеупоры и сырье огнеупорное. Маркировка, упаковка, хранение и транспортирование ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования ГОСТ 25714-83 Контроль неразрушающий. Акустический звуковой метод определения открытой пористости, кажущейся плотности, плотности и предела прочности при сжатии огнеупорных изделий ГОСТ 28584-90 Огнеупоры и огнеупорное сырье. Метод определения влаги ГОСТ 28833-90 Дефекты огнеупорных изделий. Термины и определения 3 ОпределенияВ настоящем стандарте применяют следующие термины с соответствующими определениями: 3.1 посечка, трещина, скошенность, овальность: По ГОСТ 28833. 3.2 рабочая поверхность стопорного изделия: Поверхность, находящаяся в контакте с расплавом металла и шлака; для стопорной трубки и пробки - также все места стыка изделий, включая винтовую нарезку пробки. 3.3 конусность: Отношение разности верхнего и нижнего диаметров изделия цилиндрической формы к высоте изделия. 4 Марки4.1 Изделия подразделяют на марки, указанные в таблице 1. Таблица 1- Характеристика марок стопорных изделий (стопорного припаса)
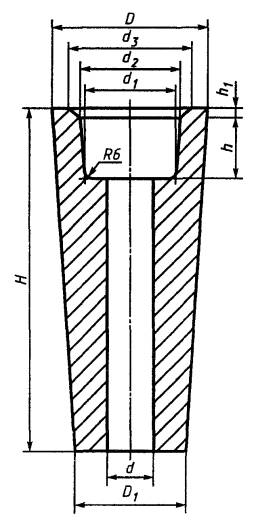
5 Форма и размеры5.1 Форма и размеры изделий должны соответствовать указанным на рисунках 1 - 12 и в таблицах 2 - 12.
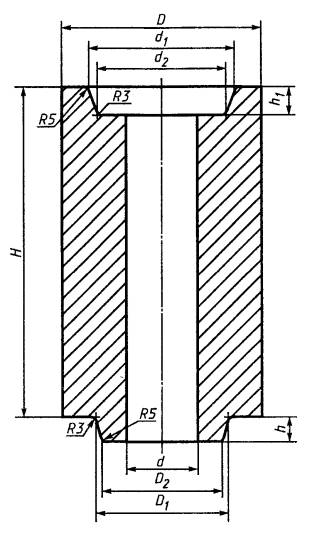
Рисунок 1 - Стопорная трубка номеров 1-8 и 8-1 Таблица 2 - Размеры стопорной трубки В миллиметрах
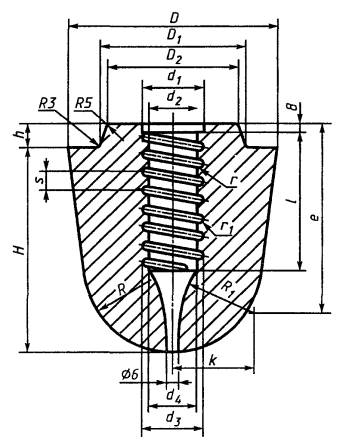
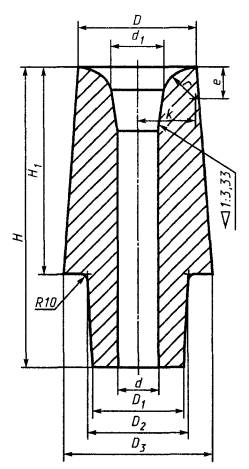
Рисунок 2 - Пробка номеров 9 - 14, 14-1, 14-2 Таблица 3 - Размеры пробки В миллиметрах
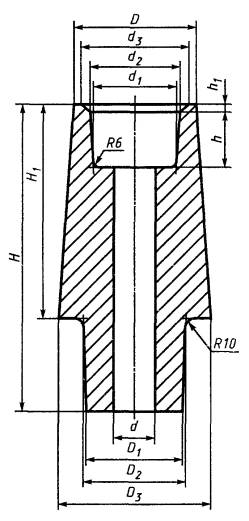
Рисунок 3 - Стакан номеров 15 - 23 Таблица 4 - Размеры стакана номеров 15 - 23 В миллиметрах
Рисунок 4 - Стакан номер 24 Таблица 5 - Размеры стакана номер 24 В миллиметрах
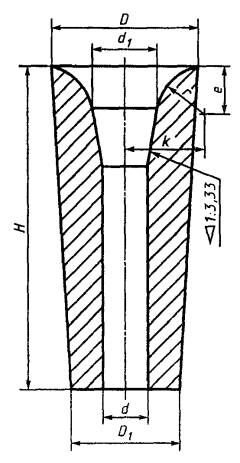
Рисунок 5 - Стакан номеров 25 - 30 Таблица 6 - Размеры стакана номеров 25 - 30 В миллиметрах
Рисунок 6 - Стакан номеров 31 и 32 Таблица 7 - Размеры стакана номеров 31 и 32 В миллиметрах
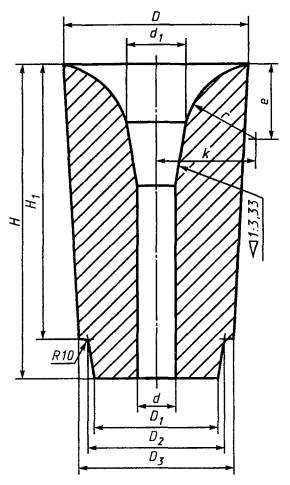
Рисунок 7 - Стакан номеров 33 и 34 Таблица 8 - Размеры стакана номеров 33 и 34 В миллиметрах
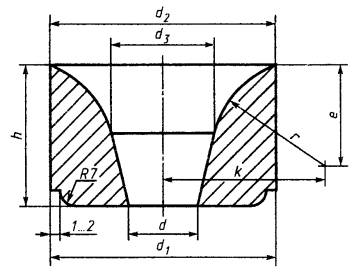
Рисунок 8 - Вкладыш номеров 35 и 36 Таблица 9 - Размеры вкладыша номеров 35 и 36 В миллиметрах
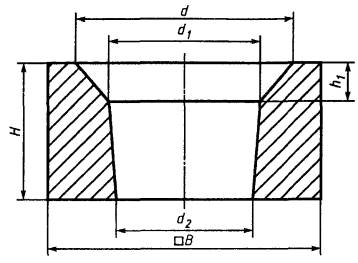
Рисунок 9 - Гнездовой кирпич номеров 37 - 44 Таблица 10 - Размеры гнездового кирпича номеров 37 - 44 В миллиметрах
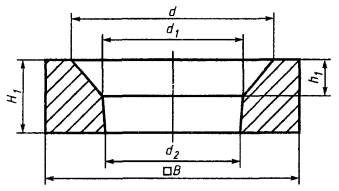
Рисунок 10 - Верхняя часть составного гнездового кирпича номер 45
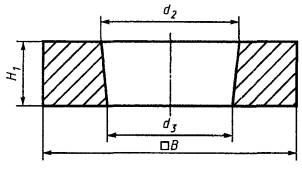
Рисунок 11 - Нижняя часть составного гнездового кирпича номер 46 Таблица 11 - Размеры гнездового кирпича номеров 45 - 46 В миллиметрах
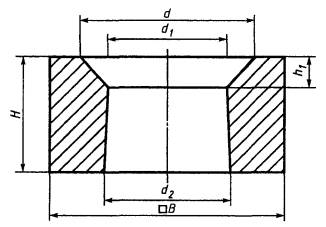
Рисунок 12 - Гнездовой кирпич номер 49 Таблица 12 - Размеры гнездового кирпича номер 49 В миллиметрах
По соглашению сторон допускается изготавливать изделия других форм и размеров по чертежам заказчика с указанием предельных отклонений по размерам. 5.1.1 Допускается радиус закругления вертикальных граней в наружных углах гнездового кирпича до 8 мм. На конусной части внутренней поверхности гнездового кирпича (по d2 - для номеров 37 - 45; по d3 - для номера 46; по d1 и d2 - для номера 49) допускается цилиндрический поясок высотой 5 - 10 мм. 5.1.2 Расчетный объем, расчетная масса и средняя кажущаяся плотность стопорных изделий (приложение А) не являются браковочным признаком. 5.1.3 Форма и размеры винтовой нарезки металлического стопорного штыря приведены в приложении Б. 5.2 Предельные отклонения размеров изделий должны соответствовать указанным в таблице 13. Таблица 13 - Предельные отклонения размеров
6 Общие технические требования6.1 По физико-химическим показателям и показателям внешнего вида изделия должны соответствовать требованиям, указанным в таблицах 14 - 24. Таблица 14 - Физико-химические показатели стопорной трубки
Таблица 15 - Показатели внешнего вида стопорной трубки
Таблица 16 - Физико-химические показатели пробки
Таблица 17 - Показатели внешнего вида пробки
Таблица 18 - Физико-химические показатели стакана
Таблица 19 - Показатели внешнего вида стакана
Таблица 20 - Физико-химические показатели вкладыша
Таблица 21 - Показатели внешнего вида вкладыша
Таблица 22 - Физико-химические показатели гнездового кирпича марки ШСП-32
Таблица 23 - Показатели внешнего вида гнездового кирпича марки ШСП-32
Таблица 24 - Размеры посечек в изломе
6.2 Изделия в изломе (пробка - в изломе или разрезе) должны быть однородного строения. Неравномерная окраска, отдельные посечки размерами, указанными в таблице 24, не являются браковочным признаком. Не допускаются трещины, пустоты и слоистая структура. В шамотных изделиях не допускается черная сердцевина шириной более 10 мм. 6.3 Маркировка и упаковка изделий - по ГОСТ 24717 с дополнениями по п. 6.3.1 - 6.3.3. 6.3.2 При обязательной сертификации продукцию, на которую выдан сертификат, маркируют знаком соответствия по нормативному документу [2]. Знак соответствия наносят на каждую упаковку рядом с маркировкой изделий в соответствии с ГОСТ 24717 и на сопроводительную техническую документацию (сертификат качества). 6.3.3 Безобжиговые стаканы и вкладыши упаковывают в однослойный чехол из полиэтиленовой пленки толщиной не менее 0,150 мм или другие влагонепроницаемые материалы с последующей укладкой на поддоны по ГОСТ 9078 или в ящики по ГОСТ 10198 и ГОСТ 2991. По согласованию сторон допускается другая упаковка изделий, исключающая гидратацию. 7 Правила приемки7.1 Правила приемки - по ГОСТ 8179 с дополнениями по 7.1.1 - 7.1.4. 7.1.1 Объем партии не должен превышать: шамотных стопорных трубок - 75 т, других групп стопорных трубок - 40 т; пробок, стаканов и вкладышей - 2000 шт.; гнездовых кирпичей - 4000 шт.; пробок и стаканов, принимаемых комплектно (комплект - одна пробка и один стакан) - 2000 комплектов. 7.1.2 При приемке изделий, прошедших предварительную разбраковку, применяют следующие номера планов контроля: 2 - для стопорных трубок и пробок; 1 или 1a - для остальных изделий. При приемке изделий, не прошедших предварительную разбраковку, применяют план контроля номер 5. 7.1.3 При проверке соответствия качества изделий требованиям настоящего стандарта периодичность проведения испытаний должна соответствовать требованиям таблицы 25. Таблица 25 - Периодичность проведения испытаний
7.1.4 При проверке готовой продукции измеряют следующие размеры изделий: стопорная трубка - Н, h, h1, D, d (рисунок 1, таблица 2); пробка - Н, h, D, d1 (рисунок 2, таблица 3); стакан - Н, h, h1, D, D1, d, d1 (d1 - для стакана номеров 25 - 30, 33, 34) (рисунки 3 - 7, таблицы 4 - 8); вкладыш - h, d, d1, d2 (рисунок 8, таблица 9); гнездовой кирпич - В, Н, H1, h1, d, d1, d2, d3 (рисунки 9 - 12, таблицы 10 - 12). Точность остальных размеров и конусность изделий обеспечиваются пресс-оснасткой и контролю не подлежат. 8 Методы контроля8.1 Химический состав определяют по ГОСТ 2642.0, ГОСТ 2642.2 - ГОСТ 2642.5 и ГОСТ 2642.8 или другими методами, обеспечивающими требуемую точность определения. 8.2 Огнеупорность определяют по ГОСТ 4069. 8.3 Открытую пористость и кажущуюся плотность определяют по ГОСТ 2409 или ГОСТ 25714, вкладыша и гнездового кирпича - по ГОСТ 2409. Определения по ГОСТ 25714 проводят на удвоенном количестве образцов. Контрольный метод - по ГОСТ 2409. 8.4 Предел прочности при сжатии определяют по ГОСТ 4071.1 или ГОСТ 25714, гнездового кирпича - по ГОСТ 4071.1. Предел прочности при сжатии по ГОСТ 25714 определяют на удвоенном количестве образцов. Контрольный метод - по ГОСТ 4071.1. 8.5 Массовую долю влаги определяют по ГОСТ 28584 на образцах массой 50 - 100 г. 8.6 Температуру начала размягчения определяют по ГОСТ 4070. 8.7 Дополнительную линейную усадку определяют по ГОСТ 5402.1. 8.8 Метод определения термической стойкости приведен в приложении В. 8.9 Размеры и овальность измеряют металлической линейкой по ГОСТ 427, штангенциркулем по ГОСТ 166 или рулеткой по ГОСТ 7502. Овальность определяют как разность наибольшего и наименьшего диаметров одного сечения изделия. 8.10 Глубину отбитости углов и ребер измеряют по ГОСТ 15136. 8.11 Кривизну определяют на поверочной плите по ГОСТ 10905 или аттестованной металлической плите при помощи щупа [1] или щупа-шаблона шириной 10 мм и толщиной, превышающей на 0,1 мм установленную норму кривизны. Щуп (щуп-шаблон) не должен входить в зазор между плитой и изделием. При определении кривизны изделие слегка прижимают к плите и щуп (щуп-шаблон) вводят в зазор скольжением по плите без применения усилия. 8.12 Для определения скошенности торцовых плоскостей стопорной трубки поверочный угольник типа VII или VIII по ГОСТ 3749 длиной измерительной стороны не менее 250 мм плотно прикладывают одной стороной к образующей стопорной трубки, а второй - к торцу изделия. В образующийся зазор вводят щуп [1] или щуп-шаблон. Скошенность определяют по максимальному зазору, образующемуся между стороной угольника и торцовой плоскостью. Для стопорной трубки с конусностью скошенность определяют по указанному максимальному зазору, уменьшенному на значение, равное произведению диаметра измеряемого торца трубки на конусность изделия. 8.13 Диаметр выплавки измеряют в месте ее максимальной величины металлической линейкой по ГОСТ 427. 8.14 Длину посечки или трещины измеряют металлической линейкой по ГОСТ 427. Ширину посечки или трещины измеряют в месте ее максимального размера измерительной лупой по ГОСТ 25706. Лупу располагают таким образом, чтобы ее шкала была перпендикулярна посечке или трещине. Между шкалой измерения и поверхностью изделия помещают полоску бумаги, которую располагают вдоль шкалы вплотную к делениям. 8.15 Диаметр выплавки на рабочей поверхности стакана и винтовой нарезке пробки, длину посечки на нерабочей поверхности стопорной трубки и нижней части выемки стакана под вкладыш, глубину отбитости на рабочей поверхности стакана и наличие отбитости на винтовой нарезке пробки, а также наличие посечки на рабочей поверхности стакана и на винтовой нарезке пробки оценивают визуально. 8.16 Правильность формы рабочей части пробки определяют по плотности ее прилегания к металлическому стакану-шаблону при вращении пробки вокруг оси симметрии. Не допускается зазор между поверхностью пробки и седловиной стакана-шаблона более 0,3 мм. Правильность выполнения винтовой нарезки пробки определяют навинчиванием пробки на штырь-шаблон. Правильность формы стакана или стакана с вкладышем определяют по плотности прилегания металлической пробки-шаблона к стакану при вращении ее вокруг оси симметрии. Не допускается зазор более 0,3 мм. Зазор измеряют щупом [1]. 8.17 Строение изделий в изломе (пробка - в изломе или в разрезе) оценивают визуально. Поверхность излома (разреза) получают приложением ударной нагрузки или распилом. 9 Транспортирование и хранение9.1 Транспортирование и хранение изделий - по ГОСТ 24717. ПРИЛОЖЕНИЕ А
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Расчетный объем, см3 |
Расчетная масса, кг, изделия марки |
|||||
|
ШСП-32, ШСП-35 |
МКРАСП |
МЛСП-63 |
МКСПТ-73 |
МКСП-73 |
||
|
при средней кажущейся плотности, г/см3 |
||||||
|
2,0 |
2,2 |
2,4 |
2,5 |
|||
|
1 |
1965 |
3,9 |
4,3 |
4,7 |
4,9 |
|
|
2 |
3120 |
6,2 |
6,9 |
7,5 |
7,8 |
|
|
3 |
3900 |
7,8 |
8,6 |
9,4 |
9,8 |
|
|
4 |
5150 |
10,3 |
11,3 |
12,4 |
12,9 |
|
|
5 |
6620 |
13,2 |
14,6 |
15,9 |
16,6 |
|
|
6 |
6565 |
13,1 |
14,4 |
15,8 |
16,4 |
|
|
7 |
7590 |
15,2 |
16,7 |
18,2 |
19,0 |
|
|
8 |
7515 |
15,0 |
16,5 |
18,0 |
18,8 |
|
|
8-1 |
7585 |
15,2 |
16,7 |
18,2 |
19,0 |
|
Таблица А.2 - Расчетные характеристики пробки
|
Номер изделия |
Расчетный объем, см3 |
Расчетная масса, кг, изделия марки |
|||
|
ШСП-32, ШСП-34, ШСП-37 |
ШГСП |
МКРСП |
МКСП |
||
|
при средней кажущейся плотности, г/см3 |
|||||
|
2,0 |
1,8 |
2,2 |
2,5 |
||
|
9 |
775 |
1,6 |
1,4 |
1,7 |
1,9 |
|
10 |
1295 |
2,6 |
2,3 |
2,8 |
3,2 |
|
11 |
1955 |
3,9 |
3,5 |
4,3 |
4,9 |
|
12 |
2860 |
5,7 |
5,1 |
6,3 |
7,2 |
|
13 |
3665 |
7,3 |
6,6 |
8,1 |
9,2 |
|
14 |
4025 |
8,1 |
7,2 |
8,9 |
10,1 |
|
14-1 |
4150 |
8,3 |
7,5 |
9,1 |
10,4 |
|
14-2 |
4620 |
9,2 |
8,3 |
10,2 |
11,6 |
Таблица А.3 - Расчетные характеристики стакана
|
Номер изделия |
d, мм |
Расчетный объем, см3 |
Расчетная масса, кг, изделия марки |
|||
|
ШСП-32, ШСП-34 |
ШГСП |
МЛСП |
ПСП-90, ПБСП-88, ФБСП-54 |
|||
|
при средней кажущейся плотности, г/см3 |
||||||
|
2,0 |
1,8 |
2,4 |
2,6 |
|||
|
15 |
24 |
1570 |
3,1 |
2,8 |
- |
- |
|
26 |
1565 |
3,1 |
2,8 |
|||
|
28 |
1555 |
3,1 |
2,8 |
|||
|
30 |
1550 |
3,1 |
2,8 |
|||
|
32 |
1540 |
3,1 |
2,8 |
|||
|
35 |
1530 |
3,1 |
2,8 |
|||
|
40 |
1505 |
3,0 |
2,7 |
|||
|
45 |
1470 |
2,9 |
2,6 |
|||
|
50 |
1430 |
2,9 |
2,6 |
|||
|
16 |
20 |
3320 |
6,6 |
6,0 |
8,0 |
- |
|
22 |
3310 |
6,6 |
6,0 |
7,9 |
||
|
24 |
3295 |
6,6 |
5,9 |
7,9 |
||
|
26 |
3270 |
6,5 |
5,9 |
7,8 |
||
|
28 |
3265 |
6,5 |
5,8 |
7,8 |
||
|
30 |
3250 |
6,5 |
5,8 |
7,8 |
||
|
35 |
3205 |
6,4 |
5,8 |
7,7 |
||
|
40 |
3155 |
6,3 |
5,7 |
7,6 |
||
|
45 |
3100 |
6,2 |
5,6 |
7,4 |
||
|
50 |
3035 |
6,1 |
5,5 |
7,3 |
||
|
55 |
2965 |
5,9 |
5,4 |
7,1 |
||
|
60 |
2900 |
5,8 |
5,2 |
7,0 |
||
|
70 |
2755 |
5,5 |
5,0 |
6,6 |
||
|
17 |
25 |
4510 |
9,0 |
8,1 |
10,8 |
- |
|
30 |
4460 |
8,9 |
8,0 |
10,7 |
||
|
35 |
4400 |
8,8 |
7,9 |
10,6 |
||
|
40 |
4340 |
8,7 |
7,8 |
10,4 |
||
|
45 |
4260 |
8,5 |
7,7 |
10,2 |
||
|
50 |
4180 |
8,4 |
7,5 |
10,0 |
||
|
55 |
4090 |
8,2 |
7,4 |
9,8 |
||
|
60 |
3990 |
8,0 |
7,2 |
9,6 |
||
|
70 |
3680 |
7,4 |
6,6 |
8,8 |
||
|
18 |
30 |
5075 |
10,2 |
9,1 |
- |
- |
|
35 |
5005 |
10,0 |
9,0 |
|||
|
40 |
4915 |
9,8 |
8,8 |
|||
|
45 |
4825 |
9,6 |
8,7 |
|||
|
50 |
4720 |
9,4 |
8,5 |
|||
|
55 |
4605 |
9,2 |
8,3 |
|||
|
60 |
4505 |
9,0 |
8,1 |
|||
|
70 |
4300 |
8,6 |
7,7 |
|||
|
19 |
30 |
1500 |
- |
- |
- |
3,9 |
|
35 |
1480 |
3,8 |
||||
|
40 |
1455 |
3,8 |
||||
|
45 |
1420 |
3,7 |
||||
|
50 |
1380 |
3,6 |
||||
|
60 |
1300 |
3,4 |
||||
|
20 |
30 |
4345 |
- |
- |
- |
11,3 |
|
35 |
4310 |
11,2 |
||||
|
40 |
4260 |
11,1 |
||||
|
45 |
4195 |
10,9 |
||||
|
50 |
4115 |
10,7 |
||||
|
55 |
4025 |
10,5 |
||||
|
60 |
3920 |
10,2 |
||||
|
65 |
3795 |
9,9 |
||||
|
70 |
3600 |
9,4 |
||||
|
21 |
30 |
4915 |
- |
- |
- |
12,8 |
|
35 |
4865 |
12,6 |
||||
|
40 |
4800 |
12,5 |
||||
|
45 |
4720 |
12,3 |
||||
|
50 |
4630 |
12,0 |
||||
|
55 |
4515 |
11,7 |
||||
|
60 |
4385 |
11,4 |
||||
|
65 |
4240 |
11,0 |
||||
|
70 |
4100 |
10,7 |
||||
|
22 |
30 |
4300 |
- |
- |
- |
11,2 |
|
35 |
4280 |
11,1 |
||||
|
40 |
4250 |
11,1 |
||||
|
45 |
4210 |
10,9 |
||||
|
50 |
4165 |
10,8 |
||||
|
55 |
4100 |
10,7 |
||||
|
60 |
4035 |
10,5 |
||||
|
65 |
3935 |
10,2 |
||||
|
70 |
3835 |
10,0 |
||||
|
23 |
30 |
8320 |
- |
- |
- |
21,6 |
|
35 |
8270 |
21,5 |
||||
|
40 |
8205 |
21,3 |
||||
|
45 |
8130 |
21,1 |
||||
|
50 |
8040 |
20,9 |
||||
|
55 |
7930 |
20,6 |
||||
|
60 |
7810 |
20,3 |
||||
|
70 |
7580 |
19,7 |
||||
|
80 |
7350 |
19,1 |
||||
|
90 |
7260 |
18,8 |
||||
|
100 |
7130 |
18,5 |
||||
|
24 |
30 |
9455 |
- |
- |
- |
24,6 |
|
35 |
9375 |
24,4 |
||||
|
40 |
9300 |
24,2 |
||||
|
45 |
9220 |
24,0 |
||||
|
50 |
9145 |
23,8 |
||||
|
55 |
9065 |
23,6 |
||||
|
60 |
8990 |
23,4 |
||||
|
70 |
8835 |
23,0 |
||||
|
80 |
8680 |
22,6 |
||||
|
90 |
8525 |
22,2 |
||||
|
100 |
8370 |
21,8 |
||||
|
25 |
30 |
1480 |
3,0 |
- |
- |
- |
|
35 |
1445 |
2,9 |
||||
|
40 |
1410 |
2,8 |
||||
|
26 |
30 |
1350 |
2,7 |
- |
- |
- |
|
35 |
1330 |
2,7 |
||||
|
40 |
1310 |
2,6 |
||||
|
27 |
25 |
2985 |
6,0 |
- |
- |
- |
|
30 |
2950 |
5,9 |
||||
|
35 |
2910 |
5,8 |
||||
|
40 |
2860 |
5,7 |
||||
|
45 |
2810 |
5,6 |
||||
|
50 |
2745 |
5,5 |
||||
|
55 |
2680 |
5,4 |
||||
|
60 |
2605 |
5,2 |
||||
|
28 |
25 |
4105 |
8,2 |
- |
- |
- |
|
30 |
4055 |
8,1 |
||||
|
35 |
4000 |
8,0 |
||||
|
40 |
3935 |
7,9 |
||||
|
45 |
3860 |
7,7 |
||||
|
50 |
3775 |
7,6 |
||||
|
55 |
3685 |
7,4 |
||||
|
60 |
3585 |
7,2 |
||||
|
29 |
30 |
4735 |
9,5 |
- |
- |
- |
|
35 |
4660 |
9,3 |
||||
|
40 |
4580 |
9,2 |
||||
|
45 |
4485 |
9,0 |
||||
|
50 |
4380 |
8,8 |
||||
|
55 |
4265 |
8,5 |
||||
|
60 |
4140 |
8,3 |
||||
|
30 |
30 |
4060 |
8,1 |
- |
- |
- |
|
35 |
4020 |
8,0 |
||||
|
40 |
3970 |
7,9 |
||||
|
45 |
3920 |
7,8 |
||||
|
50 |
3855 |
7,7 |
||||
|
55 |
3790 |
7,6 |
||||
|
60 |
3715 |
7,4 |
||||
|
31 |
30 |
3805 |
7,6 |
6,8 |
- |
- |
|
35 |
3765 |
7,5 |
6,8 |
|||
|
40 |
3715 |
7,4 |
6,7 |
|||
|
45 |
3655 |
7,3 |
6,6 |
|||
|
50 |
3585 |
7,2 |
6,4 |
|||
|
55 |
3490 |
7,0 |
6,3 |
|||
|
60 |
3390 |
6,8 |
6,1 |
|||
|
32 |
30 |
5515 |
11,0 |
9,9 |
- |
- |
|
35 |
5455 |
10,9 |
9,8 |
|||
|
40 |
5385 |
10,8 |
9,7 |
|||
|
45 |
5300 |
10,6 |
9,5 |
|||
|
50 |
5195 |
10,4 |
9,4 |
|||
|
55 |
5075 |
10,2 |
9,1 |
|||
|
60 |
4935 |
9,9 |
8,9 |
|||
|
33 |
30 |
3500 |
7,0 |
- |
- |
- |
|
35 |
3450 |
6,9 |
||||
|
40 |
3390 |
6,8 |
||||
|
45 |
3325 |
6,6 |
||||
|
50 |
3250 |
6,5 |
||||
|
55 |
3165 |
6,3 |
||||
|
60 |
3075 |
6,2 |
||||
|
34 |
30 |
5215 |
10,4 |
- |
- |
- |
|
35 |
5140 |
10,3 |
||||
|
40 |
5055 |
10,1 |
||||
|
45 |
4960 |
9,9 |
||||
|
50 |
4855 |
9,7 |
||||
|
55 |
4735 |
9,5 |
||||
|
60 |
4605 |
9,2 |
||||
Таблица А.4 - Расчетные характеристики вкладыша марок ПСП-90, ПБСП-88, ФБСП-54
|
Номер изделия |
Расчетный объем, см3 |
d, мм |
Расчетная масса, кг, изделия |
Номер изделия |
Расчетный объем, см3 |
d, мм |
Расчетная масса, кг, изделия |
|
при средней кажущейся плотности 2,65 г/см3 |
при средней кажущейся плотности 2,65 г/см3 |
||||||
|
35 |
160 |
30 |
0,42 |
36 |
280 |
35 |
0,74 |
|
155 |
35 |
0,41 |
275 |
40 |
0,73 |
||
|
150 |
40 |
0,40 |
270 |
45 |
0,72 |
||
|
36 |
350 |
25 |
0,93 |
255 |
50 |
0,68 |
|
|
345 |
30 |
0,90 |
245 |
55 |
0,65 |
||
|
|
|
|
235 |
60 |
0,62 |
Таблица А.5 - Расчетные характеристики гнездового кирпича марки ШСП-32
|
Номер изделия |
Расчетный объем, см3 |
Расчетная масса, кг, изделия |
Номер изделия |
Расчетный объем, см3 |
Расчетная масса, кг, изделия |
|
при средней кажущейся плотности 2,0 г/см3 |
при средней кажущейся плотности 2,0 г/см3 |
||||
|
37 |
4800 |
9,6 |
43 |
13205 |
26,4 |
|
38 |
5550 |
11,1 |
44 |
13150 |
26,3 |
|
39 |
4625 |
9,2 |
45 |
4735 |
9,5 |
|
40 |
9440 |
18,9 |
46 |
5315 |
10,6 |
|
41 |
10135 |
20,3 |
49 |
10465 |
20,9 |
|
42 |
10050 |
20,1 |
|
|
|
ПРИЛОЖЕНИЕ Б
(обязательное)
Форма и размеры винтовой нарезки металлического стопорного штыря
Б.1 Форма и размеры винтовой нарезки металлического стопорного штыря должны соответствовать указанным на рисунке Б.1 и в таблице Б.1.
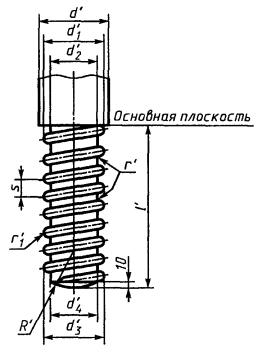
Рисунок Б.1- Винтовая нарезка металлического стопорного штыря
Таблица Б.1 - Размеры винтовой нарезки стопорного штыря
В миллиметрах
|
d’ |
d’1 |
d’2 |
d’3 |
d’4 |
R’ |
s |
r’ |
r’1 |
l’ |
Применяемый номер |
||
|
стопорной трубки |
пробки |
|||||||||||
|
1 |
33 |
31 |
21 |
29 |
19 |
9 |
12 |
3,0 |
2,0 |
95 |
1 |
9 |
|
2 |
40 |
37 |
27 |
35 |
25 |
13 |
12 |
3,0 |
2,0 |
115 |
2 |
10 |
|
3 |
46 |
45 |
33 |
43 |
31 |
17 |
16 |
4,0 |
2,8 |
124 |
3 |
11 |
|
4 |
52 |
52 |
40 |
49 |
37 |
22 |
16 |
4,0 |
2,8 |
140 |
4 |
12 |
|
5 |
56 |
52 |
40 |
49 |
37 |
22 |
16 |
4,0 |
2,8 |
145 |
5, 6, 7, 8, 8-1 |
13, 14, 14-1, 14-2 |
|
6 |
56 |
53 |
40 |
50 |
37 |
22 |
24 |
4,6 |
2,5 |
145 |
5, 6, 7, 8, 8-1 |
13, 14, 14-1, 14-2 |
|
Примечания 1 Нижний виток винтовой нарезки штыря обрезают так, чтобы исключить образование острого угла. 2 При применении разгрузочной шайбы длина винтовой нарезки l’ стопорного штыря номер 5 должна быть 133 мм. 3 Штырь номеров 5 и 6 допускается применять диаметром d’, равным 60 мм, при соответствующем увеличении внутреннего диаметра d стопорной трубки. |
||||||||||||
ПРИЛОЖЕНИЕ В
(обязательное)
Определение термической стойкости стопорной трубки и пробки
B.1 Сущность метода
Метод состоит в определении числа теплосмен, выдержанных испытуемым образцом при резкой смене температур от комнатной до 800 °С и последующем охлаждении на воздухе, без разрушения на части.
В.2 Аппаратура
Электрическая вертикальная трубчатая печь внутренним диаметром 200 - 300 мм и высотой жаровой трубы 400 мм, обеспечивающая температуру в рабочем пространстве не ниже 800 °С. Сушильный шкаф с температурой сушки не менее 150 °С. Приспособление для загрузки и выгрузки испытуемых изделий. Термоэлектрический преобразователь с измерительным прибором класса точности 1,5.
В.3 Образцы для испытания
В.3.1 Порядок отбора изделий и количество образцов для испытаний - по ГОСТ 8179, план контроля 2.
В.3.2 Изделие перед испытанием выдерживают не менее 24 ч в сухом отапливаемом помещении или высушивают при температуре 110 - 130 °С в течение 1 ч. Когда испытания проводят непосредственно после обжига изделия, предварительную сушку или выдержку в помещении не производят.
В.3.3 Стопорную трубку или пробку надевают на металлический стержень или штырь-пробкодержатель, резьба которого должна соответствовать номеру испытуемого изделия.
В.4 Проведение испытания
В печь вводят термоэлектрический преобразователь так, чтобы его спай находился в рабочей зоне.
Электрическую печь разогревают до 800 °С, вынимают термоэлектрический преобразователь, подготовленное изделие быстро загружают в печь и закрывают ее крышкой. Изделие с момента загрузки выдерживают в печи 15 мин в вертикальном подвешенном состоянии. В течение этого времени напряжение, подводимое к печи, не должно меняться. Падение температуры после загрузки изделия не фиксируют. Через 15 мин нагретое изделие извлекают из печи и охлаждают на воздухе в подвешенном состоянии.
В.5 Обработка результатов
В.5.1 Термическую стойкость выражают в теплосменах, которые выдержала стопорная трубка (пробка) при резкой смене температур от комнатной до 800 °С и последующем охлаждении на воздухе, находясь в вертикальном подвешенном состоянии, не распадаясь на части, несмотря на наличие трещин, шелушения и сколов по торцам (рисунки B.1 - В.3, В.5 - В.7).
Теплосмену, в которой стопорная трубка (пробка) распалась на части по сквозным трещинам (рисунки В.4, В.8, В.9), не учитывают.
|
Рисунок B.1 |
Рисунок В.2 |
Рисунок В.3 |
Рисунок В.4 |


|
Рисунок В.5 |
Рисунок В.6 |
Рисунок В.7 |
Рисунок В.8 |
Рисунок В.9 |





В.5.2 Если при указанных испытаниях одно из изделий окажется термически нестойким, проводят повторные испытания на удвоенном количестве образцов (6 шт.), взятых из той же выборки. При наличии хотя бы одного термически нестойкого изделия из шести вновь отобранных образцов партию бракуют.
В.5.3 Результаты испытания записывают в журнал испытания (протокол), в котором указывают:
- наименование предприятия (организации), проводившего испытания;
- обозначение настоящего стандарта;
- дату проведения испытания;
- наименование изделия, его марку и номер;
- номер партии;
- характер разрушения;
- количество теплосмен (Rтс, 800 °С, воздух);
- фамилию исполнителя.
В.5.4 При оценке партии изделий учитывают результаты определения термической стойкости каждого образца.
ПРИЛОЖЕНИЕ Г
(справочное)
Библиография
| Расположен в: |
|---|
Вернуться в "Каталог СНиП"
Источник информации: https://internet-law.ru/stroyka/text/9294
На эту страницу сайта можно сделать ссылку:
На правах рекламы:
|
© Антон Серго, 1998-2024.
|
Разработка сайта |
|